A Study of the Thermal Characteristics of P20 Steel and S4 Rapid Tooling Material with Conventional and Conformal Cooling Channels
|
|
|
- Suzan Watson
- 6 years ago
- Views:
Transcription
1 A Study of the Thermal Characteristics of P20 Steel and S4 Rapid Tooling Material with Conventional and Conformal Cooling Channels Jonathan School of Engineering Pennsylvania State University at Erie, the Behrend College Abstract Rapid tooling inserts for plastic injection molding holds the promise of reduced cycle times and improved part quality. In long-run production, the savings of a few seconds could result in huge cost savings over the life of a product. Uniform cooling of a plastic part will help to reduce possible warpage. Rapid tooling has shown value in prototyping plastic parts for many years. Because of process limitations and materials, long-run production was not feasible with rapid tooling. New developments in both process and materials may make this a reality in the next few years. This project examines the thermal differences between conventional and rapid tooling inserts. It also examines the thermal differences between a commonly used insert material, P20, and a rapid tooling material, S4 by ProMetal. There are three sets of inserts used in this study. The first insert has conventional cooling lines in P20. One rapid tooling insert is an exact copy of the conventional milled insert in S4. The other rapid tooling insert has conformal cooling in S4. The conventional and rapid tooling inserts that have the same cooling layout are used to directly compare thermal properties of the rapid tooling material to P20. The conformal cooling insert is used to show the benefit of conformal cooling. A cooling time study was performed to study the performance of the inserts as the time in the mold was changed. Several cooling times were selected and all of the inserts were tested under those conditions. Two semi-crystalline polymer materials, High Density Polyethylene and Polypropylene, and an amorphous polymer material, Polycarbonate, were used in this study. 1
2 Introduction For production injection molding tooling, rapid tooling shows the promise of quickly built injection molding inserts, a reduction in cycle time, and an increase in part quality. Every company wants to get their tooling as soon as possible. Traditional insert manufacturing can take several weeks. When looking at reducing time in the injection molding cycle, there is not much time to reduced out of the injection or packing phases. The cooling phase, however, has more time from which to remove valuable seconds. It is the fear of excessive shrinkage or warpage that keeps a company from making a significant reduction in cooling time. A uniform mold temperature can help produce better parts by cooling the part equally. Once a part is designed in a solids modeling program, it is a natural progression to use that solids model to create core and cavity inserts. Once the inserts are designed with cooling, ejection, and a runner system, these electronic models can be used by some rapid prototyping machines to create actual inserts. This study examined the thermal characteristics of both conventional and conformal cooling, as well as the characteristics of the P20 and rapid tooling metal. There were three inserts that were be used in this study. The first is a conventional set of inserts made from P20. These inserts used conventional cooling. They were manufactured on a machining center. The second set of inserts was made by the rapid tooling process. *These inserts also had conventional cooling lines. These cooling lines were identical to the conventional cooling P20 inserts. This set of inserts was used to show the thermal differences between the two types of materials. The last set of inserts was also made with the rapid tooling process and used conformal cooling. The part geometry was selected because it would pose a challenge to conventional cooling channels (Figure 1). It slopes from a higher level in the back down to a lower level in the front. It also slopes down from the left to the right. A cooling time study was used to compare the different types of mold and material combinations. The cooling time was set for 90 s and incrementally shortened to 4 s by the end of the experiment. The part and mold temperatures were measured at each of the cooling times. Mold-filling analyses were run to find the optimum cooling time. For this study, High Density Polyethylene (HDPE), Polycarbonate (PC), and Polypropylene (PP) were used. The HDPE and PC were used to show the differences between a semi-crystalline and amorphous material. All of the preliminary work was done with PP and the results are included in this study. Background and Theory Rapid tooling can be broken down into two types, indirect and direct tooling [1]. Indirect tooling is constructed from a rapid prototyping part. A mold is cast around a prototype 2
3 part. While there are several technologies that can be used for this type of tooling, they all are used with low production quantities [2]. In direct tooling, the inserts are constructed in the rapid prototyping machine. There are additive and subtractive methods to make direct tooling. The subtractive method uses tool-paths from the solids model to run on a CNC machining center. The use of high-speed machining to create aluminum inserts has become the most common method of producing rapid tooling. Parts produced through the additive method are built up over short periods of time using rapid prototyping methods. The use of rapid tooling for long-run production is an elusive goal for many rapid prototyping companies. Although there is the advantage of fast delivery time for a set of inserts, most materials are not as hard as traditional mold making steels [3]. At this time, most rapid tooling is used for prototyping and short-run production. All rapid prototyping companies that make machines capable of producing rapid tooling are looking to make tooling materials that are capable of long-run production. In the near future this technology may become a viable option for companies as new advances are made [4]. New processes of prototyping and materials are appearing that may make inserts stronger, more wear resistant, and have better thermally conductivity than what are currently available. The additive process that creates the direct rapid tooling inserts, which are used in this study, is from ProMetal. It is a 3D-Printing process that was originally developed at MIT. A bed of stainless steel powder is leveled and a droplet of binder is deposited onto the powder bed in a process that is similar to an inkjet printer (Figure 2). The droplet penetrates the powder bed (Figure 3) and adheres with the layer below. When the part is finished, it is in a green state and needs to be sintered. The stainless steel is partially sintered and then the free space around the stainless steel is infiltrated with bronze to produce a fully dense product. Because the shrinkage from sintering cannot be accurately predicted, the solids model is scaled to leave about 1.5 mm of material on the final part. The part then needs to be machined to the final size [5]. The S4 material is a composite of about 60% stainless steel and 40% bronze. When the stainless steel powder is partially sintered, there are holes left in the mold insert. It can be compared to a box full of BBs. Because of the shape of the BB, it cannot pack in tight around the other BBs. This leaves voids between the BBs where they do not touch each other. Under the heat of sintering, the areas, that touch other particles, melts and forms a bond with the adjacent particle. There is some shrinkage of the mold inserts as the particles start to bond. The partial sintering reduces, but does not eliminate the voids. Bronze is used to fill these voids and achieve a full density product. Full sintering can be achieved with certain materials that would eliminate the voids, but would increase the amount of shrinkage of the mold inserts. The S4 material has advantages over fully sintered rapid tooling materials. Because it is not fully sintered, there is less shrinkage and warpage of the inserts. Larger sizes can be made because it does not shrink as much as the fully sintered materials. It does, however, wear more than fully sintered materials because the bronze makes it softer. 3
4 P20 is a common pre-hardened steel used as a general purpose material to make mold components and inserts. It is a chrome-moly alloy with a carbon content of 0.30% to 0.40% [6]. The properties for S4 and P20 can be seen in Figure 4. The thermal conductivity of S4 is 22.6 W/(m K) and P20 is 29.0 W/(m K). Because S4 is stainless steel based and a composite of two materials, heat transfer is much lower than P20. Cooling of injection molded parts while they are still in the mold has an effect on part dimensions and performance outside of the mold. Each polymer material family has a unique mold temperature based on the processing needs of that material. If the mold temperature is too low, the polymer that freezes against the mold walls may become too thick and choke off the flow between the mold walls. It is the rate that the heat is pulled out after the flow has stopped that is important. Based on material properties, P20 should accomplish this better than the S4. Machining of rapid tooling inserts made using the S4 material system can pose a challenge for machinists. Although the S4 material is not excessively hard, the fine stainless steel and bronze regions within the material react differently to the cutting edge of the machine tool which can cause conventional high speed tooling to wear prematurely. Therefore, carbide tooling is recommended for machining of this class of materials. Conformal cooling provides the opportunity for quick uniform cooling. This will help to maintain dimensional accuracy of the part. Conformal cooling can follow the shape of the part being molded. CAE analysis is used to optimize the cooling channels for strength and cooling. Conventional cooling lines are limited to what can be drilled into the mold inserts. In order to get good cooling with conventional cooling channels, they may be sized and put in locations where they could cause weakness in the insert. In typical drilled cooling lines, the general rule of thumb is to keep the cooling lines at least 1.5 times the cooling channel diameter from the mold walls [7]. This is important to keep the high pressure from the injection molding process from breaking through to the cooling lines. With cooling lines custom created for each mold insert, shape and placement can be manipulated to maintain structural integrity. It is possible to have traditional machined inserts with conformal cooling lines (Figure 5). A sub-insert is created with cooling lines. The main insert is bolted or welded to the sub-insert [8]. An O-Ring is needed to keep the insert from leaking. This two-piece insert arrangement is more costly and time consuming to machine than a conventional insert. Conventional cooling lines are circular in cross-section because they are drilled into the insert. Conformal cooling channels can be any cross-section. Designers are only limited by their ability to use their solids modeling program and their imagination. Polymer material properties can be seen in Figure 6. HDPE and PP are semi-crystalline materials. Crystals are formed when the temperature drops enough for the polymer chains to start folding on themselves. This happens because the intermolecular forces 4
5 begin to dominate the forces between the molecules [9]. This occurs around the Melt Temperature (T m ). When the polymer becomes solid, almost all crystal formation stops. Full crystallinity cannot be achieved because of polymer chain entanglement. The speed of cooling determines the amount of crystallinity. When the mold is colder, the polymer is solidified quickly and does not allow the maximum amount of crystal growth. With a warmer mold, the polymer has more time to form crystals. PC is an amorphous polymer material. There are no crystals formed when the polymer starts to cool. Polymer structure determines if it will be semi-crystalline or amorphous. There is no distinct melt temperature. There is a general softening temperature which is around the Glass Transition Temperature (T g ). Semi-crystalline polymers have a T g, but it is the point where the behavior changes from glassy and brittle to leathery. Equipment and Procedure The part is mm long, mm wide, and mm high. It slopes down from the back to the front and from the left to the right. Due to the small size of the part used in this study, the wall thickness was set at 2.54 mm. The inserts used in this study were face mounted on the parting line of the mold to allow for quick insert changes (Figure 7). The water inlet and outlet were located in the back of each insert. There were two sets of rapid tooling inserts created. One set had conventional cooling lines (Figure 8, Figure 9, Figure 10, and Figure 11) and the other had conformal cooling lines (Figure 12, Figure 13, Figure 14, and Figure 15). A conventionally milled set of inserts was machined to match the conventional cooling line set of rapid tooling inserts. The inserts were put into the Husky Hylectric 90 injection molding machine. The part temperatures were measured with the Professional Equipment T7350 Infrared Thermometer. The mold temperatures were taken with the Infrared Solutions IR Snapshot camera. An adjustable camera base was built to ensure the camera was positioned the same for each picture. The inserts needed to be treated before being run and the mold was covered during picture taking. This eliminated problems with emissivity from the inserts. A flow meter was used to measure flow through each insert. The flow rate of the water was entered in the mold-filling analysis software to verify that there was turbulence in all of the inserts. The three materials were HDPE, PP, and PC. The HDPE is ME9180 produced by LG Chemical. The PP is 9074MED by Exxon Mobile. The PC is Lexan 124R by GE Plastics. 5
6 Using the machined set of inserts with conventional cooling lines as the baseline, an optimal process was established (Figure 16). The mold was run for fifteen minutes to stabilize temperatures. There were three parts collected at each temperature. The mold was then run for five minutes before the next set was collected. As each part dropped out of the mold, the T7350 Infrared Thermometer was used to find the temperature at Location A in Figure 1. After the parts were measured, the mold would be opened to its maximum mold open height. The IR Snapshot was placed in between the molds. A cover was placed over the top tie bars and around the camera. The picture was then taken. The other two sets of inserts were then run in the same manner. The results were compared to the machined set of inserts. Presentation of Data Part Temperature The temperatures of the HDPE parts can be seen in Figure 17. From 50s to 90s there was no difference in the temperature of the parts. However, nobody would set their cooling time at that range. The S4 Conformal insert reached the steady state temperature at 40s. The P20 insert was very close at this time. Mold filling analysis predicted a cooling time of around 15s for this material. The S4 Conventional insert was about 4 C above the P20 insert at 16s. The S4 Conformal was 4 C below the P20 insert. Using part temperature at ejection as the criteria for the end of the cooling phase, the S4 Conformal inserts can shorten cycle time by about 3s to 4s. This is around a 23.3% reduction in cycle time. The temperatures of the PP parts can be seen in Figure 18. From 45s to 90s there was no difference in the temperature of the parts. The S4 Conformal insert reached the steady state temperature at 35s. The P20 insert was very close at this time. Mold filling analysis predicted a cooling time of around 19s for this material. The S4 Conventional insert was about 5 C above the P20 insert at 18s. The S4 Conformal was 1 C below the P20 insert. Using part temperature at ejection as the criteria for the end of the cooling phase, the S4 Conformal inserts can shorten cycle time by about 1s to 2s. This is around a 7.9% reduction in cycle time. The temperatures of the PC parts can be seen in Figure 19. From 60s to 90s there was no difference in the temperature of the parts. The S4 Conformal insert reached the steady state temperature at 35s. The P20 and S4 Conventional inserts only came close at 60s. Mold filling analysis predicted a cooling time of around 15s for this material. The S4 Conventional insert was about 5 C above the P20 insert at 16s. The S4 Conformal was 4 C below the P20 insert. Using part temperature at ejection as the criteria for the end of the cooling phase, the S4 Conformal inserts can shorten cycle time by about 4s. This is around a 26.7% reduction in cycle time. 6
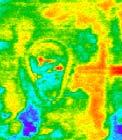
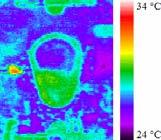
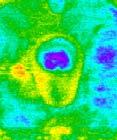
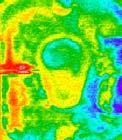
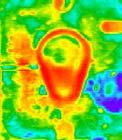
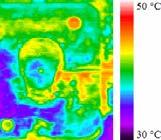
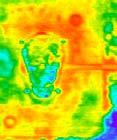
7 Mold Temperature In Figure 20 through Figure 28, the cavity insert results are on the top row and the core insert results are on the bottom row. The plots are infrared pictures taken towards the face of the insert. The mold temperatures for the cavity P20 inserts with HDPE can be seen in the top row of Figure 20. At 18s, there was a 5.07 C temperature difference across the face of the cavity insert. The lowest temperature is C and is on the lower step (top of picture). The upper step (bottom of picture), had the high temperature of C. The maximum difference between 90s and 4s was 3.47 C in the center of the cavity face. Except for a small area of 1.73 C on the right of the lower step, the temperatures are less than 1 C. There is a spot in the center of the upper step that is at 0.73 C. The core insert had a 2.5 C temperature difference across the face at 18s. The lower step has a temperature 29.1 C. At the transition from the lower to the upper step, the temperature drops to 27.6 C in the center. The upper step is 26.1 C with two spots at C and C. There was a 2.04 C difference on the highest part of the upper step from 90s to 4s. The difference on the lower step was 1.0 C. Most of the upper step had a difference of 0.35 C with a spot at 0.91 C just above the baffle. The 4s and 10s temperatures showed little difference. This may be due to thermolator variations or inconsistent timing of the camera shots. The mold temperatures for the cavity P20 inserts with PP can be seen in the top row of Figure 21. At 18s, there was a 4.38 C temperature difference across the face of the cavity insert. The lowest temperature is and is on the lower step (top of picture). The upper step (bottom of picture), had the high temperature of C. The maximum difference between 90s and 4s was 2.97 C in the left center of the cavity face. The temperatures on the lower step are uniform at 2.16 C. The upper step is uniform at 2.35 C. The core insert had a 2.37 C temperature difference across the face at 18s. The lower step has a temperature C. There is a spot at C beside the baffle on the lower step. At the transition from the lower to the upper step, the temperature drops to C in the center. The upper step is C with two spots at C and C. There was a 1.85 C difference on the highest part of the upper step from 90s to 4s. The difference on the lower step was 0.16 C with a spot that ranged from 0.66 C to 0.91 C. Most of the upper step had a difference of 0.16 C with a spot at 0 C just above the baffle. The 4s picture appears to be cooler than the 10s picture. This may be due to thermolator variations or inconsistent timing of the camera shots. The mold temperatures for the cavity P20 inserts with PC can be seen in the top row of Figure 22. At 18s, there was a C temperature difference across the face of the cavity insert. The lowest temperature is 37.1 C and is on the upper step (bottom of picture). The lower step (top of picture), had the high temperature of C at the top of the picture. The lower step has a range of to with two spots of C and C. The upper step is C with two spots of 37.1 C and C. The maximum difference between 90s and 4s was 4.54 C just above the left center of the cavity face. The temperatures on the lower step are uniform at 1.1 C. There is a band 7
8 that circles around the top of the baffle at 1.48 C. The upper step is uniform at 1.23 C. On the left of the bottom baffle, there is a band at 2.91 C. The core insert had a 9.75 C temperature difference across the face at 18s. The lower step has a temperature range of C to C. There are two spots on the top and bottom of the baffle on the lower step at C and C. At the transition from the lower to the upper step, the temperature increases to C in the center. The upper step is C with two spots at 37.1 C and C. There was a 6.47 C difference just above the left center of the core face from 90s to 4s. The difference on the lower step was 0.22 C with two spots of 2.16 C and 2.35 C. Most of the upper step had a difference of 1.91 C with a spot at 1.48 C just above the baffle. The mold temperatures for the cavity S4 Conventional inserts with HDPE can be seen in the top row of Figure 23. At 18s, there was a C temperature difference across the face of the cavity insert. The lowest temperature is C and is on the lower step (top of picture). The upper step (bottom of picture), had the high temperature of C at the sides. The lower step has a temperature of C with a partial ring around the baffle with temperatures of C to C. The upper step is 29.6 C. The maximum difference between 90s and 4s was 2.35 C just below the left center of the cavity face. The temperatures on the lower step are uniform at 0.29 C. There is a band that circles around the top of the baffle at 2.41 C. The upper step is uniform at 0.35 C. On the left of the bottom baffle, there is a spot at 0 C. The core insert had a 3.45 C temperature difference across the face at 18s. The lower step has a temperature of C. There are two spots on the top and left of the baffle on the lower step at C and C. At the transition from the lower to the upper step, the temperature increases to C in the center. The upper step is C with two spots at C and C. There was a 6.54 C difference just right of the baffle on the bottom of the core face from 90s to 4s. The difference on the lower step was 2.72 C with a spot of 4.97 C. Most of the upper step had a difference of 3.54 C with a spot at 6.54 C just right of the baffle. The 10s temperatures appeared a little low. This may be due to thermolator variations or inconsistent timing of the camera shots. The mold temperatures for the cavity S4 Conventional inserts with PP can be seen in the top row of Figure 24. At 18s, there was a 4.38 C temperature difference across the face of the cavity insert. The lowest temperature is C and is on the lower step (top of picture). The upper step (bottom of picture), had the high temperature of C at the right side. The lower step has a temperature of C with a spot of C above the baffle. The upper step is C with a spot at C above the baffle. The maximum difference between 90s and 4s was 3.04 C at the right side of the cavity face. The temperatures on the lower step are uniform at 0.54 C to 1.29 C. There is a band that circles around the top of the baffle at 0 C. The upper step is uniform at 1.66 C. On the left of the bottom baffle, there is a spot at 0 C. Between the upper and lower step, there is a temperate difference of 3.22 C. The core insert had a 4.38 C temperature difference across the face at 18s. The lower step has a temperature of C with a ring around the top of the baffle from C to C. At the transition from the lower to the upper step, the temperature increases to C in the center. The upper step is C with a spot at C above the baffle. There was a 3.85 C difference at the bottom of 8
9 the core face from 90s to 4s. The difference on the lower step was 0 C with a spot of 2.35 C. Most of the upper step had a difference of 2.04 C with a spot at 0.22 C just above the baffle. The mold temperatures for the cavity S4 Conventional inserts with PC can be seen in the top row of Figure 25. At 18s, there was an 8.0 C temperature difference across the face of the cavity insert. The lowest temperature is 39.6 C and is on the lower step (top of picture). The upper step (bottom of picture), had the high temperature of 47.6 C at the left side. The lower step has a temperature of C with a band around the baffle at C. Just above the baffle the temperature was C. The upper step is C with a spot at C above the baffle. The maximum difference between 90s and 4s was 7.79 C at the right side of the lower step on the cavity face. The temperatures on the lower step are 4.54 C. There is a band that circles around the top of the baffle at 0 C to 7.79 C. The upper step is uniform at 1.04 C. On the right of the bottom baffle, there is a spot at 0 C. Between the upper and lower step, there is a temperate difference of 1.79 C in the middle and 4.91 C on the left side. The core insert had an 8.16 C temperature difference across the face at 18s. The lower step has a temperature of C with a spot to the left of the baffle of C. At the transition from the lower to the upper step, the temperature increases to C in the center. The upper step is 41.6 C with a spot at C to the right of the baffle. There was a 6.04 C difference at the bottom of the core face from 90s to 4s. The difference on the lower step was 3.29 C with a ring around the top of the baffle from 6.35 C to 8.04 C. Most of the upper step had a difference of 1.16 C with a spot above the baffle of 5.91 C. The mold temperatures for the cavity S4 Conformal inserts with HDPE can be seen in the top row of Figure 26. At 18s, there was a 3.56 C temperature difference across the face of the cavity insert. The lowest temperature is 26.1 C and is on the lower step (top of picture). The upper step (bottom of picture), had the high temperature of C at the left side. The lower step has a temperature of 26.1 C with a band around the right of the top at C. The upper step is C with a spot at C to the left. The maximum difference between 90s and 4s was 2.66 C at the right side of the lower step on the cavity face. The temperatures on the lower step are 0.66 C on the left to 2.66 C on the right. The core insert had an 3.07 C temperature difference across the face at 18s. The lower step has a temperature of C with a spot at the top of C. At the transition from the lower to the upper step, the temperature increases to C in the center. The upper step is C with a spot at C. There was a 3.72 C difference at the bottom of the core face from 90s to 4s. The difference on the lower step was 0 C. The upper step had a difference of 0 C. The 10s temperatures appeared a little low. This may be due to thermolator variations or inconsistent timing of the camera shots. The core inserts had a 3 C temperature difference at 18s. The 4s and 10s temperatures showed little difference. This may be due to thermolator variations or inconsistent timing of the camera shots. The mold temperatures for the cavity S4 Conformal inserts with PP can be seen in the top row of Figure 27. At 18s, there was a 4.19 C temperature difference across the face of the cavity insert. The lowest temperature is C and is on the lower step (top of 9
10 picture). The upper step (bottom of picture), had the high temperature of C at the left side. The lower step has a temperature range of C to C. The upper step is 29.1 C with a spot at C in the center. There was no temperature difference between the 90s and 4s. The core insert had an 2.75 C temperature difference across the face at 18s. The lower step has a temperature of C with two spots of C and 30.1 C. At the transition from the lower to the upper step, the temperature increases to C in the center. The upper step is C with a spot at C. There was a 2.48 C difference at the bottom of the core face from 90s to 4s. The difference on the lower step was 0.79 C. The upper step had a difference of 0.66 C. The mold temperatures for the cavity S4 Conformal inserts with PC can be seen in the top row of Figure 28. At 18s, there was a 8.19 C temperature difference across the face of the cavity insert. The lowest temperature is C and is on the lower step (top of picture). The upper step (bottom of picture), had the high temperature of C at the left side. The lower step has a temperature of 39.6 C with two spots at C and C. The upper step is C with a spot at C. The maximum difference between 90s and 4s was 0.35 C at the right side of the lower step on the cavity face. The temperature difference on the lower step was 0 C. The core insert had a 9.37 C temperature difference across the face at 18s. The lower step has a temperature of 36.1 C with a ring at the top of 42.6 C. At the transition from the lower to the upper step, the temperature increases to C in the center. The upper step is C with a spot at 41.6 C. There was a 3.72 C difference at the bottom of the core face from 90s to 4s. The difference on the lower step was 0 C. The upper step had a difference of 0 C with a spot of Comparison of Materials For Figure 29 to Figure 31, A is the S4 Conventional cavity, B is the P20 Conventional cavity, C is the S4 Conformal cavity, D is the S4 Conventional core, E is the P20 Conventional core, and F is the S4 Conformal core. The results for HDPE can be seen in Figure 29. The S4 Conventional core and cavity inserts are the hottest of the three sets of inserts. The S4 Conventional and P20 core and cavity inserts showed the same patterns. The S4 Conformal cavity had about a 1 C to 2 C lower temperature than the P20 cavity insert. The S4 Conformal cavity insert had a more uniform temperature. The P20 core insert appeared to be about the same temperature range, but the areas of higher heat are different. The results for PP can be seen in Figure 30. The S4 Conventional core insert are the hottest of the three sets of core inserts. The S4 Conventional cavity insert appeared to be the coolest, but this may be because of thermolator variations or inconsistent timing of the camera shots. The S4 Conformal cavity and core inserts had about a 1 C to 2 C lower temperature than the P20 inserts. The S4 Conformal cavity insert had a slightly better uniform temperature. The results for the core at 18s were not consistent, so the results at 10s were used. 10
11 The results for PC can be seen in Figure 31. The S4 Conventional core and cavity inserts were the hottest of the three sets of inserts. The S4 Conventional and P20 core and cavity inserts showed the same patterns. The S4 Conformal cavity had about a 1 C to 2 C lower temperature than the P20 cavity insert except on the lower level which had about a 4 C to 5 C difference. The S4 Conformal cavity insert had a more uniform temperature. The P20 core insert appeared to be about the same temperature range, but the areas of higher heat were different. Discussion of The part temperatures, at ejection, are determined by how effective the mold is at removing heat while the parts are in the mold. Regardless of which material was used, the S4 Conformal inserts removed the heat quicker. The cooling channels were closer to the part geometry in the mold and spaced to remove the maximum amount of heat. The cavity insert will usually remove heat better than the core insert. There is more volume around the outside of the part to remove heat from the part. The core has a much smaller volume on the inside to absorb and remove the heat. The only restriction to better cooling of the core was to allow for the center ejector pin. Without the ejector pin, another waterline could have been placed across the top of the core. The cooling time study of part temperature shows that the S4 Conformal inserts remove the heat from the part quicker than either the P20 or S4 Conventional inserts. The reduction of the injection molding cycle can be achieved with the use of conformal cooling. There are two criteria that can be used to determine the reduction in cooling time. One way would be to use the temperature of the part at ejection. Using the temperature of the P20 insert as the standard ejection temperature, the time it takes for the S4 Conformal parts to reach that same temperature can be compared to the time for the P20 insert. The other criteria would be to use part dimension. However, the geometry was small and the wall thickness was relatively thick for this geometry. There was no measurable change between 90s and 4s on any of the materials. This criteria was not used on this study. The mold filling analysis was used to determine the optimum cooling time for each material on the P20 inserts. HDPE at its optimum cooling time would have a reduction of 3s to 4s with the S4 Conformal inserts. PP can have a reduction of 1s to 2s. PC can have a reduction of 4s. Even though the S4 thermal conductivity is lower than P20, the S4 Conformal cooling layout provides quicker cooling. These optimized cooling lines are placed close to the part and follow its geometry better than the conventional cooling lines. Because of the nature of the construction of the conventional cooling lines, they cannot easily be placed uniformly around the part s geometry. The P20 and S4 Conventional inserts show the same trends. They both have the same cooling line layouts. The S4 inserts have a higher temperature because they have a higher thermal conductivity. Both sets show that the coolest spot is on the lower level of the cavity insert. A cooling line is located just above this area. When looking at this area, the temperature is about the same no matter what the cooling time is set at. The 11
12 high level on the core was cooler than the lower level. The baffle had less volume to cool than the lower level baffle. The baffle was fairly good at cooling the core. Since the geometry was essentially two linked cylinders, the baffles should do a good job cooling the core. Because of the poorer thermal conductivity, the S4 Conventional clearly shows a higher temperature on the top surface face. Although the S4 Conformal insert was made of the same material, the conformal cooling lines do a better job of removing heat. The cooling lines for the S4 Conformal core can be seen in the pictures. Because there is no line over the top of the insert, it is the hottest area. At shorter cooling times, the center ejector pin can be seen. Since it has no cooling in that area, it will retain its heat. When comparing the inserts by material, the S4 Conformal consistently shows that it is the coldest of the three inserts. Even though it has poorer thermal conductivity than P20, the placement of the cooling lines is more efficient than the P20. It is 1 C to 2 C lower than P20 in both HDPE and PP. It is 3 C to 4 C lower with PC. Although the conventional cooling lines surround the part, they are not always close to the part. The conformal lines are smaller and closer to the part. This allows the conformal cooling lines to overcome the thermal conductivity of the S4 material. Potential sources of error in the temperature readings are from thermolator temperature cycling and inconsistent timing or infrared picture taking. The thermolator varied by a few degrees for HDPE and PP. When running PC it varied by several degrees. There was a delay of about 5s from when the mold was fully open and the infrared picture was taken. The camera was inserted manually into the machine. Every effort was made to keep the same timing each time a picture was made. However, a variance of a second or so could have a big effect on temperature. Not only are the inserts cooling in open air when the mold opens, the cooling water is now cooling the inserts without a hot part touching the mold walls. This could result in a temperature reduction of a few degrees. Future Work Another study of part and mold temperatures focusing on the temperature distribution on the sides as well as the tops is ongoing at this time. These results will be compared to mold filling simulation. Thermocouples will be placed on the parting line of both the core and cavity inserts. Putting thermocouples into the mold steel around the cooling lines and the mold walls is being investigated. They will be used to verify the infrared pictures of mold temperature. A different infrared camera will be used in future studies. It would be desirable to capture the temperature of the mold right as the mold opens. 12
13 A larger part has been designed to investigate part warpage. Dimensional information will help to verify the reduction in cooling time for the cooling time study. Conclusion The ability to reduce the cycle time without reducing part quality is very important to companies who are interested in cutting production costs. Even a reduction of a second or two over the production life of a product can result in substantial savings. Uniform cooling with traditional machining methods can be very costly and time consuming. Rapid tooling can construct the conformal cooling lines easily, but the materials that are currently available are not yet ready for long-run production. The P20 inserts represent a common material and machining practice used in the plastics injection molding industry today. Both of the rapid tooling inserts were compared to the P20. The S4 insert with the same conventional cooling lines as the P20 inserts confirmed that the S4 material was a poorer conductor of heat than the P20. The S4 conformal insert has a lower temperature even though it is made with S4. It is the placement of the cooling lines close to the part geometry in the mold that allows it to remove more heat. Using conformal cooling, the potential reduction in cooling time for HDPE is 3s to 4s (23.3% cycle reduction), PP is 1s to 2s (7.9% cycle reduction), and PC is about 4s (26.7% cycle reduction). This is based on using part temperature at ejection as the criteria. This reduction is due to the placement of the cooling lines closer to the part geometry inside the mold inserts. The S4 material has a poorer thermal conductivity than P20. The placement and diameter of the conformal cooling lines was able to make the S4 perform better than the P20. However, care must be taken when designing the conformal cooling channels. If the cooling lines are not optimized, the heat transfer could be less than the P20. In the future with new advances in materials, conformal cooling lines mated with rapid tooling inserts that have better thermal conductivity will have more potential for cycle time reduction and superior part quality than is available today. Acknowledgements Thanks go to John Arlotti and ExOne for providing the rapid tooling inserts. Many thanks go to my wife, Kim, Lucy Lenhardt and Shelley Readel for their constant revisions. Special thanks go out to Rick Coon for machining the inserts and helping to plug leaks in the inserts. Thanks also go to Glen Craig and Matt Baker for helping to plug leaks in one of the inserts. 13
14 References 1. Gebhardt, Andreas, Rapid Prototyping, 1 st Ed, Hanser, p Jacobs, Paul F, Stereolithography and other RP&M Technologies, 1 st Ed, SME Press, p "Injection Molds & Metal Parts," Castle Island s Worldwide Guide to Rapid Prototyping, Rev 2d, 27 July 2005, 22 May 2007, 4. Grimm, Todd, "Rapid Tooling Is Not the Future; It Is Today!" Moldmaking Technology, Feb. 2000, 22 May 2007, 5. Gebhardt, Andreas, Rapid Prototyping, 1 st Ed, Hanser, pp Britton, Paul W., What You Should Consider When Purchasing P20 Steel, Moldmaking Technology, Nov. 2004, July 2007, 7. Bryce, Douglas M., Plastic Injection Molding Mold Design and Construction Fundamentals, 1 st Ed, SME Press, p Jacobs, Paul F, Stereolithography and other RP&M Technologies, 1 st Ed, SME Press, p Osswald, A, Baur, Brinkmann, Oberbach, Schmachtenberg, International Plastics Handbook, 4 th Ed, Hanser, pp

 Spread layer of metal")
 Sintering or")
 Material")
15 Figure 1 - Part Geometry Location A S4 - Material Properties Material P20 Powder SS Infiltrator Bronze Ultimate Tensile Strength Mpa Yield Strength Mpa Modulus Gpa Elongation % Hardness HRC Thermal Conductivity W/m K Mean CTE (at 300 C) 1.34E E-05 1/ C Specific Heat J/Kg K Figure 4 - S4 Material Properties (S4 properties courtesy of ProMetal) Spread layer of metal or pre-mixed quartz sand Selective dispensing of binder using inkjet printing technology Curing & new layer Conformal Cooling Lines O-Ring Groove Repeat step 1 to 3 Extraction and cleanup of part Figure 2 - EXONE Process (picture provided by ProMetal) Sintering or Casting... Figure 5 - P20 Conformal Cooling Lines General Polymer Properties Figure 3 - EXONE Process (picture provided by ProMetal) Material HDPE PP PC Density g/cm 3 Tensile Strength Mpa Flex Modulus Mpa Thermal Conductivity W/(m K) T m C T g C Figure 6 - Polymer Properties Figure 7 - Insert Mold 15



16 Figure 8 Conventional Cavity Insert Figure 11 - Conventional Core Cooling Lines Figure 9 Conventional Cavity Cooling Lines Figure 12 - Conformal Cavity Insert Figure 10 - Conventional Core Insert Figure 13 - Conformal Cavity Cooling Lines 16



 Figure 19 - PC Part Temperature P20 Cavity - HDPE P20 Core - HDPE 4 s 10 s 18")

17 Part Temperature PP Part Temperature ( C) P20 Conventional S4 Conventional S4 Conformal Figure 14 - Conformal Core Insert Cooling Time (s) Figure 18 PP Part Temperature Part Temperature PC Part Temperature ( C) P20 Conventional S4 Conventional S4 Conformal Figure 15 - Conformal Core Cooling Lines Processing Conditions Material HDPE PP PC Melt Temperature C Mold Temperature C Figure 16 - Processing Conditions 80 Part Temperature HDPE Cooling Time (s) Figure 19 - PC Part Temperature P20 Cavity - HDPE P20 Core - HDPE 4 s 10 s 18 s 60 s Figure 20 - P20 Conventional HDPE Part Temperature ( C) P20 Conventional S4 Conventional S4 Conformal P20 Cavity - PP Cooling Time (s) Figure 17 - HDPE Part Temperature P20 Core - PP Figure 21 - P20 Conventional PP 17















18 10 s 18 s 30 s 90 s S4 Cavity - HDPE P20 Cavity - PC 10 s 18 s 30 s 90 s P20 Core - PC Figure 22 - P20 Conventional PC S4 Core - HDPE Figure 26 - S4 Conformal HDPE S4 Cavity - PP S4 Cavity - HDPE S4 Core - HDPE Figure 23 - S4 Conventional HDPE S4 Core - PP Figure 27 - S4 Conformal PP 10 s 18 s 30 s 90 s 10 s 18 s 30 s 90 s S4 Cavity - PC 10 s 18 s 30 s 90 s S4 Cavity - PP S4 Core - PP Figure 24 - S4 Conventional PP S4 Core - PC Figure 28 - S4 Conformal PC A 18 s B 18 s C 18 s 10 s 18 s 30 s 90 s Cavity - HDPE S4 Cavity - PC D 18 s E 18 s F 18 s 10 s 18 s 30 s 90 s S4 Core - PC Figure 25 - S4 Conventional PC Core - HDPE Figure 29 - HDPE Insert 18









19 A 18 s B 18 s C 18 s Cavity - PP D 10 s E 10 s F 10 s Core - PP Figure 30 - PP Insert A 18 s B 18 s C 18 s Cavity - PC D 18 s E 18 s F 18 s Core - PC Figure 31 - PC Insert 19
A Study on the Design and Effectiveness of Conformal Cooling Channels in Rapid Tooling Inserts
 A Study on the Design and Effectiveness of Conformal Cooling Channels in Rapid Tooling Inserts by Jonathan Meckley Penn State Erie, The Behrend College jam135@psu.edu Robert Edwards Penn State Erie, The
A Study on the Design and Effectiveness of Conformal Cooling Channels in Rapid Tooling Inserts by Jonathan Meckley Penn State Erie, The Behrend College jam135@psu.edu Robert Edwards Penn State Erie, The
CONFORMAL COOLING IN ACTION
 CONFORMAL COOLING IN ACTION New manufacturing techniques set the stage for more efficient cooling systems that reduce cycle time, warpage, and visual defects. The right idea for higher efficiency The faster
CONFORMAL COOLING IN ACTION New manufacturing techniques set the stage for more efficient cooling systems that reduce cycle time, warpage, and visual defects. The right idea for higher efficiency The faster
Producing Metal Parts
 Producing Metal Parts CNC vs. Additive Manufacturing www.3dhubs.com METAL KIT 2 Introduction This Kit discusses how to select the right manufacturing process for metal parts by comparing CNC and Additive
Producing Metal Parts CNC vs. Additive Manufacturing www.3dhubs.com METAL KIT 2 Introduction This Kit discusses how to select the right manufacturing process for metal parts by comparing CNC and Additive
EJECTION FORCES AND FRICTION COEFFICIENTS FROM INJECTION MOLDING EXPERIMENTS USING RAPID TOOLED INSERTS. Center. Abstract
 EJECTION FORCES AND FRICTION COEFFICIENTS FROM INJECTION MOLDING EXPERIMENTS USING RAPID TOOLED INSERTS M. E. Kinsella 1, B. Lilly 2, B. Carpenter 2, K. Cooper 3 1 Air Force Research Laboratory, 2 The
EJECTION FORCES AND FRICTION COEFFICIENTS FROM INJECTION MOLDING EXPERIMENTS USING RAPID TOOLED INSERTS M. E. Kinsella 1, B. Lilly 2, B. Carpenter 2, K. Cooper 3 1 Air Force Research Laboratory, 2 The
Abstract. 2. DesignofPartandCoolingChannels. 1. Introduction. Page 344
 A Simulation Study of Conformal Cooling Channels in Plastic Injection Molding Omar A. Mohamed, S.H. Masood, Abul Saifullah Faculty of Engineering and Industrial Science, Swinburne University of Technology,
A Simulation Study of Conformal Cooling Channels in Plastic Injection Molding Omar A. Mohamed, S.H. Masood, Abul Saifullah Faculty of Engineering and Industrial Science, Swinburne University of Technology,
Is Conformal Cooling Right for You?
 December 2016 Is Conformal Cooling Right for You? Matt Dachel A key benefit of injection molding is the ability to economically mass-produce dimensionally stable parts. The injection molding cycle can
December 2016 Is Conformal Cooling Right for You? Matt Dachel A key benefit of injection molding is the ability to economically mass-produce dimensionally stable parts. The injection molding cycle can
ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS
 Proceedings in Manufacturing Systems, Volume 11, Issue 2, 2016, 95 100 ISSN 2067-9238 ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS Karel RAZ 1,*, Martin ZAHALKA 2 1) PhD, Lecturer, Eng.,
Proceedings in Manufacturing Systems, Volume 11, Issue 2, 2016, 95 100 ISSN 2067-9238 ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS Karel RAZ 1,*, Martin ZAHALKA 2 1) PhD, Lecturer, Eng.,
Produce tooling for the most efficient heat exchange and energy saving
 OPM Technology Produce tooling for the most efficient heat exchange and energy saving CAE technology Thermal analysis The 4 points feature of our production Conformal cooling design and produce technology
OPM Technology Produce tooling for the most efficient heat exchange and energy saving CAE technology Thermal analysis The 4 points feature of our production Conformal cooling design and produce technology
automotive, medical device and so on. well known for Hasco and Meusburge standards. Project details as below : French Plastic
 French Plastic injection moulder in China, Please French invested mold maker with Chinese joint venture manufacture for electronics, electrical, home appliance, LED lighting, automotive, medical device
French Plastic injection moulder in China, Please French invested mold maker with Chinese joint venture manufacture for electronics, electrical, home appliance, LED lighting, automotive, medical device
11 FACTORS FOR EFFICIENT MOLD COOLING. Balancing speed and quality to reduce cycle time
 11 FACTORS FOR EFFICIENT MOLD COOLING Balancing speed and quality to reduce cycle time INTRODUCTION How cool is that? In every minute of cycle time, cooling consumes the vast majority of clock-ticks. That
11 FACTORS FOR EFFICIENT MOLD COOLING Balancing speed and quality to reduce cycle time INTRODUCTION How cool is that? In every minute of cycle time, cooling consumes the vast majority of clock-ticks. That
Stereolithography for Rapid Tooling for Injection Molding: The Effect of Cooling Channel Geometry
 Stereolithography for Rapid Tooling for Injection Molding: The Effect of Cooling Channel Geometry M. Janczyk, R. McLaughlin, R. Malloy, and S. McCarthy* Institute for Plastics Innovation, University of
Stereolithography for Rapid Tooling for Injection Molding: The Effect of Cooling Channel Geometry M. Janczyk, R. McLaughlin, R. Malloy, and S. McCarthy* Institute for Plastics Innovation, University of
The Tool Hub. Efficient Cooling
 O The Tool Hub Efficient Cooling V1 Conformal cooling channels is a good way to decrease deformation and increase productivity. Below is a core ready for final machining. CLEAR EFFICIENT FAIR Efficient
O The Tool Hub Efficient Cooling V1 Conformal cooling channels is a good way to decrease deformation and increase productivity. Below is a core ready for final machining. CLEAR EFFICIENT FAIR Efficient
Physical Properties of Materials
 Physical Properties of Materials Manufacturing Materials, IE251 Dr M. Saleh King Saud University Manufacturing materials --- IE251 lect-7, Slide 1 PHYSICAL PROPERTIES OF MATERIALS 1. Volumetric and Melting
Physical Properties of Materials Manufacturing Materials, IE251 Dr M. Saleh King Saud University Manufacturing materials --- IE251 lect-7, Slide 1 PHYSICAL PROPERTIES OF MATERIALS 1. Volumetric and Melting
SME 2713 Processing of Polymers - 2
 SME 2713 Processing of Polymers - 2 Outline 1. Introduction 2. Extrusion process 3. Injection molding process 4. Blow molding process 5. Rotational molding 6. Thermoforming 7. Compression molding 8. Transfer
SME 2713 Processing of Polymers - 2 Outline 1. Introduction 2. Extrusion process 3. Injection molding process 4. Blow molding process 5. Rotational molding 6. Thermoforming 7. Compression molding 8. Transfer
Determining Appropriate Cooling System For Plastic Injection Molding Through Computer Simulation
 Determining Appropriate Cooling System For Plastic Injection Molding Through Computer Simulation Parag Chinchkhede 1, Dr. K. M. Ashtankar 2, 1Master Of Technology Final Year, VNIT Nagpur 2Assistant Professor,
Determining Appropriate Cooling System For Plastic Injection Molding Through Computer Simulation Parag Chinchkhede 1, Dr. K. M. Ashtankar 2, 1Master Of Technology Final Year, VNIT Nagpur 2Assistant Professor,
Conformal Cooling Using DMLS March 2012
 Whitepaper: Conformal Cooling Using DMLS March 2012 Image courtesy of Phillips Plastics Corp. Tim Ruffner VP New Business Development / Marketing Manager GPI Prototype & Manufacturing Services, Inc. 940
Whitepaper: Conformal Cooling Using DMLS March 2012 Image courtesy of Phillips Plastics Corp. Tim Ruffner VP New Business Development / Marketing Manager GPI Prototype & Manufacturing Services, Inc. 940
Workshop Series 2016
 Workshop Series 2016 Hands-on Approach to Cycle Time Reduction and Productivity Improvement Vishu Shah, Consultek Consulting Group April 21, 2016 ENGEL North America California Technical Center Corona
Workshop Series 2016 Hands-on Approach to Cycle Time Reduction and Productivity Improvement Vishu Shah, Consultek Consulting Group April 21, 2016 ENGEL North America California Technical Center Corona
Injection Molding APPENDIX A A.1 INTRODUCTION
 APPENDIX A Injection Molding A.1 INTRODUCTION Injection molding is a process where solid plastic is melted, injected into a mold, and then cooled back to a solid as shown in Figure A.1. Plastic injection
APPENDIX A Injection Molding A.1 INTRODUCTION Injection molding is a process where solid plastic is melted, injected into a mold, and then cooled back to a solid as shown in Figure A.1. Plastic injection
DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION. T.W. Skszek and M. T. J. Lowney. Abstract. DMD Process Overview
 DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION T.W. Skszek and M. T. J. Lowney Abstract POM Company, Inc., located in Plymouth, Mich., has successfully commercialized the laser-based,
DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION T.W. Skszek and M. T. J. Lowney Abstract POM Company, Inc., located in Plymouth, Mich., has successfully commercialized the laser-based,
An Overview of Methods for Rapid Prototyping and Near Net Shape Manufacture. Ivor Davies. RP&T Centre WMG, University of Warwick
 An Overview of Methods for Rapid Prototyping and Near Net Shape Manufacture Ivor Davies RP&T Centre WMG, University of Warwick 2 Contents Rapid Prototyping Basic Principle Data Requirements RP Processes
An Overview of Methods for Rapid Prototyping and Near Net Shape Manufacture Ivor Davies RP&T Centre WMG, University of Warwick 2 Contents Rapid Prototyping Basic Principle Data Requirements RP Processes
Mold Design. 12. Mold Materials. Bong-Kee Lee School of Mechanical Engineering Chonnam National University
 12. Mold Materials Bong-Kee Lee Chonnam National University Mold Materials easy toolmaking good performance during production good machining properties ease of hear treatment where hardening is required
12. Mold Materials Bong-Kee Lee Chonnam National University Mold Materials easy toolmaking good performance during production good machining properties ease of hear treatment where hardening is required
Markforged: Taking a different approach to metal Additive Manufacturing
 Loughborough University Institutional Repository Markforged: Taking a different approach to metal Additive Manufacturing This item was submitted to Loughborough University's Institutional Repository by
Loughborough University Institutional Repository Markforged: Taking a different approach to metal Additive Manufacturing This item was submitted to Loughborough University's Institutional Repository by
THE ASPECTS ABOUT RAPID PROTOTYPING SYSTEM
 THE ASPECTS ABOUT RAPID PROTOTYPING SYSTEM Adrian P. POP 1, Petru UNGUR 1, Gheorghe BEJINARU MIHOC 2 1 University of Oradea, e-mail: adippop@yahoo.com; petru_ungur@yahoo.com; 2 Transilvania University
THE ASPECTS ABOUT RAPID PROTOTYPING SYSTEM Adrian P. POP 1, Petru UNGUR 1, Gheorghe BEJINARU MIHOC 2 1 University of Oradea, e-mail: adippop@yahoo.com; petru_ungur@yahoo.com; 2 Transilvania University
Fundamentals of Casting
 Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
RAPID PATTERN BASED POWDER SINTERING TECHNIQUE AND RELATED SHRINKAGE CONTROL
 RAPID PATTERN BASED POWDER SINTERING TECHNIQUE AND RELATED SHRINKAGE CONTROL Jack G. Zhou and Zongyan He ABSTRACT Department of Mechanical Engineering and Mechanics Drexel University 3141 Chestnut Street
RAPID PATTERN BASED POWDER SINTERING TECHNIQUE AND RELATED SHRINKAGE CONTROL Jack G. Zhou and Zongyan He ABSTRACT Department of Mechanical Engineering and Mechanics Drexel University 3141 Chestnut Street
An insight on the thermo-mechanical behaviour of deep core hybrid moulds
 Gomes, C. ; Lino, J. 2, Cardon, L. 3, Pouzada A. S., Pontes, A. J. Institute for Polymers and Composites, University of Minho, Guimarães, Portugal 2 Dept. Mechanical Engineering, University of Porto, Porto,
Gomes, C. ; Lino, J. 2, Cardon, L. 3, Pouzada A. S., Pontes, A. J. Institute for Polymers and Composites, University of Minho, Guimarães, Portugal 2 Dept. Mechanical Engineering, University of Porto, Porto,
NO ONE HAS MORE VARIETY. With a wide selection of mold bases to match nearly any application,
 PICK A MOLD BASE ANY MOLD BASE NO ONE HAS MORE VARIETY With a wide selection of mold bases to match nearly any application, DME makes it easy to get the mold base you need. But first, it s important to
PICK A MOLD BASE ANY MOLD BASE NO ONE HAS MORE VARIETY With a wide selection of mold bases to match nearly any application, DME makes it easy to get the mold base you need. But first, it s important to
Linear AMS Capabilities
 Linear AMS Capabilities Linear History: LinearAMS LLC. Linear Mold & Engineering Founded in June 2003 Specialized in prototyping of plastic injection molds & low volume production molding Led the industry
Linear AMS Capabilities Linear History: LinearAMS LLC. Linear Mold & Engineering Founded in June 2003 Specialized in prototyping of plastic injection molds & low volume production molding Led the industry
Micro CIM for Precision Instruments and Medical Applications. SmartManufacturingSeries.com
 Micro CIM for Precision Instruments and Medical Applications SmartManufacturingSeries.com Outline Discussion of micro-scale ceramic injection molding experience Introduction to CIM Case Studies Conclusions
Micro CIM for Precision Instruments and Medical Applications SmartManufacturingSeries.com Outline Discussion of micro-scale ceramic injection molding experience Introduction to CIM Case Studies Conclusions
FULL-DENSIFICATION OF SLS PARTS BY RE-MELTING. Abstract
 FULL-DENSIFICATION OF SLS PARTS BY RE-MELTING T. NIINO and H. YAMADA Institute of Industrial Science, The University of Tokyo 4-6-1 Komaba Meguro Tokyo, 153-8505 Japan Reviewed, accepted August 4, 2004
FULL-DENSIFICATION OF SLS PARTS BY RE-MELTING T. NIINO and H. YAMADA Institute of Industrial Science, The University of Tokyo 4-6-1 Komaba Meguro Tokyo, 153-8505 Japan Reviewed, accepted August 4, 2004
Processing Guide CONTENTS
 CONTENTS INTRODUCTION SAFETEY GUIDELINES EQUIPMENT PROCESSING o INJECTION MOLDING GENERAL CONDITIONS START UP MOLD FILLING DRYING REGRIND SHRINKAGE o DESIGN RUNNERS AND GATES VENTING MOLD SURFACES EJECTION
CONTENTS INTRODUCTION SAFETEY GUIDELINES EQUIPMENT PROCESSING o INJECTION MOLDING GENERAL CONDITIONS START UP MOLD FILLING DRYING REGRIND SHRINKAGE o DESIGN RUNNERS AND GATES VENTING MOLD SURFACES EJECTION
DESIGNING FOR THE DMLS PROCESS JONATHAN BISSMEYER Senior Quality Engineer
 DESIGNING FOR THE DMLS PROCESS JONATHAN BISSMEYER Senior Quality Engineer Designing for DIRECT METAL LASER SINTERING 1 Overview 2 Process Considerations 3 Design Considerations 4 Design Examples 5 Wrap-up
DESIGNING FOR THE DMLS PROCESS JONATHAN BISSMEYER Senior Quality Engineer Designing for DIRECT METAL LASER SINTERING 1 Overview 2 Process Considerations 3 Design Considerations 4 Design Examples 5 Wrap-up
Porosity Control in Copper Rotor Die Castings
 Porosity Control in Copper Rotor Die Castings Abstract E. F. Brush, Jr., S. P. Midson, W. G. Walkington, D. T. Peters and J. G. Cowie This paper reports on the results of an investigation to minimize and
Porosity Control in Copper Rotor Die Castings Abstract E. F. Brush, Jr., S. P. Midson, W. G. Walkington, D. T. Peters and J. G. Cowie This paper reports on the results of an investigation to minimize and
Lecture Outline. Mechanical Properties of Ceramics. Mechanical properties of ceramics. Mechanical properties of ceramics
 Mechanical properties of ceramics Lecture Outline Mechanical properties of ceramics Applications of ceramics abrication of Glasses Glass properties Processing of Ceramics Dr. M. Medraj Mech. Eng. Dept.
Mechanical properties of ceramics Lecture Outline Mechanical properties of ceramics Applications of ceramics abrication of Glasses Glass properties Processing of Ceramics Dr. M. Medraj Mech. Eng. Dept.
Moldex3D, Structural Analysis, and HyperStudy Integrated in HyperWorks Platform Anthony Yang. Moldex3D
 Moldex3D, Structural Analysis, and HyperStudy Integrated in HyperWorks Platform Anthony Yang Moldex3D CoreTech System and Moldex3D The world s largest injection molding CAE ISV 80% experienced engineering
Moldex3D, Structural Analysis, and HyperStudy Integrated in HyperWorks Platform Anthony Yang Moldex3D CoreTech System and Moldex3D The world s largest injection molding CAE ISV 80% experienced engineering
Stanyl ForTii F11. Recommendations for injection molding MATERIAL HANDLING
 GRADE CODING Stanyl ForTii TM glass fiber reinforced and halogen-free flame retardant injection molding grades. MATERIAL HANDLING Storage In order to prevent moisture pick up and contamination, supplied
GRADE CODING Stanyl ForTii TM glass fiber reinforced and halogen-free flame retardant injection molding grades. MATERIAL HANDLING Storage In order to prevent moisture pick up and contamination, supplied
HIGH DENSITY FORMULATIONS PROCESSING GUIDE
 Gravi-Tech HIGH DENSITY FORMULATIONS PROCESSING GUIDE GRAVI-TECH Density Modified Formulations Gravi-Tech polymer-metal composites are high-density materials developed as thermoplasticbased alternatives
Gravi-Tech HIGH DENSITY FORMULATIONS PROCESSING GUIDE GRAVI-TECH Density Modified Formulations Gravi-Tech polymer-metal composites are high-density materials developed as thermoplasticbased alternatives
Autonomous Engineering Applied to Investment Casting Process. ICI Conference October 15-18, 2017
 Autonomous Engineering Applied to Investment Casting Process ICI Conference October 15-18, 2017 Overview What is Autonomous Engineering? Traditional simulations vs new approach Case Study #1 Using Autonomous
Autonomous Engineering Applied to Investment Casting Process ICI Conference October 15-18, 2017 Overview What is Autonomous Engineering? Traditional simulations vs new approach Case Study #1 Using Autonomous
PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY
 PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY Selecting the 'Right' Thermocouple: There Are More Choices Today Used every day by most processors, thermocouples tend to be taken for
PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY Selecting the 'Right' Thermocouple: There Are More Choices Today Used every day by most processors, thermocouples tend to be taken for
MAKING OF DIE CASTING TOOL
 MAKING OF DIE CASTING TOOL Sivamurugan. K 1, Saravanakumar. R 2, Saravanan. S.T 3 1 Lecturer (S.S), Dept of Mechanical Engineering, VSVN Polytechnic College, Tamilnadu, India 2 Lecturer, Dept of Plastic
MAKING OF DIE CASTING TOOL Sivamurugan. K 1, Saravanakumar. R 2, Saravanan. S.T 3 1 Lecturer (S.S), Dept of Mechanical Engineering, VSVN Polytechnic College, Tamilnadu, India 2 Lecturer, Dept of Plastic
PLASTIC CASKET. Matt James Gillenberger
 PLASTIC CASKET Matt James Gillenberger mjg5279@psu.edu Report Due: 3/29/2013 2 Plastic Casket Matt James Gillenberger Penn State Erie, The Behrend College Abstract Research into a plastic casket was conducted
PLASTIC CASKET Matt James Gillenberger mjg5279@psu.edu Report Due: 3/29/2013 2 Plastic Casket Matt James Gillenberger Penn State Erie, The Behrend College Abstract Research into a plastic casket was conducted
INJECTION MOLDING DESIGN GUIDELINES
 INJECTION MOLDING DESIGN GUIDELINES INJECTION MOLDED PARTS Injection molding is used for manufacturing a wide variety of parts, from small components like AAA battery boxes to large components like truck
INJECTION MOLDING DESIGN GUIDELINES INJECTION MOLDED PARTS Injection molding is used for manufacturing a wide variety of parts, from small components like AAA battery boxes to large components like truck
Molding Innovation FEB INSIDER. Top Story. Tips & Tricks GO FOR SUCCESSFUL MOLDING. Moldex3D
 Molding Innovation FEB. 2012 INSIDER 1 11 Top Story Tips & Tricks GO FOR SUCCESSFUL MOLDING 13 17 Moldex3D Direct Metal Laser Sintering Technology Applications on Conformal Cooling System Development Introduction
Molding Innovation FEB. 2012 INSIDER 1 11 Top Story Tips & Tricks GO FOR SUCCESSFUL MOLDING 13 17 Moldex3D Direct Metal Laser Sintering Technology Applications on Conformal Cooling System Development Introduction
Demonstration of an Effective Design Validation Tool for 3D Printed Injection Molds (3DPIM)
") Validation Tool for 3D Printed Injection Injection molding, the process of injecting plastic material into a mold cavity where it cools and hardens to the configuration of the cavity, is one of the world
Validation Tool for 3D Printed Injection Injection molding, the process of injecting plastic material into a mold cavity where it cools and hardens to the configuration of the cavity, is one of the world
Thermal effects on stereolithography tools during injection moulding
 Loughborough University Institutional Repository Thermal effects on stereolithography tools during injection moulding This item was submitted to Loughborough University's Institutional Repository by the/an
Loughborough University Institutional Repository Thermal effects on stereolithography tools during injection moulding This item was submitted to Loughborough University's Institutional Repository by the/an
Injection molding of standard & high heat PLA compounds. 2
 Page 1 of 5 Date previous version 21 Apr 2016 PROCESSING GUIDE INJECTION MOLDING OF STANDARD AND HIGH HEAT PLA COMPOUNDS Interested in solutions for bioplastics? Please contact us at 2 www.total-corbion.com
Page 1 of 5 Date previous version 21 Apr 2016 PROCESSING GUIDE INJECTION MOLDING OF STANDARD AND HIGH HEAT PLA COMPOUNDS Interested in solutions for bioplastics? Please contact us at 2 www.total-corbion.com
D-M-E Hot Runner Services. Total support for your hot runner systems
 D-M-E Hot Runner Services Total support for your hot runner systems 46 Hot Runner Services Moldflow Services Optimize Part and Mold Design Comprehensive Analysis and Modeling With today s shrinking time-to-market
D-M-E Hot Runner Services Total support for your hot runner systems 46 Hot Runner Services Moldflow Services Optimize Part and Mold Design Comprehensive Analysis and Modeling With today s shrinking time-to-market
A comparison between stereolithography and aluminium injection moulding tooling
 Loughborough University Institutional Repository A comparison between stereolithography and aluminium injection moulding tooling This item was submitted to Loughborough University's Institutional Repository
Loughborough University Institutional Repository A comparison between stereolithography and aluminium injection moulding tooling This item was submitted to Loughborough University's Institutional Repository
Applying Elemental Gear Measurement to Mold Modification of Molded Plastic Gears Presented by Glenn Ellis, ABA-PGT Inc. Manchester CT.
 Applying Elemental Gear Measurement to Mold Modification of Molded Plastic Gears Presented by Glenn Ellis, ABA-PGT Inc. Manchester CT. Elemental inspection of molded plastic gears has not been practiced
Applying Elemental Gear Measurement to Mold Modification of Molded Plastic Gears Presented by Glenn Ellis, ABA-PGT Inc. Manchester CT. Elemental inspection of molded plastic gears has not been practiced
The Influence of Process Conditions on the Local Shrinkage of the Injection Moulded Natural Fibre Composite with Polypropylene Matrix
 International Conference of Electrical, Automation and Mechanical Engineering (EAME 2015) The Influence of Process Conditions on the Local Shrinkage of the Injection Moulded Natural Fibre Composite with
International Conference of Electrical, Automation and Mechanical Engineering (EAME 2015) The Influence of Process Conditions on the Local Shrinkage of the Injection Moulded Natural Fibre Composite with
Status of Conformal Cooling for Injection Molds
 Status of Conformal Cooling for Injection Molds William Sames, Ph.D., CEO HTS International Corporation htsintl.com 11020 Solway School Rd Ste 103 Knoxville, TN 37931 About HTS International The HTS mission
Status of Conformal Cooling for Injection Molds William Sames, Ph.D., CEO HTS International Corporation htsintl.com 11020 Solway School Rd Ste 103 Knoxville, TN 37931 About HTS International The HTS mission
COVER SHEET. Copyright 2002 (please consult author) Accessed from
 Accessed from") COVER SHEET Yarlagadda, Prasad KDV (22) Feasibility Studies On The Development And Evaluation Of Mould Inserts For Injection Moulding. In Taraman, K and Salem, H, Eds. Proceedings 22 Pacific Conference
COVER SHEET Yarlagadda, Prasad KDV (22) Feasibility Studies On The Development And Evaluation Of Mould Inserts For Injection Moulding. In Taraman, K and Salem, H, Eds. Proceedings 22 Pacific Conference
Copyright Notice. HCL Technologies Ltd. All rights reserved. A DEFINITIVE GUIDE TO DESIGN FOR MANUFACTURING SUCCESS
 Title Subtitle Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted,
Title Subtitle Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted,
SELECTIVE LASER SINTERING OF METAL MOLDS: THE RAPIDTOOLTM PROCESS. Uday Hejmadi Kevin McAlea
 SELECTIVE LASER SINTERING OF METAL MOLDS: THE RAPIDTOOLTM PROCESS ABSTRACT Uday Hejmadi Kevin McAlea Materials and Process Development Group DTM Corp., Austin TX 78759 Complex three dimensional parts can
SELECTIVE LASER SINTERING OF METAL MOLDS: THE RAPIDTOOLTM PROCESS ABSTRACT Uday Hejmadi Kevin McAlea Materials and Process Development Group DTM Corp., Austin TX 78759 Complex three dimensional parts can
Metal Composite. Bourelll,3
 Metal Composite the SLS Process James Badrinarayan2, J. W. Barlow2, J. J. Beaman l, and 1. Department ofmechanical Engineering Department of Chemical Engineering 3. Center for Materials Science and Engineering
Metal Composite the SLS Process James Badrinarayan2, J. W. Barlow2, J. J. Beaman l, and 1. Department ofmechanical Engineering Department of Chemical Engineering 3. Center for Materials Science and Engineering
TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL
 TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL Product description Grivory HTV-4X1 natural is a 40% glass-fibre reinforced engineering thermoplastic material based on a semi-crystalline, partially aromatic
TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL Product description Grivory HTV-4X1 natural is a 40% glass-fibre reinforced engineering thermoplastic material based on a semi-crystalline, partially aromatic
Material data sheet. EOS StainlessSteel PH1 for EOSINT M 270. Description, application
 EOS StainlessSteel PH1 for EOSINT M 270 A number of different materials are available for use with EOSINT M systems, offering a broad range of e-manufacturing applications. EOS StainlessSteel PH1 is a
EOS StainlessSteel PH1 for EOSINT M 270 A number of different materials are available for use with EOSINT M systems, offering a broad range of e-manufacturing applications. EOS StainlessSteel PH1 is a
TECHNICAL DATA SHEET GRIVORY GV-5H NATURAL
 TECHNICAL DATA SHEET GRIVORY GV-5H NATURAL Product description Grivory GV-5H natural is a 50% glass-fibre reinforced engineering thermoplastic material based on a combination of semicrystalline Polyamide
TECHNICAL DATA SHEET GRIVORY GV-5H NATURAL Product description Grivory GV-5H natural is a 50% glass-fibre reinforced engineering thermoplastic material based on a combination of semicrystalline Polyamide
FRICTION STIR WELDING OF POLYETHYLENE SHEETS
 THE ANNALS OF DUNĂREA DE JOS UNIVERSITY OF GALAŢI FASCICLE V, TECHNOLOGIES IN MACHINE BUILDING, ISSN 1221-4566, 2009 FRICTION STIR WELDING OF POLYETHYLENE SHEETS Erica Anna Squeo 1, Giuseppe Bruno 1, Alessandro
THE ANNALS OF DUNĂREA DE JOS UNIVERSITY OF GALAŢI FASCICLE V, TECHNOLOGIES IN MACHINE BUILDING, ISSN 1221-4566, 2009 FRICTION STIR WELDING OF POLYETHYLENE SHEETS Erica Anna Squeo 1, Giuseppe Bruno 1, Alessandro
The University of Texas at Austin Mechanical Engineering Department, Cockrell School of Engineering Austin, TX
 In-Situ Thermal Image Correlation with Mechanical Properties of Nylon-12 in SLS Walker Wroe, Jessica Gladstone, Timothy Phillips, Austin McElroy, Scott Fish, Joseph Beaman The University of Texas at Austin
In-Situ Thermal Image Correlation with Mechanical Properties of Nylon-12 in SLS Walker Wroe, Jessica Gladstone, Timothy Phillips, Austin McElroy, Scott Fish, Joseph Beaman The University of Texas at Austin
Investigation on conformal cooling system design in injection molding
 APEM journal Advances in Production Engineering & Management ISSN 1854-6250 Volume 8 Number 2 June 2013 pp 107 115 Journal home: apem-journal.org http://dx.doi.org/10.14743/apem2013.2.158 Investigation
APEM journal Advances in Production Engineering & Management ISSN 1854-6250 Volume 8 Number 2 June 2013 pp 107 115 Journal home: apem-journal.org http://dx.doi.org/10.14743/apem2013.2.158 Investigation
Concept Laser Industry Specific Solutions
 Concept Laser Industry Specific Solutions Mould Advantages of the LaserCUSING process Front End Software/ - interfaces Machine Solutions Materials Technologies QM system Post treatment Case studies Seite
Concept Laser Industry Specific Solutions Mould Advantages of the LaserCUSING process Front End Software/ - interfaces Machine Solutions Materials Technologies QM system Post treatment Case studies Seite
Thixomolding of Magnesium
 Thixomolding of Magnesium Basic Features of Magnesium ASTM Mg alloy designation system - Alloys- Major alloying ingredient, aluminum Secondary alloying ingredient, zinc Fourth composition of this alloy
Thixomolding of Magnesium Basic Features of Magnesium ASTM Mg alloy designation system - Alloys- Major alloying ingredient, aluminum Secondary alloying ingredient, zinc Fourth composition of this alloy
A Collaborative, Cross-Disciplinary Project between Engineering Courses and Programs Centered on Design for Manufacturability
 ASEE-NMWSC2013-0056 Abstract A Collaborative, Cross-Disciplinary Project between Engineering Courses and Programs Centered on Design for Manufacturability Adam Kramschuster and Gregory Slupe kramschustera@uwstout.edu;
ASEE-NMWSC2013-0056 Abstract A Collaborative, Cross-Disciplinary Project between Engineering Courses and Programs Centered on Design for Manufacturability Adam Kramschuster and Gregory Slupe kramschustera@uwstout.edu;
Product-Info 3D-MID. 1. Introduction. 2. Material and manufacturing process. 1/5
 Product-Info 3D-MID 1. Introduction The term 3D-MID (3D moulded interconnect devices) stands for injectionmoulded, three-dimensional circuit carriers that have been in use for many years in various fields
Product-Info 3D-MID 1. Introduction The term 3D-MID (3D moulded interconnect devices) stands for injectionmoulded, three-dimensional circuit carriers that have been in use for many years in various fields
SPTech. Elizabethtown NC. Version 1-7/13/2016
 Tooling Requirements For New Tools SPTech Elizabethtown NC Version 1-7/13/2016 1 Table of Contents Page # A. Introduction... 1 B. Considerations... 1 C. Mold Classification Guidelines... 2 D. Mold Buyers
Tooling Requirements For New Tools SPTech Elizabethtown NC Version 1-7/13/2016 1 Table of Contents Page # A. Introduction... 1 B. Considerations... 1 C. Mold Classification Guidelines... 2 D. Mold Buyers
Injection Mold Design and Optimization of Battery Air vent
 Injection Mold Design and Optimization of Battery Air vent Rahul S. Khichadi M.Tech student, VACOE Ahmednagar, Maharashtra, India-414201 Abstract In this paper, battery vent plug part for injection molding
Injection Mold Design and Optimization of Battery Air vent Rahul S. Khichadi M.Tech student, VACOE Ahmednagar, Maharashtra, India-414201 Abstract In this paper, battery vent plug part for injection molding
Bromalloy 152. The ultimate. high-temperature, wear-resistant. and corrosive-resistant. material. specifically engineered. for the. glass industry.
 Bromalloy 152 The ultimate high-temperature, wear-resistant and corrosive-resistant material specifically engineered for the glass industry. Bromalloy 152 High surface finish. Excellent edge retention.
Bromalloy 152 The ultimate high-temperature, wear-resistant and corrosive-resistant material specifically engineered for the glass industry. Bromalloy 152 High surface finish. Excellent edge retention.
INTRODUCTION. What is Manufacturing? Materials in Manufacturing Manufacturing Processes Production Systems Organization of the Book
 INTRODUCTION What is Manufacturing? Materials in Manufacturing Manufacturing Processes Production Systems Organization of the Book Manufacturing is Important! Technologically Economically Historically
INTRODUCTION What is Manufacturing? Materials in Manufacturing Manufacturing Processes Production Systems Organization of the Book Manufacturing is Important! Technologically Economically Historically
Predicting stereolithography. injection mould tool behaviour using models to predict ejection. tool strength.
 Loughborough University Institutional Repository Predicting stereolithography injection mould tool behaviour using models to predict ejection force and tool strength. This item was submitted to Loughborough
Loughborough University Institutional Repository Predicting stereolithography injection mould tool behaviour using models to predict ejection force and tool strength. This item was submitted to Loughborough
A MODEL FOR RESIDUAL STRESS AND PART WARPAGE PREDICTION IN MATERIAL EXTRUSION WITH APPLICATION TO POLYPROPYLENE. Atlanta, GA 30332
 Solid Freeform Fabrication 2016: Proceedings of the 26th 27th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference A MODEL FOR RESIDUAL STRESS AND PART WARPAGE
Solid Freeform Fabrication 2016: Proceedings of the 26th 27th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference A MODEL FOR RESIDUAL STRESS AND PART WARPAGE
This PDF document is a partial sample chapter from the book...
 This PDF document is a partial sample chapter from the book... To order this book, print the last page of this document. Copyright 1998 Society of Manufacturing Engineers Mold Design Basics 2 GATHERING
This PDF document is a partial sample chapter from the book... To order this book, print the last page of this document. Copyright 1998 Society of Manufacturing Engineers Mold Design Basics 2 GATHERING
Table of Contents. Robert A. Malloy. Plastic Part Design for Injection Molding. An Introduction ISBN:
 Table of Contents Robert A. Malloy Plastic Part Design for Injection Molding An Introduction ISBN: 978-3-446-40468-7 For further information and order see http://www.hanser.de/978-3-446-40468-7 or contact
Table of Contents Robert A. Malloy Plastic Part Design for Injection Molding An Introduction ISBN: 978-3-446-40468-7 For further information and order see http://www.hanser.de/978-3-446-40468-7 or contact
Santoprene TPV. TPV troubleshooting guide for injection molding
 Santoprene TPV TPV troubleshooting guide for injection molding TABLE OF CONTENTS - 3 CONTENT The following table provides an overview of most problems/defects. Please click on the desired problem phrase
Santoprene TPV TPV troubleshooting guide for injection molding TABLE OF CONTENTS - 3 CONTENT The following table provides an overview of most problems/defects. Please click on the desired problem phrase
THE EFFECT OF ORIENTATION ON MECHANICHAL PROPERTIES OF RECYCLED PET
 THE EFFECT OF ORIENTATION ON MECHANICHAL PROPERTIES OF RECYCLED PET Angela D. Hasenbalg, Western Washington University Abstract The use of plastic products is becoming more prevalent in society. Scrap
THE EFFECT OF ORIENTATION ON MECHANICHAL PROPERTIES OF RECYCLED PET Angela D. Hasenbalg, Western Washington University Abstract The use of plastic products is becoming more prevalent in society. Scrap
Module 4 Design for Assembly
 Module 4 Design for Assembly Lecture 2 Design for Welding-I Instructional Objective By the end of this lecture, the student will learn: (a) how a weld joint should be designed to improve the joint performance,
Module 4 Design for Assembly Lecture 2 Design for Welding-I Instructional Objective By the end of this lecture, the student will learn: (a) how a weld joint should be designed to improve the joint performance,
# Core Competency Description. Revision: February 19, 2010 Page 1
 Supplier: Date Completed: Supplier Contact: Completed By: VCR Sections: I. Core Competencies II. Engineering Capabilities III. Measuring IV. Manufacturing Technologies/Capabilities V. Gaging and Testing
Supplier: Date Completed: Supplier Contact: Completed By: VCR Sections: I. Core Competencies II. Engineering Capabilities III. Measuring IV. Manufacturing Technologies/Capabilities V. Gaging and Testing
Introduction to Die Casting Alloys and Fundamentals. Introduction to Die Casting Series Part 3 of 4 February 2017
 Introduction to Die Casting Alloys and Fundamentals Introduction to Die Casting Series Part 3 of 4 February 2017 Die Casting Alloys Mechanical and Physical Properties Aluminum Alloy Magnesium Alloy Zinc
Introduction to Die Casting Alloys and Fundamentals Introduction to Die Casting Series Part 3 of 4 February 2017 Die Casting Alloys Mechanical and Physical Properties Aluminum Alloy Magnesium Alloy Zinc
EXPERIMENTAL INVESTIGATION ON COOLING RATE FOR CENTRIFUGAL CASTING Kirti Kanaujiya, Yugesh Mani Tiwari Department of Mechanical Engineering
 ISSN 2320-9135 1 International Journal of Advance Research, IJOAR.org Volume 3, Issue 9, September 2015, Online: ISSN 2320-9135 EXPERIMENTAL INVESTIGATION ON COOLING RATE FOR CENTRIFUGAL CASTING Kirti
ISSN 2320-9135 1 International Journal of Advance Research, IJOAR.org Volume 3, Issue 9, September 2015, Online: ISSN 2320-9135 EXPERIMENTAL INVESTIGATION ON COOLING RATE FOR CENTRIFUGAL CASTING Kirti
Finite Element Analysis of Additively Manufactured Products
 Finite Element Analysis of Additively Manufactured Products Megan Lobdell, Brian Croop and Hubert Lobo DatapointLabs, Ithaca, NY, USA Summary With the growing interest in 3D printing, there is a desire
Finite Element Analysis of Additively Manufactured Products Megan Lobdell, Brian Croop and Hubert Lobo DatapointLabs, Ithaca, NY, USA Summary With the growing interest in 3D printing, there is a desire
Technical Brief. 2 Experiments. Journal of Manufacturing Science and Engineering AUGUST 2007, Vol. 129 / 843 Copyright 2007 by ASME
 Journal of Manufacturing Science and Engineering Technical Brief Experimental Study of Demolding Properties on Stereolithography Tooling Chao-Chyun An Ren-Haw Chen e-mail: chenrh@mail.nctu.edu.tw Department
Journal of Manufacturing Science and Engineering Technical Brief Experimental Study of Demolding Properties on Stereolithography Tooling Chao-Chyun An Ren-Haw Chen e-mail: chenrh@mail.nctu.edu.tw Department
Manufacturing Process - I
 Manufacturing Process - I UNIT II Metal Forming Processes Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik
Manufacturing Process - I UNIT II Metal Forming Processes Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik
Material Quality or Quality Material? by Additive Manufacturing
 Material Quality or Quality Material? by Additive Manufacturing J.J. Saurwalt (ECN) December 2015 ECN-L--16-002 Material Quality or Quality Material? by Additive Manufacturing Materials of the Future Conference
Material Quality or Quality Material? by Additive Manufacturing J.J. Saurwalt (ECN) December 2015 ECN-L--16-002 Material Quality or Quality Material? by Additive Manufacturing Materials of the Future Conference
Designing for moldability
 Print. Format: Landscape Page Size: Fit to page Bind and save. Bind in presentation format for future reference Designing for moldability A quick-reference user guide for rapid injection molding for engineers
Print. Format: Landscape Page Size: Fit to page Bind and save. Bind in presentation format for future reference Designing for moldability A quick-reference user guide for rapid injection molding for engineers
Additive Manufacturing Technology November
 Additive Manufacturing Technology November 2012 www.3trpd.co.uk Phil Kilburn DMLS Sales Manager Agenda About 3T RPD Ltd Overview of Additive Manufacturing Manufacturing directly in metals Arcam - Electron
Additive Manufacturing Technology November 2012 www.3trpd.co.uk Phil Kilburn DMLS Sales Manager Agenda About 3T RPD Ltd Overview of Additive Manufacturing Manufacturing directly in metals Arcam - Electron
Additive Manufacturing Technology
 Additive Manufacturing Technology ME 012193 Spring I 2018 By Associate Prof. Xiaoyong Tian Cell:13709114235 Email: leoxyt@mail.xjtu.edu.cn Lecture 02 Fundmental AM processes Interactions in AM processes
Additive Manufacturing Technology ME 012193 Spring I 2018 By Associate Prof. Xiaoyong Tian Cell:13709114235 Email: leoxyt@mail.xjtu.edu.cn Lecture 02 Fundmental AM processes Interactions in AM processes
FORMLABS WHITE PAPER: A Guide to Post-Curing Formlabs Resins. March 2018 formlabs.com
 FORMLABS WHITE PAPER: A Guide to Post-Curing Formlabs Resins March 218 formlabs.com Table of Contents Abstract 3 Methodology 4 Introduction 5 Recommended Cure Settings: Clear. 6 Recommended Cure Settings:
FORMLABS WHITE PAPER: A Guide to Post-Curing Formlabs Resins March 218 formlabs.com Table of Contents Abstract 3 Methodology 4 Introduction 5 Recommended Cure Settings: Clear. 6 Recommended Cure Settings:
STUDY OF SHAPE DEPOSITION MANUFACTURING
 STUDY OF SHAPE DEPOSITION MANUFACTURING 1 Ashish Bhorkade, 2 Chetan Bharambe, 3 Suraj Bhangale 4 Pankaj Patil 1,2,3 B.E.Scholar BVCOE&RI Nashik 4 Assistant Professor Mechanical Dept. BVCOE&RI Nashik ABSTRACT
STUDY OF SHAPE DEPOSITION MANUFACTURING 1 Ashish Bhorkade, 2 Chetan Bharambe, 3 Suraj Bhangale 4 Pankaj Patil 1,2,3 B.E.Scholar BVCOE&RI Nashik 4 Assistant Professor Mechanical Dept. BVCOE&RI Nashik ABSTRACT
Stress-Strain Behavior
 15-1 CHAPTER 15 CHARACTERISTICS, APPLICATIONS, AND PROCESSING OF POLYMERS PROBLEM SOLUTIONS Stress-Strain Behavior which is 15.1 From Figure 15.3, the elastic modulus is the slope in the elastic linear
15-1 CHAPTER 15 CHARACTERISTICS, APPLICATIONS, AND PROCESSING OF POLYMERS PROBLEM SOLUTIONS Stress-Strain Behavior which is 15.1 From Figure 15.3, the elastic modulus is the slope in the elastic linear
Processing of Metal Powders
 Chapter 17 Processing of Metal Powders QUALITATIVE PROBLEMS 17.15 Why is there density variation in the compacting of powders? How is it reduced? The main reason for density variation in compacting of
Chapter 17 Processing of Metal Powders QUALITATIVE PROBLEMS 17.15 Why is there density variation in the compacting of powders? How is it reduced? The main reason for density variation in compacting of
Ultra High Molecular Weight Polyethylene (UHMWPE)
") Ultra High Molecular Weight Polyethylene (UHMWPE) Characteristics.... High impact strength Low coefficient of friction High abrasion resistance Chemical resistance injection blow extrusion UHMWPE H = 100~
Ultra High Molecular Weight Polyethylene (UHMWPE) Characteristics.... High impact strength Low coefficient of friction High abrasion resistance Chemical resistance injection blow extrusion UHMWPE H = 100~
Three Major Factors That Affect Screw Life
 Three Major Factors That Affect Screw Life Greg Quinn VP Sales - Plastics & Rubber Industries Extreme Coatings GregQ@ExtremeCoatings.net 888-367-2569 Your Presenter Today Greg Quinn Started with Extreme
Three Major Factors That Affect Screw Life Greg Quinn VP Sales - Plastics & Rubber Industries Extreme Coatings GregQ@ExtremeCoatings.net 888-367-2569 Your Presenter Today Greg Quinn Started with Extreme
FORMLABS WHITE PAPER: A Guide to Post-Curing Formlabs Resins. March 2018 formlabs.com
 FORMLABS WHITE PAPER: A Guide to Post-Curing Formlabs Resins March 218 formlabs.com Table of Contents Abstract 3 Methodology 4 Introduction 5 Recommended Cure Settings: Clear. 6 Recommended Cure Settings:
FORMLABS WHITE PAPER: A Guide to Post-Curing Formlabs Resins March 218 formlabs.com Table of Contents Abstract 3 Methodology 4 Introduction 5 Recommended Cure Settings: Clear. 6 Recommended Cure Settings:
A Review on Cooling System Design for Performance Enhancement of Injection Molding Machine
 A Review on Cooling System Design for Performance Enhancement of Injection Molding Machine Rupali P. Patil M.E (Machine Design), SST s College of Engg., Jalgaon Navneet K. Patil Asso. Professor, Department
A Review on Cooling System Design for Performance Enhancement of Injection Molding Machine Rupali P. Patil M.E (Machine Design), SST s College of Engg., Jalgaon Navneet K. Patil Asso. Professor, Department
TECHNICAL DATA SHEET GRILON TSG-30/4 V0
 TECHNICAL DATA SHEET GRILON TSG-30/4 V0 Product Description Grilon TSG-30/4 V0 is a heat stabilised, flameretardant, self-extinguishing engineering thermoplastic, reinforced with glass-fibre 30% (by weight)
TECHNICAL DATA SHEET GRILON TSG-30/4 V0 Product Description Grilon TSG-30/4 V0 is a heat stabilised, flameretardant, self-extinguishing engineering thermoplastic, reinforced with glass-fibre 30% (by weight)
INJECTION MOLDING WITH AN ADDITIVE MANUFACTURING TOOL
 INJECTION MOLDING WITH AN ADDITIVE MANUFACTURING TOOL Jake W. Nelson, James J. LaValle, Brian D. Kautzman, and Jeremy K. Dworshak, Steinwall, Minneapolis, MN Eric M. Johnson, Ph.D. John Deere Moline Tech
INJECTION MOLDING WITH AN ADDITIVE MANUFACTURING TOOL Jake W. Nelson, James J. LaValle, Brian D. Kautzman, and Jeremy K. Dworshak, Steinwall, Minneapolis, MN Eric M. Johnson, Ph.D. John Deere Moline Tech
Alex Savitski, Ph.D., Hardik Pathak, Leo Klinstein, Mike Luehr, Paul Golko, Kenneth Holt, Dukane Corporation. Abstract. Introduction.
 A Case for Round Energy Director * : Utilizing Advanced Control Capabilities of Servo-Driven Ultrasonic Welders in Evaluating Round Energy Director Performance. Alex Savitski, Ph.D., Hardik Pathak, Leo
A Case for Round Energy Director * : Utilizing Advanced Control Capabilities of Servo-Driven Ultrasonic Welders in Evaluating Round Energy Director Performance. Alex Savitski, Ph.D., Hardik Pathak, Leo
GREEN MACHINING OF P/M PARTS USING ENHANCED GREEN STRENGTH LUBRICATING SYSTEMS
 2001010399 GREEN MACHINING OF P/M PARTS USING ENHANCED GREEN STRENGTH LUBRICATING SYSTEMS Copyright 2001 Society of Automotive Engineer, Inc. L. Tremblay, F. Chagnon Quebec Metal Powders Ltd. Y. Thomas
2001010399 GREEN MACHINING OF P/M PARTS USING ENHANCED GREEN STRENGTH LUBRICATING SYSTEMS Copyright 2001 Society of Automotive Engineer, Inc. L. Tremblay, F. Chagnon Quebec Metal Powders Ltd. Y. Thomas
Aluminum bronzes & Copper Alloys. Alloys in Premium Quality, CNC Processing, Tailoring, Service
 Aluminum bronzes & Copper Alloys Alloys in Premium Quality, CNC Processing, Tailoring, Service the Specialist for Aluminum Bronzes and Copper Alloys Your specialization is in metal forming tools such as
Aluminum bronzes & Copper Alloys Alloys in Premium Quality, CNC Processing, Tailoring, Service the Specialist for Aluminum Bronzes and Copper Alloys Your specialization is in metal forming tools such as
Ultra High Molecular Weight Polyethylene (UHMWPE)
") Ultra High Molecular Weight Polyethylene (UHMWPE) UTEC is the trade name of the Ultra High Molecular Weight Polyethylene (UHMWPE) developed and produced by Braskem with its own catalyst and production
Ultra High Molecular Weight Polyethylene (UHMWPE) UTEC is the trade name of the Ultra High Molecular Weight Polyethylene (UHMWPE) developed and produced by Braskem with its own catalyst and production