LUBRICANT and COOL ANT FLUIDS
|
|
|
- Branden Warren
- 6 years ago
- Views:
Transcription




1 THE ULTIMATE LUBRICANTS AND ADDITIVES LUBRICANT and COOL ANT FLUIDS Visit our website:


2 2
3 Note on fluids for cutting and grinding TABLE OF CONTENTS PAGE IntroductIon 4 02 FunctIons of coolants For cutting And GrIndInG 4 03 classification of metalworking FluIds 5 04 ProPErtIEs of metalworking FluIds 7 05 operational concentration of metalworking FluIds 9 06 note on composition of metalworking FluIds 9 07 water quality PrActIcAl tips For the use of metalworking FluIds PrEPArAtIon, maintenance And cleaning of the metalworking FluId tank with "syneco deterwash" And "syneco dpg" series PrEPArAtIon of the coolant contamination of the FluId In service BEhAVIour of the FluId In service characteristics of materials In service And tools service syneco check up - service syneco test disposal of ExhAust FluIds BIodEGrAdABIlIty of "Flr" "Flrs" By syneco AuxIlIAry EquIPmEnt: refractometer, ProPortIonInG device, BElt oil skimmer, Ph meter classification Iso 6743/7 FAmIly: mh, ma For cutting oils distribution of the Product categories of FAmIly "m" In AccordAncE with the APPlIcAtIon range BElt oil skimmer 22 ProPortIonInG device other syneco Products AFtEr cutting operation BIBlIoGrAPhy 31 3

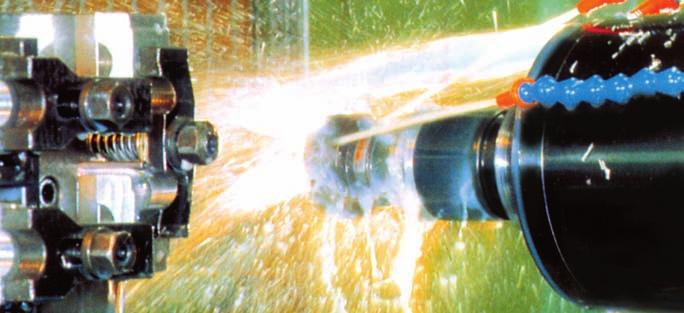
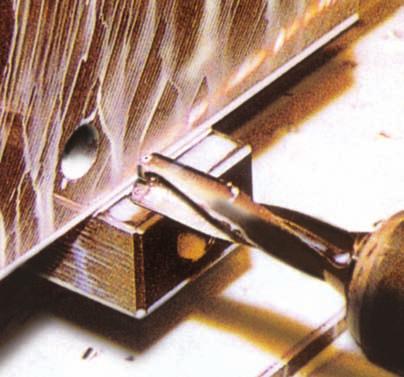
4 01 - INTRODUCTION TO METALWORKING FLUIDS since their first appearance, in the second half of the last century, metalworking fluids have evolved considerably, to meet the constantly higher needs of processing performance of metals and alloys increasingly hard or tough, in full compliance with the rules of hygiene and safety in the workplace, which are finally getting the proper consideration by the manufacturers and interest by the users FUNCTION OF COOLANTS FOR CUTTING AND GRINDING In order to understand and evaluate the importance of a metalworking fluid (Flr), we must begin with an analysis of the mechanical processing, trying to identify those parameters that are more influenced by the physical properties and the chemical composition of the metalworking fluid. during metal cutting, a certain amount of heat is generated by plastic deformation of the metal and phenomena of external friction, in particular, the rubbing of the chip on the tool. the heat thus produced has to be removed for the most part from the chip (about 80%), while the rest is distributed between the workpiece and the tool in ratios varying with the cutting speed. the instantaneous temperature of the cutting tool may even exceed 1000 c in the processing of high-alloy steels, if we do not provide adequate cooling, and in any case, it can stabilize at c. If we are not able to limit the heat generation and to remove the generated heat, the following cases are possible: - change in the molecular structure of the workpiece and the tool (tempering). - deformation and cracking due to thermal stresses in the workpiece and the tool. - thermal expansion of the workpiece, resulting in a mismatch of finished size compared to expected size. - welding of metal machining on the tool, resulting in a profile change of the tool itself, its abnormal wear and increased power consumption of the cutting action. the welding of particles of the material being machined to the surfaces of the tool will have the effect of high temperatures that are reached locally in some points of the tool, the workpiece and the chip, and strong cutting pressures, even of kg/mm2. In order to define briefly the function of the metalworking fluids, we can say that they must "cool and lubricate". "cool", by removing the heat generated during processing and "lubricate" by decreasing the friction of sliding between the tool and the workpiece and between the tool and the chip. A necessary condition for the coolant to do its effect, is that it fits between the surfaces to be lubricated (main side - machined surface - side of the tool - chip) and wets the surface to be cooled. For this purpose, the following conditions are required: - the jet or jets must be oriented so as to direct the fluid to the cutting area; - the jet pressure must be such as to overcome the air cushion that is formed in the cutting area due to the air entrainment by friction; - the amount should be sufficient to remove the generated heat. some metalworking fluids present special "anti-weld" or "EP" (Extreme Pressure) features, for their ability to combine chemically, in the points of incipient welding, with the metal of the workpiece and the chip, giving rise to compounds of not high hardness and low friction coefficient. these compounds reduce the friction and consequently the development of heat and play an anti-weld action on the metal surfaces. 4
.")
5 03 - CLASSIFICATION OF METALWORKING FLUIDS the metalworking fluids can be divided into the following two categories: FLRs WHOLE NOT EMULSIFIABLE WATER-BASED MINERAL OIL + SOLUBLE OIL ADDITIVES EMULSIFIABLE SOLUBLE EMULSIFIABLE A MINERAL-BASED OIL PARTIALLY SYNTHETIC SYNTHETIC Non-miscible Coolants (non-miscible in water). the formula involves the use of 80% -90 % of oils and antiwear additives, corrosion protection, anti-foaming additives for the rest; the base is generally paraffinic or non-toxic or synthetic, with low tendency to evaporate. the use of oils regenerated with vacuum distillation or acid-treated or weakly solvent-refined is not recommended due to the presence of polycyclic aromatic hydrocarbons (PAhs). the high costs of disposal of Flrs miscible with water and the problems of isolation of electrical and electronic equipment are re-evaluating the use of non-miscible Flrs in particular processing, such as grinding and turning, with products formulated for long duration, for which it is appropriate to precisely control the operating temperature, in order to limit oxidation. they are used as such, and consist mainly of some particularly refined mineral and non-toxic oils, with low noack volatility, in which different additives can be dissolved: oils, natural or synthetic greases, EP additives containing chlorine, sulphur, phosphor, etc. this category includes the syneco products (dd, Auro, new Auro, hs). the production of non-miscible cutting oils depends on individual operations, processed metals, new generation machines characterized by high productivity. For some years, the production of non-miscible cutting fluids has been governed by law and by customers departments for control and safety. Particular attention is paid to the use of regenerated mineral oils, for their ability to form PcBs (polychlorinated biphenyls), with halogenation of aromatic compounds, for the behaviour at high operating temperatures. we briefly report the most frequently used oils: - Chlorinated oils, with additives such as EP, chlorine-based, at a certain temperature they form solid films of metal chlorides with metals, characterized by low friction coefficient; generally they can operate below 350 c, but particularly stabilized additives may exceed this value. - Sulphur oils, also of EP type, divided into products suitable to copper (not active) and staining or active products which, in operation, form films of metal sulphides with low friction coefficient. - Sulphur-chlorinated oils with EP performance: they combine the properties of the two additives for operations on metals with low machinability. while sulphur, more reactive, forms films of metal sulphides at high temperature and with low friction coefficient, such as to contain the generated heat and the temperature in the cutting area, chlorine, with the formation of films of metal chlorides, with low friction coefficient, helps to stabilize the temperature and cools it down. - Oil with Sodium or Calcium sulphonates: enhances the EP properties and avoids, when exhausted, problems of disposal costs. 5

6 during the process of cutting or deformation of the workpiece, these non-reactive additives form a film adsorbing the carbonate particles from the metal surfaces. this film has a low shear stress and a high melting point, to allow for greater cutting speed and faster feed rates. the reduced friction improves the surface finishing, reducing any scratches and erosions. Free of chlorine and phosphorus, they have a synergistic action with sulphur components, being able to actually increase the cutting performance when they are combined. maintenance and control of oil in service are recommended and required at a certain interval: the oil characteristics and the level of additives and contamination must be checked at least once a year, in order to make appropriate corrections. during the machining, the heat removed from the cutting area does increase the oil temperature, if not properly controlled, according to the various applications, and this produces the oil oxidation and a possible degradation. It is important to eliminate the scrap that can catalyze, also in this case, the oil oxidation and an advanced reduction of its properties and characteristics Metalworking fluids to be mixed with water. Flrs miscible in water, combine the high capacity of heat dissipation intrinsic in water with the lubricant power of the other substances contained therein. In general, they come in the form of emulsions or solutions. the emulsion is a dispersed system, obtained from the mixture of two fluids (water and oil). the oil is the internal phase, the one that distributes in drops in the carrier fluid or external phase (water). the emulsifiable Flrs are divided into: Emulsifiable oil-based FLRs: consisting of mineral oil (40 to 80%), emulsifiers and oil-soluble additives. they look like a milky emulsion (the size of the oil droplets varies from 1 to 5 microns); in the choice of base oils, mineral oils with content of paraffinic or naphthenic hydrocarbons with a low tendency to evaporate are preferred. In this series we can find: Syneco Emulsionabile N, Emal, Argo, Argo T925, Super Argo Emulsifiable partially synthetic FLRs: consisting of predominantly mineral oil (5 to 30%), emulsifiers (polyethylene oxides), additives soluble in water and additives soluble in oil. they look like a translucent opalescent emulsion (the size of the oil droplets is less than 1 micron). Syneco Emulsint and Emulsint K645 are partially synthetic Solutions: these Flrs do not contain oil, but are composed basically by chemicals dissolved in water (esters, salts, additives soluble in water). they are mainly used in grinding processes, but can also be used for the removal of chips. they look like clear solutions. this series includes: syneco Biosint 40, 80, k185. Among the most important additives of Flrs miscible in water we can find: Ionic emulsifiers (alkaline soaps, sulphonated soaps, salts of carboxylic acids, phenols, etc.); non-ionic emulsifiers (e.g. polyethylene oxides); corrosion inhibitors (alkaline salts, alkanolamines, boron compounds, nitrites, etc.); Polar additives (oils of animal or vegetable origin, esters of organic acids); E.P. Additives (chlorine, sulphur, Phosphorus) Biocides, disinfectants (formaldehyde, triazine derivatives, phenol derivatives, boron compounds, quaternary ammonium liberators of formaldehyde, derivatives of heavy metals such as hg and Pb, etc. ); Anti-wear: (tricresyl phosphate, thiosulphate and phosphates); Anti-fog : (generally, they are polymers that facilitate coalescence); stabilizers: (alcohols, glycols, etc.); Anti-foam: (silicones); Viscosity improvers: (polymers and copolymers); other: (dyes, fragrances, etc.). 6

7 04 - PROPERTIES OF METALWORKING FLUIDS A mechanic machining must obtain a finished piece that complies with the size tolerances and surface finish from a given origin material. the Flrs must meet, in the first place, the following requirements: - cooling - lubrication - cleaning effect - other Cooling the heat generated on the cutting point, in the case of machining by chip removal, must be reduced by the Flr to ensure the compliance of the workpiece size and extend the life of the tool. the cooling capacity of the fluid is affected by the following parameters: - Flr type and composition - Flr volume adducted to the cutting point per unit of time - shape of the Flr flow and direction of adduction of the same - temperature of Flr, in particular in case of non-miscible oil Lubrication the lubrication is required to reduce the friction between the tool and the workpiece and the consumption of energy between the workpiece and the chips. It affects the surface finishing of the workpiece and the tool life. the lubricant power of a Flr depends on the following parameters: - type and composition of the Flr (EP additives, mineral oil content, miscibility in water). - Pressure and temperature at the cutting point and operating parameters, such as cutting speed. - characteristics of the material composing the workpiece and the tool Cleaning effect "cleaning effect" means the ability of an Flr to remove chips from the cutting point. this is a particularly important task in case of grinding operations since, for an operation of the grinding wheel with the minimum of friction, it must be ensured that it remains free from chips and grinding dust from abrasion that can cause problems during processing. the cleaning effect of an Flr depends, besides the type and composition of the same, on the quantity and the pressure with which the fluid is delivered to the cutting point. 7
8 Other the points listed below are part of the so-called secondary needs; the list is not comprehensive: Biological and physical stability of the used Flr no compounds hazardous for the health of the operators in case of contact with the Flr Good storage stability of the Flr where it is concentrated Good corrosion protection Good filterability Good efficiency in separation from chips, metals and abrasives Good compatibility with the materials that make up the tooling machine Good compatibility with the skin, it does not produce any fumes, odours and mists Pre-treatment without problems with exhausted Flr Good wetting power cost effective (in the preparation and operation). In case of product mixed with water: Easy mixing in water stability of ph Good anti-foam behaviour, even with fresh water Good behaviour regarding the formation of residues, even with hard water Good resistance to contamination Insensitivity to calcium and magnesium salts. the fact that some of the above-listed requirements are contradictory to each other (see the wetting power and cleaning effect in one case and the anti-foam behaviour), makes clear that the definition of a profile of needs as a basis for the recommendation of a product, is of fundamental importance. 8
9 05 - OPERATING CONCENTRATION OF METALWORKING FLUIDS the manufacturer of metalworking fluids, having examined the type of machining and tooling machine and the quality of water, shall recommend the most appropriate product and the concentration, in his opinion. this recommended concentration must be carefully maintained in order to optimize all the variables involved in an engineering process, and controlled by an elaeometer refractometer. with too high a concentration, the following problems may arise: - Foaming - odours and skin irritation - waste of product conversely, with too low a concentration: - Instability of emulsions and deposit formation - Poor anti-rust action - wear of tools and insufficient surface finishing - Poor resistance to microbial contamination. 06 -NOTE ON COMPOSITION OF METALWORKING FLUIDS In recent years, we have experienced a profound transformation from the standpoint of formulation, not only in order to improve the performance of metalworking fluids and to better adapt them to increasingly sophisticated machining and materials, but especially to meet precise needs of "environmental compatibility"; this means low toxicity of the components, minimum of interference with the working environment and easy purification of exhausted fluids. we do not want to go into the details of formulation of various products, but only give simple information about some common components of metalworking fluids that have recently been the subject of discussion for their effects on the health of operators of tooling machines and work environment NITRITES the nitrite and in particular, sodium nitrite, are very effective and low cost corrosion inhibitors for the ferrous materials. Furthermore, their toxicity is relatively low and in fact they are widely used as preservatives of meat. these characteristics have fostered their wide use in metalworking fluids. recently, however, it was discovered that the nitrites, in appropriate conditions, can react with secondary and tertiary amines and give rise to nitrosamines, which are, in general, defined carcinogens, even if among them, some are very dangerous and other are less. the secondary and tertiary amines are among the most common components of metalworking fluids. the reactions between nitrites and amines occur readily in acidic environment, as, for example, the stomach of operators working on tooling machines, working with metalworking fluids and causing more or less extensive nebulisation. the droplets, dispersed in the air, are easily ingested by people who are in the surrounding environment and, when in contact with the acidic gastric juice, find favourable conditions to form nitrosamines. It was also demonstrated that nitrosamines may form also in alkaline environment, especially in microbiological way, and therefore they may also be absorbed by the body through the skin, by simple operator's contact with the coolant fluid. this does not mean that a coolant containing nitrites and amines must necessarily also contain nitrosamines, but it is clear that its use may generate the conditions necessary for their formation. the secondary and tertiary amines are chemical compounds widely present in nature and also in the human body, so it would make no sense to remove these products from the coolants, while it is easier to replace the nitrites with other corrosion inhibitors. It remains however the problem of the content of nitrites in preserved meat. with a normal diet, a person ingests daily an amount of nitrites, in theory, more than sufficient to form dangerous quantities of nitrosamines. Also bear in mind that in most cases there is no accumulation of nitrosamines in the body, as they can be easily degraded. 9
10 In conclusion, although the market has not yet a clear view of the problem of nitrosamines, and therefore can't yet draw any definitive conclusions, the market for industrial refrigeration is shifting, as a precaution, to products without nitrites PTBB ACID (para-tertiary butyl benzoic acid) this acid has been widely used in metalworking fluids, as corrosion inhibitor, in lieu of nitrites. A few years ago, however, its mutogenic action has been demonstrated on the internal organs of guinea pigs or rabbits, and therefore its use is now strongly discouraged. the major Italian engineering industries, users of metalworking fluids, expressly require that PtBB acid is removed from formulations MINERAL OIL the mineral oil, obtained by distillation and refining of oil, is the most common component of non-miscible, emulsifiable and semi-synthetic metalworking fluids. Its composition is not well defined, because it is constituted by a large variety of paraffinic, naphthenic and aromatic hydrocarbons, different in quantity and quality, according to the origin of crude oil, the distillation cut and the type of refining. According to the prevalence of the different types of hydrocarbon, the mineral oil is called "paraffinic" or "naphthenic". It would be more correct to call them "predominantly paraffinic" or "predominantly naphthenic" because, in any case, they contain quantities, albeit limited, of paraffinic, naphthenic and aromatic hydrocarbons. From the point of view of environmental protection and health, it is very important to establish the content of polycyclic aromatic hydrocarbons (PAh) in a mineral oil. these are hydrocarbons with four or five condensed aromatic rings, the best known of which is benzopyrene, and they are carcinogenic. the set maximum PAh tolerable concentration is equal to 0.03%. this obviously affects more immediately nonmiscible cutting oils, which are used without dilution and are constituted, on average, 90% of mineral oil. PAhs can be removed by refining the mineral oil. the acid conventional refining, still applied to many naphthenic oils, does not eliminate the PAhs appreciably and therefore these oils tend to be progressively discarded from the market. the solvent refining, already applied to paraffinic oils, ensures instead the almost total elimination of PAhs. For non-miscible cutting oils, it is therefore preferable to the use solvent-refined paraffinic oils. For fluids to be mixed with water, the replacement of naphthenic oils with paraffinic oils is not so simple, because the latter, due to their structure, are more difficult to emulsify. thus, it is necessary to reformulate the products, by enhancing emulsifiers, obtaining fluids acceptable from the point of view of application, but at higher costs. Another possibility is given by naphthenic oils refined by hydrogenation, a process that significantly reduces the PAhs. Bear also in mind that, for their use, the aqueous metalworking fluids are diluted about 20 times; thus, the risk arising from PAhs is significantly reduced as their concentration is well within the limits stated above BACTERICIDES the aqueous mixtures of metalworking fluids, in operating conditions, could be contaminated by microorganisms that, once entered the fluid, find the right environment to their proliferation. the origin of these microorganisms can be manifold: from the ambient air, finished parts, hands of the operators, waste that are thrown recklessly in the tanks of the tooling machines. For the proliferation of these germs, the presence of water is necessary; the use of normal concentrations of metalworking fluids (1-10 %) create ideal conditions for their development. At higher concentrations, generally, the substances in the coolant play an inhibitory action. therefore, the concentrated products may be considered sterile. not all of the microorganisms that enter in a coolant survive; indeed, it has been experimentally established that the majority of pathogenic germs fails to develop and disappears in a short time. Except for some rare cases, it can be said that the possible harmfulness of coolants on the human body is of chemical-physical nature (alkalinity, detergents, etc.) and not microbiological. microorganisms live and develop feeding with the constituents of the coolant and therefore their proliferation is always accompanied by the degradation of the fluid and by the decay of its characteristic properties (corrosion, separation, formation of deposits, foam, bad odour). In order to limit the microbial contamination in metalworking fluids, first all the common standards of personal and environmental hygiene must be implemented, preventing the fluids in operation become receptacle of garbage in the workshop. 10 In addition, to effectively combat and prevent the proliferation of microorganisms, there are two possibilities: to formulate products with poorly biodegradable raw materials, so as not to provide food to these microorganisms, or to use biocides, both introducing them in the formula of the concentrate, and adding them to the fluid in operation. the first method tends to "non-biodegradable" products.
11 A few years ago, the trend was "biodegradable" products, when the meaning of this term, and especially the laws regulating industrial waste, were not clear yet. the term "biodegradable" meant a product that could be released, after use, without any treatment, in the sewage or, even worst, in surface waters. when it has been understood that even "biodegradable" products had to be treated before disposal and that, on the other hand, just by definition, they were produced without any resistance to microbial contamination, they have been completely abandoned. the second possibility involves the addition of biocides to kill the microorganisms and prevent their development. the use of these substances involves certain risks and therefore biocide products should be accurately dispensed and their misuse shall be avoided. too low doses have little effectiveness and indeed, for the phenomenon of habituation, they can create strains resistant to that kind of treatment. on the other hand, an excessive dose of biocide provides sterilization to the fluid, but can cause damage to the body of operators who are in contact with it. For the use of biocides therefore, the advice of the suppliers of metalworking fluids must be followed, both for the choice of the type and quantity. If the biocide is entered in the concentrated coolant, also in this case, the user is not relieved of the responsibility of the dose: in fact, the concentration of biocide is directly proportional to the concentration of product mixed with water. the accuracy of the dose is obtained, in this case, with the accuracy in maintaining a correct concentration of coolant. the most commonly used biocides belong to very different chemical classes. Among the best known biocides we can list: phenolic derivatives, formaldehyde donors, isothiazole derivatives, pyridine derivatives. the properties required to a biocide are: broad-spectrum efficiency (bacteria, yeasts, fungi), low toxicity to the human body, at least at the concentrations of use, and easy disposal, i.e. compatibility with various treatment systems of exhausted fluids. In particular, in recent times, the use of phenol derivatives has been objected, because they are too toxic and because they are incompatible with some purification systems. this is true up to a certain point: there are compounds, such as o-phenylphenol, which have low toxicity and are easily degraded by biological way, in diluted solutions. however, other compounds such as chlorophenoles ( in particular pentachlorophenol), have high toxicity and are rightly banned from modern formulations. 11

12 07- WATER QUALITY water quality is of the utmost importance for a correct use of metalworking fluids. the duration of an emulsion, filter efficiency, formation of foam and also the tool life are directly influenced by the quality of the water. therefore, it is essential that the water used to dilute the metalworking fluid is carefully analyzed in order to determine the type of metalworking fluid and operating conditions that are best suited to its characteristics. rainwater is soft and devoid of minerals. the water of the rivers and lakes can have a very different salt content, depending on the amount of dissolved minerals. the well water is generally very rich in dissolved salts. the salts dissolved in the water can cause corrosion of tooling machines and workpieces, can promote the formation of deposits on machines and filters, and can also affect the growth rate of microorganisms. the main property of water affecting the metalworking fluids is the hardness. the hardness of water is essentially due to the presence of soluble salts of calcium and magnesium and is expressed in different units of measurement; the most commonly used are: d German degree = mg of calcium oxide / kg. water F French degree = g of calcium carbonate /100 kgs of water the conversion between the two units is: 1 d = 1.78 F In Italy, the hardness of water is normally expressed in French degrees. with hard water, emulsions are more unstable and show a greater probability of formation of deposits and a more difficult corrosion control. In this case, therefore, in order to achieve the correct performance with the same metalworking fluid, it is advisable to operate at concentrations higher than normal (a few percent). with fresh water, a big problem may be the formation of foam. In this case, use lower concentrations of metalworking fluid. In addition to calcium and magnesium, other elements may have the same negative effects on cutting fluids: iron, aluminium and zinc, although less frequent, may occasionally cause serious problems. other salts are directly responsible for the corrosion of ferrous materials. In particular, with waters rich in chlorides and sulphates it is much more difficult to have a good corrosion control. Even in this case, use lower concentrations of metalworking fluid PRACTICAL TIPS FOR THE USE OF METALWORKING FLUIDS As a result of the topics examined in this article, follow the tips below to optimize the use of metalworking fluids: keep the concentrated products in their original packages, in covered warehouses, avoiding extreme temperatures (<0 - > 35 c). use the product within one year from delivery maintain full cleaning of tooling machines and work area, preventing contamination of fluids with any type of waste maintain full personal hygiene maintain proper concentration. the use of automatic mixers is recommended. If the dilution of the metal working fluid is manual, pour the product into the water and never vice-versa. According to the type of operation and machined material, the concentration of the product in the machine can be enriched or impoverished and therefore, to maintain the operational concentration constant, it is necessary to vary the refilling concentration. Periodically check the actual concentration in the tank by refractometer keep the maximum fluid level in the tank of the tooling machine. Its volume has been calculated according to the requirements of processing, the pump flow rate, etc. too low a level can result in poor settling of the scraps and foam, due to air suction by pumps In the fluid, during operation, avoid an excessive accumulation of lubricating oils, possibly removing them by touch, after a machine stop. the belt oil skimmer proposed by syneco is recommended Avoid uncontrolled use of additives and bactericides Ensure constant aeration of the fluid at a temperature of around 20 c. the emulsion collection tank must be kept covered and the charge should be maintained in circulation. In case of shutdown for a weekend or for long periods of time, adjust the air insufflation. 12
13 09 - PREPARATION, MAINTENANCE AND CLEANING OF THE FLR TANK In order to maintain the emulsion and prevent the proliferation of anaerobic bacteria, it is good to clean the tanks at regular intervals. to do this, after checking the main indicators of the state of the emulsion with Syneco CHECK-UP, (ph, bacterial count), use Syneco Deter Wash directly in the tank, at a concentration of 15/20% in volume, for 6/8 hours and then dispose the exhausted emulsion. then, clean with water to remove residues of the treatment. At the end, proceed with filling the tank with fresh emulsion. the treatment of the Flr charge for the necessary control of microorganisms is intended to contain bacteria (of varied origins), fungi and yeasts, the latter present in very damp environments. the available bactericides are: - Syneco G 25 for fungi and yeasts; - Syneco DPG 50 and DPG 75 for bacteria with different spectrum of action; to be used according to the suggestion of Service Syneco CHECK-UP, in the right dose according to surveys carried out on the Flr sample. the limit of bacterial concentration, not to be exceeded, is 106 bacteria per ml of solution. A tolerable level of contamination is bacteria per ml. to maintain this level of contamination, we recommend the use of DPG25, DPG 50 and DPG 75, different biocides, to be used alternately to lower the risk of formation of bacterial strains resistant to a particular biocidal product. In case of presence of fungi and yeasts, DPG 25, high efficiency fungicide has to be used, as it is capable of preventing the formation of colonies of fungi and the consequent difficulties of filtration, clogging of the nozzles and pipes. to maintain a good level of prevention of fermentative phenomena, a comprehensive check is recommended, at least quarterly, of the emulsion (ph, bacterial count, separated oil). the check will be performed according to the criteria of Service Syneco CHECK-UP: using the appropriate containers, the syneco dealer will send a sample of emulsion in use to our Analysis laboratory, taking care to indicate all the data necessary for the identification of the customer and the machine on the label PREPARATION OF THE COOLANT the Flr and the water should be mixed in a clean, separate, not galvanized container. Proceed so that the Flr is pumped (poured) in the established quantity of water, in a thin stream and under constant stirring. Alternatively, use the Flr dispensing devices available on the market. Volumetric dispensers are considered the best. during the product preparation, take into account the following factors: water temperature: ideal between 10 and 20 c water ph: ideal between 6 and 8 (a lower ph value may compromise the effectiveness of the anti-corrosion emulsion) water hardness > 15 F <35 F (recommended). the following are some rules that should be followed in preparation of the emulsion: Always add oil to water and never vice-versa. If water is added to oil or if the amount of water is too low, oil is dispersed in water with the consequent formation of a creamy substance. this substance, called inverted emulsion, can't be changed. therefore, the amount of water must be at least three times (preferably six or seven) higher than that of the oil stir vigorously while you add the oil and continue to stir well after adding. too soft stirring or too rapid addition of the oil can cause the formation of an inverted emulsion, since the local concentration of the oil, while it is being poured, can become too high. too soft or short stirring does not provide the mechanical force necessary to obtain an emulsion of high quality the oil should be at room temperature. the lower is the viscosity of the emulsifiable oil, the easier is its subdivision into tiny globules. If the oil is too cold or too viscous, the emulsion is of poor quality. After preparing the emulsion, add water to adjust the concentration. As a result of the regular checks, add new emulsion to the system to increase the concentration of the oil. It's a bad practice to add pure emulsifiable oil into the tank of the machine of the centralized system. the only flow of the fluid in the circuit is likely not to ensure a sufficient mixing. 13
14 small quantities of emulsions, up to 100 litres, can be prepared by stirring manually. For larger quantities, use motor-driven stirrers, although it would be preferable to the use ejectors, which represent an efficient system of emulsification. the equipment used for the preparation of the emulsions must always be clean; contaminants can react with the emulsifier and compromising its properties. It is also preferable to use tap water, since water drawn from other sources may contain substances harmful to the emulsifier. Precautions: the use of proportioning device is recommended (explained further on page 29) CONTAMINATION OF COOLANTS the contamination of water-based fluids is caused by several factors, which must be properly eliminated or controlled contamination with solids. solid substances, such as metal particles and grinding dust, can be directly harmful to water-based fluids, since the just cut metal favours the oxidative degradation of the oil. the small size particles, suspended in the emulsion, tend to agglomerate, resulting in the formation of deposits difficult to be removed; if these residues undergo a bacterial attack, the fluid and the residues must be removed and subsequently the disinfection of the entire system is required. the equipment containing the Flrs should be kept clean by means of continuous filtration contamination with lubricant oil. need for de-oiling. Additives in the lubricant for tooling machines (guides, hydraulics, spindles) can react with the emulsifier and cause the emulsion breaking or reacting with the salts of synthetic fluids and form deposits. Furthermore, the oil been separated from the emulsion, or the casting oil, prevent aeration and promote bacterial attack to both emulsions and synthetic fluids for cutting, with reference to summary in table A (p.17) contamination with organic waste. organic waste, such as pieces of food containers, cigarette butts and fruit peels contain bacteria, fungi as well as hand perspiration and saliva. these contaminants are the most common causes of bacterial spoilage of all waterbased fluids. Good cleaning is essential to keep tight control of bacterial growth Bacterial contamination Bacteria and fungi feed from emulgator on the water-oil separation surface. then the emulsion must be discharged and the system disinfected. In the emulsions, two different types of bacteria can be found: Aerobic : requiring oxygen to be active Anaerobic : active only in absence of oxygen the latter are particularly dangerous because they give rise to corrosive compounds that give the emulsion a bluish gray colour and give off a very bad odour, also known as the "smell of monday morning". to reduce the negative effects caused by bacteria, the emulsions should be kept constantly in circulation, so as to ensure aeration; although aeration stimulates the activity of aerobic bacteria, it prevents one of the most dangerous anaerobic bacteria, which cause the break of the emulsion and the bad smell. It has been observed that the bacterial activity (both aerobic and anaerobic) fails to deteriorate emulsions prepared with distilled water. unfortunately, in distilled or softened water (7-15 F), the amount of foam formed by the Flrs becomes intolerable and it is necessary to find a compromise between hardness and foam. In practice, it is advisable to operate with a water hardness around 15/20 F in order to minimize the problems of foam. such hardness of the water can be obtained: by means of ion exchange resins, if dealing with very hard water. by the addition of oxide or calcium nitrate, if dealing with very soft water. water with hardness above 34 F can cause precipitation of calcium soaps that are observable on the machines in the form of white deposits clogging the filters of the circuit of the Flrs. 14
15 12 - BEHAVIOUR OF THE COOLANT In service, it is necessary to control the concentration of the oil. during light cutting operations, the water-based fluid undergoes, usually, a depletion since the oil adheres to the workpiece. contrary, in heavy duty operations, water loss by evaporation, caused by the development of heat, assumes considerable importance and results in increased oil concentration. It is considered an exception to the rule that the loss of water and oil compensate each other. It follows that the concentrations of water-based fluids always undergo changes in the course of the working, making necessary periodic checks and adjustments of concentrations. the easiest way to implement checks is the use of an oleometer refractometer, a tool that allows the immediate reading on a single drop of fluid. there are pocket-type refractometers for just this purpose (Fig. 1). Fig.1 Product oleometer reading concentration BIOSINT 40 BIOSINT 80 BIOSINT K 185 0, ,4 0,25 2 0,5 1 0, ,5 1,25 4 1, ,5 6 2,5 4 2, ,5 5,5 3, ,5 10 4,5 6,5 5,5 the refractometer is an optical device, easy to use, which analyzes a sample (drop) of Flr and reveals its concentration. If emulsions are analyzed, the reading in percentage is made directly on the device (Argo, superargo, superargo t925, Emulsint, Emulsint k645, Emal); for products in solution, the table shown above indicates the correction factor of the reading carried on the unit. the exact concentration of the Flr is important for: the anti-rust protection. the lubricating effect on the tool. the anti-foam characteristics. the determination of the exact concentration of the Flr allows: maintaining a good rust protection for the machine and the finished parts maintaining a good surface finishing of the workpiece, i.e. the surface roughness maintaining a long life of the tool without regrinding it, resulting in downtime maintaining long replacement intervals of the charge while avoiding the deterioration resulting in the formation of residues which need to be removed. the main in-service checks are as follows: concentration of the emulsion with the refractometer. ph, presence of bacteria. Appearance and odour of the emulsion. 15
16 the summary table B highlights some tips to improve the durability of Flr in service. Bactericidal content with ph Meter the emulsifiable oil may contain a bactericide added directly from the manufacturer. the bactericide may also be added by the user after the preparation of the emulsion. the bacteria do not grow in an alkaline environment, therefore, once dissolved in the solution, bactericides cause an alkaline reaction in the fluid with a ph value greater than 7. Periodic measurement of the ph value with a ph meter the use of the ph meter allows detecting the variation of the ph, which must not fall below the value of 7.5-8, and, if necessary, intervening in the control of bacterial proliferation. considerably important is also the odour and appearance check of the emulsion into operation. For example, a brown colour indicates the presence of iron oxides, while the presence of oil spots indicates a leak from spindles and guides. the smell of hydrogen sulphide indicates high presence of bacteria (see Table C). the presence of bacterial colonies can mainly lead to: 1) In the Flr degradation of the ingredients with the destruction of the emulsifiers, additives and subsequent formation of decomposition products. Fall of the ph value Formation of a oily collar and resulting in the reduced lubricant and coolant action for thinning reduction in the effective life of the Flr replacing the Flr 2 ) In the circulation system of the Flr separation of cutting oil clogging of the pipe and nozzle Foaming difficult filtration need for general cleaning 3 ) In the production Parts not sufficiently protected against oxidation lower quality (e.g. surface finishing) and reduction of tool sharpening downtimes and loss of production 4 ) In the workplace unpleasant and nauseating odours caused by the formation of hydrogen sulphide health hazards through micro-cracks of the skin In relation to the ph and the concentration of the Flr, the measures to be taken (cleaning of the circulation system, check of the Flr filtration, removal of oil from the surface, renewal of the charge, cleaning the entire system, etc.) must be examined on a case by case basis with a certain frequency, as reported in Table D. The human skin is sensitive to chemical attack of alkaline agents; then, verify that the ph of the emulsion is always between It's still a good idea that operators use protective equipment during processing (gloves, goggles, etc.). the bactericidal originally present in the emulsion will degrade due to bacterial action, when in use. If the ph value of the emulsion drops below of 7.5-8, it is advisable to take it back to the initial value by the addition of a bactericide; this latter should be added only after consultation with the supplier of the emulsifiable oil. In the workshops, use a suitable indicator (litmus paper) to measure the ph value; when immersed in the emulsion, it takes on different colours, depending on the ph. most of the litmus papers take the following colours: orange = acid = ph less than 7 Green = neutral = ph equal to 7 Blue = basic = ph higher than 7 there are on the market various types of litmus paper and it is therefore advisable to always read the instructions and reference specified by the manufacturer of the indicator. 16
17 Below are the summary tables relating to the use of the water-based Flr. In summary : table A: inconveniences caused by contamination of extraneous oils or casting oils from mu (tooling machines). table B: tips to extend the life of Flrs and reduce the problems in operation. table c: emulsion problems due to microorganisms. table d: frequency of checks during use. table E: tips following the check of used Flr Table A - Problems due to the presence of extraneous oils (casting oil from the machine). PROBLEM TYPE OF INTERVENTION - Alteration of the concentration... change in the percentage and negative results - Bacterial Proliferation... the presence of oil on the surface of the tank prevents aeration and promotes the development of anaerobic bacteria. - separation of chips and debris... high separation difficulties. - refrigerant effect... high concentration of oil not expected to be in circulation in the system reduces the cooling effect and tool life. - mist... heavy machining with high cutting speed and depth of cut, the presence of contaminant oil produces mist and aerosols. - Filtering power... the filter pores are clogged by oil and must be replaced frequently. - sludge... Emulsion and/or solution with contamination oils may give rise to sludge with debris and processing scraps that, once deposited in the dead spots of the system, become a breeding ground for microorganisms Table B - Instructions to increase the duration of FLR in operation and contain the inconveniences. PROBLEM TYPE OF INTERVENTION - maintain a fixed level in the tank or in the storage tank... check of temperature at about 20 c. - make a vigorous circulation even on weekends or summer break... oxygenation of the Flr. - carry out filtration to remove chips dust... Promote contamination. - Prevent the accumulation of Flr in the presence of casting oil on the surface... Facilitate aeration or forced oxygenation. - remove the oil from the surface of the tank... use the oil skimmer - check the oil concentration in the Flr to obtain product and/or water, as needed Table C - Damage to the emulsion due to microorganisms. - Production of substances harmful to the operator - destruction of the emulsifying preparations with separation of oil and additives (anti-rust and EP in particular) - change in ph (corrosion and stains on machined pieces). - Foaming - Presence of unpleasant odour. - Formation of sludge with clogging of filters and. - wound infections and development of dermatitis. the variables in the Flr management problem are numerous and affect the operation in different way, but appropriate frequent daily and weekly checks allow maintaining the efficiency of the Flr. table d summarizes and suggests the frequency of checks for every problem. 17

18 Table D: PROBLEM FREQUENCY OF THE INTERVENTION - Presence of free oil on the surface of Flr... weekly - Emulsion stability... weekly - concentration... weekly - Ph value... weekly - microbial contamination... weekly - colours and odours... everyday - Instability and separation of the emulsion in the tank... everyday - Fluid level in the tank... everyday Following the checks, immediate intervention is possible; the problem shall be reported to Service Syneco CHECK- UP Table E - Instructions to increase the duration of FLR in operation and limit the inconveniences. PROBLEM TYPE OF INTERVENTION - changes in concentration of the fluid... Add Flr (low values) Add water (high values) - Free oil on the tank surface... remove with oil skimmer (see page 28). - low level of the fluid in the tank... Fill with prior verification of the concentration. - Foaming... use less sweet water, check concentration and call technical service of syneco. - microbial contamination... consult technical service of syneco to add 'biocides' product. - Instability of fluid... Verify concentration and add Flr. - change in ph... If too high (9.5 to 10), add water. If too low, consult technical service of syneco. - unpleasant smell... Ventilate the charge, make the emulsion circulating. consult technical service of syneco promptly. - change in corrosion protection power... check the concentration and ph. consult technical service of syneco CHARACTERISTICS OF THE MATERIAL BEING PROCESSED AND TOOLS the characteristics of the material being processed (indices of workability) and the tool in the various machining operations are to be considered together with the characteristics of the machine and that is: feed and depth of cut, along with cutting speed and power consumption Indices of workability una classificazione dei materiali secondo la loro truciolabilità è contenuta nell elenco che segue può essere utile per un approssimativo orientamento: GROUP 1: materials that require non-severe processing chip removal, such as aluminium and aluminium alloys easily machinable, magnesium and magnesium Alloys (that should not be machined with water-mixed metalworking fluids, since there is danger of the fire!) copper and copper alloys easily machinable. GROUP 2: materials that require medium processing chip removal, such as grey cast iron and malleable cast iron (e.g. GG -25), case hardening and quenching steels, unalloyed and low-alloy steels (e.g. c15 resp. ck60 ), steels for automatic machines and structural steels (10sPb resp. st60-2). GROUP 3: materials that require heavy processing chip removal, such as high-alloy steels and quenching steels (e.g. 20mncr5 resp. crmo4 25), steel for ball bearings (e.g. 100cr6 ), steels resistant to rust and acid (e.g. x40cr13), nickel-chromium steels (e.g. 18crni8 ), cast steel and cu alloys machinable with difficulty (Bronze). 18 GROUP 4: machinable materials that require very severe processing chip removal, such as tool steel or chromium-

19 molybdenum steels (e.g. 18crmo4), nickel and nickel alloy (e.g. 16nicr11) steels, manganese and manganese - silicon (e.g. 50mnsi4), spring steel or silicon steel (e.g. 55si8), titanium and titanium alloys. unfortunately, the boundaries between one group and another are uncertain and therefore, the purpose of the table above is just for indication Materials for tools For the manufacture of tools suitable for metal cutting, clearly, materials having a number of requirements shall be used. the more stringent are the requirements, the more there is a tendency towards higher productivity. In general, materials for tools must have the following characteristics: - high hardness (in any case, greater than that of the metal to be cut) - high toughness - hardness and toughness even at high temperatures. there are therefore many materials in which predominates one or more of these characteristics, and these materials can be grouped as follows: - carbon steel - tungsten steel (high speed steel) - chromium - tungsten hss steel (super-high speed steel) - stellites - hard metals (sintered) - wear-resistant thin coatings - ceramic materials - superhard materials CARBON STEEL the steels containing a percentage of carbon between 0.5 and 1.4%, suitably treated and hardened, possess high hardness and medium toughness (as the percentage of c increases, the hardness increases and the toughness decreases); however they can not withstand temperatures higher 200 c. For this reason, their use has been gradually decreased with the increase of the cutting speed and the average power of the tooling machines. currently, carbon steel tools have practically disappeared from the workshop and their use is limited to tiny tools mostly used by hand, such as twist drills, male thread devices, saws, etc.) TUNGSTEN STEEL (high speed steel) tungsten high speed steels (also called tough steels) found limited use in some turning tools, twist drills, milling cutter, male thread devices, etc. they possess cold hardness comparable to that of a normal carbon steel, but have higher toughness and can withstand temperatures up to 400 c approx. without a significant drop of their hardness SUPER-HIGH SPEED STEEL (HSS) they are the most widespread steels, as they are able to withstand very high working temperatures, for certain types up to 700 c. In practice, these steels contain tungsten, nickel, chromium, Vanadium alloy to a greater or lesser extent and are named based on the predominant metal: cobalt steel, chromium steel, vanadium steel, etc STELLITES they are composed mainly of tungsten (~ 20 % ), chromium (~ 23%) and cobalt (50%). they are so hard that they can only be shaped in melt strips and mill-processed. the characteristic of these alloys in respect of high speed steels is to preserve virtually unchanged the characteristics of hardness and toughness, even if brought to red (> 800 c), which enables the stellite tools to withstand higher working speed; they also possess a lower coefficient of friction, which decreases the development of heat by the friction of the chip and higher resistance to hot abrasion. these tools also allow working parameters intermediate between those of high speed steels and those of so-called hard metals, as we will review below. A particular type of stellite consists of the tantung alloys, on which a certain percentage of columbium carbide and/or tantalum carbide is added. these carbides have the property to further lower the coefficient of friction and increase the toughness. 19

20 HARD METALS the definition of hard metals includes a certain amount of materials manufactured by hot sintering of mixtures of powders of carbides of tungsten, tantalum, titanium with powder of another metal (usually cobalt) acting as a binder. synthetic alloys thus obtained have very high hardness both at ordinary temperature and high temperature. In general, the higher is the content of carbides and lower that of cobalt, the greater is the hardness. with the hardness, however, the fragility increases; this is always so high that the hard metals are used, such as stellite, in the shape of small plates mounted on steel supports by brazing or by mechanical clamping systems. Because of their hardness, such plates can be machined only with abrasive wheels made of carborundum or diamond. the main advantages offered by the use of tools with carbide hard metal insert are of various types: - strong working speed (high productivity); - Easy replacement of worn cutting media with new one without the need for sharpening (reduction of downtimes); - Economy of use ; - Very good finishing Thin anti-wear and anti-collision coatings the need to lower production costs has led in the last decade to the massive use, in the market of the tools, of surface hardening coatings based on titanium, first with the use of titanium nitride (tin) and then, especially for operations of interrupted cutting, of titanium carbonitride (ticn). these coatings are applied mainly with the cvd (chemical Vapour deposition) and PVd (Physical Vapour deposition) processes. typical coatings applied by cvd technique are titanium nitride (tin), titanium carbide (tic), titanium carbonitride (ticn), aluminum oxide (Al203), often combined in multi-layer and chromium nitride (crn). In particular, the need to work materials at very high speed, the desire to reduce the use of metalworking fluids (pollution problems or the need to reduce costs), or the inability to have a proper lubri-coolant action (deep drilling), the need to operate on difficult to machine materials (superalloys, titanium alloys, cast irons, stainless steels) has led to the development of a coating with high performance in these very difficult conditions, where high heat develops: the titanium and aluminium nitride (tialn), solid solution of titanium nitride and aluminum nitride, is applied by PVd CERAMIC MATERIALS the so-called ceramic tools are made with plates based on coridone (aluminum oxide) linked to lower levels of other oxides (of chromium, silicon, magnesium, titanium and manganese), sintered at high temperature (1700 c). the ceramic tools have recently had a certain diffusion, as they have turned out to be suitable for high speed machining with not deep run of materials, also very hard (hardened steels). the high fragility excludes its use in the processing of materials with surface irregularities SUPER-HARD METALS the diamond is the hardest material available to man. the diamond can be used in the form of small plates embedded in special tools and is used for finishing very pasty materials (pure aluminium or copper) at high speed, for example in the processing of collectors of electric machines CHARACTERISTICS OF THE TOOLS the material of which the tools are made of can be decisive for the choice of the fluid for cutting: - Carbon Steel: lose their hardness, obtained by means of quenching, at temperatures ranging between 200 c and 300 c, while for lower temperatures, they possess a high hardness, only lower than that of the hard carbides. the cutting fluid must therefore have a high cooling power, i.e. it must be water-based, such as synthetic emulsions or solutions High and super-high speed steel: fluids of all kinds can be used for cutting, and the choice depends on other factors: type of machining, workpiece material, cutting characteristics, etc. however, to avoid reaching critical temperatures for the good preservation of the tool edge, the fluid must also possess good cooling capacity.


21 moreover, the fluid must always have lubricant and anti-welding capacity, the latter to limit the tendency of the chip to weld to this type of material. - Hard carbides or hard non-ferrous alloys: particular care must be adopted to keep the plates to a constant thermal regime, avoiding sudden changes in temperature that unavoidably lead to tool breakage. sometimes the temperature constancy can be better ensured by a pure oil, even light, rather than by a water-based fluid with too energetic a cooling action. however, aqueous emulsions dispensed with continuity can be used and in overflowing measure, so as to completely submerge the working area; it is recommended that the liquid is dispensed under pressure or that effective chip breaker are used, in order to avoid any interruption in the flow of liquid caused by the generated chip. It is necessary to consider the need to maintain the tool at a temperature not excessive, not to preserve the hardness, which is still high even in hot conditions, but to prevent softening of the fastening material of the plate to the tool rod; for this purpose, the latest solutions propose plates of hard material secured by screws at the end of the tool rods. - Ceramic materials: thanks to their properties of hardness, chemical stability and wear resistance, maintainable even at high temperatures, the fluids are required properties of lubrication and cooling of the workpiece in order to achieve the best surface finishing. In grinding operations, the tool consists of a set of elementary tools or abrasive grains incorporated in a solid support of lower hardness. Elementary tools and support constitute the wheels, which may have different sizes and features. the size of the abrasive grains, i.e. the grain, is one of the parameters that characterize the wheels: in fact, coarse, medium and fine grain wheels are available. Even the active materials constituting the wheels can be of various types; there are materials which are now defined as "conventional", such as silicon carbide or aluminium oxide, and other "innovative" as the diamond and cbn, called superabrasive, and able to work very hard pieces such as ceramics, carbides and some metal objects obtained by sintering. the lubrication, for the latter type of grinding wheels, generally requires non-miscible oils, since the relative speed between the workpiece and the tool is higher than that used with conventional abrasives. In the grinding processes, the cutting speed greatly affects different elements such as the penetration of the cutting edges of the grinding wheel, the amount of material removed per unit of time, the mechanism of material removal, the surface roughness obtainable on the workpiece and the distribution of heat in the area of contact with the piece to be machined. By increasing the speed, the chip section that is deformed whenever a abrasive grain penetrates the workpiece decreases, but conversely, the frequency of the penetration increases. consequently, the total force acting on each grain decreases and therefore the "total force" is reduced during the grinding process. Furthermore, with the increase of the cutting speed, the workpiece heats lesser and lesser. this is because the contact time of each abrasive grain with the workpiece is reduced, decreasing the thermal conduction, while most of the heat will be consequently removed by the chip. Also the choice of metalworking fluid and pressure is important to minimize the generation of heat, all this also to lengthen the duration of the grinding wheel. then, the use of cbn (cubic crystalline Boron nitride) wheels, with their extreme hardness and wear resistance in comparison to conventional wheels, allows increasing the removal rate and productivity, while keeping constant the roughness and the wheel wear, or increasing the quality, i.e. obtaining a low roughness and great reduction of the grinding wheel wear. the grinding wheels are intended for coarse grinding, namely the removal of relatively high amount of material from the pieces, with considerable heat production; instead, fine-grained wheels are intended to super-finishing or polishing with removal of small amounts of material and resulting in reduced production of heat. the cutting fluids used in the operations of grinding, roughing or medium finishing are water-based in order both to remove the substantial amount of heat produced and to take away completely and rapidly the very minute and abundant removed materials that tend to stick to the grinding wheel and slow it down. low oil concentration (max %) emulsions or aqueous solutions of synthetic products are used, as they have a stronger detergent action on the wheels. In the fine grain grinding or in the operations of super-finishing such as lapping and stone honing, are generally 21

22 used very fluid non-miscible oils optionally containing EP additives, in order to preserve the surface of the machined pieces from alterations related to overheating of the premises. non-miscible oils are also used when performing cutting operations with strong depth of cut using grinding wheels. the choice of the fluid to be used for cutting can also be influenced by the geometrical characteristics of the tools. In fact, it is obvious that varying the geometry of the tool and its setting with respect to the workpiece, may vary the way in which the chip is formed and developed, and consequently the choice of the fluid SERVICE SYNECO CHECK UP - SERVICE SYNECO TEST syneco performs a monitoring of the water-based fluid with the taking of samples for the analysis in the laboratory: this includes water used in the preparation. currently, a real-time check with Service Test and Syneco Check Up is provided, using: - Eleaometer and/or refractometer; - litmus test and/or ph meter; - Bacterial counts and a check of : - colour, odour, presence of extraneous oil, temperature, filtration efficiency, surface finishing, rust-oxidation protection DISCHARGE OF EXHAUSTED FLUIDS As it is known, the emulsions of metalworking fluids, in order to be discharged into a sewer system or surface water system, must undergo the process of purification, which eliminate most of the substances contained in them, because these substances would be toxic to the environment or otherwise would alter its biological balance. the purification of an emulsion essentially consists in breaking the emulsion itself and eliminating the separated oily phase to obtain a clear aqueous phase. this first process is commonly known as "de-oiling". Generally, also with totally synthetic products it is necessary to proceed to a de-oiling because, after use on tooling machines, they always contain foreign substances, such as lubricating oils, in amounts significantly higher than the limits allowed by the laws. often the de-oiling for these products is very easy and consists into a simple decantation. the de-oiling of an emulsion can be performed with different methods; below are the most important ones: 1 ) Acid separation 2 ) adsorption on fixative grounds 3 ) flocculation with metal salts 4 ) ultrafiltration. 22 with all these methods, it's possible to obtain a final aqueous phase within the limits imposed by the law as regards the content of oily substances in general. In this aqueous phase are, however, water-soluble substances which, even if not toxic, combine to form the c.o.d. (chemical oxygen demand) of the solution, to which the law imposes strict limits.

23 the final c.o.d. may vary depending on the method used for de-oiling; for each method, tips are possible to reduce the value, but with the depuration obtainable today, in practice c.o.d. values are higher than the legal limits. the removal of this residual c.o.d. can be obtained by different ways, for example by adsorption on activated carbon or biological treatment. without going into any particular problems related to these processes, it is intuitive that the purification of metalworking fluids with obtaining of water, which is within the limits set by law, involves delicate procedures and checks; therefore, all users who are not able to build specific plants operated by trained personnel, contact companies expert in purges that collect the exhausted emulsions from individual plants by issuing a receipt of complete discharge of any liability BIODEGRADABILITY OF METALWORKING FLUIDS In recent years there is a growing interest in the behaviour of the metalworking fluids in the environment, meaning the evolution and the effects that these products have in the environment. highly degradable products have been formulated so to offer an alternative to microbiologically more resistant products. those who wish to use a "biodegradable" product can sometimes not fully understand the meaning of this definition. For many people, a "biodegradable" product is something that can be discharged without any purification treatment, after use, directly into the sewer or, even worse, in surface waters, without violating anti-pollution laws. this is absolutely not true. to understand the problem, we must first say that there is a standard method for determining the degree of biodegradability of a metalworking fluid and therefore the concept of biodegradability of a metalworking fluid can be applied to fluids only in a qualitative way. currently "biodegradable" means that a material can be degraded by biological processes or final products acceptable by the environment that receives them. In other words, this product should consist of non-toxic substances, considered non-polluting. moreover, a fluid, in order to be easily treated in conventional purification systems, must not give rise to intermediate persistent residues, must not have effects on water that receives it and its possible re-use, and should not produce abnormal proliferations in the marine environment. It should also introduce the concept of time needed for the biological degradation. many substances are biodegradable if they remain for a long time in a treatment system. however, the term biodegradable means a substance degradable in the normal residence time in the purification system. since the biological degradation is a process of oxidation, which occurs namely with an absorption of oxygen, to get an idea of the amount of biodegradable substances contained in water to be purified, the B.o.d. (biological oxygen demand) and the c.o.d. (chemical oxygen demand) are used. the c.o.d. is the amount of oxygen required to chemically and completely oxidize (and hence degrade) the substances contained in the water under examination, while the B.o.d. is the amount of oxygen actually consumed for the biological process. 23
 regulating discharges of waste water imposes very strict limits also with regard to the B.o.d. (and c.o.d.) of waste water; so even those who employs \"truly biodegradable\" coolants, before discharging them, must use a purification process for lowering the B.")
24 For a readily biodegradable substance, the B.o.d. will tend therefore to be equal to the c.o.d., while for a non-biodegradable substance, to a specific c.o.d. corresponds a very low and even null B.o.d. the Italian law (merli law no. 319 of 10 may 1976) regulating discharges of waste water imposes very strict limits also with regard to the B.o.d. (and c.o.d.) of waste water; so even those who employs "truly biodegradable" coolants, before discharging them, must use a purification process for lowering the B.o.d. (and therefore the c.o.d.) below the permitted limits. the limits imposed by the law are currently at: Bod = 40 mg o2/lt c.o.d. = 160 mg o2/lt while a cooling fluid at a concentration of 2% has a c.o.d. of 5,000. It should also keep in mind that, during use, foreign substances, such as heavy metal ions, mineral oils of lubrication, etc., may accumulate in the fluid; the limit for discharge of such substances is extremely low, so that even for them, a purification process is needed. In conclusion, the discharge of a biodegradable product can lead to as many drawbacks of that of conventional products. keeping in mind that the biodegradable product generally costs much more with the same yield, it is more easily microbiologically attacked for its own structure; this is why, so far, its use has not proved advantageous if not in cases in which, after a preliminary purification, it is possible to send the waste water to a biological treatment system FLR - METALWORKING FLUIDS BY SYNECO SYNECO EMULSIONABILE N: - Emulsifiable oil for medium-light machining with milky emulsion. SYNECO ARGO: - Emulsifiable cutting oil, milky emulsion, used in medium machining. SYNECO SUPERARGO T 925: - Emulsifiable EP oil for heavy machining, concentration from 3 to 9 % for turning and milling, 5 to 11% for tapping, drilling and up to 15% for broaching. SYNECO SUPER ARGO: - Fluid for cutting that forms milky microemulsions for extremely heavy machining. 2 10% SYNECO EMULSINT: - water-soluble semi-synthetic fluid for metal cutting of medium difficulty. 2 3%. SYNECO EMULSINT K 645: - naphthenic base fluid with milky emulsion of easy forming, good stability and durability to easily machinable materials. SYNECO BIOSINT 40 and BIOSINT 80: - synthetic fluids for steel and alloys grinding %. SYNECO BIOSINT K 185: - synthetic metalworking fluids for turning, milling, threading, tapping %. 24 SYNECO EMAL: - Emulsifiable oil for the specific processing of Aluminium. 2 10%.

25 SYNECO DPG -Series (25, 50, 75): Biocidal products of different formulation to be used alternately to lower the risk of formation of bactericidal strains resistant to a specific biocidal product. SYNECO DETERWASH: detergent and disinfectant liquid to 10% in water for cleaning Flr systems. All Flrs produced by syneco are formulated in terms of primary importance to the respect of the health of users and the environment. For the above reasons the lubricant bases used by our company are exclusively of paraffinic origin and highly refined, in order to reduce to a minimum the content of aromatic carbon. the addition of our Flrs is totally absent from nitrites, Phenols and heavy metals (lead, cadmium, etc.) AUXILIARY EQUIPMENT: REFRACTOMETER, PROPORTIONING DEVICE, BELT OIL SKIMMER, PH METER In the previous pages we have already mentioned the Refractometer/elaeometer (p.15) for the check of the Flr percentage in the fluid, suitable for any processing to be carried out with a certain frequency. For the Flr and the emulsion preparation, the proportioning device (p. 29) is useful. the elimination of lubricating oil, coming from the same tooling machine, also called casting oil, is carried out with extreme simplicity and low cost by the belt oil skimmer (page 28). the measurement of the degree of acidity, basicity, or neutrality of the emulsion or solution, i.e. the ph value, is done with the ph meter. For periodic testing, it is recommended to have the refractometer/elaeometer and ph meter available on an ongoing basis; these two control tools can be supplied on request by syneco. For further analysis, it is preferable to instead use the Service Syneco CHECK- UP CLASSIFICAZIONE PER OLI DA TAGLIO: ISO (6743/7) Stanimuc of turin, uni Federated Body, in addition to tables named: "Lubricants for Tooling Machines" has recently prepared the 2000 edition, and according to the need of producers and users, has proposed a classification of fluids for metal cutting and forming, i.e. such as to allow identifying the product depending on the type of application. In this series of products it is not easy to guarantee performance in laboratory tests, but a classification, combined with subsequent specific laboratory tests, allows providing the user with the most appropriate choice of products. the proposed classification is Iso 6743/7 and provides for: cutting, Grinding, Edm, deformation of metals with punching, pressing, milling, extrusion, hot and cold forging, extrusion, moulding, laminating, with a specific indication: a) processes in which the lubrication needs are dominant; b) processes in which the cooling needs are dominant; therefore, in this case, the criterion that fits for cataloguing fluids indicates in the beginning a type of lubricant with only protective properties, to further consider characteristics such as the reduction of friction, EP, milky or transparent/translucent or combined appearance. 25
26 ISO 6743/7 CLASSIFICATION (MH Family). non-miscible lubricants For metal machining In which lubrication needs ArE dominant. CODE mha mhb mhc mhd mhe mhf mhg mhh TYPE OF PRODUCT AND NEEDS OF USE ISO-L Fluids with possible anti-corrosive properties type mha fluids with friction reduction properties type mha fluids with extreme pressure additives type mha fluids with E.P. properties, chemically active type mhb fluids with E.P. properties, chemically not active type mhb fluids with E.P. properties, chemically active Grease, paste, was, to be applied pure or diluted with a type mha fluid soap, powder, solid lubricant and mix thereof ISO 6743/7 CLASSIFICATION (MA Family) EmulsIFIABlE lubricants For metal machining In which cooling needs ArE dominant CODE TYPE OF PRODUCT AND NEEDS OF USE ISO-L maa mab mac mad mae maf mag mah mai concentration that, mixed with water provides milky emulsion with anti-corrosion properties type maa concentration with friction reduction properties type maa concentration with E.P. properties type mab concentration with E.P. properties concentration that, mixed with water provides translucent emulsions with anti-corrosion properties type mae concentration with friction reduction properties and/or extreme pressure concentration that, mixed with water provides transparent solutions with anti-corrosion properties type mag concentration with friction reduction properties and/or extreme pressure Grease and paste to be applied mixed with water. 26
27 20 - DISTRIBUTION OF PRODUCT CATEGORIES OF "M" FAMILY IN ACCORDANCE WITH THE APPLICATION RANGE operation syneco product DRY STAMP AURO FR AURO DD AURO DD IMBIUSINT SIRIO AURO 3 Iso category L-MHA L-MHB L-MHC L-MHD L-MHE L-MHF L-MHG shearing cutting operations Abrasion Edm stamping Face milling, Ginding drawing stamping, Forming lamination EMAL EMULSIONABILE N ARGO SUPER ARGO ARGO SUPER ARGO SUPER ARGO T925 EMULSINT EMULSINT K645 BIOSINT 40 - BIOSINT 80 - FILOIL BIOSINT K185 L-MHH L-MAA L-MAB L-MAC L-MAD L-MAE L-MAF L-MAG L-MAH L-MAI very suitable product recommended product 27



28 21-SYNECO BELT OIL SKIMMER Convenient and compact system for the removal of extraneous oils from emulsions The removal of extraneous oils from emulsions constitutes a practice which must absolutely not be neglected. An emulsion free of extraneous oils prolongs tool life, minimizes the possibility of the development of unpleasant odours and irritation to the skin of the workers. the heart of the oil skimmer is made from the special toothed belt in polyurethane reinforced with steel filaments. the polyurethane has a great affinity for oily substances while the capacity of adhesion of the same to water is minimal. the removal of emulsion is thus almost insignificant. the double-pulley system provides tension to the belt and continuity of operation. the knife removes oily substances drained by the belt and conveys them to a container. A 1" plastic tube, included in the package, pour it all into a container. An l-bracket enables easy mounting in both vertical and horizontal surfaces. so it can be applied to open and closed tanks. the belt oil skimmer weighs only 4 kgs and can be easily used in several tanks, by moving it, from time to time, depending on the needs. the standard model, with a capacity of collection equal to one litre per hour, has an 11 revs/minute motor. A model with an 18 revs/minute motor is also available. THECNICAL CHARACTERISTICS: Characteristics: Voltage: 220 Vsingle-phased, 50/60 hz Power absorbed: 50 watt THE FOLLOWING MATERIALS ARE USED FOR THE BELT OIL SKIMMER: Aluminium: steel: stainless steel: connections: for the motor cover for the pulleys, supports and gear-motor unit for the knife and collection conveyor; for the belt (reinforced with steel wires) 28
Green Machines. Bangalore.
 Are You Throwing Away The Expensive Metal Working Coolants Green Machines. Bangalore. KleenCOOL Emulsion Coolant Recycling Systems Recycle Resources. Reduce Costs. What is in it for you? Coolants are a
Are You Throwing Away The Expensive Metal Working Coolants Green Machines. Bangalore. KleenCOOL Emulsion Coolant Recycling Systems Recycle Resources. Reduce Costs. What is in it for you? Coolants are a
THE EXPERTS IN INDUSTRIAL CLEANING
 THE EXPERTS IN INDUSTRIAL CLEANING CASTROL OFFERS YOU A COMPREHENSIVE RANGE OF WORLD-CLASS INDUSTRIAL CLEANERS AND PRODUCT SUPPORT SERVICES THAT WILL HELP YOU TO: > Achieve more reliable cleanliness of
THE EXPERTS IN INDUSTRIAL CLEANING CASTROL OFFERS YOU A COMPREHENSIVE RANGE OF WORLD-CLASS INDUSTRIAL CLEANERS AND PRODUCT SUPPORT SERVICES THAT WILL HELP YOU TO: > Achieve more reliable cleanliness of
511 ULTRAKOOL SS DESCRIPTION:
 511 ULTRAKOOL SS DESCRIPTION: UltraKool SS is a premium multi-purpose semi-synthetic, very low foaming, biostable, nonstaining metalworking fluid that is recommended for a multitude of machining and grinding
511 ULTRAKOOL SS DESCRIPTION: UltraKool SS is a premium multi-purpose semi-synthetic, very low foaming, biostable, nonstaining metalworking fluid that is recommended for a multitude of machining and grinding
hebrochemie GmbH Premium coolants from hebro. Product group overview. Stimuli for people and the environment A member of the Chemetall Group
 hebrochemie GmbH Stimuli for people and the environment Premium coolants from hebro. Product group overview. A member of the Chemetall Group 1 Coolants. The basics. Facts worth knowing about hebro lub.
hebrochemie GmbH Stimuli for people and the environment Premium coolants from hebro. Product group overview. A member of the Chemetall Group 1 Coolants. The basics. Facts worth knowing about hebro lub.
CUTTING FLUIDS TYPES AND APPLICATIONS
 CUTTING FLUIDS TYPES AND APPLICATIONS 1 Presented by- SANDEEP PATEL M.Tech (Manufacturing) NIT Warangal, India CUTTING FLUIDS Essential in metal-cutting operations to reduce heat and friction Centuries
CUTTING FLUIDS TYPES AND APPLICATIONS 1 Presented by- SANDEEP PATEL M.Tech (Manufacturing) NIT Warangal, India CUTTING FLUIDS Essential in metal-cutting operations to reduce heat and friction Centuries
0 50 Very soft Soft Medium Hard
 THE RIGHT WATER CHEMISTRY: UNDERSTANDING THE AQUEOUS INFLUENCE UPON METALWORKING FLUID PERFORMANCE Bob Trivett, Senior Chemist PICO Chemical Corporation Chicago Heights, Illinois December 10, 2003 INTRODUCTION
THE RIGHT WATER CHEMISTRY: UNDERSTANDING THE AQUEOUS INFLUENCE UPON METALWORKING FLUID PERFORMANCE Bob Trivett, Senior Chemist PICO Chemical Corporation Chicago Heights, Illinois December 10, 2003 INTRODUCTION
hebrochemie Premium coolants and metalworking fluids from hebro. Product group overview. Stimuli for people and the environment
 hebrochemie Stimuli for people and the environment Premium coolants and metalworking fluids from hebro. Product group overview. hebro chemie. Premium coolants. Coolants. The basics. In many sectors of
hebrochemie Stimuli for people and the environment Premium coolants and metalworking fluids from hebro. Product group overview. hebro chemie. Premium coolants. Coolants. The basics. In many sectors of
#311 SYNKOOL SS. Synkool SS is especially recommended for use in metalworking fluid operations that employ the use of high-pressure machines.
 #311 SYNKOOL SS DESCRIPTION: Synkool SS is a concentrated water-soluble semi-synthetic, biostable, low foaming nonstaining metalworking fluid that is recommended for use in grinding and other high speed
#311 SYNKOOL SS DESCRIPTION: Synkool SS is a concentrated water-soluble semi-synthetic, biostable, low foaming nonstaining metalworking fluid that is recommended for use in grinding and other high speed
SAWING AND METALWORKING FLUIDS
 SAWING AND METALWORKING FLUIDS High Performance Fluids To Optimize Your Sawing Operation Environmentally Friendly Outstanding Lubricity Exceptional Cooling Extended Tool Life Increased Shop Productivity
SAWING AND METALWORKING FLUIDS High Performance Fluids To Optimize Your Sawing Operation Environmentally Friendly Outstanding Lubricity Exceptional Cooling Extended Tool Life Increased Shop Productivity
411 MAXKOOL SS. Maxkool SS does not contain any sulfur, chlorine, nitrites, phenols, Diethanolamine (DEA) or heavy metals.
 or heavy metals.") 411 MAXKOOL SS Description: Maxkool SS is a micro-emulsion, semi-synthetic metalworking fluid designed to machine a wide variety of alloys from aluminum to cast iron. It exhibits excellent bio-static control
411 MAXKOOL SS Description: Maxkool SS is a micro-emulsion, semi-synthetic metalworking fluid designed to machine a wide variety of alloys from aluminum to cast iron. It exhibits excellent bio-static control
TEXTILE INDUSTRY AND ENVIRONMENT. W.J.K.Dushyanthi Ranpatige Research Officer Industrial Technology Institute
 TEXTILE INDUSTRY AND ENVIRONMENT W.J.K.Dushyanthi Ranpatige Research Officer Industrial Technology Institute The textile industry One of the major contributors to many Asian economies and one of the main
TEXTILE INDUSTRY AND ENVIRONMENT W.J.K.Dushyanthi Ranpatige Research Officer Industrial Technology Institute The textile industry One of the major contributors to many Asian economies and one of the main
PRODUCTS AVAILABLE FOR INDUSTRIAL LUBES & SPECIALTIES METAL CUTTING FLUIDS
 PRODUCTS AVAILABLE FOR INDUSTRIAL LUBES & SPECIALTIES WATER - MIX CUTTING FLUIDS METAL CUTTING FLUIDS These products are emulsifiable in water and are a blend of refined mineral oil base stocks, emulsifiers,
PRODUCTS AVAILABLE FOR INDUSTRIAL LUBES & SPECIALTIES WATER - MIX CUTTING FLUIDS METAL CUTTING FLUIDS These products are emulsifiable in water and are a blend of refined mineral oil base stocks, emulsifiers,
METALWORKING & CLEANING
 METALWORKING & CLEANING Economical product solutions for the metal processing 2 METALWORKING & CLEANING TABLE OF CONTENTS KLUTHE AT A GLANCE 4 COOLING LUBRICANTS 6 Water-soluble cooling lubricants 8 Emulsifiable
METALWORKING & CLEANING Economical product solutions for the metal processing 2 METALWORKING & CLEANING TABLE OF CONTENTS KLUTHE AT A GLANCE 4 COOLING LUBRICANTS 6 Water-soluble cooling lubricants 8 Emulsifiable
METALWORKING SOLUTIONS
 METALWORKING SOLUTIONS Superior performance metalworking products and fluid management solutions, to make your working lives easier. Performance you can trust MAXIMUM PERFORMANCE MAXIMUM EFFICIENCY WORLD
METALWORKING SOLUTIONS Superior performance metalworking products and fluid management solutions, to make your working lives easier. Performance you can trust MAXIMUM PERFORMANCE MAXIMUM EFFICIENCY WORLD
Technical Data. Chainguard 230. High temperature, long life, EP chain and conveyor lubricant. Product Overview. Directions for Storage and Use
 Technical Data Chainguard 230 High temperature, long life, EP chain and conveyor lubricant Product Overview ROCOL is an ester based high temperature chain oil specifically formulated for the lubrication
Technical Data Chainguard 230 High temperature, long life, EP chain and conveyor lubricant Product Overview ROCOL is an ester based high temperature chain oil specifically formulated for the lubrication
Technical Data. SAPPHIRE Hi-Power Oils. Hydraulic, airline and compressor oils ISO VG 22, 32, 46, 68, 100. Product Overview
 Technical Data SAPPHIRE Hi-Power Oils Hydraulic, airline and compressor oils ISO VG 22, 32, 46, 68, 100 Product Overview Directions for Storage and Use ROCOL SAPPHIRE Hi-Power oils are high performance,
Technical Data SAPPHIRE Hi-Power Oils Hydraulic, airline and compressor oils ISO VG 22, 32, 46, 68, 100 Product Overview Directions for Storage and Use ROCOL SAPPHIRE Hi-Power oils are high performance,
CONTROLLING BACTERIA JUST GOT EASIER PRODUCTIVITY WITHOUT COMPROMISE
 CONTROLLING BACTERIA JUST GOT EASIER PRODUCTIVITY WITHOUT COMPROMISE NOW YOU CAN CUT THE COMPROMISE FROM FERROUS MACHINING Ferrous alloys like cast iron are robust materials that can corrode and often
CONTROLLING BACTERIA JUST GOT EASIER PRODUCTIVITY WITHOUT COMPROMISE NOW YOU CAN CUT THE COMPROMISE FROM FERROUS MACHINING Ferrous alloys like cast iron are robust materials that can corrode and often
Technical Data. SAPPHIRE Aqua 2. Multi-purpose water resistant EP bearing grease. Product Overview. Directions for Storage and Use
 Technical Data SAPPHIRE Aqua 2 Multi-purpose water resistant EP bearing grease Product Overview ROCOL SAPPHIRE Aqua 2 is a high performance, Extreme Pressure water resistant bearing grease designed for
Technical Data SAPPHIRE Aqua 2 Multi-purpose water resistant EP bearing grease Product Overview ROCOL SAPPHIRE Aqua 2 is a high performance, Extreme Pressure water resistant bearing grease designed for
CHEVRON SOLUBLE OIL B
 CHEVRON SOLUBLE OIL B PRODUCT DESCRIPTION Chevron Soluble Oil B is used broadly in machine shops as a multifunctional cutting fluid. It is primarily formulated to cool and lubricate the contact point of
CHEVRON SOLUBLE OIL B PRODUCT DESCRIPTION Chevron Soluble Oil B is used broadly in machine shops as a multifunctional cutting fluid. It is primarily formulated to cool and lubricate the contact point of
Water Is Water,,, Or Is It?
 Reprinted From Water Is Water,,, Or Is It? c Reminted Fnr MASTER CHEMICAL CORPORATION 610 West Boundary, Box 361 Perrysburg, Ohio 43551 Phone : 4 19-8 74-7902 By WILLIAM A. SLUHAN General Manager Master
Reprinted From Water Is Water,,, Or Is It? c Reminted Fnr MASTER CHEMICAL CORPORATION 610 West Boundary, Box 361 Perrysburg, Ohio 43551 Phone : 4 19-8 74-7902 By WILLIAM A. SLUHAN General Manager Master
1. Scaling. H.O.: H-5/21, KRISHNA NAGAR, DELHI Tel.: , Fax:
 Boiler Water Problems and Its Causes Water is the essential medium for steam generation. Conditioning it properly can increase the efficiency of boiler and as well as extend the boiler s life. Treating
Boiler Water Problems and Its Causes Water is the essential medium for steam generation. Conditioning it properly can increase the efficiency of boiler and as well as extend the boiler s life. Treating
Sterilization of Schweickhardt Instruments
 Sterilization of Schweickhardt Instruments INTRODUCTION l Most dental instruments are made of corrosion-resistant highgrade steels. The requirements for grades of steel are defined in national and international
Sterilization of Schweickhardt Instruments INTRODUCTION l Most dental instruments are made of corrosion-resistant highgrade steels. The requirements for grades of steel are defined in national and international
C2052 Engine Coolant Concentrate
 Technical Data Sheet C2052 is an engine coolant concentrate (antifreeze) based on monoethylene glycol, containing no nitrites, amines, phosphates, borax, silicates and no other mineral additives, suitable
Technical Data Sheet C2052 is an engine coolant concentrate (antifreeze) based on monoethylene glycol, containing no nitrites, amines, phosphates, borax, silicates and no other mineral additives, suitable
Dye and Perfume Free Synthetic Machining and Grinding Fluid
 SYNSPAR GP Dye and Perfume Free Synthetic Machining and Grinding Fluid For many years, the Metal working industry has wanted a synthetic metal working fluid to be used for drilling, reaming, boring, tapping,
SYNSPAR GP Dye and Perfume Free Synthetic Machining and Grinding Fluid For many years, the Metal working industry has wanted a synthetic metal working fluid to be used for drilling, reaming, boring, tapping,
Technical INFORMATION
 Mixing and Maintenance of Neat and Water- Miscible Cutting Fluids 1. Requirements of Cutting Fluids Neat and water-miscible cutting fluids are nearly all based on mineral oils although in recent years,
Mixing and Maintenance of Neat and Water- Miscible Cutting Fluids 1. Requirements of Cutting Fluids Neat and water-miscible cutting fluids are nearly all based on mineral oils although in recent years,
General care and maintenance for cooling lubricants (CL) KSS. cooling lubricants
 KSS. cooling lubricants") General care and maintenance for cooling lubricants (CL) GB KSS cooling lubricants Notes on water-soluble cooling lubricants (CL) CL requirements - The cooling lubricant being used must meet the requirements
General care and maintenance for cooling lubricants (CL) GB KSS cooling lubricants Notes on water-soluble cooling lubricants (CL) CL requirements - The cooling lubricant being used must meet the requirements
Technical Data SAPPHIRE 2, 1, 000. Triple life multi-purpose bearing grease. Directions for Storage and Use. Product Overview. Typical Applications
 Technical Data SAPPHIRE 2, 1, 000 Triple life multi-purpose bearing grease Product Overview ROCOL heavy duty bearing greases are designed for the effective lubrication and protection of all types of ball,
Technical Data SAPPHIRE 2, 1, 000 Triple life multi-purpose bearing grease Product Overview ROCOL heavy duty bearing greases are designed for the effective lubrication and protection of all types of ball,
Solar Coolant. Concentrated Coolant Antifreeze for Solar Thermal Energy. Technical Documentation. Updated August 2016.
 Solar Coolant Concentrated Coolant Antifreeze for Solar Thermal Energy. Technical Documentation. Updated August 2016. Properties Solar Coolant is a transparent yellow liquid. It is safe to handle as it
Solar Coolant Concentrated Coolant Antifreeze for Solar Thermal Energy. Technical Documentation. Updated August 2016. Properties Solar Coolant is a transparent yellow liquid. It is safe to handle as it
FUJIDA. Industrial Oils Catalogue. JC Hardy Trading Co Pte Ltd. 38 Woodlands Industrial Park e 1, #02-09, Singapore
 FUJIDA Industrial Oils Catalogue JC Hardy Trading Co Pte Ltd 38 Woodlands Industrial Park e 1, #02-09, Singapore 757700 Tel: 6481 5522 Fax: 6482 3683 www.jchardy.com.sg Contents Fujida Almora Rd Premium
FUJIDA Industrial Oils Catalogue JC Hardy Trading Co Pte Ltd 38 Woodlands Industrial Park e 1, #02-09, Singapore 757700 Tel: 6481 5522 Fax: 6482 3683 www.jchardy.com.sg Contents Fujida Almora Rd Premium
Cooling Tower Treatment Chemicals
 Cooling Tower Treatment 1) Scale & Corrosion Inhibitors 1. Cooling Tower Treatment Code Product Name 2048 Combined Scale Control / Anti-Foulant-cooling Systems 2202 Scale & Corrosion Inhibitor (Hard Water)
Cooling Tower Treatment 1) Scale & Corrosion Inhibitors 1. Cooling Tower Treatment Code Product Name 2048 Combined Scale Control / Anti-Foulant-cooling Systems 2202 Scale & Corrosion Inhibitor (Hard Water)
Increased Productivity Through Chemistry. Steve Lowery Tower Oil & Technology Co.
 Increased Productivity Through Chemistry Steve Lowery Tower Oil & Technology Co. Outline Green/Bio-Based Lubricants Pros/Cons Vanishing Oil Replacements V.O.C. Free Cost Effectiveness Real World Uses Case
Increased Productivity Through Chemistry Steve Lowery Tower Oil & Technology Co. Outline Green/Bio-Based Lubricants Pros/Cons Vanishing Oil Replacements V.O.C. Free Cost Effectiveness Real World Uses Case
THERE IS A DIFFERENT APPROACH TO SYSTEM MAINTENANCE PRODUCTIVITY WITHOUT COMPROMISE
 THERE IS A DIFFERENT APPROACH TO SYSTEM MAINTENANCE PRODUCTIVITY WITHOUT COMPROMISE NOW YOU CAN CUT THE COMPROMISE IN ALUMINIUM MACHINING When producing precision components for the automotive, machinery
THERE IS A DIFFERENT APPROACH TO SYSTEM MAINTENANCE PRODUCTIVITY WITHOUT COMPROMISE NOW YOU CAN CUT THE COMPROMISE IN ALUMINIUM MACHINING When producing precision components for the automotive, machinery
Schematic diagram of a cooling water system
 Cooling Tower Water Treatment Cooled water is needed for, example, air conditioners, manufacturing processes or power generation. A cooling tower is an equipment used to reduce the temperature of a water
Cooling Tower Water Treatment Cooled water is needed for, example, air conditioners, manufacturing processes or power generation. A cooling tower is an equipment used to reduce the temperature of a water
CHEMOLUBE H WATER-GLYCOL FIRE RESISTANT FLUIDS PRODUCT DESCRIPTION
 CHEMOLUBE H WATER-GLYCOL FIRE RESISTANT FLUIDS PRODUCT DESCRIPTION CHEMOLUBE H fluids are specially formulated, water-glycol based products designed for industrial application. CHEMOLUBE H fluids at the
CHEMOLUBE H WATER-GLYCOL FIRE RESISTANT FLUIDS PRODUCT DESCRIPTION CHEMOLUBE H fluids are specially formulated, water-glycol based products designed for industrial application. CHEMOLUBE H fluids at the
Protectogen. Division Functional Chemicals. Product description. Notes on use *)
") Corrosion inhibitor for closed heating and cooling systems without antifreezing action Product description is a yellowish, water soluble, glycol free liquid, which is a highly efficient combination of
Corrosion inhibitor for closed heating and cooling systems without antifreezing action Product description is a yellowish, water soluble, glycol free liquid, which is a highly efficient combination of
Product Data Castrol Anvol WG46
 Castrol Anvol WG46 Fire Resistant Hydraulic Fluids Description Castrol Anvol WG is a water glycol fire resistant hydraulic fluid that meets HFC 7th Luxembourg classification and Factory Mutual Category
Castrol Anvol WG46 Fire Resistant Hydraulic Fluids Description Castrol Anvol WG is a water glycol fire resistant hydraulic fluid that meets HFC 7th Luxembourg classification and Factory Mutual Category
Blue Sun -15ºC NON TOXIC BIODEGRADABLE COOLANT ANTIFREEZE
 Blue Sun -15ºC NON TOXIC BIODEGRADABLE COOLANT ANTIFREEZE Description y applications: Blue Sun -15ºC is a transparent blue liquid. It is safe to handle as it is composed of propylene glycol. Blue Sun -15ºC
Blue Sun -15ºC NON TOXIC BIODEGRADABLE COOLANT ANTIFREEZE Description y applications: Blue Sun -15ºC is a transparent blue liquid. It is safe to handle as it is composed of propylene glycol. Blue Sun -15ºC
Kirill Ukhanov, GE Water & Process Technologies, Russia, describes how advanced membrane technology is helping a Russian refinery to meet stringent
 Kirill Ukhanov, GE Water & Process Technologies, Russia, describes how advanced membrane technology is helping a Russian refinery to meet stringent wastewater requirements. In Russia, there are strict
Kirill Ukhanov, GE Water & Process Technologies, Russia, describes how advanced membrane technology is helping a Russian refinery to meet stringent wastewater requirements. In Russia, there are strict
Connexion Developments Ltd + Solenoid Valves (UK) Ltd Unit 3, Rainbow Court, Armstrong Way, Great Western Business Park, Yate, Bristol, BS37 5NG,
 Ltd Unit 3, Rainbow Court, Armstrong Way, Great Western Business Park, Yate, Bristol, BS37 5NG,") 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 THERMOPLASTICS & ELASTOMERS ABS Acrylonitrile Butadiene Styrene Class 32222 conforming to ASTM D3965 is a time-proven material. The smooth
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 THERMOPLASTICS & ELASTOMERS ABS Acrylonitrile Butadiene Styrene Class 32222 conforming to ASTM D3965 is a time-proven material. The smooth
Technical Data. SAPPHIRE Extreme 2. High load, high temperature MoS2 bearing grease. Product Overview. Directions for Storage and Use
 Technical Data SAPPHIRE Extreme 2 High load, high temperature MoS2 bearing grease Product Overview ROCOL SAPPHIRE Extreme 2 is a heavy duty, high temperature bearing grease fortified with molybdenum disulphide.
Technical Data SAPPHIRE Extreme 2 High load, high temperature MoS2 bearing grease Product Overview ROCOL SAPPHIRE Extreme 2 is a heavy duty, high temperature bearing grease fortified with molybdenum disulphide.
M A T E R I A L S A F E T Y D A T A S H E E T 01/06/ IDENTIFICATION OF THE SUBSTANCE OR PREPARATION AND OF THE COMPANY. Water Purification
 M A T E R I A L S A F E T Y D A T A S H E E T Revision Date : 01/06/2011 1. IDENTIFICATION OF THE SUBSTANCE OR PREPARATION AND OF THE COMPANY Identification of the substance / preparation : Product Name
M A T E R I A L S A F E T Y D A T A S H E E T Revision Date : 01/06/2011 1. IDENTIFICATION OF THE SUBSTANCE OR PREPARATION AND OF THE COMPANY Identification of the substance / preparation : Product Name
Tribology Module4: Lubricants & Lubrication
 Tribology Module4: Lubricants & Lubrication Q.1. What is fluid film lubrication? What is the difference between hydrostatic and hydrodynamic lubrication? Ans: Fluid film lubrication is a generic term used
Tribology Module4: Lubricants & Lubrication Q.1. What is fluid film lubrication? What is the difference between hydrostatic and hydrodynamic lubrication? Ans: Fluid film lubrication is a generic term used
Blue Sun -37ºC NON TOXIC BIODEGRADABLE COOLANT ANTIFREEZE
 Blue Sun -37ºC NON TOXIC BIODEGRADABLE COOLANT ANTIFREEZE Description y applications: Blue Sun -37ºC is a transparent blue liquid. It is safe to handle as it is composed of propylene glycol. Blue Sun -37ºC
Blue Sun -37ºC NON TOXIC BIODEGRADABLE COOLANT ANTIFREEZE Description y applications: Blue Sun -37ºC is a transparent blue liquid. It is safe to handle as it is composed of propylene glycol. Blue Sun -37ºC
SPARCUT NC NON-CHLORINATED HEAVY DUTY SOLUBLE OIL-BASED CUTTING AND GRINDING FLUID
 SPARCUT NC NON-CHLORINATED HEAVY DUTY SOLUBLE OIL-BASED CUTTING AND GRINDING FLUID PRODUCT DESCRIPTION: SparCut NC is a micro-emulsion structured cutting and grinding fluid formulated to provide extreme
SPARCUT NC NON-CHLORINATED HEAVY DUTY SOLUBLE OIL-BASED CUTTING AND GRINDING FLUID PRODUCT DESCRIPTION: SparCut NC is a micro-emulsion structured cutting and grinding fluid formulated to provide extreme
Metalworking/Automotive
 Metalworking/Automotive Metalworking Metalworking is a vast industry covering a broad spectrum of process stages. These range from actually producing a metal to finishing an endproduct, such as a door
Metalworking/Automotive Metalworking Metalworking is a vast industry covering a broad spectrum of process stages. These range from actually producing a metal to finishing an endproduct, such as a door
Iron filings (Fe) 56g IRON + SULPHUR IRON SULPHIDE
 56g IRON + SULPHUR IRON SULPHIDE") W.S.51. Chemical reactions. All of the different materials around us have been formed by chemical reactions from about one hundred simple elements. The diagram below shows a chemical reaction between the
W.S.51. Chemical reactions. All of the different materials around us have been formed by chemical reactions from about one hundred simple elements. The diagram below shows a chemical reaction between the
RBS detergents for laboratories
 RBS detergents for laboratories High performance solutions For reliable and reproducible results Competence & experience RBS products are mainly intended for water-based cleaning processes of glassware
RBS detergents for laboratories High performance solutions For reliable and reproducible results Competence & experience RBS products are mainly intended for water-based cleaning processes of glassware
STABLE FUNGICIDES ENERGIZED BY
 STABLE FUNGICIDES ENERGIZED BY OPP for Metal Working Fluids METAL WORKING FLUID CIRCUITS BREEDING GROUNDS FOR MICROBES OPP, A RELIABLE, STABLE FUNGICIDE FOR MODERN METAL WORKING FLUIDS Fungi and yeasts
STABLE FUNGICIDES ENERGIZED BY OPP for Metal Working Fluids METAL WORKING FLUID CIRCUITS BREEDING GROUNDS FOR MICROBES OPP, A RELIABLE, STABLE FUNGICIDE FOR MODERN METAL WORKING FLUIDS Fungi and yeasts
M A T E R I A L S A F E T Y D A T A S H E E T 01/06/ IDENTIFICATION OF THE SUBSTANCE OR PREPARATION AND OF THE COMPANY
 M A T E R I A L S A F E T Y D A T A S H E E T Revision Date : 01/06/2011 1. IDENTIFICATION OF THE SUBSTANCE OR PREPARATION AND OF THE COMPANY Identification of the substance / preparation : Product Name
M A T E R I A L S A F E T Y D A T A S H E E T Revision Date : 01/06/2011 1. IDENTIFICATION OF THE SUBSTANCE OR PREPARATION AND OF THE COMPANY Identification of the substance / preparation : Product Name
RemActiv TM. Bioremediation Enhancer
 RemActiv TM Bioremediation Enhancer Technical Specification July 2011 The Bioremediation Process Bioremediation generally refers to the use of microbes (bacteria and fungi) to remove toxic pollutants from
RemActiv TM Bioremediation Enhancer Technical Specification July 2011 The Bioremediation Process Bioremediation generally refers to the use of microbes (bacteria and fungi) to remove toxic pollutants from
Lutron KS 1. Technical Information
 Technical Information Lutron KS 1 TI/ES 1158 e May 2000 (DFC) Supersedes edition dated September 1992 = Registered trademark of BASF Aktiengesellschaft Ingredient of fluxes used in the production of printed
Technical Information Lutron KS 1 TI/ES 1158 e May 2000 (DFC) Supersedes edition dated September 1992 = Registered trademark of BASF Aktiengesellschaft Ingredient of fluxes used in the production of printed
Technical Data. TUFGEAR Universal. Heavy-duty open gear lubricant for demanding applications. Product Overview. Directions for Storage and Use
 Technical Data TUFGEAR Universal Heavy-duty open gear lubricant for demanding applications Product Overview Directions for Storage and Use ROCOL TUFGEAR Universal is a heavy duty open gear grease containing
Technical Data TUFGEAR Universal Heavy-duty open gear lubricant for demanding applications Product Overview Directions for Storage and Use ROCOL TUFGEAR Universal is a heavy duty open gear grease containing
Additives. For Metalworking And Industrial Lubricants. Building Win/Win Long Term Sustainable Relationship
 Additives For Metalworking And Industrial Lubricants Building Win/Win Long Term Sustainable Relationship INTRODUCTION At Advanced Chemical Concepts, Inc., we believe that chemical products can be designed
Additives For Metalworking And Industrial Lubricants Building Win/Win Long Term Sustainable Relationship INTRODUCTION At Advanced Chemical Concepts, Inc., we believe that chemical products can be designed
Tamol N types. Technical Information. Tamol NN 2406 Tamol NH 7519 Tamol NN 2901 Tamol NN 4501 Tamol NN 7718 Tamol NN 8906 Tamolv NN 9104 Tamol NN 9401
 Technical Information Tamol N types TI/ES 1122 e September 2003 (DFC) Supersedes edition dated October 1991 = Registered trademark of BASF Aktiengesellschaft Tamol NN 2406 Tamol NH 7519 Tamol NN 2901 Tamol
Technical Information Tamol N types TI/ES 1122 e September 2003 (DFC) Supersedes edition dated October 1991 = Registered trademark of BASF Aktiengesellschaft Tamol NN 2406 Tamol NH 7519 Tamol NN 2901 Tamol
Developing Win/Win and Sustainable Long Term Relationships. Additives For Metalworking And Industrial Lubricants
 Developing Win/Win and Sustainable Long Term Relationships Additives For Metalworking And Industrial Lubricants INTRODUCTION At Advanced Chemical Concepts, Inc., we believe that chemical products can be
Developing Win/Win and Sustainable Long Term Relationships Additives For Metalworking And Industrial Lubricants INTRODUCTION At Advanced Chemical Concepts, Inc., we believe that chemical products can be
M A T E R I A L S A F E T Y D A T A S H E E T 01/06/ IDENTIFICATION OF THE SUBSTANCE OR PREPARATION AND OF THE COMPANY
 M A T E R I A L S A F E T Y D A T A S H E E T Revision Date : 01/06/2011 1. IDENTIFICATION OF THE SUBSTANCE OR PREPARATION AND OF THE COMPANY Identification of the substance / preparation : Product Name
M A T E R I A L S A F E T Y D A T A S H E E T Revision Date : 01/06/2011 1. IDENTIFICATION OF THE SUBSTANCE OR PREPARATION AND OF THE COMPANY Identification of the substance / preparation : Product Name
M A T E R I A L S A F E T Y D A T A S H E E T 01/06/ IDENTIFICATION OF THE SUBSTANCE OR PREPARATION AND OF THE COMPANY
 M A T E R I A L S A F E T Y D A T A S H E E T Revision Date : 01/06/2011 1. IDENTIFICATION OF THE SUBSTANCE OR PREPARATION AND OF THE COMPANY Identification of the substance / preparation : Product Name
M A T E R I A L S A F E T Y D A T A S H E E T Revision Date : 01/06/2011 1. IDENTIFICATION OF THE SUBSTANCE OR PREPARATION AND OF THE COMPANY Identification of the substance / preparation : Product Name
Product Information Motor Oils Automotive. Helar SP 5W30 LL-03
 Product Information 01.30.75 Motor Oils Automotive Helar SP 5W30 LL-03 Description Application Specifications A synthetic, fuel saving, "low SAPs" engine oil based on specially selected base oils, to which
Product Information 01.30.75 Motor Oils Automotive Helar SP 5W30 LL-03 Description Application Specifications A synthetic, fuel saving, "low SAPs" engine oil based on specially selected base oils, to which
To meet our acceptance criteria, we may require you to pre-treat your wastewater before it is discharged to sewer.
 Trade Waste Acceptance criteria for trade waste Pub 6 Acceptance criteria for trade waste The Water Corporation s wastewater system is designed primarily to treat domestic wastewater. However compatible
Trade Waste Acceptance criteria for trade waste Pub 6 Acceptance criteria for trade waste The Water Corporation s wastewater system is designed primarily to treat domestic wastewater. However compatible
The Basics of Alkaline In-Process Cleaning. for Metal Substrates. John Sparks Oakite Products, Inc. Berkeley Heights, New Jersey
 The Basics of Alkaline In-Process Cleaning for Metal Substrates John Sparks Oakite Products, Inc. Berkeley Heights, New Jersey This paper pertains mainly to alkaline cleaners, but includes solvents and
The Basics of Alkaline In-Process Cleaning for Metal Substrates John Sparks Oakite Products, Inc. Berkeley Heights, New Jersey This paper pertains mainly to alkaline cleaners, but includes solvents and
Technical Data. SAPPHIRE Hi-Torque (with SUPS) High performance, semi-synthetic gearbox fluids Viscosity grades: ISO VG 100, 220, 320, 460, 680
 High performance, semi-synthetic gearbox fluids Viscosity grades: ISO VG 100, 220, 320, 460, 680") Technical Data SAPPHIRE Hi-Torque (with SUPS) High performance, semi-synthetic gearbox fluids Viscosity grades: ISO VG 100, 220, 320, 460, 680 Product Overview The ROCOL SAPPHIRE Hi-Torque range of semisynthetic
Technical Data SAPPHIRE Hi-Torque (with SUPS) High performance, semi-synthetic gearbox fluids Viscosity grades: ISO VG 100, 220, 320, 460, 680 Product Overview The ROCOL SAPPHIRE Hi-Torque range of semisynthetic
Lecture 4 Water Quality Monitoring: Collection of water samples & estimation of physical parameters
 Lecture 4 Water Quality Monitoring: Collection of water samples & estimation of physical parameters WATER QUALITY MONITORING It is essential for devising water quality management programme to properly
Lecture 4 Water Quality Monitoring: Collection of water samples & estimation of physical parameters WATER QUALITY MONITORING It is essential for devising water quality management programme to properly
Product Information Sheet
 Product Information Sheet Solarliquid VT51 hp -30 C Non Toxic Biodegradable coolant - anti-freeze Description y applications: VT51 hp -30ºC is a transparent liquid. It is safe to handle as it is composed
Product Information Sheet Solarliquid VT51 hp -30 C Non Toxic Biodegradable coolant - anti-freeze Description y applications: VT51 hp -30ºC is a transparent liquid. It is safe to handle as it is composed
(SEMI. CONCENTRATION Automatic Machines 3% Drilling 3% Turning 3% Milling 4% Sawing 5% Broaching 5% Thread Cutting 5% 1.1kg/l ph 5% 9.
 DESCRIPTION BLUE CUT 1 is a multifunctional, biostable, semi synthetic, soluble cutting fluid designed to deliver optimum machining performance whilst exhibiting excellent sump life and resistance to bacterial
DESCRIPTION BLUE CUT 1 is a multifunctional, biostable, semi synthetic, soluble cutting fluid designed to deliver optimum machining performance whilst exhibiting excellent sump life and resistance to bacterial
Wastewater Terms for Permit Applications
 Wastewater Terms for Permit Applications Activated Sludge Alkalinity Anaerobic Anoxic Bacteria The term "activated sludge" refers to a brownish flocculent culture of organisms developed in aeration tanks
Wastewater Terms for Permit Applications Activated Sludge Alkalinity Anaerobic Anoxic Bacteria The term "activated sludge" refers to a brownish flocculent culture of organisms developed in aeration tanks
ISO VG 46, DIN PART 2 HV 46, CINCINNATI MILACRON P-70, DENISON HF-0, VICKERS M-2950-S, SDFG OI1446HV
 DESCRIPTION AKROS IDRAULIC 46 HV Oil with a high viscosity index for the hydraulic and hydrostatic systems of combine harvesters, load/excavators and farm machines in general. CHARACTERISTICS High viscosity
DESCRIPTION AKROS IDRAULIC 46 HV Oil with a high viscosity index for the hydraulic and hydrostatic systems of combine harvesters, load/excavators and farm machines in general. CHARACTERISTICS High viscosity
White Paper. Impact of Opportunity Crudes on Fouling in Preheat, distillation, and furnace systems
 White Paper Impact of Opportunity Crudes on Fouling in Preheat, distillation, and furnace systems Parag Shah Vice President, Technical Services Dorf Ketal Fouling in CDU Relative to crudes that are not
White Paper Impact of Opportunity Crudes on Fouling in Preheat, distillation, and furnace systems Parag Shah Vice President, Technical Services Dorf Ketal Fouling in CDU Relative to crudes that are not
Energy Transfer in a Hydraulic System. Lecture (1) Hydraulic and Pneumatic Circuits 4th year Mech. power Engineering Dept.
 Hydraulic and Pneumatic Circuits 4th year Mech. power Engineering Dept.") 15 Energy Transfer in a Hydraulic System 16 Control in a Hydraulic System The signal control section The power control section Drive section Signal input Signal processing Power control section Power flow
15 Energy Transfer in a Hydraulic System 16 Control in a Hydraulic System The signal control section The power control section Drive section Signal input Signal processing Power control section Power flow
Treatment and Disposal Options for Schedule- I Wastes
 Treatment and Disposal Options for Schedule- I Wastes S.No Processes Waste Streams Treatment disposal/options Ch/ph Incineration Landfill Recycle 1 Petrochemical process and pyrolytic operations Furnace/reactor
Treatment and Disposal Options for Schedule- I Wastes S.No Processes Waste Streams Treatment disposal/options Ch/ph Incineration Landfill Recycle 1 Petrochemical process and pyrolytic operations Furnace/reactor
Best Practice in Sewage and Effluent Treatment Technologies
 Best Practice in Sewage and Effluent Treatment Technologies Contents 1 Wastewater - Introduction 1 1.1 Earth s ecological system 1 1.1.1 Water effect on ecology 2 1.1.2 Wastewater generation 3 1.2 Wastewater
Best Practice in Sewage and Effluent Treatment Technologies Contents 1 Wastewater - Introduction 1 1.1 Earth s ecological system 1 1.1.1 Water effect on ecology 2 1.1.2 Wastewater generation 3 1.2 Wastewater
FASTOP-IT. Liquid sealant - Type A
 FASTOP-IT Liquid sealant - Type A DESCRIPTION: FASTOP-IT A (beige color) is a liquid compound specific for the maintenance of self-sealing radiators, sleeves and thermal plants. FASTOP-IT A can eliminate
FASTOP-IT Liquid sealant - Type A DESCRIPTION: FASTOP-IT A (beige color) is a liquid compound specific for the maintenance of self-sealing radiators, sleeves and thermal plants. FASTOP-IT A can eliminate
Material Safety Data Sheet (MSDS) Ammonium Perchlorate
 Ammonium Perchlorate") Material Safety Data Sheet (MSDS) Section 1: Chemical Product Product Name: CAS Number: Synonym: Chemical Name: Chemical Formula: 7790-98-9 AP NH4ClO4 Composition: Section 2: Composition and Information
Material Safety Data Sheet (MSDS) Section 1: Chemical Product Product Name: CAS Number: Synonym: Chemical Name: Chemical Formula: 7790-98-9 AP NH4ClO4 Composition: Section 2: Composition and Information
Performance Additives. Printing Inks
 Performance Additives Printing Inks Honeywell Gives You Every Advantage Honeywell A-C Performance Additives Honeywell s A-C Performance Additives help you improve a multitude of processes and products.
Performance Additives Printing Inks Honeywell Gives You Every Advantage Honeywell A-C Performance Additives Honeywell s A-C Performance Additives help you improve a multitude of processes and products.
DEGAPAS. Environmentally benign scale inhibitors and dispersing agents
 DEGAPAS Environmentally benign scale inhibitors and dispersing agents 2 CONTENTS 3 Introduction 4 Scale inhibitor in water loops 5 Dispersing additive 6 Additive in washing and cleaning processes 7 Product
DEGAPAS Environmentally benign scale inhibitors and dispersing agents 2 CONTENTS 3 Introduction 4 Scale inhibitor in water loops 5 Dispersing additive 6 Additive in washing and cleaning processes 7 Product
Guideline for Prevention of Damage in Water Heating Installations
 VDI 2035, Part 2 Guideline for Prevention of Damage in Water Heating Installations Original document published by the Society of German Engineers Summary by Elysator Engineering AG 1. Preliminary Remarks
VDI 2035, Part 2 Guideline for Prevention of Damage in Water Heating Installations Original document published by the Society of German Engineers Summary by Elysator Engineering AG 1. Preliminary Remarks
Bringing new ground in
 Bringing new ground in Sterilisation Disinfecting Water purification On-site production of solutions for cleaning, disinfecting and sterilizing Safe, Effective and Non-toxic, Excellent Return on Investment
Bringing new ground in Sterilisation Disinfecting Water purification On-site production of solutions for cleaning, disinfecting and sterilizing Safe, Effective and Non-toxic, Excellent Return on Investment
Zero Discharge Treatment Method for Cooling Towers and Heat Exchangers with SP3, I-SOFT-OB, OXYDES & KATALOX LIGHT
 Zero Discharge Treatment Method for Cooling Towers and Heat Exchangers with SP3, I-SOFT-OB, OXYDES & KATALOX LIGHT By Deepak Chopra Watch Water GmbH Fahrlachstraße 14 68165 Mannheim Germany May 2013 Web:
Zero Discharge Treatment Method for Cooling Towers and Heat Exchangers with SP3, I-SOFT-OB, OXYDES & KATALOX LIGHT By Deepak Chopra Watch Water GmbH Fahrlachstraße 14 68165 Mannheim Germany May 2013 Web:
XL0897 HIGH-FLASH POE CHAIN OIL
 XL0897 XL0897 HIGH-FLASH POE CHAIN OIL XL0897 is a polyolester-based lubricant formulated with highly stable polymers to increase its viscosity index. This helps prevent the formation of varnish and carbon
XL0897 XL0897 HIGH-FLASH POE CHAIN OIL XL0897 is a polyolester-based lubricant formulated with highly stable polymers to increase its viscosity index. This helps prevent the formation of varnish and carbon
Printing Inks. Performance Additives
 Printing Inks Performance Additives Honeywell Gives You Every Advantage Honeywell A-C Performance Additives Honeywell s A-C Performance Additives help you improve a multitude of processes and products.
Printing Inks Performance Additives Honeywell Gives You Every Advantage Honeywell A-C Performance Additives Honeywell s A-C Performance Additives help you improve a multitude of processes and products.
STAINLESS STEELS. Chromium and nickel content in the various groups of stainless steels
 These steels contain a high percentage of chromium and sometimes other alloys and have been designed to prevent different types of corrosion. There are two kinds of corrosion: dry corrosion (often named
These steels contain a high percentage of chromium and sometimes other alloys and have been designed to prevent different types of corrosion. There are two kinds of corrosion: dry corrosion (often named
BOILER FEED WATER AND ITS TREATMENTS
 BOILER FEED WATER AND ITS TREATMENTS Shibu G. Pillai Chemical Engineering Department shibu.pillai@nirmauni.ac.in Contents Boiler Feed water Major Problems in Boiler Scaling Boiler corrosion Caustic embrittlement
BOILER FEED WATER AND ITS TREATMENTS Shibu G. Pillai Chemical Engineering Department shibu.pillai@nirmauni.ac.in Contents Boiler Feed water Major Problems in Boiler Scaling Boiler corrosion Caustic embrittlement
Microbial contamination of metalworking fluid bio aerosols and health risks to exposed workers.
 Microbial contamination of metalworking fluid bio aerosols and health risks to exposed workers. METALWORKING FLUIDS- complex chemical formulations tasked to perform multiple functions in the machining
Microbial contamination of metalworking fluid bio aerosols and health risks to exposed workers. METALWORKING FLUIDS- complex chemical formulations tasked to perform multiple functions in the machining
I. PHYSICAL PROPERTIES. PROPERTY METALS NON-METALS 1.Lustre Metals have shining surface. They do not have shining surface.
 Elements can be classified as metals and non-metals on the basis of their properties. Example of some metals are : Iron (Fe), Aluminium (Al), Silver (Ag), Copper (Cu) Examples of some non-metals are :
Elements can be classified as metals and non-metals on the basis of their properties. Example of some metals are : Iron (Fe), Aluminium (Al), Silver (Ag), Copper (Cu) Examples of some non-metals are :
MATERIAL SAFETY DATA SHEET Description: SAF ECOPLUS Revision Number: 01
 WATER SOLUBLE CUTTING FLUID GENERAL SAF-ECO PLUS is a water miscible cutting fluid that was developed with three main factors in mind: universality, service life and user acceptability. These factors govern
WATER SOLUBLE CUTTING FLUID GENERAL SAF-ECO PLUS is a water miscible cutting fluid that was developed with three main factors in mind: universality, service life and user acceptability. These factors govern
1. Which of the following elements has the highest percentage by mass in nature? A. Oxygen B. Aluminium C. Nitrogen D. Silicon
 Class: F.3 ( ) Baptist Lui Ming Choi Secondary School First Term Examination (2013-2014) Date: 6 / 12 / 2013 Name: Form 3 Chemistry Time: 10:20-11:05 a.m. Answer ALL the questions. For Section A, choose
Class: F.3 ( ) Baptist Lui Ming Choi Secondary School First Term Examination (2013-2014) Date: 6 / 12 / 2013 Name: Form 3 Chemistry Time: 10:20-11:05 a.m. Answer ALL the questions. For Section A, choose
Jabes Industries Inc, stock all following items in our warehouse in Miami.
 Product list Jabes Industries Inc, stock all following items in our warehouse in Miami. Potable water treatment BacSan: Our products are derived from a non-hazardous no-chemical solution produced magnetically
Product list Jabes Industries Inc, stock all following items in our warehouse in Miami. Potable water treatment BacSan: Our products are derived from a non-hazardous no-chemical solution produced magnetically
1. Identification of the substance / preparation and of the company / undertaking
 SULPHATE MSDS NAME:COMPACTED GRANULAR AMMONIUM 1. Identification of the substance / preparation and of the company / undertaking Product name: Supplier: Use: GRANULAR AMMONIUM SULPHATE Yantai Shengyuan
SULPHATE MSDS NAME:COMPACTED GRANULAR AMMONIUM 1. Identification of the substance / preparation and of the company / undertaking Product name: Supplier: Use: GRANULAR AMMONIUM SULPHATE Yantai Shengyuan
TAMOL 960 TAMOL 731A Scale Inhibitors
 Technical Data Sheet TAMOL 960 TAMOL 731A Scale Inhibitors Description Features and Benefits Mechanism for Scale Inhibition In aqueous systems, such as boiler feed water and recirculated cooling water,
Technical Data Sheet TAMOL 960 TAMOL 731A Scale Inhibitors Description Features and Benefits Mechanism for Scale Inhibition In aqueous systems, such as boiler feed water and recirculated cooling water,
EPOCHEM CLEANING SOLUTIONS
 EPOCHEM CLEANING SOLUTIONS Fast Acting, Penetrates Quickly And Leaves No Residue Epoxy Oilserv Nigeria Limited is a specialist manufacturer and distributor of chemical products for industrial cleaning
EPOCHEM CLEANING SOLUTIONS Fast Acting, Penetrates Quickly And Leaves No Residue Epoxy Oilserv Nigeria Limited is a specialist manufacturer and distributor of chemical products for industrial cleaning
M A T E R I A L S A F E T Y D A T A S H E E T 01/06/ IDENTIFICATION OF THE SUBSTANCE OR PREPARATION AND OF THE COMPANY
 M A T E R I A L S A F E T Y D A T A S H E E T Revision Date : 01/06/2011 1. IDENTIFICATION OF THE SUBSTANCE OR PREPARATION AND OF THE COMPANY Identification of the substance / preparation : Product Name
M A T E R I A L S A F E T Y D A T A S H E E T Revision Date : 01/06/2011 1. IDENTIFICATION OF THE SUBSTANCE OR PREPARATION AND OF THE COMPANY Identification of the substance / preparation : Product Name
Electricity and Chemistry
 Electricity and Chemistry Electrochemistry: It is a branch of chemistry that deals with the reactions involving the conversion of chemical energy into electrical energy and vice-versa. Electrochemical
Electricity and Chemistry Electrochemistry: It is a branch of chemistry that deals with the reactions involving the conversion of chemical energy into electrical energy and vice-versa. Electrochemical
Material Safety Data Sheet
 Material Safety Data Sheet CALCIUM-MAGNESIUM CHLORIDE SOLUTION 29% TO 35% DustMaster 20 A. GENERAL INFORMATION TRADE ME (COMMON ME): CALCIUM-MAGNESIUM CHLORIDE SOLUTION- DM29 to DM35 CHEMICAL ME AND/OR
Material Safety Data Sheet CALCIUM-MAGNESIUM CHLORIDE SOLUTION 29% TO 35% DustMaster 20 A. GENERAL INFORMATION TRADE ME (COMMON ME): CALCIUM-MAGNESIUM CHLORIDE SOLUTION- DM29 to DM35 CHEMICAL ME AND/OR
Material Safety Data Sheet
 Material Safety Data Sheet CALCIUM CHLORIDE SOLUTION DustMaster 20 A. GENERAL INFORMATION TRADE ME (COMMON ME): CALCIUM CHLORIDE SOLUTION DUSTMASTER CHEMICAL ME AND/OR SYNONYM: LIQUID CALCIUM CHLORIDE,
Material Safety Data Sheet CALCIUM CHLORIDE SOLUTION DustMaster 20 A. GENERAL INFORMATION TRADE ME (COMMON ME): CALCIUM CHLORIDE SOLUTION DUSTMASTER CHEMICAL ME AND/OR SYNONYM: LIQUID CALCIUM CHLORIDE,
5 Effects of 'Cereclor' on Metals
 'Cereclor' as an Extreme Pressure Lubricant Additive 1 Introduction 2 Properties 3 Uses 4 Applications 5 Effects of 'Cereclor' on Metals 6 References Page 1 1 Introduction 'Cereclor' is the trade mark
'Cereclor' as an Extreme Pressure Lubricant Additive 1 Introduction 2 Properties 3 Uses 4 Applications 5 Effects of 'Cereclor' on Metals 6 References Page 1 1 Introduction 'Cereclor' is the trade mark
CLEANING WITH NON-HALOGENATED HYDROCARBONS IN COMPARISON TO WATER BASED CLEANING
 CLEANING AND SURFACE PROCESSING CLEANING WITH NON-HALOGENATED HYDROCARBONS IN COMPARISON TO WATER BASED CLEANING Sandro Siminovich, Product Line Manager Dürr Ecoclean, Inc., IMTS Integrated Industries
CLEANING AND SURFACE PROCESSING CLEANING WITH NON-HALOGENATED HYDROCARBONS IN COMPARISON TO WATER BASED CLEANING Sandro Siminovich, Product Line Manager Dürr Ecoclean, Inc., IMTS Integrated Industries
Cleaners and corrosion protection for metal processing
 Cleaners and corrosion protection for metal processing Cleaners and corrosion protection for metal processing BECHEM Lubrication solutions for industry As the oldest German manufacturer of industrial lubricants,
Cleaners and corrosion protection for metal processing Cleaners and corrosion protection for metal processing BECHEM Lubrication solutions for industry As the oldest German manufacturer of industrial lubricants,
PROCESSING & MAINTENANCE LUBRICANTS
 LUBRIFICANTI PER L INDUSTRIA E L AUTOTRAZIONE PROCESSING & MAINTENANCE LUBRICANTS 2/7 General Lubrification ATLASPIN Series ATLALUBE Series ATLADIN Series ATLADIN HVI Series ATLADIN MR Serie ATLAGLISS
LUBRIFICANTI PER L INDUSTRIA E L AUTOTRAZIONE PROCESSING & MAINTENANCE LUBRICANTS 2/7 General Lubrification ATLASPIN Series ATLALUBE Series ATLADIN Series ATLADIN HVI Series ATLADIN MR Serie ATLAGLISS
Safety data sheet according to 1907/2006/EC, Article 31
 Page 1/6 * 1 Identification of the substance/mixture and of the company/undertaking Product identifier Article number: 11091 Relevant identified uses of the substance or mixture and uses advised against
Page 1/6 * 1 Identification of the substance/mixture and of the company/undertaking Product identifier Article number: 11091 Relevant identified uses of the substance or mixture and uses advised against
2. Hazard Identification STEEL PIPE. 1.1 Product Identifier Steel Pipe. 1.2 Recommended use and restrictions on use Merchant Couplings, Pipe Nipples
 Safety Data Sheet Conforms to the requirements of OSHA Standard 1910.1200 Communication and to the Various State Employee Right to Know Law. 1. Identification 1.1 Product Identifier Steel Pipe 1.2 Recommended
Safety Data Sheet Conforms to the requirements of OSHA Standard 1910.1200 Communication and to the Various State Employee Right to Know Law. 1. Identification 1.1 Product Identifier Steel Pipe 1.2 Recommended
Additives. For Metalworking And Industrial Lubricants. Building Win/Win Long Term Sustainable Relationship
 Additives For Metalworking And Industrial Lubricants Building Win/Win Long Term Sustainable Relationship INTRODUCTION At Advanced Chemical Concepts, Inc., we believe that chemical products can be designed
Additives For Metalworking And Industrial Lubricants Building Win/Win Long Term Sustainable Relationship INTRODUCTION At Advanced Chemical Concepts, Inc., we believe that chemical products can be designed