What you should know about producing floating and sinking aquatic feed
|
|
|
- Audrey Miller
- 5 years ago
- Views:
Transcription

1 What you should know about producing floating and sinking aquatic feed Dana Nelson Aquafeed Specialist Extru-Tech, Inc. Fiacui 2018 Guadalajara, Mexico August 23, 2018



2 Density control Cooking extrusion systems have many advantages One of the MAIN advantages is the ability to control the density of the final feed Sinking Floating
3 FEED EXTRUSION Is the COOKING PROCESS through which biopolymers like proteins and starches are plasticized inside a pressure cylinder due to heat, pressure, and shear force with moisture applied. This results in the denaturalization of some of the protein, the gelatinization of starch and the exothermic expansion of the material being extruded. FEED EXTRUSION Is also the FORMING PROCESS wherby pellets are formed Into precise size and density shapes.
4 Starch is the primary carbohydrate found in aquatic feeds. During extrusion cooking, starch becomes soluble and absorbs large quantities of water. When this hydrated starch is subjected to heat it transitions from a solid to a liquid state (melts). When starch (and other ingredients) exit the extrusion process they rapidly transition back into a solid. In basic and layman terms, starch is primary source of glue that holds extruded rations together in a final pellet.
5 Product Flow
6 Raw Material Supply live Bin Product Flow Ground and mixed raw materials are fed to a holding bin that is designed to supply materials in a very consistent and controlled way to the process.
7 Raw Material Supply live Bin Product Flow A precisely controlled feed screw introduces material to the Conditioner.
8 Raw Material Supply live Bin Product Flow The CONDITIONING CYLINDER Hydrates, mixes, and begins the cooking process while conveying the ration to the extruder. Water Steam Oil
9 What do we want to achieve with Conditioning? MOISTURE (Water) Exterior Center Core HEAT (Steam) Ingredient Particle STARCH Allows Moisture & Heat to penetrate all the way into the center core of the meal particle!

10 Raw Material Supply live Bin Product Flow The Main Drive, Screw, and Barrel make up the primary components of the extruder. Raw materials are superheated in this stage and transition from a free flowing powder, to dough, and then a semi-liquid state until being forced through the openings in the die. Mechanical Energy (Friction)

11 Raw Material Supply live Bin Product Flow As product flows through the final die openings, a rotrary knife cuts the product to the desired length.


12 Cooking and forming are DIFFERENT tasks
13 Low Moisture & Heat Less Expansion High Moisture & Heat MORE Expansion As material in the barrel is heated beyond 100º Celsius (boiling point) the potential for expansion begins to build. Several factors influence expansion: Heat Moisture Formulation (elasticity)
14


15 20 mm Tuna Feed
16 Fundamental Problem That is sometimes unclear to the novice Durability Cook Expansion Floating feeds are generally easier to produce because cooking and expansion go hand in hand Sinking feeds can be difficult because cook must be achieved without excessive expansion When extrusion systems are run with lower temperature and moisture to avoid expansion they can become ineffective at cooking raw materials and forming a durable pellet Extrusion lines configured for the production of both floating and sinking need to balance Cook and Expansion
17 PREMIUM Floating and Sinking feeds are produced differently: Floating rations usually reach their highest temperature AT the die Sinking feeds are significantly conditioned, kneaded, and sheared PRIOR to the die to limit temperuature and expansion
18 In most cases feeds are expected to be either FLOATING or SINKING MIXED DENSITY PRODUCTS ARE USUALLY CAUSED BY: Poor extrusion fundamentals Problematic Formulation Insufficient Mixing Insufficient Grinding Poor Conditioning Improper configuration Elements & Die Area Input Stability issues Water, Steam, Oil Flow Poor Thermal and Water Balance Some combination of these





19 Another annoying problem Bulk Density specifications can be frustrating 100% sinking NOT EQUAL to bulk Density 100% sinking at 500 gr/l 1% Floating at 650 gr/l

20 Solutions? Key Control Elements Formulation Equipment Selection Ancillary Equipment Process Variables
 Extrusion")
21 Formulation Nutritionist (formulates for) Aquatic Species Formulator (formulates for) Extrusion Process
22 Choosing Correct Ingredients for Floating Feeds Diet higher in Starch Lower Fiber
23 Choosing Correct Ingredients for Sinking Feeds Diet s lower in starch Higher in Meat meals Wheat Gluten and other functional protein that contributes to cohesion with out excessive expansion



24 Equipment Selection

25 Equipment Selection


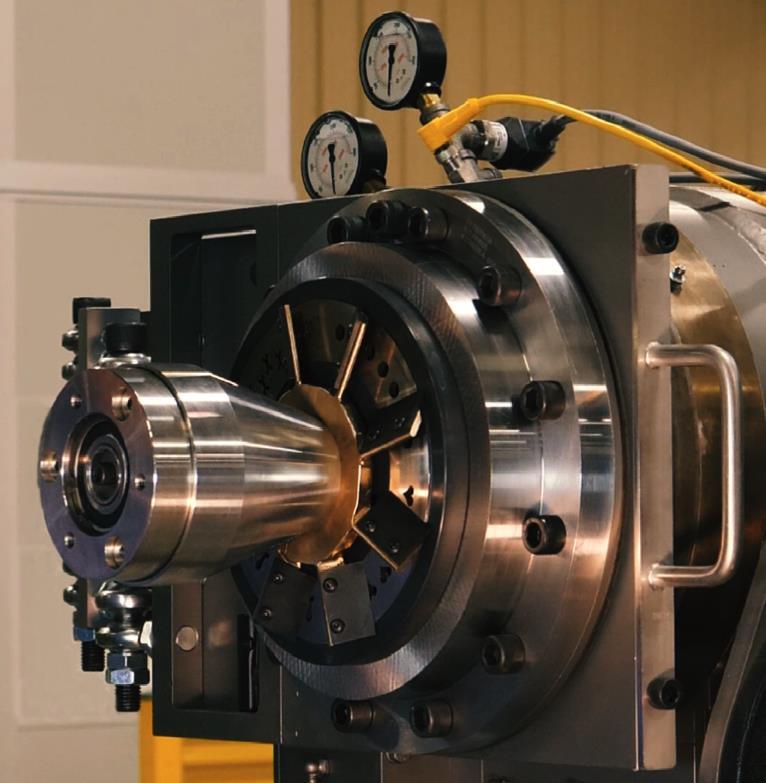
26 Design Characteristics Die & Knife Assemblies
27 Equipment Selection Rules of thumb Use.25 ² (180 sq./mm) per ton of production for Floating feeds then evaluate Use a MINIMUM of.75 ² (500 sq./mm) for Sinking feeds then EvaluateS Not enough cook decrease open area. Too much cook increase open area Small holes require more area than Large
28 Equipment Selection Long Land Length Axial Expansion (Sinking Feeds) Short Land Length Radial Expansion (Floating Feeds)



29 Vented Head EDMS External Density Management System Equipment Selection PDU External Density Management System


30 EMV Equipment Selection Energy Management Valve


31 MBV Equipment Selection Mid Barrell Valve Adapter Tube Maximum Area Die


 Water")
32 Process Variables Extruder Inputs can be manipulated to alter the finished product: Dry Raw Materials Ratio of ingredients does not change But the FLOW RATE (through the system) can Liquid ingredients Lipids (ratio inside vs outside pellet) Water Steam Energy




33 Vac Coater Ancillary Equipment Sanitary Sifter Cutting Mill Air-Swept Pulverizer

34 Questions Samples

35