Cleaner Joints, Stronger Seals. Laser Welding of Automotive Lighting
|
|
|
- Nathan Tucker
- 5 years ago
- Views:
Transcription

1 Cleaner Joints, Stronger Seals Laser Welding of Automotive Lighting

2 1. Technological Requirements Josh Brown Market Development Representative 2

3 1. Technological Requirements Questions 3
4 4 Tail Lamps: Form and Function



5 5 Demanding Requirements
6 Quality and Standards Thanks to the hybrid welding technique, SL. Corp. has not only produced welding seams with previously unheard of quality, it also dramatically reduced the reject rate. -Simyun Sung, Manager SL Corp. 6
7 Webinar Topics How it Works Overview of the System Hybrid Laser Welding Comparison to Other Methods Durability Cycle time Costs Etc. 7
8 Poll What is your primary assembly method? -Ultrasonic -Vibration -Hot Plate -Gluing -Laser 8
9 9 How it Works

10 The Big 4 Transmissive part Absorbing part Material compatibility Clamping force 10























11 More Applications Electronics Fluidics Mechatronics No-Gluing 11



12 12 Robotic System

13 13

14 14

15 15

16 16

17 17 Hybrid Welding







18 Process Types Contour Laser makes single pass, robot assisted Pros: flexible, large and 3D parts Cons: slower Quasi-simultaneous Laser makes multiple passes Pros: fast cycle times, flexible Cons: for mainly 2D parts Processes Simultaneous Many lasers heat entire joint simultaneously Pros: very fast Cons: very expensive tooling, little flexibility Hybrid Halogen assisted laser source Improves cycle time Improves joint quality Softens and anneals plastic 18

19 19 Hybrid Welding Cross Section
 Hybrid")
20 Volumetric Heating Conventional (30 mm/s) Hybrid (50 mm/s) 20

21 21 System in Action


22 Hybrid v. Regular Contour Welding Higher weld speed >80 mm/s compared to 50 mm/s Annealing time reduced In some cases not needed Less stress = greater durability Better gap bridging Higher process flexibility 22
23 Tensile Strength to Weld Speed Tensile strength [N/mm²] conventional Hybrid Scann speed [mm/s] 23
24 Hybrid v. Simultaneous Hybrid (contour) Flexible no dedicated upper die, easy changeover Low-stress, higher quality joints No annealing required Weld time ~ 30 sec Simultaneous Very fast welding ~ 5-10 sec Requires annealing Multiple laser sources expensive Fiber-fed laser sources burn out quickly 24
25 Materials Tail lamps ABS PMMA PC/ABS ASA Headlamps PP to PC (not typically weldable) PP blend PA blend PBT Headlamps weldable with laser! Proprietary PP or PA blends 25
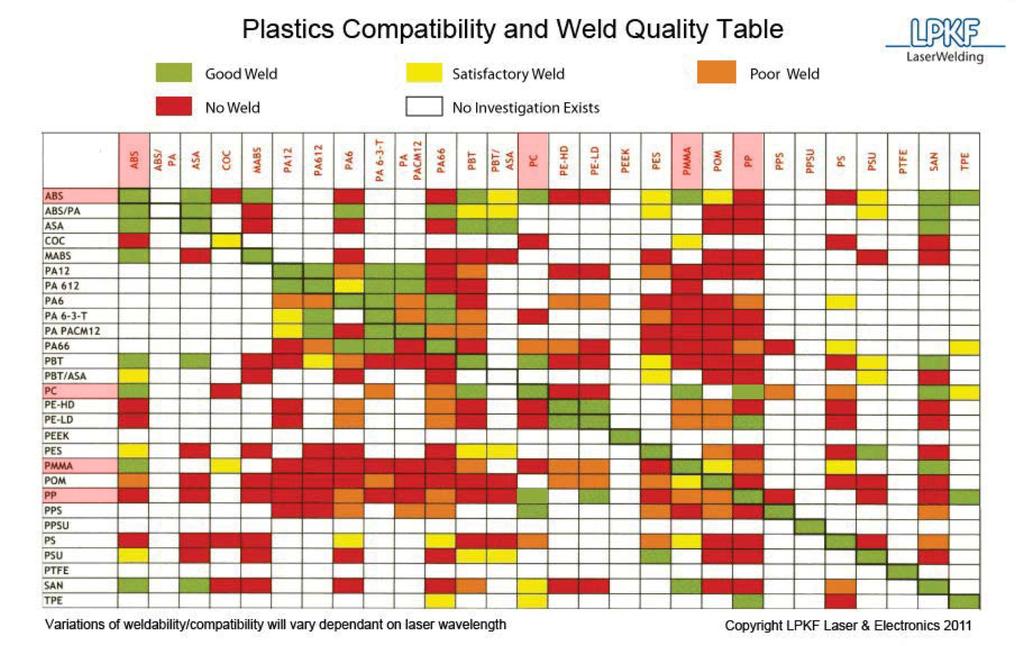
26 26 Material Compatibility
27 Comparison of Methods Gluing o o o + Ultrasonic o o + - Vibration o - - Hot plate o/ Laser ++ + o
28 Poll What is your major assembly/design concern today? -Large, free-form and complex curves -Stress and joint durability -Cycle time -Scrap and reject rate -Cost per part 28
29 Durable Hermetic Seal Higher Strength Hot Plate (~100%) Laser (~90%+) Friction (75%) Ultrasonic (50%) Lower Strength Gluing 29
30 Cycle Time (w/ annealing) Laser Fast ~ 30 seconds Load part Ultrasonic Very fast < 10 seconds or less Vibration Fast ~ seconds Welding Gluing and Hot Plate Slower than welding, > 45s Gluing requires a curing process Unload 30
31 Large Part Size Laser, Vibration, Hot Plate and Gluing Large sizes possible Laser: size only limited by robot reach Ultrasonic Large sizes not possible typically side markers and fog lamps only

32 Complex Curves Laser, Hot Plate and Gluing Double and complex curves Vibration Reasonable curvature flexibility Design must have an axis/crease Double/complex curves not possible 32


33 Steps & Dynamic Clamp Tooling Radiuses in Weld Joint 33
 Hybrid welding reduces thermal")

34 Stress Laser Precisely controlled thermal energy Small heat affected zone (HAZ) Hybrid welding reduces thermal shock and alleviate innate stress Ultrasonic and Vibration High mechanical stress Hot Plate High thermal stress 34



35 Melt Flash Laser Hybrid versus Hot Plate Welding Laser Hybrid versus Vibration Welding 35


36 Clean Joints Laser Clean & consistent weld seams Minimal flash Flush seams possible Ultrasonic and Vibration Hot Plate Melt flash or blowout Stringing Seams are messy Joint requires spew catchment 36

37 Process Monitoring Laser Multiple quality/process control methods STU Reflection diagnosis Ultrasonic Good process control Energy control Collapse distance Vibration and Hot Plate Melt collapse measurement 37
38 Scrap and Rejects Laser Precisely controlled thermal energy Hybrid welding reduces thermal shock, relieves stress Process monitoring No stringing or marring on surface Ultrasonic and Vibration High mechanical stress Blemishes, marring from tools Hot Plate High thermal stress Stringing and melt flash 38
39 Costs Laser (hybrid) Hot-plate Vibration System Cost $350k $145k $171.6 Tooling Cost $27k $60k $46k Laser (simultaneous) $800k* Cycle Time 28s 42s 25s Availability 95% 85% 90% Capacity (prts/yr) 586, , ,080 Cost per Part $29 $41 $18 Cost Comparison 100% 141% 82% 39
 Complex fiber-fed laser tooling Lots of maintenance")
40 Tooling Costs Laser (hybrid) Requires only bottom tooling, no upper die needed Vibration Expensive upper and lower tooling Hot Plate Expensive 3 piece, full free-form machined tooling Requires frequent re-surfacing Laser (simultaneous) Complex fiber-fed laser tooling Lots of maintenance 40
41 Disadvantages Tight tolerances gaps Gaps should be no more than 0.2mm, after clamping is applied Different/new joint design Learning curve and maturation of welding process Steep steps and flanges can be difficult to clamp Initial capital investment 41
42 Joint Design Traditional Welding Methods Require weld legs on lens and housing Lens weld legs often require extra slides in injection molding Cost more Can leave slide marks Laser welding No rib/weld leg required on lens side Simplistic joint design Cheaper, no extra slides 42
43 Advantages Strong/durable joints Cycle time under 30s Large and complex shapes Minimal mechanical stress Precisely controlled thermal stress Clean, flush to edge joints Process monitoring Low reject rate Low tooling and production costs Reduction of annealing time Gap bridging Further stress reduction 43



44 Thank you! Would you like more information? Auto_Lighting_Design_Guide.pdf 44
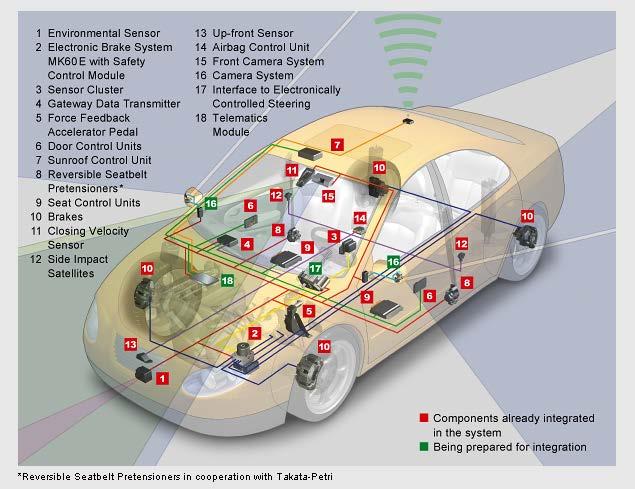







45 Automotive Electronics Sensor Airbag Tire Gear Side Guard Sensor impact Control Cluster Satellites Unit 45

46 46 System Head