COATING INSPECTION PRACTICES Prepared by: Don Holt VP Technical Sales-Wilko Paint, Inc.
|
|
|
- Chrystal Walker
- 6 years ago
- Views:
Transcription




1 COATING INSPECTION PRACTICES Prepared by: Don Holt VP Technical Sales-Wilko Paint, Inc. WILKO PAINT, INC. 1
2 It is estimated that 90% of all premature coating failures are caused either by inadequate/ improper surface preparation or improper application. 2
3 Have a coating specification on hand for the CM representative, Inspectors, Contractors etc. Review Expectations with all Parties prior to awarding bid and again prior to starting the project Inspect the quality of the work as it proceeds Use high quality, inspection instruments verified for accuracy 3
4 Not designed for the service environment Inadequate surface preparation (1 st ) Poor application techniques or conditions Improper Mixing of Materials Improper-Formulation (Uncommon) Improper Handling or Storage (i.e. Temp.) 4
5 Basic Inspection Check Points Pre-surface Preparation Inspection Surface Preparation Inspection Coating Mixing, Thinning and Application Inspection Final Visual Inspection Holiday/Pinhole Detection 5
6 MANY FACTORS AFFECT THE LIFE OF A COATING: 1. Residues or oil, grease, rust, and soil which can prevent adhesion or mechanical bonding of the paint to the surface 2. Residues of various chemical salts, which can induce corrosion. (osmotic blistering) 3. Mil Scale which is cathodic to the steel and attacks it. 6
7 4. Anchor Pattern, which may be so rough that peaks are formed which are impossible to adequately protect with paint, or which is not rough enough, possibly causing coating failure because of a loss of adhesion. 5. Sharp ridges, burrs, edges, or cuts from mechanical equipment, which prevents adequate film thickness of coatings over the irregularities. 6. Surface condensation which if painted over, may result in blistering or delamination failure 7. Old coating which may have poor adhesion, may be incompatible, or may be too deteriorated for recoating. 7

8 Pre-Surface Preparation Inspection 8



9 Surface Preparation Inspection Ensure Blasting Sand or Grit is dry and in its original packaging with no contaminates Have contractor blowdown the compressor downstream of the water and oil traps for 15 minutes minimum; to blow out condensed moisture. (ASTM-D 4285 Blotter Test) Check for oil or moisture by having contractor place clean white rag over the end of the hose and look for the presence of contamination. 9
 Verify SSPC/NACE Blast Profile. (SSPC 5/NACE 1 or SSPC 10/NACE 2 etc.")
 Inspect for exposed surface defects:")
10 Have the Contractor blast a Test Section. This is to set the level of expectation so all can see what is required. (6 x 6 area) Verify SSPC/NACE Blast Profile. (SSPC 5/NACE 1 or SSPC 10/NACE 2 etc. that was specified is what you have in the test area) Verify Surface Profile depth. (Anchor Pattern or Tooth in Mils 1/1000 th inch; usually 2-4 mils in the test area) Inspect for exposed surface defects: laminations, slivers, burrs, hackles etc. these may require grinding and reblasting 10
11 ABRASIVE BLAST STANDARDS 1. White Metal: NACE No. 1 / SSPC-SP-5 2. Near White Metal: NACE No. 2 / SSPC-SP Commercial: NACE No. 3 / SSPC-SP-6 4. Brush-Off: NACE No. 4 / SSPC-SP-7 11
12 NON-ABRASIVE BLAST STANDARDS 1. Solvent Cleaning: SSPC-SP-1 2. Hand Tool Cleaning: SSPC-SP Power Tool Cleaning: SSPC-SP-6 4. Power Tool Cleaning to Bare Metal: SSPC-SP-11 12
13 2.1 A White Metal Blast cleaned surface, when viewed without magnification, shall be free of all visible oil, grease, dust, dirt, mill scale, rust, coating, oxides, corrosion products, and other foreign matter. 2.2 No staining 2.3 Immediately prior to coating application, the surface shall be roughened to a degree suitable for the specified coating system. 2.5 In any dispute, the written standards shall take precedence over visual standards and comparators. 13

14 14

15 Near White Metal Blast SSPC-SP10 or NACE #2 Definition: In this method, all oil, grease, dirt, mill scale, rust, corrosion products, oxides, paint or other foreign matter have been completely removed from the surface by abrasive blasting, except for very light shadows, very slight streaks or slight discolorations caused by rust stain, mill scale oxides or slight, tight residues of paint or coating At least 95% of each square inch of surface area shall be free of all visible residues, and the remainder shall be limited to the light discolorations mentioned above. From a practical standpoint, this is probably the best quality surface preparation that can be expected to today for existing plant facility maintenance work 15


16 Commercial Blast SSPC-SP6 or NACE #3 Definition: All oil, grease, dirt, rust scale and foreign matter are completely removed from the surface and all rust, mill scale and old paint are completely removed by abrasive blasting except for slight shadows, streaks or discolorations caused by rust stain, mill scale oxides or slight, tight residues of paint or coating that remain If the surface is pitted, slight residue of rust or paint may be found in the bottom of pits; at least two-thirds of each square inch of surface area shall be free of all visible residues and the remainder shall be limited to the light residues mentioned above 16

17 Brush Off Blast SSPC-SP7 or NACE #4 Definition: A method in which all oil, grease, dirt, rust scale, loose mill scale, loose rust and loose paint or coatings are removed completely. Tight mill scale and tightlyadhered rust, paint and coatings are permitted to remain However all mill scale and rust must have been exposed to the abrasive blast pattern sufficiently to expose numerous flecks of the underlying metal fairly uniformly distributed over the entire surface Use Fine Mesh U.S. Sieve Series abrasive to produce mil 17




18 COATING INSPECTION AND TOOLS 18
 Method B (depth micrometer) Method C (replica")
19 Verifying Surface Profile Depth ASTM 4417 Method A (visual comparator) Method B (depth micrometer) Method C (replica tape) 19
20 Method A Visual Comparator Place the star shaped replica on the surface Place the illuminated lensed comparator over the center of the star Compare the prepared surface to the replicas and choose the one that most closely matches or average the measurement between the two specimens for a final measurement ( 2 to 3 = 2.5mils) 20


21 Method B Depth Micrometer Place the instrument on the surface Turn the instrument on for the digital model or read the dial for the analog model Not analog not recommended for field use. 21

22 Method C: Replica Tape Measuring Anchor Profile with Replica Tape: 22

23 How Replica Tape Works: 23
 area within the window.")
24 Apply the adhesive (sticky) side of the mylar on the prepared surface Gently rub the clear Mylar with the burnishing tool. Rub in all direction with the goal of getting a uniform darkened (grayish) area within the window. Measure the tape impression with the spring micrometer 24

25 Record the measurement on the Press-O-Film tape itself. Joint # and Date should be added in the margin with the Inspectors Initials. The film shall be attached to the daily log sheet. All other job data should be recorded on the Daily Inspection Log and maintained by the Applicator and Coating Inspector This daily log shall be part of the final data book. 25
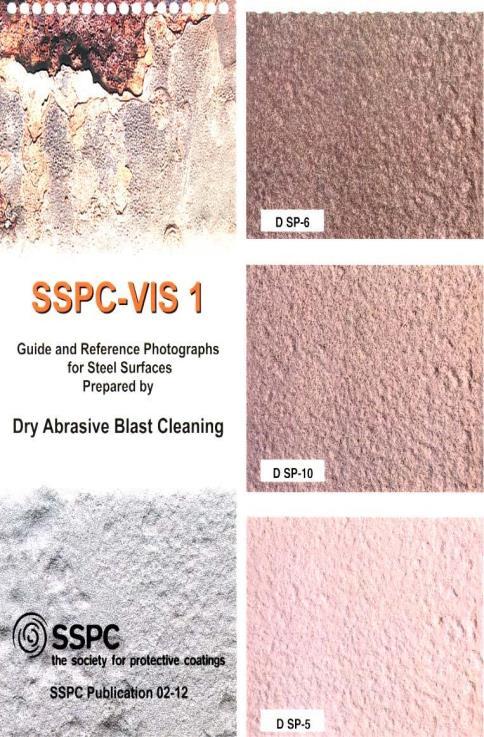
26 Verifying Surface Cleanliness: Dry Abrasive Blast Cleaning by use of SSPC VIS 1 Visual Guide Power & Hand Tool Cleaning by use of SSPC VIS 3 Visual Guide 26
 Measure and record the Air Temperature within 2 ft of the part")


27 Coating Inspector and Applicator - Verify Ambient Conditions: Measure & record the Surface Temperature of the substrate (object painted) Measure and record the Air Temperature within 2 ft of the part Measure and record the Relative Humidity within 2 ft of the part Measure and record the Dew Point Temperature within 2 ft of the part The Surface Temperature of the part must be 5º F greater than the Dew point Temperature or no painting can be performed. Shelf life Expiration Date: One year for most Epoxies (Check with Mfg.) Record the date, time, joint number, location, Etc. for the data book to protect all parties, 27
28 Environmental Conditions Affect the Coating: 1. Surface (substrate) temperature 2. Ambient conditions: 1. Temperature 2. Relative Humidity 3. Dew point 4. Wind Velocity 3. Airborne Contaminants (chemical fumes, welding fumes, exhaust fumes, salt spray, etc. 28



29 Skin or Surface Temperature Devices: Analog Contact Thermometers, Digital Contact Thermometers, Infrared Instruments. Some Disadvantages: Analog Dial Gages use a calibrated spring to determine temperature. Dirt, rust and other contaminates can foul the spring and provide erroneous measurements. The Digital units run on batteries which can and do fail at the most inopportune times. 29



30 Dew point measurements, Multi-Measurement Devices Analog Sling Psychrometers are fragile, require several steps to set up and require the use of charts and graphs. These only measure dew point Multipurpose Digital Instruments combine temperature, humidity, and dew point together. They display and record all data in one device 30
31 Whirling Hygrometer: is most often used in coating inspection. It is used to measure the ambient air temperature (dry bulb temp.) and wet bulb temperature as close to the work site (piece) as practical. This information is then used to calculate the dew point and relative humidity The weld bulb measures the latent heat loss of water evaporation from the wetted sock The faster the rate of evaporation the lower the humidity and dew point Dew point is the temperature at which water vapor will condense onto a surface 31

32 Dew point is very important, a film of moisture on the substrate or between coats can cause a lack of adhesion and premature coating failure. Final blast cleaning and coating application should not take place unless the surface temperature is a least 5ºF higher than the dew point. 32
33 DEBRIS: Dust, dirt oil, mud, sand and insects are debris CHEMICALLY ACTIVE CONTAMINANTS: Equipment Exhaust Fumes, Welding Fumes etc, if not removed prior to coating can affect the coating by reacting with the steel surface, or by forming deposits that cause a lack of intercoat adhesion 33
34 Coating Inspector and Applicator - Verify Coating Material Inventory: Condition of containers/storage: Damage? Storage: Are the coatings materials protected from the environment, are temps within Mfg. guidelines Number of components: 2 Part / 2 to 1 Ratio *Record Manufacturer, product no., color *Record Batch/Lot No. Shelf life Expiration Date: One year for most Epoxies Record this information for the data book to protect all parties 34







35 Verify Proper Mixing Procedures Component agitation (shear mixing blade) Is the mixing blade the one recommended by the Mfg? Is it clean? Excessive buildup can hinder proper mixing action. Blending components together Is the mixing blade deep in the container? Are mixing speeds on slow to prevent formation of air bubbles Have the sides of the container been scraped to insure all of the contents are blended. What is the recommended mixing time per Mfg. & are the contents uniform in color with no streaks? 35

36 Striping Purpose: The hardest areas to coat completely to provide corrosion resistance and prevent rust are on bolt threads, nuts, and in between flange facings on pipe and on valves. This pretreatment is mandatory to effectively coat these areas to prevent corrosion and rust staining. This pretreatment step will be conducted after the initial surface preparation (abrasive blasting) is completed and prior to applying selected coating system. Inside of flange facings should be completely dry prior to pre-treatment application. The dry film thickness of the stripe coat will range from.05 mils to 1.5 mils. The primary purpose of the stripe coat (coating thinned 40%) is to assure that all of the hard to reach areas are adequately exposed to the rust inhibiting properties of the primer to eliminate corrosion. The primary consideration of this stripe coat is coating coverage of these hard to reach surfaces, and not milage (film build)! It is mandatory to allow the solvents in this stripe coat to adequately evaporate (completely flash off) prior to topcoating with prime coat! 36




37 Wet Film Gages ASTM D




38 Dry Film Thickness Gages: Type 1-Magnetic Pull off Gage Analog Banana Gages are simple to use in the field. Type 2 Digital Eddy Current Instruments Simple to use. Battery operated. Most store data in the device ASTM D Practice for Nondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied to Ferrous Metals and Nonmagnetic, Nonconductive Coatings Applied to Nonferrous Metals 38
")

39 Dry Film Thickness Calibration Stds. The NIST Stds. are certified to ± 5% of the true thickness (Left) Proprietary Plastic Shims can be used in accordance with ASTM D-2286, SSPC-PA2, ASTM D-1400 and ASTM D (Right) 39
40 Holiday / Pinhole Detection High Voltage (spark testing) Non-conductive coatings (> 20 mils) applied to conductive substrates, volts/mil Obtain coating manufacturers recommended voltage Reference : NACE Standard RP Discontinuity (Holiday)Testing of New Protective Coatings on Conductive Substrates NACE SP Holiday Detection of FBE External Pipeline Coatings NACE RP0274 High Voltage Electrical Inspection 40
41 Final Visual Inspection Critical last steps Perform visual and holiday inspection simultaneously if possible with applicator. Make all repairs in accordance with Specification No paint stick repairs. Two part epoxies or inner tape wrap followed by a water activated fiberglass wrap or two part epoxy followed by an H2O activated outerwrap are acceptable alternatives. Re-Inspected the all repaired areas. Fill in ditch after inspecting for handling damage. 41
DURASHIELD JARS APPLICATION SPECIFICATION SHEET FIELD-APPLIED JOINT & REPAIR SYSTEM (JARS) EFFECTIVE: 6/2/15
 EFFECTIVE: 6/2/15") DURASHIELD 310-61 JARS FIELD-APPLIED JOINT & REPAIR SYSTEM (JARS) I. Scope A. This specification defines application requirements of DuraShield 310-61 Joint and Repair System (JARS) plural-component 100%
DURASHIELD 310-61 JARS FIELD-APPLIED JOINT & REPAIR SYSTEM (JARS) I. Scope A. This specification defines application requirements of DuraShield 310-61 Joint and Repair System (JARS) plural-component 100%
DURASHIELD 210 &
 DURASHIELD 210 & 210-61 I. Scope A. This specification defines application requirements of DuraShield 210 & DuraShield 210-61 plural-component 100% solids, 2:1 volumetric mix ratio polyurethane to steel
DURASHIELD 210 & 210-61 I. Scope A. This specification defines application requirements of DuraShield 210 & DuraShield 210-61 plural-component 100% solids, 2:1 volumetric mix ratio polyurethane to steel
APPLICATION SPECIFICATION SHEET GENERAL INDUSTRIAL EFFECTIVE: 01/09/12
 I. Scope A. This specification defines application requirements of SpectraGarde NSF-61 plural-component 100% solids, 3:1 volumetric mix ratio polyurethane to concrete, ferrous and non-ferrous substrates
I. Scope A. This specification defines application requirements of SpectraGarde NSF-61 plural-component 100% solids, 3:1 volumetric mix ratio polyurethane to concrete, ferrous and non-ferrous substrates
DURASHIELD 210 &
 DURASHIELD 210 & 210-61 I. Scope A. This specification defines application requirements of DuraShield 210 & DuraShield 210-61 plural-component 100% solids, 2:1 volumetric mix ratio polyurethane to steel
DURASHIELD 210 & 210-61 I. Scope A. This specification defines application requirements of DuraShield 210 & DuraShield 210-61 plural-component 100% solids, 2:1 volumetric mix ratio polyurethane to steel
DURASHIELD 110 &
 DURASHIELD 110 & 110-61 EFFECTIVE: 3/01/19 I. Scope A. This specification defines application requirements of DuraShield 110/110-61 plural-component, 100% solids, 1:1 volumetric mix ratio polyurethane
DURASHIELD 110 & 110-61 EFFECTIVE: 3/01/19 I. Scope A. This specification defines application requirements of DuraShield 110/110-61 plural-component, 100% solids, 1:1 volumetric mix ratio polyurethane
Joint Surface Preparation Standard. NACE No. 3/SSPC-SP 6 Commercial Blast Cleaning
 Item No. 21067 Joint Surface Preparation Standard NACE No. 3/SSPC-SP 6 Commercial Blast Cleaning This NACE International (NACE)/SSPC: The Society for Protective Coatings standard represents a consensus
Item No. 21067 Joint Surface Preparation Standard NACE No. 3/SSPC-SP 6 Commercial Blast Cleaning This NACE International (NACE)/SSPC: The Society for Protective Coatings standard represents a consensus
SSPC: The Society for Protective Coatings. Commercial Blast Cleaning
 SSPC: The Society for Protective Coatings Joint Surface Preparation Standard SSPC-SP 6/NACE No. 3 Commercial Blast Cleaning This The Society for Protective Coatings (SSPC)/NACE International (NACE) standard
SSPC: The Society for Protective Coatings Joint Surface Preparation Standard SSPC-SP 6/NACE No. 3 Commercial Blast Cleaning This The Society for Protective Coatings (SSPC)/NACE International (NACE) standard
Quality Control Instrumentation for Paint and Coating Installations. William Corbett, KTA-Tator, Inc.
 Quality Control Instrumentation for Paint and Coating Installations William Corbett, KTA-Tator, Inc. Quality Control Instrumentation for Paint and Coating Installations Learning Outcomes Identify organizations
Quality Control Instrumentation for Paint and Coating Installations William Corbett, KTA-Tator, Inc. Quality Control Instrumentation for Paint and Coating Installations Learning Outcomes Identify organizations
SSPC: The Society for Protective Coatings. White Metal Blast Cleaning
 SSPC: The Society for Protective Coatings Joint Surface Preparation Standard SSPC-SP 5/NACE No. 1 White Metal Blast Cleaning This The Society for Protective Coatings (SSPC)/NACE International (NACE) standard
SSPC: The Society for Protective Coatings Joint Surface Preparation Standard SSPC-SP 5/NACE No. 1 White Metal Blast Cleaning This The Society for Protective Coatings (SSPC)/NACE International (NACE) standard
SSPC: The Society for Protective Coatings. Brush-Off Blast Cleaning
 SSPC: The Society for Protective Coatings Joint Surface Preparation Standard SSPC-SP 7/NACE No. 4 Brush-Off Blast Cleaning This The Society for Protective Coatings (SSPC)/NACE International (NACE) standard
SSPC: The Society for Protective Coatings Joint Surface Preparation Standard SSPC-SP 7/NACE No. 4 Brush-Off Blast Cleaning This The Society for Protective Coatings (SSPC)/NACE International (NACE) standard
DURASHIELD 310 &
 DURASHIELD 310 & 310-61 I. Scope A. This specification defines application requirements of DuraShield 310 & DuraShield 310-61 plural-component 100% solids, 3:1 volumetric mix ratio polyurethane to concrete,
DURASHIELD 310 & 310-61 I. Scope A. This specification defines application requirements of DuraShield 310 & DuraShield 310-61 plural-component 100% solids, 3:1 volumetric mix ratio polyurethane to concrete,
Nap-Gard Plant Application - Nap-Gard Gold Dual Powder System on Line Pipe Revised: 17 September 2013
 Nap-Gard 7-2504 Plant Application - Nap-Gard Gold Dual Powder System on Line Pipe Revised: 17 September 2013 1.0 SYSTEM: NAP-GARD GOLD DUAL POWDER 7-2504 2.0 GENERAL 2.1 The following definitions are used
Nap-Gard 7-2504 Plant Application - Nap-Gard Gold Dual Powder System on Line Pipe Revised: 17 September 2013 1.0 SYSTEM: NAP-GARD GOLD DUAL POWDER 7-2504 2.0 GENERAL 2.1 The following definitions are used
QUALITY CONTROL OF SURFACE PREPARATION AND COATING INSTALLATION ON PIPELINE GIRTH WELDS
 PAINT SQUARE WEBINAR QUALITY CONTROL OF SURFACE PREPARATION AND COATING INSTALLATION ON PIPELINE GIRTH WELDS BUD SENKOWSKI, P.E., PCS SENIOR CONSULTANT KTA-TATOR, INC. 1 WEBINAR CONTENT Purpose of girth
PAINT SQUARE WEBINAR QUALITY CONTROL OF SURFACE PREPARATION AND COATING INSTALLATION ON PIPELINE GIRTH WELDS BUD SENKOWSKI, P.E., PCS SENIOR CONSULTANT KTA-TATOR, INC. 1 WEBINAR CONTENT Purpose of girth
ITW- American Safety Technologies
 ITW- American Safety Technologies Application Specification Specification No AST5162008-400G LSA May 16, 2008 NON-SKID COATING SYSTEM MS-7CZ Primer - MS-400G LSA Non-skid MS-200 Color Topping Applied to
ITW- American Safety Technologies Application Specification Specification No AST5162008-400G LSA May 16, 2008 NON-SKID COATING SYSTEM MS-7CZ Primer - MS-400G LSA Non-skid MS-200 Color Topping Applied to
SSPC/NACE Standards F
 F SSPC/NACE Standards This page intentionally left blank. This page intentionally left blank. SSPC: The Society for Protective Coatings SSPC-SP 1 November 1, 1982 Editorial Revisions November 1, 2004 SURFACE
F SSPC/NACE Standards This page intentionally left blank. This page intentionally left blank. SSPC: The Society for Protective Coatings SSPC-SP 1 November 1, 1982 Editorial Revisions November 1, 2004 SURFACE
FIELD JOINT COATING AND REPAIRS PROCEDURE. Table of Contents. Section 1. Introduction Purpose and Limitations. Section 2. Terms and Definitions
 FIELD JOINT COATING AND REPAIRS PROCEDURE Table of Contents Section 1. Introduction Purpose and Limitations Section 2. Terms and Definitions Section 3 Procedure Section 4. Coating Material Handling & Storage
FIELD JOINT COATING AND REPAIRS PROCEDURE Table of Contents Section 1. Introduction Purpose and Limitations Section 2. Terms and Definitions Section 3 Procedure Section 4. Coating Material Handling & Storage
Elastocoat Protective Coatings APPLICATION GUIDE
 Elastocoat Protective Coatings DESCRIPTION Elastocoat polyurea and polyurethane coatings are two-component, 100% solids elastomer systems. The coatings systems are designed for processing through plural
Elastocoat Protective Coatings DESCRIPTION Elastocoat polyurea and polyurethane coatings are two-component, 100% solids elastomer systems. The coatings systems are designed for processing through plural
Rust-Oleum Industrial Brands Specification
 Rust-Oleum Industrial Brands Specification Coating Specification for Rust-Oleum Virtual Solutions Coating Solution 23 A solvent based coating system High Performance 4315 High Heat Aluminum For service
Rust-Oleum Industrial Brands Specification Coating Specification for Rust-Oleum Virtual Solutions Coating Solution 23 A solvent based coating system High Performance 4315 High Heat Aluminum For service
REAFFIRMATION WITH EDITORIAL REVISION November Process Industry Practices Coatings. PIP CTSU1000 Application of Underground Coatings
 REAFFIRMATION WITH EDITORIAL REVISION November 2010 Process Industry Practices Coatings PIP Application of Underground Coatings PURPOSE AND USE OF PROCESS INDUSTRY PRACTICES In an effort to minimize the
REAFFIRMATION WITH EDITORIAL REVISION November 2010 Process Industry Practices Coatings PIP Application of Underground Coatings PURPOSE AND USE OF PROCESS INDUSTRY PRACTICES In an effort to minimize the
PPI NBR: H (REV 01) DATE: September 02, 2005
 DATE: September 02, 2005") PPI NBR: 60-00H (REV 0) DATE: September 0, 00 PRESERVATION PROCESS INSTRUCTION (PPI) for MCM and MHC Class Propeller and Metallic Underwater Hull Appendages to be used in conjunction with CORE PPI 60-000
PPI NBR: 60-00H (REV 0) DATE: September 0, 00 PRESERVATION PROCESS INSTRUCTION (PPI) for MCM and MHC Class Propeller and Metallic Underwater Hull Appendages to be used in conjunction with CORE PPI 60-000
Application Guidelines
 Application Guidelines 1.0 SCOPE This document contains general instructions and recommended practices for the application of the SERVIWRAP cold applied tape coating system. The various coating grades
Application Guidelines 1.0 SCOPE This document contains general instructions and recommended practices for the application of the SERVIWRAP cold applied tape coating system. The various coating grades
Specification for Field Joint Coatings for Casing Pipes 1 of 12
 Specification for Field Joint Coatings for Casing Pipes Specification for Field Joint Coatings for Casing Pipes 1 of 12 TABLE OF CONTENTS 1. SCOPE...3 2. DEFINITIONS...3 3. REFERENCES, CODES AND STANDARDS...3
Specification for Field Joint Coatings for Casing Pipes Specification for Field Joint Coatings for Casing Pipes 1 of 12 TABLE OF CONTENTS 1. SCOPE...3 2. DEFINITIONS...3 3. REFERENCES, CODES AND STANDARDS...3
3M Scotchkote Liquid Epoxy Coating 323+
 Product Description 3M TM Scotchkote TM Liquid Epoxy Coating 323+ is a two part liquid epoxy coating designed to protect steel pipe and other metal surfaces from corrosion. 3M TM Scotchkote TM Liquid Epoxy
Product Description 3M TM Scotchkote TM Liquid Epoxy Coating 323+ is a two part liquid epoxy coating designed to protect steel pipe and other metal surfaces from corrosion. 3M TM Scotchkote TM Liquid Epoxy
IMTECH ADHESIVE SYSTEMS
 IMTECH STR-2100 IMTECH STR-2100 is a two-part chloroprene rubber adhesive system, specially formulated to provide outstanding performance characteristics when used in the following applications: Rubber
IMTECH STR-2100 IMTECH STR-2100 is a two-part chloroprene rubber adhesive system, specially formulated to provide outstanding performance characteristics when used in the following applications: Rubber
Section Page 2 Specification No. PG F
 The contractor shall also be required to spot prime and apply a full intermediate and top coat to the outside surfaces and all related steel appurtenances of the tank as directed by this specification.
The contractor shall also be required to spot prime and apply a full intermediate and top coat to the outside surfaces and all related steel appurtenances of the tank as directed by this specification.
A. The CONTRACTOR shall provide pipe coating, complete and in place, in accordance with the Contract Documents.
 POLYURETHANE COATING ON STEEL PIPE PART 1 -- GENERAL 1.1 THE REQUIREMENT A. The CONTRACTOR shall provide pipe coating, complete and in place, in accordance with the Contract Documents. 1.2 REFERENCE SPECIFICATIONS,
POLYURETHANE COATING ON STEEL PIPE PART 1 -- GENERAL 1.1 THE REQUIREMENT A. The CONTRACTOR shall provide pipe coating, complete and in place, in accordance with the Contract Documents. 1.2 REFERENCE SPECIFICATIONS,
Application Procedures for Uncured Rubber Linings on Pipe
 Application Procedures for Uncured Rubber Linings on Pipe INDEX 1.0 GENERAL 2.0 SURFACE INSTRUCTIONS 3.0 CEMENTING INSTRUCTIONS 4.0 APPLICATION OF RUBBER LINING 5.0 CURING OF LINING 6.0 INSPECTION AFTER
Application Procedures for Uncured Rubber Linings on Pipe INDEX 1.0 GENERAL 2.0 SURFACE INSTRUCTIONS 3.0 CEMENTING INSTRUCTIONS 4.0 APPLICATION OF RUBBER LINING 5.0 CURING OF LINING 6.0 INSPECTION AFTER
Application Procedures for RubberSource Precured Rubber Linings on Vessels
 Application Procedures for RubberSource Precured Rubber Linings on Vessels INDEX 1.0 GENERAL 2.0 SURFACE INSTRUCTIONS 3.0 CEMENTING INSTRUCTIONS 4.0 APPLICATION OF RUBBER LINING 5.0 INSPECTION 6.0 REPAIRS
Application Procedures for RubberSource Precured Rubber Linings on Vessels INDEX 1.0 GENERAL 2.0 SURFACE INSTRUCTIONS 3.0 CEMENTING INSTRUCTIONS 4.0 APPLICATION OF RUBBER LINING 5.0 INSPECTION 6.0 REPAIRS
POLYURETHANE COATINGS ON STEEL OR DUCTILE IRON PIPE
 Section 02527 PART 1 G E N E R A L 1.01 SECTION INCLUDES A. Two-component polyurethane coating system for use as external coating for steel or ductile iron pipe. 1.02 MEASUREMENT AND PAYMENT A. Unit Prices.
Section 02527 PART 1 G E N E R A L 1.01 SECTION INCLUDES A. Two-component polyurethane coating system for use as external coating for steel or ductile iron pipe. 1.02 MEASUREMENT AND PAYMENT A. Unit Prices.
NAPCA Bulletin
 NAPCA Bulletin 13-79-94 EXTERNAL APPLICATION PROCEDURES FOR COAL TAR EPOXY PROTECTIVE COATINGS TO STEEL PIPE 1. General a. These specifications may be used in whole or in part by anyone without prejudice,
NAPCA Bulletin 13-79-94 EXTERNAL APPLICATION PROCEDURES FOR COAL TAR EPOXY PROTECTIVE COATINGS TO STEEL PIPE 1. General a. These specifications may be used in whole or in part by anyone without prejudice,
STEEL SURFACE PREPARATION
 Technical Note STEEL SURFACE PREPARATION (For purposes of this Technote, painting and coating are interchangeable. Also, this Technote deals with carbon steel, stainless steel, and other ferrous metals
Technical Note STEEL SURFACE PREPARATION (For purposes of this Technote, painting and coating are interchangeable. Also, this Technote deals with carbon steel, stainless steel, and other ferrous metals
Application Guidelines
 Application Guidelines 1.0 SCOPE This document contains general instructions and recommended practices for the application of the SERVIWRAP cold applied tape coating system. The various coating grades
Application Guidelines 1.0 SCOPE This document contains general instructions and recommended practices for the application of the SERVIWRAP cold applied tape coating system. The various coating grades
Application Guide HI-TEMP 1027 APPLICATION GUIDE. Number: AG-3001 Revision: Page 1 of Introduction. 2. Where to apply Hi-Temp 1027
 Page 1 of 7 This document provides information and details for the use and application of Hi-Temp 1027. It is designed to supplement the Hi-Temp 1027 Product Data sheet (PDS) and MSDS, not to replace them.
Page 1 of 7 This document provides information and details for the use and application of Hi-Temp 1027. It is designed to supplement the Hi-Temp 1027 Product Data sheet (PDS) and MSDS, not to replace them.
Part 1 of this column on surface
 Basic Training istockphoto.com/brozova Surfaces, Standards and Semantics: A Close Look at Surface Cleaning Standards By Rob Francis, R A Francis Consulting Services Pty Ltd Hand- and Power-Tool Cleaning
Basic Training istockphoto.com/brozova Surfaces, Standards and Semantics: A Close Look at Surface Cleaning Standards By Rob Francis, R A Francis Consulting Services Pty Ltd Hand- and Power-Tool Cleaning
Section 716. SHOP CLEANING AND COATING STRUCTURAL STEEL
 716.01 Section 716. SHOP CLEANING AND COATING STRUCTURAL STEEL 716.01. Description. This work consists of shop cleaning and applying a complete coating system on new structural steel as a part of fabricating
716.01 Section 716. SHOP CLEANING AND COATING STRUCTURAL STEEL 716.01. Description. This work consists of shop cleaning and applying a complete coating system on new structural steel as a part of fabricating
More than Just Paint TEXAS PUBLIC WORKS ASSOCIATION AUSTIN, TEXAS
 More than Just Paint TEXAS PUBLIC WORKS ASSOCIATION AUSTIN, TEXAS Charles Kucherka, P.E. June 25, 2015 Tank Rehabilitation Pre Design 30% Submittal 90% Submittal Bid and Construction Phases Pre Design
More than Just Paint TEXAS PUBLIC WORKS ASSOCIATION AUSTIN, TEXAS Charles Kucherka, P.E. June 25, 2015 Tank Rehabilitation Pre Design 30% Submittal 90% Submittal Bid and Construction Phases Pre Design
Prepared By: Engineering Staff Approved By: Jerome T. Schmitz
 MS C-17 Section No: Page No.: 1 of 16 1. SCOPE This specification defines the minimum requirements for materials, application and inspection for Powercrete and Powercrete R60 epoxy-based polymer concrete
MS C-17 Section No: Page No.: 1 of 16 1. SCOPE This specification defines the minimum requirements for materials, application and inspection for Powercrete and Powercrete R60 epoxy-based polymer concrete
QUALITY ASSURANCE MANUAL FOR APPLICATORS OF ELASTOMERIC SHEET LININGS
 QUALITY ASSURANCE MANUAL FOR APPLICATORS OF ELASTOMERIC SHEET LININGS 1.0 Purpose To establish a recommended quality assurance program for applicators of elastomeric sheet linings. 2.0 Scope This bulletin
QUALITY ASSURANCE MANUAL FOR APPLICATORS OF ELASTOMERIC SHEET LININGS 1.0 Purpose To establish a recommended quality assurance program for applicators of elastomeric sheet linings. 2.0 Scope This bulletin
Specification for Fusion Bond Epoxy Coating
 Specification for Fusion Bond Epoxy Coating Specification for Fusion Bond Epoxy Coating 1 of 8 TABLE OF CONTENTS 1.0 SCOPE...3 2.0 REFERENCE DOCUMENTS...3 3.0 MATERIALS...3 4.0 EQUIPMENT AND LABOR...2
Specification for Fusion Bond Epoxy Coating Specification for Fusion Bond Epoxy Coating 1 of 8 TABLE OF CONTENTS 1.0 SCOPE...3 2.0 REFERENCE DOCUMENTS...3 3.0 MATERIALS...3 4.0 EQUIPMENT AND LABOR...2
COATING SPECIFICATION HIGH BUILD CERAMIC FILLED EPOXY COATING ON NEW AND EXISTING PUMPS COATING SPECIFICATION: F3 ISSUE: 1 DATE: 12 DECEMBER 2012
 1.0 SCOPE This document summarises the procedure for the application of using 2 pack High Build Ceramic Filled Epoxy coating. Refer Design Standard, DS 95 (Standard for the Selection, Preparation, Application,
1.0 SCOPE This document summarises the procedure for the application of using 2 pack High Build Ceramic Filled Epoxy coating. Refer Design Standard, DS 95 (Standard for the Selection, Preparation, Application,
ADDENDUM TO THE CONTRACT. for the. East Valley Reservoir Exterior and Lemon Creek Reservoir Interior Repainting. Contract No.
 ADDENDUM TO THE CONTRACT for the ENGINEERING DEPARTMENT East Valley Reservoir Exterior and Lemon Creek Reservoir Interior Repainting Contract No. E12-210 ADDENDUM NO.: ONE CURRENT DEADLINE FOR BIDS: May
ADDENDUM TO THE CONTRACT for the ENGINEERING DEPARTMENT East Valley Reservoir Exterior and Lemon Creek Reservoir Interior Repainting Contract No. E12-210 ADDENDUM NO.: ONE CURRENT DEADLINE FOR BIDS: May
Protective Industrial Polymers - USA Manufacturer s Specification February 11, 2015
 This specification covers InhibiChem SR-GF-L Enhanced Chemical and Solvent-Resistant Glass-Flake Reinforced Steel Tank Lining System. This system consists of a vinyl ester primer, and two troweled coats
This specification covers InhibiChem SR-GF-L Enhanced Chemical and Solvent-Resistant Glass-Flake Reinforced Steel Tank Lining System. This system consists of a vinyl ester primer, and two troweled coats
SECTION High Performance Coatings Field Applied Acrylic Urethanes (Solid Color, Pearl and Metallic Finishes)
") - 1 - SECTION 099600 High Performance Coatings Field Applied Acrylic Urethanes (Solid Color, Pearl and Metallic Finishes) PART 1 GENERAL 1.1 SECTION INCLUDES A. Systems for field applied acrylic urethane
- 1 - SECTION 099600 High Performance Coatings Field Applied Acrylic Urethanes (Solid Color, Pearl and Metallic Finishes) PART 1 GENERAL 1.1 SECTION INCLUDES A. Systems for field applied acrylic urethane
Food Service FDA Title 21 CFR
 1.0 Scope 1.1 This recommendation covers the requirements for the surface preparation, application of primers and finish coats of resin linings to the interior surfaces of carbon/stainless steel vessels.
1.0 Scope 1.1 This recommendation covers the requirements for the surface preparation, application of primers and finish coats of resin linings to the interior surfaces of carbon/stainless steel vessels.
PROLINE MID-TEMPERATURE VINYL ESTER LINING INSTALLATION GUIDE ProLine 4865T with optional 4822S Gel Coat Food Service FDA Title 21 CFR 175.
 1.0 Scope 1.1 This recommendation covers the requirements for the surface preparation, application of primers and finish coats of resin linings to the interior surfaces of carbon/stainless steel vessels.
1.0 Scope 1.1 This recommendation covers the requirements for the surface preparation, application of primers and finish coats of resin linings to the interior surfaces of carbon/stainless steel vessels.
SECTION POLYETHYLENE TAPE WRAPPING FOR PIPE
 PART 1 -- GENERAL 1.1 THE SUMMARY SECTION 09 96 12 - A. The CONTRACTOR shall provide a prefabricated, cold-applied, multilayer polyethylene tape coating system on pipe, complete and in place, in accordance
PART 1 -- GENERAL 1.1 THE SUMMARY SECTION 09 96 12 - A. The CONTRACTOR shall provide a prefabricated, cold-applied, multilayer polyethylene tape coating system on pipe, complete and in place, in accordance
Measured in accordance with ASTM D 2697.
 SELECTION & SPECIFICATION DATA Generic Type Description Features Color Finish Primer Service Temperature Solvent Based Inorganic Zinc Ultra-low VOC member of the Carbozinc family with extraordinary corrosion
SELECTION & SPECIFICATION DATA Generic Type Description Features Color Finish Primer Service Temperature Solvent Based Inorganic Zinc Ultra-low VOC member of the Carbozinc family with extraordinary corrosion
Measured in accordance with ASTM D 2697.
 SELECTION & SPECIFICATION DATA Generic Type Description Features Color Finish Primer Service Temperature Solvent Based Inorganic Zinc Ultra-low VOC member of the Carbozinc family with extraordinary corrosion
SELECTION & SPECIFICATION DATA Generic Type Description Features Color Finish Primer Service Temperature Solvent Based Inorganic Zinc Ultra-low VOC member of the Carbozinc family with extraordinary corrosion
Surfaces, Standards and Semantics: A Close Look at Visual Surface Cleaning Standards
 Basic Training Surfaces, Standards and Semantics: A Close Look at Visual Surface Cleaning Standards By Rob Francis, R A Francis Consulting Services Pty Ltd Poor surface preparation is often considered
Basic Training Surfaces, Standards and Semantics: A Close Look at Visual Surface Cleaning Standards By Rob Francis, R A Francis Consulting Services Pty Ltd Poor surface preparation is often considered
TNEMEC ELEVATED TEMERATURE VINYL ESTER LINING INSTALLATION GUIDE ProPolymer Series 1402, 1422 and 1432 Direct Food Contact FDA Title 21 CFR 175.
 1.0 Scope 1.1 This recommendation covers the requirements for the surface preparation and the application of primers and finish coat linings for the interior surfaces of carbon/stainless steel vessels
1.0 Scope 1.1 This recommendation covers the requirements for the surface preparation and the application of primers and finish coat linings for the interior surfaces of carbon/stainless steel vessels
1.04 REFERENCES STANDARDS.1 For reference standards tests & results refer to Manufactures Product Data Sheets
 This specification covers InhibiChem CR-GF-L Chemical-Resistant Glass Flake-Reinforced Steel Tank Lining System. This system consists of a vinyl ester primer, and two troweled coats of glass flake filled
This specification covers InhibiChem CR-GF-L Chemical-Resistant Glass Flake-Reinforced Steel Tank Lining System. This system consists of a vinyl ester primer, and two troweled coats of glass flake filled
PERFORMANCE OF COATINGS OVER WATERJETTED SURFACES J. PETER AULT, P.E. ELZLY TECHNOLOGY CORPORATION
 PERFORMANCE OF COATINGS OVER WATERJETTED SURFACES J. PETER AULT, P.E. ELZLY TECHNOLOGY CORPORATION LEARNING OBJECTIVES THIS WEBINAR WILL EXPLORE ISSUES ASSOCIATED WITH WATERJETTING SURFACE PREPARATION
PERFORMANCE OF COATINGS OVER WATERJETTED SURFACES J. PETER AULT, P.E. ELZLY TECHNOLOGY CORPORATION LEARNING OBJECTIVES THIS WEBINAR WILL EXPLORE ISSUES ASSOCIATED WITH WATERJETTING SURFACE PREPARATION
Rust-Oleum Industrial Brands Specification
 Rust-Oleum Industrial Brands Specification Coating Specification for Rust-Oleum Virtual Solutions Coating Solution 2 A solvent based coating system High Performance 9100/9800 System DTM Epoxy Mastic/DTM
Rust-Oleum Industrial Brands Specification Coating Specification for Rust-Oleum Virtual Solutions Coating Solution 2 A solvent based coating system High Performance 9100/9800 System DTM Epoxy Mastic/DTM
Rust-Oleum Industrial Brands Specification
 Rust-Oleum Industrial Brands Specification Coating Specification for Rust-Oleum Virtual Solutions Coating Solution 44 A solvent based coating system High Performance 7400 System 450 VOC DTM Alkyd Enamel
Rust-Oleum Industrial Brands Specification Coating Specification for Rust-Oleum Virtual Solutions Coating Solution 44 A solvent based coating system High Performance 7400 System 450 VOC DTM Alkyd Enamel
Carboguard 890 PRODUCT DATA SHEET SELECTION & SPECIFICATION DATA. Generic Type. Cycloaliphatic Amine Epoxy
 SELECTION & SPECIFICATION DATA Generic Type Description Features Color Finish Primer Cycloaliphatic Amine Epoxy Highly chemical resistant epoxy mastic coating with exceptionally versatile uses in all industrial
SELECTION & SPECIFICATION DATA Generic Type Description Features Color Finish Primer Cycloaliphatic Amine Epoxy Highly chemical resistant epoxy mastic coating with exceptionally versatile uses in all industrial
COATING SPECIFICATION HIGH BUILD EPOXY COATING ON BUTTERFLY VALVES COATING SPECIFICATION: D2 ISSUE: 2 DATE: FEBRUARY 2016
 1.0 SCOPE This document summarises the procedure for the application of a 2 pack High Build Epoxy Coating, with > 80% volume solids, on steel or ductile iron butterfly valves. Refer Design Standard, DS
1.0 SCOPE This document summarises the procedure for the application of a 2 pack High Build Epoxy Coating, with > 80% volume solids, on steel or ductile iron butterfly valves. Refer Design Standard, DS
COATING NEW STRUCTURAL STEEL SIGN SUPPORT STRUCTURES - Item No. Special Provision No. 911S09 November 2006
 COATING NEW STRUCTURAL STEEL SIGN SUPPORT STRUCTURES - Item No. Special Provision No. 911S09 November 2006 Amendment to OPSS 911, November 2004 for hot dip galvanizing and subsequent painting, where required,
COATING NEW STRUCTURAL STEEL SIGN SUPPORT STRUCTURES - Item No. Special Provision No. 911S09 November 2006 Amendment to OPSS 911, November 2004 for hot dip galvanizing and subsequent painting, where required,
GENERAL CEMENTING INSTRUCTIONS
 Page: 9-1 GENERAL CEMENTING INSTRUCTIONS 1. SURFACE PREPARATION a) Surfaces shall be inspected prior to the start of surface preparation to assure that they are dry and that visible deposits of oil and
Page: 9-1 GENERAL CEMENTING INSTRUCTIONS 1. SURFACE PREPARATION a) Surfaces shall be inspected prior to the start of surface preparation to assure that they are dry and that visible deposits of oil and
TECHNICAL REQUIREMENTS AND SPECIFICATIONS. PROTECTIVE COATING OF STEEL (As Provided by Raven Lining Systems) FOREWORD
 FOREWORD") TECHNICAL REQUIREMENTS AND SPECIFICATIONS PROTECTIVE COATING OF STEEL (As Provided by Raven Lining Systems) FOREWORD This specification covers work, materials and equipment required for protecting and/or
TECHNICAL REQUIREMENTS AND SPECIFICATIONS PROTECTIVE COATING OF STEEL (As Provided by Raven Lining Systems) FOREWORD This specification covers work, materials and equipment required for protecting and/or
Rust-Oleum Industrial Brands Specification
 Rust-Oleum Industrial Brands Specification Coating Specification for Rust-Oleum Virtual Solutions Coating Solution 65 A solvent based coating system High Performance 9100 System 100 VOC DTM Epoxy Mastic
Rust-Oleum Industrial Brands Specification Coating Specification for Rust-Oleum Virtual Solutions Coating Solution 65 A solvent based coating system High Performance 9100 System 100 VOC DTM Epoxy Mastic
Rust-Oleum Industrial Brands Specification
 Rust-Oleum Industrial Brands Specification Coating Specification for Rust-Oleum Virtual Solutions Coating Solution 3 A solvent based coating system High Performance 9300/9800 System Extended Recoat Epoxy
Rust-Oleum Industrial Brands Specification Coating Specification for Rust-Oleum Virtual Solutions Coating Solution 3 A solvent based coating system High Performance 9300/9800 System Extended Recoat Epoxy
The Importance of Proper Inspection. Rocky Capehart
 The Importance of Proper Inspection Rocky Capehart How Do We Help Prevent: PROPER INSPECTION All of the below should be performed as specified in the contract documents: product specified is being used,
The Importance of Proper Inspection Rocky Capehart How Do We Help Prevent: PROPER INSPECTION All of the below should be performed as specified in the contract documents: product specified is being used,
Chapter 9 Coatings Inspection
 Chapter 9 Coatings Inspection 9-1. Introduction a. Approximately 85 percent of all premature coating failures are a result of poor surface preparation, inadequate mixing, thinning, and/or poor coating
Chapter 9 Coatings Inspection 9-1. Introduction a. Approximately 85 percent of all premature coating failures are a result of poor surface preparation, inadequate mixing, thinning, and/or poor coating
COATING SPECIFICATION EPOXY MASTIC, POLYURETHANE TOP COATING ON FUSION BONDED POLYETHYLENE COATING (SINTAKOTE )
") 1.0 SCOPE This document summarises the procedure for the application of a 2 pack Epoxy Mastic coating, followed by a Polyurethane top coat, onto a Fusion Bonded Medium Density Polyethylene (Sintakote )
1.0 SCOPE This document summarises the procedure for the application of a 2 pack Epoxy Mastic coating, followed by a Polyurethane top coat, onto a Fusion Bonded Medium Density Polyethylene (Sintakote )
Standard Recommended Practice Field-Applied Underground Wax Coating Systems for Underground Pipelines: Application, Performance, and Quality Control
 NACE Standard RP0375-2006 Item No. 21013 Standard Recommended Practice Field-Applied Underground Wax Coating Systems for Underground Pipelines: Application, Performance, and Quality Control This NACE International
NACE Standard RP0375-2006 Item No. 21013 Standard Recommended Practice Field-Applied Underground Wax Coating Systems for Underground Pipelines: Application, Performance, and Quality Control This NACE International
Refer to Substrates & Surface Preparation.
 SELECTION & SPECIFICATION DATA Generic Type Description Features Aliphatic Acrylic Polyurethane High gloss finish with exceptional weathering performance characteristics. Used extensively in virtually
SELECTION & SPECIFICATION DATA Generic Type Description Features Aliphatic Acrylic Polyurethane High gloss finish with exceptional weathering performance characteristics. Used extensively in virtually
PRODUCT GUIDE: ZINC-RICH COATINGS. Version:
 PRODUCT GUIDE: ZINC-RICH COATINGS Version: 08.07.17 305 Zinc Rich Epoxy Polyamide Primer Description: 305 is a user friendly zinc-rich epoxy primer formulated for use as a primer under acrylic, epoxy,
PRODUCT GUIDE: ZINC-RICH COATINGS Version: 08.07.17 305 Zinc Rich Epoxy Polyamide Primer Description: 305 is a user friendly zinc-rich epoxy primer formulated for use as a primer under acrylic, epoxy,
COATING SPECIFICATION ZINC RICH EPOXY PRIMER, EPOXY MASTIC COATING ON STEEL OR CAST IRON COATING SPECIFICATION: C3 ISSUE:2 DATE: OCTOBER 2016
 1.0 SCOPE This document summarises the procedure for the application of 2 pack Zinc Rich Epoxy primer over-coated with 2 pack Epoxy mastic. Refer Design Standard, DS 95 (Standard for the Selection, Preparation,
1.0 SCOPE This document summarises the procedure for the application of 2 pack Zinc Rich Epoxy primer over-coated with 2 pack Epoxy mastic. Refer Design Standard, DS 95 (Standard for the Selection, Preparation,
REAFFIRMATION WITH EDITORIAL REVISION December Process Industry Practices Coatings. PIP CTSE1000 Application of External Coatings
 REAFFIRMATION WITH EDITORIAL REVISION December 2012 Process Industry Practices Coatings PIP Application of External Coatings PURPOSE AND USE OF PROCESS INDUSTRY PRACTICES In an effort to minimize the cost
REAFFIRMATION WITH EDITORIAL REVISION December 2012 Process Industry Practices Coatings PIP Application of External Coatings PURPOSE AND USE OF PROCESS INDUSTRY PRACTICES In an effort to minimize the cost
Northeast Gas Operation School Thursday June 5 th
 Northeast Gas Operation School Thursday June 5 th Recognition and Assessment of Atmospheric Corrosion Presented by Donald A. Doubleday Jr. National Grid New England Corrosion Engineer & Team Lead Contents
Northeast Gas Operation School Thursday June 5 th Recognition and Assessment of Atmospheric Corrosion Presented by Donald A. Doubleday Jr. National Grid New England Corrosion Engineer & Team Lead Contents
Airblast Tech Tips Surface Preparation in General
 Introduction Proper surface preparation is essential for the success of any protective coating scheme. The importance of removing oil, grease, old coatings and surface contaminants (such as mill scale
Introduction Proper surface preparation is essential for the success of any protective coating scheme. The importance of removing oil, grease, old coatings and surface contaminants (such as mill scale
Solventless two-component crosslinked epoxy
 SELECTION & SPECIFICATION DATA Generic Type Description Features Color Finish Primer Dry Film Thickness Solventless two-component crosslinked epoxy Solventless, clear, epoxy lining that can be applied
SELECTION & SPECIFICATION DATA Generic Type Description Features Color Finish Primer Dry Film Thickness Solventless two-component crosslinked epoxy Solventless, clear, epoxy lining that can be applied
Refer to Substrates & Surface Preparation.
 SELECTION & SPECIFICATION DATA Generic Type Description Features Color Finish Primer Dry Film Thickness Aliphatic Acrylic Polyurethane Thin film, high gloss finish with exceptional weathering performance
SELECTION & SPECIFICATION DATA Generic Type Description Features Color Finish Primer Dry Film Thickness Aliphatic Acrylic Polyurethane Thin film, high gloss finish with exceptional weathering performance
Refining Corrosion Technologist NACE-RCT-001
 Refining Corrosion Technologist NACE-RCT-001 NACE Coating Inspector Level 1 Written Exam Exam Preparation Guide October 2017 Exam Preparation Guide May 2017 1 Table of Contents Introduction... 3 Target
Refining Corrosion Technologist NACE-RCT-001 NACE Coating Inspector Level 1 Written Exam Exam Preparation Guide October 2017 Exam Preparation Guide May 2017 1 Table of Contents Introduction... 3 Target
Application Guide Primers for Multi-layer Polyolefin Coatings Application Guide for Primers for Multi-layer Polyolefin Coatings
 Primers for Multi-layer Polyolefin Coatings Application Guide for Primers for Multi-layer Polyolefin Coatings Date of Last Revision: November 2013 Page 1 of 10 Contents 1.0 Introduction... 2 2.0 General
Primers for Multi-layer Polyolefin Coatings Application Guide for Primers for Multi-layer Polyolefin Coatings Date of Last Revision: November 2013 Page 1 of 10 Contents 1.0 Introduction... 2 2.0 General
Special Specification 4038 Zinc Cathodic Protection System
 Special Specification 4038 Zinc Cathodic Protection System 1. DESCRIPTION Furnish, install, and energize a sacrificial zinc anode cathodic protection system to bent caps, tie beams, concrete walls and
Special Specification 4038 Zinc Cathodic Protection System 1. DESCRIPTION Furnish, install, and energize a sacrificial zinc anode cathodic protection system to bent caps, tie beams, concrete walls and
HYDROJETTING INFORMATION. a six page issue October 1999
 a six page issue Hydrojetting is the surface preparation of steel using high-energy water to remove coatings, corrosion products and other surface contamination such as oil/grease etc. It relies totally
a six page issue Hydrojetting is the surface preparation of steel using high-energy water to remove coatings, corrosion products and other surface contamination such as oil/grease etc. It relies totally
SECONDARY CONTAINMENT COATING SPECIFICATION
 SECONDARY CONTAINMENT COATING SPECIFICATION 1.0 GENERAL PROVISIONS Applicable to the following areas: Typical concrete secondary containment structure with occasional exposure acidic and alkaline compounds
SECONDARY CONTAINMENT COATING SPECIFICATION 1.0 GENERAL PROVISIONS Applicable to the following areas: Typical concrete secondary containment structure with occasional exposure acidic and alkaline compounds
Adhesives for Bonding Polyurethane: A Process Review PTS Seminar Polyurethane Manufacturers Association. Outline
 Adhesives for Bonding Polyurethane: A Process Review PTS Seminar Polyurethane Manufacturers Association Jeff Means, Technical Service Representative LORD Corporation May 8, 2010 Outline Overview of the
Adhesives for Bonding Polyurethane: A Process Review PTS Seminar Polyurethane Manufacturers Association Jeff Means, Technical Service Representative LORD Corporation May 8, 2010 Outline Overview of the
Note: This specification was written for Clarabelle Mill's flotation cells but may have other applications.
 017/03/3 1/7 1.0 PURPOSE This specification describes the minimum application and performance requirements for a field-applied, elastomer spray coating either polyurethane or polyurea type. Note: This
017/03/3 1/7 1.0 PURPOSE This specification describes the minimum application and performance requirements for a field-applied, elastomer spray coating either polyurethane or polyurea type. Note: This
APPLICATION GUIDELINE FOR
 APPLICATION GUIDELINE FOR Company Name M/V SEA-SPEED V 10 X (100 % solids) (Hard film siloxane hybrid foul release coating) SCOPE This specification, together with the Product Data Sheet, defines the minimum
APPLICATION GUIDELINE FOR Company Name M/V SEA-SPEED V 10 X (100 % solids) (Hard film siloxane hybrid foul release coating) SCOPE This specification, together with the Product Data Sheet, defines the minimum
Carboxane 950 Metallic
 SELECTION & SPECIFICATION DATA Generic Type Description Features Color Finish Primer Dry Film Thickness Fluorourethane Premium, ultra-durable ambient cured finish meeting performance requirements. 950
SELECTION & SPECIFICATION DATA Generic Type Description Features Color Finish Primer Dry Film Thickness Fluorourethane Premium, ultra-durable ambient cured finish meeting performance requirements. 950
ENGINEERED COMPOSITE REPAIR SYSTEM
 This ECR Quality Control document is intended to provide the means of recording the relevant information from the installation of an ECR System to ensure all critical hold points are identified and the
This ECR Quality Control document is intended to provide the means of recording the relevant information from the installation of an ECR System to ensure all critical hold points are identified and the
Girth Weld Coating With Fusion Bond Epoxy
 fact sheets Girth Weld Coating With Fusion Bond Epoxy Processing guidelines The guidelines below describe surface preparation and application requirements and procedures, inspection and safety recommendations
fact sheets Girth Weld Coating With Fusion Bond Epoxy Processing guidelines The guidelines below describe surface preparation and application requirements and procedures, inspection and safety recommendations
Armor Plate 360 MP ( Multi-Purpose ) Pipe Wrap For External Corrosion and Mechanical Damage
 Pipe Wrap For External Corrosion and Mechanical Damage") ARMOR PLATE, INC. P.O. Box 5625 Pasadena, TX 77508 Phone: (281) 487-2023 Wil-Cor, Inc. - Formulator and Manufacturer of Armor Plate Pipe Wrap Systems INSTALLATION GUIDANCE / APPLICATION PROCEDURE Armor
ARMOR PLATE, INC. P.O. Box 5625 Pasadena, TX 77508 Phone: (281) 487-2023 Wil-Cor, Inc. - Formulator and Manufacturer of Armor Plate Pipe Wrap Systems INSTALLATION GUIDANCE / APPLICATION PROCEDURE Armor
Maximum Rust Protection!
 ZERO-RUST Zero Rust is a direct-to-metal, phenolic modified alkyd rust and corrosion control coating, which controls rust and corrosion by putting down an impermeable barrier at the steel level. Its dielectric
ZERO-RUST Zero Rust is a direct-to-metal, phenolic modified alkyd rust and corrosion control coating, which controls rust and corrosion by putting down an impermeable barrier at the steel level. Its dielectric
APPLICATION GUIDELINE FOR
 APPLICATION GUIDELINE FOR Company Name M/V SEA-SPEED V 10 X (100 % solids) (Hard film siloxane hybrid foul release coating) SCOPE This specification, together with the Product Data Sheet, defines the minimum
APPLICATION GUIDELINE FOR Company Name M/V SEA-SPEED V 10 X (100 % solids) (Hard film siloxane hybrid foul release coating) SCOPE This specification, together with the Product Data Sheet, defines the minimum
SURFACE PREPARATION FOR SYNTHETIC ROPES
 Published date: June 30, 2005 SURFACE PREPARATION FOR SYNTHETIC ROPES Rust damaged chock typical of crude tankers. The following recommendations can be applied at the shipyard or during vessel operations.
Published date: June 30, 2005 SURFACE PREPARATION FOR SYNTHETIC ROPES Rust damaged chock typical of crude tankers. The following recommendations can be applied at the shipyard or during vessel operations.
Aliphatic Acrylic-Polyester Polyurethane
 SELECTION & SPECIFICATION DATA Generic Type Description Features Color Finish Primer Dry Film Thickness Aliphatic Acrylic-Polyester Polyurethane High build, low sheen finish that has excellent resistance
SELECTION & SPECIFICATION DATA Generic Type Description Features Color Finish Primer Dry Film Thickness Aliphatic Acrylic-Polyester Polyurethane High build, low sheen finish that has excellent resistance
SECTION CERAMIC EPOXY LINING DUCTILE IRON PIPE AND FITTINGS
 SECTION 02500 CERAMIC EPOXY LINING DUCTILE IRON PIPE AND FITTINGS (As provided by Tnemec Company, Inc.) GENERAL 1.1 SUMMARY 1. This Section includes surface preparation and shop application of Series 431
SECTION 02500 CERAMIC EPOXY LINING DUCTILE IRON PIPE AND FITTINGS (As provided by Tnemec Company, Inc.) GENERAL 1.1 SUMMARY 1. This Section includes surface preparation and shop application of Series 431
Table of Contents - 2 -
 - 1 - Table of Contents Topic Page Measuring Ambient Conditions & Surface Temperature 7 Obtaining Temperature Readings from the Psychrometer 11 Determining Dew Point Temperature and Relative Humidity 14
- 1 - Table of Contents Topic Page Measuring Ambient Conditions & Surface Temperature 7 Obtaining Temperature Readings from the Psychrometer 11 Determining Dew Point Temperature and Relative Humidity 14
PIP CTSU1000 Application of Underground Coatings
 COMPLETE REVISION February 2018 Coatings PIP Application of Underground Coatings PURPOSE AND USE OF PROCESS INDUSTRY PRACTICES In an effort to minimize the cost of process industry facilities, this Practice
COMPLETE REVISION February 2018 Coatings PIP Application of Underground Coatings PURPOSE AND USE OF PROCESS INDUSTRY PRACTICES In an effort to minimize the cost of process industry facilities, this Practice
SEWER MANHOLE REHABILITATION - STRUCTURAL COMPOSITE LINING (as provided by AP/M Permaform)
") SEWER MANHOLE REHABILITATION - STRUCTURAL COMPOSITE LINING (as provided by AP/M Permaform) 1 Intent:...2 2 Applicability:...2 3 Referenced Standards...2 4 Related Sections...2 5 Structural Composite Lining...2
SEWER MANHOLE REHABILITATION - STRUCTURAL COMPOSITE LINING (as provided by AP/M Permaform) 1 Intent:...2 2 Applicability:...2 3 Referenced Standards...2 4 Related Sections...2 5 Structural Composite Lining...2
Tnemec Fluid Applied Thermal Break Long Form Specification
 PART 1 GENERAL 1.01 DESCRIPTION Tnemec Fluid Applied Thermal Break Long Form Specification A. This specification covers labor, materials, equipment, and application necessary for, and incidental to, the
PART 1 GENERAL 1.01 DESCRIPTION Tnemec Fluid Applied Thermal Break Long Form Specification A. This specification covers labor, materials, equipment, and application necessary for, and incidental to, the
ROOFING APPLICATION STANDARD (RAS) No. 109
 No. 109") ROOFING APPLICATION STANDARD (RAS) No. 109 1. 2. Scope 1.1 This Roofing Application Standard sets the requirements to determine whether a substrate and surrounding environmental conditions are appropriate
ROOFING APPLICATION STANDARD (RAS) No. 109 1. 2. Scope 1.1 This Roofing Application Standard sets the requirements to determine whether a substrate and surrounding environmental conditions are appropriate
SPECIFICATION FOR PIPE CORROSION COATING NEOPRENE
 SPECIFICATION FOR PIPE CORROSION COATING NEOPRENE Specification for Pipe Corrosion Coating Neoprene 1 of 9 TABLE OF CONTENTS 1.0 SCOPE 3 2.0 REFERENCE DOCUMENTS 3 3.0 MATERIALS 4 4.0 EQUIPMENT AND LABOR
SPECIFICATION FOR PIPE CORROSION COATING NEOPRENE Specification for Pipe Corrosion Coating Neoprene 1 of 9 TABLE OF CONTENTS 1.0 SCOPE 3 2.0 REFERENCE DOCUMENTS 3 3.0 MATERIALS 4 4.0 EQUIPMENT AND LABOR
Thin Film Internal Epoxy Coating for Pipelines
 Technical and professional requirements TR1114, Version 1.01, Valid from 13.11.2003 Validity area: Classification: Open Contents 1 Introduction...3 1.1 Objective...3 1.2 Warrant...3 1.3 Publication and
Technical and professional requirements TR1114, Version 1.01, Valid from 13.11.2003 Validity area: Classification: Open Contents 1 Introduction...3 1.1 Objective...3 1.2 Warrant...3 1.3 Publication and
POLYGUARD RD-6 A FAIL SAFE PIPELINE COATING SYSTEM FOR REHABILITATION OR GIRTH WELDS ON CATHODICALLY PROTECTED PIPELINES
 POLYGUARD RD-6 A FAIL SAFE PIPELINE COATING SYSTEM FOR REHABILITATION OR GIRTH WELDS ON CATHODICALLY PROTECTED PIPELINES A large percent of corrosion failures on cathodically protected structures are associated
POLYGUARD RD-6 A FAIL SAFE PIPELINE COATING SYSTEM FOR REHABILITATION OR GIRTH WELDS ON CATHODICALLY PROTECTED PIPELINES A large percent of corrosion failures on cathodically protected structures are associated
GUIDE SPECIFICATION SECTION 07576
 GUIDE SPECIFICATION SECTION 07576 TRAFFIC DECK MEMBRANE SYSTEM NOTE TO ARCHITECTS & ENGINEERS: The Oak Ridge traffic membrane system provides for applied high build, durable and waterproof membrane consisting
GUIDE SPECIFICATION SECTION 07576 TRAFFIC DECK MEMBRANE SYSTEM NOTE TO ARCHITECTS & ENGINEERS: The Oak Ridge traffic membrane system provides for applied high build, durable and waterproof membrane consisting