Process Filters/ Cooling Tower. Ken Schultz / Ralph Rosencrans
|
|
|
- Bartholomew Tate
- 5 years ago
- Views:
Transcription

1 Process Filters/ Cooling Tower Ken Schultz / Ralph Rosencrans 1


2 Production - Nuenkirchen 2



3 Filter element production 3

4 Why is filtration so important? 4




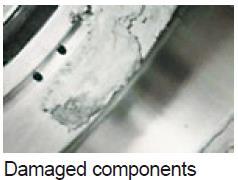
5 Bad filtration can prove costly! 1. Torn paper tape 2. Blocked cleaning nozzles 3. Blocked heat exchanger 4. Damage to vacuum pump seals 5



6 Relative sizes 6

7 Selecting the process filter Unlike with hydraulic media, the solid contamination of process media is not classified according to ISO. No two applications requiring process media filtration are alike. Nevertheless, various parameters can be identified from which it is possible to make the best selection to match the filter to the particular process. In addition to having an exact description of the application, one of the first steps in selecting the correct filter is the classification and analysis of the intended medium.



8 Design principles When selecting and adjusting the filter to the individual, process-specific conditions, you should observe the following design principles. Please also observe our filter questionnaire!


9 Scope of products and applications Components for filtering low- to highviscosity as well as gaseous media Automatic Back-flushing Filter AutoFilt Inline and screen basket filters in single and duplex versions Gas and Gas coalescer filter Filter elements, also customised Filter systems and customised solutions

10 Cleanable filter elements Disposable filter element Nominal & absolute filtration Conical wedge wire filter elements SuperMesh conical filter elements Inline and pressure filter elements Filter elements for gas filters Screen basket filter elements Filter bag Special elements according to customer specification SuperFlush antistick coating Filter element technology


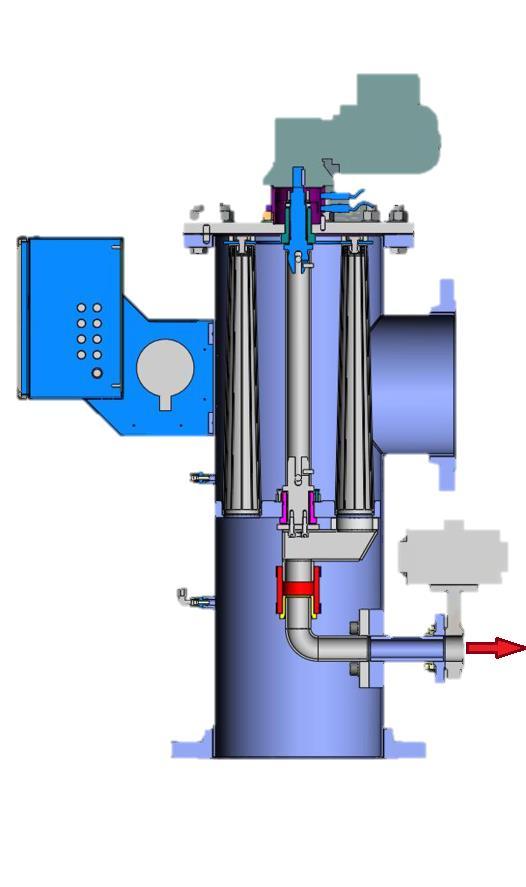
11 Product overview AutoFilt Automatic back-flushing filter Separation of solid particles from lowviscosity fluids Temperatures up to 90 C Pressures up to 350 bar Filtration ratings from 25-10,000 µm Flow rates up to 7500 m 3 /h



12 Automatic back-flushing filter AutoFilt RF3 Qmax 7,500 m 3 /h Filtration ratings Pmax Filter elements Advantages 25 to 3000 µm up to 100 bar (on request) Conical slotted tube Conical, SuperMesh Automatic function Flow-optimised design Low pressure drop Flexible flange position New filter control AutoFilt control unit "ACU"


13 Automatic back-flushing filter variants AutoFilt RF3 / RF5 / RF7 Large range of variants and designs Ideal for retrofitting established systems Proven technology AutoFilt RF5 Vertical filter inlet AutoFilt RF7 Horizontal filter design





14 Function AutoFilt RF3 / RF5 / RF7 Filtration / Back-flushing AutoFilt RF3 AutoFilt RF5 AutoFilt RF7

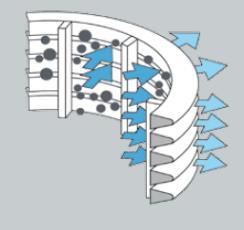
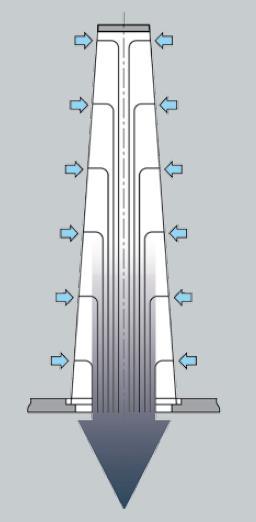
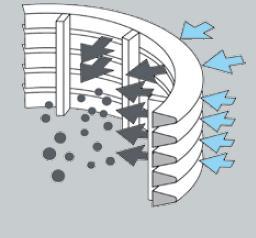
15 Back-flushing: The gear motor rotates the flushing arm under the filter elements that need cleaning. The back-flushing valve is opened. The pressure drop between filtrate side and back-flush line flushes a small amount of the filtrate back through the contaminated filter elements. The dirt particles deposited on the inside of the filter elements are loosened and flushed into the back-flushing line via the flushing arm. Back-flushing AutoFilt RF3 / RF5 / RF7

16 Examples of applications with AutoFilt RF3 Steel industry Applications Cooling Descaling Rolling molding machine pass oven HPpump LPpump central water treatment cold rolling mill

17 Examples of applications with AutoFilt RF3 Steelworks Kaptan Steel, Turkey Filtration in open & closed cooling water circuit AutoFilt RF3-3 Flow rate: m³/h Filtration rating: 100 µm

18 Examples of applications with AutoFilt RF3 Water power stations Cooling water Water hydraulics Seal water



19 Automatic back-flushing filter AutoFilt RF4 Qmax Filtration ratings Pmax Filter elements Up to 220 l/min 25 to 1,000 µm 16 bar Conical split tube wire mesh SuperMesh 3-layer, sintered wire mesh SuperFlush coating optional Advantages Compact design Low pressure loss

20 Examples of applications with AutoFilt RF4 automobile industry Security filtration of KSS systems Filtration of parts cleaning systems Security filtration of HP circuits Secondary filtration of central KSS systems Filtration of process and cooling water


21 Machine tool Examples of applications with AutoFilt RF4

22 Process booster block PBB for machine tools Qmax Filtration ratings Pmax Filter elements Advantages 80 l/min 25 to 100 µm 70 bar in the HD circuit Slotted tube SuperMesh Compact design Simple structure Low space requirements High pressure supply for machine tool Pressure increase Pressure control Pressure Monitoring Security filtration

23 Process booster block PBB for machine tools
 to 10000 µm Flow rates up to 3,600 m 3 /h Inline and Screen Basket")
24 Effective separation of all kinds of solids Variety of designs Variety of filter materials Temperatures up to 400 C Pressures up to 1000 bar Filtration ratings from 1 µm (absolute) to µm Flow rates up to 3,600 m 3 /h Inline and Screen Basket Filters

 / PFH (D) -")

 - Type: L wire")




25 Overview of filter elements in the inline filter 1. PFM(D) / PFH (D) - Type: SZ Chemicron metal fibre mesh Wire mesh slotted tube 2. PRFL (D) - Type: L wire mesh Slotted tube Betamicron Chemicron metal fibre mesh 3. EDFR - Type: DR / DH / DA Chemicron Wire mesh 4. PRFS - Type: screen basket Wire mesh Slotted tube Perforated plate 1. PFM(D) PFH(D) 2. PRFL(D) 3. EDFR 4. PRFS(D)


26 PRFS(D) Qmax up to 3,600 m 3 /h Filtration ratings Pmax Filter elements Advantages 25 3,000 µm up to 16 bar Wire mesh Slotted tube Perforated plate Used as coarse filter or preseparator Screen basket can be removed quickly and conveniently Cleanable filter materials

27 Examples of applications with EDF Filtration of fully desalinated water in the high-pressure line upstream of the nozzles in a textile machine. Stainless steel high-pressure inline filter EDFR


28 29 The majority of filtration units provided by Process are not as primary filter units, but as pre-filters to protect a customers processes, making the customers process more reliable. Popular applications include: - nozzle protection - membrane filtration protection - pulp and paper - chemical processing - oil and gas - pump seals - Municipal water and tertiary wastewater - UV or ozone processes - Cooling Towers




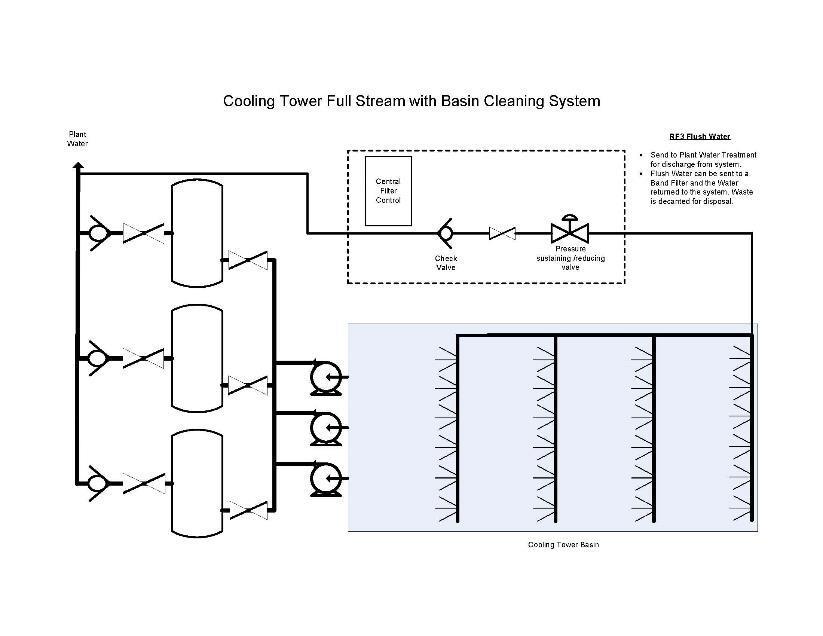
29 30 Most Cooling Towers eventually encounter a problem with corrosion, scale, fouling (accumulation of materials on solid surface), or biological contamination. This leads to: Increased maintenance Increased Chemical Usage Equipment repair or replacements More frequent shutdowns for cleaning Reduced heat transfer efficiency Increased fuel costs for power gen plants Increased energy consumption for chillers Possible yield reduction Product quality problems Environmental problems Increased greenhouse gas emissions (higher energy use)



30 31 Markets requiring Cooling Towers are: refineries steel mills petrochemical plants manufacturing facilities food plants large buildings chemical processing plants electric utilities The cooling system operation can directly affect reliability, efficiency, and cost of any industrial, institutional, or power industry process. Heat Exchanger Pumps Spray Nozzles AutoFilt RF PLF
31 Aerospace Agricultural Irrigation Air Compressor Automotive Ballast Water Basic Oxygen Furnace Beverage Blast Furnace Boilers Cable And Wire Carbon Filter Cartridge Filter Car Wash Cement Center Pivot Chemical Chiller City Water Intake Cold Rolling Mill Continuous Casting Cooling Towers Descaling Drippers Electric Arc Furnace Electronics Farms Fire Sprinkler Food Glass Golf Granular Media Filter Greenhouses Heat Exchanger High Pressure Pump Hot Rolling Mill HVAC HVAC System Institutions Instrumentation Intake Water Makeup Water Membrane Mining Molds Municipality / Government Nurseries Oil / Petrochemical Orchards and Groves Other Ozone Treatment Paper Pasteurizer Pharmaceutical Plastic Potable Water Intake Power Pre-treatment Process Cooling Produced Water Pump Seal Reclaimed/Reuse Water Safety Shower Scrubber RO/IEX/Softeners Source Water Spray Systems Sprinkler Steel Sugar Textile Traveling Screen UV Treatment Valve Vineyard Wastewater Effluent Welders Other Industrial Other Irrigation If you have particles that require removal, we have the filter
32 Cooling Towers, Water Makeup, Parts Cleaning all Process Applications Discovery, Diagnosis and Design almost identical across applications Delivery dependent on equipment, solution and complexity Imperative to understand upfront and downstream applications and know what is in the liquid stream and goal of removal! No two liquids or applications are the same especially water! Sampling a must! Simple equipment for complex solutions!
33 Research and prepare your conversation Cooling Towers develop fouling (buildup of chemicals, particulate, biology on the equipment causing reduction in efficiency) or corrosions over time. Would be visiting site to discuss influent water, but wanted to review if the Cooling Tower is causing the problems. Researched Customer on internet and had a phone conversation with lead engineer prior to site visit. Customer having particulate carry over in their final product (bicarbonate soda). They thought problem was due to incoming water and product from Anchorite mine (natural mineral form of sodium bicarbonate ) Based on experience in mining operations and knowing the plant operations, we knew we could pinpoint problem in water and develop a viable solution for the customer Discovered they are in process of replacing cooling tower, but new system did not have filtration. Create the premise and incentive to change Our goal is provide better filtration to reduce Heat Exchanger Fouling, Control Valve Fouling, and Cooling Tower Maintenance to increase efficiency and reduce cost. We have had experience with similar mining customers in the past and we have been successful in creating solutions that fit the customer and their customers needs Executive sponsorship We would require buy-in from Process Engineer, Purchasing and OEM who was to install new cooling tower

34 Who is the senior victim Through phone conversation and the site visit, it became clear lead engineer would be the critical decision maker and influencer Develop the hypothesis Through installing a new system without filtration, it was re-inforced that the root cause is still in the system. By providing a filtration system to OEM we could: Reduce down time/costs for cleaning Tower and Basin Reduce costly pump rebuilds, Heat Exchanger Fouling, Cooling Loop Control Valve Clogging and Fouling, Improved Operational costs: more online time for production Reduce process cooling chemical usage
35 Hypothesis Statement: Mr. Engineer, Hydac has worked with other mines such as yourself. We have been able to help find ways to help save money in many different area s. This could directly affect your down time and profitability. We have seen success in other installations and have been able to see savings. Though you are installing new cooling tower, the root cause of bad water quality remains. By installing a filtration system we are confident we can: Decrease maintenance resulting in over 10k Reduce of Equipment repair or replacements over 100k Less frequent shutdowns for cleaning saving over 100k Reduce Chemical usage by 15k We would like to work with you to determine your scale of savings. Would you be willing to work with us to discover your savings potential and partner with us to design a technical solution that will provide you with optimized savings?

36 Opportunity Time Out Opportunity to discuss Hydac heat exchangers! If the customer is having cooling tower problems, more than likely they have heat exchanger, pump and valve problems as well
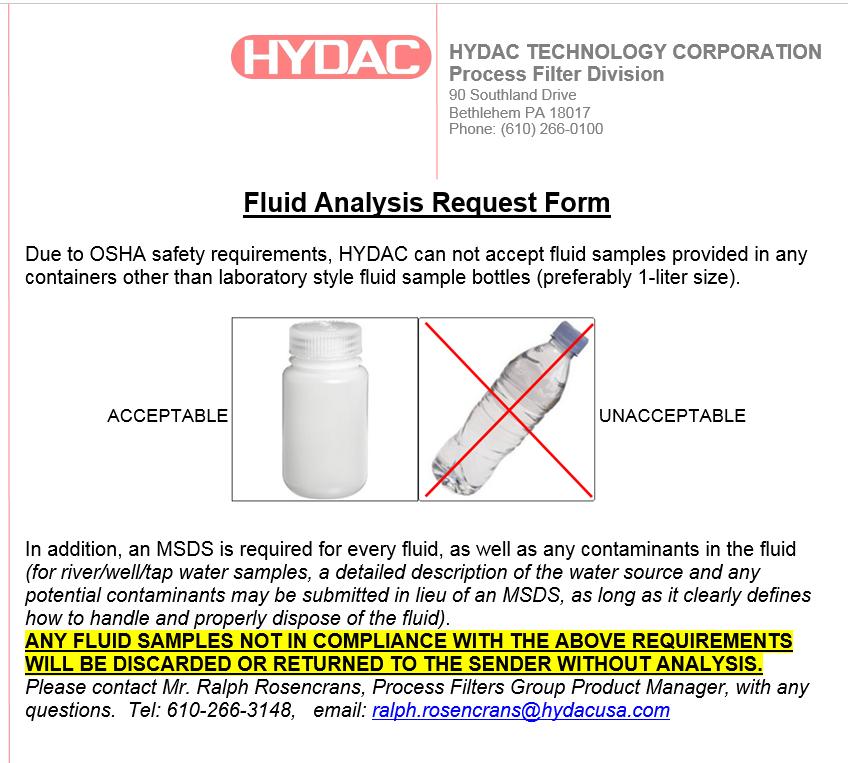
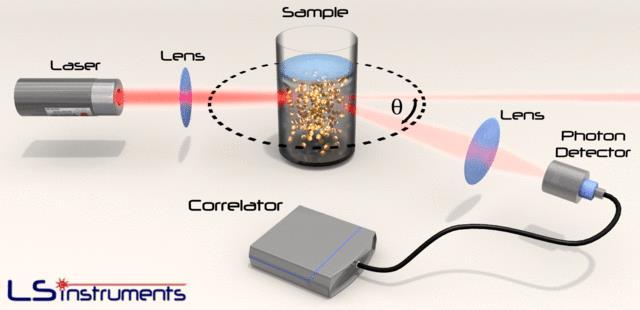
37 Collect the evidence No solutions here! Process Water Samples for Particle Size Analysis, Particle Size Distribution, and Gravimetric Testing Visited the facility and did a Plant Process facility tour, to better understand the process and where savings could occur Value at Risk = what is it costing you not to change? $500,000 in down time maintenance and Heat Exchanger replacement Unhappy customers / Dealer relations / Competitive Market advantage Incentive to change even when everything is seemingly OK now! (Positive Present / Negative Future)- increased profitability through better product and increased on line production less maintenance
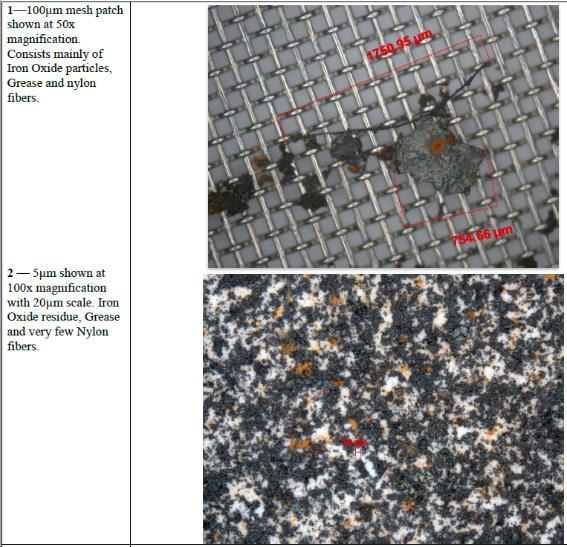
38 Evidence Development
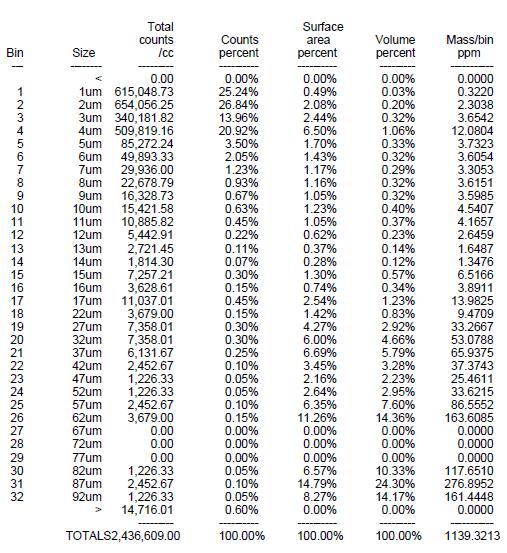
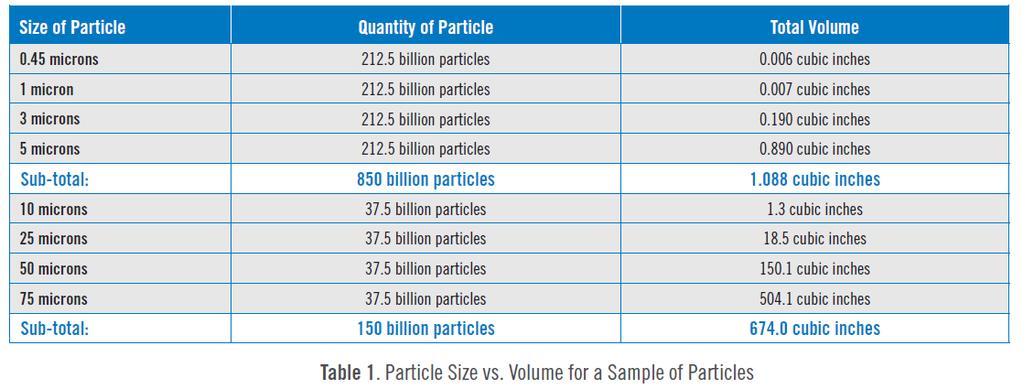
39 Evidence Development

 = $23,000")

40 Evidence Development Cost of pump rebuilds = $60,000 annually Heat Exchanger clean out or replacement = $150,000 annually Cost of cleaning tower (six times a year) = $23,000 each cleaning Cost of Chemical usage deceased water more stable, equipment Life extended especially control valves
41 Determine Customer System Evidence Development


42 Design for Customer system and efficiency

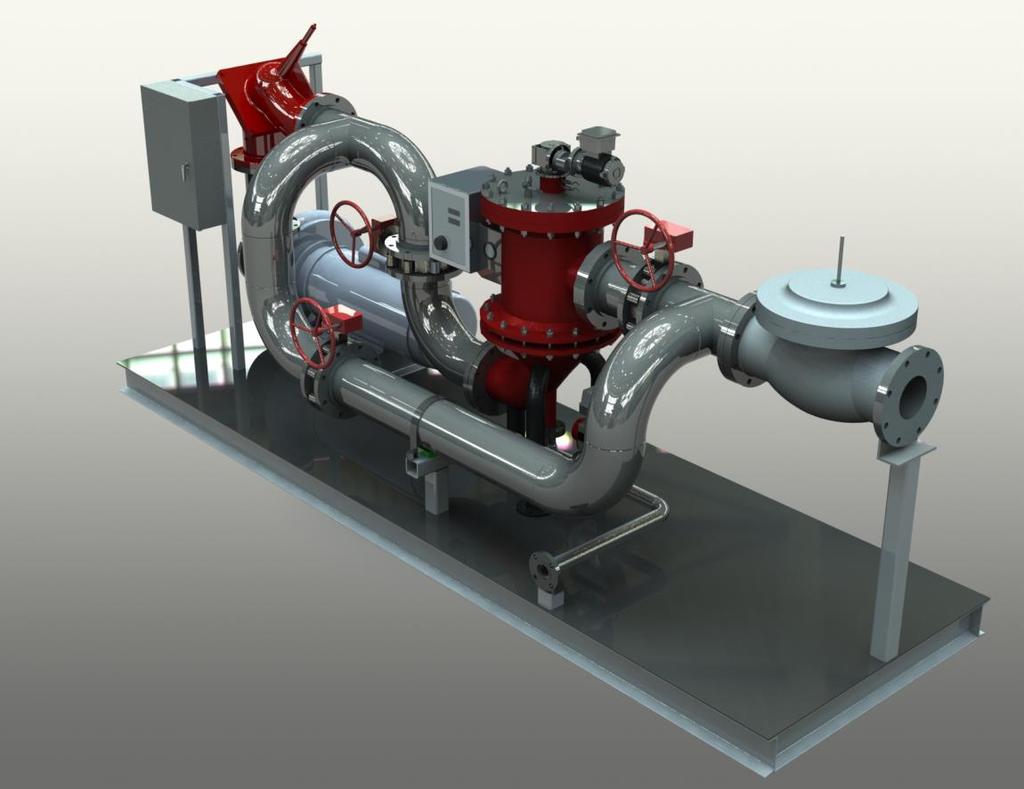
43 HYDAC Solution
44 ROI Calculation: Cleaning of Basin (six X yearly): $ 138,000 annually Downtime for cleaning is 18 days Pump Rebuilds: 60,000 Annualized Cost of maintenance: 198,000 Increased efficiency of heat exchanger: Cost of Heat Exchanger parts if required 25,000 (est) 275,000 (potential) Hydac RF3 Solution: 141,900 Total Annual Direct Savings: $ 223,000 $ 500,000




45 HYDAC Solution Vison of what ROI to customer looks like! Original Hours Basin Clarity 49
46 Hypothesis Statement verse actual deliverable Hypothesis Statement Decreased maintenance by 10k Reduction of Equipment repair or replacements 100K Less frequent shutdowns for cleaning by 100K Reduce Chemical usage by 15k Actual over 1 year 12k 60K 138K 8K Also increased purity of water to point their final product was purer And able to sell at 3 times original price!

47 Application Success Protection of Power Plant Membrane System Project: El Paso Electric, El Paso, TX - Membrane filters clogging prematurely, high dirt loads in water supply. Resulting in loss of boiler feed-pump water. Project Value $50, to Womack Challenge Our Competitor Amiad already had unit at sister power plant. Customer was Price sensitive. Solution HYDAC Process worked aggressively in supporting Womack with: Technical discussion via conference calls to El Paso Power & Competitive price support. Site visit to ensure correct application. 2 pcs of RF3-1 at 2 times 100%. We were slightly more in cost, but our hands-on support & application knowledge won out. HYDAC & Womack now have presence at all 3 El Paso power plants and quoting Hydraulic & Lube products (STAT-FREE), Filters Systems products, and Electronic products. Success Womack & HYDAC Won the business! 52

48 Project. New Central Cooling filter system Furnace expansion for NUCOR Steel Crawfordsville IN. Project Value $250,000 to Morrell Application Success Central Cooling Filtration System Challenge Competition made in roads to NUCOR Steel positioned to receive P.O. for $250,000. Morrell had been working with NUCOR for 3 yrs on project. Solution HYDAC Process worked aggressively in supporting Morrell with Technical discussion to NUCOR & Competitive price support. An advanced system solution with (3) RF7-6 filters & central custom controls and system design support. This provide greater Flow for expansion & ergonomic design that eliminated cat walks and stairs for service, all work from the ground!! Success Morrell & HYDAC Won the business! 53
 Solution: Four RF3-0 backflush filter + PTS unit combination systems at 400 micron filtration Customer Benefit: Eliminated manpower, wasted ink and waste water to")
49 MRO / INDUSTRIAL PROCESS FILTER SOLUTIONS Application: Filtration of inks used to print images on paper towels Problem: Duplex cartrige filters required manual changeover and cleaning at the begining of every shift change (3X per day) Solution: Four RF3-0 backflush filter + PTS unit combination systems at 400 micron filtration Customer Benefit: Eliminated manpower, wasted ink and waste water to be treated. Sales Potential: $100K for four RF3/PTS filter systems Industrial Ink Filtration Airline Hydraulics at Proctor & Gamble

50 MRO / INDUSTRIAL PROCESS FILTER SOLUTIONS Nucor Steel Quench Water Application: Quench water spray nozzle protection (operating conditions: 2900 gpm, psi, 200 microns) Problem: Nozzles clog due to pipe scale, small metal fragments and rust in the plant water. Solution: Installed RF3-3 between main mill water supply and machine. Since commissioning, customer has not experienced any plugged or damaged nozzles. Customer Benefit: Reduced down-time in quench process Sales Potential: $30K per RF3-3 filter system

51 Application: Seal water on oil vapor recovery compressor Problem: Mississippi River is the source water, so high dirt loads are common. Originally used 20 micron bag filters, which blinded quickly. Marathon Oil Gulf Coast Region Solution: ATF-1 with 200 micron screen reduced the TSS enough for an RF3-C with pneumatic controls at 20 microns. Customer Benefit: Estimated yearly savings for Marathon is greater than $500K. Sales Potential: $37K per skid MRO / INDUSTRIAL PROCESS FILTER SOLUTIONS

 Customer Benefit: Reduced down time for")
52 MRO / INDUSTRIAL PROCESS FILTER SOLUTIONS Application: Water from dam to cool hydro electric generators Lower Granite Dam Pacific Northwest Problem: Original Zurn duplex basket strainers were high maintenance + difficult to work on. Solution: Six PRFSD duplex basket strainers (at 3000 microns) Customer Benefit: Reduced down time for maintenance, safer to work on due to crossover configuration and installation. Sales Potential: $120K
53 Questions?