Factory Audit Manual
|
|
|
- Cameron Goodwin
- 5 years ago
- Views:
Transcription

1 REPORT NUMBER: COQ-008a ORIGINAL ISSUE DATE: August 22, 2016 LAST REVISION DATE: ORIGINAL Factory Audit Manual EVALUATION CENTER Intertek Testing Services NA Ltd Brigantine Drive Coquitlam, BC V3K 7C1 Canada RENDERED TO R-STUD, LLC SW 68 AVENUE LAKE OSWEGO, OREGON USA PRODUCT EVALUATED R-Stud Galvanized Steel Studs AUDIT PROGRAM Intertek Certification * CCRR The Client is solely responsible for implementing and maintaining the Quality Control Program and maintaining product compliance with the applicable requirements of the above mentioned programs. This report is for the exclusive use of Intertek's Client and is provided pursuant to the agreement between Intertek and its Client. Intertek's responsibility and liability are limited to the terms and conditions of the agreement. Intertek assumes no liability to any party, other than to the Client in accordance with the agreement, for any loss, expense or damage occasioned by the use of this report. Only the Client is authorized to copy or distribute this report and then only in its entirety. Any use of the Intertek name or one of its marks for the sale or advertisement of the tested material, product or service must first be approved in writing by Intertek. The observations in this report are relevant only to the site visit as identified above. This report by itself does not imply that the material, product, or service is or has ever been under an Intertek certification program. Further, Intertek does not assume responsibility for the Client s Quality Control Program and Intertek does not operate any Quality Control Program on behalf of the Client. 1
2 COQ-008a Page 2 of 51 Table of Contents 1 General Information PRODUCT DESCRIPTION MANUFACTURER'S INFORMATION QUALITY CONTROL PERSONNEL Incoming Materials APPROVED MATERIALS SUPPLIERS AND SPECIFICATIONS FORMULATION AND/OR ASSEMBLY SPECIFICATIONS QUALITY CONTROL FOR INCOMING MATERIALS Manufacturing Process PRODUCTION FLOWCHART DESCRIPTION OF PRODUCTION METHODS AND CONTROLS QUALITY CONTROL DURING MANUFACTURE Finished Products FINISHED PRODUCT SPECIFICATIONS QUALITY CONTROL ON FINISHED PRODUCTS EVALUATION OF UNLISTED COMPONENTS PACKAGING AND STORAGE OF FINISHED PRODUCTS Disposition of Non-Conforming Materials POLICY AND PROCEDURE COMPLAINTS PROCEDURE Measuring and Test Equipment STANDARDIZATION OF QUALITY CONTROL EQUIPMENT EQUIPMENT AND PRODUCTION LINES MANUFACTURING & QUALITY CONTROL EQUIPMENT Labeling, Traceability, and Records POLICY OF TRACEABLE LABEL AND RECORDS DESCRIPTION OF LABEL AND TRACEABILITY Policies and Instructions for Third-Party Certification PERIODIC THIRD-PARTY TESTING AUTHORIZED LISTING MARK FAM REVISIONS & MANAGEMENT REVIEWS FACTORY AUDIT INSPECTIONS Inspection Frequency Inspection Results and Discrepancies THIRD PARTY QUALITY CONTROL AND FOLLOW-UP Certification Body and Inspection Agency Policy Product Requirements MODEL BUILDING CODE REQUIREMENTS Building Code Reports Investigation and Response To Field Complaints Inspection By Code Groups Building Code Reports APPENDIX A APPENDIX B APPENDIX C APPENDIX D REVISION SUMMARY and LAST PAGE... 51
3 1 General Information 1.1 PRODUCT DESCRIPTION R-Stud, LLC Date: August 22, COQ-008a Page 3 of 51 R-Stud galvanized steel studs are non-structural steel studs manufactured in dimensions detailed in the following table. The steel studs are manufactured individually through custom machinery using purchased galvanized steel sheets in rolls. R-Stud Product (ga.) Web (in.) Leg (in.) Lip (in.) Bends /8 to 6, ±1/32 1-1/4, 1-3/8, 1-5/8, ±1/32 1/4, 3/8, ½, ±1/16 R-Track Product (ga.) Web (in.) Leg (in.) Bends /8 to 6, ±1/32 1-3/16, ±1/16 Web to leg: 90 Detailed product drawings can be found in Appendix B of this Factory Audit Manual. 1.2 MANUFACTURER'S INFORMATION Web to leg: 90 Leg to lip: 90 ±3 Owner/Listee of Product and Listing Manufacturing Plant (If Different from Owner/Listee) Company Name: R-Stud, LLC GK Machine Inc. Address: SW 65 Avenue Lake Oswego, OR, USA NE Donald Road Donald, OR, USA Contact Person: Patrick Lucas Mike Mader Tel: Fax: patrick@rstud.com mike@gkmachine.com Hrs of Operation: QUALITY CONTROL PERSONNEL Quality duties such as record keeping, acceptance or rejection of raw materials and finished products are kept by Mike Mader of GK Machine, Inc.
4 COQ-008a Page 4 of 51
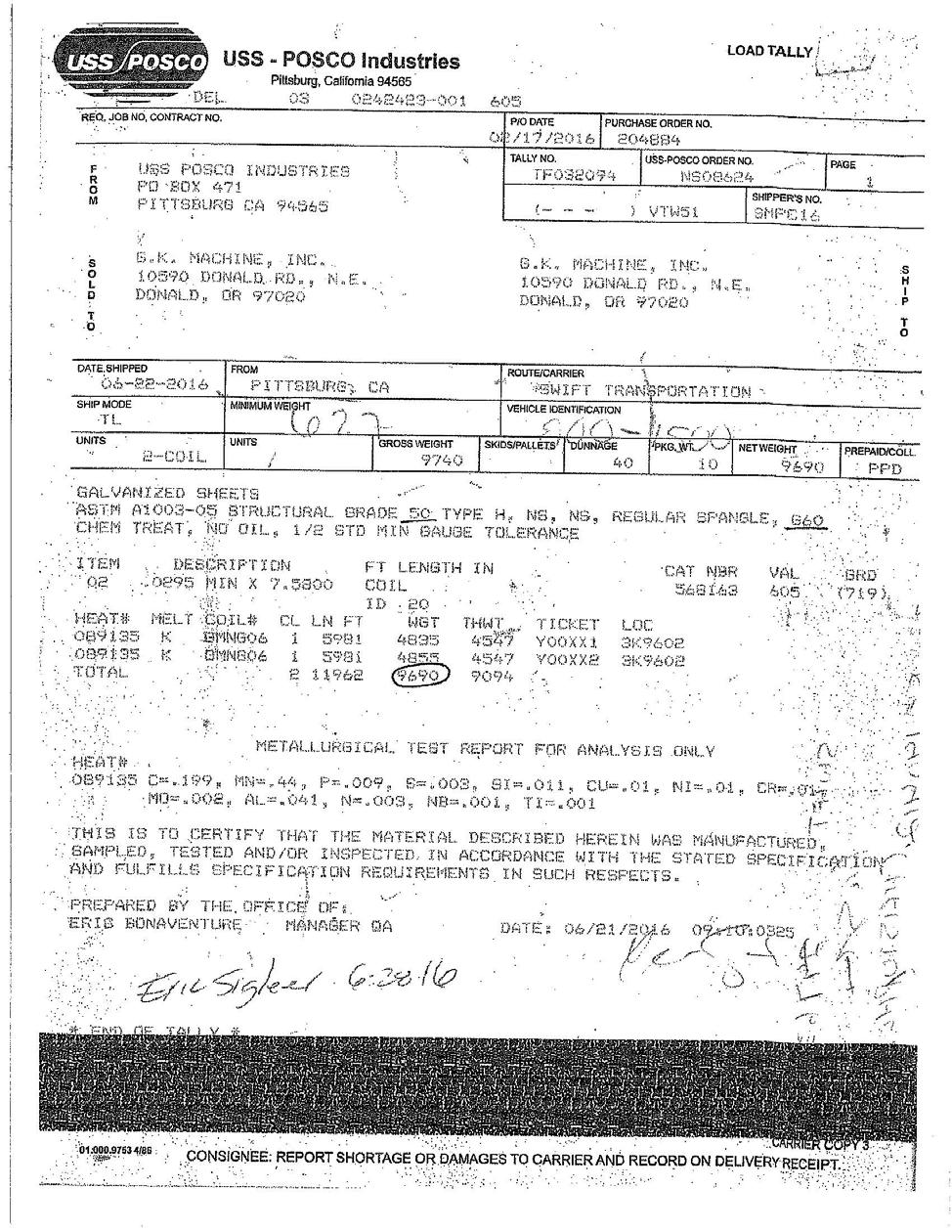
5 COQ-008a Page 5 of 51 2 Incoming Materials 2.1 APPROVED MATERIALS SUPPLIERS AND SPECIFICATIONS Material mil Galvanized Steel Coil Supplier(s) name and plant address Various Specification / Grade ASTM A Structural Grade 50 Type H Chemical composition see Appendix C 2.2 FORMULATION AND/OR ASSEMBLY SPECIFICATIONS The finished product is manufactured using the steel coil specified in Section 2.1 following the specifications in Sections 3 and QUALITY CONTROL FOR INCOMING MATERIALS Material/Property/Process Test Frequency Test Procedure Specification/Tolerance ASTM A Structural Grade 50 Type H Every shipment Packing Slips Steel Coil Chemical composition see Appendix C Every shipment Visual Inspection Must be free of all defects
6 COQ-008a Page 6 of 51 3 Manufacturing Process 3.1 PRODUCTION FLOWCHART Return nonconforming materials Receive materials listed in Section 2.1 Examine packing list, match specification, scan documentation to record Incoming material accepted and stored Forming machine adjusted to spec Sheet steel coil loaded on the roller Work order issued Test run(s) Visually check straightness and use go/no-go gauges on test run products Readjust machine if test run product is not acceptable; scrap test run product Manually load finished studs on construction wood Test run product OK; start automated forming process Studs bundled and packaged as shown in Section 4.4 Bundles are stored in warehouse Products are shipped out as sold products

7 COQ-008a Page 7 of DESCRIPTION OF PRODUCTION METHODS AND CONTROLS Raw material is shipped to the manufacturing location in the form of sheet coil rolls. The receiver checks the material in accordance with the packing list, which contains material specification, grade, heat number and dimensions. Non-conforming materials are returned to the supplier, whereas conforming material is received and stored. Each packing list is scanned and stored electronically in GK Machine s management software. Sheet coil rolls are loaded on the spool roller; packaging restraints on the rolls are cut and removed. Sheet steel is fed into the pre-former like scotch tape. During this process, the operator adjusts the orientation of the sheet steel to maintain straightness. The conveyor draws the sheet into the pre-former, where the die-cutter cuts through the sheet in the shape depicted on the bottom right corner of the photograph below. It is in the shape of two Y s joined together. The machine makes 3 cuts per punch and then the length is moved to the shape former next where the die forms the flanges and embossing. The length then gets carried into the 90-deg former through a conveyor belt for about 6 ft. As the steel is fed into the former, the pairs of disks are oriented at an angle preset by the operator. There are multiple pairs of disks that can freely rotate, with adjustable angles of orientation. As the length progresses, the orientation angle gradually approaches 90 degrees, so that the leg and the web are formed through a gradual bending process eventually becoming 90 degrees. From the beginning until this point, the operator controls the machine speeds manually. The operator receives the first finished product after this stage and checks the straightness of the test-run product visually. The operator completes checks on the dimensions of the lip, the leg and the web by go/no-go gauges. The operator will then adjust the orientation of the disks with tools if there are lack of straightness or incorrect dimensions detected. The operator then repeats this process to examine additional finished products, until the straightness and dimensions are achieved within tolerance. The operator then starts the machine which will automate the process described above and mass produce the studs. Finished studs are loaded to packing station manually. Each time the machine is stopped to make different stud sizes, or at the end of each shift, or reload raw material or after machinery maintenance, the operator will repeat the check process before automating mass production. Any rejected material will be scrapped. The finished studs are then placed on construction wood, bundled and packaged and relocated to storage area for shipping as depicted in Section 4.4.
8 COQ-008a Page 8 of QUALITY CONTROL DURING MANUFACTURE R-Studs are only subject to visual inspections during manufacturing. The operator is responsible for the following visual checks: Correct steel coil roll is loaded in accordance to work order; Squareness of the steel coil roll fed into the pre-former Any wrinkles caused by the pre-former; Proper cutting, embossing and flanging are engaged by the pre-former
 Bends 16 18 20 24 3-5/8 to 6, ±1/32 1-1/4, 1-3/8, 1-5/8, ±1/32 1/4, 3/8, ½, ±1/16 R-Track Product (ga.) Web (in.) Leg (in.")
9 COQ-008a Page 9 of 51 4 Finished Products 4.1 FINISHED PRODUCT SPECIFICATIONS R-Stud Product (ga.) Web (in.) Leg (in.) Lip (in.) Bends /8 to 6, ±1/32 1-1/4, 1-3/8, 1-5/8, ±1/32 1/4, 3/8, ½, ±1/16 R-Track Product (ga.) Web (in.) Leg (in.) Bends /8 to 6, ±1/32 1-3/16, ±1/16 Web to leg: 90 Detailed product drawings can be found in Appendix B of this Factory Audit Manual. Web to leg: 90 Leg to lip: 90 ±3 4.2 QUALITY CONTROL ON FINISHED PRODUCTS Material/Property/Process Test Frequency Test Procedure Specification/Tolerance Dimensions Every initial set-up (in-between shifts) or, Every coil change Go/no-go gauge Dimensions must fit in gogauge and reject no-gogauge Straightness Visual No bow or twist present Go/no-go gauges 4.3 EVALUATION OF UNLISTED COMPONENTS There are currently no unlisted components used in manufacturing of the products.

10 COQ-008a Page 10 of PACKAGING AND STORAGE OF FINISHED PRODUCTS R-Stud galvanized steel studs are bundled and packaged on wood pallets. Finished products are stored indoors until scheduled shipments.
11 COQ-008a Page 11 of 51 5 Disposition of Non-Conforming Materials 5.1 POLICY AND PROCEDURE All products found to be non-conforming to the specifications defined in Sections 3 through 6 of this document will be segregated and clearly marked as non-conforming. The following procedure is in place to investigate the cause of non-conformances, fix the problem, and to re-evaluate materials before they are released as certified products: Non-conforming raw materials are returned to vendors Non-conforming finished products are scrapped Non-conformance procedure document can be found in Appendix C. 5.2 COMPLAINTS PROCEDURE Complaints received are routed to the Sales Department and are investigated and the appropriate action taken. If the complaint is regarding a non-conformance, the complaint procedure is followed. Complaints are documented in Docuware.

12 COQ-008a Page 12 of 51 6 Measuring and Test Equipment 6.1 STANDARDIZATION OF QUALITY CONTROL EQUIPMENT All measuring equipment used in the manufacturing and testing processes is calibrated and traceable to national standards, by means of an accredited outside calibration provider, or documented in-house procedures approved by Intertek. 6.2 EQUIPMENT AND PRODUCTION LINES There is currently one production line composed of roller-mandrel and custom built R-Stud steel stud forming machine. The roller-mandrel is used to house the steel coil. The stud-forming machine cuts, dies and forms the steel studs. 6.3 MANUFACTURING & QUALITY CONTROL EQUIPMENT Instrument Make Model Range Various go/no-go gauges Frequency of Calibration Custom Custom N/A Annually Calibration Provider or Procedure In-house, new gauges machined annually
13 COQ-008a Page 13 of 51 7 Labeling, Traceability, and Records 7.1 POLICY OF TRACEABLE LABEL AND RECORDS For each procedure defined in Sections 3 8 of this document, Quality Control Forms, Checklists, and Reports exist to record that all the specifications are met. Mike Mader checks all records, and records are kept for at least 3 years. This requirement includes third-party inspection reports. The product label contains information to track the product back to the specific records covering the production and quality control of that production lot. 7.2 DESCRIPTION OF LABEL AND TRACEABILITY The R-Stud galvanized steel studs are labeled with the following information through direct print and label print out attached to bundle: Manufactured date Work order number Heat number ETL mark CCRR number Work order and heat numbers are recorded on all production records and are used for traceability purposes.
14 COQ-008a Page 14 of 51 8 Policies and Instructions for Third-Party Certification 8.1 PERIODIC THIRD-PARTY TESTING No periodic third-party testing is required at this time. 8.2 AUTHORIZED LISTING MARK The Intertek Certification Mark(s), also known as Labels, referenced in this document on the following page(s), is (are) the only one(s) licensed to be applied to the Intertek Certified Product. The Intertek Certification Mark(s) may be applied as a label, as a rubber stamp, or as an imprint on the packaging on the Intertek Certified Product produced at the client s facility. The Intertek Certification Mark should be applied either to packaging containing the Intertek Certified Product or onto the surface of Intertek Certified Product. Intertek Certification Marks should be tamper proof to prevent removal from the surface, without being noticed, to which it is originally attached. Each Intertek Certification Mark and its method of use remain the copyrighted property of Intertek, in accordance with the Certification Agreement Contract. Any use of the Intertek Certification Marks shall be in accordance with provisions set forth by Intertek. The client shall be responsible for obtaining the Intertek Certification Marks and maintaining the appropriate control over them. When labels or labeling devices are used, they shall be kept in a secure area. Products to be labeled shall successfully pass scrutiny of Quality Control personnel, who shall determine that the product complies with the specifications stated in this Factory Audit Manual prior to applying the Intertek Certification Mark. 8.3 FAM REVISIONS & MANAGEMENT REVIEWS Some approval agencies, evaluation services, regulatory agencies and accreditation bodies require that an annual review of Factory Audit Manuals be conducted. This review is based upon the unannounced audits that are conducted by our Inspector, information forwarded by the client for evaluation, and comparison of the Product(s) report issued by the approval agencies, evaluation services, regulatory agencies and accreditation bodies. This Factory Audit Manual shall be reviewed at planned intervals not to exceed 12 months, and a record of revisions shall be maintained. The manufacturer shall maintain a review log, similar to that found in Appendix D, at the facility as evidence that management reviews are being performed at least annually. Any change to a process or material or any information contained in the Factory Audit Manual must be reported to Intertek in writing. No change to a process or material is to be made without the express written consent of Intertek. Change in the company name and change of location are also required to be reported before manufacturing Product(s). Intertek accepts changes to a Product(s) based on an additional test program or product evaluations or both. Any change to a Product(s) that is desired (such as substituting a raw material, changing its appearance, altering a component, simplifying the manufacturing process or improving the Product(s)) must observe the following procedure: 1. Notify Intertek in writing to request an evaluation of the proposed changes. Include a clear description and detailed drawings, if required, showing exactly what is involved, and state reason(s) for the requested changes (modifications).
15 COQ-008a Page 15 of After the evaluation, Intertek will, or will not, require additional testing. If additional testing is required, the client will pay for all costs. These costs include, but are not limited to, sample acquisition, preparation, testing and revision to the Factory Audit Manual. 3. Intertek will accept all changes that comply with the requirements in this Factory Audit Manual or the additional testing. The client shall proceed with the changes only after written authorization is received from Intertek. If changes accepted by Intertek require a Revision to the Factory Audit Manual, then the proposed changes shall be incorporated and the Revision distributed to the holders. A record of revisions will be maintained as a Revision Summary in the Factory Audit Manual. 8.4 FACTORY AUDIT INSPECTIONS Inspection Frequency The Inspections shall occur four times per year. All Inspections shall be on an unannounced basis. This shall remain constant unless discrepancies are noted which, in the opinion of Intertek s Inspector, give reasonable doubt as to the Product s ability to meet the test requirements. Should these doubts arise, additional Inspections may be deemed necessary Inspection Results and Discrepancies Inspection Report Form At the completion of the Factory Audit Inspection, the inspector will complete an Intertek Periodic Inspection Form. The completed form will show the date and time of the Inspection, the company and product Inspected, and the results of the inspection. If no discrepancies were found, the inspector will so note on the form and deliver it to the appropriate designee of the manufacturer. The original form shall be forwarded to Intertek s Certification Department for inclusion in the client's records. A copy will be given to the client. Minor Inspection Discrepancy Upon the discovery of a (minor) discrepancy which, in the opinion of our Inspector, is not likely to affect the quality of the finished product, the Inspector shall note said discrepancy on the Variance Report Form. The client or their designee shall be requested to notify, in writing, our office in Arlington Heights, IL of the methods used to correct the discrepancy. If the discrepancy is insignificant in the opinion of Intertek, then the Factory Audit Manual may be up-dated to include such discrepancy as normal and meeting the qualification requirements. Major Inspection Discrepancy Should our Inspector discover a discrepancy which is felt to be severe (major) and likely to affect the manufacture of a product which meets the minimum requirements set forth in this document, the Inspector shall do the following: (1) Immediately notify, by telephone, Intertek office in Arlington Heights, IL. (2) Our client shall be notified to stop production or cease use of the applicable Mark on the Product(s). When the major discrepancy has been corrected to the satisfaction of Intertek, the Product(s) will be re-instated and the applicable Mark again applied to the product. Major discrepancies shall be resolved by re-testing or reverting to the Factory Audit Manual requirements. All products manufactured during the major discrepancy period are unqualified for the applicable Mark.
16 COQ-008a Page 16 of THIRD PARTY QUALITY CONTROL AND FOLLOW-UP Certification Body and Inspection Agency Inspection services are being provided on a routine unannounced basis by Intertek, which is recognized to comply with ISO Intertek has been recognized by various approval agencies, evaluation services, regulatory agencies, and accreditation bodies as a qualified independent third party inspection agency. The Certification Department, which is recognized to comply with ISO 17065, gives due notice of any changes it intends to make in the program requirements in writing to all clients. Before making any changes, the Certification Department makes public its intent to change the program and takes into account the views expressed by interested parties before deciding on the precise form and effective date of the changes. Views of interested parties are not solicited for changes that are imposed through regulatory requirements. However, notice is given regarding these changes. Following a decision on, and publication of, the changed requirements, the Certification Department verifies that each client makes any necessary adjustments within such time as, in the opinion of the Certification Department or regulatory authority, is reasonable. Intertek approvals, recognition and accreditation certificates are posted or accessible at Policy It is the client s policy, to strive at all times to produce a consistent, quality Product(s). The Quality Control procedures shall be administered carefully and consistently, to ensure that the routine production is in accordance with this Factory Audit Manual. This helps to ensure that the performance criteria, which qualified the Product(s) are still being met. The Product(s) manufactured will have no defects that will compromise product performance or safety. To provide additional assurances that the quality goals are being met, the client has retained Intertek to be an independent Inspector for their Product(s) Product Requirements Product(s) manufactured under this Factory Audit Manual shall conform to the material and dimensional specification of the unit(s) tested and described herein or as subsequently approved through the updating procedure called a Revision. It is the client s responsibility to maintain a program of production, inspection, and Quality Control to assure compliance of the Product(s) with Intertek s requirements stated herein. The client shall notify Intertek in the event that production of the Product(s) ceases due to equipment or raw material problems, which could affect the quality of the Product(s). Occurrences which are a normal part of business operations (such as routine maintenance, service, and shipping delays) are not required to be reported. 8.6 MODEL BUILDING CODE REQUIREMENTS Building Code Reports Model Building Code names or report numbers will only be used on Product(s) in compliance with the published Model Building Code report Investigation and ResponseTo Field Complaints When the client gains recognition of the Product(s) through a Type Approval issued by the USCG or ABS,
17 COQ-008a Page 17 of 51 or a Model Building Code Report, the client agrees to promptly investigate and respond to that Model Building Code Group or building official when apprised by those parties of complaints concerning product performance Inspection By Code Groups When the client gains recognition of the Product(s) through a Model Building Code Report, the client agrees to allow Model Building Code group to examine the records and manufacture of any Product(s). This examination can take place at distribution points or manufacturing plant(s) or both. Individuals employed or retained by Model Building Code groups to inspect performance and determine conformance with the Model Building Code Report shall perform such examination Building Code Reports The manufacturer will notify the approval agency, regulatory body, code official accreditation service, and other applicable model code groups, in writing if the product changes from what was originally recognized in a report. Many Model Building Code groups and Fire Marshals require any organization, which was notified of the installation of this Product(s), to be informed in writing of the occurrence of any of the following: Cancellation of the Program Unresolved major discrepancies found during Quality Control Inspections (within 10 days) Inspections not conducted as required
18 COQ-008a Page 18 of 51 APPENDIX A SIGNATURES
19
20 COQ-008a Page 20 of 51 APPENDIX B SIGNATURES
21 COQ-008a Page 21 of 51
22 COQ-008a Page 22 of 51
23 COQ-008a Page 23 of 51
24 COQ-008a Page 24 of 51
25 COQ-008a Page 25 of 51
26 COQ-008a Page 26 of 51 APPENDIX C QUALITY CONTROL FORMS & PROCEDURES

27 COQ-008a Page 27 of 51

28 COQ-008a Page 28 of 51
29 COQ-008a Page 29 of 51
30 COQ-008a Page 30 of 51
31 COQ-008a Page 31 of 51
32 COQ-008a Page 32 of 51
33 COQ-008a Page 33 of 51
34 COQ-008a Page 34 of 51
35 COQ-008a Page 35 of 51
36 COQ-008a Page 36 of 51
37 COQ-008a Page 37 of 51
38 COQ-008a Page 38 of 51
39 COQ-008a Page 39 of 51
40 COQ-008a Page 40 of 51
41 COQ-008a Page 41 of 51
42 COQ-008a Page 42 of 51
43 COQ-008a Page 43 of 51
44 COQ-008a Page 44 of 51
45 COQ-008a Page 45 of 51
46 COQ-008a Page 46 of 51
47 COQ-008a Page 47 of 51
48 COQ-008a Page 48 of 51 APPENDIX D MANAGEMENT REVIEW LOG (Sample) CROSS REFERENCE MATRIX
49 COQ-008a Page 49 of 51 FACTORY AUDIT MANUAL MANAGEMENT REVIEW LOG (Sample only. Actual log shall be maintained on site by the manufacturer) FAM Report No: ####### Last Rev. Date of Date Review Approved By Brief Description of Review - XX/XX/XX John Doe Initial approval of manual XX/XX/XX XX/XX/XX John Doe Reviewed and approved. No change.
50 COQ-008a Page 50 of 51 ACCEPTANCE CRITERIA FOR QUALITY CONTROL MANUALS CROSS-REFERENCE MATRIX The cross reference matrix below is to be used as a guide to indicate within this Quality System Documentation the location of the information required by AC10, Acceptance Criteria for Quality Documentation can be found. AC (Signature) (Manufacturing location and contact information) (Manual revisions) (Product identification) (Traceability) (Work Flow) (Product changes) (Organization information and responsibilities) (Packaging) (Complaints procedure) 2.2 (Incoming materials and suppliers) 2.3 (In-process quality control) 2.4 (Final inspection) 2.5 (Nonconforming materials) (Test equipment) (Calibrations) (QC forms) (Document approval) (Record Retention) 3.0* (Required declarations) Section/Page Number(s) Item is Addressed in Manual Appendix A Section 1.2 Section 8.3 and Appendix D Sections 7 Section 7 Section 3.1, 3.2, and 6.2 Section 8.3 Section 1.3 Section 4.4 Section 5.3 Section 2 Section 3.3 Section 4.1 Section 5 Section 6.3 Section 6 Appendix C Section 7 Section 7 Appendix A (*Only if FAM is for an ESR) Comments (If Needed)
51 COQ-008a Page 51 of 51 REVISION SUMMARY and LAST PAGE DATE PROJECT SUMMARY REPORTER REVIEWER NO G Original LK KK