Chapter 14: Metal-Forging Processes and Equipments
|
|
|
- Harriet Scott
- 6 years ago
- Views:
Transcription

1 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments
2 Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various Forging Operations Forgeability of Metals; Forging Defects Die Design, Die Materials, and Lubrication Die-manufacturing Methods and Die Failures Forging Machines Economics of Forging
3 Introduction Forging process is where workpiece is shaped by compressive forces applied through dies and tooling Forging operations produce discrete parts Forged parts have good strength and toughness, and are reliable for highly stressed and critical applications Forging can carry out at room temperature (cold forging) or at elevated temperatures (warm or hot forging) depending on the homologous temperature
4 Introduction

5 Open-die Forging Open-die forging is the simplest forging operation

6 Open-die Forging Open-die forging is where a solid workpiece is placed between two flat dies and reduced in height by compressing it Also called upsetting or flat die forging Workpiece is deformed uniformly under frictionless conditions

7 Open-die Forging Barreling is caused by frictional forces that oppose the outward flow of the workpiece at the die interfaces Minimized by using an effective lubricant Cogging is an open-die forging operation where thickness of a bar is reduced by successive forging steps at specific intervals
8 Open-die Forging The forging force, F, in an open-die forging operation on a solid cylindrical workpiece can be estimated from F Y f r 1 2 r 3h 2 Y f = flow stress of the material µ = coefficient of friction between the workpiece and die r = the instantaneous radius h = height of the workpiece
9 Open-die Forging EXAMPLE 14.1 Calculation of Forging Force in Upsetting A solid cylindrical slug made of 304 stainless steel is 150 mm in diameter and 100 mm high. It is reduced in height by 50% at room temperature by open-die forging with flat dies. Assuming that the coefficient of friction is 0.2, calculate the forging force at the end of the stroke.
10 Open-die Forging Solution Calculation of Forging Force in Upsetting The final radius is r r 106mm 75 2 Absolute value of the true strain is 100 ln From Table 2.3, 304 stainless steel has K = 1275 MPa and n = Thus for a true strain of 0.69, the flow stress is 1100 MPa. The forging force is F MN


11 Impression-die and Closed-die Forging In impression-die forging, the workpiece takes the shape of the die cavity while being forged between two shaped dies

12 Impression-die and Closed-die Forging The blank to be forged is prepared by: 1. Cropping from an extruded or drawn bar stock 2. Preforming from operations such as powder metallurgy 3. Casting or 4. Using a preformed blank from a prior forging operation

13 Impression-die and Closed-die Forging Forging Force The forging force, F, required to carry out an impression-die forging operation is F ky f A k = multiplying factor obtained Y f = flow stress of the material at the forging temperature

14 Impression-die and Closed-die Forging Closed-die Forging In true closed-die forging, flash does not form and the workpiece completely fills the die cavity Undersized blanks prevent the complete filling of the die cavity It is applied to impression die forging with flash generation
15 Impression-die and Closed-die Forging Precision Forging In true closed-die forging, flash does not form and the workpiece completely fills the die cavity Undersized blanks prevent the complete filling of the die cavity Precision forging requires: 1. Special and more complex dies 2. Precise control of the blank s volume and shape 3. Accurate positioning of the blank in the die cavity

16 Various Forging Operations Coining A closed-die forging process used in the minting of coins, medallions and jewellery Marking parts with letters and numbers can be done rapidly through coining

17 Various Forging Operations Heading Also called upset forging An upsetting operation performed on the end of a round rod or wire in order to increase the cross section Products are nails, bolt heads, screws, rivets, and fasteners

18 Various Forging Operations Piercing A process of indenting the surface of a workpiece with a punch in order to produce a cavity or an impression Piercing force depends on: 1. Cross-sectional area and the tip geometry of the punch 2. Strength of the material 3. Magnitude of friction at the sliding interfaces

19 Various Forging Operations CASE STUDY 14.1 Manufacture of a Stepped Pin by Heading and Piercing Operations A stepped pin is made from SAE 1008 steel Cold-forging steps is used to produce this part
20 Various Forging Operations Hubbing Process consists of pressing a hardened punch with a tip geometry into the surface of a block of metal Hubbing force can be estimated from 3(UTS)(A) UTS is obtained from Table 2.2 and A is the projected area of the impression Orbital Forging Upper die moves along an orbital path and forms the part incrementally Operation is quiet, and parts is formed within 10 to 20 cycles of the orbiting die

21 Various Forging Operations Incremental Forging In this process, a tool forges a blank into a shape in several small steps Similar to cogging where the die penetrates the blank to different depths along the surface


22 Various Forging Operations Isothermal Forging Known as hot-die forging process where it heats the dies to the same temperature as workpiece Complex parts with good dimensional accuracy can be produce Rotary Swaging A solid rod or tube is subjected to radial impact forces by a set of reciprocating dies of the machine

23 Various Forging Operations Tube Swaging The internal diameter and/or the thickness of the tube is reduced with or without the use of internal mandrels

24 Forgeability of Metals; Forging Defects Forgeability is defined as the capability of a material to undergo deformation without cracking 2 simple tests: 1. Upsetting test - greater the deformation prior to cracking, the greater the forgeability of the metal 2. Hot-twist test - maximum number of turns occurs then becomes the forging temperature for maximum forgeability

25 Forgeability of Metals; Forging Defects Forging Defects When there is an insufficient volume of material, the web will buckle and develop laps If the web is too thick, excess material flows will develops internal cracks
26 Forgeability of Metals; Forging Defects Forging Defects Internal defects may develop from 1. Nonuniform deformation of the material in the die cavity 2. Temperature gradients throughout the workpiece during forging 3. Microstructural changes caused by phase transformations Forging defects can cause fatigue failures
27 Die Design, Die Materials, and Lubrication Design of forging dies includes shape and complexity of the workpiece, ductility, strength and sensitivity to deformation rate and temperature, and frictional characteristics Workpiece intermediate shapes should be planned so that they properly fill the die cavities Software is available to help predict material flow in forging-die cavities
28 Die Design, Die Materials, and Lubrication Preshaping In a properly pre-shaped workpiece: 1. Material should not flow easily into the flash 2. Grain flow pattern should be favorable for the products strength and reliability 3. Sliding at the workpiece die interfaces should be minimized in order to reduce die wear
29 Die Design, Die Materials, and Lubrication Die Design Features The parting line should locate at the largest cross section of the part For simple symmetrical shapes, the parting line is a straight line at the center of the forging For complex shapes, the line may not lie in a single plane Draft angles are needed to facilitate removal of the part from the die Selection of the proper radii for corners and fillets is to ensure smooth flow of the metal into the die cavity and improving die life
30 Die Design, Die Materials, and Lubrication Die Materials Requirements for die materials are: 1. Strength and toughness at elevated temperatures 2. Hardenability and ability to harden uniformly 3. Resistance to mechanical and thermal shock 4. Wear resistance Lubrication Greatly influences friction and wear Affects the forces required, die life, and material flows into the die cavities
31 Die-manufacturing Methods and Die Failures Die quality and life are significant aspects of the total manufacturing operation and quality of the parts produced Manufacturing methods that used to make dies are casting, forging, machining, grinding, electrical and electrochemical methods and lasers for small dies Process of producing a die cavity in a die block is called die sinking Hubbing, cold or hot, also used to make small dies with shallow cavities Surface profile and finish are improved by finish grinding and polishing
32 Die-manufacturing Methods and Die Failures Dies are machined from forged die blocks by highspeed milling, turning, grinding, and electrical discharge and electrochemical machining Dies are subjected to finishing operations such as grinding, polishing, and chemical and electrical processes for surface finish and dimensional accuracy Die Costs Cost of a die depends on its size, shape complexity, application and surface finish required Large number of parts are made from one set of dies Die cost per piece made is a small portion of a part s manufacturing cost
33 Die-manufacturing Methods and Die Failures Die Failures Failure of dies results in 1. Improper die design 2. Defective die material 3. Improper finishing operations 4. Overheating and heat checking 5. Excessive wear 6. Overloading 7. Improper alignment 8. Misuse 9. Improper handling of the die
34 Die-manufacturing Methods and Die Failures Die Failures The proper design of dies and selection of die materials is important Large cross sections and clearances of a die is needed to withstand the forces Overloading of tools and dies can cause premature failure


35 Forging Machines Hydraulic Presses Operate at constant speeds and are load limited Hydraulic presses are slower and involve higher initial costs but require less maintenance
36 Forging Machines Mechanical Presses They are either the crank or the eccentric type Mechanical presses are stroke limited since speed varies from a maximum to zero Due to linkage design, very high forces can be applied in this type of press Mechanical presses are preferred for forging parts with high precision


37 Economics of Forging Depending on the complexity of the forging, tool and die, costs range from moderate to high Costs are spread out over the number of parts forged with that particular die set The more expensive the material, the higher the cost of the material relative to the total cost Size of forgings also has some effect on cost

38 Economics of Forging CASE STUDY 14.2 Suspension Components for the Lotus Elise Automobile Lotus group investigated the use of steel forgings to reduce cost and improve reliability and performance

39 Economics of Forging CASE STUDY 14.2 Suspension Components for the Lotus Elise Automobile Used advanced software tools to reduce the number of components and to determine the optimum geometry
Hail University College of Engineering Department of Mechanical Engineering. Metal-Forging Processes and Equipment. Ch 14
 Hail University College of Engineering Department of Mechanical Engineering Metal-Forging Processes and Equipment Ch 14 Metal-Forging Forging is a basic process in which the work piece is shaped by compressive
Hail University College of Engineering Department of Mechanical Engineering Metal-Forging Processes and Equipment Ch 14 Metal-Forging Forging is a basic process in which the work piece is shaped by compressive
Chapter 14 Forging of Metals
 Introduction Chapter 14 Forging of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and Schmid What is
Introduction Chapter 14 Forging of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and Schmid What is
Compare with Rolling process which generally produces continuous plates, sheets, shapes
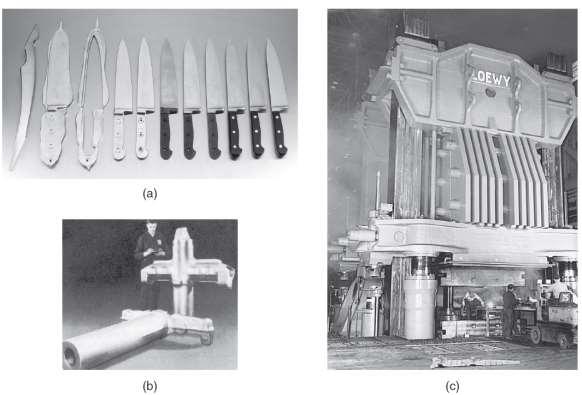
 1 One of oldest and most important metal working processes 4000 BC First used to make jewelry, coins, implements by hammering metals with stone Now: Large rotors for turbines Gears Bolts and rivets Cutlery
1 One of oldest and most important metal working processes 4000 BC First used to make jewelry, coins, implements by hammering metals with stone Now: Large rotors for turbines Gears Bolts and rivets Cutlery
CHAPTER 14. Forging of Metals
 CHAPTER 14 Forging of Metals 2 3 4 5 6 Forging (a) (b) (a) Schematic illustration of the steps involved in forging a bevel gear with a shaft. Source: Forging Industry Association. (b) Landing-gear components
CHAPTER 14 Forging of Metals 2 3 4 5 6 Forging (a) (b) (a) Schematic illustration of the steps involved in forging a bevel gear with a shaft. Source: Forging Industry Association. (b) Landing-gear components
Forging Dr. B Gharaibeh Production Processes 1
 Forging Dr. B Gharaibeh Production 1 Deformation Operations that induce shape changes on the workpiece by plastic deformation under forces applied by various tools and dies - Primary working processes
Forging Dr. B Gharaibeh Production 1 Deformation Operations that induce shape changes on the workpiece by plastic deformation under forces applied by various tools and dies - Primary working processes
BMM3643 Manufacturing Processes Bulk Metal Forming Processes (Forging Operations)
") BMM3643 Manufacturing Processes Bulk Metal Forming Processes (Forging Operations) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will introduced
BMM3643 Manufacturing Processes Bulk Metal Forming Processes (Forging Operations) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will introduced
Hot Forming. Kalpakjian
 Hot Forming Kalpakjian Hot Working: Forging Open Die Forging www.smeedwerkunica.nl Paul Berenson, www.paulb.com T.Green, WIT Forging: Heat Loss Metal near die surfaces are coolest, flow less www.freedomalloysusa.com
Hot Forming Kalpakjian Hot Working: Forging Open Die Forging www.smeedwerkunica.nl Paul Berenson, www.paulb.com T.Green, WIT Forging: Heat Loss Metal near die surfaces are coolest, flow less www.freedomalloysusa.com
CHAPTER 14. Forging of Metals. Kalpakjian Schmid Manufacturing Engineering and Technology Prentice-Hall Page 14-1
 CHAPTER 14 Forging of Metals 2001 Prentice-Hall Page 14-1 Forging (a) (b) Figure 14.1 (a) Schematic illustration of the steps involved in forging a bevel gear with a shaft. Source: Forging Industry Association.
CHAPTER 14 Forging of Metals 2001 Prentice-Hall Page 14-1 Forging (a) (b) Figure 14.1 (a) Schematic illustration of the steps involved in forging a bevel gear with a shaft. Source: Forging Industry Association.
Characteristics of Forging
 Forging of Metals Forged Components Figure 14.1 (a) Schematic illustration of the steps involved in forging a knife. (b) Landinggear components for the C5A and C5B transport aircraft, made by forging.
Forging of Metals Forged Components Figure 14.1 (a) Schematic illustration of the steps involved in forging a knife. (b) Landinggear components for the C5A and C5B transport aircraft, made by forging.
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working Forging & Rolling Mechanical Working of Metals In this method no machining process is carried out, but it is used to achieve optimum mechanical properties
MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working Forging & Rolling Mechanical Working of Metals In this method no machining process is carried out, but it is used to achieve optimum mechanical properties
Bulk Deformation Processes
 Bulk Deformation Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 TOPIC OUTLINE What is Bulk Deformation? Classification of Bulk Deformation Processes Types
Bulk Deformation Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 TOPIC OUTLINE What is Bulk Deformation? Classification of Bulk Deformation Processes Types
Manufacturing Process II. Forging
 Manufacturing Process II Forging Introduction Forging is a deformation process in which the work is compressed between two dies, using either impact or gradual pressure to form the part. It is the oldest
Manufacturing Process II Forging Introduction Forging is a deformation process in which the work is compressed between two dies, using either impact or gradual pressure to form the part. It is the oldest
UNIT III BULK DEFORMATION PROCESS
 Hot Working of Metals UNIT III BULK DEFORMATION PROCESS Hot working is defined as the process of altering the shape or size of a metal by plastic deformation with the temperature above the recrystallisation
Hot Working of Metals UNIT III BULK DEFORMATION PROCESS Hot working is defined as the process of altering the shape or size of a metal by plastic deformation with the temperature above the recrystallisation
Manufacturing Process - I
 Manufacturing Process - I UNIT II Metal Forming Processes Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik
Manufacturing Process - I UNIT II Metal Forming Processes Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik
A given material (shapeless or a simple geometry) Rolling, extrusion, forging, bending, drawing (plastic deformation)
 Rolling, extrusion, forging, bending, drawing (plastic deformation)") A given material (shapeless or a simple geometry) Primary shaping processes Metal forming processes Metal cutting processes Metal treatment processes A complex geometry (shape, size, accuracy, tolerances,
A given material (shapeless or a simple geometry) Primary shaping processes Metal forming processes Metal cutting processes Metal treatment processes A complex geometry (shape, size, accuracy, tolerances,
Casting. Forming. Sheet metal processing. Powder- and Ceramics Processing. Plastics processing. Cutting. Joining.
 Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working - Drawing & Extrusion Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling
MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working - Drawing & Extrusion Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling
CHAPTER FOUR Forming Processes
 CHAPTER FOUR Forming Processes Forming, shown in Fig. 4.1, is the process of changing the shape of the product without chip formation. The volume of the metal of the product remains constant before and
CHAPTER FOUR Forming Processes Forming, shown in Fig. 4.1, is the process of changing the shape of the product without chip formation. The volume of the metal of the product remains constant before and
Lecture 7. Chapter 13. Rolling of Metals. The process of reducing thickness of changing the cross-section 90% of all metals produced by metalworking
 Lecture 7 Chapter 13 Rolling Rolling of Metals The process of reducing thickness of changing the cross-section 90% of all metals produced by metalworking Changes microstructure Larger grains small grains
Lecture 7 Chapter 13 Rolling Rolling of Metals The process of reducing thickness of changing the cross-section 90% of all metals produced by metalworking Changes microstructure Larger grains small grains
ME 333 Manufacturing Processes II
 ME 333 Manufacturing Processes II Chapter 5 Metal Working Processes Mechanical Engineering University of Gaziantep Dr. A. Tolga Bozdana www.gantep.edu.tr/~bozdana Introduction Metal forming involves large
ME 333 Manufacturing Processes II Chapter 5 Metal Working Processes Mechanical Engineering University of Gaziantep Dr. A. Tolga Bozdana www.gantep.edu.tr/~bozdana Introduction Metal forming involves large
Upset forging of a circular disc in open die forging. Analysis involves cylindrical coordinates
 12 Upset forging of a circular disc in open die forging Analysis involves cylindrical coordinates The stresses acting on an elemental volume in a disc are: σ r = radial stress responsible for increase
12 Upset forging of a circular disc in open die forging Analysis involves cylindrical coordinates The stresses acting on an elemental volume in a disc are: σ r = radial stress responsible for increase
Forging. Types of forging process. 1. Open Die Forgings or Hand forgings. Lecture Notes on Manufacturing Process
 Forging Forging is manufacturing process where metal is pressed, pounded or squeezed under great pressure into high strength parts known as forgings. Heated metal to be shaped is placed on a mold. Pressure
Forging Forging is manufacturing process where metal is pressed, pounded or squeezed under great pressure into high strength parts known as forgings. Heated metal to be shaped is placed on a mold. Pressure
Hail University College of Engineering Department of Mechanical Engineering. Metal Extrusion and Drawing Processes and Equipment.
 Hail University College of Engineering Department of Mechanical Engineering Metal Extrusion and Drawing Processes and Equipment Ch 15 Metal Extrusion and Drawing Extrusion and drawing involve, respectively,
Hail University College of Engineering Department of Mechanical Engineering Metal Extrusion and Drawing Processes and Equipment Ch 15 Metal Extrusion and Drawing Extrusion and drawing involve, respectively,
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 8: Forming Processes (Rolling, Extrusion, Forging, Drawing) DR. SOTIRIS L. OMIROU Forming Processes - Definition & Types - Forming processes are those in which
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 8: Forming Processes (Rolling, Extrusion, Forging, Drawing) DR. SOTIRIS L. OMIROU Forming Processes - Definition & Types - Forming processes are those in which
Fundamentals of Metal Forming
 Fundamentals of Metal Forming Chapter 15 15.1 Introduction Deformation processes have been designed to exploit the plasticity of engineering materials Plasticity is the ability of a material to flow as
Fundamentals of Metal Forming Chapter 15 15.1 Introduction Deformation processes have been designed to exploit the plasticity of engineering materials Plasticity is the ability of a material to flow as
Forging. Types of Forging Dies. Open-Die Forging. Outline. Forging. Types of forging Forging analysis Examples
 Forging Outline Forging Types of forging Forging analysis Examples Oldest of te metal forming operations, dating from about 5000 B C Components: engine cranksafts, connecting rods, gears, aircraft structural
Forging Outline Forging Types of forging Forging analysis Examples Oldest of te metal forming operations, dating from about 5000 B C Components: engine cranksafts, connecting rods, gears, aircraft structural
Chapter 15 Extrusion and Drawing of Metals
 Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
Fundamental Course in Mechanical Processing of Materials. Exercises
 Fundamental Course in Mechanical Processing of Materials Exercises 2017 3.2 Consider a material point subject to a plane stress state represented by the following stress tensor, Determine the principal
Fundamental Course in Mechanical Processing of Materials Exercises 2017 3.2 Consider a material point subject to a plane stress state represented by the following stress tensor, Determine the principal
Surface finish or precision. Relationship between the two types of variables is established through: Experience Experiments Modeling
 METAL FORMING Hot & Cold Forming: Process based on the metal ability (Plasticity) to flow plastically while remaining in solid state, without deterioration of its properties Advantages: No material waste
METAL FORMING Hot & Cold Forming: Process based on the metal ability (Plasticity) to flow plastically while remaining in solid state, without deterioration of its properties Advantages: No material waste
Materials & Processes in Manufacturing
 Materials & Processes in Manufacturing ME 151 Chapter 18 Hot Working Processes 1 Introduction Forming of materials their recrystallization temperature Higher temperatures weaken the metal making it more
Materials & Processes in Manufacturing ME 151 Chapter 18 Hot Working Processes 1 Introduction Forming of materials their recrystallization temperature Higher temperatures weaken the metal making it more
Module 3 Selection of Manufacturing Processes. IIT Bombay
 Module 3 Selection of Manufacturing Processes Lecture 3 Design for Bulk Deformation Processes Instructional objectives By the end of this lecture, the students are expected to learn the working principle
Module 3 Selection of Manufacturing Processes Lecture 3 Design for Bulk Deformation Processes Instructional objectives By the end of this lecture, the students are expected to learn the working principle
Metal Forming Process. Prof.A.Chandrashekhar
 Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
CASE 3: Analysis of tooling failure
 CASE 3: Analysis of tooling failure Product: Valve spring retainer Product Material: 34Cr4 Tool Type: Rigid for the plastic analysis / elastic for the punch analysis Process Type: 2D Axi-symmetric, Isothermal,
CASE 3: Analysis of tooling failure Product: Valve spring retainer Product Material: 34Cr4 Tool Type: Rigid for the plastic analysis / elastic for the punch analysis Process Type: 2D Axi-symmetric, Isothermal,
INDEX. forging Axisymmetric isothermal forging, cabbaging, compression of cylinders,
 INDEX Accuracy of simulation, 333 Air bending, 21, 141-147 Air rounding, 21 ALPID program, 136 Analysis in metal forming, 26-52 closed-die forging, 34, 35-36, 37 cold extrusion, 39-41 cold forging, 39-41
INDEX Accuracy of simulation, 333 Air bending, 21, 141-147 Air rounding, 21 ALPID program, 136 Analysis in metal forming, 26-52 closed-die forging, 34, 35-36, 37 cold extrusion, 39-41 cold forging, 39-41
TALAT Lecture Forging Process. 17 pages, 20 figures. Basic Level
 TALAT Lecture 3402 Forging Process 17 pages, 20 figures Basic Level prepared by K. Siegert, R. Malek and R. Neher, Institut für Umformtechnik, Universität Stuttgart Objectives: to understand the basic
TALAT Lecture 3402 Forging Process 17 pages, 20 figures Basic Level prepared by K. Siegert, R. Malek and R. Neher, Institut für Umformtechnik, Universität Stuttgart Objectives: to understand the basic
Metal extrusion. Metal stamping
 Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3
 SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3 AIM: STUDY OF FORGING EQUIPMENT AIM: Study of forging
SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3 AIM: STUDY OF FORGING EQUIPMENT AIM: Study of forging
Rolling processes. Fig. (5-1)
") Page1 Rolling processes 5-1 introduction: Rolling is the process of reducing the thickness or changing the cross section of a long workpiece by compressive forces applied through a set of rolls, as shown
Page1 Rolling processes 5-1 introduction: Rolling is the process of reducing the thickness or changing the cross section of a long workpiece by compressive forces applied through a set of rolls, as shown
Forging die design and Forging defects
 Forging die design and Forging defects 1.1 Forging die-design aspects: Die design is more empirical and requires experience. Design of die depends on the processing steps, nature of work piece material,
Forging die design and Forging defects 1.1 Forging die-design aspects: Die design is more empirical and requires experience. Design of die depends on the processing steps, nature of work piece material,
Bulk Forming Processes
 Bulk Forming Processes Chapter 16 16.1 Introduction Metal has been shaped by deformation processes for several thousand years Forging, rolling, and wire drawing were performed in the Middle Ages The Industrial
Bulk Forming Processes Chapter 16 16.1 Introduction Metal has been shaped by deformation processes for several thousand years Forging, rolling, and wire drawing were performed in the Middle Ages The Industrial
Objectives. This chapter provides fundamental background on processes of drawing of rods, wires and tubes.
 WIRE DRAWING Objectives This chapter provides fundamental background on processes of drawing of rods, wires and tubes. Mathematical approaches for the calculation of drawing load will be introduced. Finally
WIRE DRAWING Objectives This chapter provides fundamental background on processes of drawing of rods, wires and tubes. Mathematical approaches for the calculation of drawing load will be introduced. Finally
Design for Forging. Forging processes. Typical characteristics and applications
 Design for Forging Forging processes Forging is a controlled plastic deformation process in which the work material is compressed between two dies using either impact or gradual pressure to form the part.
Design for Forging Forging processes Forging is a controlled plastic deformation process in which the work material is compressed between two dies using either impact or gradual pressure to form the part.
COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS
 COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS Dr.S.Shamasundar ProSIM, 21/B. 9 th main Shankara Nagara, Mahalakshmipuram Bangalore-560096 Email: shama@pro-sim.com Web: www.pro-sim.com
COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS Dr.S.Shamasundar ProSIM, 21/B. 9 th main Shankara Nagara, Mahalakshmipuram Bangalore-560096 Email: shama@pro-sim.com Web: www.pro-sim.com
Chapter 16 Bulk Forming Processes. Materials Processing. Types of Deformation (Chapter 16) MET Manufacturing Processes
 MET Manufacturing Processes") MET 33800 Manufacturing Processes Chapter 16 Bulk Forming Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters 11-13
MET 33800 Manufacturing Processes Chapter 16 Bulk Forming Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters 11-13
PLATE FORGING FOR CONTROLLING WALL THICKNESS DISTRIBUTION OF PRODUCTS
 PLATE FORGING FOR CONTROLLING WALL THICKNESS DISTRIBUTION OF PRODUCTS Ken-ichiro Mori Department of Mechanical Engineering, Toyohashi University of Technology, Japan Summary Plate forging processes for
PLATE FORGING FOR CONTROLLING WALL THICKNESS DISTRIBUTION OF PRODUCTS Ken-ichiro Mori Department of Mechanical Engineering, Toyohashi University of Technology, Japan Summary Plate forging processes for
Aspects of wire drawing and tube drawing
 Aspects of wire drawing and tube drawing R. Chandramouli Associate Dean-Research SASTRA University, Thanjavur-613 401 Joint Initiative of IITs and IISc Funded by MHRD Page 1 of 8 Table of Contents 1. Further
Aspects of wire drawing and tube drawing R. Chandramouli Associate Dean-Research SASTRA University, Thanjavur-613 401 Joint Initiative of IITs and IISc Funded by MHRD Page 1 of 8 Table of Contents 1. Further
Frictional Condition Evaluation in Hot Magnesium Forming Using T- Shape and Ring Compression Tests
 College of Engineering Society of Manufacturing University of Tehran Engineering of Iran 3 rd International Conference on Manufacturing Engineering ICME211, Tehran, Iran 27-29 December 211 Frictional Condition
College of Engineering Society of Manufacturing University of Tehran Engineering of Iran 3 rd International Conference on Manufacturing Engineering ICME211, Tehran, Iran 27-29 December 211 Frictional Condition
2
 1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
Bulk Deformation Rolling Processes Forging Processes Extrusion Processes Wire and Bar Drawing Sheet Metal Forming Bending Operations Deep or Cup
 Metal Forming Bulk Deformation Rolling Processes Forging Processes Extrusion Processes Wire and Bar Drawing Sheet Metal Forming Bending Operations Deep or Cup Drawing Shearing Processes Miscellaneous Processes
Metal Forming Bulk Deformation Rolling Processes Forging Processes Extrusion Processes Wire and Bar Drawing Sheet Metal Forming Bending Operations Deep or Cup Drawing Shearing Processes Miscellaneous Processes
Process Modeling in Impression-Die Forging Using Finite-Element Analysis
 CHAPTER 16 Process Modeling in Impression-Die Forging Using Finite-Element Analysis Manas Shirgaokar Gracious Ngaile Gangshu Shen 16.1 Introduction Development of finite-element (FE) process simulation
CHAPTER 16 Process Modeling in Impression-Die Forging Using Finite-Element Analysis Manas Shirgaokar Gracious Ngaile Gangshu Shen 16.1 Introduction Development of finite-element (FE) process simulation
where n is known as strain hardening exponent.
 5.1 Flow stress: Flow stress is the stress required to sustain a certain plastic strain on the material. Flow stress can be determined form simple uniaxial tensile test, homogeneous compression test, plane
5.1 Flow stress: Flow stress is the stress required to sustain a certain plastic strain on the material. Flow stress can be determined form simple uniaxial tensile test, homogeneous compression test, plane
VTU NOTES QUESTION PAPERS NEWS RESULTS FORUMS
 Sheet Metal Forming Introduction Sheet metal is simply metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking, and can be cut and bent into a variety of different
Sheet Metal Forming Introduction Sheet metal is simply metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking, and can be cut and bent into a variety of different
Chapter 4. Power Estimation in Strip Rolling Process 9/21/ Chapter 4: Rolling -IE252
 1Chapter 4: Rolling -IE252 Chapter 4 Power Estimation in Strip Rolling Process 4.1 Work and energy principle for estimating power on metal forming processes. The work and energy method is an approximate
1Chapter 4: Rolling -IE252 Chapter 4 Power Estimation in Strip Rolling Process 4.1 Work and energy principle for estimating power on metal forming processes. The work and energy method is an approximate
METAL FORMING AND THE FINITE-ELEMENT METHOD SHIRO KOBAYASHI SOO-IK OH TAYLAN ALTAN
 METAL FORMING AND THE FINITE-ELEMENT METHOD SHIRO KOBAYASHI SOO-IK OH TAYLAN ALTAN New York Oxford OXFORD UNIVERSITY PRESS 1989 CONTENTS Symbols, xiii 1. Introduction, 1 1.1 Process Modeling, 1 1.2 The
METAL FORMING AND THE FINITE-ELEMENT METHOD SHIRO KOBAYASHI SOO-IK OH TAYLAN ALTAN New York Oxford OXFORD UNIVERSITY PRESS 1989 CONTENTS Symbols, xiii 1. Introduction, 1 1.1 Process Modeling, 1 1.2 The
ME 4563 ME 4563 ME Introduction to Manufacturing Processes. College of Engineering Arkansas State University.
 Introduction to Manufacturing Processes College of Engineering Arkansas State University 1 Bulk Deformation 2 1 Rolling 3 What is Rolling? A process of reducing the thickness (or changing the cross-section
Introduction to Manufacturing Processes College of Engineering Arkansas State University 1 Bulk Deformation 2 1 Rolling 3 What is Rolling? A process of reducing the thickness (or changing the cross-section
Design and Analysis of Blanking and Piercing Die Punch
 Design and Analysis of Blanking and Piercing Die Punch V. G. Sreenivasulu Department of Mechanical Engineering, Tadipatri Engineering College, Tadipatri, Andhra Pradesh 515411, India. Abstract The sheet
Design and Analysis of Blanking and Piercing Die Punch V. G. Sreenivasulu Department of Mechanical Engineering, Tadipatri Engineering College, Tadipatri, Andhra Pradesh 515411, India. Abstract The sheet
A wide range of cold-formable steel grades and aluminium alloys are used as wire materials within a diameter range from 5 mm to 34 mm.
 Cold-Formed Parts 2 ESKA manufactures complex precision cold-formed parts for applications with large and medium quantities. The highly-efficient cold- forming process ensures economic manufacture of near-net-shape
Cold-Formed Parts 2 ESKA manufactures complex precision cold-formed parts for applications with large and medium quantities. The highly-efficient cold- forming process ensures economic manufacture of near-net-shape
Metals Technology. Forming II.
 Metals Technology Forming II. Today s topic Rolling Forging Extrusion Sheet metal forming Rolling techniques Flat rolling Material s flow in the rolling gap Flat rolling Rolling arrangement Flat rolling
Metals Technology Forming II. Today s topic Rolling Forging Extrusion Sheet metal forming Rolling techniques Flat rolling Material s flow in the rolling gap Flat rolling Rolling arrangement Flat rolling
Heinz Tschaetsch Metal Forming Practise
 Heinz Tschaetsch Metal Forming Practise Heinz Tschaetsch Metal Forming Practise Processes Machines Tools Translated by Anne Koth 123 Author: Professor Dr.-Ing. e. h. Heinz Tschaetsch Paul-Gerhardt-Str.
Heinz Tschaetsch Metal Forming Practise Heinz Tschaetsch Metal Forming Practise Processes Machines Tools Translated by Anne Koth 123 Author: Professor Dr.-Ing. e. h. Heinz Tschaetsch Paul-Gerhardt-Str.
AISI A2 Cold work tool steel
 T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
Forming Hub Cold Forming Rolling Hot Forging
 S O F T WA R E F O R F O R M I N G S I M U L AT I O N well formed PART OF Simufact addresses companies from the manufacturing industries which are specialized in the area of metal forming and joining processes.
S O F T WA R E F O R F O R M I N G S I M U L AT I O N well formed PART OF Simufact addresses companies from the manufacturing industries which are specialized in the area of metal forming and joining processes.
Forming Hub Cold Forming Hot Forging
 S O F T WA R E F O R F O R M I N G S I M U L AT I O N well formed Simufact.forming addresses companies from the manufacturing industries which are specialized in the area of metal forming and joining processes.
S O F T WA R E F O R F O R M I N G S I M U L AT I O N well formed Simufact.forming addresses companies from the manufacturing industries which are specialized in the area of metal forming and joining processes.
AISI D2 Cold work tool steel
 T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
QForm. Form3D. Advanced software for forging simulation
 QForm Form3D Advanced software for forging simulation The goals of forging technology : Make the parts of the required shape Provide required properties Do it in time and at the lowest cost Forging process
QForm Form3D Advanced software for forging simulation The goals of forging technology : Make the parts of the required shape Provide required properties Do it in time and at the lowest cost Forging process
Unit III. Open Die Forging The work piece is compressed between two flat dies facilitating lateral flow of material without constraint,
 Unit III What is Bulk Deformation? Metal forming operations which cause significant shape change by plastic deformation in metallic parts are referred to bulk deformation processes. In most of the cases
Unit III What is Bulk Deformation? Metal forming operations which cause significant shape change by plastic deformation in metallic parts are referred to bulk deformation processes. In most of the cases
MULTI-STAGE COLD FORGING
 MULTI-STAGE COLD FORGING June 2018 For more information about our products and services, please contact your nearest Unisteel representative. Alternatively, visit our website now at www.unisteeltech.com
MULTI-STAGE COLD FORGING June 2018 For more information about our products and services, please contact your nearest Unisteel representative. Alternatively, visit our website now at www.unisteeltech.com
CHAPTER-5 CONNECTING ROD- A FORGING COMPONENT
 CHAPTER-5 CONNECTING ROD- A FORGING COMPONENT Chapter-5. Connecting Rod-A Forging Component 73 CHAPTER-5 CONNECTING ROD- A FORGING COMPONENT 5.1 SCOPE Metal working is one of the three major technologies
CHAPTER-5 CONNECTING ROD- A FORGING COMPONENT Chapter-5. Connecting Rod-A Forging Component 73 CHAPTER-5 CONNECTING ROD- A FORGING COMPONENT 5.1 SCOPE Metal working is one of the three major technologies
MANUFACTURING SCIENCE-I Time: 1 hour (EME-402) Max. marks:30
 Max. marks:30") B.Tech. [SEM-IV (ME-41,42,43 & 44] QUIZ TEST-1 (Session: 2010-11) MANUFACTURING SCIENCE-I Time: 1 hour (EME-402) Max. marks:30 Note: All questions are compulsory. Q-1). Why there is no material wastage
B.Tech. [SEM-IV (ME-41,42,43 & 44] QUIZ TEST-1 (Session: 2010-11) MANUFACTURING SCIENCE-I Time: 1 hour (EME-402) Max. marks:30 Note: All questions are compulsory. Q-1). Why there is no material wastage
FINITE VOLUME ANALYSIS OF TWO-STAGE FORGING PROCESS FOR ALUMINIUM 7075 ALLOY
 FINITE VOLUME ANALYSIS OF TWO-STAGE FORGING PROCESS FOR ALUMINIUM 7075 ALLOY M. Vidya Sagar a and A. Chennakesava Reddy b a Associate Professor, Department of Mechanical Engineering, JNTUH College of Engineering,
FINITE VOLUME ANALYSIS OF TWO-STAGE FORGING PROCESS FOR ALUMINIUM 7075 ALLOY M. Vidya Sagar a and A. Chennakesava Reddy b a Associate Professor, Department of Mechanical Engineering, JNTUH College of Engineering,
Forming - Bulk Forming
 Forming - Bulk Forming Manufacturing Technology II Lecture 4 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technologies Prof. Dr.-Ing. Dr.-Ing. E. h. F. Klocke Outline
Forming - Bulk Forming Manufacturing Technology II Lecture 4 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technologies Prof. Dr.-Ing. Dr.-Ing. E. h. F. Klocke Outline
Die Design Software and Simulation Technology Experience
 Die Design Software and Simulation Technology Experience The Influence of Material Properties on Die Design Peter Ulintz Technical Director Precision Metalforming Association The Influence of Sheet Metal
Die Design Software and Simulation Technology Experience The Influence of Material Properties on Die Design Peter Ulintz Technical Director Precision Metalforming Association The Influence of Sheet Metal
HOTVAR. Hot work tool steel
 Hot work tool steel General HOTVAR is a high performance molybdenumvanadium alloyed hot-work tool steel which is characterized by: High hot wear resistance Very good high temperature properties High resistance
Hot work tool steel General HOTVAR is a high performance molybdenumvanadium alloyed hot-work tool steel which is characterized by: High hot wear resistance Very good high temperature properties High resistance
The Convenience Stores For Metal
 TOOL STEEL SELECTOR GUIDE Application Suggested Grades Arbors... O1, A2, A6 Battering Tools... S5, S1, S7 Blacksmith Tools... S5, S1 Boiler-Shop Tools... S5, S1, S7 Bolt Clippers... S5, S1 Boring Tools...
TOOL STEEL SELECTOR GUIDE Application Suggested Grades Arbors... O1, A2, A6 Battering Tools... S5, S1, S7 Blacksmith Tools... S5, S1 Boiler-Shop Tools... S5, S1, S7 Bolt Clippers... S5, S1 Boring Tools...
Numerical Simulation of Hydro-mechanical Deep Drawing - A Study on the Effect of Process Parameters on Drawability and Thickness Variation
 Numerical Simulation of Hydro-mechanical Deep Drawing - A Study on the Effect of Process Parameters on Drawability and Thickness Variation Swadesh Kumar Singh and D. Ravi Kumar* Department of Mechanical
Numerical Simulation of Hydro-mechanical Deep Drawing - A Study on the Effect of Process Parameters on Drawability and Thickness Variation Swadesh Kumar Singh and D. Ravi Kumar* Department of Mechanical
ERC/NSM Activities. Research for Industry and Government
 / Activities Research for Industry and Government Stamping Hydroforming Machining Forging / Activities in Tube Hydroforming 1. Materials Determination of material flow stress data for tubular materials
/ Activities Research for Industry and Government Stamping Hydroforming Machining Forging / Activities in Tube Hydroforming 1. Materials Determination of material flow stress data for tubular materials
SANDVIK CHROMFLEX STRIP STEEL
 SANDVIK CHROMFLEX STRIP STEEL DATASHEET Sandvik Chromflex is a family of hardened and tempered martensitic chromium steels characterized by: High strength combined with good shape High standard of surface
SANDVIK CHROMFLEX STRIP STEEL DATASHEET Sandvik Chromflex is a family of hardened and tempered martensitic chromium steels characterized by: High strength combined with good shape High standard of surface
Alro Steel. Tool & Die Steel. Handbook. A Helpful Guide to the Properties, Selection, & Heat Treatment of Tool Steels.
 Alro Steel Metals Industrial Supplies Plastics Tool & Die Steel Handbook A Helpful Guide to the Properties, Selection, & Heat Treatment of Tool Steels. MISSION STATEMENT To ensure the long-term success
Alro Steel Metals Industrial Supplies Plastics Tool & Die Steel Handbook A Helpful Guide to the Properties, Selection, & Heat Treatment of Tool Steels. MISSION STATEMENT To ensure the long-term success
Mechanical behavior of crystalline materials- Comprehensive Behaviour
 Mechanical behavior of crystalline materials- Comprehensive Behaviour In the previous lecture we have considered the behavior of engineering materials under uniaxial tensile loading. In this lecture we
Mechanical behavior of crystalline materials- Comprehensive Behaviour In the previous lecture we have considered the behavior of engineering materials under uniaxial tensile loading. In this lecture we
1. Definitions and classification of Metal forming processes
 1. Definitions and classification of Metal forming processes 1.1 Introduction: Metal forming is a very important manufacturing operation. It enjoys industrial importance among various production operations
1. Definitions and classification of Metal forming processes 1.1 Introduction: Metal forming is a very important manufacturing operation. It enjoys industrial importance among various production operations
MSE-226 Engineering Materials
 MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
MARTIN AUER GFM Steyr, Austria
 MARTIN AUER GFM Steyr, Austria Precision Bar and Tube Radial Forging of Special Steel GFM GmbH, Austria - www.gfm.at V1.2 GFM GmbH all rights reserved BASIC COMPANY DATA (fiscal year 2013) ESTABLISHED:
MARTIN AUER GFM Steyr, Austria Precision Bar and Tube Radial Forging of Special Steel GFM GmbH, Austria - www.gfm.at V1.2 GFM GmbH all rights reserved BASIC COMPANY DATA (fiscal year 2013) ESTABLISHED:
Wire Drawing Cold Forming Sheet Metal Forming Rolling
 We have made it easy for you to find a PDF Ebooks without any digging. And by having access to our ebooks online or by storing it on your computer, you have convenient answers with wire drawing cold forming
We have made it easy for you to find a PDF Ebooks without any digging. And by having access to our ebooks online or by storing it on your computer, you have convenient answers with wire drawing cold forming
HOTVAR Hot work tool steel
 T OOL STEEL FACTS HOTVAR Hot work tool steel Wherever tools are made Wherever tools are used General HOTVAR is a high performance molybdenumvanadium alloyed hot-work tool steel which is characterized by:
T OOL STEEL FACTS HOTVAR Hot work tool steel Wherever tools are made Wherever tools are used General HOTVAR is a high performance molybdenumvanadium alloyed hot-work tool steel which is characterized by:
Chapter 15 Fundamentals of Metal Forming. Materials Processing. Deformation Processes. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 15 Fundamentals of Metal Forming Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
MET 33800 Manufacturing Processes Chapter 15 Fundamentals of Metal Forming Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
Theoretical study on Cold Open Die Forging Process Optimization for Multipass Workability
 Theoretical study on Cold Open Die Forging Process Optimization for Multipass Workability Ajitkumar Gaikwad 1-a, Shreyas Kirwai 1, Provat Koley 2, Dr. G. Balachandran 3 and Dr. Rajkumar Singh 1 1 Kalyani
Theoretical study on Cold Open Die Forging Process Optimization for Multipass Workability Ajitkumar Gaikwad 1-a, Shreyas Kirwai 1, Provat Koley 2, Dr. G. Balachandran 3 and Dr. Rajkumar Singh 1 1 Kalyani
Unit-III Rolling Process. Introduction
 Introduction Unit-III Rolling Process Rolling is one of the most important industrial metal forming operations. Hot Rolling is employed for breaking the ingots down into wrought products such as into blooms
Introduction Unit-III Rolling Process Rolling is one of the most important industrial metal forming operations. Hot Rolling is employed for breaking the ingots down into wrought products such as into blooms
Forgeability Study of Medium Carbon Micro-Alloyed Forging Steel
 Forgeability Study of Medium Carbon Micro-Alloyed Forging Steel M. I. Equbal, R.K. Ohdar, B. Singh, P. Talukdar Abstract Micro-alloyed steel components are used in automotive industry for the necessity
Forgeability Study of Medium Carbon Micro-Alloyed Forging Steel M. I. Equbal, R.K. Ohdar, B. Singh, P. Talukdar Abstract Micro-alloyed steel components are used in automotive industry for the necessity
Types Of Extrusion. FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact.
 direct; (b) indirect; (c) hydrostatic; (d) impact.") Types Of Extrusion FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact. Extrusion of Seamless Tube FIGURE 6.60 Extrusion of a seamless tube. The hole in the billet may
Types Of Extrusion FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact. Extrusion of Seamless Tube FIGURE 6.60 Extrusion of a seamless tube. The hole in the billet may
Conventional Paper II (a) Draw a crank rocker mechanism and identify all instantaneous centers.
 Draw a crank rocker mechanism and identify all instantaneous centers.") Conventional Paper II-2014 1. Answer of the following (Each part carries 4 marks): (a) Draw a crank rocker mechanism and identify all instantaneous centers. (b) A steel tube 2.5 cm external diameter and
Conventional Paper II-2014 1. Answer of the following (Each part carries 4 marks): (a) Draw a crank rocker mechanism and identify all instantaneous centers. (b) A steel tube 2.5 cm external diameter and
PROCESS TO REDUCE REJECTION RATES OF FORGING DEFECTS
 PROCESS TO REDUCE REJECTION RATES OF FORGING DEFECTS ABSTRACT- this paper deals with the various forging defects that occur in a forging industry that causes high rejection rates in the components and
PROCESS TO REDUCE REJECTION RATES OF FORGING DEFECTS ABSTRACT- this paper deals with the various forging defects that occur in a forging industry that causes high rejection rates in the components and
Research on the Near-net Forging Processes for the Shell Body Made by High-strength Steel Taibin Wu1, a, b
 International Conference on Mechanics, Materials and Structural Engineering (ICMMSE 2016) Research on the Near-net Forging Processes for the Shell Body Made by High-strength Steel Taibin Wu1, a, b 1 Research
International Conference on Mechanics, Materials and Structural Engineering (ICMMSE 2016) Research on the Near-net Forging Processes for the Shell Body Made by High-strength Steel Taibin Wu1, a, b 1 Research
NUMERICAL AND EXPERIMENTAL INVESTIGATION OF FORGING PROCESS OF A CV JOINT OUTER RACE
 NUMERICAL AND EXPERIMENTAL INVESTIGATION OF FORGING PROCESS OF A CV JOINT OUTER RACE 1 M.M. MOHAMMADI and 2 M.H.SADEGHI. 1 CAD/CAM Laboratory, Manufacturing Engineering Division, School of Engineering,
NUMERICAL AND EXPERIMENTAL INVESTIGATION OF FORGING PROCESS OF A CV JOINT OUTER RACE 1 M.M. MOHAMMADI and 2 M.H.SADEGHI. 1 CAD/CAM Laboratory, Manufacturing Engineering Division, School of Engineering,
Manufacturing process I Course Supervisor Walid Khraisat
 Manufacturing process I Course Supervisor Walid Khraisat . Course Objectives The following basic course objectives are expected to be achieved during the course Be able to discuss/explain the importance
Manufacturing process I Course Supervisor Walid Khraisat . Course Objectives The following basic course objectives are expected to be achieved during the course Be able to discuss/explain the importance
Chapter 1 Introduction
 Chapter 1 Introduction Abstract Metal forming is an important process since primitive days of human being. It is the process wherein the size and shapes are obtained through the plastic deformation of
Chapter 1 Introduction Abstract Metal forming is an important process since primitive days of human being. It is the process wherein the size and shapes are obtained through the plastic deformation of
CRIMP TOOLING WHERE FORM MEETS FUNCTION
 CRIMP TOOLING WHERE FORM MEETS FUNCTION The cost of quality can be expensive Introduction Quality, cost, and throughput are associated with specific measurements and linked to process variables. Crimp
CRIMP TOOLING WHERE FORM MEETS FUNCTION The cost of quality can be expensive Introduction Quality, cost, and throughput are associated with specific measurements and linked to process variables. Crimp
HOT WORK TOOL STEEL. voestalpine BÖHLER Edelstahl GmbH & Co KG
 HOT WORK TOOL STEEL voestalpine Edelstahl GmbH & Co KG www.voestalpine.com/bohler-edelstahl FOR THE HIGHEST THERMAL LOAD As the leading producer of tool steel worldwide voestalpine is focused on solving
HOT WORK TOOL STEEL voestalpine Edelstahl GmbH & Co KG www.voestalpine.com/bohler-edelstahl FOR THE HIGHEST THERMAL LOAD As the leading producer of tool steel worldwide voestalpine is focused on solving
Effect of Isothermal Annealing Temperatures and Roller Burnishing on the Microhardness and Surface Quality of H13 Alloy Steel
 J. Appl. Res. Ind. Eng. Vol. 4, No. 3 (217) 25 214 Journal of Applied Research on Industrial Engineering www.journal-aprie.com Effect of Isothermal Annealing Temperatures and Roller Burnishing on the Microhardness
J. Appl. Res. Ind. Eng. Vol. 4, No. 3 (217) 25 214 Journal of Applied Research on Industrial Engineering www.journal-aprie.com Effect of Isothermal Annealing Temperatures and Roller Burnishing on the Microhardness
Pipe & Tube Nashville Optimizing operations through continuous improvement. The metallurgical benefits of cold rolling high performance alloys
 Pipe & Tube Nashville 2012 Optimizing operations through continuous improvement The metallurgical benefits of cold rolling high performance alloys instead of cold drawing to manufacture thin wall tubing
Pipe & Tube Nashville 2012 Optimizing operations through continuous improvement The metallurgical benefits of cold rolling high performance alloys instead of cold drawing to manufacture thin wall tubing
Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties
 Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties Stainless steel describes a family of steels highly resistant to tarnishing and rusting that contain at least two
Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties Stainless steel describes a family of steels highly resistant to tarnishing and rusting that contain at least two
International Journal of Engineering Research ISSN: & Management Technology March-2016 Volume 3, Issue-2
 International Journal of Engineering Research ISSN: 2348-4039 & Management Technology March-2016 Volume 3, Issue-2 Email: editor@ijermt.org www.ijermt.org Die Defects Analysis Using Taguchi Method Harvinder
International Journal of Engineering Research ISSN: 2348-4039 & Management Technology March-2016 Volume 3, Issue-2 Email: editor@ijermt.org www.ijermt.org Die Defects Analysis Using Taguchi Method Harvinder