PHYSICIAN SERVICES ALIGN. IMPROVE. ENGAGE. SUSTAIN.
|
|
|
- Beverly Ramsey
- 5 years ago
- Views:
Transcription


1 ALIGN. IMPROVE. ENGAGE. SUSTAIN.
2 Burning Questions What do you want to know more about that will contribute significantly to your success?" 2
3 Content Creative Tension Align and Deploy the Organization One Format for Multidimensional Objectives Improve Engage Sustain Measure Performance 3

4 Build Creative Tension 4

5 Our Paradigm PDCA 5

6 Internal Origin External Origin PHYSICIAN SERVICES Our Paradigm Strategy Deployment Mission & Vision Environmental Scan SWOT Analysis 3-Year Plan Define Strategies Internal Origin Annual Offsite Catchball PLANS S W Strengths Weaknesses SMART O Opportunities T Threats Scan and Assess Monthly Review S M A Specific Measurable Achievable Quarterly Review Dashboard Walkabouts R T Relevant Time-Bound 6

7 Layers of Excellence 7
8 Our Paradigm Kaizen 1. OBSERVE go and see for yourself; without firsthand knowledge of how the process works in its current state, any attempts at improving it will prove futile 2. TRYSTORM team members with deep knowledge of the process rapidly develop and then test ideas for improvement; individuals show and tell their ideas in a manner similar to a science fair. 3. IMPLEMENT STANDARD WORK standard work is the foundation of continuous improvement once the current standard has been challenged through Kaizen, a new standard must be implemented in its place to prevent performance from slipping backward 4. Daily Leaders Meetings report on what we did and what we will do tomorrow, enabling consistent feedback and communication with champions while maintaining autonomy 8
9 The Technical Side - Value Value The inherent worth of a product as judged by the customer and reflected in its selling price and market demand. Value is typically created by the producer through a combination of value-adding and non-value-adding actions. Value-Adding Activity that the customer judges to be of value Design and fabrication steps add value whereas rework and wait time do not Value can mean anything for which the customer is willing to pay Non Value-Adding Any activity that adds cost but no value to the product or service as seen through the eyes of the customer Can be necessary for production (for instance, set-up time, waiting for resin to cure), or unnecessary (waiting in a queue, time spent searching for parts, etc.) as perceived by the customer Any activity for which the customer is not willing to pay 9

10 The Technical Side Flow Producing and moving one item at a time (or a small and consistent batch of items) through a series of processing steps as continuously as possible, with each step making just what is requested by the next step. Flow requires that the product be pulled through the system by the downstream customer, and that cycle time is balanced with customer demand. One piece flow is characterized by minimal work in process (WIP), minimal defects and little or no standing inventory 10 Image Credit: Lean Enterprise Institute PHYSICIAN SERVICES
11 The Technical Side Push vs. Pull PUSH SYSTEM Processing large batches of items at a maximum rate, based on forecasted demand; then moving them to the next downstream process or into storage, regardless of the actual pace of work in the next process. Characteristic of batch and queue production and economies of scale Large capital expenditures for specialized equipment to produce vast quantities of product as quickly as possible Characterized by long lead times, frequent machine breakdowns, large inventories and defects Defects are often hidden from view due to a high degree of automation and fast-paced production Primary metrics include machine utilization and return on assets PULL SYSTEM Method of production control in which downstream activities signal their needs to upstream activities Nothing is produced by the upstream supplier process until the downstream customer process signals a need Replenishment (supermarket) pull systems and sequential (made to order) pull systems Characterized by high velocity, high variety and short lead times Parts flow individually and in sequence through processing steps; batch sizes are minimal to prevent replication of defects Minimal inventory kept on hand production is balanced with customer demand Primary metrics include work in process (WIP), cycle time and overall equipment effectiveness (OEE) 11
12 The Technical Side In Action 12
13 The Technical Side In Action 13
14 The Technical Side In Action 14
15 The Social Side - Group Dynamics 15

16 The Social Side - Group Dynamics 16
17 Structure to Achieve Group Dynamics Team Leader The only individual who should tell the team what to do, when to take breaks, how to split up and report back in short increments every day of the Kaizen. The most common detriment to effective kaizen is when the team leader gets too involved in what s going on, leaving the rest of the team to stand around and watch. The team leader keeps the team on track, makes sure agreements are achieved fairly, balances the work between participants, and reports daily to leadership on the progress of the Kaizen. Fresh Eyes Every Kaizen team should have at least one pair of fresh eyes looking at the process: someone from a completely different work area - from a completely different point of view. SME Subject Matter Expert or Direct Operator - Every Kaizen should have at least one operator on the team full time. There really is no substitute for the knowledge and experience of the person(s) directly involved in the process under study. In fact, the definition of Kaizen includes the notion that the process is improved by the people in the process. Facilitator Responsible for providing knowledge and experience about Lean Transformation tools and techniques as they deem appropriate to the situation of the process and condition of the team. The facilitator also provides materials and logistical support as needed. Champion Executive sponsor of the topic. He or she has responsibility from a strategic point of view. 17
18 Structure to Achieve Group Dynamics Show Mutual Respect at All Times Silent Cell Phones No Texting at the Table One Speaker Focus on Objectives No Silent Disagreement Start and End on Time 18



19 Group Dynamics in Action 19

 an")


20 Management - Enabling Performance signal control guarantee Power The best way to minimize errors and defects is to prevent them from occurring at all. For example, traffic lights are (usually) an effective deterrent, but have little power to physically prevent a car accident. The design of electrical outlets prevents bodily harm or damage to appliances by specifying the type of appliance that can be used with the outlet. 20
21 Management - Enabling Performance TWI: Originally developed during World War II, TWI describes a standard format for instructing workers on the job. TWI comprises four key steps: 21 Step 1: Prepare the Worker Put the person at ease State the job Find out what the person already knows Get the person interested in learning the job Place the Person in the correct position Step 2: Present the Operation Tell, show and illustrate one important step at a time Do it again, stressing key points Step 3: Try Out Performance Have the person do the job correct errors Have the person explain each important step to you as they do the job Have the person explain each key point as they do the job Make sure the person understands Step 4: Follow Up Put the person on their own Designate who the person goes to for help Check on the person frequently Encourage questions Taper off extra coaching and close followup
22 Measuring Performance Actionable Performance Indicators Quality Timeliness Productivity Financial Performance Metrics EBITA Budgets (behavior) (result) 22
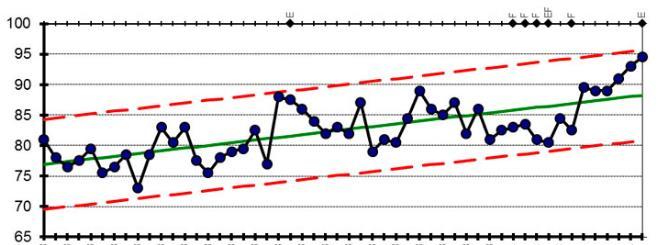


23 Measuring Performance 23

24 Our Paradigm Kaizen 1. OBSERVE go and see for yourself; without firsthand knowledge of how the process works in its current state, any attempts at improving it will prove futile 2. TRYSTORM team members with deep knowledge of the process rapidly develop and then test ideas for improvement; individuals show and tell their ideas in a manner similar to a science fair. 3. IMPLEMENT STANDARD WORK standard work is the foundation of continuous improvement once the current standard has been challenged through Kaizen, a new standard must be implemented in its place to prevent performance from slipping backward 4. Daily Leaders Meetings report on what we did and what we will do tomorrow, enabling consistent feedback and communication with champions while maintaining autonomy 24
25 A Practitioner s Takeaways PEOPLE AND PERSUATION > TECHNICAL PROWESS The REAL Challenges are: -Commitment to a single management system -Commitment to multiday events -Guidance without leading -Training and performance without fear 25
26 Discussion Question What is the wisest thing you can share from your experience? 26