A Review of PVC Applications using 4 Flight Kneader Systems
|
|
|
- Jodie Rogers
- 5 years ago
- Views:
Transcription


1 A Review of PVC Applications using 4 Flight Kneader Systems PVC 2008 Colin Richardson & Remy Frank

2 Buss AG Contents Introduction The reciprocating screw Kneader Typical Applications Manufacturing Requirements Summary 2









3 PVC in our daily lives Construction, medical, toys, office, clothing, leisure, sport, electrical, packaging, cards, vehicles 3
4 PVC - ingredients and functions PVC Base resin and matrix Plasticiser Flexibility Stabilisers Fillers Additives Retention of properties during processing and service To extend the formulation cost effective reasons Strength, colour, special effects Flame retardancy Reactive and functional additives / fillers 4
5 Steps in Compounding PVC Raw materials Weighing Preblending of ingredients (hot /cold mixer) Feeding Plasticating / gelifying Plastication Dispersing / homogenisation Degassing Pelletising or feeding to calender 5

6 6 PVC line fully automatic
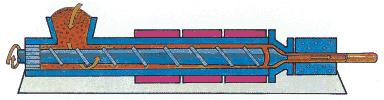
7 PVC Compounding:reciprocating kneader developments Looking at the fundamentals improved feeding filling the mixing chamber higher speeds Leading to an original new Kneader design 4- flighted Kneader with 4 rows of pins enlarged feed opening increased screw pitch for higher throughput conical inlet section for improved filling higher screw speeds up to 750 rpm 7

")
8 Screw design of quantec WKG / MKS (former) quantec 8
9 Advantages of a PVC compounding step Optimum mixing quality and homogeneity Higher throughput rates during transformation step Allows use of more economical transformation extruders No segregation of mixtures in case of pneumatic conveying and easier storage Higher filler loadings achievable 9 Page 9
10 PVC transformation processes Extrusion Calendering Injection molding Blow moulding Coating 10
11 A Review of applications as developed and compounded on kneader 4 flight technology Wire & Cable Medical Moulding Profile extrusion Calender Flooring Natural fibre reinforced cpvc 11

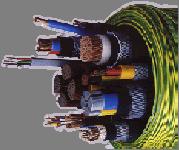
12 Wire & Cable Functions Insulation Jacketing Bedding Function Density Insulation 1.2 to 1.3 Insulation / Jacketing 1.3 to 1.4 Bedding 1.5 and higher 12


13 Primary automotive wiring thin walled insulation high line speed tight allowance for spark failure dispersion, surface finish extrudability absence of undispersed particles 13
14 Compounding requirements in primary auto wiring Relatively high filler levels Reactive fillers Temperature control Homogenisation and optimum dispersion Non porous and dry pellets Mixing length 10 l/d 14
15 Comparison of output performance wire and cable grades 3 flight versus 4 flight kneader Machine size (mm) 3 flight kneader Typical outputs (kg/h) Flexible filled Machine size (mm) 4 flight kneader Typical outputs (kg/h) Flexible filled
16 Medical Application PVC has a 50 year history in medical application PVC became the norm when single use, presterilised articles were introduced - replacing glass and rubber DEHP (DOP) is the plasticiser of choice in flexible medical compounds Most of the articles used are transparent requiring careful control of the compounding step 16

17 Medical The main criteria for compounding of flexible medical grades are gentle and controlled energy introduction combined with a longer residence time Features required of finished article Homogeneity and absence of gels Clarity and transparency No discolouration 17
 Optimum")
18 Operating needs for medical applications Throughput of the kneader compounder is adjusted via the dosing system Kneader can be completely filled at the intake section or partially filled (starve fed) In medical application practice has shown high degree of filling lower speed of the screw lower shear rate longer residence time more shear interactions (combination of flight and pin) Optimum plastication 18
19 Longer residence time for medical grades extended process section to 15 l/d -clarity -low gels 19
20 Rigid applications Pipe and fittings Rigid profiles A large market segment together representing some 40% of all applications used in Moulding - parts Extrusion - profiles 20

21 sc rew1 Qu antec50-9 sc rew2 Rigid PVC production scheduling- a screw for output or versatility 10 l/d Either optimise for maximum rate or maximum operating time A common screw configuration provides highest operating efficiency Screw optimisation requires changing of a single element Screw change in 30 minutes 21
22 Versatility vs. max. output rate (kgs/hr) for Rigid PVC 80mm 4 flight kneader Formulation Screw no. 1 (Versatility) Kg/h Screw no. 2 (max throughput) Kg/h Clear bottle compound, K value 57 Injection moulding grade, low MW, K value Profile compound 1460 N/A Profile compound, medium MW, K value
 Die holes with shorter land length, lower pressure, reduced friction & lower")
 Exact & simple adjustment of pelletizer knives and improved pellet")
23 Die plate design processing advantages Reinforced die design, stronger with less deflection resulting in:- 1) Die holes with shorter land length, lower pressure, reduced friction & lower temperature through the die 2) Minimal die swell thus thinner and smaller pellets 3) No bowing of die thus clean cutting 3) Exact & simple adjustment of pelletizer knives and improved pellet quality 23
24 Very highly filled (CaCO 3 ) rigid extrusion compounds Filler loadings of up to 80 phr are possible New developments aiming for 100 phr The main criteria for compounding very high filler loadings is an extended compounding length for a stretched shear profile as the gelification process is more difficult to get started. Also crucial is the feeding of the dry- blend and filler into the compounding machine, as the fine CaCO 3 powder tends to adhere to the metal surfaces 24
25 The economical benefits of compounding high filler loadings Example Window profile extrusion: Filler loading with direct extrusion: 20% Filler loading when compounding on 4 flight kneader: 40% Difference (gain) : 20% in PVC replacement Output rate kg/h; T/yr (80mm line) Saving of PVC 20% = T Price of PVC = / T = (Price March 2008) Price of CaCo3 = 120 / T = (Price April 2007) Difference = Assuming Production costs of 41 / T = Extra Capital investment costs for the plant (80mm line) = Rest is cash profit of / year!!!! 25
26 Output rate per diameter 4 flight versus 3 flight for Rigid PVC Output in kg/h qk 110 quantec MKS MKS Screw diameter in mm 26
27 Investment cost per kg/h 4 flight versus 3 flight technology for Rigid PVC 1500 quantec MKS Price per kg/h Output in kg/h 27



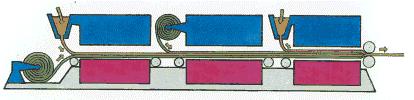
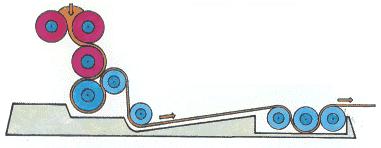
28 Calender application Flexible Packaging Wall coverings Interior Printing Rigid Credit cards / identity cards Packaging Pharmaceutical blister packaging Shrink film 28
29 Direct Calender feeding single stage kneader 15D process section with degassing M SC K water 5 BAR1 K water BAR2 K water 6 Legend: 1 Buss Ko-Kneader quantec QK 15 L/D 2 Feeder for PVC Premix 3 Feeding Pit 4 Vacuum System 5 Heating/ Cooling Units 6 Control/ Data Log Unit 29
30 Performance comparison 3 flight and 4 flight kneader for calender Parameter 3 flight (11 l/d) 4 flight (15 l/d) Max output (kg/h) Best working range (kg/h) 800 to to 3000 Restriction ring yes no Propensity for burning high low Start-up time (secs) ~240 ~60 Start-up material waste (kg) 45 to to 15 Cleaning time kneader ~ 3 hour ~ 1 hour Investment cost

31 Calender intermittent cutting device Clean cutting Uniform pieces No knife deflection Reduced fines 31

32 Flooring PVC is widely uses as a flooring base. It can be welded at seams and walls to give a continuous, impervious surface Indoor sports halls Hospitals Transport systems Residential Multilayered Mats The material is mainly compounded and pelletised prior to extrusion and forming Products are often heavily filled with high Durometer hardness e.g. density ~1.4 Shore A ~75 32 *pictures courtesy Gerflor

33 Wear resistance The greatest degree of wear arises at the compression zone where the preblend is compacted prior to gelification Compression zone D Intake D Process S Intake S Process Wear resistant material limited to a small zone 33
34 Flooring special effects Introduction of additives at connecting tube Enables marble, mottling antistatic and other special effects to be created M M 34

35 Natural fibre reinforced PVC Broad range of fibres - Sisal, Hemp, Flax, Jute, - various woods; acacia, palm May be subject to chemcial treatment to enhance bonding Sometimes combine foaming with reinforcement to decrease weight 35
36 Requirements of the compounding step for natural fibre reinforced materials Natural fibre premix has low bulk density. A much enlarged inlet opening (factor of 5!) allows free flow feeding of the preblend without crammer feeders. Natural fibres are hygroscopic. The conical Kneader zone in the 4 flight kneader allows entrapped air and moisture be extracted from the premix, allowing the process to run with a full mixing chamber. An effective degassing is achieved in the connecting tube between the 2 processing stages. (forward and backward degassing effect). The lower temperatures associated with kneader technology allow good temperature control, no burning or discolouration and ability to run foam formulations 36
 (5) times bigger PLK type M M quantec type")
37 Enlarged feed opening & elimination of crammer feeder Inlet Opening area more than five (5) (5) times bigger PLK type M M quantec type 37

38 Degassing unit Vacuum outlet Located at connecting tube Allows forward and backward degassing of matrix 38
39 cpvc chlorinated PVC This polymer contains additional chlorine atoms substituted on the backbone chain Brings enhanced properties to conventional PVC Longer life in aggressive environments Better corrosion resistance Higher Tg thus supports higher operating temperatures Increased ductility Improved impact resistance 39
40 Compounding cpvc Corrosion resistant metallurgy is essential Still offering 3 flight technology in this application whilst these developments are introduced into 4 flight technology 40



41 Summary & Conclusions 2 to 3 times higher outputs are achieved on similar size machines Temperature control maintained at high screw speeds Configurations can be optimized for output or versatility with rapid screw changes Operates across a wide range of applications Fast changeover between formulations Very high operational efficiency 4 flight kneader technology reduces investment costs significantly 41