SUGAR INDUSTRY TECHNOLOGISTS MEETING 2000
|
|
|
- Jonathan Lionel Moore
- 6 years ago
- Views:
Transcription
1 SUGAR INDUSTRY TECHNOLOGISTS MEETING 2000 May New Orleans, LA USA S.I.T. Paper # 782 AL KHALEEJ SUGAR A WATER EFFICIENT REFINERY. By Jamal Al Ghurair & G.C. Singh, AL KHALEEJ SUGAR DUBAI, UNITED ARAB EMIRATES
2 ABSTRACT: The Al Khaleej Sugar (AKS), a stand-alone refinery, located at the Jebel Ali Port of Dubai, United Arab Emirates, was designed in , and was commissioned in The refinery has been operating at its design capacity of 100 tonnes of melt per hour since Nov 97. Refinery is located in Gulf, where fresh water is a costly item ($ 1.8 per Cu. Mt). Because of high cost of water, in this part of the world, it was desired that process technology at AKS would be such that it should have low water consumption than established refineries which are operating at water usage level of 1 to 1.5 Cu. Mt. of fresh make up water per tonne of melt. At AKS we have achieved fresh water consumption of 0.2 Cu. Mt / per tonne of melt as annual average for This paper reviews the plant and process arrangements to achieve the above goals: - Using all the sweet water within the process, - By using surface condensers for condensing vapours from evaporators and vacuum pans, - Total recycling of all the condensates, - Use of steam transformers for purification of condensates & making it suitable for boilers, - Compliance with environmental requirements, particularly in terms of avoiding contamination of cooling water return to the harbour. 1) INTRODUCTION: During SIT-1999, a technical paper # 751 (ref no.1) was published by AKS, illustrating the methodology adopted for designing AKS as an Energy Efficient refinery, operating at 2450 MJ/tonne melt than established refineries which operated at usage levels of about 3500 MJ/tonne melt. AKS is pleased to announce that 600,000 tonnes of refined sugar were produced during the year 1999 at the energy consumption level of 2250 MJ/tonne of melt. We also achieved the best monthly average of 1925 MJ/tonne melt, equivalent (37 Kg of Fuel and 58 kwh of purchased power per ton of melt). We also improved our fresh water makeup consumption from 0.2 Cu. Mt. to 0.15 Cu. Mt. per tonne of melt. It was desired by some of the visiting Sugar Refinery Experts that AKS publish their design approach and methodology adopted, along with performance results, for benefit of other refiners where water is scarce and environmental control is mandatory. Hence, this technical paper is prepared, for the benefit of refineries and concentrates only on the design approach for optimisation of water and seawater usage. 2
3 2. METHODOLOGY: Steam and Water consumption were studied for different processes using SUGARS computer program (ref no.1, 2) for different operating conditions and various refinery configurations. Optimisation of the steam and water balance was critical for AKS because of the need to generate all the process water at site. To assist final decisionmaking, in view of water consumption, estimates were made for various plant configurations. The four typical arrangements are set out below in Table no. 1 TABLE 1 Estimated Water Consumption of Refinery in different arrangements Sl. No. Purification Process Decolourisation Process Estimated water Consumption Cu. Mt. Per tonne of melt Process Condensers (Fresh Water) (Sea Water) 1 Phosphatation & Ion Exchange Carbonatation & Ion Exchange Phosphatation & GAC Columns Carbonatation & GAC Columns Based on above study and hard data available from existing refineries it was concluded that refinery following Phosphatation for purification and GAC columns for decolourisation will have lowest water consumption. AKS decided to follow Carbonatation for purification and GAC columns for decolourisation, which is sufficiently robust combination, and at the same time has low water consumption Requirement of Water Water is required at the following sections: - As condensates at Boilers for production of steam, - As hot water /sweet water in Process mostly at all the sections. - As condensing water at Condensers - As sealing/cooling at equipments 2.2. Water Losses Water is lost at following places and not recoverable economically - Blow down from boilers - Flash from various process tanks including Carbonatation Saturators - Filter Press Mud, - Carbon Slurry from GAC wastewater settling tank - Carbon Reactivation Furnace - Direct contact condensers - Centrifugals exhaust vapours, - Granulator exhaust air/vapours - Final Molasses - Condenser degassing; i.e., Non-Condensables via Vacuum Pumps - Purging from steam transformers - Effluent, Floor Washings etc 3
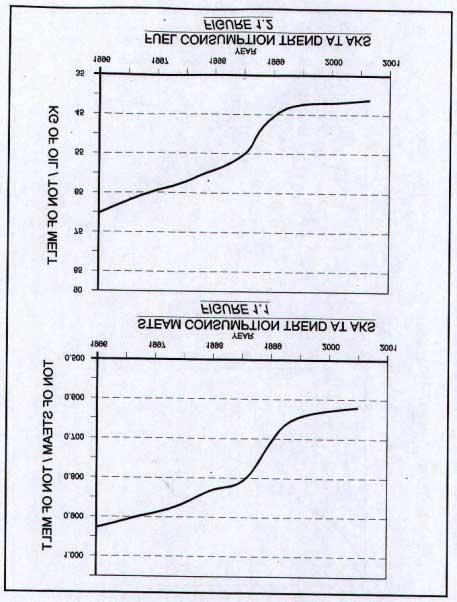
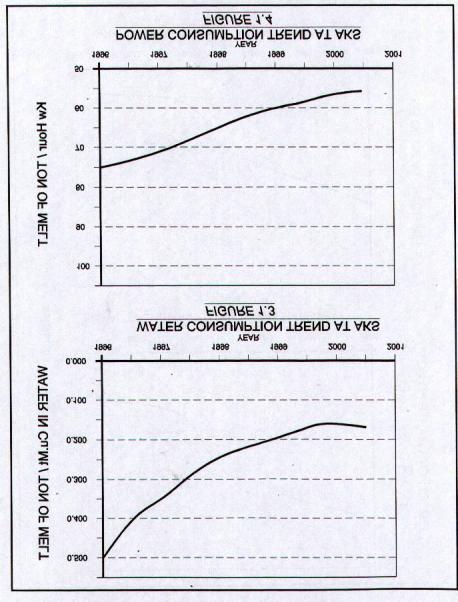
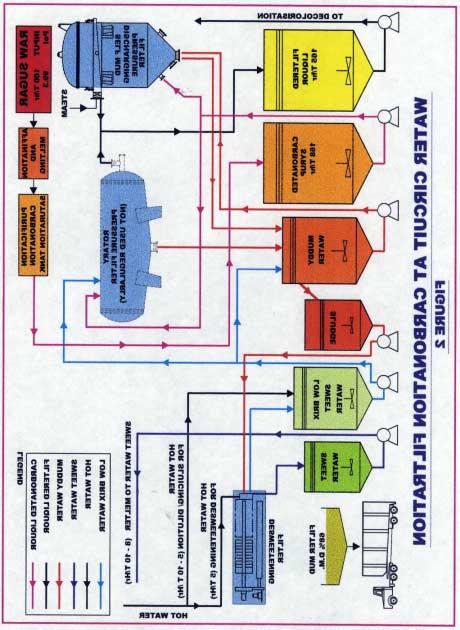
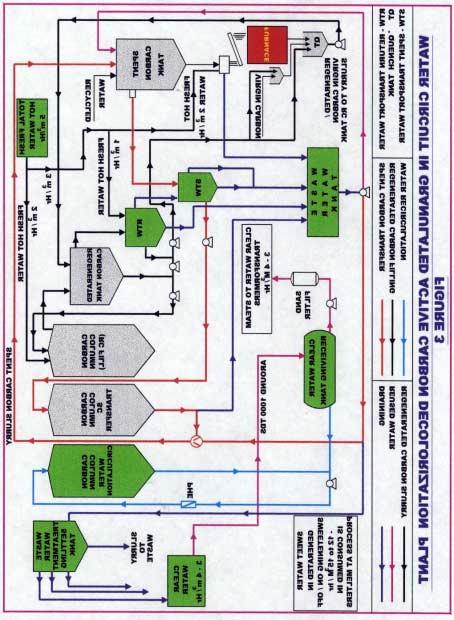
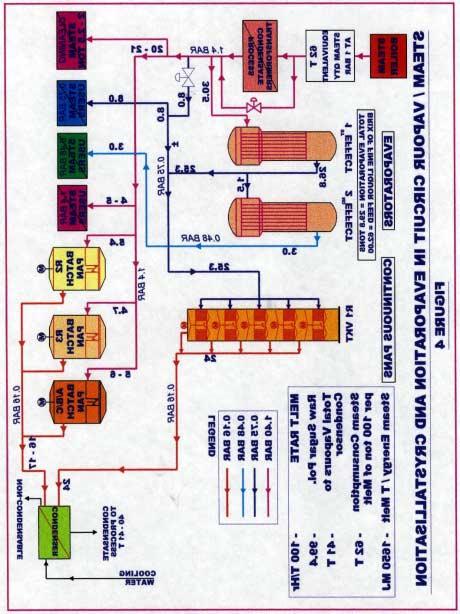
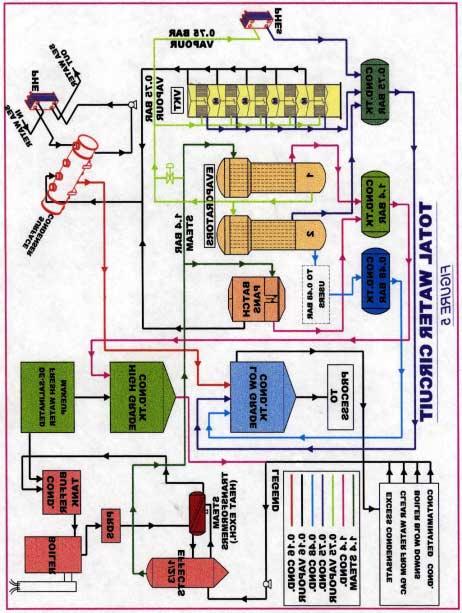
4 2.3 DESIGNING, STARTUP & OPERATIONS In refinery water consumption is based on steam consumption. The historical trend of steam, fuel, water and power consumption since commissioning is shown in Fig Key design features and plant improvements done after startup The following issues had to be taken into account for optimisation of water consumption while selecting process technology, designing of systems and equipments. The plant improvements done based on operating experience are summarised below in Table 2 TABLE 2 Section Affination Purification By Carbonatation And Filtration Key Design Features considered for optimisation of water consumption -All the low brix sweet water to be used for sluicing /diluting thickened mud slurry. -All the high brix water to be used for melting. -Combination of sluicing type pressure leaf filters as well as fully automatic self-mud discharging pressure filter. -Use of membrane desweetening Filter presses for low loss of water in Filter Mud (68 % D.M.) Plant Improvements -This section was closed by using VHP Sugar. -Replacing sluicing type pressure filters with thickening type, which requires less dilution water. -Use of filtered treated water for sealing/cooling in CO2 compressors. Water Circuit is shown in Fig. 2 Decolorisation By Granulated Active Carbon Columns -All the sweet water generated while sweetening on/off to be used at melters. -Does not require complex treatment plant to recover water from transport wastewater. -Preservation of environment due to no effluent. -Simple water treatment of wastewater by using coagulant and settling tank. Settled concentrate is (black sludge) is mixed with carbonation filter press mud & sent out. Recovered water is filtered and sent to steam transformer for purification. Water circuit is shown in Fig. 3 Evaporation Crystallisation And Condensation -Use of Continuous Vacuum Pans -Use of Surface condensers instead of direct contact barometric/jet condensers so that total evaporated water is condensed without contamination with condensing water and condensate is diverted to process use. -Boiling Schemes designed such that maximum boilings are on continuous pans leading to steady rather than peak loads hence smaller capacity associated equipments; e.g., vacuum pumps, condenser, sea water pumps for condensers. -Effective integration with continuous pans Total Vapours evaporated from Evaporators are used for heating various users and for continuous pan heating Steam/vapour circuit is shown in Fig. 4 along with arrangement of 4
5 Section Drying And Cooling Condensate Collection Purification Of High Grade Condensate in Steam Transformers Key Design Features considered for optimisation of water consumption -Use of dry dust collection system from exhaust of Drier/Cooler instead of wet scrubber, hence no requirement of sweet / hot water for melting dust sugar. -Process is designed to operate at 1.4 bar a, 0.75 bar a, 0.48 bar a. -Separate condensate collection system for each operating pressure. -All the high-grade condensate (1.4 bar a) is sent to steam transformers. -All the low grade condensate (0.7,0.48 bar) is used in process for melting, desweetening, sluicing, sweetening on and off of GAC columns etc. Only in imbalance situation excess condensate is sent to steam transformers. -Use of Steam transformers (see ref. no. 3), plays the role of interface between the refining process and energy production for production of clean condensates, making it suitable for use in boilers. -The steam production plant, pressure reducing & desuperheating, steam transformer and return of uncontaminated condensate constitute primary loop of energy production. -The steam transformer, refinery and return of excess condensates constitute the secondary loop. In this arrangement excess condensates of the refinery can be recycled in the secondary loop of the steam transformer, even if they are temporarily slightly contaminated with sucrose. -Proper sizing of steam transformers with flexibility of changing from single effect to double effect is available when required. -- Use one of the units of transformer as concentrator of blow down from boilers, carbon plant, in order to recover water. condensers. Plant Improvements -Installing flash tanks in condensate tanks. Usually 3 units of steam transformers are run as single effect. During the melting stoppages, short shutdowns & liquidation of boiling house there are situations when condensates are in excess of demand. During this period 2 units are run in series as double effect in order to purify excess condensate. Use one transformer to concentrate the blow downs from boilers, clear water from carbon plant, in order to recover water Total water circuit is shown in Figure 5 5
6 2.3.2 OPERATING EXPERIENCE: The designed goals on water consumption were achieved during the year The annual consumption for fresh water make up has been 0.2 Cu.Mt and the best monthly average usage levels have been 0.15 Cu.Mt/tonne of melts. This has been possible due to optimising energy consumption, plant improvement and total recycling & possible recovery of condensates. The seawater pumping to condensers for condensation have been around 40 Cu. Mt per tonne of melt. This has been reduced mainly by integration of evaporator and continuous vacuum pans (ref no. 2). Key performance indicators are tabulated below in Table No. 3. Table No 3 Sl. No ITEMS Consumption Ref Per tonne of Melt 1 Steam Consumption 0.62 Tons Fig 1.1 Equivalent Boiler Fuel 37 Kg = 1650 MJ Fig Carbon Kiln Fuel 65 MJ 3 Purchased Power 58 KW = 210 MJ Fig 1.4 Total Energy Used 1925 MJ 4 Make up Water 0.2 Cu. Mt Fig Sea Water for condensers 40 Cu. Mt PROGRAMME FOR FUTURE WATER SAVINGS: AKS has following future water saving programmes: 1. Recovery of flash vapours from Carbonatation/Saturators, 2. Installing a separate small steam kettle to concentrate the purges from steam transformers to recover the water without any extra energy. 3. Installing a water treatment plant for capacity of 10 Cu. Mt per hour for treatment of excess Condensates at the time of shut downs, floor washings. The treated water will be used at steam transformers when refinery is in operation and for irrigation purposes during shutdown. 3.0 CONCLUSION -The water saving programmes at AKS has met the designed goals due to sound engineering and attention to detail in day-to-day operations. -Use of Steam transformers ensures good quality condensates for boilers. -Use of Surface condensers for condensing vapours has contributed to maximum saving of water. About tons of the evaporated vapours are sent to condenser, which returned as condensate to collecting tank due to use of surface condensers. -Use of Surface condensers also avoids contamination of cooling water return to harbour, complying with environmental requirement ACKNOWLEDGEMENT Authors are thankful to M/S.O. Hikmat, A. Longakit, A. Shabib, G. Nazimuddin, S. Pachpute, Dani, Venkat & Raman for their help in preparation of this paper. REFERENCES: 1. SIT-99, paper no 751, AKS An Energy Efficient Refinery by J. Alghurair & GC Singh 2.Sugars Program for AKS, L. Warner Weiss, SIT-98, paper no.724, Optimisation of Energy at Begin Say, by M. Mabillot. 6
7 7
8 8
9 9
10 10
11 11
12 12
Simplified Green Sugar refining process for the 21st century Dr Chou was a consultant for two Green Sugar refineries
 2009 Sugar Industry Technologists Sixty Eight Annual Technical Conference, New Orleans, Louisiana, USA May 10 to 13, 2009 Also presented at Second world conference on recent development in sugar technologies
2009 Sugar Industry Technologists Sixty Eight Annual Technical Conference, New Orleans, Louisiana, USA May 10 to 13, 2009 Also presented at Second world conference on recent development in sugar technologies
President, Dr. Chou Technologies, Inc. USA. Chairman/Founder, Wellbrookfoundation, Inc.
 SIT Technical proceeding May, 2016, New York, New York 50 years of progress in sugar technologies From 1 G to 5th Generation --- a Benchmark Dr. Chung Chi Chou, drchouusa@gmail.com President, Dr. Chou
SIT Technical proceeding May, 2016, New York, New York 50 years of progress in sugar technologies From 1 G to 5th Generation --- a Benchmark Dr. Chung Chi Chou, drchouusa@gmail.com President, Dr. Chou
FP1_final MODELLING A CONTINUOUS PAN INSTALLATION USING SUGARS FOR WINDOWS. Englewood, Colorado USA
 FP1_final MODELLING A CONTINUOUS PAN INSTALLATION USING SUGAS FO WINDOWS By L. WANE WEISS 1, JOSÉ F. ALVAEZ 2, TISO M. CAEJA 3 AND BABAA SIGNO 2 1 Sugars International LLC Englewood, Colorado USA Email:
FP1_final MODELLING A CONTINUOUS PAN INSTALLATION USING SUGAS FO WINDOWS By L. WANE WEISS 1, JOSÉ F. ALVAEZ 2, TISO M. CAEJA 3 AND BABAA SIGNO 2 1 Sugars International LLC Englewood, Colorado USA Email:
Bahrain Sugar Refinery : Effluent Issues and Solutions Dr Mike Inkson, Sugar Knowledge International and Kanada T Korea, Arabian Sugar Company
 Abstract The Arabian Sugar Company refinery in Bahrain was commissioned towards the end of 2013. It is a carbonatation / ion exchange refinery designed to process VHP sugar. As with most refineries in
Abstract The Arabian Sugar Company refinery in Bahrain was commissioned towards the end of 2013. It is a carbonatation / ion exchange refinery designed to process VHP sugar. As with most refineries in
PILOT PLANT TRIALS WITH GRANULAR ACTIVATED CARBON AT THE MALELANE REFINERY
 PILOT PLANT TRIALS WITH GRANULAR ACTIVATED CARBON AT THE MALELANE REFINERY M MOODLEY~, SB DAVIS', ED HARD WICK^ AND TC KERMEEN' '~ransvaal Sugar Limited, PO Box 47, Malelane, 1320 2 Sugar Milling Research
PILOT PLANT TRIALS WITH GRANULAR ACTIVATED CARBON AT THE MALELANE REFINERY M MOODLEY~, SB DAVIS', ED HARD WICK^ AND TC KERMEEN' '~ransvaal Sugar Limited, PO Box 47, Malelane, 1320 2 Sugar Milling Research
Process Design For Optimum Energy Efficiency
 Process Design For Optimum Energy Efficiency Steve Peacock Tongaat Hulett Sugar INTRODUCTION The average SA sugar factory has a bagasse supply capable of supporting a steam on cane of just under 60% Assuming
Process Design For Optimum Energy Efficiency Steve Peacock Tongaat Hulett Sugar INTRODUCTION The average SA sugar factory has a bagasse supply capable of supporting a steam on cane of just under 60% Assuming
Effluent Treatment Using Evaporation and Crystallisation Technology
 Effluent Treatment Using Evaporation and Crystallisation Technology Brecknell C, Lilliott M, Pavlik A Wellman Process Engineering Newfield Road, Oldbury. B69 3ET. UK The authors will demonstrate with the
Effluent Treatment Using Evaporation and Crystallisation Technology Brecknell C, Lilliott M, Pavlik A Wellman Process Engineering Newfield Road, Oldbury. B69 3ET. UK The authors will demonstrate with the
Lecture 35. NPK Fertilizers Nitrophosphate Route
 Lecture 35 NPK Fertilizers Nitrophosphate Route Phosphate sources must be converted into a form which can be taken up by plants ( available ). This can be achieved by using the integrated Nitrophosphate
Lecture 35 NPK Fertilizers Nitrophosphate Route Phosphate sources must be converted into a form which can be taken up by plants ( available ). This can be achieved by using the integrated Nitrophosphate
SASTA CONGRESS 2008 Factory Workshop: The Future of Energy in a Cane Sugar Factory
 1 SASTA CONGRESS 2008 Factory Workshop: The Future of Energy in a Cane Sugar Factory MODERN SUGAR EQUIPMENT ASSISTING COGENERATION by Bruce Moor, Bosch Projects, South Africa Abstract The South African
1 SASTA CONGRESS 2008 Factory Workshop: The Future of Energy in a Cane Sugar Factory MODERN SUGAR EQUIPMENT ASSISTING COGENERATION by Bruce Moor, Bosch Projects, South Africa Abstract The South African
Wastewater Recycling Plants with Zero Effluent Discharge. Water Recycling Plants
 Wastewater Recycling Plants with Zero Effluent Discharge By Transparent Technologies Private Limited Business Groups Co-generation systems Absorption Cooling Systems Water Recycling Plants Heat recovery
Wastewater Recycling Plants with Zero Effluent Discharge By Transparent Technologies Private Limited Business Groups Co-generation systems Absorption Cooling Systems Water Recycling Plants Heat recovery
PINCH ANALYSIS: For the Efficient Use of Energy, Water & Hydrogen. PULP AND PAPER INDUSTRY Energy Recovery and Effluent Cooling at a TMP Plant
 PINCH ANALYSIS: For the Efficient Use of Energy, Water & Hydrogen PULP AND PAPER INDUSTRY Energy Recovery and Effluent Cooling at a TMP Plant PINCH ANALYSIS: For the Efficient Use of Energy, Water & Hydrogen
PINCH ANALYSIS: For the Efficient Use of Energy, Water & Hydrogen PULP AND PAPER INDUSTRY Energy Recovery and Effluent Cooling at a TMP Plant PINCH ANALYSIS: For the Efficient Use of Energy, Water & Hydrogen
Your Pump Solution for the Sugar Industry.
 Your Pump Solution for the Sugar Industry. Gentle handling of raw materials. Sugar mills are classified into the areas of: the receiving yard, which includes beet or cane washing and effluent treatment
Your Pump Solution for the Sugar Industry. Gentle handling of raw materials. Sugar mills are classified into the areas of: the receiving yard, which includes beet or cane washing and effluent treatment
ANNEXURE A. Selected projects for TVAs
 SUGAR MILLING RESEARCH INSTITUTE NPC SUGARCANE TECHNOLOGY ENABLING PROGRAMME FOR SUGAR FACTORY 4.0 (STEP-SF4) Industry INNOVATION Partnerships INITIATIVE SECTOR INNOVATION Funds ANNEXURE A Selected projects
SUGAR MILLING RESEARCH INSTITUTE NPC SUGARCANE TECHNOLOGY ENABLING PROGRAMME FOR SUGAR FACTORY 4.0 (STEP-SF4) Industry INNOVATION Partnerships INITIATIVE SECTOR INNOVATION Funds ANNEXURE A Selected projects
OPTIMISATION OF WATER USAGES IN THERMAL POWER PLANTS AND A STUDY ON DRY COOLING SYSTEM
 CONFERENCE ON WATER OPTIMISATION IN THERMAL POWER PLANTS OPTIMISATION OF WATER USAGES IN THERMAL POWER PLANTS AND A STUDY ON DRY COOLING SYSTEM S. K. Thakur, Dr. L. D. Papney, Chief Engineer (I/C), TE&TD
CONFERENCE ON WATER OPTIMISATION IN THERMAL POWER PLANTS OPTIMISATION OF WATER USAGES IN THERMAL POWER PLANTS AND A STUDY ON DRY COOLING SYSTEM S. K. Thakur, Dr. L. D. Papney, Chief Engineer (I/C), TE&TD
Methanol Production by Gasification of Heavy Residues
 Methanol Production by Gasification of Heavy Residues by C. A. A. Higman Presented at the IChemE Conference "Gasification: An Alternative to Natural Gas" London, 22-23 23 November, 1995 Methanol Production
Methanol Production by Gasification of Heavy Residues by C. A. A. Higman Presented at the IChemE Conference "Gasification: An Alternative to Natural Gas" London, 22-23 23 November, 1995 Methanol Production
Keywords: Eutecic freeze crystallization, Solid-liquid equilibrium, Recovery of acetic acid, Heat of sublimation.
 IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY Removal of Organic Acids from Effluent via Freeze Crystallization Tarak C. Padhiyar *1, Prof. Suchen B. Thakore 2 *1,2 L.D. College
IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY Removal of Organic Acids from Effluent via Freeze Crystallization Tarak C. Padhiyar *1, Prof. Suchen B. Thakore 2 *1,2 L.D. College
Using Sugars for mill optimization projects. Fikadu M Beyene
 Using Sugars for mill optimization projects Fikadu M Beyene Presented at the annual ASSCT meeting - Louisiana division Lafayette LA, February 9, 2011 Objectives 1. Present modeling of a sugar cane factory
Using Sugars for mill optimization projects Fikadu M Beyene Presented at the annual ASSCT meeting - Louisiana division Lafayette LA, February 9, 2011 Objectives 1. Present modeling of a sugar cane factory
CLEANER PRODUCTION GUIDELINES IN SMELTING INDUSTRIESS
 2015 CLEANER PRODUCTION GUIDELINES IN COPPER SMELTING INDUSTRIESS Gujarat Cleaner Production Centre (Established by Industries & Mines Department, GoG) ENVIS Centre on: Cleaner Production/Technology Supported
2015 CLEANER PRODUCTION GUIDELINES IN COPPER SMELTING INDUSTRIESS Gujarat Cleaner Production Centre (Established by Industries & Mines Department, GoG) ENVIS Centre on: Cleaner Production/Technology Supported
Abstract. These processes are examined under the following subjects:
 The HPA System A Simple Effective and Low Cost Decolourization System Vawda, A.S, Sarir, E. M, Donado, C. A. Presented by: Raja Khalique Hussain (Techniques Ltd) CarboUA Ltd, 9635 Cresta Drive, Los Angeles,
The HPA System A Simple Effective and Low Cost Decolourization System Vawda, A.S, Sarir, E. M, Donado, C. A. Presented by: Raja Khalique Hussain (Techniques Ltd) CarboUA Ltd, 9635 Cresta Drive, Los Angeles,
Precipitator Dust Purification (PDP) Chloride and Potassium Removal System
 Chloride and Potassium Removal System") Precipitator Dust Purification (PDP) Chloride and Potassium Removal System NORAM Engineering and Contractors, Ltd. Background Chloride and Potassium Sources Chloride Wood Furnish Example: 2000 t/d @ 200
Precipitator Dust Purification (PDP) Chloride and Potassium Removal System NORAM Engineering and Contractors, Ltd. Background Chloride and Potassium Sources Chloride Wood Furnish Example: 2000 t/d @ 200
SUGAR AND ETHANOL INDUSTRIES Energy view. 24/02/2006 Energy Technology, Stockholm, Sweden 1
 SUGAR AND ETANOL INDUSTRIES Energy view 24/02/2006 Energy Technology, Stockholm, Sweden 1 SUGAR CANE Sugar cane is a 1 year crop, and when harvested it is about 3m tall. The sugar content is about 10%
SUGAR AND ETANOL INDUSTRIES Energy view 24/02/2006 Energy Technology, Stockholm, Sweden 1 SUGAR CANE Sugar cane is a 1 year crop, and when harvested it is about 3m tall. The sugar content is about 10%
PINCH ANALYSIS: For the Efficient Use of Energy, Water & Hydrogen. PULP AND PAPER INDUSTRY Energy Recovery and Effluent Cooling at a TMP Plant
 PINCH ANALYSIS: For the Efficient Use of Energy, Water & Hydrogen PULP AND PAPER INDUSTRY Energy Recovery and Effluent Cooling at a TMP Plant PINCH ANALYSIS: For the Efficient Use of Energy, Water & Hydrogen
PINCH ANALYSIS: For the Efficient Use of Energy, Water & Hydrogen PULP AND PAPER INDUSTRY Energy Recovery and Effluent Cooling at a TMP Plant PINCH ANALYSIS: For the Efficient Use of Energy, Water & Hydrogen
The waste water treatment plant will treat
 Waste Water Treatment Plant The waste water treatment plant will treat groundwater and surface water pumped from the existing Port Granby Waste Management Facility during excavation of the waste and continue
Waste Water Treatment Plant The waste water treatment plant will treat groundwater and surface water pumped from the existing Port Granby Waste Management Facility during excavation of the waste and continue
ZERO DISCHARGE PROCESSES USING NEW LOW COST EVAPORATION TECHNOLOGY
 ZERO DISCHARGE PROCESSES USING NEW LOW COST EVAPORATION TECHNOLOGY Applicability of different water treatment technologies 3 = high separation 2 = moderate 1 = low separation Note! ph may change rating
ZERO DISCHARGE PROCESSES USING NEW LOW COST EVAPORATION TECHNOLOGY Applicability of different water treatment technologies 3 = high separation 2 = moderate 1 = low separation Note! ph may change rating
WATER RECYCLING PLANT IN WAFRA. Feras Al Salem
 WATER RECYCLING PLANT IN WAFRA Feras Al Salem Introduction 2 The Joint Operations (JO) was born in 1960 when the two oil companies formed a joint committee to oversee and supervise their operations with
WATER RECYCLING PLANT IN WAFRA Feras Al Salem Introduction 2 The Joint Operations (JO) was born in 1960 when the two oil companies formed a joint committee to oversee and supervise their operations with
Case Study: Energy Efficiency and CDM Project in Lao Brewery Co.Ltd,.
 ODA-UNESCO Project: Promotion of Energy Science Education for Sustainable Development in Laos: Case Study: Energy Efficiency and CDM Project in Lao Brewery Co.Ltd,. Prepared by: Assoc. Prof. Sengratry
ODA-UNESCO Project: Promotion of Energy Science Education for Sustainable Development in Laos: Case Study: Energy Efficiency and CDM Project in Lao Brewery Co.Ltd,. Prepared by: Assoc. Prof. Sengratry
discharge summary system design
 liquid discharge ZLDzero summary system design ZLD TECHNOLOGY S.M.A.R.T. Z PROCESS TM S.M.A.R.T. Z PROCESS TM Zero Liquid Discharge (ZLD) is the ultimate cutting-edge process for the total elimination
liquid discharge ZLDzero summary system design ZLD TECHNOLOGY S.M.A.R.T. Z PROCESS TM S.M.A.R.T. Z PROCESS TM Zero Liquid Discharge (ZLD) is the ultimate cutting-edge process for the total elimination
Lecture 23. Nitrophosphate Fertilizers Part 1
 Lecture 23 Nitrophosphate Fertilizers Part 1 Introduction Nitrophosphate is the generally accepted term for any fertilizer that is produced by a process involving treatment of phosphate rock with nitric
Lecture 23 Nitrophosphate Fertilizers Part 1 Introduction Nitrophosphate is the generally accepted term for any fertilizer that is produced by a process involving treatment of phosphate rock with nitric
PRODUCT, BY-PRODUCT, RAW MATERIAL
 PRODUCT, BY-PRODUCT, RAW MATERIAL Sr. No. Name of Product Existing Quantity (30 KLPD) Expansion Quantity (30 KLPD) Total (60 KLPD) 1. Ethanol 8100 KL/Annum 8100 KL/Annum 16200 KL/Annum 2. Rectified Spirit
PRODUCT, BY-PRODUCT, RAW MATERIAL Sr. No. Name of Product Existing Quantity (30 KLPD) Expansion Quantity (30 KLPD) Total (60 KLPD) 1. Ethanol 8100 KL/Annum 8100 KL/Annum 16200 KL/Annum 2. Rectified Spirit
Relationship Between Liquor Yield, Plant Capacity Increases, and Energy Savings in Alumina Refining
 JOM, Vol. 66, No. 9, 2014 DOI: 10.1007/s11837-014-1069-x Ó 2014 The Minerals, Metals & Materials Society Relationship Between Liquor Yield, Plant Capacity Increases, and Energy Savings in Alumina Refining
JOM, Vol. 66, No. 9, 2014 DOI: 10.1007/s11837-014-1069-x Ó 2014 The Minerals, Metals & Materials Society Relationship Between Liquor Yield, Plant Capacity Increases, and Energy Savings in Alumina Refining
OPTIMISATION OF REFINERY PRESSURE LEAF FILTER PERFORMANCE BY DOSAGE OF FILTER AID INTO THE FILTER FEED STREAM
 OPTIMISATION OF REFINERY PRESSURE LEAF FILTER PERFORMANCE BY DOSAGE OF FILTER AID INTO THE FILTER FEED STREAM I SINGH, P SAHADEO and N KALIDASS Transvaal Sugar Ltd, PO Box 47, Malelane, 1320, South Africa
OPTIMISATION OF REFINERY PRESSURE LEAF FILTER PERFORMANCE BY DOSAGE OF FILTER AID INTO THE FILTER FEED STREAM I SINGH, P SAHADEO and N KALIDASS Transvaal Sugar Ltd, PO Box 47, Malelane, 1320, South Africa
Insert flexibility into your hydrogen network Part 2
 Insert flexibility into your hydrogen network Part 2 Fine-tuning utilities operation can conserve energy management and reduce operating costs N. PATEL, K. LUDWIG and P. MORRIS, Air Products and Chemicals,
Insert flexibility into your hydrogen network Part 2 Fine-tuning utilities operation can conserve energy management and reduce operating costs N. PATEL, K. LUDWIG and P. MORRIS, Air Products and Chemicals,
Integrated production of liquid sulphur dioxide and sulphuric acid via a lowtemperature
 Integrated production of liquid sulphur dioxide and sulphuric acid via a lowtemperature cryogenic process by M. Verri* and A. Baldelli* Synopsis The paper describes the design options available for the
Integrated production of liquid sulphur dioxide and sulphuric acid via a lowtemperature cryogenic process by M. Verri* and A. Baldelli* Synopsis The paper describes the design options available for the
Improvementof Plantation White Sugar Quality for Asian Market
 Improvementof Plantation White Sugar Quality for Asian Market By Francois Rousset (1), Damien Brichant (2) (1) Novasep Process, 5 chemin du Pilon - St Maurice de Beynost - FRANCE (2) Novasep Asia Co. Ltd.
Improvementof Plantation White Sugar Quality for Asian Market By Francois Rousset (1), Damien Brichant (2) (1) Novasep Process, 5 chemin du Pilon - St Maurice de Beynost - FRANCE (2) Novasep Asia Co. Ltd.
ORGANIC RANKINE CYCLE TECHNOLOGY PRODUCTS AND APPLICATIONS APRIL 2013 EAR 99 - NLR
 ORGANIC RANKINE CYCLE TECHNOLOGY PRODUCTS AND APPLICATIONS APRIL 2013 UNITED TECHNOLOGIES CORP. Hamilton Sundstrand Pratt & Whitney Sikorsky Otis UTC Fire & Security UTC Power Carrier 2 TURBODEN OVERVIEW
ORGANIC RANKINE CYCLE TECHNOLOGY PRODUCTS AND APPLICATIONS APRIL 2013 UNITED TECHNOLOGIES CORP. Hamilton Sundstrand Pratt & Whitney Sikorsky Otis UTC Fire & Security UTC Power Carrier 2 TURBODEN OVERVIEW
Water Conservation in Sugar Industry
 Nature Environment and Pollution Technology An International Quarterly Scientific Journal ISSN: 0972-6268 Vol. 12 No. 2 pp. 325-330 2013 Original Research Paper Water Conservation in Sugar Industry Baban
Nature Environment and Pollution Technology An International Quarterly Scientific Journal ISSN: 0972-6268 Vol. 12 No. 2 pp. 325-330 2013 Original Research Paper Water Conservation in Sugar Industry Baban
TransPacific Energy Advantage: Case Studies
 TransPacific Energy Advantage: Case Studies Typical Power Plant TPE-ORC 0.60 KWh ORC 2.3 KWh LP steam 0.35 KWh 30% (maximum) 2.05 KWh CHP Typical Power Generated 1.1 KWh Typical Power Wasted 2.31 KWh Typical
TransPacific Energy Advantage: Case Studies Typical Power Plant TPE-ORC 0.60 KWh ORC 2.3 KWh LP steam 0.35 KWh 30% (maximum) 2.05 KWh CHP Typical Power Generated 1.1 KWh Typical Power Wasted 2.31 KWh Typical
ADDITIONAL ATTACHMENT LIST OF ANNEXURE
 ANNEXURE ADDITIONAL ATTACHMENT LIST OF ANNEXURE TITLE I. Copy of Environment Clearance (EC) of unit for distillery II. III. IV. Valid consent Copy (CTO/CC&A) Details of Production & Raw Material Consumption
ANNEXURE ADDITIONAL ATTACHMENT LIST OF ANNEXURE TITLE I. Copy of Environment Clearance (EC) of unit for distillery II. III. IV. Valid consent Copy (CTO/CC&A) Details of Production & Raw Material Consumption
Optimising Energy Use in Water Treatment Sustainable Solutions
 Optimising Energy Use in Water Treatment Sustainable Solutions Water for Power and Industry Kieran Healey SCI 28 th October 2010 Contents 1. Industry drivers for energy optimisation 2. Sustainable solutions
Optimising Energy Use in Water Treatment Sustainable Solutions Water for Power and Industry Kieran Healey SCI 28 th October 2010 Contents 1. Industry drivers for energy optimisation 2. Sustainable solutions
The following sub-systems are provided and the integration of these is described below:
 The following sub-systems are provided and the integration of these is described below: Pretreatment Plant The Pretreatment Plant typically comprises an amine system for gas sweetening and a molecular
The following sub-systems are provided and the integration of these is described below: Pretreatment Plant The Pretreatment Plant typically comprises an amine system for gas sweetening and a molecular
REFINERY CARBONATATION: A PRACTICAL APPROACH
 REFINERY CARBONATATION: A PRACTICAL APPROACH RAMBAKUS Z AND MOODLEY M Tongaat Hulett Refinery, 444 South Coast road, Rossburgh, Durban, 4001, South Africa Zyven.rambakus@huletts.co.za Abstract Tongaat
REFINERY CARBONATATION: A PRACTICAL APPROACH RAMBAKUS Z AND MOODLEY M Tongaat Hulett Refinery, 444 South Coast road, Rossburgh, Durban, 4001, South Africa Zyven.rambakus@huletts.co.za Abstract Tongaat
FOSKOR. Phosphoric Acid Plant SIMULATOR
 FOSKOR Phosphoric Acid Plant SIMULATOR Background Foskor Pty Ltd is a well-established South-African Group of Companies. The Group has grown from a single phosphate mining operation 63 years ago to become
FOSKOR Phosphoric Acid Plant SIMULATOR Background Foskor Pty Ltd is a well-established South-African Group of Companies. The Group has grown from a single phosphate mining operation 63 years ago to become
Introduction to Condensate Recovery
 Introduction to Condensate Recovery Introduction to Condensate Recovery Steam is usually generated for one of two reasons: To produce electrical power, for example in power stations or co-generation plants.
Introduction to Condensate Recovery Introduction to Condensate Recovery Steam is usually generated for one of two reasons: To produce electrical power, for example in power stations or co-generation plants.
DANIELI S GREEN STEEL VISION: FIRST STEP TOWARDS ZERO ENERGY FTP AT ABS STEELMAKING PLANT (ITALY)*
*") DANIELI S GREEN STEEL VISION: FIRST STEP TOWARDS ZERO ENERGY FTP AT ABS STEELMAKING PLANT (ITALY)* Nicola Santangelo 1 Luciano Tomadin 2 Arrigo Bertolissio 3 Abstract The current economic crisis and growing
DANIELI S GREEN STEEL VISION: FIRST STEP TOWARDS ZERO ENERGY FTP AT ABS STEELMAKING PLANT (ITALY)* Nicola Santangelo 1 Luciano Tomadin 2 Arrigo Bertolissio 3 Abstract The current economic crisis and growing
TOTAL WATER MANAGEMENT IN THE STEEL INDUSTRY. By N. Ramachandran, Ion Exchange (India) Ltd
 Ltd") TOTAL WATER MANAGEMENT IN THE STEEL INDUSTRY By N. Ramachandran, Ion Exchange (India) Ltd Large quantities of water are required to produce steel and steel products - typically 180-200 m 3 of water per
TOTAL WATER MANAGEMENT IN THE STEEL INDUSTRY By N. Ramachandran, Ion Exchange (India) Ltd Large quantities of water are required to produce steel and steel products - typically 180-200 m 3 of water per
Taravosh Jam Design & Engineering Co.
 Taravosh Jam Design & Engineering Co. Taravosh Jam co. as an Iranian EPC contractor supplies following refinery equipment and facilities based on the know-how and to international standards. 1- The Main
Taravosh Jam Design & Engineering Co. Taravosh Jam co. as an Iranian EPC contractor supplies following refinery equipment and facilities based on the know-how and to international standards. 1- The Main
PURPOSE PROCESS PAYOFF
 Water Reuse 4/04/13 PURPOSE PROCESS PAYOFF Water Water Everywhere but not a drop to drink! Seawater versus Water Reuse UF - RO for brackish waste water streams: 0.81.2 kw h/m3 MBR RO for brackish waste
Water Reuse 4/04/13 PURPOSE PROCESS PAYOFF Water Water Everywhere but not a drop to drink! Seawater versus Water Reuse UF - RO for brackish waste water streams: 0.81.2 kw h/m3 MBR RO for brackish waste
Module 8: Introduction to Process Integration Tier III
 Program for North American Mobility In Higher Education Program for North American Mobility in Higher Education (NAMP) Introducing Process Integration for Environmental Control in Engineering Curricula
Program for North American Mobility In Higher Education Program for North American Mobility in Higher Education (NAMP) Introducing Process Integration for Environmental Control in Engineering Curricula
APPENDIX N Wastewater Treatment Strategy Concept Paper
 OMNICANE ETHANOL PRODUCTION LTD Installation and Operation of a Distillery and Concentrated Molasses Solids (CMS) Fertilizer Blending Plant at Omnicane Sugar Cluster - La Baraque Environmental Impact Assessment
OMNICANE ETHANOL PRODUCTION LTD Installation and Operation of a Distillery and Concentrated Molasses Solids (CMS) Fertilizer Blending Plant at Omnicane Sugar Cluster - La Baraque Environmental Impact Assessment
12.0 Predicted Environmental - Impact & Mitigation measures
 12.0 Predicted Environmental - Impact & Mitigation measures 12.1 The Assessment of the Impact on Environment by The High Vacuum Atomic Molecular Distillation Process: There are Positive impacts of the
12.0 Predicted Environmental - Impact & Mitigation measures 12.1 The Assessment of the Impact on Environment by The High Vacuum Atomic Molecular Distillation Process: There are Positive impacts of the
E24 PURIFICATION OF ORGANIC COMPOUNDS Distillation, recrystallisation, melting and boiling point determination
 E24 PURIFICATION OF ORGANIC COMPOUNDS Distillation, recrystallisation, melting and boiling point determination THE TASK To learn the main techniques of purifying organic compounds. THE SKILLS By the end
E24 PURIFICATION OF ORGANIC COMPOUNDS Distillation, recrystallisation, melting and boiling point determination THE TASK To learn the main techniques of purifying organic compounds. THE SKILLS By the end
COVER SHEET. Accessed from Copyright 2005 the authors.
 COVER SHEET Lavarack, Bryan and Hodgson, John and Broadfoot, Ross (2005) Prioritising options to reduce the process steam consumption of raw sugar mills. In Hogarth, DM, Eds. Proceedings International
COVER SHEET Lavarack, Bryan and Hodgson, John and Broadfoot, Ross (2005) Prioritising options to reduce the process steam consumption of raw sugar mills. In Hogarth, DM, Eds. Proceedings International
Lessons learnt from Installation (Action B1-B3)
") Outotec Sweden AB SludgeIsBioFuel (LIFE12 ENV/SE/000359) LIFE Deliverable, Lessons learnt from Installation (Action B1-B3) Rev. Revision Description Prepared Checked Approved Date 1 Report RJo Dr TS Dr
Outotec Sweden AB SludgeIsBioFuel (LIFE12 ENV/SE/000359) LIFE Deliverable, Lessons learnt from Installation (Action B1-B3) Rev. Revision Description Prepared Checked Approved Date 1 Report RJo Dr TS Dr
Heat and electricity from waste Sysav s waste-to-energy plant
 December 2009 Heat and electricity from waste Sysav s waste-to-energy plant SYSAV Box 50344, SE-202 13 Malmö, Sweden Phone +46 40-635 18 00 Fax +46 40-635 18 10 www.sysav.se epost@sysav.se Waste as fuel
December 2009 Heat and electricity from waste Sysav s waste-to-energy plant SYSAV Box 50344, SE-202 13 Malmö, Sweden Phone +46 40-635 18 00 Fax +46 40-635 18 10 www.sysav.se epost@sysav.se Waste as fuel
Industrial Thermal Utilities
 Industrial Thermal Utilities Engr. Adnan Qamar Lecturer adnan@uet.edu.pk WEEK_06 Introduction What is Waste Heat? Dumped heat that can still be reused Value (quality) more important than quantity Waste
Industrial Thermal Utilities Engr. Adnan Qamar Lecturer adnan@uet.edu.pk WEEK_06 Introduction What is Waste Heat? Dumped heat that can still be reused Value (quality) more important than quantity Waste
WWT Two-Stage Sour Water Stripping
 WWT Two-Stage Sour Water Stripping Improve performance of sulfur recovery units ben efits The Chevron WWT Process is a two-stage stripping process which separates ammonia and hydrogen sulfide from sour
WWT Two-Stage Sour Water Stripping Improve performance of sulfur recovery units ben efits The Chevron WWT Process is a two-stage stripping process which separates ammonia and hydrogen sulfide from sour
Press Release Presse-Information Information de presse
 Press Release Presse-Information Information de presse Contact/Kontakt Dr. Kathrin Rübberdt Tel. ++49 (0) 69 / 75 64-2 77 Fax ++49 (0) 69 / 75 64-2 72 e-mail: presse@dechema.de Trend Report No 8: Industrial
Press Release Presse-Information Information de presse Contact/Kontakt Dr. Kathrin Rübberdt Tel. ++49 (0) 69 / 75 64-2 77 Fax ++49 (0) 69 / 75 64-2 72 e-mail: presse@dechema.de Trend Report No 8: Industrial
Polaris. Smart VOC Recovery Systems
 Polaris Smart VOC Recovery Systems CRYOGENIC CONDENSATION The cryogenic condensation technology developed by Polaris is a proven technique for the separation of volatile organic compounds from vent gases.
Polaris Smart VOC Recovery Systems CRYOGENIC CONDENSATION The cryogenic condensation technology developed by Polaris is a proven technique for the separation of volatile organic compounds from vent gases.
TITLE : ZERO LIQUID DISCHARGE TECHNOLOGIES & ECONOMICS
 TITLE : ZERO LIQUID DISCHARGE TECHNOLOGIES & ECONOMICS Author : Soham Mehta Managing Director Advent Envirocare Technology Pvt. Ltd. A-1, 8th Floor, Safal Profitaire, Corporate Road, Prahaladnagar, Ahmedabad
TITLE : ZERO LIQUID DISCHARGE TECHNOLOGIES & ECONOMICS Author : Soham Mehta Managing Director Advent Envirocare Technology Pvt. Ltd. A-1, 8th Floor, Safal Profitaire, Corporate Road, Prahaladnagar, Ahmedabad
WSA-DC NEXT GENERATION TOPSØE WSA TECHNOLOGY FOR STRONGER SO 2 GASES AND VERY HIGH CONVERSION. Helge Rosenberg Haldor Topsoe
 WSA-DC NEXT GENERATION TOPSØE WSA TECHNOLOGY FOR STRONGER SO 2 GASES AND VERY HIGH CONVERSION Helge Rosenberg Haldor Topsoe Up to now, Topsøe WSA (Wet gas Sulphuric Acid) plants have been in operation
WSA-DC NEXT GENERATION TOPSØE WSA TECHNOLOGY FOR STRONGER SO 2 GASES AND VERY HIGH CONVERSION Helge Rosenberg Haldor Topsoe Up to now, Topsøe WSA (Wet gas Sulphuric Acid) plants have been in operation
COMPRESSED AIR SYSTEM DESIGNS BEGIN WITH THE DEMANDS
 COMPRESSED AIR SYSTEM DESIGNS BEGIN WITH THE DEMANDS BY: BILL SCALES, P.E. SCALES INDUSTRIAL TECHNOLOGIES, INC. The purpose of an assessment of an existing compressed air system, or design of a new one,
COMPRESSED AIR SYSTEM DESIGNS BEGIN WITH THE DEMANDS BY: BILL SCALES, P.E. SCALES INDUSTRIAL TECHNOLOGIES, INC. The purpose of an assessment of an existing compressed air system, or design of a new one,
MANAGING ENERGY EFFICIENTLY ENVIRONMENTAL INDUSTRY
 MANAGING ENERGY EFFICIENTLY ENVIRONMENTAL INDUSTRY We have a duty to protect the environment and human health from the effects of waste management and disposal. Operators are growing increasingly aware
MANAGING ENERGY EFFICIENTLY ENVIRONMENTAL INDUSTRY We have a duty to protect the environment and human health from the effects of waste management and disposal. Operators are growing increasingly aware
PRESENTATION OF NUCLEAR APPLICATIONS OF CONDENSATE TREATMENT
 Via Pietro Nenni, 15-27058 VOGHERA ITALY Tel. +39 0383 3371 Fax +39 0383 369052 E-mail: info@idreco.com PRESENTATION OF NUCLEAR APPLICATIONS OF CONDENSATE TREATMENT 0. MAIN CONDENSATE TREATMENT 1. REACTOR
Via Pietro Nenni, 15-27058 VOGHERA ITALY Tel. +39 0383 3371 Fax +39 0383 369052 E-mail: info@idreco.com PRESENTATION OF NUCLEAR APPLICATIONS OF CONDENSATE TREATMENT 0. MAIN CONDENSATE TREATMENT 1. REACTOR
Membrane Pressure Cavity Filter Resultant Lower Moisture and Sugar Retention
 Membrane Pressure Cavity Filter Resultant Lower Moisture and Sugar Retention E. Lynn Powers and Gary L. Larson, P.O. Box 700, Torrington Wyoming 82240 Transportation of Precipitated Calcium Carbonate (P.C.c.)
Membrane Pressure Cavity Filter Resultant Lower Moisture and Sugar Retention E. Lynn Powers and Gary L. Larson, P.O. Box 700, Torrington Wyoming 82240 Transportation of Precipitated Calcium Carbonate (P.C.c.)
ENERGY CONSERVATION - A MANAGEMENT PERSPECTIVE
 ENERGY CONSERVATION - A MANAGEMENT PERSPECTIVE I SINGH Transvaal Sugar Ltd., P O Box 47, Malelane, 1320, South Africa Abstract The background to the high coal usage at the TSB owned Malelane mill is examined
ENERGY CONSERVATION - A MANAGEMENT PERSPECTIVE I SINGH Transvaal Sugar Ltd., P O Box 47, Malelane, 1320, South Africa Abstract The background to the high coal usage at the TSB owned Malelane mill is examined
Sugar. g Liquefication (800) Reduce inbound syrup y p transportation. i costs by more than 32%.
 Reduce inbound syrup y p transportation. i costs by more than 32%.") Reduce inbound syrup y p transportation i costs by more than 32%. Sugar g Liquefication n buying y g granular g sugar g on the open p market better control your sugar g supply problems and costs. Eliminate
Reduce inbound syrup y p transportation i costs by more than 32%. Sugar g Liquefication n buying y g granular g sugar g on the open p market better control your sugar g supply problems and costs. Eliminate
using evaporators to achieve zero effluent at a BCTMP pulp mill
 Water Technologies & Solutions technical paper using evaporators to achieve zero effluent at a BCTMP pulp mill Authors: Ted Fosberg, P.E. Ph.D., Resource Conservation Company (RCC); Bill Sweet, Millar
Water Technologies & Solutions technical paper using evaporators to achieve zero effluent at a BCTMP pulp mill Authors: Ted Fosberg, P.E. Ph.D., Resource Conservation Company (RCC); Bill Sweet, Millar
FORM-V (See Rule - 14) Part-A
 Part-A") FORM-V (See Rule - 14) Environmental Statement for the financial year ending 31 st March, 2016 Part-A Name and address of the owner / occupier : K. Rahul Raju of the Industry Managing Director Nagarjuna
FORM-V (See Rule - 14) Environmental Statement for the financial year ending 31 st March, 2016 Part-A Name and address of the owner / occupier : K. Rahul Raju of the Industry Managing Director Nagarjuna
Content. 1. About us. 2. Services. 3. Drinking water. - Reverse Osmosis - Range of R.O. - Portable Solutions. 4. Technical water
 Land Based Land Based Content 1. About us 2. Services 3. Drinking water - Reverse Osmosis - Range of R.O. - Portable Solutions 03 04 05 05 06 07 4. Technical water - Evaporators - Evaporation - Range 5.
Land Based Land Based Content 1. About us 2. Services 3. Drinking water - Reverse Osmosis - Range of R.O. - Portable Solutions 03 04 05 05 06 07 4. Technical water - Evaporators - Evaporation - Range 5.
Water Conservation Initiatives Burnaby Refinery
 Water Conservation Initiatives Burnaby Refinery CAP Meeting May 11 th, 2016 Mack Atkinson Process Engineer Kel Coulson Lead Process Engineer Outline Photo credit: waterbucket.ca 1. General Refinery Water
Water Conservation Initiatives Burnaby Refinery CAP Meeting May 11 th, 2016 Mack Atkinson Process Engineer Kel Coulson Lead Process Engineer Outline Photo credit: waterbucket.ca 1. General Refinery Water
AM Power (Pittem, BE)
") A short introduction to AM Power AM Power is located in the western part of Flanders (Belgium), a region characterized by an excess of animal manure and yet a high market demand for formulated synthetic
A short introduction to AM Power AM Power is located in the western part of Flanders (Belgium), a region characterized by an excess of animal manure and yet a high market demand for formulated synthetic
CO 2. Recovery AND PRODUCTION
 Recovery AND PRODUCTION HIGH PURITY from recovery and production plants When installing or upgrading your production business, join the last stateof-the-art of TPI Technology. A Recovery Plant will assure
Recovery AND PRODUCTION HIGH PURITY from recovery and production plants When installing or upgrading your production business, join the last stateof-the-art of TPI Technology. A Recovery Plant will assure
Energy and the environment in beet sugar production
 Energy and the environment in beet sugar production by Arne Sloth Jensen and Bernard Morin Reprint from ESST Proceedings Reims 2015 Bartens 2 Energy and the environment in beet sugar production Arne Sloth
Energy and the environment in beet sugar production by Arne Sloth Jensen and Bernard Morin Reprint from ESST Proceedings Reims 2015 Bartens 2 Energy and the environment in beet sugar production Arne Sloth
ISSN: [Utama et al., 8(1): January, 2019] Impact Factor: 5.164
![ISSN: [Utama et al., 8(1): January, 2019] Impact Factor: 5.164](/thumbs/93/112396340.jpg "ISSN: [Utama et al., 8(1): January, 2019] Impact Factor: 5.164") IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY DESALINATION REJECT WATER UTILIZATION for REVERSE OSMOSIS PLANT RAW WATER Komang Gede Nara Utama*, Eko Supriyanto*, Matradji**,
IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY DESALINATION REJECT WATER UTILIZATION for REVERSE OSMOSIS PLANT RAW WATER Komang Gede Nara Utama*, Eko Supriyanto*, Matradji**,
Delayed Coker Blowdown System Water Reuse
 Delayed Coker Blowdown System Water Reuse Presented by Mitch Moloney of ExxonMobil Research & Engineering mitchell.j.moloney@exxonmobil.com Budapest Hungary coking.com October-2017 a This material is not
Delayed Coker Blowdown System Water Reuse Presented by Mitch Moloney of ExxonMobil Research & Engineering mitchell.j.moloney@exxonmobil.com Budapest Hungary coking.com October-2017 a This material is not
Module: 5. Lecture: 28
 Module: 5 Lecture: 28 Chlorine (continued) 4. Diaphragm cell process Raw material Basis: 1000kg of Chlorine Salt Sodium carbonate Sulfuric acid Steam Electricity Refrigeration Direct labour 1820kg 35kg
Module: 5 Lecture: 28 Chlorine (continued) 4. Diaphragm cell process Raw material Basis: 1000kg of Chlorine Salt Sodium carbonate Sulfuric acid Steam Electricity Refrigeration Direct labour 1820kg 35kg
Mobile Water Services. Emergency, Planned and Multi-Year Water Treatment WATER TECHNOLOGIES
 Mobile Water Services Emergency, Planned and Multi-Year Water Treatment WATER TECHNOLOGIES As a global leader in mobile water services, Veolia has the resources and expertise to provide high quality, cost-effective
Mobile Water Services Emergency, Planned and Multi-Year Water Treatment WATER TECHNOLOGIES As a global leader in mobile water services, Veolia has the resources and expertise to provide high quality, cost-effective
Steam balance optimisation strategies
 Steam balance optimisation strategies Publicado en Chemical Engineering, Noviembre 2002 Background Optimising a steam balance in a plant with several steam mains pressures is not always a simple intuitive
Steam balance optimisation strategies Publicado en Chemical Engineering, Noviembre 2002 Background Optimising a steam balance in a plant with several steam mains pressures is not always a simple intuitive
Advanced Technologies for Produced Water Treatment 2014 PERF Spring Meeting
 Advanced Technologies for Produced Water Treatment 2014 PERF Spring Meeting Doha, Qatar April 13-14, 2014 Presentation Topics Global Water Sustainability Center Advanced Technologies for Produced Water
Advanced Technologies for Produced Water Treatment 2014 PERF Spring Meeting Doha, Qatar April 13-14, 2014 Presentation Topics Global Water Sustainability Center Advanced Technologies for Produced Water
3 core areas of expertise
 3 core areas of expertise clarity through simplicity Skills and Qualifications Membership of Safe Contractor Scheme Qualified CDM Duty Holders Qualified CDM Coordinators Prince 2 Project Management Practitioners
3 core areas of expertise clarity through simplicity Skills and Qualifications Membership of Safe Contractor Scheme Qualified CDM Duty Holders Qualified CDM Coordinators Prince 2 Project Management Practitioners
Product Profile. Annexure A. Annexures to Form - I & PFR. MT/ M Consented Ultimate. Crude OBA AND/ OR Standardized OBA liquid/ powder 190 AND/ OR 2600
 Annexure A Product Profile Sr. No. 1 Product Crude OBA AND/ OR Standardized OBA liquid/ powder MT/ M Consented Ultimate 525 190 AND/ OR 2600-23 - Annexure - B Details of Raw Materials Qty (Kg/ Kg) Qty/
Annexure A Product Profile Sr. No. 1 Product Crude OBA AND/ OR Standardized OBA liquid/ powder MT/ M Consented Ultimate 525 190 AND/ OR 2600-23 - Annexure - B Details of Raw Materials Qty (Kg/ Kg) Qty/
ELECTROTECHNOLOGIES FOR ENERGY END-USES: APPLICATION OF MVR TO FOOD INDUSTRIES
 ELECTROTECHNOLOGIES FOR ENERGY END-USES: APPLICATION OF MVR TO FOOD INDUSTRIES W. Grattieri, C. Medich, R. Vanzan CESI S.p.A. Within the scope of the demonstration projects of efficient electrotechnologies
ELECTROTECHNOLOGIES FOR ENERGY END-USES: APPLICATION OF MVR TO FOOD INDUSTRIES W. Grattieri, C. Medich, R. Vanzan CESI S.p.A. Within the scope of the demonstration projects of efficient electrotechnologies
Sustainable Solutions In Energy & Environment
 Sustainable Solutions In Energy & Environment Thermax Group, a billion dollar company, provides a range of engineering solutions to the energy and environment sectors. Our presence spans 75 countries across
Sustainable Solutions In Energy & Environment Thermax Group, a billion dollar company, provides a range of engineering solutions to the energy and environment sectors. Our presence spans 75 countries across
ATHOS WET AIR OXIDATION PROCESS.
 European Workshop 15, 16 september 2003 - Brussels Thermal Treatment of Sewage Sludge for CHP Applications ATHOS WET AIR OXIDATION PROCESS. Case study : N-Brussels N WWTP M. BELKHODJA OTV SA VEOLIA WATER
European Workshop 15, 16 september 2003 - Brussels Thermal Treatment of Sewage Sludge for CHP Applications ATHOS WET AIR OXIDATION PROCESS. Case study : N-Brussels N WWTP M. BELKHODJA OTV SA VEOLIA WATER
Solvent Recovery Systems
 Solvent Recovery Systems Use Steam Recycling A new technique that recycles the heat normally lost during solvent recovery can cut fuel bills and reduce plant exhaust emissions. by Stanley J. Macek Compliance
Solvent Recovery Systems Use Steam Recycling A new technique that recycles the heat normally lost during solvent recovery can cut fuel bills and reduce plant exhaust emissions. by Stanley J. Macek Compliance
Thermomechanical Cuttings Cleaner (TCC) Setting the global standard for the treatment of oily waste drill cuttings
 Setting the global standard for the treatment of oily waste drill cuttings") Thermomechanical Cuttings Cleaner (TCC) Setting the global standard for the treatment of oily waste drill cuttings THE TCC IS GENERALLY ACKNOWLEDGED, WITHIN THE INDUSTRY, TO BE THE BEST AVAILABLE TECHNOLOGY
Thermomechanical Cuttings Cleaner (TCC) Setting the global standard for the treatment of oily waste drill cuttings THE TCC IS GENERALLY ACKNOWLEDGED, WITHIN THE INDUSTRY, TO BE THE BEST AVAILABLE TECHNOLOGY
OsmoBC Integrated Membrane Systems
 OsmoBC Integrated Membrane Systems For Industrial Wastewater Treatment Fluid Technology Solutions, Inc. OsmoF2O FO Membranes HBCR High Brine Concentrator OsmoZLD Treatment Process INTEGRA Disk Filtration
OsmoBC Integrated Membrane Systems For Industrial Wastewater Treatment Fluid Technology Solutions, Inc. OsmoF2O FO Membranes HBCR High Brine Concentrator OsmoZLD Treatment Process INTEGRA Disk Filtration
Fluid Mechanics, Heat Transfer, Fluid Mechanics Design Project. Production of Ethanol
 Fluid Mechanics, Heat Transfer, Fluid Mechanics Design Project Production of Ethanol Your assignment is to continue evaluating the details of a process to produce 30,000 tonne/y of ethanol from ethylene.
Fluid Mechanics, Heat Transfer, Fluid Mechanics Design Project Production of Ethanol Your assignment is to continue evaluating the details of a process to produce 30,000 tonne/y of ethanol from ethylene.
The Project for renovation to increase the efficient use in Brewery by NEDO at Bia Thanh Hoa Brewery in Vietnam
 The Project for renovation to increase the efficient use in Brewery by NEDO at Bia Thanh Hoa Brewery in Vietnam 13 th September, 2006 New Energy and Industrial Technology Development Organization (NEDO)
The Project for renovation to increase the efficient use in Brewery by NEDO at Bia Thanh Hoa Brewery in Vietnam 13 th September, 2006 New Energy and Industrial Technology Development Organization (NEDO)
RCRA Subpart AA - Air Emission Standards for Process Vents
 RCRA Subpart - Air Emission Standards for Process Vents 1 Applicability Issues for Subpart - Who is Covered? Facilities subject to 40 CFR 270 Permitted Interim status Hazardous waste recycling units located
RCRA Subpart - Air Emission Standards for Process Vents 1 Applicability Issues for Subpart - Who is Covered? Facilities subject to 40 CFR 270 Permitted Interim status Hazardous waste recycling units located
This document has been produced by Pure Clean Waste Solutions Ltd to show how waste materials are collected, re-used, recycled and recovered.
 Waste Audit Trail This document has been produced by Pure Clean Waste Solutions Ltd to show how waste materials are collected, re-used, recycled and recovered. Prevention Preparing for re-use Other recovery
Waste Audit Trail This document has been produced by Pure Clean Waste Solutions Ltd to show how waste materials are collected, re-used, recycled and recovered. Prevention Preparing for re-use Other recovery
Carlos Ruiz de Veye. Total recovery of Spent Pot Liner (SPL) using the Befesa process
 using the Befesa process") Carlos Ruiz de Veye Total recovery of Spent Pot Liner (SPL) using the Befesa process Today Befesa is a technological company that provides sustainable solutions for industrial waste recycling Industrial
Carlos Ruiz de Veye Total recovery of Spent Pot Liner (SPL) using the Befesa process Today Befesa is a technological company that provides sustainable solutions for industrial waste recycling Industrial
High Efficiency Agro Based Integrated Chemical Recovery Plant at M/S Bindals Papers Mills Ltd.
 Zonal-18/101 High Efficiency Agro Based Integrated Chemical Recovery Plant at M/S Bindals Papers Mills Ltd. VIMAL KISHORE PRESIDENT, BINDALS PAPERS MILLS RAHUL JAIN GM (RECOVERY), BINDALS PAPERS MILLS
Zonal-18/101 High Efficiency Agro Based Integrated Chemical Recovery Plant at M/S Bindals Papers Mills Ltd. VIMAL KISHORE PRESIDENT, BINDALS PAPERS MILLS RAHUL JAIN GM (RECOVERY), BINDALS PAPERS MILLS
PANEL ENERGY AND RESOURCE EFFICIENCY IN THE SUGAR INDUSTRY AS A KEY FACTOR FOR SUSTAINABILITY. Speaker: IGOR RYLIK
 PANEL 3 14:45 16:00 ENERGY AND RESOURCE EFFICIENCY IN THE SUGAR INDUSTRY AS A KEY FACTOR FOR SUSTAINABILITY Speaker: IGOR RYLIK Speaker: IGOR RYLIK INTRO 1 BASIC PRINCIPLES OF ENERGY AND RESOURCE EFFICIENCY
PANEL 3 14:45 16:00 ENERGY AND RESOURCE EFFICIENCY IN THE SUGAR INDUSTRY AS A KEY FACTOR FOR SUSTAINABILITY Speaker: IGOR RYLIK Speaker: IGOR RYLIK INTRO 1 BASIC PRINCIPLES OF ENERGY AND RESOURCE EFFICIENCY
CHAPTER 1 INTRODUCTION
 CHAPTER 1 INTRODUCTION 1.1 Significance of paper Paper is one of the essential commodities in daily life all over the world. It is considered as an index of a country s growth. Several grades of paper
CHAPTER 1 INTRODUCTION 1.1 Significance of paper Paper is one of the essential commodities in daily life all over the world. It is considered as an index of a country s growth. Several grades of paper
SOLID-LIQUID SEPARATION TECHNOLOGY FOR REMOVING CONTAMINANT FINES FROM WATER SCRUBBING, CLARIFIER EFFLUENTS AND GREY WATER PAPER NUMBER
 SOLID-LIQUID SEPARATION TECHNOLOGY FOR REMOVING CONTAMINANT FINES FROM WATER SCRUBBING, CLARIFIER EFFLUENTS AND GREY WATER PAPER NUMBER 480801 Barry A. Perlmutter, President & Managing Director BHS-Sonthofen
SOLID-LIQUID SEPARATION TECHNOLOGY FOR REMOVING CONTAMINANT FINES FROM WATER SCRUBBING, CLARIFIER EFFLUENTS AND GREY WATER PAPER NUMBER 480801 Barry A. Perlmutter, President & Managing Director BHS-Sonthofen
BOKELA HiBar Filtration
 BOKELA HiBar Filtration Continuous Pressure & Steam Pressure Filtration with Large Filter Units 2 / 2018 en BOKELA HiBar Filtration Continuous Filtration with Rotary Drum or Disc Filters HiBar Pressure
BOKELA HiBar Filtration Continuous Pressure & Steam Pressure Filtration with Large Filter Units 2 / 2018 en BOKELA HiBar Filtration Continuous Filtration with Rotary Drum or Disc Filters HiBar Pressure
CHAPTER EIGHT : POLLUTION PREVENTION
 CHAPTER EIGHT : POLLUTION PREVENTION 8.1 The Problem This chapter is different than the others. It is about ideas and not calculations. The goal is to demonstrate how knowing the material balance will
CHAPTER EIGHT : POLLUTION PREVENTION 8.1 The Problem This chapter is different than the others. It is about ideas and not calculations. The goal is to demonstrate how knowing the material balance will
Chapter 10. Flowsheet Analysis for Pollution Prevention. by Kirsten Sinclair Rosselot and David T. Allen
 Chapter 10. Flowsheet Analysis for Pollution Prevention by Kirsten Sinclair Rosselot and David T. Allen The environmental performance of a process flowsheet depends on both the performance of the individual
Chapter 10. Flowsheet Analysis for Pollution Prevention by Kirsten Sinclair Rosselot and David T. Allen The environmental performance of a process flowsheet depends on both the performance of the individual
Version / Alternative: Scope of template. Scope of template. Scope of template. Please fill in Data
 1 Scope of Supply Process Equipment Line Equipment Auxiliary Equipment dedicated to supplied Process and Line "The information and data provided in this document are non-binding outlines of a suggested
1 Scope of Supply Process Equipment Line Equipment Auxiliary Equipment dedicated to supplied Process and Line "The information and data provided in this document are non-binding outlines of a suggested