TA202A: Introduction to. N. Sinha Department of Mechanical Engineering IIT Kanpur
|
|
|
- Amos Bennett
- 6 years ago
- Views:
Transcription

1 TA202A: Introduction to Manufacturing Processes N. Sinha Department of Mechanical Engineering IIT Kanpur
2
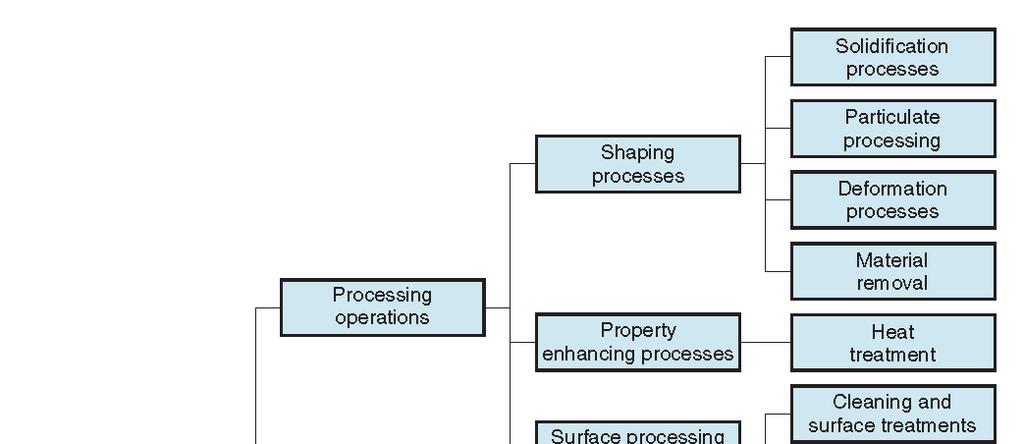
3 Processing Operations Alters a material s shape, physical properties, or appearance in order to add value Three categories of processing operations: 1. Shaping operations -alter the geometry of the starting work material 2. Property-enhancingoperations -improve physical properties without changing shape 3. Surface processing operations -clean, treat, coat, or deposit material on surface of work
 4.")
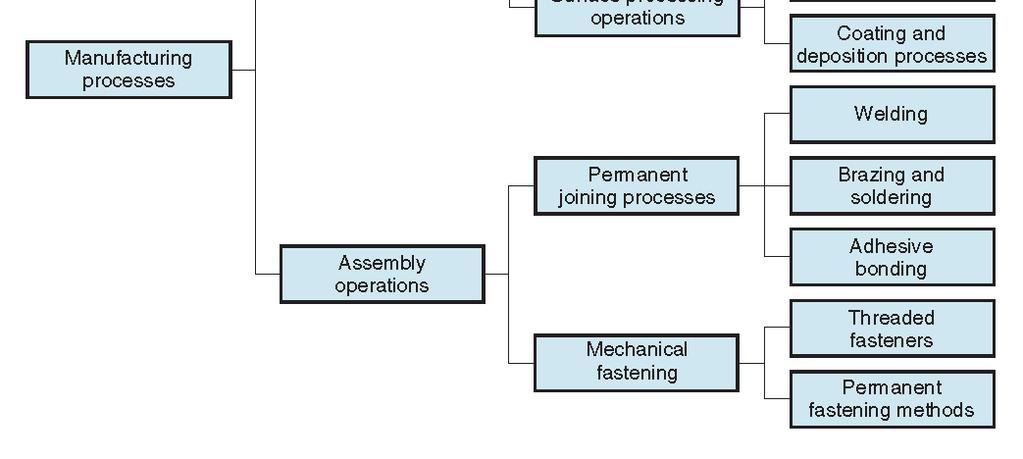
4 Shaping Processes 1. Solidification processes -starting material is a heated liquid or semifluid 2. Particulate processing -starting material consists of powders 3. Deformation processes -starting material is a ductile solid (commonly metal) 4. Material removal processes -starting material is a ductile or brittle solid


5 Solidification Processes Starting material is heated sufficiently to transform it into a liquid or highly plastic state Casting process at left and casting product at right
6 Particulate Processing (1) Starting materials are metal or ceramic powders, which are (2) pressed and (3) sintered
 forging and (b)")
7 Deformation Processes Starting workpartis shaped by application of forces that exceed the yield strength of the material Examples: (a) forging and (b) extrusion
 turning, (b) drilling, and (c)")
8 Material Removal Processes Excess material removed from the starting piece so what remains is the desired geometry Examples: (a) turning, (b) drilling, and (c) milling
9 Waste in Shaping Processes Itisdesirabletominimizewasteinpartshaping Material removal processes are wasteful in the unit operations, but molding and particulate processing operations waste little material Terminology for minimum waste processes: Net shape processes - little or no waste of the starting material and no machining is required Near net shape processes- when minimum machining is required
10 Manufacturing Process Selection
11 Manufacturing Process Selection Two stage decision process Feasible stage( must stage) Can the shape be produced by the process? Can the material be shaped by the process? Optimal stage ( want stage) Eliminate processes that cannot meet the minimum acceptable process performance criteria. Selectthe best process from the remaining processes under consideration by optimizing process performance criteria. Process performance criteria: cycle time, material utilization, process flexibility, quality/reliability, operating costs, surface finish, tolerances.
12 Manufacturing Process Selection
13 Material Removal Processes A family of shaping operations, the common feature of which is removal of material from a starting work part so the remaining part has the desired geometry Machining material removal by a sharp cutting tool, e.g., turning, milling, drilling Abrasive processes material removal by hard, abrasive particles, e.g., grinding Nontraditional processes -various energy forms other than sharp cutting tool to remove material
14 The family tree Material Removal Processes
 positive and (b) negative rake")
15 Machining Cutting action involves shear deformation of work material to form a chip, and as chip is removed, new surface is exposed: (a) positive and (b) negative rake tools
16 Why Machining is Important? Variety of work materials can be machined Most frequently used to cut metals Variety of part shapes and special geometric features possible: Screw threads Accurate round holes Very straight edges and surfaces Good dimensional accuracy and surface finish
17 Disadvantages with Machining Wasteful of material Chips generated in machining are wasted material Time consuming A machining operation generally takes longer to shape a given part than alternative shaping processes
18 Machining in the Manufacturing Sequence Generally performed after other manufacturing processes, such as casting, forging, and bar drawing Other processes create the general shape of the starting work part Machining provides the final shape, dimensions, finish, and special geometric details that other processes cannot create
19 Machining Operations Most important machining operations: Turning Drilling Milling Other machining operations: Shaping and planing Broaching Sawing

20 Turning Single point cutting tool removes material from a rotating workpieceto form a cylindrical shape
 with two cutting")
21 Drilling Used to create a round hole, usually by means of a rotating tool (drill bit) with two cutting edges
 peripheral milling and (d) face")
22 Milling Rotating multiple-cutting-edge tool is moved across work to cut a plane or straight surface Two forms: (c) peripheral milling and (d) face milling
23


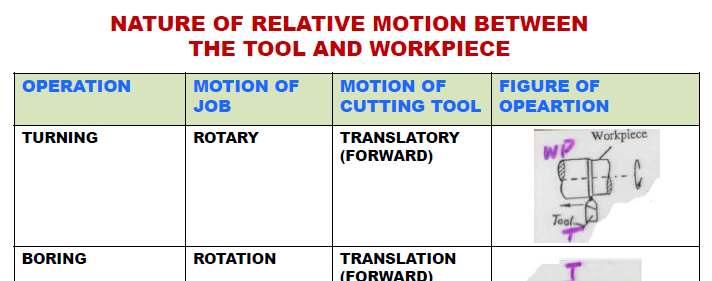
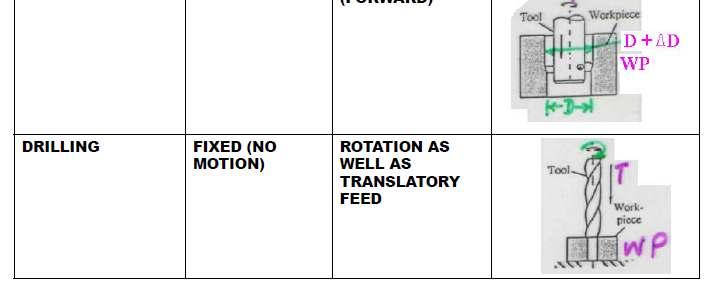
24 Nature of Relative Motion Between Tool and Workpiece
25 Milling Machining Parameters IC141: Product Realization Technology
26 Orthogonal Cutting Cutting edge is straight, parallel to the original plane surface at the work piece and perpendicular to the direction of cutting. Oblique Cutting Cutting edge of the tool is inclinedtothelinenormaltothe cutting direction. In actual machining, Turning, Milling etc/ cutting operations are oblique cutting
27 Orthogonal Cutting Model Simplified 2-D model of machining that describes the mechanics of machining fairly accurately

28 Simulation of orthogonal cutting
29 Importance of Machining In the US, more than $100 billion were spent annually on machining and related operations Typically, a large majority (above 80%) of all the machine tools used in manufacturing industry are metal cutting in nature
30 Versatility of Machining
31 Milling Machining Parameters IC141: Product Realization Technology
32 Work Material Cutting Tool Machining Conditions Metal type Purity BCC, FCC, HCP Predeformation (work hardening prior to machining) Machine Tool Cutting Process Product Measurements Determinations
 primary motion The speed at which the work moves with respect to the tool Feed (f) secondary motion Depth of cut (d) penetration of tool below original work")
33 Machining Conditions Cutting parameters Depth of cut Speed Feed Environment Lubricant (cutting fluid) Oxygen Temperature Workholder Fixtures Jigs Chucks Collets Cutting speed (v) primary motion The speed at which the work moves with respect to the tool Feed (f) secondary motion Depth of cut (d) penetration of tool below original work surface
34 Machining Conditions in Turning Spindle Speed -N v N = πd o v = cutting speed D o = outer diameter Feed Rate -f r f r =Nf f = feed per rev Depth of Cut -d D o D d = f 2 Machining Time -T m L T m = f L = length of cut Material Removal Rate -MRR MRR=vfd r
35 Cutting Fluids Any liquid or gas applied directly to machining operation to improve cutting performance Two main problems addressed by cutting fluids: 1. Heat generation at shear zone and friction zone 2. Friction at the tool-chip and tool-work interfaces Other functions and benefits: Wash away chips (e.g., grinding and milling) Reduce temperature of workpart for easier handling Improve dimensional stability of workpart
36 Cutting Fluid Functions Cutting fluids can be classified according to function: Coolants - designed to reduce effects of heat in machining Lubricants - designed to reduce tool-chip and tool-work friction
37 Coolants Water used as base in coolant-type cutting fluids Most effective at high cutting speeds where heat generation and high temperatures are problems Most effective on tool materials that are most susceptible to temperature failures (e.g., HSS)
38 Lubricants Usually oil-based fluids Most effective at lower cutting speeds Also reduces temperature in the operation
39 What we discussed in the last class? Work Material Cutting Tool Machining Conditions Machine Tool Cutting Process Measurements Product Determinations

40 Cutting Tool Classification 1. Single-Point Tools One dominant cutting edge Point is usually rounded to form a nose radius Turning uses single point tools 2. Multiple Cutting Edge Tools More than one cutting edge Motion relative to work achieved by rotating Drilling and milling use rotating multiple cutting edge tools

41 Geometry of single point cutting tool
42 Single-Point Tool Geometry Figure: (a) Seven elements of single-pointtool geometry; and (b) the tool signature convention that defines the seven elements
43 Tool Materials Tool failure modes identify the important properties that a tool material should possess: Toughness- to avoid fracture failure Hot hardness-ability to retain hardness at high temperatures Wear resistance-hardness is the most important property to resist abrasive wear
44 Figure -Typical hot hardness relationships for selected tool materials. Plain carbon steel shows a rapid loss of hardness as temperature increases. High speed steel is substantially better, while cemented carbides and ceramics are significantly harder at elevated temperatures.
45 High Speed Steel (HSS) Highly alloyed tool steel capable of maintaining hardness at elevated temperatures better than high carbon and low alloy steels One of the most important cutting tool materials Especially suited to applications involving complicated tool geometries, such as drills, taps, milling cutters, and broaches Two basic types (AISI) 1. Tungsten-type, designated T-grades 2. Molybdenum-type, designated M-grades
46 High Speed Steel Composition Typical alloying ingredients: Tungsten and/or Molybdenum Chromium and Vanadium Carbon, of course Cobalt in some grades Typical composition: Grade T1: 18% W, 4% Cr, 1% V, and 0.9% C
47 Cemented Carbides Class of hard tool material based on tungsten carbide (WC) using powder metallurgy techniques with cobalt (Co) as the binder Two basic types: 1. Non-steel cutting grades - only WC-Co 2. Steel cutting grades -TiCand TaCadded to WC-Co
48 Cemented Carbides General Properties High compressive strength but low-to-moderatetensile strength High hardness (90 to 95 HRA) Good hot hardness Good wear resistance High thermal conductivity High elastic modulus -600 x 10 3 MPa(90 x 10 6 lb/in 2 ) Toughness lower than high speed steel
49 Non-steel Cutting Carbide Grades Used for nonferrous metals and gray cast iron Properties determined by grain size and cobalt content As grain size increases, hardness and hot hardness decrease, but toughness increases As cobalt content increases, toughness improves at the expense of hardness and wear resistance
50 Steel Cutting Carbide Grades Used for low carbon, stainless, and other alloy steels For these grades, TiC and/or TaC are substituted for some of the WC This composition increases crater wear resistance for steel cutting, but adversely affects flank wear resistance for non-steel cutting applications
51 Cermets Combinations of TiC, TiN, and titanium carbonitride (TiCN), with nickel and/or molybdenum as binders. Some chemistries are more complex Applications: high speed finishing and semifinishingof steels, stainless steels, and cast irons Higher speeds and lower feeds than steel-cutting carbide grades Better finish achieved, often eliminating need for grinding
52 Coated Carbides Cemented carbide insert coated with one or more thin layers of wear resistant materials, such as TiC, TiN, and/oral 2 O 3 Coating applied by chemical vapor deposition or physical vapor deposition Coating thickness = µm ( to in) Applications: cast irons and steels in turning and milling operations Best applied at high speeds where dynamic force and thermal shock are minimal
53 Ceramics Primarily fine-grainedal 2 O 3, pressed and sintered at high pressures and temperatures into insert form with no binder Applications: high speed turning of cast iron and steel Not recommended for heavy interrupted cuts (e.g. rough milling) due to low toughness Al 2 O 3 also widely used as an abrasive in grinding
54 Synthetic Diamonds Sintered polycrystalline diamond(spd) -fabricated by sintering very fine-graineddiamond crystals under high temperatures and pressures into desired shape with little or no binder Usually applied as coating (0.5 mm thick) on WC-Co insert Applications: high speed machining of nonferrous metals and abrasive nonmetals such as fiberglass, graphite, and wood Not for steel cutting
55 Cubic Boron Nitride Next to diamond, cubic boron nitride(cbn) is hardest material known Fabrication into cutting tool inserts same as SPD: coatings on WC-Co inserts Applications: machining steel and nickel-based alloys SPD and cbn tools are expensive
56 Work Material Cutting Tool Machining Conditions Machine Tool Cutting Process Measurements Product Determinations
57 Machine Tool While holding the cutting tools would be able to remove metal from a workpiece, in order to generate the given job size, configuration and finish. It is different from a machine, which essentially is a means of converting a source of power from one form to the other.
58 Cutting Process: Chip Formation More realistic view of chip formation, showing shear zone rather than shear plane Also shown is the secondary shear zone resulting from tool-chip friction
59 1. Discontinuous chip 2. Continuous chip Four Basic Types of Chip in Machining 3. Continuous chip with Built-up Edge (BUE) 4. Serrated chip

60 Discontinuous Chip Brittle work materials Low cutting speeds Large feed and depth of cut High tool-chip friction Optics and Lasers in Engineering, Volume 49, Issue 2, February 2011, Pages


61 Continuous Chip Ductile work materials High cutting speeds Small feeds and depths Sharp cutting edge Low tool-chip friction Journal of Materials Processing Technology, Volume 121, Issues 2 3, 28 February 2002, Pages


62 Ductile materials Low-to-mediumcutting speeds Continuous with BUE Tool-chip friction causes portions of chip to adhere to rake face BUE forms, then breaks off, cyclically Springerimages.com IC141: Product Realization Technology


63 Serrated Chip Semi-continuous - sawtooth appearance Cyclical chip forms with alternating high shear strain then low shear strain Associated with difficult-tomachine metals at high cutting speeds Springerimages.com
64 Roughing vs. Finishing Cuts Higher the rake angle, better is the cutting and less is the cutting force. Several roughing cuts are usually taken on a part, followed by one or two finishing cuts Roughing -removes large amounts of material from starting workpart starting workpart Some material remains for finish cutting High feeds and depths, low speeds Finishing - completes part geometry Final dimensions, tolerances, and finish Low feeds and depths, high cutting speeds
65 Chip Thickness Ratio r = t t o c where r= chip thickness ratio; t o = thickness of the chip prior to chip formation; and t c = chip thickness after separation Chip thickness after cut is always greater than before, so chip ratio is always less than 1.0 Why is t c > t o?
66 Determining Shear Plane Angle Considering two right angle triangles ΔSNO and ΔQPO PSN= POQ= α NSO = PSO PSN= =φ α SN t SM OS = = = = cos 2 t 1 ( φ α) cos( φ α) sinφ sinφ t t 1 2 = sinφ cos ( φ α) = r or rcosα tanφ = 1 rsinα where r= chip ratio, and α= rake angle
67 Shear Strain in Chip Formation Let us consider an element of the undeformedwork material ABSO of thickness Δ. Due to presence of the tool, it is sheared to the shape KLSO. KAO= φ π OKA= + α φ 2 Shear strain AK AN+ NK γ = = = cotφ+ tan KON ON γ= tan(φ-α) + cot φ where γ= shear strain,φ= shear plane angle, andα= rake angle of cutting tool
68 Example 1 Question: In an orthogonal cutting operation, the in wide tool has a rake angle of 5. The lathe is set so the chip thickness before the cut is in. After the cut, the deformed chip thickness is measured to be in. Calculate (a) the shear plane angle and (b) the shear strain for the operation. Solution:(a)r= t o /t c = 0.010/0.027 = φ= tan -1 ( cos5/( sin 5)) = tan - 1 (0.3813) = 20.9 (b) Shear strain γ= cot tan (20.9 5) = = 2.907
69 Forces Acting on Chip (a) Friction force Fand Normal force to friction N (b) Shear force F s and Normal force to shear F n Coefficient of friction between tool and chip F µ = N Friction angle related to coefficient of friction as µ = tanβ Shear stress acting along the shear plane S= where A s = area of the shear plane t w sinφ o As = F A s s


70 Cutting Force and Thrust Force F, N, F s, and F n cannot be directly measured Forces acting on the tool that can be measured: Cutting force F c and Thrust force F t
71 Forces in Metal Cutting Equations to relate the forces that cannot be measured to the forces that can be measured: F = F c sinα + F t cosα N = F ccosα-f tsinα F s = F c cosφ-f t sinφ F n = F c sinφ+ F t cosφ Based on these calculated force, shear stress and coefficient of friction can be determined
72 The Merchant Equation Of all the possible angles at which shear deformation can occur, the work material will select a shear plane angle φ that minimizes energy α β φ = Derived by Eugene Merchant Based on orthogonal cutting, but validity extends to 3-D machining
73 What the Merchant Equation Tells Us φ = 45 α + 2 β 2 To increase shear plane angle Increase the rake angle Reduce the friction angle (or reduce the coefficient of friction)

74 Effect of Higher Shear Plane Angle Higher shear plane angle means smaller shear plane which means lower shear force, cutting forces, power, and temperature
75 Power and Energy Relationships A machining operation requires power The power to perform machining can be computed from: P c = F c v where P c = cutting power; F c = cutting force; and v= cutting speed In U.S. customary units, power is traditional expressed as horsepower (dividing ft-lb/min by 33,000) Fv HP c c = 33,000 where HP c = cutting horsepower, hp
76 Power and Energy Relationships Gross power to operate the machine tool P g or HP g is given by P E c Pg = or HP g = HP E c where E= mechanical efficiency of machine tool Typical Efor machine tools 90%
77 Unit Power in Machining It is often useful to convert power into power per unit volume rate of metal cut Called unit power, P u or unit horsepower, HP u P = U P R c MR or HP = u HP R c MR where R MR = material removal rate
78 Specific Energy in Machining Unit power is also known as the specificenergyu U = P P c u = = RMR Fv vt c o w where Units for specific energy are typically N-m/mm 3 or J/mm 3 (in-lb/in 3 )
79 Example 2 Question: In a turning operation on stainless steel with hardness = 200 HB, the cutting speed = 200 m/min, feed = 0.25 mm/rev, and depth of cut = 7.5 mm. How much power will the lathe draw in performing this operation if its mechanical efficiency = 90%. From Table, U= 2.8 N-m/mm 3 = 2.8 J/mm 3. Solution: R MR = vfd= (200 m/min)(10 3 mm/m)(0.25 mm)(7.5 mm) = 375,000 mm 3 /min = 6250 mm 3 /s P c = (6250 mm 3 /s)(2.8 J/mm 3 ) = 17,500 J/s = 17,500 W = 17.5 kw Accounting for mechanical efficiency, P g = 17.5/0.90 = kw
80 Cutting Temperature Approximately 98% of the energy in machining is converted into heat This can cause temperatures to be very high at the tool-chip The remaining energy (about 2%) is retained as elastic energy in the chip
81 Cutting Temperatures are Important High cutting temperatures 1. Reduce tool life 2. Produce hot chips that pose safety hazards to the machine operator 3. Can cause inaccuracies in part dimensions due to thermal expansion of work material
82 Cutting Temperature Analytical method derived by Nathan Cook from dimensional analysis using experimental data for various work materials T = 0. 4U ρc vt K o where T= temperature rise at tool-chip interface; U= specific energy; v= cutting speed; t o = chip thickness before cut; ρc= volumetric specific heat of work material; K = thermal diffusivity of work material
83 Cutting Temperature Experimental methods can be used to measure temperatures in machining Most frequently used technique is the tool-chip thermocouple Using this method, Ken Trigger determined the speed-temperature relationship to be of the form: T= K v m where T= measured tool-chip interface temperature, and v= cutting speed
84 Example 3 Consider a turning operation performed on steel whose hardness = 225 HB at a speed = 3.0 m/s, feed = 0.25 mm, and depth = 4.0 mm. Using values of thermal properties and the appropriate specific energy value from tables, compute an estimate of cutting temperature using the Cook equation. Assume ambient temperature = 20 C. Solution: From Table, U= 2.2 N-m/mm 3 = 2.2 J/mm 3 From Table, ρ= 7.87 g/cm 3 = 7.87(10-3 ) g/mm 3 From Table, C= 0.11 Cal/g- C. From note a at the bottom of the table, 1 cal = J. From Table, thermal conductivity k = J/s-mm- C Thus, C= 0.11(4.186) = J/ g- C ρc= (7.87 g/cm 3 )(0.46 J/g- C) = 3.62(10-3 ) J/mm 3 - C Also, thermal diffusivity K = k/ρc K= J/s-mm- C /[(7.87 x 10-3 g/mm 3 )(0.46 J/g- C)] = 12.7 mm 2 /s Using Cook s equation, t o = f= 0.25 mm T= (0.4(2.2)/3.62(10-3 ))[3(10 3 )(0.25)/12.7] = (10 3 )(59.06) = 242.8(3.89) = C Final temperature, taking ambient temperature in account T= = 964 C
CUTTING TOOL TECHNOLOGY
 CUTTING TOOL TECHNOLOGY Tool Life Tool Materials Tool Geometry Cutting Fluids Cutting Tool Technology Two principal aspects: 1. Tool material 2. Tool geometry Three Modes of Tool Failure Fracture failure
CUTTING TOOL TECHNOLOGY Tool Life Tool Materials Tool Geometry Cutting Fluids Cutting Tool Technology Two principal aspects: 1. Tool material 2. Tool geometry Three Modes of Tool Failure Fracture failure
Manufacturing Processes 1 (MDP 114)
") Manufacturing Processes 1 (MDP 114) First Year, Mechanical Engineering Dept., Faculty of Engineering, Fayoum University Dr. Ahmed Salah Abou Taleb 1 Cutting-Tool Materials and Cutting Fluids 2 Fracture
Manufacturing Processes 1 (MDP 114) First Year, Mechanical Engineering Dept., Faculty of Engineering, Fayoum University Dr. Ahmed Salah Abou Taleb 1 Cutting-Tool Materials and Cutting Fluids 2 Fracture
CHAPTER 21. Cutting-Tool Materials and Cutting Fluids. Kalpakjian Schmid Manufacturing Engineering and Technology 2001 Prentice-Hall Page 21-1
 CHAPTER 21 Cutting-Tool Materials and Cutting Fluids Manufacturing Engineering and Technology 2001 Prentice-Hall Page 21-1 Cutting Tool Material Hardnesses Figure 21.1 The hardness of various cutting-tool
CHAPTER 21 Cutting-Tool Materials and Cutting Fluids Manufacturing Engineering and Technology 2001 Prentice-Hall Page 21-1 Cutting Tool Material Hardnesses Figure 21.1 The hardness of various cutting-tool
Cutting Tool Materials and Cutting Fluids. Dr. Mohammad Abuhaiba
 Cutting Tool Materials and Cutting Fluids HomeWork #2 22.37 obtain data on the thermal properties of various commonly used cutting fluids. Identify those which are basically effective coolants and those
Cutting Tool Materials and Cutting Fluids HomeWork #2 22.37 obtain data on the thermal properties of various commonly used cutting fluids. Identify those which are basically effective coolants and those
Chapter 8. Material-Removal
 4 4 6. 3 0 5 A M A N U F A C T U R I N G P R O C E S S E S Chapter 8. Material-Removal Processes: Cutting Sung-Hoon Ahn School of Mechanical and Aerospace Engineering Seoul National University Machining
4 4 6. 3 0 5 A M A N U F A C T U R I N G P R O C E S S E S Chapter 8. Material-Removal Processes: Cutting Sung-Hoon Ahn School of Mechanical and Aerospace Engineering Seoul National University Machining
MANUFACTURING PROCESSES. Tool Material & Cutting Fluid
 MANUFACTURING PROCESSES Tool Material & Cutting Fluid 1 CUTTING TOOL MATERIAL Success in metal cutting depends on the selection of the proper cutting tool (material and geometry) for a given work material.
MANUFACTURING PROCESSES Tool Material & Cutting Fluid 1 CUTTING TOOL MATERIAL Success in metal cutting depends on the selection of the proper cutting tool (material and geometry) for a given work material.
PES INSTITUTE OF TECHNOLOGY BANGALORE SOUTH CAMPUS Hosur Road, (1K.M. Before Electronic City), Bangalore DEPARTMENT OF MECHANICAL ENGINEERING
, Bangalore DEPARTMENT OF MECHANICAL ENGINEERING") PES INSTITUTE OF TECHNOLOGY BANGALORE SOUTH CAMPUS Hosur Road, (1K.M. Before Electronic City), Bangalore 560 100 DEPARTMENT OF MECHANICAL ENGINEERING SOLUTION 3 rd INTERNAL TEST Subject : Machine Tools
PES INSTITUTE OF TECHNOLOGY BANGALORE SOUTH CAMPUS Hosur Road, (1K.M. Before Electronic City), Bangalore 560 100 DEPARTMENT OF MECHANICAL ENGINEERING SOLUTION 3 rd INTERNAL TEST Subject : Machine Tools
1 Cutting Tool Materials of common use
 1 Cutting Tool Materials of common use Instructional Objectives At the end of this lesson, the students will be able to (i) Identify the needs and cite the chronological development of cutting tool materials.
1 Cutting Tool Materials of common use Instructional Objectives At the end of this lesson, the students will be able to (i) Identify the needs and cite the chronological development of cutting tool materials.
Fundamentals of Machining / Orthogonal Machining
 Fundamentals of Machining / Orthogonal Machining Material Removal Process Types of machining processes Basic Chip Formation Mechanics of Machining Metal Cutting Machining Processes Machining: Removal of
Fundamentals of Machining / Orthogonal Machining Material Removal Process Types of machining processes Basic Chip Formation Mechanics of Machining Metal Cutting Machining Processes Machining: Removal of
INTRODUCTION. Think HSS
 INTRODUCTION Think HSS SUMMARY METALLURGY 2 Excellent strength 3 A super sharp edge 4 Safe and reliable tools Alloy elements 6 The influence of alloy elements 7 Standard compositions of HSS 8 The HSS-PM
INTRODUCTION Think HSS SUMMARY METALLURGY 2 Excellent strength 3 A super sharp edge 4 Safe and reliable tools Alloy elements 6 The influence of alloy elements 7 Standard compositions of HSS 8 The HSS-PM
Polycrystalline cubic boron nitride blanks and cut shapes for milling and turning tools. TOOLMAKER SOLUTIONS BZN Compacts Tool Blanks and Inserts
 Polycrystalline cubic boron nitride blanks and cut shapes for milling and turning tools TOOLMAKER SOLUTIONS BZN Compacts Tool Blanks and Inserts BZN COMPACTS TOOL BLANKS AND INSERTS Hyperion manufactures
Polycrystalline cubic boron nitride blanks and cut shapes for milling and turning tools TOOLMAKER SOLUTIONS BZN Compacts Tool Blanks and Inserts BZN COMPACTS TOOL BLANKS AND INSERTS Hyperion manufactures
GRINDING AND OTHER ABRASIVE PROCESSES
 GRINDING AND OTHER ABRASIVE PROCESSES Grinding Related Abrasive Process Abrasive Machining Material removal by action of hard, abrasive particles usually in the form of a bonded wheel Generally used as
GRINDING AND OTHER ABRASIVE PROCESSES Grinding Related Abrasive Process Abrasive Machining Material removal by action of hard, abrasive particles usually in the form of a bonded wheel Generally used as
SANDVIK HYPERION BZN COMPACTS TOOL BLANKS AND INSERTS
 SANDVIK HYPERION BZN COMPACTS TOOL BLANKS AND INSERTS BZN COMPACTS TOOL BLANKS AND INSERTS Sandvik Hyperion manufactures a complete line of high quality polycrystalline CBN products for machining ferrous
SANDVIK HYPERION BZN COMPACTS TOOL BLANKS AND INSERTS BZN COMPACTS TOOL BLANKS AND INSERTS Sandvik Hyperion manufactures a complete line of high quality polycrystalline CBN products for machining ferrous
Cutting Tools for Machining
 Cutting Tools for Machining Chapter 21 21.1 Introduction Improvements in Cutting Tools FIGURE 21-1 Improvements in cutting tool materials have led to significant increases in cutting speeds (and productivity)
Cutting Tools for Machining Chapter 21 21.1 Introduction Improvements in Cutting Tools FIGURE 21-1 Improvements in cutting tool materials have led to significant increases in cutting speeds (and productivity)
STEELS & COATINGS FOR CUTTING TOOL APPLICATIONS
 STEELS & COATINGS FOR CUTTING TOOL APPLICATIONS Requirements for cutting tools There are several characteristics that are essential to the good performance of a cutting tool. Powder Metal High Speed Steels
STEELS & COATINGS FOR CUTTING TOOL APPLICATIONS Requirements for cutting tools There are several characteristics that are essential to the good performance of a cutting tool. Powder Metal High Speed Steels
BZN* Compacts Tool Blanks and Inserts. Machining of Ferrous Materials
 BZN* Tool Blanks and Inserts Machining of Ferrous Materials BZN* Tool Blanks and Inserts Diamond Innovations manufactures a complete line of high quality polycrystalline CBN products for machining ferrous
BZN* Tool Blanks and Inserts Machining of Ferrous Materials BZN* Tool Blanks and Inserts Diamond Innovations manufactures a complete line of high quality polycrystalline CBN products for machining ferrous
TOOLMAKER SOLUTIONS Custom-Made Inserts Blanks
 Non-ISO carbide insert blanks for threading, parting, grooving, drilling, reaming and milling applications TOOLMAKER SOLUTIONS Custom-Made Inserts Blanks HYPERION CUSTOM-MADE INSERT BLANKS Hyperion manufacturers
Non-ISO carbide insert blanks for threading, parting, grooving, drilling, reaming and milling applications TOOLMAKER SOLUTIONS Custom-Made Inserts Blanks HYPERION CUSTOM-MADE INSERT BLANKS Hyperion manufacturers
CUTTING TOOLS 8000 DISTRIBUTED BY SPARK PLUGS (USA), INC. NTK
, INC. NTK") CUTTING TOOLS P R O D U C T G U I D E 8000 Insert Grade Information BIDEMICS SERIES JX1 / JX3 JP2 CERAMIC-SILICON NITRIDE SERIES SX6, SP9 Si3N4 Type SX3 JX1/JX3 are made of an advanced composite cutting
CUTTING TOOLS P R O D U C T G U I D E 8000 Insert Grade Information BIDEMICS SERIES JX1 / JX3 JP2 CERAMIC-SILICON NITRIDE SERIES SX6, SP9 Si3N4 Type SX3 JX1/JX3 are made of an advanced composite cutting
PRIMARY GRADES TURNING TURNING / INSERTS / INTRODUCTION TO CARBIDE INSERTS
 / ISERTS / ITRODUCTIO TO CARBIDE ISERTS PRIMARY GRADES group PVD Coated grades Carbide CVD Ceramics CB PCD Uncoated grades Carbide Cermet P M K S H P01 P05 P10 P15 P20 P25 P30 P35 P40 P45 P50 M01 M05 M15
/ ISERTS / ITRODUCTIO TO CARBIDE ISERTS PRIMARY GRADES group PVD Coated grades Carbide CVD Ceramics CB PCD Uncoated grades Carbide Cermet P M K S H P01 P05 P10 P15 P20 P25 P30 P35 P40 P45 P50 M01 M05 M15
Development of New Grade SUMIBORON BN7000 for Cast Iron and Ferrous Powder Metal Machining
 SPECIAL ISSUE Development of New SUMIBORON for Cast Iron and Ferrous Powder Metal Machining Yusuke Matsuda*, Katsumi OKaMura, shinya uesaka and tomohiro FuKaYa SUMIBORON P (polycrystalline cubic boron
SPECIAL ISSUE Development of New SUMIBORON for Cast Iron and Ferrous Powder Metal Machining Yusuke Matsuda*, Katsumi OKaMura, shinya uesaka and tomohiro FuKaYa SUMIBORON P (polycrystalline cubic boron
Ultra-met. carbide metalworking technologies (800) (866)
 (866)") CEMENTED CARBIDE GRAIN STRUCTURES January 2006 720 North Main Street P.O. Box 313 Urbana, OH 43078 800.543.9952 866.543.9952 937.653.7133 Fax: 937.653.4754 CEMENTED CARBIDE GRAIN STRUCTURES January 2006
CEMENTED CARBIDE GRAIN STRUCTURES January 2006 720 North Main Street P.O. Box 313 Urbana, OH 43078 800.543.9952 866.543.9952 937.653.7133 Fax: 937.653.4754 CEMENTED CARBIDE GRAIN STRUCTURES January 2006
Journal of Mechanical Science and Technology Journal of Mechanical Science and Technology 22 (2008) 1383~1390
 1383~1390") Journal of Mechanical Science and Technology Journal of Mechanical Science and Technology 22 (2008) 1383~1390 www.springerlink.com/content/1738-494x Environmentally conscious hard turning of cemented carbide
Journal of Mechanical Science and Technology Journal of Mechanical Science and Technology 22 (2008) 1383~1390 www.springerlink.com/content/1738-494x Environmentally conscious hard turning of cemented carbide
Development of SUMIBORON BN7500 for Ferrous Powder Metal Finishing
 INDUSTRIAL MATERIALS Development of SUMIBORON for Ferrous Powder Metal Finishing Yusuke MATSUDA*, Katsumi OKAMURA and Satoru KUKINO SUMIBORON tools are widely used in the cutting of hard-to-cut ferrous
INDUSTRIAL MATERIALS Development of SUMIBORON for Ferrous Powder Metal Finishing Yusuke MATSUDA*, Katsumi OKAMURA and Satoru KUKINO SUMIBORON tools are widely used in the cutting of hard-to-cut ferrous
Superabrasive CUTTING TOOLS & WEAR PARTS
 Superabrasive CUTTING TOOLS & WEAR PARTS CUTTING TOOLS Polycrystalline Diamond (PCD) PCD Cutting Tools PCD tools are as abrasion resistant as natural diamond tools and are much tougher. The diamond layer
Superabrasive CUTTING TOOLS & WEAR PARTS CUTTING TOOLS Polycrystalline Diamond (PCD) PCD Cutting Tools PCD tools are as abrasion resistant as natural diamond tools and are much tougher. The diamond layer
Solid Carbide Taps.
 Solid Carbide Taps www.vergnano.com VERGNANO CARBIDE TAPS The use of carbide tools has increased significantly in the last few years. Nowadays turning, drilling and milling operations are done, for the
Solid Carbide Taps www.vergnano.com VERGNANO CARBIDE TAPS The use of carbide tools has increased significantly in the last few years. Nowadays turning, drilling and milling operations are done, for the
AISI D2 Cold work tool steel
 T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
UNIT 2: With the progress of the industrial world it has been needed to continuously develop and improve the cutting tool materials and geometry;
 UNIT 2: Cutting tool materials: Desired properties, types of cutting tool materials HSS, Carbides, Coated Carbides, Ceramics, Cutting fluids Desired properties, types and selection. Heat generation in
UNIT 2: Cutting tool materials: Desired properties, types of cutting tool materials HSS, Carbides, Coated Carbides, Ceramics, Cutting fluids Desired properties, types and selection. Heat generation in
Cutting Data and Grinding. Dr Mirza Jahanzaib
 Cutting Data and Grinding Dr Mirza Jahanzaib Cutting Data TABLE 8.1 Data on orthogonal cutting of 4130 steel. TABLE 8.2 Data on orthogonal cutting of 9445 steel. Thrust force as a function of rake angle
Cutting Data and Grinding Dr Mirza Jahanzaib Cutting Data TABLE 8.1 Data on orthogonal cutting of 4130 steel. TABLE 8.2 Data on orthogonal cutting of 9445 steel. Thrust force as a function of rake angle
STATUS OF FEM MODELING IN HIGH SPEED CUTTING - A Progress Report -
 STATUS OF FEM MODELING IN HIGH SPEED CUTTING - A Progress Report - Dr. Taylan Altan, Professor and Director Partchapol (Jay) Sartkulvanich, Graduate Research Associate Ibrahim Al-Zkeri, Graduate Research
STATUS OF FEM MODELING IN HIGH SPEED CUTTING - A Progress Report - Dr. Taylan Altan, Professor and Director Partchapol (Jay) Sartkulvanich, Graduate Research Associate Ibrahim Al-Zkeri, Graduate Research
International Journal of Advance Engineering and Research Development. Study of Parameters Affecting Tool Life
 Scientific Journal of Impact Factor (SJIF): 5.71 International Journal of Advance Engineering and Research Development Volume 5, Issue 03, March -2018 Study of Parameters Affecting Tool Life e-issn (O):
Scientific Journal of Impact Factor (SJIF): 5.71 International Journal of Advance Engineering and Research Development Volume 5, Issue 03, March -2018 Study of Parameters Affecting Tool Life e-issn (O):
Experimental Investigation to Study the Effect of the Mineral Oil and Carbide Insert Shapes on Machining of Aisi 4140
 Experimental Investigation to Study the Effect of the Mineral Oil and Carbide Insert Shapes on Machining of Aisi 440 Pardeep Singh, Hartaj Singh 2, Anil Singh 3, Rewat Mahajan 4 Department of Mechanical
Experimental Investigation to Study the Effect of the Mineral Oil and Carbide Insert Shapes on Machining of Aisi 440 Pardeep Singh, Hartaj Singh 2, Anil Singh 3, Rewat Mahajan 4 Department of Mechanical
Milling Insert Grades
 Side illing Cutter for Cast iron Thread illing Cutters for Aluminum Cutters for old Face illing Cutter illing Inserts illing Grades illing illing Insert Grades Coated carbide Cermet cbn / CD Cemented carbide
Side illing Cutter for Cast iron Thread illing Cutters for Aluminum Cutters for old Face illing Cutter illing Inserts illing Grades illing illing Insert Grades Coated carbide Cermet cbn / CD Cemented carbide
Ultra-met. Table of Contents. FABRICATOR & TOOLMAKER Capabilities Catalog. carbide technologies
 carbide technologies INTRODUCTION Grade Technology... Grade Application... Grade Properties... ISO HOLE Description... ANSI Designations... ISO Designations... Chipbreaker Details... TURNING BLANKS Diamond
carbide technologies INTRODUCTION Grade Technology... Grade Application... Grade Properties... ISO HOLE Description... ANSI Designations... ISO Designations... Chipbreaker Details... TURNING BLANKS Diamond
Questions concerning the contents of the lecture Manufacturing Technology
 Questions concerning the contents of the lecture Manufacturing Manufaturing I 1. Introduction to Manufacturing No related questions 2. Measuring and Testing in Production 1. Explain systematic errors and
Questions concerning the contents of the lecture Manufacturing Manufaturing I 1. Introduction to Manufacturing No related questions 2. Measuring and Testing in Production 1. Explain systematic errors and
MSE-226 Engineering Materials
 MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
PCD Piston Tools. Zhengzhou Halnn Superhard Materials Co.,Ltd.
 PCD Piston Tools Zhengzhou Halnn Superhard Materials Co.,Ltd www.halnncbn.com Development Background of Automotive Engine Piston Global automotive piston market is expected to reach $15,705 million by
PCD Piston Tools Zhengzhou Halnn Superhard Materials Co.,Ltd www.halnncbn.com Development Background of Automotive Engine Piston Global automotive piston market is expected to reach $15,705 million by
Pollution Prevention in Machining and Metal Fabrication
 ... Pollution Prevention in Machining and Metal Fabrication A Manual for Technical Assistance Providers Excerpts March 2001... CHAPTER 5 Innovative Pollution Prevention Technologies Industry vendors have
... Pollution Prevention in Machining and Metal Fabrication A Manual for Technical Assistance Providers Excerpts March 2001... CHAPTER 5 Innovative Pollution Prevention Technologies Industry vendors have
/ 2019 full product line
 www.tungaloyamerica.com 2018 / 2019 full product line Coated CVD Coated PVD Ceramic Cermet CBN (T-CBN) PCD (T-DIA) Uncoated Cemented Carbide TurnLine Insert External Toolholder Internal Toolholder Miniature
www.tungaloyamerica.com 2018 / 2019 full product line Coated CVD Coated PVD Ceramic Cermet CBN (T-CBN) PCD (T-DIA) Uncoated Cemented Carbide TurnLine Insert External Toolholder Internal Toolholder Miniature
TO STUDY THE PROCESS PARAMETERS OF NIMONIC80A ON SURFACE ROUGHNESS IN DRY MACHINING: BY ANOVA APPROACH 1
 TO STUDY THE PROCESS PARAMETERS OF NIMONIC80A ON SURFACE ROUGHNESS IN DRY MACHINING: BY ANOVA APPROACH O. Archana M. V. R Durga Prasad Research Scholar, Department of Mechanical Engineering, VNR Vignana
TO STUDY THE PROCESS PARAMETERS OF NIMONIC80A ON SURFACE ROUGHNESS IN DRY MACHINING: BY ANOVA APPROACH O. Archana M. V. R Durga Prasad Research Scholar, Department of Mechanical Engineering, VNR Vignana
2
 1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
Summary of Insert Grades. Turning Small Tools Grooving Cut-off Drilling Milling. Insert Grades MEGACOAT. Super Micro-Grain. Coated Carbide.
 1~18 Summary of Turning Small Tools Grooving Cut-off Drilling Milling PVD Coated PVD Coated (Super Micro-grain / Micro-grain ) PVD Coated (Milling, Drilling) CVD Coated Ceramic CBN PCD (Polycrystalline
1~18 Summary of Turning Small Tools Grooving Cut-off Drilling Milling PVD Coated PVD Coated (Super Micro-grain / Micro-grain ) PVD Coated (Milling, Drilling) CVD Coated Ceramic CBN PCD (Polycrystalline
Investigation into Wear Characteristics of Tungsten Carbide under Different Lubricating Conditions R.J.Hire 1 Prof.S.V.Lomte 2
 IJSRD - International Journal for Scientific Research & Development Vol. 3, Issue 04, 2015 ISSN (online): 2321-0613 Investigation into Wear Characteristics of Tungsten Carbide under Different Lubricating
IJSRD - International Journal for Scientific Research & Development Vol. 3, Issue 04, 2015 ISSN (online): 2321-0613 Investigation into Wear Characteristics of Tungsten Carbide under Different Lubricating
ANSWER ONLY FIVE QUESTIONS
 Ministry of Higher Education & Scientific Research, Baghdad-Iraq University Of Technology Department of Materials Engineering وزارة التعليم العالي والبحث العلمي بغاد - العراق الجامعت التكنولوجيت قسم هندست
Ministry of Higher Education & Scientific Research, Baghdad-Iraq University Of Technology Department of Materials Engineering وزارة التعليم العالي والبحث العلمي بغاد - العراق الجامعت التكنولوجيت قسم هندست
Experimental Research on the Influence of Tool Material and Geometric Parameters on Cutting Surface Quality of Super Alloy
 International Journal of Smart Home Vol. 10, No. 5 (016), pp. 55-60 http://dx.doi.org/10.1457/ijsh.016.10.5.06 Experimental Research on the Influence of Tool Material and Geometric Parameters on Cutting
International Journal of Smart Home Vol. 10, No. 5 (016), pp. 55-60 http://dx.doi.org/10.1457/ijsh.016.10.5.06 Experimental Research on the Influence of Tool Material and Geometric Parameters on Cutting
Coated SUMIBORON BNC2010/BNC2020 for Hardened Steel Machining Realizing Long and Stable Tool Life
 INDUSTRIAL MATERIALS Coated SUMIBORON / for Hardened Steel Machining Realizing Long and Stable Tool Life Yusuke MATSUDA*, Hironari MOROGUCHI, Nozomi TSUKIHARA, Katsumi OKAMURA, Makoto SETOYAMA and Tomohiro
INDUSTRIAL MATERIALS Coated SUMIBORON / for Hardened Steel Machining Realizing Long and Stable Tool Life Yusuke MATSUDA*, Hironari MOROGUCHI, Nozomi TSUKIHARA, Katsumi OKAMURA, Makoto SETOYAMA and Tomohiro
Composite Materials. Metal matrix composites
 Composite Materials Metal matrix composites Introduction The properties that make MMCs attractive are high strength and stiffness, good wear resistance, high service temperature, tailorable coefficient
Composite Materials Metal matrix composites Introduction The properties that make MMCs attractive are high strength and stiffness, good wear resistance, high service temperature, tailorable coefficient
The best of both worlds
 The best of both worlds CoroMill 210 the ultimate roughing cutter for modern machining techniques Use CoroMill 210 for plunge milling to mill away large volumes of metal or for high feed milling of flat
The best of both worlds CoroMill 210 the ultimate roughing cutter for modern machining techniques Use CoroMill 210 for plunge milling to mill away large volumes of metal or for high feed milling of flat
FINITE ELEMENTSIMULATION IN ORTHOGONAL MACHINING OF INCONEL 718 ALLOY
 FINITE ELEMENTSIMULATION IN ORTHOGONAL MACHINING OF INCONEL 718 ALLOY P.DEEPAGANESH. ME CAD/CAM, Shanmuganathan Engineering College, Pudukottai. ABSTRACT Knowing the stringent operating conditions to which
FINITE ELEMENTSIMULATION IN ORTHOGONAL MACHINING OF INCONEL 718 ALLOY P.DEEPAGANESH. ME CAD/CAM, Shanmuganathan Engineering College, Pudukottai. ABSTRACT Knowing the stringent operating conditions to which
Insert Grades A1~A21 A2~A5. Summary of Insert Grades A6~A21. Insert Grades. Turning Small Tools Grooving / Cut-Off / Threading Drilling Milling
 Summary of Turning Small Tools Grooving / Cut-Off / Threading Drilling Milling 1~21 2~5 2~3 3 4 5 5 Cermet PVD Coated Cermet CVD Coated (Turning) PVD Coated (Turning) PVD / CVD Coated (Milling / Drilling)
Summary of Turning Small Tools Grooving / Cut-Off / Threading Drilling Milling 1~21 2~5 2~3 3 4 5 5 Cermet PVD Coated Cermet CVD Coated (Turning) PVD Coated (Turning) PVD / CVD Coated (Milling / Drilling)
Introduction to manufacturing
 Corso di Studi di Fabbricazione 1 Introduction to manufacturing 1 MANUFACTURING - TECHNOLOGICALLY IMPORTANT Technology provides the products that help our society and its members to live better What do
Corso di Studi di Fabbricazione 1 Introduction to manufacturing 1 MANUFACTURING - TECHNOLOGICALLY IMPORTANT Technology provides the products that help our society and its members to live better What do
Company Profile. GH Diamond Tools Co., LTD is the manufacturer specialized in producing Diamond and
 Company Profile GH Diamond Tools Co., LTD is the manufacturer specialized in producing Diamond and CBN tools, which not only creates a good brand of producing various Diamonds,CBN tools and cutters but
Company Profile GH Diamond Tools Co., LTD is the manufacturer specialized in producing Diamond and CBN tools, which not only creates a good brand of producing various Diamonds,CBN tools and cutters but
VANADIS 6 SuperClean
 T O O L S T E E L F A C T S SuperClean High performance powder metallurgical cold work tool steel Great Tooling Starts Here! Cover photo: Powder pressing punch of. Excellent results have been obtained
T O O L S T E E L F A C T S SuperClean High performance powder metallurgical cold work tool steel Great Tooling Starts Here! Cover photo: Powder pressing punch of. Excellent results have been obtained
Uddeholm Vanadis 30 SuperClean. Uddeholm Vanadis 30 SuperClean
 Uddeholm Vanadis 30 SuperClean 1 UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright holder. This information is based
Uddeholm Vanadis 30 SuperClean 1 UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright holder. This information is based
BZN COMPACTS TOOL BLANKS AND INSERTS
 BZN COMPACTS TOOL BLANKS AND INSERTS BZN COMPACTS TOOL BLANKS AND INSERTS Sandvik Hyperion manufactures a complete line of high quality polycrystalline CBN products for machining ferrous materials. The
BZN COMPACTS TOOL BLANKS AND INSERTS BZN COMPACTS TOOL BLANKS AND INSERTS Sandvik Hyperion manufactures a complete line of high quality polycrystalline CBN products for machining ferrous materials. The
MSE 440/540 Test 3 Fall Points Total
 MSE 440/540 Test 3 Fall 2012 101 Points Total Name(print) Undergraduate Or Graduate (circle one) ID number No notes, books, or information stored in calculator memories may be used. The NCSU academic integrity
MSE 440/540 Test 3 Fall 2012 101 Points Total Name(print) Undergraduate Or Graduate (circle one) ID number No notes, books, or information stored in calculator memories may be used. The NCSU academic integrity
Jongen Werkzeugtechnik. Working depth. Drilling by JONGEN. 3 x D. BP 04 to 12
 Jongen Werkzeugtechnik Working depth 3 x D Drilling by JONGEN BP 04 to 12 THE TOOL New at Jongen: universally applicable high-performance drill for use on lathes and milling centers. It offers the highest
Jongen Werkzeugtechnik Working depth 3 x D Drilling by JONGEN BP 04 to 12 THE TOOL New at Jongen: universally applicable high-performance drill for use on lathes and milling centers. It offers the highest
Manufacturing Technology I. Lecture 3. Fundamentals of Cutting
 Manufacturing Technology I Lecture 3 Fundamentals of Cutting Prof. Dr.-Ing. F. Klocke Structure of the lecture Examples: turning of steel The cutting part - Terms and symbols The cutting operation Loads
Manufacturing Technology I Lecture 3 Fundamentals of Cutting Prof. Dr.-Ing. F. Klocke Structure of the lecture Examples: turning of steel The cutting part - Terms and symbols The cutting operation Loads
Polycrystalline diamond blanks and cut shapes for inserts and round tools. TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts
 Polycrystalline diamond blanks and cut shapes for inserts and round tools TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts COMPAX PCD PRODUCT OFFERINGS Hyperion offers a vast selection of superior
Polycrystalline diamond blanks and cut shapes for inserts and round tools TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts COMPAX PCD PRODUCT OFFERINGS Hyperion offers a vast selection of superior
Tool Wear Investigation in CNC Turning Operation
 , July 4-6, 2018, London, U.K. Tool Wear Investigation in CNC Turning Operation Yousuf Al Kindi, Murali R V, Salim R K Abstract The aim of this attempt is to experimentally investigate the cutting tool
, July 4-6, 2018, London, U.K. Tool Wear Investigation in CNC Turning Operation Yousuf Al Kindi, Murali R V, Salim R K Abstract The aim of this attempt is to experimentally investigate the cutting tool
Thesis Submitted in Partial Fulfilment of the Requirements for the Degree of Master of Technology (M. Tech) Production Engineering. Akash Mukhopadhyay
 Production Engineering. Akash Mukhopadhyay") Experimental investigations and optimization of the machinability aspects of AISI 4340 alloy steel using uncoated carbide and coated cermet inserts in dry hard turning Thesis Submitted in Partial Fulfilment
Experimental investigations and optimization of the machinability aspects of AISI 4340 alloy steel using uncoated carbide and coated cermet inserts in dry hard turning Thesis Submitted in Partial Fulfilment
2 5.6 Cast Irons Case Study Fish Hooks
 1 Chapter 1 Introduction 1.1 Materials, Manufacturing, and the Standard of Living 1.2 Manufacturing and Production Systems Case Study Famous Manufacturing Engineers Chapter 2 Manufacturing Systems Design
1 Chapter 1 Introduction 1.1 Materials, Manufacturing, and the Standard of Living 1.2 Manufacturing and Production Systems Case Study Famous Manufacturing Engineers Chapter 2 Manufacturing Systems Design
Selection of Tool & Die Steels
 Selection of Tool & Die Steels Introduction The success of a metal forming tool depends on optimizing all the factors affecting its performance. Usually, operating conditions (applied loads, abrasive environments,
Selection of Tool & Die Steels Introduction The success of a metal forming tool depends on optimizing all the factors affecting its performance. Usually, operating conditions (applied loads, abrasive environments,
Polycrystalline diamond blanks and cut shapes for inserts and round tools. TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts
 Polycrystalline diamond blanks and cut shapes for inserts and round tools TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts COMPAX PCD PRODUCT OFFERING Hyperion offers a vast selection of superior
Polycrystalline diamond blanks and cut shapes for inserts and round tools TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts COMPAX PCD PRODUCT OFFERING Hyperion offers a vast selection of superior
PERFORMANCE EVALUATION OF TiN COATED AND UNCOATED CARBIDE TOOLS IN TURNING AISI 4140 STEEL
 5 th International & 26 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12 th 14 th, 2014, IIT Guwahati, Assam, India PERFORMANCE EVALUATION OF TiN COATED AND
5 th International & 26 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12 th 14 th, 2014, IIT Guwahati, Assam, India PERFORMANCE EVALUATION OF TiN COATED AND
Keeping the Customer First. Tungaloy Catalogue TE0707-E2. Cutting Tools.
 Keeping the Customer First Tungaloy Catalogue TE0707-E2 2007 Cutting Tools www.tungaloy-eu.com Selection Guides List of... 410 Selection Guides... 412 Specifications Solid Carbide s For High Speed Deep
Keeping the Customer First Tungaloy Catalogue TE0707-E2 2007 Cutting Tools www.tungaloy-eu.com Selection Guides List of... 410 Selection Guides... 412 Specifications Solid Carbide s For High Speed Deep
 7 Alloy Steels CLASSIFICATION OF STEELS low carbon
7 Alloy Steels CLASSIFICATION OF STEELS low carbon Carbide Tip Coolant Fed Drills
 KOOLTWIST, KOOLCARB, KOOLDEX Carbide Tip Coolant Fed Drills KOOLTWIST HIGH PERFORMANCE High performance, helical point, stub length. For alloy steels, tool steels, free machining stainless steels, Style
KOOLTWIST, KOOLCARB, KOOLDEX Carbide Tip Coolant Fed Drills KOOLTWIST HIGH PERFORMANCE High performance, helical point, stub length. For alloy steels, tool steels, free machining stainless steels, Style
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 8: Forming Processes (Rolling, Extrusion, Forging, Drawing) DR. SOTIRIS L. OMIROU Forming Processes - Definition & Types - Forming processes are those in which
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 8: Forming Processes (Rolling, Extrusion, Forging, Drawing) DR. SOTIRIS L. OMIROU Forming Processes - Definition & Types - Forming processes are those in which
MECHANICAL PROPERTIES OF MATERIALS. Manufacturing materials, IE251 Dr M. Eissa
 MECHANICAL PROPERTIES OF MATERIALS, IE251 Dr M. Eissa MECHANICAL PROPERTIES OF MATERIALS 1. Bending Test (Slide 3) 2. Shear Test (Slide 8) 3. Hardness (Slide 14) 4. Effect of Temperature on Properties
MECHANICAL PROPERTIES OF MATERIALS, IE251 Dr M. Eissa MECHANICAL PROPERTIES OF MATERIALS 1. Bending Test (Slide 3) 2. Shear Test (Slide 8) 3. Hardness (Slide 14) 4. Effect of Temperature on Properties
MFH Micro. Micro Dia. Cutter for High Feed Machining. Low Resistance and Durable Against Chatter for Highly Efficient Machining
 Micro Diameter High Feed Mills Micro Dia. Cutter for High Feed Machining Low Resistance and Durable Against Chatter for Highly Efficient Machining Shortens Rough Machining Times Replaces Solid End Mills
Micro Diameter High Feed Mills Micro Dia. Cutter for High Feed Machining Low Resistance and Durable Against Chatter for Highly Efficient Machining Shortens Rough Machining Times Replaces Solid End Mills
A Comparative Study of Tool Life Between Ceramic and CBN Cutting Tools when Machining Steel and Optimization of Cutting Parameters
 International Journal of Manufacturing Science and Technology 5(2) December 2011; pp. 91-99 Serials Publications A Comparative Study of Tool Life Between Ceramic and CBN Cutting Tools when Machining 52100
International Journal of Manufacturing Science and Technology 5(2) December 2011; pp. 91-99 Serials Publications A Comparative Study of Tool Life Between Ceramic and CBN Cutting Tools when Machining 52100
Wear of PVD Coated and CVD+PVD Coated Inserts in Turning
 Wear of PVD Coated and CVD+PVD Coated Inserts in Turning Paper No.: 65 Session No.: Author Name: Title: Affiliation: Address: Email: 56 (Dynamics and Vibrations in Experimental Mechanics) M.A. Zeb Assistant
Wear of PVD Coated and CVD+PVD Coated Inserts in Turning Paper No.: 65 Session No.: Author Name: Title: Affiliation: Address: Email: 56 (Dynamics and Vibrations in Experimental Mechanics) M.A. Zeb Assistant
Optimization of Machining Parameters for Turning Mild Steel Using Design of Experiment
 International Conference of Advance Research and Innovation (-2015) Optimization of Machining Parameters for Turning Mild Steel Using Design of Experiment Parshvam Jain *, Ranganath M S, Vipin, R. S. Mishra,
International Conference of Advance Research and Innovation (-2015) Optimization of Machining Parameters for Turning Mild Steel Using Design of Experiment Parshvam Jain *, Ranganath M S, Vipin, R. S. Mishra,
PCD Grooving Tools, PCD Turning Tools, PCD Boring Tools for machining Pistons
 PCD Grooving Tools, PCD Turning Tools, PCD Boring Tools for machining Pistons Development Background of Automotive Engine Piston Global automotive piston market is expected to reach $15,705 million by
PCD Grooving Tools, PCD Turning Tools, PCD Boring Tools for machining Pistons Development Background of Automotive Engine Piston Global automotive piston market is expected to reach $15,705 million by
Solution Wear. Carbide cutting tools (not HSS steel tools) in cutting ferrous alloys at high speeds
 in cutting ferrous alloys at high speeds") Solution Wear Carbide cutting tools (not HSS steel tools) in cutting ferrous alloys at high speeds 1 Mechanical Behavior Dominated Wear Friction and wear controlled by mechanical behavior of materials
Solution Wear Carbide cutting tools (not HSS steel tools) in cutting ferrous alloys at high speeds 1 Mechanical Behavior Dominated Wear Friction and wear controlled by mechanical behavior of materials
ALUMEC. High strength aluminium
 High strength aluminium This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
High strength aluminium This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
Study on Effects of Cutting Fluids on Cutting Resistance and Tool Wear in Simple Method for Incoloy 825 Reaming
 Proceedings of the 4th IIAE International Conference on Industrial Application Engineering 2016 Study on Effects of Cutting Fluids on Cutting Resistance and Tool Wear in Simple Method for Incoloy 825 Reaming
Proceedings of the 4th IIAE International Conference on Industrial Application Engineering 2016 Study on Effects of Cutting Fluids on Cutting Resistance and Tool Wear in Simple Method for Incoloy 825 Reaming
An Experimental Investigation to Optimize the Process Parameters of Surface Finish in Turning AISI 202 Stainless Steel Using Taguchi Approach
 ISSN (e): 2250 3005 Vol, 04 Issue, 12 December 2014 International Journal of Computational An Experimental Investigation to Optimize the Process Parameters of Surface Finish in Turning AISI 202 Stainless
ISSN (e): 2250 3005 Vol, 04 Issue, 12 December 2014 International Journal of Computational An Experimental Investigation to Optimize the Process Parameters of Surface Finish in Turning AISI 202 Stainless
ORVAR SUPREME. Hot work tool steel
 Hot work tool steel This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
Hot work tool steel This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
Carbide Grades for PM Tooling
 Carbide Grades for PM Tooling Mark T. Klingensmith Manager of Technical Sales and PM Applications Dr. Leonid Frayman Chief Metallurgist Presented at PowderMet 2010. June 27-30, 2010. Hollywood (Ft. Lauderdale),
Carbide Grades for PM Tooling Mark T. Klingensmith Manager of Technical Sales and PM Applications Dr. Leonid Frayman Chief Metallurgist Presented at PowderMet 2010. June 27-30, 2010. Hollywood (Ft. Lauderdale),
INTRODUCTION. What is Manufacturing? Materials in Manufacturing Manufacturing Processes Production Systems Organization of the Book
 INTRODUCTION What is Manufacturing? Materials in Manufacturing Manufacturing Processes Production Systems Organization of the Book Manufacturing is Important! Technologically Economically Historically
INTRODUCTION What is Manufacturing? Materials in Manufacturing Manufacturing Processes Production Systems Organization of the Book Manufacturing is Important! Technologically Economically Historically
Tool Life Performances on Turning Austenised and Quenched AISI Bearing Steel with Ceramics and CBN/TiC Cutting Tools
 Research Article International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347-5161 2014 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Tool
Research Article International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347-5161 2014 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Tool
AISI A2 Cold work tool steel
 T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
International Journal of Advance Engineering and Research Development
 Scientific Journal of Impact Factor(SJIF): 3.134 International Journal of Advance Engineering and Research Development Volume 2,Issue 5, May -2015 e-issn(o): 2348-4470 p-issn(p): 2348-6406 AN INVESTIGATION
Scientific Journal of Impact Factor(SJIF): 3.134 International Journal of Advance Engineering and Research Development Volume 2,Issue 5, May -2015 e-issn(o): 2348-4470 p-issn(p): 2348-6406 AN INVESTIGATION
APM 2730 HOT ISOSTATIC PRESSED (HIP) PRODUCTS
 PRODUCTS") APM 2730 HOT ISOSTATIC PRESSED (HIP) PRODUCTS DATASHEET APM 2730 is a high alloyed powder metallurgical high speed steel corresponding to ASTM M3:2 +Co with a combination of very good abrasive wear resistance,
APM 2730 HOT ISOSTATIC PRESSED (HIP) PRODUCTS DATASHEET APM 2730 is a high alloyed powder metallurgical high speed steel corresponding to ASTM M3:2 +Co with a combination of very good abrasive wear resistance,
The Pennsylvania State University. The Graduate School. College of Engineering A STUDY OF THE TURNING OF AUSTEMPERED DUCTILE IRON (ADI)
") The Pennsylvania State University The Graduate School College of Engineering A STUDY OF THE TURNING OF AUSTEMPERED DUCTILE IRON (ADI) GRADES WITH COATED CARBIDE TOOLS A Thesis in Industrial Engineering
The Pennsylvania State University The Graduate School College of Engineering A STUDY OF THE TURNING OF AUSTEMPERED DUCTILE IRON (ADI) GRADES WITH COATED CARBIDE TOOLS A Thesis in Industrial Engineering
VANADIS 10 SuperClean High performance powder metallurgical cold work tool steel
 SuperClean High performance powder metallurgical cold work tool steel Critical tool steel properties for GOOD TOOL PERFORMANCE Correct hardness for the application Very high wear resistance Sufficient
SuperClean High performance powder metallurgical cold work tool steel Critical tool steel properties for GOOD TOOL PERFORMANCE Correct hardness for the application Very high wear resistance Sufficient
UNCONVENTIONAL MACHINING PROCESS UNIT 1 INTRODUCTION. Prepared by S. SENTHIL KUMAR AP / MECH SVCET
 UNCONVENTIONAL MACHINING PROCESS UNIT 1 INTRODUCTION Prepared by S. SENTHIL KUMAR AP / MECH SVCET INTRODUCTION Conventional machining process Metal is removed by means of tool which is harder than work
UNCONVENTIONAL MACHINING PROCESS UNIT 1 INTRODUCTION Prepared by S. SENTHIL KUMAR AP / MECH SVCET INTRODUCTION Conventional machining process Metal is removed by means of tool which is harder than work
Hardmetals progressive die materials
 Tel:+86-731-8812288 88122855 Fax:+86-731-88122998 8812286 P.C:4125 Hardmetals progressive die materials Materials properties and their scope of applications Co % Hardness HRA Density g/cm 3 Transverse
Tel:+86-731-8812288 88122855 Fax:+86-731-88122998 8812286 P.C:4125 Hardmetals progressive die materials Materials properties and their scope of applications Co % Hardness HRA Density g/cm 3 Transverse
CIRP Annals - Manufacturing Technology
 CIRP Annals - Manufacturing Technology 59 (2010) 77 82 Contents lists available at ScienceDirect CIRP Annals - Manufacturing Technology journal homepage: http://ees.elsevier.com/cirp/default.asp Investigations
CIRP Annals - Manufacturing Technology 59 (2010) 77 82 Contents lists available at ScienceDirect CIRP Annals - Manufacturing Technology journal homepage: http://ees.elsevier.com/cirp/default.asp Investigations
HSS rolled. HSS ground. HSS Co 5 ground. HSS-TiN ground. Twist drills DIN 338 type N. Point cuts:
 Twist drills DIN 338 type N High performance twist drill suitable for all normal drilling in conventional materials. Point cut: helical point Helix angle: 20-30 tolerance: h8 Right-hand cutting 1,0 up
Twist drills DIN 338 type N High performance twist drill suitable for all normal drilling in conventional materials. Point cut: helical point Helix angle: 20-30 tolerance: h8 Right-hand cutting 1,0 up
TOOLMAKER SOLUTIONS Rotary Tool Blanks
 TOOLMAKER SOLUTIONS Rotary Tool Blanks Cemented carbide blanks for drills and end mills TABLE OF CONTENTS HYPERION ROTARY TOOL BLANKS SOLID BLANKS 04 06 END MILL BLANKS WITH CHAMFER, GROUND TO HYPERION
TOOLMAKER SOLUTIONS Rotary Tool Blanks Cemented carbide blanks for drills and end mills TABLE OF CONTENTS HYPERION ROTARY TOOL BLANKS SOLID BLANKS 04 06 END MILL BLANKS WITH CHAMFER, GROUND TO HYPERION
Experimental Study on Tool Parameters of Al2O3 in High Speed Machining
 International Journal of Current Engineering and Technology E-ISSN 2277 416, P-ISSN 2347 5161 215INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Study on
International Journal of Current Engineering and Technology E-ISSN 2277 416, P-ISSN 2347 5161 215INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Study on
Investigation of Surface Roughness and Flank Wear by CBN and PCBN Tools on Hard Cr-Mo Steel
 Investigation of Surface Roughness and Flank Wear by CBN and PCBN Tools on Hard Cr-Mo Steel S.Thamizhmanii* and S.Hasan Abstract Hard turning is the latest technology and is used to turn hard materials
Investigation of Surface Roughness and Flank Wear by CBN and PCBN Tools on Hard Cr-Mo Steel S.Thamizhmanii* and S.Hasan Abstract Hard turning is the latest technology and is used to turn hard materials
NTB DiaCer NTB CeraCBN
 NTB DiaCer NTB CeraCBN Diamond & CBN Grinding Wheels 1.0 Super-Abrasive Diamond and CBN Vitrified Grinding Wheels Super-Abrasive wheels play a key role in the grinding process for Advanced Ceramics, Semi-Conductor,
NTB DiaCer NTB CeraCBN Diamond & CBN Grinding Wheels 1.0 Super-Abrasive Diamond and CBN Vitrified Grinding Wheels Super-Abrasive wheels play a key role in the grinding process for Advanced Ceramics, Semi-Conductor,
The Art and Science of Milling Titanium.
 Tom Hofmann Global Product Manager - Milling ATI Stellram The Art and Science of Milling Titanium. ATI Stellram, a business unit of ATI Engineered Products, and an Allegheny Technologies company. Increasingly
Tom Hofmann Global Product Manager - Milling ATI Stellram The Art and Science of Milling Titanium. ATI Stellram, a business unit of ATI Engineered Products, and an Allegheny Technologies company. Increasingly
Metal Forming Process. Prof.A.Chandrashekhar
 Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Machining Behavior of En24 and En36c Steels
 Machining Behavior of En24 and Enc Steels Nikhil Bharat, Vishal Mishra 2, Dr Kalyan Chakraborty 3,2 M.Tech (Mechanical) Student, Department of Mechanical Engineering National Institute of Technology, Silchar,
Machining Behavior of En24 and Enc Steels Nikhil Bharat, Vishal Mishra 2, Dr Kalyan Chakraborty 3,2 M.Tech (Mechanical) Student, Department of Mechanical Engineering National Institute of Technology, Silchar,
INSERT GRADES CUTTING MATERIALS: HARDMETALS. COATED HARDMETALS (ISO group HC) UNCOATED HARDMETALS (ISO group HW) Uncoated Turning Cermet Grades:
 UNCOATED HARDMETALS (ISO group HW) Uncoated Turning Cermet Grades:") INSERT GRADES CUTTING MATERIALS: HARDMETALS In Germany hardmetal is often referred to colloquially as Widia, the trade name given to a sintered hardmetal cutting material which Krupp first brought onto
INSERT GRADES CUTTING MATERIALS: HARDMETALS In Germany hardmetal is often referred to colloquially as Widia, the trade name given to a sintered hardmetal cutting material which Krupp first brought onto
Tool wear Mechanism. 1.Abrasive wear. 1.Abrasive wear cont. 1/4/2013
 Tool wear Mechanism 2 Major wear mechanisms 1. Abrasive wear 2. Adhesion wear 3. Diusion 4. Oxidation 5. Fatigue 6. Chemical decomposing 1 1.Abrasive wear 1.Abrasive wear cont. 3 4 Soter material sliding
Tool wear Mechanism 2 Major wear mechanisms 1. Abrasive wear 2. Adhesion wear 3. Diusion 4. Oxidation 5. Fatigue 6. Chemical decomposing 1 1.Abrasive wear 1.Abrasive wear cont. 3 4 Soter material sliding