Potentials and challenges of plasticising additive manufacturing
|
|
|
- Tobias Atkins
- 5 years ago
- Views:
Transcription




1 Potentials and challenges of plasticising additive manufacturing 3D Valley Conference 2018 Celina Hellmich, M.Sc. RWTH Prof. Dr.-Ing. Christian Hopmann

2 Institute of Plastics Processing (IKV), Germany, Aachen Infrastructure and Competencies IKV Services Scientific departments Part design and material technology Injection moulding/ additive manufacturing Composites and polyurethane technology Extrusion and rubber technology Association of sponsors A strong community of 250 members Founded in 1950 by industry and skilled crafts Leading institute in the field of plastics technology Legal independence Affiliated institute at RWTH Aachen University Staff: 80 scientists with deep technical expertise in plastics materials and processing 50 technical / administrative staff 200 student researchers Technical centres of more than 9,000 m 2 Training and further education Development of training courses Technology transfer Fair exposure Centre for analysis and testing of plastics Damage analysis Part testing Surface technology to Design the Future with Easy access to IKV network & RWTH Potentials and challenges of plasticising additive manufacturing 1
3 Percentage of revenues [%] The role of product design in additive manufacturing Final part production in additive manufacturing continuously growths. Final part production in AM as percentage of total product and service revenues 70 For low quantities and lot size 1, the part design process represents a major cost factor and bottleneck. Classical design processes are strongly oriented towards processing methods. A process independent method for part design in additive manufacturing is necessary to enable an efficient product development Year [Wohlers Associates] Potentials and challenges of plasticising additive manufacturing 2
4 Future Today Product development in plastics processing Conventional plastics processing Splitting of costs between development and production One-time development of products and tools for series production Product development has only a small share of the total costs State of the art: Product development for automated mass production Additive manufacturing Shift in added value Products are developed individually: 1:1 ratio of development to production Product development demands a large part of the costs Goal: Automated development process for individualized mass production Qualitative cost share per part of Development Material und Production Additive manufacturing has enormous potential for the plastics industry but requires a rethinking in product development Potentials and challenges of plasticising additive manufacturing 3

5 Production Development process of plastic products h J g Development order [Pictures: Robert Bosch] Potentials and challenges of plasticising additive manufacturing 4

6 Outline The role of product design in additive manufacturing Rethinking the classic product development process Infill structures in part design Predictability of component properties Conclusion and outlook Potentials and challenges of plasticising additive manufacturing 5




![IKV, Princeton University, Voxel8]](/docs-images/92/109533264/images/7-5.jpg "Potentials and challenges of")
7 Rethinking classic product development processes: Planning and Design Planning Design Drafting Elaboration High geometric freedom Hidden structures Customisation Material efficiency Multimaterial parts Integrated circuits Local functionalities [ARBURG, Formlabs, IKV, Princeton University, Voxel8] Potentials and challenges of plasticising additive manufacturing 6
8 Decision tree for fixed processes Design Overall function Available processes Solution concepts Solution concepts Solution concepts Potentials and challenges of plasticising additive manufacturing 7

9 Decision matrix to determine a suitable AM process Overall function Sub-functions Decision matrix Solution concepts Development / design expenditure Production costs Development risk and feasibility Suitable processes Boundary conditions (e.g. processes, material, size limitations) Potentials and challenges of plasticising additive manufacturing 8





10 Proposed process database Process data sheet Description of the process Materials Rating of its possibilities and boundaries Characteristic design solutions Machine and material suppliers Potentials and challenges of plasticising additive manufacturing 9

11 Rethinking classic product development processes: Geometric guidelines Planning Design Drafting Elaboration Various geometric design guidelines can be found in literature: [AZ14, BBW+13, Lip16, NN14, WDW+10]. [AZ14] Potentials and challenges of plasticising additive manufacturing 10
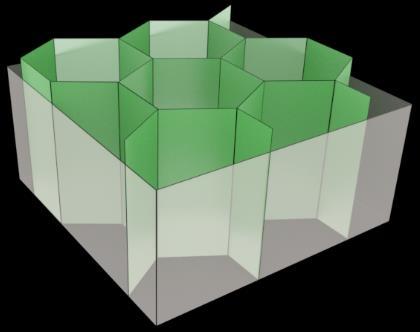
12 Rethinking classic product development processes: CAD, CAE and CAM Planning Design Drafting Elaboration Designed part Simulated part Topology optimised Generate the infill Slicing Generate G-Code Production Application Slicing Each part is divided into slices corresponding to the thickness of the strand The traverse path of the extruder is calculated in each slice. Infill Infill is the inner structure of a closed part. Infill structures influences the Mechanical behaviour, Quality of the part, Speed of printing and Cost of the part Potentials and challenges of plasticising additive manufacturing 11



13 Rethinking classic product development processes: CAD, CAE and CAM Planning Design Drafting Elaboration Designed part Simulated part Topology optimised Generate the infill Slicing Generate G-Code Production Application Slicing Each part is divided into slices corresponding to the thickness of the strand The traverse Mechanical path properties of the extruder are is calculated not in considered each slice. in part design of additive Infill manufactured parts Infill is the inner structure of a closed part. Infill structures influences the Mechanical behaviour, Quality of the part, Speed of printing and Cost of the part Potentials and challenges of plasticising additive manufacturing 12



14 Rethinking classic product development processes: Anisotropies Planning Design Drafting Elaboration Anisotropies Infill Created through process or infill. Part Can be used as an advantage. Material databases and models need to be created. y z x Building platform Disadvantages of infill structures Not suitable for mechanical loads Directional mechanical properties Not considered in part design Potentials and challenges of plasticising additive manufacturing 13
![Displacement [mm] Simulation of new infill structures Test scenario: 10 mm F = 30N Material: ABS Young s Modulus: 2500 MPa Poisson s ratio: 0,35 Layer](/docs-images/92/109533264/images/15-0.jpg "thickness: 0,4 mm 150 mm z y Fix position Reference: Displacement of a massive bar 32 13 mm 0 Potentials and challenges of plasticising additive")
15 Displacement [mm] Simulation of new infill structures Test scenario: 10 mm F = 30N Material: ABS Young s Modulus: 2500 MPa Poisson s ratio: 0,35 Layer thickness: 0,4 mm 150 mm z y Fix position Reference: Displacement of a massive bar mm 0 Potentials and challenges of plasticising additive manufacturing 14
![Displacement [mm] Local reinforcements](/docs-images/92/109533264/images/16-0.jpg "of the infill considering the load path")



16 Displacement [mm] Local reinforcements of the infill considering the load path Result with homogenously distributed infill mm 0 Optimal load path: Locally reinforced infill at the top and bottom 16 mm High infill density Low infill density Potentials and challenges of plasticising additive manufacturing 15




17 Rethinking classic product development processes: CAD, CAE and CAM Planning Design Drafting Elaboration B A ΔR N P1 P3 P2 CAD, CAE and CAM Basic process simulations exist. CAD, CAM, and CAE software has to be adapted. Data quality has to be improved and ensured. ISO und ASTM offer new file formats for AM. But: even if the process development has been completely optimised, this does not mean that the component can now be manufactured so perfectly with the machines. Potentials and challenges of plasticising additive manufacturing 16
18 Predictability of component properties CAM - data (today) Controllable CAM data Machine level Process level (black-box) Part level Nozzle temperature Building space temperature Layer construction time Building strategy Infill percentage Infill structure Velocity Analysis of the welding temperature Part properties: Morphology Mechanics Layer thickness Geometry factor Analysis of the welding pressure Potentials and challenges of plasticising additive manufacturing 17







19 Arburg plastic freeforming and geometry factor Plasticising unit with piezo valve gate H: Drop height Nozzle B: Drop width FF: Geometry factor B H FF = H/B Part 1. Trial FF = 1,4 Underfilled 2. Trial FF = 1,04 Underfilled 3. Trial FF = 0,7 Overfilled 4. Trial FF = 0,75 Overfilled 5. Trial FF = 0,78 Overfilled 6. Trial FF = 0,79 Potentials and challenges of plasticising additive manufacturing 18
20 Main defects within the process PP-Delamination PP-Defects 500 μm 500 μm Defects type A Drop geometry Defects type B Specimen Cracking View Platform Material: PP 579 SS Potentials and challenges of plasticising additive manufacturing 19


21 Main defects within the process PP-Delamination PP-Defects 500 μm 500 μm Defects type A Drop geometry Defects type B Specimen Cracking View Platform Material: PP 579 SS Potentials and challenges of plasticising additive manufacturing 20


 (+) (160")
 (8,94 N) V1 V2")
 (13,15 N) V4 V5")
 (29,96 N) V7 V8")



22 Microscopic analysis of the produced specimen Welding temperature (-) (140 C) Welding temperature (o) (150 C) Welding temperature (+) (160 C) Welding pressure (-) (8,94 N) V1 V2 V3 Welding pressure (o) (13,15 N) V4 V5 V6 Welding pressure (+) (29,96 N) V7 V8 V9 500 µm Material: PP 579 SS Potentials and challenges of plasticising additive manufacturing 21
23 Conclusion and Outlook The foundations for efficient product development and the industrial use of additive manufacturing are laid by software developments and geometry guidelines, but must be extended with material models and databases. The common infill structures are not suitable for parts under certain loads, therefore they must be considered as an optimisation problem in component design. There is a correlation of the morphological and mechanical component properties with the process parameters and the setting parameters of the machine. The further development of materials, technologies, integrated digital solutions including CAD, topology optimisation, structure simulation and slicer will open up new possibilities. Generating a tool for creating complex and adaptive filling structures that can be used in mechanical simulations to determine the mechanical properties of a component. In further investigations the influence of the process parameters on the component is to be investigated. Potentials and challenges of plasticising additive manufacturing 22

24 Hybrid additive manufacturing centre at IKV Direct integration into the industrial production process Combination with subtractive production Tool changing system Individualised handles for further work steps Functionalisation through additional materials Potentials and challenges of plasticising additive manufacturing 23
25 The Institute of Plastics Processing Recruiting. Networking. Innovating. Thank you for your kind attention. I will be happy to answer your questions Celina Hellmich, M.Sc. RWTH Additive manufacturing Materials technology Modelling Phone: +49 (0) celina.hellmich@ikv.rwth-aachen.de Potentials and challenges of plasticising additive manufacturing 24