Addressing Boiler Water Problems Before They Start. Presented by Cleaver Brooks Steve Connor & Bill Hooke November 30, 2016
|
|
|
- Edgar Wilkerson
- 5 years ago
- Views:
Transcription

1 Addressing Boiler Water Problems Before They Start Presented by Cleaver Brooks Steve Connor & Bill Hooke November 30,
2 TODAY S TOPICS A review of the key take-a-ways from last month s session What causes boiler water level fluctuations The dangerous side of carryover The causes and costs of pressure vessel failure & repair The causes and telltale signs of system upsets Step by step remedy process Choosing a qualified water treatment consultant Summary & questions 2
")
 Chloride (Instability) Alkalinity")
 Waterside Corrosion")
3 WHAT NEEDS TO BE REMOVED Dissolved Minerals Hard Scale Formers Calcium Magnesium TDS Calcium (Scale) Magnesium (Scale) Sulfate (Instability) Iron (Scale) Silica (Deposition) Chloride (Instability) Alkalinity (Foaming) Dissolved Gas Free Oxygen (Corrosion) Free Carbon Dioxide (Corrosion) Waterside Corrosion Waterside Scale 6


4 Carryover Sink & swell Foaming & priming Like what? 4



5 Sink and Swell Pump on/off Carryover Normal Low water High water 5


6 6
7 7

8 Foaming & Priming Steam Outlet Level Control/Sensor Lose steam energy efficiency Damage equipment Increases water hammer possibility 8

9 Condensate & Carryover Formation 9

10 Steam Velocity MPH 10


11 Steam pipe Water Hammer! 11

12 BANG! 12


13 New York City Midtown Manhattan July 18, 2007 We thought it was another 9/11 terrorist attack! 13

14 OK, how do I diagnose water hammer? 14


15 Listen Observe 15
16 WHAT NEEDS TO BE REMOVED Dissolved Minerals Hard Scale Formers Calcium Magnesium TDS Calcium (Scale) Magnesium (Scale) Sulfate (Instability) Iron (Scale) Silica (Deposition) Chloride (Instability) Alkalinity (Foaming) Dissolved Gas Free Oxygen (Corrosion) Free Carbon Dioxide (Corrosion) Waterside Corrosion Waterside Scale 6



17 PREVENT SCALE FORMATION 52
18 WHAT NEEDS TO BE REMOVED Dissolved Minerals Hard Scale Formers Calcium Magnesium TDS Calcium (Scale) Magnesium (Scale) Sulfate (Instability) Iron (Scale) Silica (Deposition) Chloride (Instability) Alkalinity (Foaming) Dissolved Gas Free Oxygen (Corrosion) Free Carbon Dioxide (Corrosion) Waterside Corrosion Waterside Scale 6


19 OXYGEN PITTING ON FIRE TUBE BOILER 42

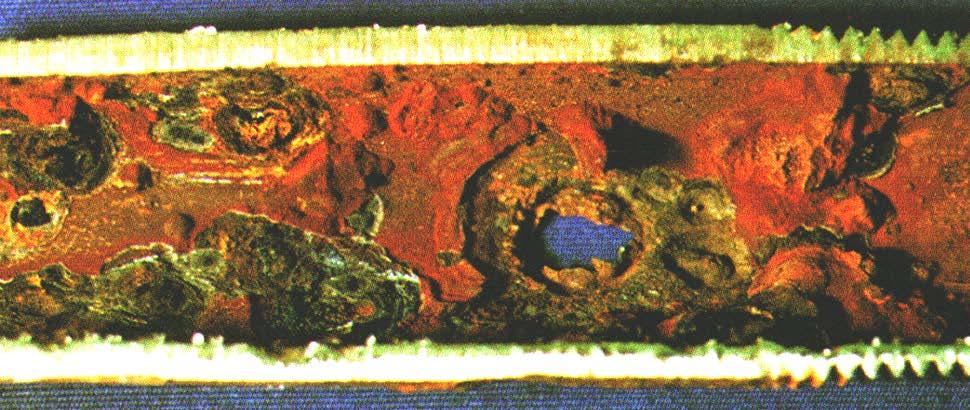
20 OXYGEN CORROSION 7


21 TUBE FAILURE!! 8

22 22

23 23


24 24


25 Welding Repair Stress Relieving 25


26 Downtime Costs 26

27 Bill Hooke 27
28 Water Treatment Understanding the Basics 28
29 MINIMIZED POTENTIAL FOR SCALE 1. Controlled the hardness and iron entering the boiler 2. Maintained the Plant specific Boiler chemistry: Conductivity Alkalinity Sludge Conditioner 29
30 MINIMIZED POTENTIAL FOR SCALE Inspections tell the story. 30
31 HOW CAN THIS HAPPEN? Check the softener/ pretreatment Especially at the end of cycle Confirm Testing of: Feedwater: Hardness, iron Boiler: Sludge conditioner, Alkalinity, Conductivity 31

32 Otherwise you can have this. 32
")

33 Light scale (egg shell depth or less) 30 years ago, engineers liked a bit of scale 33
34 PREVENTED BOILER CORROSION 1. Minimized the oxygen entering the boiler 2. Maintained the oxygen scavenger in the boiler ALL THE TIME! 34


35 INSPECTION: GIVES REPORT CARD Whenever the boiler is opened for inspection, check for oxygen pitting. 35

36 If there are insufficient residuals of oxygen scavenger maintained in a boiler, this can happen. 36
37 PREVENT BOILER CORROSION 1. Maintain the oxygen scavenger in the boiler ALL THE TIME 2. Testing confirmed scavenger residual when running or idle 37
38 OUTSIDE THE BOILER PROTECTED CONDENSATE Minimized the carbon dioxide generated in boiler. Reduced potential for H2CO3 Carbonic acid in the returning condensate water. 38
39 PROTECTING CONDENSATE 1. Employed proper condensate treatment 2. Tested and confirmed ph, iron, hardness and conductivity limits. 3. Kept logs of test results. 4. Test condensate from different areas of the plant, near and far. 39
40 PROTECTING CONDENSATE Different \ Amines: Morpholine protection near the steam generators DEAE Diethylaminoethanol protection moderate distance from the boiler plant Cyclohexyalmine further protection. Blends often used; testing several condensate sites help determine the best choice for each plant. 40

41 Carbonic Acid Attack Inspect 41

42 Condensate corrosion with no corrective action results in Condensate loss, greater energy loss, more make up. 42


43 CARRYOVER 43
44 CARRYOVER Effects of priming, carryover and surging: Boilers can shut down on low water Water hammer can destroy piping Dangerous Processes can be shut down Product can be contaminates Carryover causes more carryover 44
45 CARRYOVER Possible causes: Pressure drop Water level issues Contamination Chemical Feed 45
46 CARRYOVER - PRESSURE DROP Drop in Pressure 20 psi Temperature, 259 F 46
47 CARRYOVER - PRESSURE DROP 259 F Drop in Pressure Sudden demand Now, only 10 psi, and water boils at
48 CARRYOVER - EXAMPLE PROCESS DEMAND Want to peel a lot of potatoes? 48


49 CARRYOVER - EXAMPLE PROCESS DEMAND 49
50 CARRYOVER - EXAMPLE PROCESS DEMAND Solution to potentially appalling potato peeling problem? Three element feed/forward level system. When the peeler is ready to call for steam, feedwater pumps pre-emptively begin feeding feedwater to boiler prior to water level control signal. 50
51 CARRYOVER FROM CONTAMINATION Contamination: Oil Process Side CIP Chemicals Hardness 51
52 CARRYOVER - CHEMICALLY CAUSED Overfeed of Treatment Chemicals High Conductivity High alkalinity Sudden surge of suspended solids Hardness, chlorides 52
53 CARRYOVER - OVERFEED OF AMINE Large feed of amine to the boiler Amine(s) vaporize at once Automate feed. 53
54 CARRYOVER SOLUTIONS Review: When does carryover occur? Drop in Pressure Sudden demand? What is happening? Check condensate for source When equipment is cleaned After break, early morning Was chemistry in system out of range? Look for boiler chemistry in condensate, normally not far from the boiler room. 54
55 CARRYOVER Contamination Carryover from any cause will contribute to more carryover Conductivity = Cycles Conductivity =
56 CARRYOVER Contamination Carryover from any cause will contribute to more carryover Conductivity = Cycles Conductivity =
57 CARRYOVER - SOLUTIONS Dump feedwater and/or contaminated condensate to slow carryover and replace tainted water with fresh make up. If oil is contaminant, maintain high OH alkalinity to tie up oil. 57

58 TESTING IMPORTANCE OF LOG KEEPING 58

59 TESTING IMPORTANCE OF LOG KEEPING Make up waterpretreated Hardness Conductivity Water meter Track Feedwater Hardness 0 Conductivity Record Alkalinity Water meter Track Iron 0 59
60 TESTING IMPORTANCE OF LOG KEEPING Monitor and record boiler (minimum): Conductivity (neutralized) Alkalinity Sludge conditioner (residual & inventory) Oxygen Scavenger (residual & inventory) Be on lookout for changes and upsets Think Cause & Effect 60

61 TESTING IMPORTANCE OF LOG KEEPING Identify Control limits Maintain Limits Make small adjustments to feed and bleed Record adjustments Record water use The program manual by WT provider directs you to what to do. 61
62 TESTING IMPORTANCE OF LOG KEEPING Logs help: Show other operators actions taken Track chemical use, prevent inventory mistakes Document program administration/protection 62

63 TESTING IMPORTANCE OF LOG KEEPING Define Limits 63

64 TESTING IMPORTANCE OF LOG KEEPING 64

65 TESTING IMPORTANCE OF LOG KEEPING Logging plant chemistry provides Better control. NOTE: Insight into operating changes will Predict & Prevent greater problems 65


66 TESTING IMPORTANCE OF LOG KEEPING Notice changes in boiler Oil in sight glass Milky look to boiler Hardness overwhelms Polymer OH alkalinity drops Make up use change Condensate / feedwater change Notice Changes Confirm, Retest, Explore 66

67 TESTING IMPORTANCE OF LOG KEEPING 1. Tests are done 2. Trending is moving outside of prescribed limits 3. Notice this and MAKE AN ADJUSTMENT!! 67
68 BOILER LAY UP 68
69 WET OR DRY BOILER LAY UP Wet Dry 69
70 WET OR DRY BOILER LAY UP Wet Lay Up 70
71 WET OR DRY BOILER LAY UP Wet Lay Up Maintain: Sulfite 100 ppm P Alkalinity 400 ppm 71

72 WET OR DRY BOILER LAY UP Wet Lay Up Maintain: Sulfite 100 ppm P Alkalinity 400 ppm Warm boiler to circulate chemicals and insure protection. 72

73 WET OR DRY BOILER LAY UP Dry Lay Up Desiccant Tray 73

74 WET OR DRY BOILER LAY UP Dry Lay Up 74
75 BOILER LAY UP Which is better, wet or dry? 75
76 WET OR DRY BOILER LAY UP Wet Quick Turnaround Need to warm regularly Cascading bd Circ. pump Maintain water level Leaky header Dry Longer turn around to fire Header must be closed!! Long term lay up Seasonal lay up 76
77 CHOOSING A WATER TREATMENT SUPPLIER 77

78 CHOOSING A WATER TREATMENT SUPPLIER What are your needs? Inspections? 78

79 CHOOSING A WATER TREATMENT SUPPLIER How you will evaluate the supplier? Experience Do they have depth? How many years does the individual or company have in the field? Can they respond in timely fashion? Is the rep worthy of your business? 79
80 CHOOSING A WATER TREATMENT SUPPLIER How will you evaluate the supplier? Education Does rep have significant education in related field? Do they have experience and aptitude? Certified Water Technologist (CWT)? 80
81 CHOOSING A WATER TREATMENT SUPPLIER How will you evaluate the supplier? Expertise Does rep have knowledge of your system or problem? Can they share a similar application they ve encountered? 81


82 CHOOSING A WATER TREATMENT SUPPLIER How will you evaluate the supplier? Costs Does the rep understand the cost for a barrel of chemical is unrelated to cost for competitor s barrel of the same stuff? 82



83 CHOOSING A WATER TREATMENT SUPPLIER How will you evaluate the supplier? Costs Does the rep realize that cost of chemicals represents a small percentage of operating utility? Inspections 83


84 CHOOSING A WATER TREATMENT SUPPLIER How will you evaluate the supplier? Product Handling Options for product handling? Hands free? Powder/liquid? Solid? 84
85 CHOOSING A WATER TREATMENT SUPPLIER 85
86 TODAY S TAKE-A-WAYS A sound water treatment program is one which uses both mechanical and chemical means. Bouncing water line in the boiler can be both system and water composition induced. Most often it is system related involving sudden pressure drops. A three element feedwater system can help solve sink/swell problems in the boiler. Sink/swell, foaming and priming can lead to carryover which can lead to water hammer. Water hammer is NOT NORMAL! It MUST be remedied!! Important to check for corrosion and scale and if evidence, check your log against that of the water treatment professional you have engaged. Regularly documenting The Chemical Log Book is essential for a reliable program. Light scale in or on boiler tubes is no longer considered wise for boiler protection. Look for evidence of boiler chemicals in the condensate. Could be sign of Carryover Laying a boiler up Wet or Dry is largely dependent on the amount of time the boiler will be off line. The key factors to consider when choosing a reputable water treatment expert are Education, Expertise and Cost. 86
87 QUESTIONS? Steve Connor Consultant: Marketing & Technical Services Bill Hooke Water Treatment Consultant Chemtex International