Thermoplastics start as regular pellets or granules and can be remelted.
|
|
|
- Erica Gallagher
- 6 years ago
- Views:
Transcription
1 Polymer Processing There are many processes for plastics. Selection of a process depends on many factors including: - Quantity and production rate - Dimensional accuracy and surface finish - Form and detail of the product - Nature of material - Size of final product In general, plastics processes have three phases: 1. Heating - To soften or melt the plastic 2. Shaping / Forming - Under constraint of some kind 3. Cooling - So that it retains its shape
2 Thermoplastics start as regular pellets or granules and can be remelted. Thermosetting materials start as liquids/syrups, often called "resins", as powders or partially cured products ("preforms") which need heat for the shaping phase. The shaping is accompanied by a chemical reaction, which means that the material does not soften on reheating. The reaction may be exothermic (giving heat out), in which case cooling is required.
3 Processes 1. Thermoforming 2. Compression and transfer molding 3. Rotational molding and sintering 4. Extrusion 5. Extrusion-based processes 6. Injection molding 7. Blow molding 8. Plastic foam molding

4 1.Thermoforming
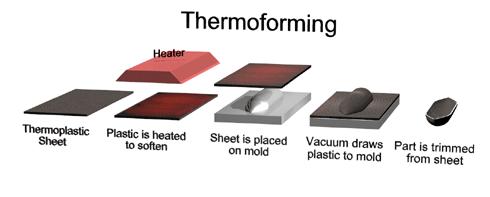

5


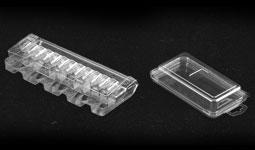
6 -air pressure and plug assisted forming of the softened sheet. -invariably automated and faster cycle times -only thermoplastics sheet can be processed by this method. -The largest application is for Food Packaging. -Other industries include Toiletries, Pharmaceuticals and Electronics


7 -Food related applications such as Meat Trays, Microwave & Deep Freeze Containers, Ice Cream and Margarine Tubs, Snack Tubs, Bakery and Patisserie packaging, Sandwich Packs and Vending Drink Cups -Manufacturing Collation trays, Blister packaging and Point of Sale display trays.

8 2. Compression and transfer molding



9 -place a pre-weighed amount of material in a matched metal mold and closing the mold. -heat and pressure cause the material to liquify and flow into the voids in the tool where it chemically reacts and hardens into the final shape. -very large shapes can be molded in compression presses.
10 Advantages of compression molding (compared with injection molding) -Low scrap arisings -Low orientation in the moldings -well distributed fibrous fillers -low residual stress product -retained mechanical and electrical properties -low mold maintenance -low capital and tooling costs

11 -พ ฒนามาจาก compression ค อจะม ท ใส สารแล วค อยกดอ ดผ าน runners ไปส cavities ซ งเก ดข นภายในแม พ มพ -ต องการให ได ส วนท เล ก ๆ ของแบบได ง ายข น -ลดการส ญเส ยหร อแตกห กจากส วนของแม พ มพ ท บางหร อซ บซ อน -เร วกว า compression เพราะ heat transfer ในช วงท ผ าน runner

12 Disadvantages when compared with compression -Give unwelcome orientation in the product -Increase wear and maintenance costs -Tooling is more complex and more expensive -Runners owe scrap
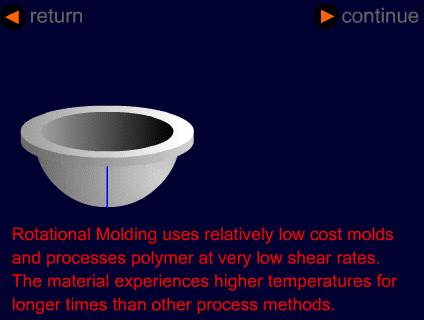
13 3.Rotational molding and sintering


14 -cast hollow plastic parts with few restrictions regarding size or complexity Very stable parts - no molded in stresses Low tooling cost for large parts Suited for low volume production Can produce complex part geometries Can mold in metal inserts and graphics
15
16

17 4.Extrusion -the forcing of a plastic or molten material through a shaped die by means of pressure.
18 Single screw extruder Twin screw extruder




19 -screw has one or two flights spiraling along its length. -φ to outside of the flight is constant along the length to allow the close fit in the barrel. -core is of varying φ and so the spiraling channel varies in depth. -in general, the channel depth from feed end to die end pressure
20 The zones in an extruder 1. Feed zone -preheat polymer and convey it to the subsequent zones. -screw depth is constant 2. Compression zone -channel depth -expel air trapped between original granules -heat transfer from the heated barrel walls is improved coz material thickness -density change during melting is accommodated melt sharply very short compression zone melt gradually very long compression zone
21 3.Metering zone -constant screw depth -homogenize the melt -supply to the die region material which is of homogeneous quality at constant T & P 4. Die zone -breaker plate - screen pack (perforated steel plate) a) sieve out extraneous material, e.g. ungeled polymer, dirt and foreign bodies b) allow head P to develop by providing a resistance for the pumping action of the metering zone c) remove turning memory from the melt
22 Flow mechanisms: Conveying -Drag flow -dragging along by the screw of the melt as the result of the frictional forces -equivalent to viscous drag between stationary and moving plates separated by a viscous medium. -constitute output component for the extruder. -Pressure flow -P gradient along the extruder (high P at the output end, low at the feed end -Leak flow -finite space between screw and barrel through which material can leak backwards. Total flow = drag flow pressure flow leak flow
23 1. Basic flow patterns Maintain laminar flow 2. Die entry effects The extrusion die Tensile stress exceed the tensile strength of the melt extrudate will be of irregular shape called melt fracture
24 The die entrance is tapered: 1. Eliminate the dead spots in the corners, maintaining a steady heat and shear history 2. Minimize the development of tensile stresses, and minimize distortion of the streamlines Long die land extend the process time which helps to eliminate memory of earlier processing, e.g. screw turning memory Deborah Number, N deb *
25 Relaxation time the characteristic timescale for which a melt has memory -describe as its viscous and elastic responses to an applied stress 2 vis cosity Ns m relaxation _ time = = = 2 modulus m N s N deb = relaxation _ time _ of _ material, in timescale _ of _ process _ process If N deb >1, process is dominantly elastic. If N deb <1, process is predominantly viscous.
26 3. Die exit instabilities sharkskin -roughening of the surface of the extrudate -caused by tensile stresses: the melt, with max velocity at the center and zero at the wall, leaves the die lips material at the wall accelerate to the velocity at which the extrudate is leaving the die generate tensile stress.. If tensile stress exceeds tensile strength, surface ruptures. orange peel -when conditions become more intense, e.g. P at the extruder becomes excessive, or the die T drops -coarser-grained appearance

27 bambooing -the whole extrudate snaps back Extra heating of the die will often help to remedy these defects, by thermally relaxing the stresses and lowering viscosity
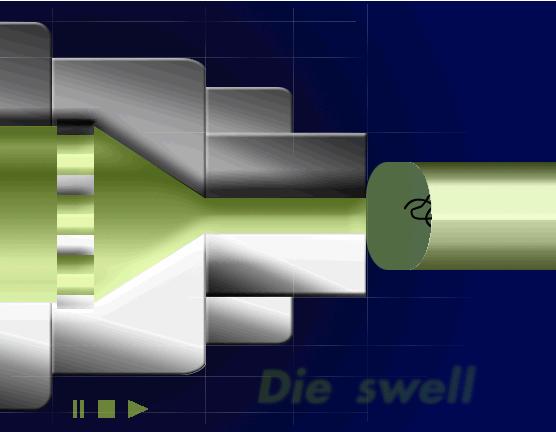
28 4. Die swell -Effect in which the polymer swells as it leaves the die. -Extrudate differs in its dimensions from those of the die orifice. -Extruded rod has larger diameter and pipe has thicker walls, e.g. o.d., i.d. Result of the elastic component in the overall response of the polymer melt to stress. recovery of the elastic deformation as the extrudate leaves the constraint of the die channel and before it freezes.
29



30 Part Cost - low Tool Cost - low Production Capability - high Short lead times to production Uniform cross section of parts Multiple materials are possible in the same part.
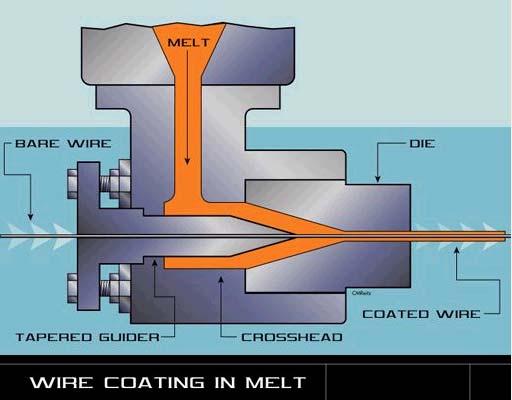
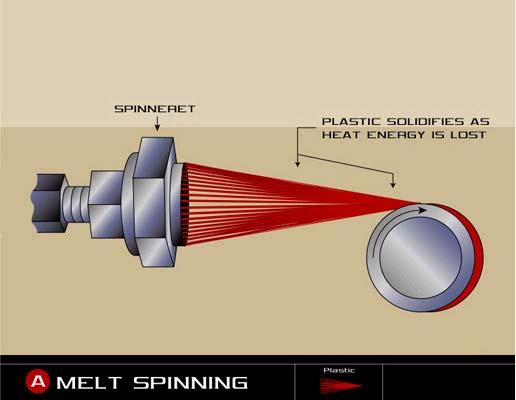
31 5.Extrusion-based processes Profile extrusion: pipe, sheet Tubular blown film extrusion: ถ งร อน Cross-head extrusion: สายเคเบ ล Synthetic fibers: เส นใยส งเคราะห เช น เส นใยโพล เอสเตอร Netting: ถ งใส ผ ก ผลไม Co-extrusion

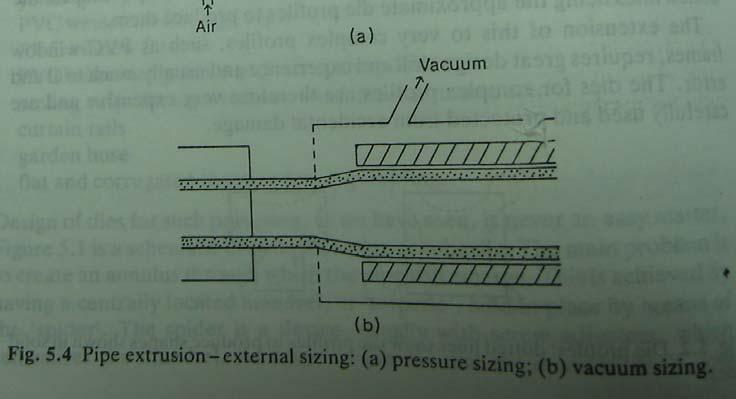
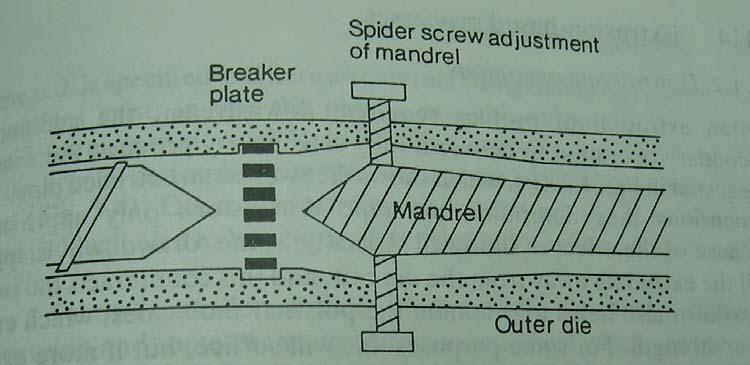
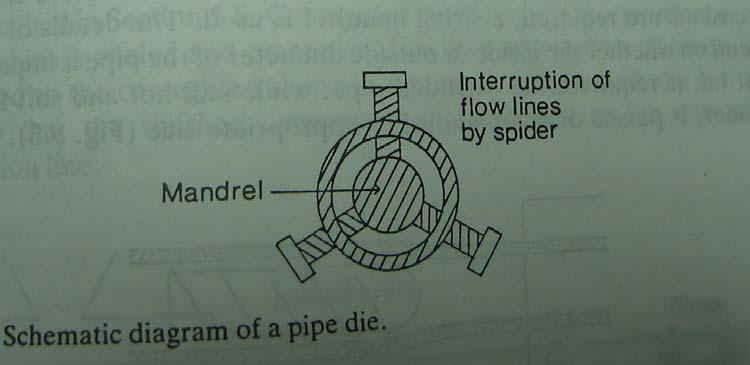
32 Pipe extrusion


33 Sheet extrusion Film thickness: mil (1 mil = inch)

34 Tubular blown film extrusion
35
36
37
38 Netting -Garden uses, fruit packaging -Made with annular dies but with outer die and the central mandrel counter-rotating and close fitting -Both parts have slots so that concentric sets of filaments extrude -When counter-rotation starts the filaments cross one another to form welded junctions and a net pattern.
39 Co-extrusion -Extrusion of more than one type of polymer at once to give a laminate product. -Require a separate extruder for each polymer -Multilayer product forming at a die - tie-layers : bond the functional layers together

40 Multi-Layer Mono Material For non-demanding applications, a mono material sheet is usually specified. This is a sheet in which there is only one material. With a more demanding application, a multi-layer sheet is used. Multi head extruders feed into the extrusion die with the differing materials. Multi layer sheeting, with a heat compliant top layer, can used to make heat-sealed applications. PVC / PE for Meat Trays, and CPET / APET for Meat Trays and Ready Meals.

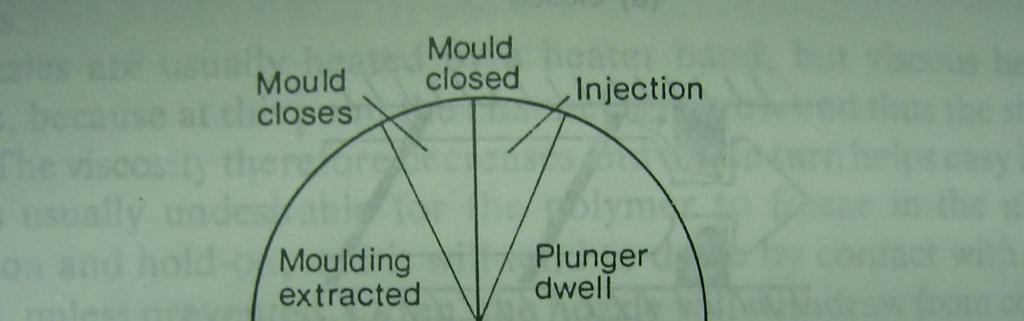
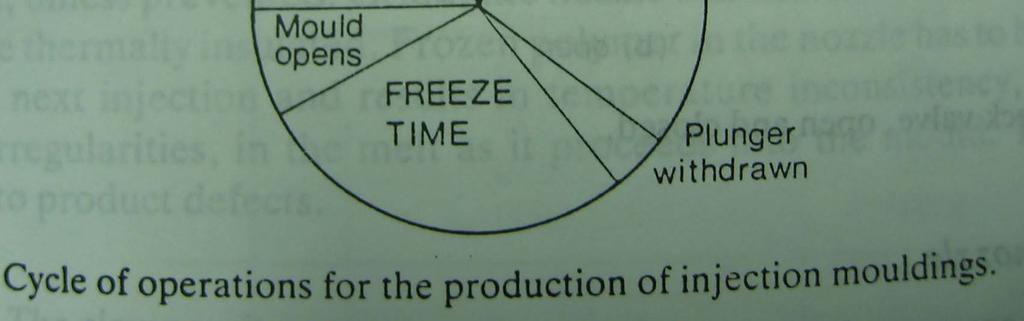
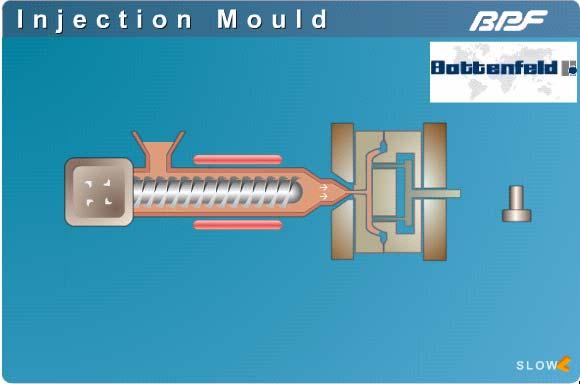
41 6. Injection molding Injection molding is accomplished by forcing molten plastic under pressure into a cavity formed between two matched metal mold halves. Once the plastic cools, the molds are opened and the part is removed.


42 -Part cost - low -Tooling cost - high -Production Rate - high -Can produce intricate parts -Large variety of polymers gives wide range of properties. -Can produce a wide range of part sizes with different press sizes.




43
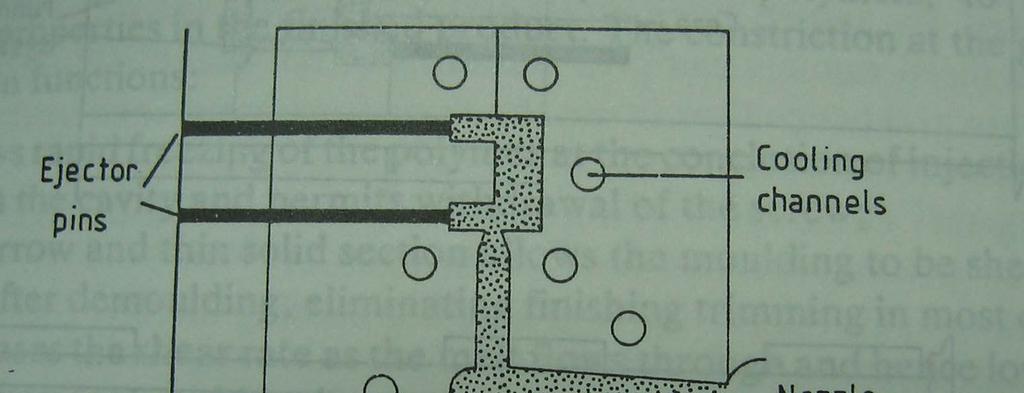
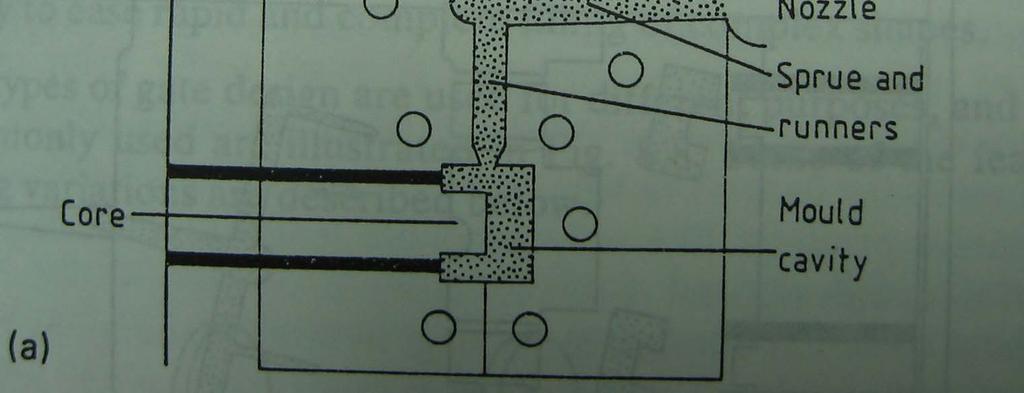
44 mold


45 Functions: 1. Allow rapid freezing of polymer: isolate the cavity and permits withdrawal of the screw 2. Narrow and thin solid section: be sheared off easily after demolding 3. Increase shear rates as melt flows through: lower viscosity to ease rapid and complete filling of complex shapes
46
47

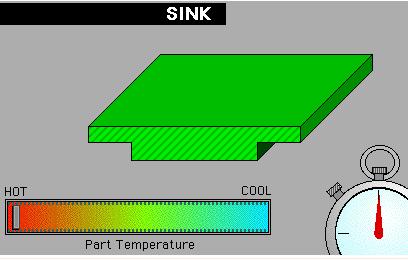
48 Problems: -sink marks and voids -weld lines
49

50 Weld line: formed where polymer flows meet Can be moved to a position on the molding where unimportant

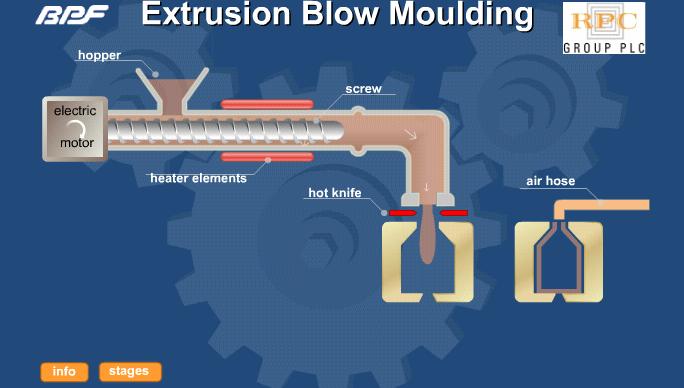
51 Extrusion blow molding parison 7. Blow molding ขวดน าเปล า ส ขาวข น ท าจาก PP



52 Extrusion blow molding Typical products Bottles and containers Automotive fuel tanks Venting ducts Watering cans

53 -Part cost - moderate -Tooling Cost - moderate -Production rate - moderate to high -Blow molding produces parts with the highest strength to weight ratio of any plastic process. Complex, hollow parts are formed with no internal stresses. Parts as large as 12 ft. x 4 ft. x 4 ft. can be formed
54 Stages 1. The hot plastic extruded into the mold in pipe form. 2. While still hot, the plastic is trapped in the mold, a hot knife cuts it off at the top and it is also pinched at the bottom. 3. The mold then moves to the right. An air hose is inserted into the top. 4. The plastic in the mold expands to fill the mold. 5. The mold then separates, which releases the plastic (bottle).
55
56 Injection blow molding Carbonated drinks using PET The tube preform made by injection molding to a very cold mold to quench it in its amorphous state Is reheated to blowing T (just about its T g ) and stretch blown Develop biaxial orientation in the product Alternate name for this process is stretch-blow

57 Injection blow molding
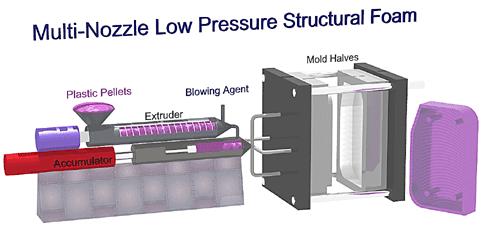
58 8.Plastic foam molding -low-pressure injection molding process that is capable of producing very large structural parts. -The molten plastic material is injected into a mold after being mixed with a blowing agent or highpressure gas. -This produces bubbles in the plastic causing it to foam. The foam retains the properties of the plastic but weighs less because of reduced density.
59


60
Industrial aspects of polymer processing
 Course MP10 Lecture 2 Industrial aspects of polymer processing Ben, I just want to say one word to you, just one word plastics Dr James Elliott 2.1 General model of polymer processing Overview of the various
Course MP10 Lecture 2 Industrial aspects of polymer processing Ben, I just want to say one word to you, just one word plastics Dr James Elliott 2.1 General model of polymer processing Overview of the various
SME 2713 Processing of Polymers - 2
 SME 2713 Processing of Polymers - 2 Outline 1. Introduction 2. Extrusion process 3. Injection molding process 4. Blow molding process 5. Rotational molding 6. Thermoforming 7. Compression molding 8. Transfer
SME 2713 Processing of Polymers - 2 Outline 1. Introduction 2. Extrusion process 3. Injection molding process 4. Blow molding process 5. Rotational molding 6. Thermoforming 7. Compression molding 8. Transfer
Solidification Process(2) - Polymer Processing (Chapter 8, 12)
 - Polymer Processing (Chapter 8, 12)") Solidification Process(2) - Polymer Processing (Chapter 8, 12) Seok-min Kim smkim@cau.ac.kr Plastic Products Plastics can be shaped into a wide variety of products: Molded parts Extruded sections Films
Solidification Process(2) - Polymer Processing (Chapter 8, 12) Seok-min Kim smkim@cau.ac.kr Plastic Products Plastics can be shaped into a wide variety of products: Molded parts Extruded sections Films
THERMOSET. 1.Resin Transfer Moulding 2.Pultrusion 3.SMC / DMC Moulding 4.Compression Moulding 5.GRP Moulding 6.RIM 7.
 Polymer Processing Plastics Rubber Thermoplastics Elastomers Fibers Plastics Plastics Processing Conversion of a plastic materials in to finally finished products is termed plastics processing. Depends
Polymer Processing Plastics Rubber Thermoplastics Elastomers Fibers Plastics Plastics Processing Conversion of a plastic materials in to finally finished products is termed plastics processing. Depends
BLOW MOULDING. Blow moulding is a process used to produce hollow objects from thermoplastic.
 1 BLOW MOULDING Blow moulding is a process used to produce hollow objects from thermoplastic. The basic blow moulding process has two fundamental phases. First, a parison (or a preform) of hot plastic
1 BLOW MOULDING Blow moulding is a process used to produce hollow objects from thermoplastic. The basic blow moulding process has two fundamental phases. First, a parison (or a preform) of hot plastic
3.5.7 Flow Through Simple Dies
 152 3 Fundamentals of Polymers isothermal spinning of a Newtonian fluid and predicted the critical draw ratio of 20.210. Below the critical draw ratio, any disturbance along the filament is dampened out
152 3 Fundamentals of Polymers isothermal spinning of a Newtonian fluid and predicted the critical draw ratio of 20.210. Below the critical draw ratio, any disturbance along the filament is dampened out
Chapter 6 Plastic and Polymer Composite Fabrication Processes
 Chapter 6 Plastic and Polymer Composite Fabrication Processes Screen on batch size* Molding Processes for PE: Molding Processes for Nylon (30% GF): Desired Batch Size 1e+008 1e+007 1e+006 Blow Moulding
Chapter 6 Plastic and Polymer Composite Fabrication Processes Screen on batch size* Molding Processes for PE: Molding Processes for Nylon (30% GF): Desired Batch Size 1e+008 1e+007 1e+006 Blow Moulding
Endex Foam Extrusion General Information Guide
 Endex International Innovation for the Future Endex Foam Extrusion General Information Guide Section 01 - Foam Extrusion Foam extrusion, in simple terms, consists of mixing a chemical foaming agent with
Endex International Innovation for the Future Endex Foam Extrusion General Information Guide Section 01 - Foam Extrusion Foam extrusion, in simple terms, consists of mixing a chemical foaming agent with
MKR1153 Polymer Technology II
 MKR1153 Polymer Technology II CH2 EXTRUSION OF PLASTICS HANIZAM BIN SULAIMAN Some slides from: Mariatti bt. Jaafar @ Mustapha (USM) Teeranut Praisuwan (Kasetsart University, Thailand) PROCESSES FOR SHAPING
MKR1153 Polymer Technology II CH2 EXTRUSION OF PLASTICS HANIZAM BIN SULAIMAN Some slides from: Mariatti bt. Jaafar @ Mustapha (USM) Teeranut Praisuwan (Kasetsart University, Thailand) PROCESSES FOR SHAPING
Extrusion. Key Issues to Address. Lecture 2. Process. Process Variants. Process Analysis. Problem Solving
 Extrusion Lecture 2 Chapter 4 Key Issues to Address Process Process Variants Process Analysis Problem Solving S.V. Atre 1 Extrusion Material is forced to flow through a die orifice to provide long continuous
Extrusion Lecture 2 Chapter 4 Key Issues to Address Process Process Variants Process Analysis Problem Solving S.V. Atre 1 Extrusion Material is forced to flow through a die orifice to provide long continuous
Unit 156: Polymer Manufacturing Processes
 Unit 156: Polymer Manufacturing Processes Unit code J/615/3315 Unit level 4 Credit value 15 Aim This unit is designed to develop students knowledge and understanding of the main manufacturing processes
Unit 156: Polymer Manufacturing Processes Unit code J/615/3315 Unit level 4 Credit value 15 Aim This unit is designed to develop students knowledge and understanding of the main manufacturing processes
Technical and commercial considerations p. 1 Introduction p. 1 General considerations p. 1 Rigid containers p. 1 Caps, lids, closures and devices p.
 Technical and commercial considerations p. 1 Introduction p. 1 General considerations p. 1 Rigid containers p. 1 Caps, lids, closures and devices p. 2 Blow-moulded containers p. 2 Flexible packaging p.
Technical and commercial considerations p. 1 Introduction p. 1 General considerations p. 1 Rigid containers p. 1 Caps, lids, closures and devices p. 2 Blow-moulded containers p. 2 Flexible packaging p.
ELEMENTARY STEPS SHAPING METHODS POST SHAPING DIE FORMING HANDLING OF PARTICULATE SOLIDS MOLDING & CASTING MELTING PRESSURISATION & PUMPING
 ELEMENTARY STEPS SHAPING METHODS POST SHAPING RAW MATERIALS RAW MATERIALS HANDLING OF PARTICULATE SOLIDS DIE FORMING MELTING MOLDING & CASTING PRESSURISATION & PUMPING SECONDARY SHAPING MIXING DEVOLATILLIZATION
ELEMENTARY STEPS SHAPING METHODS POST SHAPING RAW MATERIALS RAW MATERIALS HANDLING OF PARTICULATE SOLIDS DIE FORMING MELTING MOLDING & CASTING PRESSURISATION & PUMPING SECONDARY SHAPING MIXING DEVOLATILLIZATION
Table of Contents. Norman C. Lee. Blow Molding Design Guide ISBN: For further information and order see
 Table of Contents Norman C. Lee Blow Molding Design Guide ISBN: 978-3-446-41264-4 For further information and order see http://www.hanser.de/978-3-446-41264-4 or contact your bookseller. Carl Hanser Verlag,
Table of Contents Norman C. Lee Blow Molding Design Guide ISBN: 978-3-446-41264-4 For further information and order see http://www.hanser.de/978-3-446-41264-4 or contact your bookseller. Carl Hanser Verlag,
MECHANICAL PROPERTIES OF MATERIALS
 MECHANICAL PROPERTIES OF MATERIALS Stress-Strain Relationships Hardness Effect of Temperature on Properties Fluid Properties Viscoelastic Behavior of Polymers Mechanical Properties in Design and Manufacturing
MECHANICAL PROPERTIES OF MATERIALS Stress-Strain Relationships Hardness Effect of Temperature on Properties Fluid Properties Viscoelastic Behavior of Polymers Mechanical Properties in Design and Manufacturing
EXTRUSION 15/03/17. Extrusion. Polymer Types. Extrusion. The extruder is the most important piece of machinery in the polymer processing industry.
 petrochemical reactors and plants Plastic processing technology map reactor and plant continuous mixer big pelletizer (CIM) compounding machine pellet EXTRUSION high functional domestic twin-screw extruder
petrochemical reactors and plants Plastic processing technology map reactor and plant continuous mixer big pelletizer (CIM) compounding machine pellet EXTRUSION high functional domestic twin-screw extruder
Fundamentals of Casting
 Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
Major Processes. Extrusion Injection Molding Blow Molding Thermoforming
 Major Processes Extrusion Injection Molding Blow Molding Thermoforming Rotomolding Polymer Processes Applications of Extrusion Process Sheet Extrusion Profile Extrusion e.g. WindowFrames Pipe/ Tubes extrusion
Major Processes Extrusion Injection Molding Blow Molding Thermoforming Rotomolding Polymer Processes Applications of Extrusion Process Sheet Extrusion Profile Extrusion e.g. WindowFrames Pipe/ Tubes extrusion
Manufacturing Process - I
 Manufacturing Process - I UNIT II Metal Forming Processes Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik
Manufacturing Process - I UNIT II Metal Forming Processes Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik
MECHANICAL PROPERTIES OF MATERIALS. Manufacturing materials, IE251 Dr M. Eissa
 MECHANICAL PROPERTIES OF MATERIALS, IE251 Dr M. Eissa MECHANICAL PROPERTIES OF MATERIALS 1. Bending Test (Slide 3) 2. Shear Test (Slide 8) 3. Hardness (Slide 14) 4. Effect of Temperature on Properties
MECHANICAL PROPERTIES OF MATERIALS, IE251 Dr M. Eissa MECHANICAL PROPERTIES OF MATERIALS 1. Bending Test (Slide 3) 2. Shear Test (Slide 8) 3. Hardness (Slide 14) 4. Effect of Temperature on Properties
Optimizing Extruder Controls, Part Two
 Optimizing Extruder Controls, Part Two Lesson 6 I. The Compression Zone A. Most of the melting of raw material from solid plastic particles to molten plastic melt occurs in the compression zone. B. Goals
Optimizing Extruder Controls, Part Two Lesson 6 I. The Compression Zone A. Most of the melting of raw material from solid plastic particles to molten plastic melt occurs in the compression zone. B. Goals
DESIGN, ANALYSIS AND MANUFACTURING OF THERMOFORMING TOOL FOR DISPOSAL CUPS
 DESIGN, ANALYSIS AND MANUFACTURING OF THERMOFORMING TOOL FOR DISPOSAL CUPS AMEENA TAHERA 1, T.J.JITENDRA 2 1 STUDENT,M TECH (PDM),Department of Industrial Engineering and Management, JSS Academy of technical
DESIGN, ANALYSIS AND MANUFACTURING OF THERMOFORMING TOOL FOR DISPOSAL CUPS AMEENA TAHERA 1, T.J.JITENDRA 2 1 STUDENT,M TECH (PDM),Department of Industrial Engineering and Management, JSS Academy of technical
An Introduction to Single Screw Extrusion
 An Introduction to Single Screw Extrusion Sponsored by Dynisco Feb 14 2017 Table of Contents Single Screw Extrusion Extrusion and Thermoplastics Extruder Classification Machine Construction Post Extrusion
An Introduction to Single Screw Extrusion Sponsored by Dynisco Feb 14 2017 Table of Contents Single Screw Extrusion Extrusion and Thermoplastics Extruder Classification Machine Construction Post Extrusion
2
 1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
James L. White / Helmut Potente (Editors) Screw Extrusion. Science and Technology
 Screw Extrusion. Science and Technology") James L. White / Helmut Potente (Editors) Screw Extrusion Science and Technology With Contributions from U. Berghaus, E. Bürkle, H. Potente, H. Recker, K. Schäfer, V. Schöppner, J.L. White, G. Wiegand,
James L. White / Helmut Potente (Editors) Screw Extrusion Science and Technology With Contributions from U. Berghaus, E. Bürkle, H. Potente, H. Recker, K. Schäfer, V. Schöppner, J.L. White, G. Wiegand,
VALUE ADDED PRODUCTS FROM RECYCLED PET BOTTLES
 VALUE ADDED PRODUCTS FROM RECYCLED PET BOTTLES WASTE PET BOTTLES CLEAN PET FLAKES SHEET & FILM FOR PACKAGING NON FOOD BOTTLES STRAPPING TAPE RECYCLED PSF / POY / DTY RECYCLED PET RESIN PELLETS BLENDING
VALUE ADDED PRODUCTS FROM RECYCLED PET BOTTLES WASTE PET BOTTLES CLEAN PET FLAKES SHEET & FILM FOR PACKAGING NON FOOD BOTTLES STRAPPING TAPE RECYCLED PSF / POY / DTY RECYCLED PET RESIN PELLETS BLENDING
Introduction: Standard Plastic Terminology Plastic Program Analysis and Development p. 1 Selecting the Design Team for Success p. 3 Using Checklists
 Preface p. xv Introduction: Standard Plastic Terminology p. xix Plastic Program Analysis and Development p. 1 Selecting the Design Team for Success p. 3 Using Checklists to Develop Product Requirements
Preface p. xv Introduction: Standard Plastic Terminology p. xix Plastic Program Analysis and Development p. 1 Selecting the Design Team for Success p. 3 Using Checklists to Develop Product Requirements
CHAPTER - 1 INTRODUCTION
 CHAPTER - 1 INTRODUCTION 1. 1.1 Polymer Matrix Composites Composite materials are formed by combining two or more materials that have different properties. The constituent materials work together to give
CHAPTER - 1 INTRODUCTION 1. 1.1 Polymer Matrix Composites Composite materials are formed by combining two or more materials that have different properties. The constituent materials work together to give
Materials & Processes in Manufacturing
 Materials & Processes in Manufacturing ME 151 Chapter 18 Hot Working Processes 1 Introduction Forming of materials their recrystallization temperature Higher temperatures weaken the metal making it more
Materials & Processes in Manufacturing ME 151 Chapter 18 Hot Working Processes 1 Introduction Forming of materials their recrystallization temperature Higher temperatures weaken the metal making it more
Module 3 Selection of Manufacturing Processes. IIT Bombay
 Module 3 Selection of Manufacturing Processes Lecture 3 Design for Bulk Deformation Processes Instructional objectives By the end of this lecture, the students are expected to learn the working principle
Module 3 Selection of Manufacturing Processes Lecture 3 Design for Bulk Deformation Processes Instructional objectives By the end of this lecture, the students are expected to learn the working principle
Ceramic Processing. Engineering Materials. 7/15/2009 Ceramic Processing/S.Rattanachan 1
 Ceramic Processing Engineering Materials 7/15/2009 Ceramic Processing/S.Rattanachan 1 Ceramic Processing Ceramic powders/raw materials + Additives Mixing Forming Firing Densification Sintering Vitrification
Ceramic Processing Engineering Materials 7/15/2009 Ceramic Processing/S.Rattanachan 1 Ceramic Processing Ceramic powders/raw materials + Additives Mixing Forming Firing Densification Sintering Vitrification
COMPARISON OF CAST FILM AND BLOWN FILM 9 - LAYER BARRIER FILM
 COMPARISON OF CAST FILM AND BLOWN FILM 9 - LAYER BARRIER FILM Gerhard Winkler Windmöller & Hölscher / Germany ABSTRACT Above-average growth rates in the field of cast film production and stretch film,
COMPARISON OF CAST FILM AND BLOWN FILM 9 - LAYER BARRIER FILM Gerhard Winkler Windmöller & Hölscher / Germany ABSTRACT Above-average growth rates in the field of cast film production and stretch film,
Chapter 15 Extrusion and Drawing of Metals
 Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
Chapter 19. Forming and Shaping Plastics and Composite Materials
 Chapter 19 Forming and Shaping Plastics and Composite Materials Characteristics of Forming and Shaping Processes for Plastics and Composite Materials Forming and Shaping Processes for Plastics, Elastomers,
Chapter 19 Forming and Shaping Plastics and Composite Materials Characteristics of Forming and Shaping Processes for Plastics and Composite Materials Forming and Shaping Processes for Plastics, Elastomers,
Chapter 19. Forming and Shaping Plastics and Composite Materials
 Chapter 19 Forming and Shaping Plastics and Composite Materials Characteristics of Forming and Shaping Processes for Plastics and Composite Materials 1 Forming and Shaping Processes for Plastics, Elastomers,
Chapter 19 Forming and Shaping Plastics and Composite Materials Characteristics of Forming and Shaping Processes for Plastics and Composite Materials 1 Forming and Shaping Processes for Plastics, Elastomers,
INTRODUCTION. Table 1. Typical applications for LDPE and Ateva EVA copolymers. Category Typical Applications Advantages
 INTRODUCTION Low-density polyethylene is produced through the polymerization of ethylene by a high-pressure process. Ateva EVA copolymers are produced but copolymerizing ethylene (E) with vinyl acetate
INTRODUCTION Low-density polyethylene is produced through the polymerization of ethylene by a high-pressure process. Ateva EVA copolymers are produced but copolymerizing ethylene (E) with vinyl acetate
The Tool Hub. Efficient Cooling
 O The Tool Hub Efficient Cooling V1 Conformal cooling channels is a good way to decrease deformation and increase productivity. Below is a core ready for final machining. CLEAR EFFICIENT FAIR Efficient
O The Tool Hub Efficient Cooling V1 Conformal cooling channels is a good way to decrease deformation and increase productivity. Below is a core ready for final machining. CLEAR EFFICIENT FAIR Efficient
Bulk Deformation Processes
 Bulk Deformation Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 TOPIC OUTLINE What is Bulk Deformation? Classification of Bulk Deformation Processes Types
Bulk Deformation Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 TOPIC OUTLINE What is Bulk Deformation? Classification of Bulk Deformation Processes Types
1 Polymer Processing. 1.1 Introduction
 1 Polymer Processing 1.1 Introduction Polymeric materials often called plastics in popular usage are ubiquitous in modern life. Applications range from film to textile fibers to complex electronic interconnects
1 Polymer Processing 1.1 Introduction Polymeric materials often called plastics in popular usage are ubiquitous in modern life. Applications range from film to textile fibers to complex electronic interconnects
By Dr. Robert Marsh, Bohlin Instruments, 2003
 A R H E O L O G I C A L V I E W P O I N T O F T H E R M O P L A S T I C M E L T S By Dr. Robert Marsh, Bohlin Instruments, 2003 Introduction Rheology is the science of studying the flow and deformation
A R H E O L O G I C A L V I E W P O I N T O F T H E R M O P L A S T I C M E L T S By Dr. Robert Marsh, Bohlin Instruments, 2003 Introduction Rheology is the science of studying the flow and deformation
Posi-Melt TM Plasticating Screw
 1 Posi-Melt TM Plasticating Screw The standard Posi-Melt TM screw, patent # 7,652,528 and other patents pending, a general purpose replacement screw, has proven over the years to be more versatile than
1 Posi-Melt TM Plasticating Screw The standard Posi-Melt TM screw, patent # 7,652,528 and other patents pending, a general purpose replacement screw, has proven over the years to be more versatile than
Hydraulic Presses and Molding Processes Making the optimal choice for your molding application
 1 Hydraulic Presses and Molding Processes Making the optimal choice for your molding application Depending on the material, volume, size and shape of your molded parts, using the optimal molding process
1 Hydraulic Presses and Molding Processes Making the optimal choice for your molding application Depending on the material, volume, size and shape of your molded parts, using the optimal molding process
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working Forging & Rolling Mechanical Working of Metals In this method no machining process is carried out, but it is used to achieve optimum mechanical properties
MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working Forging & Rolling Mechanical Working of Metals In this method no machining process is carried out, but it is used to achieve optimum mechanical properties
Methods of manufacture
 1 Methods of manufacture For Ceramics (see (b)) Crush raw materials Shape the crushed raw materials (various means) Dry & fire Apply finishing operations, as needed; to achieve required dimensional tolerances
1 Methods of manufacture For Ceramics (see (b)) Crush raw materials Shape the crushed raw materials (various means) Dry & fire Apply finishing operations, as needed; to achieve required dimensional tolerances
Specifications and Applications of Poly Lactic Acid (PLA) Resin
 Resin") Specifications and Applications of Poly Lactic Acid (PLA) Resin Product name : Poly Lactic Acid (PLA) Resin Product description : Poly Lactic Acid (PLA) is a thermoplastic resin derived from agricultural
Specifications and Applications of Poly Lactic Acid (PLA) Resin Product name : Poly Lactic Acid (PLA) Resin Product description : Poly Lactic Acid (PLA) is a thermoplastic resin derived from agricultural
! "! "" # 1
 ! "! "" # www.stamixco.com 1 Static Mixing Technology For Extrusion and Injection Molding Presented by Gottlieb Schneider StaMixCo Technology Ltd. CH-8474 Dinhard / SWITZERLAND www.stamixco.com 2 Content
! "! "" # www.stamixco.com 1 Static Mixing Technology For Extrusion and Injection Molding Presented by Gottlieb Schneider StaMixCo Technology Ltd. CH-8474 Dinhard / SWITZERLAND www.stamixco.com 2 Content
A given material (shapeless or a simple geometry) Rolling, extrusion, forging, bending, drawing (plastic deformation)
 Rolling, extrusion, forging, bending, drawing (plastic deformation)") A given material (shapeless or a simple geometry) Primary shaping processes Metal forming processes Metal cutting processes Metal treatment processes A complex geometry (shape, size, accuracy, tolerances,
A given material (shapeless or a simple geometry) Primary shaping processes Metal forming processes Metal cutting processes Metal treatment processes A complex geometry (shape, size, accuracy, tolerances,
Polymers. Historical Classification
 Polymers The term polymer implies many "mers" or the building blocks...similar to the unit cell in metals. A polymer is a chemical compound or mixture of compounds formed by a process called polymerization,
Polymers The term polymer implies many "mers" or the building blocks...similar to the unit cell in metals. A polymer is a chemical compound or mixture of compounds formed by a process called polymerization,
PLASTIC PIPE TERMS & DEFINITIONS
 PLASTIC PIPE TERMS & DEFINITIONS Every product has certain terms and definitions that are unique to that particular product. Listed below are some of the more common terms and definitions that relate to
PLASTIC PIPE TERMS & DEFINITIONS Every product has certain terms and definitions that are unique to that particular product. Listed below are some of the more common terms and definitions that relate to
Die casting Design Simulation
 Die casting Design Simulation Introduction In the process of zinc alloy die casting, feeding the die is of crucial importance both for the quality, the strength and the finish of the product and for the
Die casting Design Simulation Introduction In the process of zinc alloy die casting, feeding the die is of crucial importance both for the quality, the strength and the finish of the product and for the
SCREW DESIGN BASICS The Processor Point Of View. Andrew W. Christie Optex Process Solutions, LLC
 SCREW DESIGN BASICS The Processor Point Of View Andrew W. Christie Optex Process Solutions, LLC www.optexprocesssolutions.com Outline Define the goal Review basic extruder components Discuss process elements
SCREW DESIGN BASICS The Processor Point Of View Andrew W. Christie Optex Process Solutions, LLC www.optexprocesssolutions.com Outline Define the goal Review basic extruder components Discuss process elements
powder coating pharmaceuticals. The parallel, segmented compounder
 The Concept The continuous compounding of polymers, technical ceramics and foodstuffs whilst miing in various additives at specific points along the etruder barrel is an established technique used in the
The Concept The continuous compounding of polymers, technical ceramics and foodstuffs whilst miing in various additives at specific points along the etruder barrel is an established technique used in the
Dr. M. Sayuti, ST.,M.Sc JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS MALIKUSSALEH
 POWDER METALLURGY Dr. M. Sayuti, ST.,M.Sc JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS MALIKUSSALEH 1- INTRODUCTION Powder metallurgy is the name given to the process by which fine powdered materials
POWDER METALLURGY Dr. M. Sayuti, ST.,M.Sc JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS MALIKUSSALEH 1- INTRODUCTION Powder metallurgy is the name given to the process by which fine powdered materials
Casting. Forming. Sheet metal processing. Powder- and Ceramics Processing. Plastics processing. Cutting. Joining.
 Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
automotive, medical device and so on. well known for Hasco and Meusburge standards. Project details as below : French Plastic
 French Plastic injection moulder in China, Please French invested mold maker with Chinese joint venture manufacture for electronics, electrical, home appliance, LED lighting, automotive, medical device
French Plastic injection moulder in China, Please French invested mold maker with Chinese joint venture manufacture for electronics, electrical, home appliance, LED lighting, automotive, medical device
UNIT III BULK DEFORMATION PROCESS
 Hot Working of Metals UNIT III BULK DEFORMATION PROCESS Hot working is defined as the process of altering the shape or size of a metal by plastic deformation with the temperature above the recrystallisation
Hot Working of Metals UNIT III BULK DEFORMATION PROCESS Hot working is defined as the process of altering the shape or size of a metal by plastic deformation with the temperature above the recrystallisation
FLEXPACKCON SPE Flexible Packaging Division. Strategies to Avoid Interfacial Instability in Multilayer Films October 31, 2018 Phoenix, Arizona
 FLEXPACKCON SPE Flexible Packaging Division Strategies to Avoid Interfacial Instability in Multilayer Films October 31, 2018 Phoenix, Arizona Presented by: Paul Waller Plastics Touchpoint Group, Inc. Optical
FLEXPACKCON SPE Flexible Packaging Division Strategies to Avoid Interfacial Instability in Multilayer Films October 31, 2018 Phoenix, Arizona Presented by: Paul Waller Plastics Touchpoint Group, Inc. Optical
Introduction to Extrusion
 Introduction to Extrusion 1. Single Screw Extrusion 2. Twin Screw Extrusion 3. Extrusion Processes 4. Safety 2 4 8 14-1 - SINGLE SCREW EXTRUSION Extrusion may be defined as a process for making a product
Introduction to Extrusion 1. Single Screw Extrusion 2. Twin Screw Extrusion 3. Extrusion Processes 4. Safety 2 4 8 14-1 - SINGLE SCREW EXTRUSION Extrusion may be defined as a process for making a product
AN INVESTIGATION OF INJECTION MOLDING PARAMETERS ON A SINGLE-STAGE INJECTION STRETCH BLOW MOLDING
 AN INVESTIGATION OF INJECTION MOLDING PARAMETERS ON A SINGLE-STAGE INJECTION STRETCH BLOW MOLDING Meng-Chih Chen 1*, Chih-Lin Hsu 2, Chao-Tsai Huang 3, Wen-Hsien Yang 4, Chia-Hsun Chen 5, and Kun-Chang
AN INVESTIGATION OF INJECTION MOLDING PARAMETERS ON A SINGLE-STAGE INJECTION STRETCH BLOW MOLDING Meng-Chih Chen 1*, Chih-Lin Hsu 2, Chao-Tsai Huang 3, Wen-Hsien Yang 4, Chia-Hsun Chen 5, and Kun-Chang
PLASTICS AND ELASTOMERS
 PLASTICS AND ELASTOMERS Application Examples Household appliances For packing, containers For housing & bodies of machines Insulator for electrical devices Fillers foams Household articles, furniture Composites
PLASTICS AND ELASTOMERS Application Examples Household appliances For packing, containers For housing & bodies of machines Insulator for electrical devices Fillers foams Household articles, furniture Composites
Sustainability through Hydrocerol PAM-2016
 Sustainability through Hydrocerol PAM-2016 Dr.Mahesh Dhekane BU Masterbatches Head of PM Additives- Region IMEA 09.12.2016 2 CONTENTS Company profile What is Sustainability Challenging needs and Solutions
Sustainability through Hydrocerol PAM-2016 Dr.Mahesh Dhekane BU Masterbatches Head of PM Additives- Region IMEA 09.12.2016 2 CONTENTS Company profile What is Sustainability Challenging needs and Solutions
Workshop Series 2016
 Workshop Series 2016 Hands-on Approach to Cycle Time Reduction and Productivity Improvement Vishu Shah, Consultek Consulting Group April 21, 2016 ENGEL North America California Technical Center Corona
Workshop Series 2016 Hands-on Approach to Cycle Time Reduction and Productivity Improvement Vishu Shah, Consultek Consulting Group April 21, 2016 ENGEL North America California Technical Center Corona
Lead Technical Article. Fundamental Approach to Screw Design. the material forward down the barrel.
 Fundamental Approach to Screw Design By Jeffrey A. Myers, President of Barr Inc. Introduction The single stage extruder screw remains as the most widely used piece of equipment in the processing industry
Fundamental Approach to Screw Design By Jeffrey A. Myers, President of Barr Inc. Introduction The single stage extruder screw remains as the most widely used piece of equipment in the processing industry
Processing of Non- Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Processing of Non- Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: Properties and Processing Lecture -
Processing of Non- Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: Properties and Processing Lecture -
Extrusion of complex shapes
 Extrusion of complex shapes 1 Hot extrusion Hot extrusion is the process of forcing a heated billet to flow through a shaped die opening It is used to produce long, strait metal products of constant cross
Extrusion of complex shapes 1 Hot extrusion Hot extrusion is the process of forcing a heated billet to flow through a shaped die opening It is used to produce long, strait metal products of constant cross
Metal Forming Process. Prof.A.Chandrashekhar
 Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
KEY COM PONENTS FOR PLASTICS PROCESSING MIXING. FOAMING. COOLING.
 KEY COM PONENTS FOR PLASTICS PROCESSING MIXING. FOAMING. COOLING. MIXING NOZZLES AND STATIC MIXERS FOR INJECTION MOLDING MIXING NOZZLES AND STATIC MIXERS FOR INJECTION MOLDING HOW YOU BENEFIT TWICE WITH
KEY COM PONENTS FOR PLASTICS PROCESSING MIXING. FOAMING. COOLING. MIXING NOZZLES AND STATIC MIXERS FOR INJECTION MOLDING MIXING NOZZLES AND STATIC MIXERS FOR INJECTION MOLDING HOW YOU BENEFIT TWICE WITH
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working - Drawing & Extrusion Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling
MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working - Drawing & Extrusion Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling
Understanding Thermoforming
 James L. Throne Understanding Thermoforming ISBN-10: 3-446-40796-0 ISBN-13: 978-3-446-40796-1 Table of Contents For further information and order see http://www.hanser.de/978-3-446-40796-1 or contact your
James L. Throne Understanding Thermoforming ISBN-10: 3-446-40796-0 ISBN-13: 978-3-446-40796-1 Table of Contents For further information and order see http://www.hanser.de/978-3-446-40796-1 or contact your
Chapter 8: Strain Hardening and Annealing
 Slide 1 Chapter 8: Strain Hardening and Annealing 8-1 Slide 2 Learning Objectives 1. Relationship of cold working to the stress-strain curve 2. Strain-hardening mechanisms 3. Properties versus percent
Slide 1 Chapter 8: Strain Hardening and Annealing 8-1 Slide 2 Learning Objectives 1. Relationship of cold working to the stress-strain curve 2. Strain-hardening mechanisms 3. Properties versus percent
RHEOLOGY & SLOT DIE COATING TECHNOLOGY. Mark Miller. Coating Tech Slot Dies, LLC Alpine Road, Suite 4. Eau Claire, WI 54703
 RHEOLOGY & SLOT DIE COATING TECHNOLOGY Mark Miller Coating Tech Slot Dies, LLC 2322 Alpine Road, Suite 4 Eau Claire, WI 54703 (715) 544-7568 OFFICE (715) 456-9545 MOBILE mark.miller@slotdies.com www.slotdies.com
RHEOLOGY & SLOT DIE COATING TECHNOLOGY Mark Miller Coating Tech Slot Dies, LLC 2322 Alpine Road, Suite 4 Eau Claire, WI 54703 (715) 544-7568 OFFICE (715) 456-9545 MOBILE mark.miller@slotdies.com www.slotdies.com
IMPROVE MIXING BY GENERATING ELONGATIONAL FLOW
 IMPROVE MIXING BY GENERATING ELONGATIONAL FLOW Introduction By: Dr. Chris Rauwendaal Rauwendaal Extrusion Engineering, Inc. Los Altos Hills, California 94022 USA www.rauwendaal.com Most dispersive mixers
IMPROVE MIXING BY GENERATING ELONGATIONAL FLOW Introduction By: Dr. Chris Rauwendaal Rauwendaal Extrusion Engineering, Inc. Los Altos Hills, California 94022 USA www.rauwendaal.com Most dispersive mixers
 www.reedychemicalfoam.com FOAMS 2016 Kinetic Nucleators maximize cell distribution in foam extrusion September 14-15, 2016 2 1. Why Use Chemical Foam? 2. CFA types 3. Modern CFA Expectations 4. Nucleation
www.reedychemicalfoam.com FOAMS 2016 Kinetic Nucleators maximize cell distribution in foam extrusion September 14-15, 2016 2 1. Why Use Chemical Foam? 2. CFA types 3. Modern CFA Expectations 4. Nucleation
PLATE FORGING FOR CONTROLLING WALL THICKNESS DISTRIBUTION OF PRODUCTS
 PLATE FORGING FOR CONTROLLING WALL THICKNESS DISTRIBUTION OF PRODUCTS Ken-ichiro Mori Department of Mechanical Engineering, Toyohashi University of Technology, Japan Summary Plate forging processes for
PLATE FORGING FOR CONTROLLING WALL THICKNESS DISTRIBUTION OF PRODUCTS Ken-ichiro Mori Department of Mechanical Engineering, Toyohashi University of Technology, Japan Summary Plate forging processes for
Objectives. This chapter provides fundamental background on processes of drawing of rods, wires and tubes.
 WIRE DRAWING Objectives This chapter provides fundamental background on processes of drawing of rods, wires and tubes. Mathematical approaches for the calculation of drawing load will be introduced. Finally
WIRE DRAWING Objectives This chapter provides fundamental background on processes of drawing of rods, wires and tubes. Mathematical approaches for the calculation of drawing load will be introduced. Finally
TERPOLYMER ETHYLENE VINYL ACETATE MALEIC ANHYDRIDE
 TERPOLYMER ETHYLENE VINYL ACETATE MALEIC ANHYDRIDE Hot Melt Formulation To optimise cost/performance, OREVAC Terpolymers are combined with EVATANE. Adhesion tests have been performed in a classical Hot
TERPOLYMER ETHYLENE VINYL ACETATE MALEIC ANHYDRIDE Hot Melt Formulation To optimise cost/performance, OREVAC Terpolymers are combined with EVATANE. Adhesion tests have been performed in a classical Hot
PREPARED BY: DR. RAHIMAH OTHMAN FOOD ENGINEERING (ERT 426) SEMESTER 1 ACADEMIC SESSION 2016/17
 SEMESTER 1 ACADEMIC SESSION 2016/17") 1 PREPARED BY: DR. RAHIMAH OTHMAN FOOD ENGINEERING (ERT 426) SEMESTER 1 ACADEMIC SESSION 2016/17 SUBTOPICS 2 1. Introduction 2. Basic Principles of Extrusion 3. Extrusion System 3.1 Cold Extrusion 3.2
1 PREPARED BY: DR. RAHIMAH OTHMAN FOOD ENGINEERING (ERT 426) SEMESTER 1 ACADEMIC SESSION 2016/17 SUBTOPICS 2 1. Introduction 2. Basic Principles of Extrusion 3. Extrusion System 3.1 Cold Extrusion 3.2
PROJECT TITLE: Rice Board Laminate BioComposite Development to Rice Straw Based Construction Panels Continuation
 PROJECT NO. RP-07 ANNUAL REPORT COMPREHENSIVE RESEARCH ON RICE January 1, 2015 - December 31, 2015 PROJECT TITLE: Rice Board Laminate BioComposite Development to Rice Straw Based Construction Panels Continuation
PROJECT NO. RP-07 ANNUAL REPORT COMPREHENSIVE RESEARCH ON RICE January 1, 2015 - December 31, 2015 PROJECT TITLE: Rice Board Laminate BioComposite Development to Rice Straw Based Construction Panels Continuation
Mixing in Single Screw
 A Mixing in Single Screw Extrusion Martin Gale TECHNISCHE INFORM ATiQIMSBIOLIQTHEK UNIVERSITATS3IBUOTMEK HANNOVER J m ismithers z'smithers - Smithers Group Company Shawbury, Shrewsbury, Shropshire, SY4
A Mixing in Single Screw Extrusion Martin Gale TECHNISCHE INFORM ATiQIMSBIOLIQTHEK UNIVERSITATS3IBUOTMEK HANNOVER J m ismithers z'smithers - Smithers Group Company Shawbury, Shrewsbury, Shropshire, SY4
Fundamentals of Manufacturing. EXAM 2 Dec 6, 2008 Name Open Book, (~75 min.) You are allowed a 5x7 card, a calculator and a pencil. Show all work.
 You are allowed a 5x7 card, a calculator and a pencil. Show all work.") MEEN 3349 001 Fundamentals of Manufacturing EXAM 2 Dec 6, 2008 Name Open Book, (~75 min.) You are allowed a 5x7 card, a calculator and a pencil. Show all work. Select the best definition, some may be used
MEEN 3349 001 Fundamentals of Manufacturing EXAM 2 Dec 6, 2008 Name Open Book, (~75 min.) You are allowed a 5x7 card, a calculator and a pencil. Show all work. Select the best definition, some may be used
Composite Materials. Manufacturing processes for Polymer Matrix Composites
 Composite Materials Manufacturing processes for Polymer Matrix Composites Polymer Matrix Composites The method of manufacturing composites is very important to the design and outcome of the product With
Composite Materials Manufacturing processes for Polymer Matrix Composites Polymer Matrix Composites The method of manufacturing composites is very important to the design and outcome of the product With
Processing of Non Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Processing of Non Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 5 Polymer Matrix Composites: Processing Lecture -
Processing of Non Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 5 Polymer Matrix Composites: Processing Lecture -
Contents. General Recommendations. Processing Injection Moulding. Processing Extrusion. Finishing Procedures. Storage 4. Drying 5.
 Contents General Recommendations Storage 4 Drying 5 Colouring 6 Additives 6 Use of Regrind 6 Post-treatment 7 Health & Safety at Work 8 Disposal 8 Processing Injection Moulding Machine Design 9 Processing
Contents General Recommendations Storage 4 Drying 5 Colouring 6 Additives 6 Use of Regrind 6 Post-treatment 7 Health & Safety at Work 8 Disposal 8 Processing Injection Moulding Machine Design 9 Processing
Contents. 1. Making a Blue Tank 2. Material Production Options 3. Methods for Adding Color 4. Grinding the Pellets 5. Benefits of Using Micros
 Contents 1. Making a Blue Tank 2. Material Production Options 3. Methods for Adding Color 4. Grinding the Pellets 5. Benefits of Using Micros Making a Blue Tank Additives Process Stabilizers (Phosphates)
Contents 1. Making a Blue Tank 2. Material Production Options 3. Methods for Adding Color 4. Grinding the Pellets 5. Benefits of Using Micros Making a Blue Tank Additives Process Stabilizers (Phosphates)
1. Plastic products that are formed into a permanent shape by heat and pressure and may not be altered after curing are produced by which process?
 Student Name: Teacher: Date: District: Rowan Assessment: 9_12 T and I IV22 - Drafting - Engnrng II Test 1 Description: Unit C - Manufacturing 1 Form: 501 1. Plastic products that are formed into a permanent
Student Name: Teacher: Date: District: Rowan Assessment: 9_12 T and I IV22 - Drafting - Engnrng II Test 1 Description: Unit C - Manufacturing 1 Form: 501 1. Plastic products that are formed into a permanent
Continuous Fiber Reinforced Thermoplastic (CFRT ) Inserts for Injection Over-Molding in Structural Applications
 Inserts for Injection Over-Molding in Structural Applications") Continuous Fiber Reinforced Thermoplastic (CFRT ) Inserts for Injection Over-Molding in Structural Applications Thomas Smith, President TenCate Performance Composites Kipp Grumm, PE Advanced Development
Continuous Fiber Reinforced Thermoplastic (CFRT ) Inserts for Injection Over-Molding in Structural Applications Thomas Smith, President TenCate Performance Composites Kipp Grumm, PE Advanced Development
Co-Rotating Twin-Screw Extruder Herausgegeben von Klemens Kohlgrüber
 Co-Rotating Twin-Screw Extruder Herausgegeben von Klemens Kohlgrüber ISBN-10: 3-446-41372-3 ISBN-13: 978-3-446-41372-6 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-41372-6
Co-Rotating Twin-Screw Extruder Herausgegeben von Klemens Kohlgrüber ISBN-10: 3-446-41372-3 ISBN-13: 978-3-446-41372-6 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-41372-6
Chapter 18: Powder Metallurgy
 Chapter 18: Powder Metallurgy ผ ช วยศาสตราจารย เร อโท ดร. สมญา ภ นะยา Reference: DeGarmo s Materials and Processes in Manufacturing 18.1 Introduction Powder metallurgy is the name given to the process
Chapter 18: Powder Metallurgy ผ ช วยศาสตราจารย เร อโท ดร. สมญา ภ นะยา Reference: DeGarmo s Materials and Processes in Manufacturing 18.1 Introduction Powder metallurgy is the name given to the process
CONFORMAL COOLING IN ACTION
 CONFORMAL COOLING IN ACTION New manufacturing techniques set the stage for more efficient cooling systems that reduce cycle time, warpage, and visual defects. The right idea for higher efficiency The faster
CONFORMAL COOLING IN ACTION New manufacturing techniques set the stage for more efficient cooling systems that reduce cycle time, warpage, and visual defects. The right idea for higher efficiency The faster
Review of Manufacturing Processes
 Review of Manufacturing Processes ME 682 Dr. Han P. Bao Mechanical Engineering, ODU ME 682 Module 3 1 Engineering Materials The four major categories: Metal Plastics Ceramics Composites 1- Metals: Cast:
Review of Manufacturing Processes ME 682 Dr. Han P. Bao Mechanical Engineering, ODU ME 682 Module 3 1 Engineering Materials The four major categories: Metal Plastics Ceramics Composites 1- Metals: Cast:
Effective troubleshooting of extrusion problems
 Effective troubleshooting of extrusion problems Chris Rauwendaal Citation: AIP Conference Proceedings 1779, 030021 (2016); View online: https://doi.org/10.1063/1.4965491 View Table of Contents: http://aip.scitation.org/toc/apc/1779/1
Effective troubleshooting of extrusion problems Chris Rauwendaal Citation: AIP Conference Proceedings 1779, 030021 (2016); View online: https://doi.org/10.1063/1.4965491 View Table of Contents: http://aip.scitation.org/toc/apc/1779/1
Contents. 1. Introduction to Materials Processing Starting Materials 21. Acknowledgements
 Preface Acknowledgements xiii xv 1. Introduction to Materials Processing 1 1.1 Materials Processing: Definition and Scope 1 1.2 Three Approaches to Materials Processing 4 1.3 Materials Processing Steps
Preface Acknowledgements xiii xv 1. Introduction to Materials Processing 1 1.1 Materials Processing: Definition and Scope 1 1.2 Three Approaches to Materials Processing 4 1.3 Materials Processing Steps
 VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING ME 6302 MANUFACTURING TECHNOLOGY 1 (QUESTION BANK) I-METAL CASTING PROCESSES PART-A (2 MARKS) 1.Name any four types of commonly used
VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING ME 6302 MANUFACTURING TECHNOLOGY 1 (QUESTION BANK) I-METAL CASTING PROCESSES PART-A (2 MARKS) 1.Name any four types of commonly used
TORLON Polyamide-Imide Processing and Curing
 TORLON Polyamide-Imide Processing and Curing TORLON Processing OVERVIEW Resin preparation Mold design Machine settings Processing temperatures Regrind Curing Machining Post machining curing General Processing
TORLON Polyamide-Imide Processing and Curing TORLON Processing OVERVIEW Resin preparation Mold design Machine settings Processing temperatures Regrind Curing Machining Post machining curing General Processing
Hot Forming. Kalpakjian
 Hot Forming Kalpakjian Hot Working: Forging Open Die Forging www.smeedwerkunica.nl Paul Berenson, www.paulb.com T.Green, WIT Forging: Heat Loss Metal near die surfaces are coolest, flow less www.freedomalloysusa.com
Hot Forming Kalpakjian Hot Working: Forging Open Die Forging www.smeedwerkunica.nl Paul Berenson, www.paulb.com T.Green, WIT Forging: Heat Loss Metal near die surfaces are coolest, flow less www.freedomalloysusa.com
Process of Extrusion of Aluminum: Process Overview Billet Dies and Tooling Direct Extrusion Operation Stretching Cutting Aging Packaging
 Process of Extrusion of Aluminum: Process Overview Billet Dies and Tooling Direct Extrusion Operation Stretching Cutting Aging Packaging Process Overview The aluminum extrusion process really begins with
Process of Extrusion of Aluminum: Process Overview Billet Dies and Tooling Direct Extrusion Operation Stretching Cutting Aging Packaging Process Overview The aluminum extrusion process really begins with
Medical device design for injection molding
 Medical device design for injection molding Contents Beginning medical device design for injection molding...3 Design considerations for medical device injection molding...4 Plastic material selection
Medical device design for injection molding Contents Beginning medical device design for injection molding...3 Design considerations for medical device injection molding...4 Plastic material selection
DVS Technical - Codes and Bulletins. Table of Contents
 (1989-02) Testing of semi-finished products of thermoplastics Bases indications... 1 Supplement 4 Supplement 5 thermoplastics; Basics indications Material and abbreviation.. 5 thermoplastics; Basics indications
(1989-02) Testing of semi-finished products of thermoplastics Bases indications... 1 Supplement 4 Supplement 5 thermoplastics; Basics indications Material and abbreviation.. 5 thermoplastics; Basics indications
Available online at ScienceDirect. Procedia Manufacturing 2 (2015 )
") Available online at www.sciencedirect.com ScienceDirect Procedia Manufacturing 2 (2015 ) 246 250 2nd International Materials, Industrial, and Manufacturing Engineering Conference, MIMEC2015, 4-6 February
Available online at www.sciencedirect.com ScienceDirect Procedia Manufacturing 2 (2015 ) 246 250 2nd International Materials, Industrial, and Manufacturing Engineering Conference, MIMEC2015, 4-6 February
CHAPTER FOUR Forming Processes
 CHAPTER FOUR Forming Processes Forming, shown in Fig. 4.1, is the process of changing the shape of the product without chip formation. The volume of the metal of the product remains constant before and
CHAPTER FOUR Forming Processes Forming, shown in Fig. 4.1, is the process of changing the shape of the product without chip formation. The volume of the metal of the product remains constant before and