SCHEDULING AND CONTROLLING PRODUCTION ACTIVITIES
|
|
|
- Edward Farmer
- 6 years ago
- Views:
Transcription

1 SCHEDULING AND CONTROLLING PRODUCTION ACTIVITIES Al-Naimi Assistant Professor Industrial Engineering Branch Department of Production Engineering and Metallurgy University of Technology Baghdad - Iraq dr.mahmoudalnaimi@uotechnology.edu.iq dr.mahmoudalnaimi@yahoo.com
2 8- SCHEDULING AND CONTROLLING PRODUCTION ACTIVITIES 8.1 INTRODUCTION Scheduling is the allocation of starts and finish time to each particular order. Therefore scheduling can bring productivity in shop floor by providing a calendar for processing a set of jobs. The single machine-scheduling problem consists of n jobs with the same single operation on each of the jobs, while the flow shop-scheduling problem consists of n jobs with m operations on each of the jobs. In this problem, all the jobs will have the same process sequences. The job shop scheduling problem contains n jobs with m operations on each of the jobs; but, in this case, the process sequences of the jobs will be different from each other. 8.2 CONCEPT OF SINGLE MACHINE SCHEDULING The basic single machine scheduling problem is characterized by the following conditions: 1. A set of independent, single-operation jobs is available for processing at time zero. 2. Set-up time of each job is independent of its position in jobs sequence. So, the set-up time of each job can be included in its processing time. 3. Job descriptors are known in advance. 4. One machine is continuously available and is never kept idle when work is waiting. 5. Each job is processed till its completion without break. Under these conditions, one can see one-to-one correspondence between a sequence of the n jobs and a permutation of the job indices 1, 2,... n. The total number of sequences in the basic single machine problem is n! which is the number of different permutation of n elements. The following three basic data are necessary to describe jobs in a deterministic single machine-scheduling problem. Processing time (tj ): It is the time required to process job j. The processing time, t j will normally include both actual processing time and set-up time. Ready time (rj ): It is the time at which job j is available for processing. The ready time of a job is the difference between the arrival time of that job and the time at which that job is taken for processing. In the basic model, as per condition I, r j = 0 for all jobs. Due date (dj ): It is the time at which the job j is to be completed. Completion time (Cj ): It is the time at which the job j is completed in a sequence. Performance measures for evaluating schedules are usually function of job completion time. Some, sample performance measures are Flow time, Lateness, Tardiness, etc. 1
3 Flow time (Fj ): It is the amount of time job j spends in the system. Flow time is a measure, which indicates the waiting time of jobs in a system. This in turn gives some idea about in-process inventory due to a schedule. It is the difference between the completion time and the ready time of the job j. i.e. F j = C j r j Lateness (Lj): It is the amount of time by which the completion time of job j differs from the due date (L j = C j dj). Lateness is a measure which gives an idea about conformity of the jobs in a schedule to a given set of due dates of the jobs. Lateness can be either positive lateness or negative lateness. Positive lateness of a job means that the job is completed after its due date. Negative lateness of a job means that the job is completed before its due date. The positive lateness is a measure of poor service. The negative lateness is a measure of better service. In many situations, distinct penalties and other costs are associated with positive lateness, but generally, no benefits are associated with negative lateness. Therefore, it is often desirable to optimize only positive lateness. Tardiness (Tj ): Tardiness is the lateness of job j if it fails to meet its due date, or zero, otherwise T j = Max {0, C j d j } = Max {0, L j } 8.3 MEASURES OF PERFORMANCE The different measures of performance which are used in the single machine scheduling are listed below with their formulas. 2
4 8.4 SHORTEST PROCESSING TIME (SPT) RULE In single machine scheduling problem, sequencing the jobs in increasing order of processing time is known as the shortest processing time (SPT) sequencing. Sometimes we may be interested in minimizing the time spent by jobs in the system. This, in turn, will minimize the in-process inventory. Also, we may be interested in rapid turnaround/throughput times of the jobs. The time spent by a job in the system is nothing but its flow time, and the rapid turnaround time is its mean flow time (F). Shortest processing time (SPT) rule minimizes the mean flow time. ILLUSTRATION 1: Consider the following single machine-scheduling problem. Find the optimal sequence, which will minimize the mean flow time and also obtain the minimum mean flow time. SOLUTION No. of jobs = 5 Arrange the jobs as per the SPT ordering 3
5 8.5 WSPT RULE Sometimes, the jobs in a single machine-scheduling problem will not have equal importance. Under such situation, each job is assigned a weight, w j. The mean flow time, which is computed after considering w j is called, weighted mean flow time, which is shown below: In single machine scheduling problem, sequencing the jobs in increasing order of weighted processing time is known as Weighted Shortest Processing Time (WSPT) sequencing. The weighted processing time of a job is obtained by dividing its processing time by its weight. ILLUSTRATION 2: Consider the following single machine-scheduling problem with weights: Determine the sequence, which will minimize the weighted mean flow time of the above problem. Also find the weighted mean flow time. SOLUTION 4
6 8.6 EARLIEST DUE DATE (EDD) RULE The lateness (L j ) of a job is defined as the difference between the completion time and the due date of that job. L j can be either positive or negative values. L j = C j d j The maximum job lateness (L max ) and the maximum job tardiness (T max ) are minimized by Earliest Due Date sequencing. In a single machining scheduling problem, sequencing of jobs in increasing order of due date is known as Earliest Due Date Rule. ILLUSTRATION 3: Consider the following single machining scheduling problem: Determine the sequence which will minimize the maximum lateness (L max ). Also, determine L max with respect to the optimal sequence. SOLUTION: Arrange the jobs as per EDD rule (i.e. in the order of their due dates). The EDD sequence is This sequence gives a minimum value for L max. From the table, the maximum is 35. This is the optimal value for L max. The L max of any other non-edd sequence will not be less than 35. 5
, earliest due date (EDD), least slack (or time due, less processing) time (LS), shortest")
 and work remaining (number of days) for five jobs which were assigned a letter as they arrived.")
7 8.7 PRIORITY DECISION RULES Priority decision rules are simplified guidelines (heuristics) for determining the sequence in which jobs will be done. The simplest rules assign jobs on the basis of a single criterion such as: first come first served (FCFS), earliest due date (EDD), least slack (or time due, less processing) time (LS), shortest processing tirne (SPT), longest processing time (LPT), and preferred customer order (PCO). Most single-criterion rules are static in that they do not incorporate an updating feature. For example, shown in Table below are the time remaining (number of days until due) and work remaining (number of days) for five jobs which were assigned a letter as they arrived. Sequence the jobs by priority rules. (a) FCFS, (b) EDD, (c) LS, (d) SPT, and (e) LPT. Solution is shown in table below. The numerical amounts included in parentheses are for reference only. 8.8 FLOW SHOP SCHEDULING In flow shop scheduling problem, there are n jobs; each require processing on m different machines. The order in which the machines are required to process a job is called process sequence of that job. The process sequences of all the jobs are the same. But the processing times for various jobs on a machine may differ. If an operation is absent in a job, and then the processing time of the operation of that job is assumed as zero. The flow-shop scheduling problem can be characterized as given below: 6
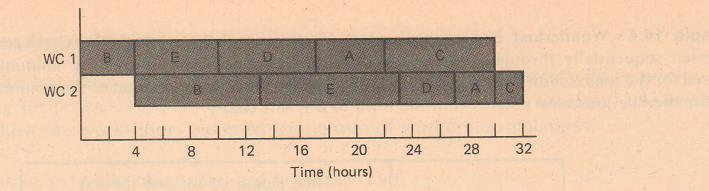
8 1. A set of multiple-operation jobs is available for processing at time zero (Each job requires m operations and each operation requires a different machine). 2. Set-up times for the operations are sequence independent, and are included in processing times. 3. Job descriptors are known in advance. 4. m different machines are continuously available. 5. Each individual operation of jobs is processed till its completion without break. The main difference of the flow shop scheduling from the basic single machine scheduling is that the inserted idle time may be advantageous in flow shop scheduling. Though the current machine is free, if the job from the previous machine is not released to the current machine, we cannot start processing on that job. So, the current machine has to be idle for some time. Hence, inserted idle time on some machines would lead to optimality. For example, consider the following flow-shop problem: If the sequence of the job is , then the corresponding makespan is computed as 25. Also, note the inserted idle times on machine 2 are from 0 to 3, 4 to 8 and 12 to 15. Now consider another sequence say The Gantt chart for this sequence is different and the makespan for the schedule is 26. The machine 2 has idle time from 0 to 6 and from 8 to 13. 7

9 This problem has 4 jobs. Hence, 4! sequences are possible. Unlike in single machine scheduling, in flow shop scheduling, inserted idle time would minimize the makespan. In the above two sequences, and , the first sequence has lesser makespan. Like this, one can enumerate all 4! sequences, then select the sequence with the minimum makespan as the optimal sequence. Since, n! grows exponentially with n, one needs some efficient procedure to solve the problem. For large size of n, it would be difficult to solve the problem. Under such situation we can use some efficient heuristic. 8.9 Johnson s Algorithm Johnson's Algorithm yields a minimum processing time for sequencing n jobs through two machines or work centers where the same processing sequence must be followed by all jobs. Jobs with shortest processing times are placed early if that processing time is on the first machine and placed late if that processing time is on the second machine. This procedure maximizes the concurrent operating time of both work centers. The above algorithm is illustrated using the following problem: 8

10 Solution: 9

11 Critical ratio: 10
12 8.10 Job shop scheduling In job shop we have a set of jobs that must be processed on a set of machines. A job consists of a sequence of operations, each of which is to be processed on a specific machine for a specified integral amount of time. Any job can have more than one operation on a given machine. The operations of a job must be processed in the given sequence, and a machine can process at most one operation at any given time. Therefore, routings in job shop environment is very complicated. Practically, the numerous variables and constraints involved in job shop scheduling, complexity of its large solution space and its multi-criteria objective function make the problem difficult. The complexity of the problem can be seen from the fact that when n jobs go through m machines there are (n!) m possible schedules, hence if (n=20 and m=10) then the number of schedules is x This problem is a class of NP- Hard ones that cannot be optimally solved for large-scale problems in a reasonable amount of computational time. For this reason, great deals of researches develop and work on heuristic methods to find near-optimal solutions. Types of Schedules Practically, for any job shop problem, there is infinite number of possible feasible schedules, because one can insert arbitrary amount of idle time at any machine between adjacent pairs of operations. This type of schedule is called the total possible schedules. When the start time of a particular operation is constrained either by processing a different job on the same machine or by processing the directly preceding operation on different machines, this called semi-active schedule. The set of active schedules dominates the set of semi-active schedules in terms of optimizing any regular measure of performance. In the case, no machine is kept idle at a time when it could begin processing some operation then it is called a non-delay schedule. The different types of schedules and relative sizes between them are illustrated in the Venn diagram shown in figure below. Venn diagram showing different types of schedules 11
13 Heuristic Dispatching Rules Although, a large number of approaches to the modeling and solution of job shop scheduling problems have been reported in the literature, but practically heuristic dispatching rules has been extensively applied to the scheduling problems in job shop manufacturing comparing with the other approaches. These rules have strong advantages in that these are easy to understand, easy to apply, and require relatively little computing time. But, the primary disadvantage is that these cannot hope for an optimal solution. Obviously, the terms dispatching rules, scheduling rules, sequencing rules, or heuristics are often used synonymously in literature. There are enormous heuristic dispatching rules that have appeared in literature and practice, each can be used in scheduling jobs. The most popular rules are listed and described in table below. No doubt, there are many other rules in practice. Most popular heuristic dispatching rules and their description Rule Rule abbreviation Rule properties Random R Pick any job in the queue with equal probability First come Jobs are processed in the order in which they arrived at the work FCFS first serve center Shortest This rule tends to reduce work-in-process inventory, the average job processing SPT completion time, and average job lateness time Longest processing time Earliest due date Critical ratio Least work remaining Most work remaining The critical path Slack time per operation LPT EDD CR LWR MWR CP ST/O This rule tends to move the jobs with longest processing time in the work centers as soon as possible This rule seems to work well for criteria associated with job lateness In this rule the priority index is calculated by dividing the time remaining until a job`s due date by the total shop time remaining for the job This rule is an extension of SPT in that it considers all of the processing time remaining until the job is completed. It tends to get the small jobs out of the shop quickly This rule is an extension of LPT in that it considers all of the processing time remaining until the job is completed. It tends to get the long jobs out of the shop quickly This rule, always selects as the next job the one that is at head of the chain of jobs that contains the largest amount of processing A variant of ST that divides the slack time by the number of remaining operations, sequencing jobs in order of the smallest value first 12
14 Example ; Job Routing - machine number, processing time required 1 M 1, 10 M 2, 6 M 3, 10 M 2, 8 2 M 1, 6 M 3, 10 M 2, 8 3 M 3, 10 M 2, 4 M 1, 4 M 3, 8 4 M 2, 6 M 1, 10 Solution The schedule obtained with LWR 13
SINGLE MACHINE SEQUENCING. ISE480 Sequencing and Scheduling Fall semestre
 SINGLE MACHINE SEQUENCING 2011 2012 Fall semestre INTRODUCTION The pure sequencing problem is a specialized scheduling problem in which an ordering of the jobs completely determines a schedule. Moreover,
SINGLE MACHINE SEQUENCING 2011 2012 Fall semestre INTRODUCTION The pure sequencing problem is a specialized scheduling problem in which an ordering of the jobs completely determines a schedule. Moreover,
SEQUENCING & SCHEDULING
 SEQUENCING & SCHEDULING November 14, 2010 1 Introduction Sequencing is the process of scheduling jobs on machines in such a way so as to minimize the overall time, cost and resource usage thereby maximizing
SEQUENCING & SCHEDULING November 14, 2010 1 Introduction Sequencing is the process of scheduling jobs on machines in such a way so as to minimize the overall time, cost and resource usage thereby maximizing
LOADING AND SEQUENCING JOBS WITH A FASTEST MACHINE AMONG OTHERS
 Advances in Production Engineering & Management 4 (2009) 3, 127-138 ISSN 1854-6250 Scientific paper LOADING AND SEQUENCING JOBS WITH A FASTEST MACHINE AMONG OTHERS Ahmad, I. * & Al-aney, K.I.M. ** *Department
Advances in Production Engineering & Management 4 (2009) 3, 127-138 ISSN 1854-6250 Scientific paper LOADING AND SEQUENCING JOBS WITH A FASTEST MACHINE AMONG OTHERS Ahmad, I. * & Al-aney, K.I.M. ** *Department
Operations and Supply Chain Management Prof. G. Srinivasan Department of Management Studies Indian Institute of Technology, Madras
 Operations and Supply Chain Management Prof. G. Srinivasan Department of Management Studies Indian Institute of Technology, Madras Lecture - 24 Sequencing and Scheduling - Assumptions, Objectives and Shop
Operations and Supply Chain Management Prof. G. Srinivasan Department of Management Studies Indian Institute of Technology, Madras Lecture - 24 Sequencing and Scheduling - Assumptions, Objectives and Shop
Introduction to LEKIN
 Introduction to LEKIN Gareth Beddoe 1 Introduction to LEKIN What is LEKIN? Machine Environments Methods Employed Graphical User Interface Setting up the Environment 2 Examples Single Machine Environment
Introduction to LEKIN Gareth Beddoe 1 Introduction to LEKIN What is LEKIN? Machine Environments Methods Employed Graphical User Interface Setting up the Environment 2 Examples Single Machine Environment
SCHEDULING IN MANUFACTURING SYSTEMS
 In process planning, the major issue is how to utilize the manufacturing system s resources to produce a part: how to operate the different manufacturing processes. In scheduling. The issue is when and
In process planning, the major issue is how to utilize the manufacturing system s resources to produce a part: how to operate the different manufacturing processes. In scheduling. The issue is when and
PLANNING AND CONTROL FOR JOB SHOP PRODUCTION 11.1 INTRODUCTION Objectives
 UNIT 11 Objectives PLANNING AND CONTROL FOR JOB SHOP PRODUCTION After completion of this unit, you should be able to: understand the nature of job production appreciate the variety of problems that may
UNIT 11 Objectives PLANNING AND CONTROL FOR JOB SHOP PRODUCTION After completion of this unit, you should be able to: understand the nature of job production appreciate the variety of problems that may
A Sequencing Heuristic to Minimize Weighted Flowtime in the Open Shop
 A Sequencing Heuristic to Minimize Weighted Flowtime in the Open Shop Eric A. Siy Department of Industrial Engineering email : eric.siy@dlsu.edu.ph Abstract: The open shop is a job shop with no precedence
A Sequencing Heuristic to Minimize Weighted Flowtime in the Open Shop Eric A. Siy Department of Industrial Engineering email : eric.siy@dlsu.edu.ph Abstract: The open shop is a job shop with no precedence
CLASSIFICATION OF PRODUCTION SYSTEMS
 CLASSIFICATION OF PRODUCTION SYSTEMS Assistant Professor Industrial Engineering Branch Department of Production Engineering and Metallurgy University of Technology Baghdad - Iraq dr.mahmoudalnaimi@uotechnology.edu.iq
CLASSIFICATION OF PRODUCTION SYSTEMS Assistant Professor Industrial Engineering Branch Department of Production Engineering and Metallurgy University of Technology Baghdad - Iraq dr.mahmoudalnaimi@uotechnology.edu.iq
INDIAN INSTITUTE OF MATERIALS MANAGEMENT Post Graduate Diploma in Materials Management PAPER 18 C OPERATIONS RESEARCH.
 INDIAN INSTITUTE OF MATERIALS MANAGEMENT Post Graduate Diploma in Materials Management PAPER 18 C OPERATIONS RESEARCH. Dec 2014 DATE: 20.12.2014 Max. Marks: 100 TIME: 2.00 p.m to 5.00 p.m. Duration: 03
INDIAN INSTITUTE OF MATERIALS MANAGEMENT Post Graduate Diploma in Materials Management PAPER 18 C OPERATIONS RESEARCH. Dec 2014 DATE: 20.12.2014 Max. Marks: 100 TIME: 2.00 p.m to 5.00 p.m. Duration: 03
Capacity and Scheduling. Work Center. Case Study Keep Patient Waiting? Not in My Office! Chapter 17
 Chapter 17 Operations Scheduling Case Study Keep Patient Waiting? Not in My Office! What features of the appointment scheduling system were crucial in capturing many grateful patients? What procedure were
Chapter 17 Operations Scheduling Case Study Keep Patient Waiting? Not in My Office! What features of the appointment scheduling system were crucial in capturing many grateful patients? What procedure were
ACTIVITY SCHEDULING IN THE DYNAMIC, MULTI-PROJECT SETTING: CHOOSING HEURISTICS THROUGH DETERMINISTIC SIMULATION. Robert C. Ash
 Proceedings of the 999 Winter Simulation Conference P. A. Farrington, H. B. Nembhard, D. T. Sturrock, and G. W. Evans, eds. ACTIVITY SCHEDULING IN THE DYNAMIC, MULTI-PROJECT SETTING: CHOOSING HEURISTICS
Proceedings of the 999 Winter Simulation Conference P. A. Farrington, H. B. Nembhard, D. T. Sturrock, and G. W. Evans, eds. ACTIVITY SCHEDULING IN THE DYNAMIC, MULTI-PROJECT SETTING: CHOOSING HEURISTICS
Flowshop Scheduling Problem for 10-Jobs, 10-Machines By Heuristics Models Using Makespan Criterion
 Flowshop Scheduling Problem for 10-Jobs, 10-Machines By Heuristics Models Using Makespan Criterion Ajay Kumar Agarwal Assistant Professor, Mechanical Engineering Department RIMT, Chidana, Sonipat, Haryana,
Flowshop Scheduling Problem for 10-Jobs, 10-Machines By Heuristics Models Using Makespan Criterion Ajay Kumar Agarwal Assistant Professor, Mechanical Engineering Department RIMT, Chidana, Sonipat, Haryana,
Chapter 6: CPU Scheduling. Basic Concepts. Histogram of CPU-burst Times. CPU Scheduler. Dispatcher. Alternating Sequence of CPU And I/O Bursts
 Chapter 6: CPU Scheduling Basic Concepts Basic Concepts Scheduling Criteria Scheduling Algorithms Multiple-Processor Scheduling Real-Time Scheduling Algorithm Evaluation Maximum CPU utilization obtained
Chapter 6: CPU Scheduling Basic Concepts Basic Concepts Scheduling Criteria Scheduling Algorithms Multiple-Processor Scheduling Real-Time Scheduling Algorithm Evaluation Maximum CPU utilization obtained
Analysis of the job shop system with transport and setup times in deadlock-free operating conditions
 Archives of Control Sciences Volume 22(LVIII), 2012 No. 4, pages 417 425 Analysis of the job shop system with transport and setup times in deadlock-free operating conditions JOLANTA KRYSTEK and MAREK KOZIK
Archives of Control Sciences Volume 22(LVIII), 2012 No. 4, pages 417 425 Analysis of the job shop system with transport and setup times in deadlock-free operating conditions JOLANTA KRYSTEK and MAREK KOZIK
Roadmap. Tevfik Koşar. CSE 421/521 - Operating Systems Fall Lecture - V CPU Scheduling - I. University at Buffalo.
 CSE 421/521 - Operating Systems Fall 2011 Lecture - V CPU Scheduling - I Tevfik Koşar University at Buffalo September 13 th, 2011 1 Roadmap CPU Scheduling Basic Concepts Scheduling Criteria & Metrics Different
CSE 421/521 - Operating Systems Fall 2011 Lecture - V CPU Scheduling - I Tevfik Koşar University at Buffalo September 13 th, 2011 1 Roadmap CPU Scheduling Basic Concepts Scheduling Criteria & Metrics Different
MANUFACTURING RESOURCE PLANNING AND ENTERPRISE RESOURCE PLANNING SYSTEMS: AN OVERVIEW
 MANUFACTURING RESOURCE PLANNING AND ENTERPRISE RESOURCE PLANNING SYSTEMS: AN OVERVIEW Al-Naimi Assistant Professor Industrial Engineering Branch Department of Production Engineering and Metallurgy University
MANUFACTURING RESOURCE PLANNING AND ENTERPRISE RESOURCE PLANNING SYSTEMS: AN OVERVIEW Al-Naimi Assistant Professor Industrial Engineering Branch Department of Production Engineering and Metallurgy University
Designing an Effective Scheduling Scheme Considering Multi-level BOM in Hybrid Job Shop
 Proceedings of the 2012 International Conference on Industrial Engineering and Operations Management Istanbul, Turkey, July 3 6, 2012 Designing an Effective Scheduling Scheme Considering Multi-level BOM
Proceedings of the 2012 International Conference on Industrial Engineering and Operations Management Istanbul, Turkey, July 3 6, 2012 Designing an Effective Scheduling Scheme Considering Multi-level BOM
ENGG4420 CHAPTER 4 LECTURE 3 GENERALIZED TASK SCHEDULER
 CHAPTER 4 By Radu Muresan University of Guelph Page 1 ENGG4420 CHAPTER 4 LECTURE 3 November 14 12 9:44 AM GENERALIZED TASK SCHEDULER In practical applications we need to be able to schedule a mixture of
CHAPTER 4 By Radu Muresan University of Guelph Page 1 ENGG4420 CHAPTER 4 LECTURE 3 November 14 12 9:44 AM GENERALIZED TASK SCHEDULER In practical applications we need to be able to schedule a mixture of
1. For s, a, initialize Q ( s,
 Proceedings of the 2006 Winter Simulation Conference L. F. Perrone, F. P. Wieland, J. Liu, B. G. Lawson, D. M. Nicol, and R. M. Fujimoto, eds. A REINFORCEMENT LEARNING ALGORITHM TO MINIMIZE THE MEAN TARDINESS
Proceedings of the 2006 Winter Simulation Conference L. F. Perrone, F. P. Wieland, J. Liu, B. G. Lawson, D. M. Nicol, and R. M. Fujimoto, eds. A REINFORCEMENT LEARNING ALGORITHM TO MINIMIZE THE MEAN TARDINESS
Evaluation of Value and Time Based Priority Rules in a Push System
 Evaluation of Value and Time Based Priority Rules in a Push System Dr. V. Arumugam * and Abdel Monem Murtadi ** * Associate Professor, Business and Advanced Technology Center, Universiti Teknologi Malaysia,
Evaluation of Value and Time Based Priority Rules in a Push System Dr. V. Arumugam * and Abdel Monem Murtadi ** * Associate Professor, Business and Advanced Technology Center, Universiti Teknologi Malaysia,
CHAPTER 1. Basic Concepts on Planning and Scheduling
 CHAPTER 1 Basic Concepts on Planning and Scheduling Eugénio Oliveira Scheduling, FEUP/PRODEI /MIEIC 1 Planning and Scheduling: Processes of Decision Making regarding the and ordering of activities as well
CHAPTER 1 Basic Concepts on Planning and Scheduling Eugénio Oliveira Scheduling, FEUP/PRODEI /MIEIC 1 Planning and Scheduling: Processes of Decision Making regarding the and ordering of activities as well
Minimizing Mean Tardiness in a Buffer-Constrained Dynamic Flowshop - A Comparative Study
 015-0610 Minimizing Mean Tardiness in a Buffer-Constrained Dynamic Flowshop - A Comparative Study Ahmed El-Bouri Department of Operations Management and Business Statistics College of Commerce and Economics
015-0610 Minimizing Mean Tardiness in a Buffer-Constrained Dynamic Flowshop - A Comparative Study Ahmed El-Bouri Department of Operations Management and Business Statistics College of Commerce and Economics
PMP Exam Preparation Course Project Time Management
 Project Time Management 1 Project Time Management Processes Define Activities Sequence Activities Estimate Activity Resources Estimate Activity duration Develop Schedule Control Schedule In some projects,
Project Time Management 1 Project Time Management Processes Define Activities Sequence Activities Estimate Activity Resources Estimate Activity duration Develop Schedule Control Schedule In some projects,
Lecture 6: Scheduling. Michael O Boyle Embedded Software
 Lecture 6: Scheduling Michael O Boyle Embedded Software Overview Definitions of real time scheduling Classification Aperiodic no dependence No preemption EDD Preemption EDF Least Laxity Periodic Rate Monotonic
Lecture 6: Scheduling Michael O Boyle Embedded Software Overview Definitions of real time scheduling Classification Aperiodic no dependence No preemption EDD Preemption EDF Least Laxity Periodic Rate Monotonic
A neural reinforcement learning approach to learn local dispatching policies in production scheduling
 A neural reinforcement learning approach to learn local dispatching policies in production scheduling Simone Riedmiller Institut fur Werkzeugmaschinen und Betriebstechnik (wbk) University of Karlsruhe
A neural reinforcement learning approach to learn local dispatching policies in production scheduling Simone Riedmiller Institut fur Werkzeugmaschinen und Betriebstechnik (wbk) University of Karlsruhe
GENERALIZED TASK SCHEDULER
 CHAPTER 4 By Radu Muresan University of Guelph Page 1 ENGG4420 CHAPTER 4 LECTURE 4 November 12 09 2:49 PM GENERALIZED TASK SCHEDULER In practical applications we need to be able to schedule a mixture of
CHAPTER 4 By Radu Muresan University of Guelph Page 1 ENGG4420 CHAPTER 4 LECTURE 4 November 12 09 2:49 PM GENERALIZED TASK SCHEDULER In practical applications we need to be able to schedule a mixture of
Real-Time and Embedded Systems (M) Lecture 4
 Lecture 4") Clock-Driven Scheduling Real-Time and Embedded Systems (M) Lecture 4 Lecture Outline Assumptions and notation for clock-driven scheduling Handling periodic jobs Static, clock-driven schedules and the cyclic
Clock-Driven Scheduling Real-Time and Embedded Systems (M) Lecture 4 Lecture Outline Assumptions and notation for clock-driven scheduling Handling periodic jobs Static, clock-driven schedules and the cyclic
Mass Customized Large Scale Production System with Learning Curve Consideration
 Mass Customized Large Scale Production System with Learning Curve Consideration KuoWei Chen and Richard Lee Storch Industrial & Systems Engineering, University of Washington, Seattle, U.S.A {kwc206,rlstorch}@uw.edu
Mass Customized Large Scale Production System with Learning Curve Consideration KuoWei Chen and Richard Lee Storch Industrial & Systems Engineering, University of Washington, Seattle, U.S.A {kwc206,rlstorch}@uw.edu
PRODUCTION PLANNING AND CONTROL
 5 PRODUCTION PLANNING AND CONTROL CHAPTER OUTLINE 5.1 Introduction and Meaning 5.2 Need for Production Planning and Control 5.3 Objectives of PP & C 5.4 Phases of PP & C 5.5 Functions of PP & C 5.6 Operations
5 PRODUCTION PLANNING AND CONTROL CHAPTER OUTLINE 5.1 Introduction and Meaning 5.2 Need for Production Planning and Control 5.3 Objectives of PP & C 5.4 Phases of PP & C 5.5 Functions of PP & C 5.6 Operations
Roadmap. Tevfik Ko!ar. CSC Operating Systems Spring Lecture - V CPU Scheduling - I. Louisiana State University.
 CSC 4103 - Operating Systems Spring 2008 Lecture - V CPU Scheduling - I Tevfik Ko!ar Louisiana State University January 29 th, 2008 1 Roadmap CPU Scheduling Basic Concepts Scheduling Criteria Different
CSC 4103 - Operating Systems Spring 2008 Lecture - V CPU Scheduling - I Tevfik Ko!ar Louisiana State University January 29 th, 2008 1 Roadmap CPU Scheduling Basic Concepts Scheduling Criteria Different
Production Activity Control
 Production Activity Control Here the progress of manufacturing operations in the workshop is recorded. Also the material transactions tied to the Open WO s are entered. Open Work Order Maintenance Window
Production Activity Control Here the progress of manufacturing operations in the workshop is recorded. Also the material transactions tied to the Open WO s are entered. Open Work Order Maintenance Window
Uniprocessor Scheduling
 Chapter 9 Uniprocessor Scheduling In a multiprogramming system, multiple processes are kept in the main memory. Each process alternates between using the processor, and waiting for an I/O device or another
Chapter 9 Uniprocessor Scheduling In a multiprogramming system, multiple processes are kept in the main memory. Each process alternates between using the processor, and waiting for an I/O device or another
Operating Systems Process Scheduling Prof. Dr. Armin Lehmann
 Operating Systems Process Scheduling Prof. Dr. Armin Lehmann lehmann@e-technik.org Fachbereich 2 Informatik und Ingenieurwissenschaften Wissen durch Praxis stärkt Seite 1 Datum 11.04.2017 Process Scheduling
Operating Systems Process Scheduling Prof. Dr. Armin Lehmann lehmann@e-technik.org Fachbereich 2 Informatik und Ingenieurwissenschaften Wissen durch Praxis stärkt Seite 1 Datum 11.04.2017 Process Scheduling
Multi-Period Cell Loading in Cellular Manufacturing Systems
 Proceedings of the 202 International Conference on Industrial Engineering and Operations Management Istanbul, Turkey, July 3 6, 202 Multi-Period Cell Loading in Cellular Manufacturing Systems Gökhan Eğilmez
Proceedings of the 202 International Conference on Industrial Engineering and Operations Management Istanbul, Turkey, July 3 6, 202 Multi-Period Cell Loading in Cellular Manufacturing Systems Gökhan Eğilmez
OPERATIONS RESEARCH Code: MB0048. Section-A
 Time: 2 hours OPERATIONS RESEARCH Code: MB0048 Max.Marks:140 Section-A Answer the following 1. Which of the following is an example of a mathematical model? a. Iconic model b. Replacement model c. Analogue
Time: 2 hours OPERATIONS RESEARCH Code: MB0048 Max.Marks:140 Section-A Answer the following 1. Which of the following is an example of a mathematical model? a. Iconic model b. Replacement model c. Analogue
Lecture Note #4: Task Scheduling (1) EECS 571 Principles of Real-Time Embedded Systems. Kang G. Shin EECS Department University of Michigan
 EECS 571 Principles of Real-Time Embedded Systems. Kang G. Shin EECS Department University of Michigan") Lecture Note #4: Task Scheduling (1) EECS 571 Principles of Real-Time Embedded Systems Kang G. Shin EECS Department University of Michigan 1 Reading Assignment Liu and Layland s paper Chapter 3 of the
Lecture Note #4: Task Scheduling (1) EECS 571 Principles of Real-Time Embedded Systems Kang G. Shin EECS Department University of Michigan 1 Reading Assignment Liu and Layland s paper Chapter 3 of the
SELECTED HEURISTIC ALGORITHMS FOR SOLVING JOB SHOP AND FLOW SHOP SCHEDULING PROBLEMS
 SELECTED HEURISTIC ALGORITHMS FOR SOLVING JOB SHOP AND FLOW SHOP SCHEDULING PROBLEMS A THESIS SUBMITTED IN PARTIAL FULFILLMENT FOR THE REQUIREMENT OF THE DEGREE OF BACHELOR OF TECHNOLOGY IN MECHANICAL
SELECTED HEURISTIC ALGORITHMS FOR SOLVING JOB SHOP AND FLOW SHOP SCHEDULING PROBLEMS A THESIS SUBMITTED IN PARTIAL FULFILLMENT FOR THE REQUIREMENT OF THE DEGREE OF BACHELOR OF TECHNOLOGY IN MECHANICAL
Common Tool for Intelligent Scheduling / Critical Chain Project Management for US Navy & Contractor Shipyards
 Common Tool for Intelligent Scheduling / Critical Chain Project Management for US Navy & Contractor Shipyards Rob Richards, Ph.D. April 20, 2016 Planning, Production Processes & Facilities Panel (PPP&F)
Common Tool for Intelligent Scheduling / Critical Chain Project Management for US Navy & Contractor Shipyards Rob Richards, Ph.D. April 20, 2016 Planning, Production Processes & Facilities Panel (PPP&F)
Process Scheduling Course Notes in Operating Systems 1 (OPESYS1) Justin David Pineda
 Justin David Pineda") Process Scheduling Course Notes in Operating Systems 1 (OPESYS1) Justin David Pineda Faculty, Asia Pacific College November 2015 Introduction On the first half of the term, we discussed the conceptual
Process Scheduling Course Notes in Operating Systems 1 (OPESYS1) Justin David Pineda Faculty, Asia Pacific College November 2015 Introduction On the first half of the term, we discussed the conceptual
Developing a Project Plan
 Chapter 6 Developing a Project Plan I had six honest serving men who taught men all I know : their names were what and how and why, and when and where and who. Rudyard Kipling Project Management 105 Figure
Chapter 6 Developing a Project Plan I had six honest serving men who taught men all I know : their names were what and how and why, and when and where and who. Rudyard Kipling Project Management 105 Figure
Chapter 3 Managing the Information Systems Project
 Princess Noura University Computer Science and Information Faculty Information Systems Department IS321 Chapter 3 Managing the Information Systems Project Learning Objectives Discuss skills required to
Princess Noura University Computer Science and Information Faculty Information Systems Department IS321 Chapter 3 Managing the Information Systems Project Learning Objectives Discuss skills required to
Chapter C Waiting Lines
 Supplement C Waiting Lines Chapter C Waiting Lines TRUE/FALSE 1. Waiting lines cannot develop if the time to process a customer is constant. Answer: False Reference: Why Waiting Lines Form Keywords: waiting,
Supplement C Waiting Lines Chapter C Waiting Lines TRUE/FALSE 1. Waiting lines cannot develop if the time to process a customer is constant. Answer: False Reference: Why Waiting Lines Form Keywords: waiting,
On-line Multi-threaded Scheduling
 Departamento de Computación Facultad de Ciencias Exactas y Naturales Universidad de Buenos Aires Tesis de Licenciatura On-line Multi-threaded Scheduling por Marcelo Mydlarz L.U.: 290/93 Director Dr. Esteban
Departamento de Computación Facultad de Ciencias Exactas y Naturales Universidad de Buenos Aires Tesis de Licenciatura On-line Multi-threaded Scheduling por Marcelo Mydlarz L.U.: 290/93 Director Dr. Esteban
ON IMPROVING OPERATIONS SCHEDULING IN ELECTRONICS MANUFACTURING
 ON IMPROVING OPERATIONS SCHEDULING IN ELECTRONICS MANUFACTURING Daryl L. Santos, Ph.D. Systems Science and Industrial Engineering Department Small Scale Systems Integration and Packaging (S 3 IP) A NYS
ON IMPROVING OPERATIONS SCHEDULING IN ELECTRONICS MANUFACTURING Daryl L. Santos, Ph.D. Systems Science and Industrial Engineering Department Small Scale Systems Integration and Packaging (S 3 IP) A NYS
3. Scheduling issues. Common approaches /2. Common approaches /1. Common approaches / /17 UniPD / T. Vardanega 06/03/2017
 Common approaches /2 3. Scheduling issues Weighted round-robin scheduling With basic round-robin All ready jobs are placed in a FIFO queue The job at head of queue is allowed to execute for one time slice
Common approaches /2 3. Scheduling issues Weighted round-robin scheduling With basic round-robin All ready jobs are placed in a FIFO queue The job at head of queue is allowed to execute for one time slice
CELLULAR BASED DISPATCH POLICIES FOR REAL-TIME VEHICLE ROUTING. February 22, Randolph Hall Boontariga Kaseemson
 CELLULAR BASED DISPATCH POLICIES FOR REAL-TIME VEHICLE ROUTING February 22, 2005 Randolph Hall Boontariga Kaseemson Department of Industrial and Systems Engineering University of Southern California Los
CELLULAR BASED DISPATCH POLICIES FOR REAL-TIME VEHICLE ROUTING February 22, 2005 Randolph Hall Boontariga Kaseemson Department of Industrial and Systems Engineering University of Southern California Los
Workload balancing in identical parallel machine scheduling using a mathematical programming method
 International Journal of Computational Intelligence Systems, Vol. 7, Supplement 1 (2014), 58-67 Workload balancing in identical parallel machine scheduling using a mathematical programming method Yassine
International Journal of Computational Intelligence Systems, Vol. 7, Supplement 1 (2014), 58-67 Workload balancing in identical parallel machine scheduling using a mathematical programming method Yassine
Resource Allocation Optimization in Critical Chain Method
 Annales UMCS Informatica AI XII, 1 (2012) 17 29 DOI: 10.2478/v10065-012-0006-2 Resource Allocation Optimization in Critical Chain Method Grzegorz Pawiński 1, Krzysztof Sapiecha 1 1 Department of Computer
Annales UMCS Informatica AI XII, 1 (2012) 17 29 DOI: 10.2478/v10065-012-0006-2 Resource Allocation Optimization in Critical Chain Method Grzegorz Pawiński 1, Krzysztof Sapiecha 1 1 Department of Computer
Citation for published version (APA): Land, M. J. (2004). Workload control in job shops, grasping the tap s.n.
: Land, M. J. (2004). Workload control in job shops, grasping the tap s.n.") University of Groningen Workload control in job shops, grasping the tap Land, Martin IMPORTANT NOTE: You are advised to consult the publisher's version (publisher's PDF) if you wish to cite from it. Please
University of Groningen Workload control in job shops, grasping the tap Land, Martin IMPORTANT NOTE: You are advised to consult the publisher's version (publisher's PDF) if you wish to cite from it. Please
CPU Scheduling. Basic Concepts Scheduling Criteria Scheduling Algorithms. Unix Scheduler
 CPU Scheduling Basic Concepts Scheduling Criteria Scheduling Algorithms FCFS SJF RR Priority Multilevel Queue Multilevel Queue with Feedback Unix Scheduler 1 Scheduling Processes can be in one of several
CPU Scheduling Basic Concepts Scheduling Criteria Scheduling Algorithms FCFS SJF RR Priority Multilevel Queue Multilevel Queue with Feedback Unix Scheduler 1 Scheduling Processes can be in one of several
Sustainable sequencing of N jobs on one machine: a fuzzy approach
 44 Int. J. Services and Operations Management, Vol. 15, No. 1, 2013 Sustainable sequencing of N jobs on one machine: a fuzzy approach Sanjoy Kumar Paul Department of Industrial and Production Engineering,
44 Int. J. Services and Operations Management, Vol. 15, No. 1, 2013 Sustainable sequencing of N jobs on one machine: a fuzzy approach Sanjoy Kumar Paul Department of Industrial and Production Engineering,
Scheduling I. Today. Next Time. ! Introduction to scheduling! Classical algorithms. ! Advanced topics on scheduling
 Scheduling I Today! Introduction to scheduling! Classical algorithms Next Time! Advanced topics on scheduling Scheduling out there! You are the manager of a supermarket (ok, things don t always turn out
Scheduling I Today! Introduction to scheduling! Classical algorithms Next Time! Advanced topics on scheduling Scheduling out there! You are the manager of a supermarket (ok, things don t always turn out
ICMIEE-PI Minimization of Makespan in Flow Shop Scheduling Using Heuristics
 International Conference on Mechanical, Industrial and Energy Engineering 2014 25-26 December, 2014, Khulna, BANGLADESH ICMIEE-PI-14016310 000 Minimization of Makespan in Flow Shop Scheduling Using Heuristics
International Conference on Mechanical, Industrial and Energy Engineering 2014 25-26 December, 2014, Khulna, BANGLADESH ICMIEE-PI-14016310 000 Minimization of Makespan in Flow Shop Scheduling Using Heuristics
SCHEDULING JOBS ON A SINGLE BPM WITH NON-AGREEABLE RELEASE TIME AND DUE DATES TO MINIMIZE MAKESPAN
 1 Abstract Number: 025-1195 SCHEDULING JOBS ON A SINGLE BPM WITH NON-AGREEABLE RELEASE TIME AND DUE DATES TO MINIMIZE MAKESPAN Ganeshkumar Palanichamy WIPRO Technologies Electronic city Bangalore 560 100
1 Abstract Number: 025-1195 SCHEDULING JOBS ON A SINGLE BPM WITH NON-AGREEABLE RELEASE TIME AND DUE DATES TO MINIMIZE MAKESPAN Ganeshkumar Palanichamy WIPRO Technologies Electronic city Bangalore 560 100
Tactical Planning using Heuristics
 Tactical Planning using Heuristics Roman van der Krogt a Leon Aronson a Nico Roos b Cees Witteveen a Jonne Zutt a a Delft University of Technology, Faculty of Information Technology and Systems, P.O. Box
Tactical Planning using Heuristics Roman van der Krogt a Leon Aronson a Nico Roos b Cees Witteveen a Jonne Zutt a a Delft University of Technology, Faculty of Information Technology and Systems, P.O. Box
APPLIED A NEW METHOD FOR MULTI-MODE PROJECT SCHEDULING
 project, project scheduling, resource-constrained project scheduling, project-driven manufacturing, multi-mode, heuristic, branch and bound scheme, make-to-order Iwona PISZ Zbigniew BANASZAK APPLIED A
project, project scheduling, resource-constrained project scheduling, project-driven manufacturing, multi-mode, heuristic, branch and bound scheme, make-to-order Iwona PISZ Zbigniew BANASZAK APPLIED A
This article appeared in a journal published by Elsevier. The attached copy is furnished to the author for internal non-commercial research and
 This article appeared in a journal published by Elsevier. The attached copy is furnished to the author for internal non-commercial research and education use, including for instruction at the authors institution
This article appeared in a journal published by Elsevier. The attached copy is furnished to the author for internal non-commercial research and education use, including for instruction at the authors institution
Priority-Driven Scheduling of Periodic Tasks. Why Focus on Uniprocessor Scheduling?
 Priority-Driven Scheduling of Periodic asks Priority-driven vs. clock-driven scheduling: clock-driven: cyclic schedule executive processor tasks a priori! priority-driven: priority queue processor tasks
Priority-Driven Scheduling of Periodic asks Priority-driven vs. clock-driven scheduling: clock-driven: cyclic schedule executive processor tasks a priori! priority-driven: priority queue processor tasks
Cambridge International AS & A Level Computer Science
 Topic Support Guide Cambridge International AS & A Level Computer Science 9608 For examination from 2017 Topic 4.4.3 Project management PERT and GANTT charts Cambridge International Examinations retains
Topic Support Guide Cambridge International AS & A Level Computer Science 9608 For examination from 2017 Topic 4.4.3 Project management PERT and GANTT charts Cambridge International Examinations retains
Design and Operational Analysis of Tandem AGV Systems
 Proceedings of the 2008 Industrial Engineering Research Conference J. Fowler and S. Mason. eds. Design and Operational Analysis of Tandem AGV Systems Sijie Liu, Tarek Y. ELMekkawy, Sherif A. Fahmy Department
Proceedings of the 2008 Industrial Engineering Research Conference J. Fowler and S. Mason. eds. Design and Operational Analysis of Tandem AGV Systems Sijie Liu, Tarek Y. ELMekkawy, Sherif A. Fahmy Department
Fuzzy bi-criteria scheduling on parallel machines involving weighted flow time and maximum tardiness
 APPLIED & INTERDISCIPLINARY MATHEMATICS RESEARCH ARTICLE Fuzzy bi-criteria scheduling on parallel machines involving weighted flow time and maximum tardiness Received: 18 October 2014 Accepted: 09 February
APPLIED & INTERDISCIPLINARY MATHEMATICS RESEARCH ARTICLE Fuzzy bi-criteria scheduling on parallel machines involving weighted flow time and maximum tardiness Received: 18 October 2014 Accepted: 09 February
ISE480 Sequencing and Scheduling
 ISE480 Sequencing and Scheduling INTRODUCTION ISE480 Sequencing and Scheduling 2012 2013 Spring term What is Scheduling About? Planning (deciding what to do) and scheduling (setting an order and time for
ISE480 Sequencing and Scheduling INTRODUCTION ISE480 Sequencing and Scheduling 2012 2013 Spring term What is Scheduling About? Planning (deciding what to do) and scheduling (setting an order and time for
Advanced Types Of Scheduling
 Advanced Types Of Scheduling In the previous article I discussed about some of the basic types of scheduling algorithms. In this article I will discuss about some other advanced scheduling algorithms.
Advanced Types Of Scheduling In the previous article I discussed about some of the basic types of scheduling algorithms. In this article I will discuss about some other advanced scheduling algorithms.
Solving the FMS Scheduling Problem by Critical Ratio-Based Heuristics and the Genetic Algorithm
 Solving the FMS Scheduling Problem by Critical Ratio-Based Heuristics and the Genetic Algorithm Tsung-Che Chiang and Li-Chen Fu Dept. of Computer Science and Information Engineering, National Taiwan University,
Solving the FMS Scheduling Problem by Critical Ratio-Based Heuristics and the Genetic Algorithm Tsung-Che Chiang and Li-Chen Fu Dept. of Computer Science and Information Engineering, National Taiwan University,
A New Fuzzy Logic Approach to Dynamic Dial-a-Ride Problem
 Proceedings of the 2012 Industrial and Systems Engineering Research Conference G. Lim and J.W. Herrmann, eds. A New Fuzzy Logic Approach to Dynamic Dial-a-Ride Problem Maher Maalouf Industrial & Systems
Proceedings of the 2012 Industrial and Systems Engineering Research Conference G. Lim and J.W. Herrmann, eds. A New Fuzzy Logic Approach to Dynamic Dial-a-Ride Problem Maher Maalouf Industrial & Systems
INTERNATIONAL JOURNAL OF APPLIED ENGINEERING RESEARCH, DINDIGUL Volume 2, No 3, 2011
 Minimization of Total Weighted Tardiness and Makespan for SDST Flow Shop Scheduling using Genetic Algorithm Kumar A. 1 *, Dhingra A. K. 1 1Department of Mechanical Engineering, University Institute of
Minimization of Total Weighted Tardiness and Makespan for SDST Flow Shop Scheduling using Genetic Algorithm Kumar A. 1 *, Dhingra A. K. 1 1Department of Mechanical Engineering, University Institute of
This is a refereed journal and all articles are professionally screened and reviewed
 Advances in Environmental Biology, 6(4): 1400-1411, 2012 ISSN 1995-0756 1400 This is a refereed journal and all articles are professionally screened and reviewed ORIGINAL ARTICLE Joint Production and Economic
Advances in Environmental Biology, 6(4): 1400-1411, 2012 ISSN 1995-0756 1400 This is a refereed journal and all articles are professionally screened and reviewed ORIGINAL ARTICLE Joint Production and Economic
Harold s Hot Dog Stand Part I: Deterministic Process Flows
 The University of Chicago Booth School of Business Harold s Hot Dog Stand Part I: Deterministic Process Flows December 28, 2011 Harold runs a hot dog stand in downtown Chicago. After years of consulting
The University of Chicago Booth School of Business Harold s Hot Dog Stand Part I: Deterministic Process Flows December 28, 2011 Harold runs a hot dog stand in downtown Chicago. After years of consulting
Production Management and Scheduling
 Production Management and Scheduling Meet Your Due Dates Your production process can be simple or complex, time consuming or quick, but one thing remains constant the drive to meet your customer s delivery
Production Management and Scheduling Meet Your Due Dates Your production process can be simple or complex, time consuming or quick, but one thing remains constant the drive to meet your customer s delivery
Project Time Management
 Project Time Management Understand the importance of project schedules and good project time management. Define activities as the basis for developing project schedules. Describe how project managers use
Project Time Management Understand the importance of project schedules and good project time management. Define activities as the basis for developing project schedules. Describe how project managers use
Dynamic Lead Time Based Control Point Policy for Multi Stage Manufacturing Systems
 Dynamic Lead Time ased Control Point Policy for Multi Stage Manufacturing Systems Marcello Colledani (1), Stanley. Gershwin (2) 11 th Conference on Stochastic Models of Manufacturing and Service Operations,
Dynamic Lead Time ased Control Point Policy for Multi Stage Manufacturing Systems Marcello Colledani (1), Stanley. Gershwin (2) 11 th Conference on Stochastic Models of Manufacturing and Service Operations,
Mileage savings from optimization of coordinated trucking 1
 Mileage savings from optimization of coordinated trucking 1 T.P. McDonald Associate Professor Biosystems Engineering Auburn University, Auburn, AL K. Haridass Former Graduate Research Assistant Industrial
Mileage savings from optimization of coordinated trucking 1 T.P. McDonald Associate Professor Biosystems Engineering Auburn University, Auburn, AL K. Haridass Former Graduate Research Assistant Industrial
Storage Allocation and Yard Trucks Scheduling in Container Terminals Using a Genetic Algorithm Approach
 Storage Allocation and Yard Trucks Scheduling in Container Terminals Using a Genetic Algorithm Approach Z.X. Wang, Felix T.S. Chan, and S.H. Chung Abstract Storage allocation and yard trucks scheduling
Storage Allocation and Yard Trucks Scheduling in Container Terminals Using a Genetic Algorithm Approach Z.X. Wang, Felix T.S. Chan, and S.H. Chung Abstract Storage allocation and yard trucks scheduling
Journal of Global Research in Computer Science
 Volume 2, No. 5, May 211 Journal of Global Research in Computer Science RESEARCH PAPER Available Online at www.jgrcs.info Weighted Mean Priority Based Scheduling for Interactive Systems H.S.Behera *1,
Volume 2, No. 5, May 211 Journal of Global Research in Computer Science RESEARCH PAPER Available Online at www.jgrcs.info Weighted Mean Priority Based Scheduling for Interactive Systems H.S.Behera *1,
IST 302 : Project Time Management
 IST 302 : Project Time Management Developing quality schedules is important. 1 Schedule issues are the main reason for conflicts on projects There are five core project time management process groups.
IST 302 : Project Time Management Developing quality schedules is important. 1 Schedule issues are the main reason for conflicts on projects There are five core project time management process groups.
December 25, 2017 CHAPTER 4 SUPPORTING PLANNING AND CONTROL: A CASE EXAMPLE
 December 25, 17 CHAPTER 4 SUPPORTING PLANNING AND CONTROL: A CASE EXAMPLE Chapter Outline 4.1 Background What was the cause of the desperation that lead to the development of the Program Evaluation and
December 25, 17 CHAPTER 4 SUPPORTING PLANNING AND CONTROL: A CASE EXAMPLE Chapter Outline 4.1 Background What was the cause of the desperation that lead to the development of the Program Evaluation and
Getting out of a (strawberry) jam: An Introduction to Supply Chain Analysis
 jam: An Introduction to Supply Chain Analysis") Getting out of a (strawberry) jam: An Introduction to Supply Chain Analysis Heng-Soon Gan Melbourne Operations Research The University of Melbourne VIC 3010, Australia h.gan@ms.unimelb.edu.au Kwanniti
Getting out of a (strawberry) jam: An Introduction to Supply Chain Analysis Heng-Soon Gan Melbourne Operations Research The University of Melbourne VIC 3010, Australia h.gan@ms.unimelb.edu.au Kwanniti
Principles of Operating Systems
 Principles of Operating Systems Lecture 9-10 - CPU Scheduling Ardalan Amiri Sani (ardalan@uci.edu) [lecture slides contains some content adapted from previous slides by Prof. Nalini Venkatasubramanian,
Principles of Operating Systems Lecture 9-10 - CPU Scheduling Ardalan Amiri Sani (ardalan@uci.edu) [lecture slides contains some content adapted from previous slides by Prof. Nalini Venkatasubramanian,
Techniques of Operations Research
 Techniques of Operations Research C HAPTER 2 2.1 INTRODUCTION The term, Operations Research was first coined in 1940 by McClosky and Trefthen in a small town called Bowdsey of the United Kingdom. This
Techniques of Operations Research C HAPTER 2 2.1 INTRODUCTION The term, Operations Research was first coined in 1940 by McClosky and Trefthen in a small town called Bowdsey of the United Kingdom. This
Perspective Study on task scheduling in computational grid
 Perspective Study on task scheduling in computational grid R. Venkatesan, J. Raj Thilak Abstract Grid computing is a form of distributed computing and task scheduling remains the heart of grid computing.
Perspective Study on task scheduling in computational grid R. Venkatesan, J. Raj Thilak Abstract Grid computing is a form of distributed computing and task scheduling remains the heart of grid computing.
Resource-Constrained Multi-Project Scheduling with Resource Moving Time for Construction Projects in Vietnam
 First International Conference on Construction In Developing Countries (ICCIDC I) Advancing and Integrating Construction Education, Research & Practice August 4-5, 2008, Karachi,, Pakistan Resource-Constrained
First International Conference on Construction In Developing Countries (ICCIDC I) Advancing and Integrating Construction Education, Research & Practice August 4-5, 2008, Karachi,, Pakistan Resource-Constrained
Topic # 12. CIS Project Management: an overview
 Topic # 12 CIS Project Management: an overview Project Planning Major Activities during Project Planning: 1) describing project scope, alternatives, and feasibility; 2) dividing the project into manageable
Topic # 12 CIS Project Management: an overview Project Planning Major Activities during Project Planning: 1) describing project scope, alternatives, and feasibility; 2) dividing the project into manageable
Journal of Global Research in Computer Science PREMATURE CONVERGENCE AND GENETIC ALGORITHM UNDER OPERATING SYSTEM PROCESS SCHEDULING PROBLEM
 Volume, No. 5, December 00 Journal of Global Research in Computer Science RESEARCH PAPER Available Online at www.jgrcs.info PREMATURE CONVERGENCE AND GENETIC ALGORITHM UNDER OPERATING SYSTEM PROCESS SCHEDULING
Volume, No. 5, December 00 Journal of Global Research in Computer Science RESEARCH PAPER Available Online at www.jgrcs.info PREMATURE CONVERGENCE AND GENETIC ALGORITHM UNDER OPERATING SYSTEM PROCESS SCHEDULING
DISPATCHING TRANSPORT VEHICLES IN MARITIME CONTAINER TERMINALS
 DISPATCHING TRANSPORT VEHICLES IN MARITIME CONTAINER TERMINALS by Pyung-Hoi Koo Department of Systems Management and Engineering, Pukyong National University, Busan, Korea Yongsoro 45, Namgu, Busan, South
DISPATCHING TRANSPORT VEHICLES IN MARITIME CONTAINER TERMINALS by Pyung-Hoi Koo Department of Systems Management and Engineering, Pukyong National University, Busan, Korea Yongsoro 45, Namgu, Busan, South
MINIMIZING MEAN COMPLETION TIME IN FLOWSHOPS WITH RANDOM PROCESSING TIMES
 8 th International Conference of Modeling and Simulation - MOSIM 0 - May 0-, 00 - Hammamet - Tunisia Evaluation and optimization of innovative production systems of goods and services MINIMIZING MEAN COMPLETION
8 th International Conference of Modeling and Simulation - MOSIM 0 - May 0-, 00 - Hammamet - Tunisia Evaluation and optimization of innovative production systems of goods and services MINIMIZING MEAN COMPLETION
Multi-Stage Control and Scheduling
 SMA 6304 M2 Factory Planning and Scheduling Multi-Stage Control and Scheduling Stanley B. Gershwin November 15 and 20, 2001 Copyright c 2000 Stanley B. Gershwin. All rights reserved. Definitions Events
SMA 6304 M2 Factory Planning and Scheduling Multi-Stage Control and Scheduling Stanley B. Gershwin November 15 and 20, 2001 Copyright c 2000 Stanley B. Gershwin. All rights reserved. Definitions Events
OPTIMIZING THE REARRANGEMENT PROCESS IN A DEDICATED WAREHOUSE
 OPTIMIZING THE REARRANGEMENT PROCESS IN A DEDICATED WAREHOUSE Hector J. Carlo German E. Giraldo Industrial Engineering Department, University of Puerto Rico Mayagüez, Call Box 9000, Mayagüez, PR 00681
OPTIMIZING THE REARRANGEMENT PROCESS IN A DEDICATED WAREHOUSE Hector J. Carlo German E. Giraldo Industrial Engineering Department, University of Puerto Rico Mayagüez, Call Box 9000, Mayagüez, PR 00681
Single Machine Scheduling with Interfering Job Sets
 Multidisciplinary International Conference on Scheduling : Theory and Applications (MISTA 009) 0- August 009, Dublin, Ireland MISTA 009 Single Machine Scheduling with Interfering Job Sets Ketan Khowala,
Multidisciplinary International Conference on Scheduling : Theory and Applications (MISTA 009) 0- August 009, Dublin, Ireland MISTA 009 Single Machine Scheduling with Interfering Job Sets Ketan Khowala,
OPTIMAL ALLOCATION OF WORK IN A TWO-STEP PRODUCTION PROCESS USING CIRCULATING PALLETS. Arne Thesen
 Arne Thesen: Optimal allocation of work... /3/98 :5 PM Page OPTIMAL ALLOCATION OF WORK IN A TWO-STEP PRODUCTION PROCESS USING CIRCULATING PALLETS. Arne Thesen Department of Industrial Engineering, University
Arne Thesen: Optimal allocation of work... /3/98 :5 PM Page OPTIMAL ALLOCATION OF WORK IN A TWO-STEP PRODUCTION PROCESS USING CIRCULATING PALLETS. Arne Thesen Department of Industrial Engineering, University
JUST IN TIME (JIT), LEAN, AND TOYOTA PRODUCTION SYSTEM (TPS)
, LEAN, AND TOYOTA PRODUCTION SYSTEM (TPS)") JUST IN TIME (JIT), LEAN, AND TOYOTA PRODUCTION SYSTEM (TPS) Dr. Mahmoud Abbas Mahmoud Al-Naimi Assistant Professor Industrial Engineering Branch Department of Production Engineering and Metallurgy University
JUST IN TIME (JIT), LEAN, AND TOYOTA PRODUCTION SYSTEM (TPS) Dr. Mahmoud Abbas Mahmoud Al-Naimi Assistant Professor Industrial Engineering Branch Department of Production Engineering and Metallurgy University
Project Management. Learning Objectives. What are Projects? Dr. Richard Jerz. Describe or Explain:
 Project Management Dr. Richard Jerz 1 Learning Objectives Describe or Explain: What are projects The role of the project manager Work breakdown structure Project management tools (Gantt, PERT, & CPM) The
Project Management Dr. Richard Jerz 1 Learning Objectives Describe or Explain: What are projects The role of the project manager Work breakdown structure Project management tools (Gantt, PERT, & CPM) The
Planning & Scheduling
 Planning & Scheduling Dr. Nabil I. El Sawalhi Assistant Professor of Construction Management Chapter 3 1 Planning Successful Project Management depends on continues planning. The activities of Designers,
Planning & Scheduling Dr. Nabil I. El Sawalhi Assistant Professor of Construction Management Chapter 3 1 Planning Successful Project Management depends on continues planning. The activities of Designers,
AUTOSCHED TUTORIAL. Bill Lindler. AutoSimulations 655 E. Medical Drive Bountiful, Utah 84010, U.S.A.
 AUTOSCHED TUTORIAL Bill Lindler AutoSimulations 655 E. Medical Drive Bountiful, Utah 84010, U.S.A. ABSTRACT The AutoSched TM finite capacity planning and scheduling tool helps you increase throughput,
AUTOSCHED TUTORIAL Bill Lindler AutoSimulations 655 E. Medical Drive Bountiful, Utah 84010, U.S.A. ABSTRACT The AutoSched TM finite capacity planning and scheduling tool helps you increase throughput,
TRAIN MAINTENANCE JEREMY LIM & HAO MAO. IEOR E4405 Production Scheduling, Spring 2017
 TRAIN MAINTENANCE JEREMY LIM & HAO MAO IEOR E445 Production Scheduling, Spring 7 OVERVIEW. We are investigating the scheduling of periodic, planned maintenance works on operating subway trains, using a
TRAIN MAINTENANCE JEREMY LIM & HAO MAO IEOR E445 Production Scheduling, Spring 7 OVERVIEW. We are investigating the scheduling of periodic, planned maintenance works on operating subway trains, using a
Dispatching for order-driven FABs with backward pegging
 PRODUCTION & MANUFACTURING RESEARCH ARTICLE Dispatching for order-driven FABs with backward pegging Yong H. Chung 1, S. Lee 1 and Sang C. Park 1 * Received: 17 May 2016 Accepted: 04 August 2016 First Published:
PRODUCTION & MANUFACTURING RESEARCH ARTICLE Dispatching for order-driven FABs with backward pegging Yong H. Chung 1, S. Lee 1 and Sang C. Park 1 * Received: 17 May 2016 Accepted: 04 August 2016 First Published:
Allocating work in process in a multiple-product CONWIP system with lost sales
 Allocating work in process in a multiple-product CONWIP system with lost sales S. M. Ryan* and J. Vorasayan Department of Industrial & Manufacturing Systems Engineering Iowa State University *Corresponding
Allocating work in process in a multiple-product CONWIP system with lost sales S. M. Ryan* and J. Vorasayan Department of Industrial & Manufacturing Systems Engineering Iowa State University *Corresponding
Lecture 11: CPU Scheduling
 CS 422/522 Design & Implementation of Operating Systems Lecture 11: CPU Scheduling Zhong Shao Dept. of Computer Science Yale University Acknowledgement: some slides are taken from previous versions of
CS 422/522 Design & Implementation of Operating Systems Lecture 11: CPU Scheduling Zhong Shao Dept. of Computer Science Yale University Acknowledgement: some slides are taken from previous versions of
Resource Allocation Strategies in a 2-level Hierarchical Grid System
 st Annual Simulation Symposium Resource Allocation Strategies in a -level Hierarchical Grid System Stylianos Zikos and Helen D. Karatza Department of Informatics Aristotle University of Thessaloniki 5
st Annual Simulation Symposium Resource Allocation Strategies in a -level Hierarchical Grid System Stylianos Zikos and Helen D. Karatza Department of Informatics Aristotle University of Thessaloniki 5
Queuing Theory 1.1 Introduction
 Queuing Theory 1.1 Introduction A common situation occurring in everyday life is that of queuing or waiting in a line. Queues (waiting lines) are usually seen at bus stop, ticket booths, doctor s clinics,
Queuing Theory 1.1 Introduction A common situation occurring in everyday life is that of queuing or waiting in a line. Queues (waiting lines) are usually seen at bus stop, ticket booths, doctor s clinics,