Chapter 18: Powder Metallurgy
|
|
|
- Dana Arlene Parsons
- 6 years ago
- Views:
Transcription
1 Chapter 18: Powder Metallurgy ผ ช วยศาสตราจารย เร อโท ดร. สมญา ภ นะยา Reference: DeGarmo s Materials and Processes in Manufacturing
2 18.1 Introduction Powder metallurgy is the name given to the process by which fine powdered materials are blended, pressed into a desired shape, and then heated to bond surfaces Typically used when large amounts of small, intricate parts with high precision are required Little material waste and unusual mixtures can be utilized Used for parts in the automotive industry, household appliances, and recreational equipment (to name a few)
3 18.2 The Basic Process Four basic steps 1. Powder manufacture 2. Mixing or blending 3. Compacting 4. Sintering Figure 18-1 Simplified flow chart of the basic powder metallurgy process.
4 18.3 Powder Manufacture Properties of powder metallurgy products are highly dependent on the characteristics of starting powders Some important properties and characteristics Chemistry and purity Particle size Size distribution Particle shape Surface texture Useful in producing prealloyed powders Each powder particle can have the desired alloy composition
5 Powder Manufacture The majority of commercial powder is produced by some form of melt atomization Atomization is a process where liquid metal is fragmented into small droplets that cool and solidify into particles Figure 18-2 Two methods for producing metal powders: (a) melt atomization and (b) atomization from a rotating consumable electrode.
6 Additional Methods of Powder Manufacture Methods Chemical reduction of particulate compounds Electrolytic deposition Pulverization or grinding Thermal decomposition of particulate hydrides Precipitation from solution Condensation of metal vapors Almost any metal or alloy can be converted into powder
7 18.4 Rapidly Solidified Powder (Microcrystalline and Amorphous) If the cooling rate of an atomized liquid is increased, ultra-fine or microcrystalline sized grains can form Some metals can solidify without becoming crystalline (called amorphous materials) Amorhpus materials can have high strength, improved corrosion resistance, and reduced energy to induce and reverse magnetization
8 18.5 Powder Testing and Evaluation Powders should be evaluated for their suitability for further processing Flow rate measures the ease with which powder can be fed and distributed into a die Apparent density is the measure of a powder s ability to fill available space without external pressure Compressibility is the effectiveness of applied pressure Green strength is used to describe the strength of the pressed powder after compacting
9 18.6 Powder Mixing and Blending The majority of powders are mixed with other powders, binders, and lubricants to achieve the desired characteristics in the finished product Sufficient diffusion must occur during sintering to ensure a uniform chemistry and structure Unique composites can be produced Blending or mixing operations can be done either wet or dry

10 18.7 Compacting Loose powder is compacted and densified into a shape, known as green compact Most compacting is done with mechanical presses and rigid tools Hydraulic and pneumatic presses are also used
 allows the machine to be producing parts with one die set while another is being fitted to produce a")
11 Figure 18-3 (Left) Typical press for the compacting of metal powders. A removable die set (right) allows the machine to be producing parts with one die set while another is being fitted to produce a second product. (Courtesy of Alfa Laval, Inc., Warminster, PA.)
12 Compaction Sequence Powders do not flow like liquid, they simply compress until an equal and opposing force is created This opposing force is created from a combination of (1) resistance by the bottom punch and (2) friction between the particles and die surface Figure 18-4 Typical compaction sequence for a single-level part, showing the functions of the feed shoe, die core rod, and upper and lower punches. Loose powder is shaded; compacted powder is solid black.


13 Additional Considerations During Compacting When the pressure is applied by only one punch, the maximum density occurs right below the punch surface and decreases away from the punch For complex shapes, multiple punches should be used Figure 18-5 Compaction with a single moving punch, showing the resultant nonuniform density (shaded), highest where particle movement is the greatest. Figure 18-6 Density distribution obtained with a doubleacting press and two moving punches. Note the increased uniformity compared to Figure Thicker parts can be effectively compacted.

14 Effects of Compacting Figure 18-8 Compaction of a two-thickness part with only one moving punch. (a) Initial conditions; (b) after compaction by the upper punch. Note the drastic difference in compacted density. Figure 18-7 Effect of compacting pressure on green density (the density after compaction but before Figure 18-9 Two methods of compacting a doublethickness part to near-uniform density. Both involve the sintering). Separate curves are for several commercial powders. controlled movement of two or more punches.
15 Classes of Powder Metallurgy Equipment The complexity of the part dictates the complexity of equipment Equipment has been grouped into classes Figure Sample geometries of the four basic classes of pressand-sinter powder metallurgy parts. Note the increased pressing complexity that would be required as class increases.
16 Complex Compacting If an extremely complex shape is desired, the powder may be encapsulated in a flexible mold, which is then immersed in a pressurized gas or liquid Process is known as isostatic compaction In warm compaction, the powder is heated prior to pressing The amount of lubricant can be increased in the powder to reduce friction Because particles tend to be abrasive, tool wear is a concern in powder forming
17 18.8 Sintering In the sintering operation, the pressed-powder compacts are heated in a controlled atmosphere to right below the melting point Three stages of sintering Burn-off (purge)- combusts any air and removes lubricants or binders that would interfere with good bonding High-temperature- desired solid-state diffusion and bonding occurs Cooling period- lowers the temperature of the products in a controlled atmosphere All three stages must be conducted in oxygen-free conditions
18 18.9 Hot-Isostatic Pressing Hot-isostatic pressing (HIP) combines powder compaction and sintering into a single operation Gas-pressure squeezing at high temperatures Heated powders may need to be protected from harmful environments Products emerge at full density with uniform, isotropic properties Near-net shapes are possible
19 18.10 Other Techniques to Produce High- Density P/M Products High-temperature metal deformation processes can be used to produce high density P/M parts Ceracon process- a heated preform is surrounded by hot granular material, transmitting uniform pressure Spray forming- inert gases propel molten droplets onto a mold Figure One method of producing continuous sheet products from powdered feedstock.
20 18.11 Metal Injection Molding (MIM) or Powder Injection Molding (PIM) Ultra-fine spherical-shaped metal, ceramic, or carbide powders are combined with a thermoplastic or wax Becomes the feedstock for the injection process The material is heated to a paste like consistency and injected into a heated mold cavity After cooling and ejection, the binder material is removed Most expensive step in MIM and PIM
 is ideal for producing small, complex parts. (Courtesy of Megamet Solid Metals, Inc., St.")
21 MIM Figure Flow chart of the metal injection molding process (MIM) used to produce small, intricate-shaped parts from metal powder. Figure Metal injection molding (MIM) is ideal for producing small, complex parts. (Courtesy of Megamet Solid Metals, Inc., St. Louis, MO.)
22 18.12 Secondary Operations Most powder metallurgy products are ready to use after the sintering process Some products may use secondary operation to provide enhanced precision, improved properties, or special characteristics Distortion may occur during nonuniform cooldown so the product may be repressed, coined, or sized to improve dimensional precision
23 Secondary Operations If massive metal deformation takes place in the second pressing, the operation is known as P/M forging Increases density and adds precision Infiltration and impregnation- oil or other liquid is forced into the porous network to offer lubrication over an extended product lifetime Metal infiltration fills in pores with other alloying elements that can improve properties P/M products can also be subjected to the conventional finishing operations: heat treatment, machining, and surface treatments


24 Figure (Right) Comparison of conventional forging and the forging of a powder metallurgy preform to produce a gear blank (or gear). Moving left to right, the top sequence shows the sheared stock, upset section, forged blank, and exterior and interior scrap associated with conventional forging. The finished gear is generally machined from the blank with additional generation of scrap. The bottom pieces are the powder metallurgy preform and forged gear produced entirely without scrap by P/M forging. (Courtesy of GKN Sinter Metals, Auburn Hills, MI.) Figure P/M forged connecting rods have been produced by the millions. (Courtesy of Metal Powder Industries Federation, Princeton, NJ.)
25 18.13 Properties of P/M Products The properties of P/M products depend on multiple variables Type and size of powder Amount and type of lubricant Pressing pressure Sintering temperature and time Finishing treatments Mechanical properties are dependent on density Products should be designed (and materials selected) so that the final properties will be achieved with the anticipated final porosity

26 P/M Materials
27 18.14 Design of Powder Metallurgy Parts Basic rules for the design of P/M parts Shape of the part must permit ejection from die Powder should not be required to flow into small cavities The shape of the part should permit the construction of strong tooling The thickness of the part should be within the range for which P/M parts can be adequately compacted The part should be designed with as few changes in section thickness as possible
28 Basic Rules for P/M Parts Parts can be designed to take advantage of the fact that certain forms and properties can be produced by P/M that are impossible, impractical, or uneconomical by any other method The design should be consistent with available equipment Consideration should be made for product tolerances Design should consider and compensate for dimensional changes that will occur after pressing
29 Figure Examples of poor and good design features for powder metallurgy products. Recommendations are based on ease of pressing, design of tooling, uniformity of properties, and ultimate performance.
30 18.15 Powder Metallurgy Products Porous or permeable products such as bearings, filters, and pressure or flow regulators Products of complex shapes that would require considerable machining when made by other processes Products made from materials that are difficult to machine or materials with high melting points Products where the combined properties of two or more metals are desired Products where the P/M process produces clearly superior properties Products where the P/M process offers and economic advantage
31 18.16 Advantages and Disadvantages of Powder Metallurgy Advantages Elimination or reduction of machining High production rates Complex shapes Wide variations in compositions Wide property variations Scrap is eliminated or reduced Disadvantages Inferior strength properties High tooling costs High material cost Size and shape limitations Dimensional changes during sintering Density variations Health and safety hazards
32
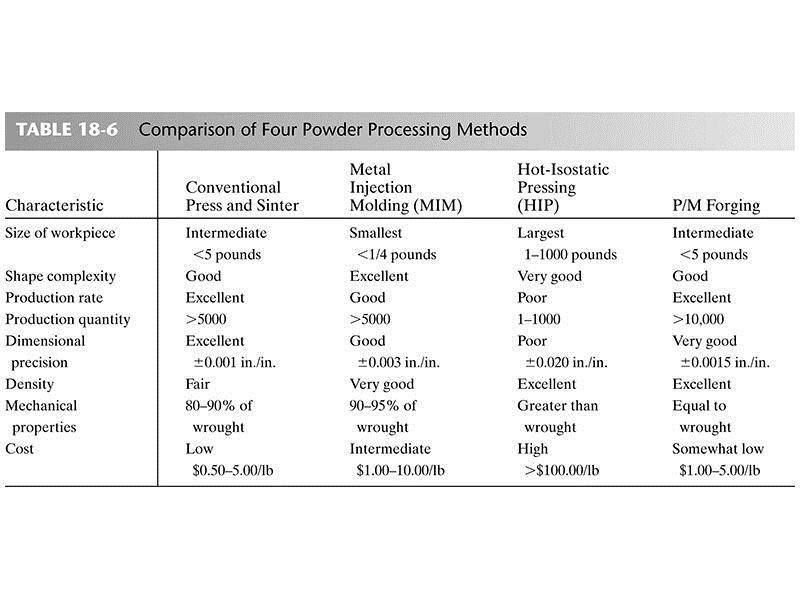
33 18.17 Summary Powder metallurgy can produce products out of materials that are otherwise very difficult to manufacture P/M products can be designed to provide the targeted properties Variations in product size, production rate, quantity, mechanical properties, and cost
Dr. M. Sayuti, ST.,M.Sc JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS MALIKUSSALEH
 POWDER METALLURGY Dr. M. Sayuti, ST.,M.Sc JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS MALIKUSSALEH 1- INTRODUCTION Powder metallurgy is the name given to the process by which fine powdered materials
POWDER METALLURGY Dr. M. Sayuti, ST.,M.Sc JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS MALIKUSSALEH 1- INTRODUCTION Powder metallurgy is the name given to the process by which fine powdered materials
Powder Metallurgy. by Haipan Salam
 Powder Metallurgy by Haipan Salam In the sintering operation, the pressed-powder compacts are heated in a controlled atmosphere to right below the melting point (70%-90% of melting point of metals or
Powder Metallurgy by Haipan Salam In the sintering operation, the pressed-powder compacts are heated in a controlled atmosphere to right below the melting point (70%-90% of melting point of metals or
Powder Metallurgy Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014
 Powder Metallurgy Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 TOPIC OUTLINE What Is Powder Metallurgy (P.M)? Powder Metallurgy Processes Blending And Mixing Compaction
Powder Metallurgy Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 TOPIC OUTLINE What Is Powder Metallurgy (P.M)? Powder Metallurgy Processes Blending And Mixing Compaction
Dr. M. Medraj Mech. Eng. Dept. - Concordia University Mech 421/6511 lecture 12/2
 POWDER METALLURGY Characterization of Engineering Powders Production of Metallic Powders Conventional Pressing and Sintering Alternative Pressing and Sintering Techniques Materials and Products for PM
POWDER METALLURGY Characterization of Engineering Powders Production of Metallic Powders Conventional Pressing and Sintering Alternative Pressing and Sintering Techniques Materials and Products for PM
Powder-Metal Processing and Equipment
 Powder-Metal Processing and Equipment Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 17 Powder Metallurgy Metal powders are compacted into desired and
Powder-Metal Processing and Equipment Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 17 Powder Metallurgy Metal powders are compacted into desired and
Powder Metallurgy. Powder-Metal Processing and Equipment 11/10/2009
 Powder Metallurgy Powder-Metal Processing and Equipment Metal powders are compacted into desired and often complex shapes and sintered* to form a solid piece * Sinter: To heat without melting Text Reference:
Powder Metallurgy Powder-Metal Processing and Equipment Metal powders are compacted into desired and often complex shapes and sintered* to form a solid piece * Sinter: To heat without melting Text Reference:
Metallurgical Processes
 Metallurgical Processes Chapter Sixteen: Powder Metallurgy Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Powder Metallurgy (PM): is a metal processing technology in which parts
Metallurgical Processes Chapter Sixteen: Powder Metallurgy Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Powder Metallurgy (PM): is a metal processing technology in which parts
BMM3643 Manufacturing Processes Powder Metallurgy Process
 BMM3643 Manufacturing Processes Powder Metallurgy Process by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to the sequence
BMM3643 Manufacturing Processes Powder Metallurgy Process by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to the sequence
Powder metallurgy. R.D.Makwana, IT, NU
 Powder metallurgy History 1829 Woolaston- paper published Edison-electric light-filament 1909 Coolidge tungsten worked at elevated temperature New method of fabrication-refractory metals 1 Advantages of
Powder metallurgy History 1829 Woolaston- paper published Edison-electric light-filament 1909 Coolidge tungsten worked at elevated temperature New method of fabrication-refractory metals 1 Advantages of
Processing of Metal Powders
 Chapter 17 Processing of Metal Powders QUALITATIVE PROBLEMS 17.15 Why is there density variation in the compacting of powders? How is it reduced? The main reason for density variation in compacting of
Chapter 17 Processing of Metal Powders QUALITATIVE PROBLEMS 17.15 Why is there density variation in the compacting of powders? How is it reduced? The main reason for density variation in compacting of
The following steps are used in the powder metallurgy techniques:
 Advantages of Powder Metallurgy Virtually unlimited choice of alloys and non metallicswith associated properties. * A variety of metal or non metal powders can be used. * Refractory materials are popularly
Advantages of Powder Metallurgy Virtually unlimited choice of alloys and non metallicswith associated properties. * A variety of metal or non metal powders can be used. * Refractory materials are popularly
CHAPTER 2: LITERATURE SURVEY
 7 CHAPTER 2: LITERATURE SURVEY 2.1. Introduction The powder metallurgy processing is one of the oldest and economic routes for producing critical and complex shaped products [1-3]. P/M is one of the most
7 CHAPTER 2: LITERATURE SURVEY 2.1. Introduction The powder metallurgy processing is one of the oldest and economic routes for producing critical and complex shaped products [1-3]. P/M is one of the most
Part B. Unit8 (Class16) Powder Metallurgy. Powder Extrusion
 Powder Metallurgy. Powder Extrusion") Part B Unit8 (Class16) Powder Metallurgy Powder Production Reduction,Electrolytic deposition, Pulverization, Mechanical Alloy and othersblending of powderscompaction of Powders Punch and Die,Rolling, Extrusion,
Part B Unit8 (Class16) Powder Metallurgy Powder Production Reduction,Electrolytic deposition, Pulverization, Mechanical Alloy and othersblending of powderscompaction of Powders Punch and Die,Rolling, Extrusion,
Fundamentals of Metal Forming
 Fundamentals of Metal Forming Chapter 15 15.1 Introduction Deformation processes have been designed to exploit the plasticity of engineering materials Plasticity is the ability of a material to flow as
Fundamentals of Metal Forming Chapter 15 15.1 Introduction Deformation processes have been designed to exploit the plasticity of engineering materials Plasticity is the ability of a material to flow as
Chapter 17. Processing of Metal Powders
 Chapter 17. Processing of Metal Powders 17.1 Introduction This chapter describes the powder metallurgy (P/M) process, in which metal powders are compacted into desired and often complex shapes and sintered
Chapter 17. Processing of Metal Powders 17.1 Introduction This chapter describes the powder metallurgy (P/M) process, in which metal powders are compacted into desired and often complex shapes and sintered
Introduction to PM. Marco Actis Grande
 Introduction to PM Marco Actis Grande What is PM? Materials forming technique Create powders (metallic & non-metallic) Assemble them into artefacts of desired shape Cause the powder particles to adhere
Introduction to PM Marco Actis Grande What is PM? Materials forming technique Create powders (metallic & non-metallic) Assemble them into artefacts of desired shape Cause the powder particles to adhere
Methods of manufacture
 1 Methods of manufacture For Ceramics (see (b)) Crush raw materials Shape the crushed raw materials (various means) Dry & fire Apply finishing operations, as needed; to achieve required dimensional tolerances
1 Methods of manufacture For Ceramics (see (b)) Crush raw materials Shape the crushed raw materials (various means) Dry & fire Apply finishing operations, as needed; to achieve required dimensional tolerances
1. 3 Extrusion molding
 1. 3 Extrusion molding 9 Extrusion is a widely used technique, both in the field of traditional and technical ceramics. This method allows the continuous manufacture of products with a constant cross-
1. 3 Extrusion molding 9 Extrusion is a widely used technique, both in the field of traditional and technical ceramics. This method allows the continuous manufacture of products with a constant cross-
A SHORT NOTE ON MANUFACTURING PROCESS OF METAL POWDERS
 INTERNATIONAL JOURNAL OF RESEARCH IN COMPUTER APPLICATIONS AND ROBOTICS ISSN 2320-7345 A SHORT NOTE ON MANUFACTURING PROCESS OF METAL POWDERS 1 R.Raja, 2 M.Rajkumar 1 Assistant Lecturer, St. Joseph College
INTERNATIONAL JOURNAL OF RESEARCH IN COMPUTER APPLICATIONS AND ROBOTICS ISSN 2320-7345 A SHORT NOTE ON MANUFACTURING PROCESS OF METAL POWDERS 1 R.Raja, 2 M.Rajkumar 1 Assistant Lecturer, St. Joseph College
CONVENTIONAL POWDERED METAL COMPONENTS
 CONVENTIONAL POWDERED METAL COMPONENTS ABSTRACT Powder Metallurgy (PM) has advanced considerably during the last seventy years. This paper describes the conventional press & sinter process used for manufacturing
CONVENTIONAL POWDERED METAL COMPONENTS ABSTRACT Powder Metallurgy (PM) has advanced considerably during the last seventy years. This paper describes the conventional press & sinter process used for manufacturing
Metal Matrix Composite (MMC)
") Matrix Metal Matrix Composite (MMC) The matrix is the monolithic material into which the reinforcement is embedded, and is completely continuous. This means thatt there is apath throughh the matrix ti
Matrix Metal Matrix Composite (MMC) The matrix is the monolithic material into which the reinforcement is embedded, and is completely continuous. This means thatt there is apath throughh the matrix ti
Primary shaping - Powder Metallurgy
 Chair of Manufacturing Technology Primary shaping - Powder Metallurgy Manufacturing Technology II Exercise 2 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof.
Chair of Manufacturing Technology Primary shaping - Powder Metallurgy Manufacturing Technology II Exercise 2 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof.
ALUMINUM POWDER METALLURGY
 ALUMINUM POWDER METALLURGY Increased demand for light weight components, primarily driven by the need to reduce energy consumption in a variety of societal and structural components, has led to increased
ALUMINUM POWDER METALLURGY Increased demand for light weight components, primarily driven by the need to reduce energy consumption in a variety of societal and structural components, has led to increased
Ceramic Processing. Engineering Materials. 7/15/2009 Ceramic Processing/S.Rattanachan 1
 Ceramic Processing Engineering Materials 7/15/2009 Ceramic Processing/S.Rattanachan 1 Ceramic Processing Ceramic powders/raw materials + Additives Mixing Forming Firing Densification Sintering Vitrification
Ceramic Processing Engineering Materials 7/15/2009 Ceramic Processing/S.Rattanachan 1 Ceramic Processing Ceramic powders/raw materials + Additives Mixing Forming Firing Densification Sintering Vitrification
THERMAL SPRAY COATINGS
 THERMAL SPRAY COATINGS THERMAL SPRAY is a group of processes in which metals, alloys, ceramics, plastics and composite materials in the form of powder, wire, or rod are fed to a torch or gun with which
THERMAL SPRAY COATINGS THERMAL SPRAY is a group of processes in which metals, alloys, ceramics, plastics and composite materials in the form of powder, wire, or rod are fed to a torch or gun with which
A Case For Liquidmetal Alloys
 WHITE PAPER A Case For Alloys A new material and process is making its introduction into the manufacturing realm. Could alloys be the answer to many of your manufacturing difficulties? See how the material
WHITE PAPER A Case For Alloys A new material and process is making its introduction into the manufacturing realm. Could alloys be the answer to many of your manufacturing difficulties? See how the material
Metal components getting too complex? Start from the smallest particles!
 Metal components getting too complex? Start from the smallest particles! From powder to 15 tonnes of solid specialty steel Steam turbine rotor (650 kg) Courtesy of Siemens Industrial Turbomachinery AB,
Metal components getting too complex? Start from the smallest particles! From powder to 15 tonnes of solid specialty steel Steam turbine rotor (650 kg) Courtesy of Siemens Industrial Turbomachinery AB,
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working Forging & Rolling Mechanical Working of Metals In this method no machining process is carried out, but it is used to achieve optimum mechanical properties
MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working Forging & Rolling Mechanical Working of Metals In this method no machining process is carried out, but it is used to achieve optimum mechanical properties
Carbide Grades for PM Tooling
 Carbide Grades for PM Tooling Mark T. Klingensmith Manager of Technical Sales and PM Applications Dr. Leonid Frayman Chief Metallurgist Presented at PowderMet 2010. June 27-30, 2010. Hollywood (Ft. Lauderdale),
Carbide Grades for PM Tooling Mark T. Klingensmith Manager of Technical Sales and PM Applications Dr. Leonid Frayman Chief Metallurgist Presented at PowderMet 2010. June 27-30, 2010. Hollywood (Ft. Lauderdale),
Metal Powder Processing
 Metal Powder Processing ver. 1 1 Powder Compaction and Sintering 2 Powder-Metallurgy (a) (c) (b) (a) Examples of typical parts made by powdermetallurgy processes. (b) Upper trip lever for a commercial
Metal Powder Processing ver. 1 1 Powder Compaction and Sintering 2 Powder-Metallurgy (a) (c) (b) (a) Examples of typical parts made by powdermetallurgy processes. (b) Upper trip lever for a commercial
ELECTRICAL CONTACTS BY POWDER METALLURGY. Submitted by Priyanshu Jain (12518)
") ELECTRICAL CONTACTS BY POWDER METALLURGY Submitted by Priyanshu Jain (12518) 1 OUTLINE Electrical contacts: Introduction Desirable Properties of contact material Contact material selection Manufacturing
ELECTRICAL CONTACTS BY POWDER METALLURGY Submitted by Priyanshu Jain (12518) 1 OUTLINE Electrical contacts: Introduction Desirable Properties of contact material Contact material selection Manufacturing
Powder Metallurgy Preparation of metal powders by Atomization Electrolytic process Reduction. 15CY104: Material Technology SRM University 2
 Powder Metallurgy Preparation of metal powders by Atomization Electrolytic process Reduction 15CY104: Material Technology SRM University 2 Powder metallurgy is a term covering a wide range of ways in which
Powder Metallurgy Preparation of metal powders by Atomization Electrolytic process Reduction 15CY104: Material Technology SRM University 2 Powder metallurgy is a term covering a wide range of ways in which
PREPARATION OF RAW MATERIALS AND SHAPING OF CERAMIC TILES
 PREPARATION OF RAW MATERIALS AND SHAPING OF CERAMIC TILES INTRODUCTION: RAW MATERIALS FOR THE PRODUCTION OF CERAMIC TILES Mariano Paganelli FIRST PART: RAW MATERIALS PREPARATION Chapter 1. BODY FORMULATION
PREPARATION OF RAW MATERIALS AND SHAPING OF CERAMIC TILES INTRODUCTION: RAW MATERIALS FOR THE PRODUCTION OF CERAMIC TILES Mariano Paganelli FIRST PART: RAW MATERIALS PREPARATION Chapter 1. BODY FORMULATION
SINTERABILITY OF HIGH-SPEED STEELS M2, M3/2 AND T15
 SINTERABILITY OF HIGH-SPEED STEELS, M3/2 AND Romário Mauricio Urbanetto Nogueira CEFET/PR UNED/MD romarioun@ig.com.br César Edil da Costa DEM-CCT/UDESC edil@joinville.udesc.br Keywords high speed steels,
SINTERABILITY OF HIGH-SPEED STEELS, M3/2 AND Romário Mauricio Urbanetto Nogueira CEFET/PR UNED/MD romarioun@ig.com.br César Edil da Costa DEM-CCT/UDESC edil@joinville.udesc.br Keywords high speed steels,
GREEN MACHINING OF P/M PARTS USING ENHANCED GREEN STRENGTH LUBRICATING SYSTEMS
 2001010399 GREEN MACHINING OF P/M PARTS USING ENHANCED GREEN STRENGTH LUBRICATING SYSTEMS Copyright 2001 Society of Automotive Engineer, Inc. L. Tremblay, F. Chagnon Quebec Metal Powders Ltd. Y. Thomas
2001010399 GREEN MACHINING OF P/M PARTS USING ENHANCED GREEN STRENGTH LUBRICATING SYSTEMS Copyright 2001 Society of Automotive Engineer, Inc. L. Tremblay, F. Chagnon Quebec Metal Powders Ltd. Y. Thomas
Fundamentals of Casting
 Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
Manufacturing Process - I
 Manufacturing Process - I UNIT II Metal Forming Processes Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik
Manufacturing Process - I UNIT II Metal Forming Processes Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik
Powder Metallurgy. Science, Technology. and Materials. Anish Upadhyaya. G S Upadhyaya. Department of Materials Science and Engineering
 Powder Metallurgy Science, Technology and Materials Anish Upadhyaya Associate Professor Department of Materials Science and Engineering Indian Institute of Technology Kanpur, India G S Upadhyaya Former
Powder Metallurgy Science, Technology and Materials Anish Upadhyaya Associate Professor Department of Materials Science and Engineering Indian Institute of Technology Kanpur, India G S Upadhyaya Former
INTRODUCTION. What is Manufacturing? Materials in Manufacturing Manufacturing Processes Production Systems Organization of the Book
 INTRODUCTION What is Manufacturing? Materials in Manufacturing Manufacturing Processes Production Systems Organization of the Book Manufacturing is Important! Technologically Economically Historically
INTRODUCTION What is Manufacturing? Materials in Manufacturing Manufacturing Processes Production Systems Organization of the Book Manufacturing is Important! Technologically Economically Historically
Micro CIM for Precision Instruments and Medical Applications. SmartManufacturingSeries.com
 Micro CIM for Precision Instruments and Medical Applications SmartManufacturingSeries.com Outline Discussion of micro-scale ceramic injection molding experience Introduction to CIM Case Studies Conclusions
Micro CIM for Precision Instruments and Medical Applications SmartManufacturingSeries.com Outline Discussion of micro-scale ceramic injection molding experience Introduction to CIM Case Studies Conclusions
Development of a Lubricant System for Improved Performance of Premixes
 Development of a Lubricant System for Improved Performance of Premixes Kylan McQuaig, Chris Schade, Peter Sokolowski Hoeganaes Corporation Cinnaminson, NJ 08077 Abstract Particulate lubricants are commonly
Development of a Lubricant System for Improved Performance of Premixes Kylan McQuaig, Chris Schade, Peter Sokolowski Hoeganaes Corporation Cinnaminson, NJ 08077 Abstract Particulate lubricants are commonly
PROPERTIES OF SEVERAL ANCORDENSE TM PROCESSED HIGH PERFORMANCE MATERIALS
 PROPERTIES OF SEVERAL ANCORDENSE TM PROCESSED HIGH PERFORMANCE MATERIALS T. M. Cimino, A. J. Rawlings, and H. G. Rutz Hoeganaes Corporation Riverton, NJ USA Presented at PM 2 TEC '96 World Congress June
PROPERTIES OF SEVERAL ANCORDENSE TM PROCESSED HIGH PERFORMANCE MATERIALS T. M. Cimino, A. J. Rawlings, and H. G. Rutz Hoeganaes Corporation Riverton, NJ USA Presented at PM 2 TEC '96 World Congress June
Metal-Matrix Composites and Thermal Spray Coatings for Earth Moving Machines Quarter 5 Report
 Metal-Matrix Composites and Thermal Spray Coatings for Earth Moving Machines Quarter 5 Report Reporting Period Start Date: 1/01/02 Reporting Period End Date: 3/31/02 Authors: Li Liu, D(Caterpillar), Trent
Metal-Matrix Composites and Thermal Spray Coatings for Earth Moving Machines Quarter 5 Report Reporting Period Start Date: 1/01/02 Reporting Period End Date: 3/31/02 Authors: Li Liu, D(Caterpillar), Trent
ENHANCED GREEN STRENGTH LUBRICATING SYSTEMS FOR GREEN MACHINING FERROUS MATERIALS. L. Tremblay* and Y. Thomas **
 ENHANCED GREEN STRENGTH LUBRICATING SYSTEMS FOR GREEN MACHINING FERROUS MATERIALS L. Tremblay* and Y. Thomas ** * Quebec Metal Powders Limited, 15 Marie Victorin, Tracy, Québec, Canada J3R 4R4 ** Industrial
ENHANCED GREEN STRENGTH LUBRICATING SYSTEMS FOR GREEN MACHINING FERROUS MATERIALS L. Tremblay* and Y. Thomas ** * Quebec Metal Powders Limited, 15 Marie Victorin, Tracy, Québec, Canada J3R 4R4 ** Industrial
Manufacturing Technology II. Exercise 2. Powder Metallurgy
 Lehrstuhl für Technologie der Fertigungsverfahren Laboratorium für Werkzeugmaschinen und Betriebslehre Manufacturing Technology II Exercise 2 Powder Metallurgy Werkzeugmaschinenlabor Lehrstuhl für Technologie
Lehrstuhl für Technologie der Fertigungsverfahren Laboratorium für Werkzeugmaschinen und Betriebslehre Manufacturing Technology II Exercise 2 Powder Metallurgy Werkzeugmaschinenlabor Lehrstuhl für Technologie
Forging die design and Forging defects
 Forging die design and Forging defects 1.1 Forging die-design aspects: Die design is more empirical and requires experience. Design of die depends on the processing steps, nature of work piece material,
Forging die design and Forging defects 1.1 Forging die-design aspects: Die design is more empirical and requires experience. Design of die depends on the processing steps, nature of work piece material,
Your Partner for Toolmaker Solutions
 Your Partner for Toolmaker Solutions 2017.V1 US CERATIZIT is a high-tech engineering group specialized in tooling and hard material technologies. Tooling the Future 2 CATALOGUE RODS & PREFORMS 2017 HARD
Your Partner for Toolmaker Solutions 2017.V1 US CERATIZIT is a high-tech engineering group specialized in tooling and hard material technologies. Tooling the Future 2 CATALOGUE RODS & PREFORMS 2017 HARD
a service offered by the Hempel Special Metals Group
 Hot Isostatic Pressing of Near Net Shaped Parts a service offered by the Hempel Special Metals Group content introduction description of the method supply chain aspects & quality management applications
Hot Isostatic Pressing of Near Net Shaped Parts a service offered by the Hempel Special Metals Group content introduction description of the method supply chain aspects & quality management applications
Manufacturing Process II. Forging
 Manufacturing Process II Forging Introduction Forging is a deformation process in which the work is compressed between two dies, using either impact or gradual pressure to form the part. It is the oldest
Manufacturing Process II Forging Introduction Forging is a deformation process in which the work is compressed between two dies, using either impact or gradual pressure to form the part. It is the oldest
Hot Forming. Kalpakjian
 Hot Forming Kalpakjian Hot Working: Forging Open Die Forging www.smeedwerkunica.nl Paul Berenson, www.paulb.com T.Green, WIT Forging: Heat Loss Metal near die surfaces are coolest, flow less www.freedomalloysusa.com
Hot Forming Kalpakjian Hot Working: Forging Open Die Forging www.smeedwerkunica.nl Paul Berenson, www.paulb.com T.Green, WIT Forging: Heat Loss Metal near die surfaces are coolest, flow less www.freedomalloysusa.com
Improved Lubricant System for Enhanced Premix Performance. Chris Schade, Peter Sokolowski and Kylan McQuaig
 Improved Lubricant System for Enhanced Premix Performance Chris Schade, Peter Sokolowski and Kylan McQuaig Hoeganaes Corporation 1001 Taylors Lane Cinnaminson, NJ 08077 USA Abstract As the powder metallurgy
Improved Lubricant System for Enhanced Premix Performance Chris Schade, Peter Sokolowski and Kylan McQuaig Hoeganaes Corporation 1001 Taylors Lane Cinnaminson, NJ 08077 USA Abstract As the powder metallurgy
Use of Binder-Treated Ferrous PM Premixes for Improved PM Part Production and Part Density
 Use of Binder-Treated Ferrous PM Premixes for Improved PM Part Production and Part Density Francis Hanejko & William Tambussi Hoeganaes Corporation Cinnaminson, NJ 08077 USA Abstract: The benefits of utilizing
Use of Binder-Treated Ferrous PM Premixes for Improved PM Part Production and Part Density Francis Hanejko & William Tambussi Hoeganaes Corporation Cinnaminson, NJ 08077 USA Abstract: The benefits of utilizing
Effects of particle shape and temperature on compaction of copper powder at micro scale
 Effects of particle shape and on compaction of copper powder at micro scale hao-heng hang * and Ming-Ru Wu Department of Mold and Die Engineering, National Kaohsiung University of pplied Sciences, Kaohsiung,
Effects of particle shape and on compaction of copper powder at micro scale hao-heng hang * and Ming-Ru Wu Department of Mold and Die Engineering, National Kaohsiung University of pplied Sciences, Kaohsiung,
In situ, Non-contact monitoring of Powder Compacts during Polymer Removal
 Euro PM2004 Powder Injection Moulding In situ, Non-contact monitoring of Powder Compacts during Polymer Removal R. P. Koseski, C. Binet, Randall M. German Center for Innovative Sintered Products, Pennsylvania
Euro PM2004 Powder Injection Moulding In situ, Non-contact monitoring of Powder Compacts during Polymer Removal R. P. Koseski, C. Binet, Randall M. German Center for Innovative Sintered Products, Pennsylvania
NEAR NET SHAPE From Dream to Reality
 NEAR NET SHAPE From Dream to Reality by: Alain A. HONNART Managing Director METALVALUE Ltd 1 Reducing material loss and energy consumption -Reducing the buy to fly ratio is a top priority -This is both
NEAR NET SHAPE From Dream to Reality by: Alain A. HONNART Managing Director METALVALUE Ltd 1 Reducing material loss and energy consumption -Reducing the buy to fly ratio is a top priority -This is both
Casting Process Part 2
 Mech Zone Casting Process Part 2 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Sand Casting cope: top half drag: bottom half core: for internal cavities funnel sprue runners gate cavity {risers, vents}
Mech Zone Casting Process Part 2 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Sand Casting cope: top half drag: bottom half core: for internal cavities funnel sprue runners gate cavity {risers, vents}
The Improvement in Strength of Sintered Machine Parts
 [ Technical Article ] The Improvement in Strength of Sintered Machine Parts Takahiro OKUNO* Naoki YASHIRO* Sintered machine parts are used in many industrial fields. Especially, these are widely used for
[ Technical Article ] The Improvement in Strength of Sintered Machine Parts Takahiro OKUNO* Naoki YASHIRO* Sintered machine parts are used in many industrial fields. Especially, these are widely used for
Composite Materials. Metal matrix composites
 Composite Materials Metal matrix composites Introduction The properties that make MMCs attractive are high strength and stiffness, good wear resistance, high service temperature, tailorable coefficient
Composite Materials Metal matrix composites Introduction The properties that make MMCs attractive are high strength and stiffness, good wear resistance, high service temperature, tailorable coefficient
The Effect of Processing and Density on P/M Soft Magnetic Properties. Ian W. Donaldson, GKN Sinter Metals, Worcester, MA, USA
 he Effect of Processing and Density on P/M Soft Magnetic Properties Ian W. Donaldson, GKN Sinter Metals, Worcester, MA, USA Fran Hanejko, Hoeganaes Corporation, Cinnaminson, NJ, USA Abstract: With the
he Effect of Processing and Density on P/M Soft Magnetic Properties Ian W. Donaldson, GKN Sinter Metals, Worcester, MA, USA Fran Hanejko, Hoeganaes Corporation, Cinnaminson, NJ, USA Abstract: With the
RAPID PATTERN BASED POWDER SINTERING TECHNIQUE AND RELATED SHRINKAGE CONTROL
 RAPID PATTERN BASED POWDER SINTERING TECHNIQUE AND RELATED SHRINKAGE CONTROL Jack G. Zhou and Zongyan He ABSTRACT Department of Mechanical Engineering and Mechanics Drexel University 3141 Chestnut Street
RAPID PATTERN BASED POWDER SINTERING TECHNIQUE AND RELATED SHRINKAGE CONTROL Jack G. Zhou and Zongyan He ABSTRACT Department of Mechanical Engineering and Mechanics Drexel University 3141 Chestnut Street
CONTRACT MANUFACTURER OF PRECISION POWDERED METAL PARTS
 ASCO Sintering Co. CONTRACT MANUFACTURER OF PRECISION POWDERED METAL PARTS Precision Powdered Metal Gears Net Shape to AGMA 8 Certification at reduced cost Executive Summary Asco produces over 16,000,000
ASCO Sintering Co. CONTRACT MANUFACTURER OF PRECISION POWDERED METAL PARTS Precision Powdered Metal Gears Net Shape to AGMA 8 Certification at reduced cost Executive Summary Asco produces over 16,000,000
A Study on the Powder Forging of Aluminum Alloy Pistons
 International Journal of the Korean Society of Precision Engineering Vol. 2, No. 4, November 2001. A Study on the Powder Forging of Aluminum Alloy Pistons Jong-Ok Park 1,Chul-WooPark 1 and Young-Ho Kim
International Journal of the Korean Society of Precision Engineering Vol. 2, No. 4, November 2001. A Study on the Powder Forging of Aluminum Alloy Pistons Jong-Ok Park 1,Chul-WooPark 1 and Young-Ho Kim
Binder Treated Products for Higher Densities and Better Precision
 Binder Treated Products for Higher Densities and Better Precision George Poszmik, Sydney H. Luk* Hoeganaes Corporation, Cinnaminson, NJ Presented at PM2TEC2003 International Conference on Powder Metallurgy
Binder Treated Products for Higher Densities and Better Precision George Poszmik, Sydney H. Luk* Hoeganaes Corporation, Cinnaminson, NJ Presented at PM2TEC2003 International Conference on Powder Metallurgy
Chapter 14: Metal-Forging Processes and Equipments
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various
Parametric Effects on Mechanical Properties of Aluminium Silicon Alloy using Powder Metallurgy Technique
 www..com 7 Parametric Effects on Mechanical Properties of Aluminium Silicon Alloy using Powder Metallurgy Technique 1 Rajender, 2 Kuldeep Malik, 3 Jagdeep Sangwan 1,2,3 Department of Mechanical Engineering
www..com 7 Parametric Effects on Mechanical Properties of Aluminium Silicon Alloy using Powder Metallurgy Technique 1 Rajender, 2 Kuldeep Malik, 3 Jagdeep Sangwan 1,2,3 Department of Mechanical Engineering
Advanced Binder Treated FY Francis Hanejko & William Tambussi. Hoeganaes Corporation Cinnaminson, NJ USA
 Advanced Binder Treated FY-4500 Francis Hanejko & William Tambussi Hoeganaes Corporation Cinnaminson, NJ 08077 USA Abstract: The benefits of utilizing phosphorous as an alloying element in pure iron are
Advanced Binder Treated FY-4500 Francis Hanejko & William Tambussi Hoeganaes Corporation Cinnaminson, NJ 08077 USA Abstract: The benefits of utilizing phosphorous as an alloying element in pure iron are
Chapter 15 Fundamentals of Metal Forming. Materials Processing. Deformation Processes. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 15 Fundamentals of Metal Forming Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
MET 33800 Manufacturing Processes Chapter 15 Fundamentals of Metal Forming Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
Chapter 11: Applications and Processing of Metal Alloys
 Chapter 11: Applications and Processing of Metal Alloys ISSUES TO ADDRESS... What are some of the common fabrication techniques for metals? What heat treatment procedures are used to improve the mechanical
Chapter 11: Applications and Processing of Metal Alloys ISSUES TO ADDRESS... What are some of the common fabrication techniques for metals? What heat treatment procedures are used to improve the mechanical
Rubber isostatic pressing RIP of powders for magnets and other materials
 Ž. Materials and Design 21 2000 243 249 ž / Rubber isostatic pressing RIP of powders for magnets and other materials Masato Sagawa, Hiroshi Nagata, Toshihiro Watanabe, Osamu Itatani Intermetallics Co.
Ž. Materials and Design 21 2000 243 249 ž / Rubber isostatic pressing RIP of powders for magnets and other materials Masato Sagawa, Hiroshi Nagata, Toshihiro Watanabe, Osamu Itatani Intermetallics Co.
BI-MATERIAL COMPONENTS USING POWDER INJECTION MOLDING: DENSIFICATION, SHAPE COMPLEXITY, AND PERFORMANCE ATTRIBUTES
 BI-MATERIAL COMPONENTS USING POWDER INJECTION MOLDING: DENSIFICATION, SHAPE COMPLEXITY, AND PERFORMANCE ATTRIBUTES Randall M. German, Donald F. Heaney, and John L. Johnson Center for Innovative Sintered
BI-MATERIAL COMPONENTS USING POWDER INJECTION MOLDING: DENSIFICATION, SHAPE COMPLEXITY, AND PERFORMANCE ATTRIBUTES Randall M. German, Donald F. Heaney, and John L. Johnson Center for Innovative Sintered
Chapter 14 Forging of Metals
 Introduction Chapter 14 Forging of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and Schmid What is
Introduction Chapter 14 Forging of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and Schmid What is
Machanical Manufacturing Process
 Machanical Manufacturing Process Yao-Joe Yang ( ) National Taiwan University OUTLINE Material Manufacturing processes 1 Materials in Manufacturing Most engineering materials can be classified into one
Machanical Manufacturing Process Yao-Joe Yang ( ) National Taiwan University OUTLINE Material Manufacturing processes 1 Materials in Manufacturing Most engineering materials can be classified into one
Sintering Characteristics of Al Pb/Fly-Ash Metal Matrix Composites
 Trans Indian Inst Met (February 13) 66(1):87 95 DOI 1.7/s166-12-2-x TECHNICAL PAPER TP 49 Sintering Characteristics of Al Pb/Fly-Ash Metal Matrix Composites Seelam Pichi Reddy Bolla Ramana A. Chennakesava
Trans Indian Inst Met (February 13) 66(1):87 95 DOI 1.7/s166-12-2-x TECHNICAL PAPER TP 49 Sintering Characteristics of Al Pb/Fly-Ash Metal Matrix Composites Seelam Pichi Reddy Bolla Ramana A. Chennakesava
LUBRICANTS FOR COMPACTION OF P/M COMPONENTS
 LUBRICANTS FOR COMPACTION OF P/M COMPONENTS Mats Larsson, Höganäs AB, Sweden Maria Ramstedt, Höganäs AB, Sweden Abstract In the production of P/M components admixed lubricant in the metal powder mix is
LUBRICANTS FOR COMPACTION OF P/M COMPONENTS Mats Larsson, Höganäs AB, Sweden Maria Ramstedt, Höganäs AB, Sweden Abstract In the production of P/M components admixed lubricant in the metal powder mix is
Producing Metal Parts
 Producing Metal Parts CNC vs. Additive Manufacturing www.3dhubs.com METAL KIT 2 Introduction This Kit discusses how to select the right manufacturing process for metal parts by comparing CNC and Additive
Producing Metal Parts CNC vs. Additive Manufacturing www.3dhubs.com METAL KIT 2 Introduction This Kit discusses how to select the right manufacturing process for metal parts by comparing CNC and Additive
Evaluation of Densification and Mechanical Properties of Hot Forged and Sintered AISI 4340 P/M Steel
 Evaluation of Densification and Mechanical Properties of Hot Forged and Sintered AISI 4340 P/M Steel J.Joshua gnana sekaran Research Scholar, Anna University of Technology, Coimbatore, and Faculty Member-CSI
Evaluation of Densification and Mechanical Properties of Hot Forged and Sintered AISI 4340 P/M Steel J.Joshua gnana sekaran Research Scholar, Anna University of Technology, Coimbatore, and Faculty Member-CSI
Water Droplet Impingement Erosion (WDIE) Water Droplet Impingement Erosion (WDIE) Solid Particle Erosion. Outline
 Water Droplet Impingement Erosion (WDIE) Solid Particle Erosion. Outline") Water Droplet Impingement Erosion (WDIE) Incoming air temperature Outline Mass flow rate Introduction Example Output power Energy Demand Temperature Turbine efficiency 1 F 0.3-0.5% Turbine inlet cooling
Water Droplet Impingement Erosion (WDIE) Incoming air temperature Outline Mass flow rate Introduction Example Output power Energy Demand Temperature Turbine efficiency 1 F 0.3-0.5% Turbine inlet cooling
Review of Manufacturing Processes
 Review of Manufacturing Processes ME 682 Dr. Han P. Bao Mechanical Engineering, ODU ME 682 Module 3 1 Engineering Materials The four major categories: Metal Plastics Ceramics Composites 1- Metals: Cast:
Review of Manufacturing Processes ME 682 Dr. Han P. Bao Mechanical Engineering, ODU ME 682 Module 3 1 Engineering Materials The four major categories: Metal Plastics Ceramics Composites 1- Metals: Cast:
Chapter 14 Synthesis, Fabrication, and Processing of Materials
 Chapter 14 Synthesis, Fabrication, and Processing of Materials Concept Check 14.1 Question: (a) Cite two advantages of powder metallurgy over casting. (b) Cite two disadvantages. Answer: (a) Advantages
Chapter 14 Synthesis, Fabrication, and Processing of Materials Concept Check 14.1 Question: (a) Cite two advantages of powder metallurgy over casting. (b) Cite two disadvantages. Answer: (a) Advantages
Sinter-Brazing of Carbides to P/M Steel
 Sinter-Brazing of Carbides to P/M Steel Neal Myers and Randall M. German Center for Innovative Sintered Products 147 Research West Pennsylvania State University University Park, PA 16802 814-865-2121 nsm104@psu.edu,
Sinter-Brazing of Carbides to P/M Steel Neal Myers and Randall M. German Center for Innovative Sintered Products 147 Research West Pennsylvania State University University Park, PA 16802 814-865-2121 nsm104@psu.edu,
Metal Powder Industries Federation. Allowing Fit, Form, & Function to Drive Design
 Metal Powder Industries Federation Allowing Fit, Form, & Function to Drive Design 1 Introduction PM provides the opportunity for cost effective production of complex net shape components. 2 Considerations
Metal Powder Industries Federation Allowing Fit, Form, & Function to Drive Design 1 Introduction PM provides the opportunity for cost effective production of complex net shape components. 2 Considerations
2
 1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
Ti Titanium. Leading the Way in the Production of Plasma Atomized Spherical Metal Powders. Specialists in Powders for Additive Manufacturing
 Leading the Way in the Production of Plasma Atomized Spherical Metal Powders Specialists in Powders for Additive Manufacturing 22 Ti 47.867 Titanium 10+ years servicing major customers AP&C: Large Scale
Leading the Way in the Production of Plasma Atomized Spherical Metal Powders Specialists in Powders for Additive Manufacturing 22 Ti 47.867 Titanium 10+ years servicing major customers AP&C: Large Scale
Chapter 3: Powders Production and Characterization
 Chapter 3: Powders Production and Characterization Course Objective... To introduce selective powder production processes and characterization methods. This course will help you : To understand properties
Chapter 3: Powders Production and Characterization Course Objective... To introduce selective powder production processes and characterization methods. This course will help you : To understand properties
Innovative Process for Manufacturing Hydrogenated Titanium Powder for Solid State Production of P/M Titanium Alloy Components
 Innovative Process for Manufacturing Hydrogenated Titanium Powder for Solid State Production of P/M Titanium Alloy Components O.M. Ivasishin 1, M.V.Matviychuk 1, C.A.Lavender 2, G.I.Abakumov 3, V.A.Duz
Innovative Process for Manufacturing Hydrogenated Titanium Powder for Solid State Production of P/M Titanium Alloy Components O.M. Ivasishin 1, M.V.Matviychuk 1, C.A.Lavender 2, G.I.Abakumov 3, V.A.Duz
General Catalogue. Spark Plasma Sintering Systems SINTER LAND. Spark Plasma Sintering System for Research & Development
 Spark Plasma Sintering Systems General Catalogue Spark Plasma Sintering System for Research & Development Spark Plasma Sintering System for designs, manufactures and delivers Advanced SPS System Machines
Spark Plasma Sintering Systems General Catalogue Spark Plasma Sintering System for Research & Development Spark Plasma Sintering System for designs, manufactures and delivers Advanced SPS System Machines
Fig. 1. Pulsed Ion beam energy instantly melts a thin surface layer, which then cools at a rate of a billion degrees/sec.
 Introduction Manufacturers and end-users of critical metal parts and components are under increasing pressure to improve operating performance and reduce cost. Ranging from tools and dies used in the forging
Introduction Manufacturers and end-users of critical metal parts and components are under increasing pressure to improve operating performance and reduce cost. Ranging from tools and dies used in the forging
An Introduction to Powder Metallurgy
 An Introduction to Powder Metallurgy F. THÜMMLER Dr.-Ing.habil, FIM Professor Emeritus for Materials University and Nuclear Research Centre Karlsruhe and R. OBERACKER Dr.-Ing., Central Laboratory Institute
An Introduction to Powder Metallurgy F. THÜMMLER Dr.-Ing.habil, FIM Professor Emeritus for Materials University and Nuclear Research Centre Karlsruhe and R. OBERACKER Dr.-Ing., Central Laboratory Institute
Isostatic Pressing. To Create Unique Engineered Materials. MPIF - HIP Council John C. Hebeisen
 Isostatic Pressing To Create Unique Engineered Materials MPIF - HIP Council John C. Hebeisen What is Isostatic Pressing? The use of fluid pressure to modify materials Fluid may be a liquid (water,oil)
Isostatic Pressing To Create Unique Engineered Materials MPIF - HIP Council John C. Hebeisen What is Isostatic Pressing? The use of fluid pressure to modify materials Fluid may be a liquid (water,oil)
The Effect of Powder Loading on Dimensional Variability in PIM
 The Effect of Powder Loading on Dimensional Variability in PIM Rudolf Zauner Austrian Research Centers in North America Materials & Production Technology Center 200 Innovation Boulevard State College,
The Effect of Powder Loading on Dimensional Variability in PIM Rudolf Zauner Austrian Research Centers in North America Materials & Production Technology Center 200 Innovation Boulevard State College,
VTT TECHNICAL RESEARCH CENTRE OF FINLAND LTD. Powder Piloting Service Service for Powder Injection Molding
 VTT TECHNICAL RESEARCH CENTRE OF FINLAND LTD Powder Piloting Service Service for Powder Injection Molding STEP 6. STEP 5. STEP 4. STEP 3. STEP 2. STEP 1. Powder Injection Molding 1. Raw material selection
VTT TECHNICAL RESEARCH CENTRE OF FINLAND LTD Powder Piloting Service Service for Powder Injection Molding STEP 6. STEP 5. STEP 4. STEP 3. STEP 2. STEP 1. Powder Injection Molding 1. Raw material selection
CHAPTER - 1 INTRODUCTION
 CHAPTER - 1 INTRODUCTION 1. 1.1 Polymer Matrix Composites Composite materials are formed by combining two or more materials that have different properties. The constituent materials work together to give
CHAPTER - 1 INTRODUCTION 1. 1.1 Polymer Matrix Composites Composite materials are formed by combining two or more materials that have different properties. The constituent materials work together to give
Free Sintering or Hot Pressing? A Decision Support
 Free Sintering or Hot Pressing? A Decision Support Christian H. Kühl Diamond Tool Consulting Neuhofer Straße 13b, 24558 Henstedt-Ulzburg christian.h.kuehl@gmx.de www.diamond-tool-consulting.de Abstract
Free Sintering or Hot Pressing? A Decision Support Christian H. Kühl Diamond Tool Consulting Neuhofer Straße 13b, 24558 Henstedt-Ulzburg christian.h.kuehl@gmx.de www.diamond-tool-consulting.de Abstract
PRODUCTION OF FUSED SILICA CORES USING POWDER INJECTION MOULDING TECHNIQUES
 Pakistan Engineering Congress, 69th Annual Session Proceedings 101 PRODUCTION OF FUSED SILICA CORES USING POWDER INJECTION MOULDING TECHNIQUES Dr. M. Yousaf Anwar* ABSTRACT A core is a separable part of
Pakistan Engineering Congress, 69th Annual Session Proceedings 101 PRODUCTION OF FUSED SILICA CORES USING POWDER INJECTION MOULDING TECHNIQUES Dr. M. Yousaf Anwar* ABSTRACT A core is a separable part of
Contents. 1. Introduction to Materials Processing Starting Materials 21. Acknowledgements
 Preface Acknowledgements xiii xv 1. Introduction to Materials Processing 1 1.1 Materials Processing: Definition and Scope 1 1.2 Three Approaches to Materials Processing 4 1.3 Materials Processing Steps
Preface Acknowledgements xiii xv 1. Introduction to Materials Processing 1 1.1 Materials Processing: Definition and Scope 1 1.2 Three Approaches to Materials Processing 4 1.3 Materials Processing Steps
Heat Sink Manufacturing
 Heat Sink Manufacturing Using Metal Injection Molding Rapid developments in microprocessor technology have led to a need for the efficient high-volume production of advanced heat sink devices. The metal
Heat Sink Manufacturing Using Metal Injection Molding Rapid developments in microprocessor technology have led to a need for the efficient high-volume production of advanced heat sink devices. The metal
CHAPTER 3 PREPARATION OF THE POWDER METALLURGICAL POROUS BRONZE COMPACTS
 CHAPTER 3 PREPARATION OF THE POWDER METALLURGICAL POROUS BRONZE COMPACTS 3.1 INTRODUCTION: In this chapter, the procedure for preparation of the Powder Metallurgical (P/M) porous bronze compacts has been
CHAPTER 3 PREPARATION OF THE POWDER METALLURGICAL POROUS BRONZE COMPACTS 3.1 INTRODUCTION: In this chapter, the procedure for preparation of the Powder Metallurgical (P/M) porous bronze compacts has been
EFFECT OF MOLYBDENUM CONTENT IN PM STEELS
 EFFECT OF MOLYBDENUM CONTENT IN PM STEELS Bruce Lindsley and Howard Rutz Hoeganaes Corporation Cinnaminson, NJ 08077, USA ABSTRACT Molybdenum (Mo) is a highly effective alloying element in ferrous powder
EFFECT OF MOLYBDENUM CONTENT IN PM STEELS Bruce Lindsley and Howard Rutz Hoeganaes Corporation Cinnaminson, NJ 08077, USA ABSTRACT Molybdenum (Mo) is a highly effective alloying element in ferrous powder
Certification Program
 INTRODUCTION The Powder Metallurgy Technologist (PMT) was created by APMI International (APMI) to recognize individuals who possess defined bodies of knowledge encompassing the broad field of powder metallurgy
INTRODUCTION The Powder Metallurgy Technologist (PMT) was created by APMI International (APMI) to recognize individuals who possess defined bodies of knowledge encompassing the broad field of powder metallurgy
Application and importance of copper and copper powder on powder metallurgy field
 Application and importance of copper and copper powder on powder metallurgy field In recent years, powder metallurgy scholars have paid more attention to materials that have nanometer and composite feature.
Application and importance of copper and copper powder on powder metallurgy field In recent years, powder metallurgy scholars have paid more attention to materials that have nanometer and composite feature.