Controlling pool depth during VAR of Alloy 718
|
|
|
- Gervais Fox
- 6 years ago
- Views:
Transcription
1 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Controlling pool depth during VAR of Alloy 718 To cite this article: F Lopez et al 2016 IOP Conf. Ser.: Mater. Sci. Eng View the article online for updates and enhancements. Related content - The Development and Application of an Integrated VAR Process Model A. Stewart Ballantyne - Characterization of the behaviour of the electric arc during VAR of a Ti alloy P Chapelle, C Noël, A Risacher et al. - A New Cataclysmic Variable in Hercules A. Price, B. Gary, J. Bedient et al. This content was downloaded from IP address on 10/04/2018 at 09:18
2 Controlling pool depth during VAR of Alloy 718 F Lopez 1, J Beaman 1, R Williamson 1, D Evans 2 1 Department of Mechanical Engineering, University of Texas at Austin, Austin, TX 78705, USA 2 Special Metals Corporation, New Hartford, NY 13413, USA felipelopez@utexas.edu Abstract. A longtime goal of superalloy producers has been to control the geometry of the liquid pool in solidifying ingots. Accurate pool depth control at appropriate values is expected to result in ingots free of segregation defects. This article describes an industrial VAR experiment in which a 430mm (17 in) diameter Alloy 718 electrode was melted into a 510mm (20 in) ingot. In the experiment, the depth of the liquid pool at the mid-radius was controlled to three different set-points: 137 mm (nominal), 193 mm (deep) and 118 mm (shallow). At each level, the pool depth was marked by a power cutback of several minutes. The ingot was sectioned and longitudinal slices were cut out. Analysis of the photographed ingot revealed that accurate control was obtained for both the nominal and deep pool cases, while the third one was not conclusive. 1. Introduction Alloy 718, a nickel-based superalloy, is the most widely-used superalloy in history. This material can be found extensively in aircraft engines and power-generation turbines. These days, the drive for increased operating efficiency in these applications has resulted in the need for larger, yet structurally ingots for forging stock of Alloy 718 [5]. However, this task has proved challenging due to an increasing tendency for segregation defects at larger diameters. Engineers have dedicated years to the development of techniques to prevent segregation defects in large ingots of nickel superalloys. Triple melting (TM) by VIM+ESR+VAR was largely successful in that task and enabled the fabrication of ingots up to 510 mm (20 in) in diameter for Alloy 718 and 910 mm (36 in) for Alloy 706 [4]. Moreover, adjustments in chemistry (reducing carbon, nitrogen, and niobium) enabled the production of Alloy 718 ingots up to 910 mm (36 in) in diameter [6]. At the same time, it was observed that the tendency for defect formation in superalloys was determined by the liquid pool profile and ingot solidification patterns during the process. Based on this observation, it was hypothesized that accurate solidification control would result in improved ingots, and potentially larger Alloy 718 ingots free of segregation defects. However, the lack of an appropriate solidification model in VAR prevented the development of a pool profile controller. The first attempt to control pool shape in VAR was reported by Beaman et al.[1].although promising, the method was not extendable to large ingots due to the model s inability to describe convective heat transfer in the liquid phase. This paper describes the first pool depth control demonstration in large ingots. In the experiment, an alternative form of the controller proposed by Beaman was used to melt a 430 mm (17 in) diameter Alloy 718 electrode into a 510 mm (20 in) ingot. Content from this work may be used under the terms of the Creative Commons Attribution 3.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI. Published under licence by Ltd 1
3 The ingot was sectioned and Canada etched to reveal the pool favorably to the process set-points. shape profile, which compared 2. Controller design The layout of the pool depth control system is depicted in Figure 1.Two reference signals are given to the process controller: a reference pool depthh S p, ref and a reference electrode e gapp G ref. The controller returns two commands: melting current I and ram drive speedd V ram, which are obtained by comparing the references to state estimates. Commanded current, drive speed, and several measurements from the furnace (electrode gap G, ram position X, current I, electrode mass M and voltage V ) are fed to an electrode estimator, that returns estimates of melting efficiency 1 e ; electrodee gap G e ; and bias in measured voltage and current, U b, e and I b, e. Estimated melt rate r MR e is calculated from these parameters and fed too BAR 2 along with current I, voltage V and cooling gas (helium) pressure p he to obtain predictions of the liquid pool profile S p, BAR. These predictions are fed to an ingot estimator that returns estimates off the thermal state of the solidifying ingot. Estimates from both estimators are used by the controller to compute optimal control signals. Figure 1. Schematic of the VAR pool depth controller design. In this application, the process controllerr consists of two separate sub-systems: an electrode gap controller based on drive speed and a pool depth controller based on melting m current. Commanded ram drive speed is set by a proportional controller following the design described d in Ref. [2]. Meanwhile, commanded current is given by a Linear-Quadratic-Gaussian (LQG) controller r that adds a nominal value to corrections for the estimated state, defined reference, estimated melting efficiency, and helium pressure; similar to the design in Ref. [1]. In this version of the pool depth controller, the ingot solidification n model was obtained from a first- (see order approximation for pool depth dynamicss which compared favorably to more accurate models Figure 2 3 ). This model is able to track pool depth in four locations during d the melt: at the center (r = 0.00 R), quarter-radius (r = 0.25 R), mid-radius (r = R), and three-quartert r-radius (r = 0.75 R). However, for simplicity, only mid-radius pool depth is used for process control. 1 Defined as the instantaneous fraction of suppliedd power that is used in melting the electrode Pmelt / P total. 2 Basic Axisymmetric Remelting (BAR) is the SMPC VAR solidification model. It is usedd to obtain predictions of liquid pool depth based on electric and thermall parameters of the process [3]. 3 BAR, a finite volume model, was used as benchmark for ingot solidification. 2
 and a first-order exponential response for Alloy 718 in a 1522 mm (6 in) to 203 mm (8 in) melt when current is")

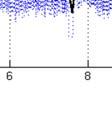
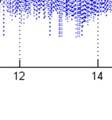
4 Figure 2. Comparison between BARR (finite volume simulation of ingot solidification) and a first-order exponential response for Alloy 718 in a 1522 mm (6 in) to 203 mm (8 in) melt when current is instantaneously perturbed fromm 2500 A to 2750 A. 3. Experiment The goal of the experiments wass to test the proposed control strategy using SMPC s Advanced VAR Controller (AVARC) 4. AVARC was run from a personal computer which communicated with the furnace control system through Ethernet connection. The experiment was carried out at Special Metals Corp. in New Hartford using a 430 mm (177 in) diameter electrode of Alloy 718, which was melted into a 510 mm (20 in) ingot. In the experiment, the arc was struck withh the host furnace PLC. Current C was ramped up to t a 6350 A hold. AVARC control was enabled after liquid metal was observed to coverr the base plate. The initial control mode of the controller was sett to current mode with a 6350 A set-point which was held for 240 minutes. This was followed by a change to pool depth mode with a modee transition time of 30 minutes. Threee mid-radius pool depthss were programmed into the controller recipe: 137 mm (5.4 in), 193 mm (7.6 in) and 118 mm (4.6 in). The pool depth holds were separated by 90 minute ramps. Hot-top was programmed to begin with 227 kg of electrode remaining and involved ramping the pool depth down to 520 mm (2.5 in) over 90 minutes, followed by a 2500 A hold. 4. Experimental results Figure 3 shows pool depth and current data for the entire test melt. m The vertical dottedd red line shows the point at which pool depth controll mode was activated. Note N the slight increase in current that occurs immediately after the switch, which is necessary to deepen the pool to the mid-radius setan online point of 137 mm ( 5.4 in). The observed mid-radius liquid pool depth, measured with simulation of BAR, is plotted in blue and compared to the user-defined reference shown as black dash- of 7 dot line. Both lines coincide for nominal conditions and for the shallow pool case, but a mismatch mm can be observed for the deep pool one. It is evident from these data that t linear pool depth ramps defined in the reference require nonlinear current ramps. The three pool marking events are prominently evident in the current plot, as well as their effect in liquid pool depth. 4 The Specialty Metals Processing Consortium (SMPC) is a collaborative program betweenn several superalloy producers that conducts research on remelting processes. 3










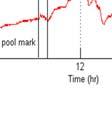
5 The nonlinear current response that is required to produce agreement between the estimated pool depth and the reference set-pointt produces concomitant nonlinear responses in melt rate. This is seen in Figure 4 which shows plots of the estimated melt rate and measured pool depth (mid-radius). Note that during the first two pool marking events, melt rate is completely shut off, while it is reduced to about 340 g/min (0.75 lb/min) in the final pool marking event. Figure 3. Overview of the test melt showing pool depth and commanded current. Figure 4. Comparison of pool depth and melt rate in i the test melt. 4
6 Figure 5 (right) shows an expanded vieww of the current and electrode mass during the first pool marking event. It is evident from these data that the ingot does not grow g significantly during the pool marking event. This is confirmed by the estimated melt rate dataa shown in Figure 5 (left). The estimated melt rate is zero by the time the minimum current of 3500 A is reached. Near the end of the low current hold it barely rises above zero. Integrating the regions where w the current is ramped down and up gives ~ 4.7 kg (10.4 lbs) of electrodee melted during this pool marking event, corresponding to ~3 mm (0.1 in) of ingot growth. Because thiss number is smaller than the error in determining the ingot height at the beginning of a pool markingg event, the working assumption during the pool depth analysis is that the ingot does nott grow duringg pool marking. Figure 5. Expanded view of estimated melt rate, electrode mass and current during the first pool marking. Given the large fluctuations in current andd melt rate, as well as thee violent perturbations introduced by the pool marking events, the question naturally arises as to how the controller performed with respect to drip-short based electrode gap control. Figure 6 shows plots of drip-short frequency, electrodee gap calculated directly from the Zanner function using drip-short frequency and current, and the estimated electrode gap from the electrode estimator [7]. For this material and size, the Zanner - functionn is given by G=965.0f DS I We note that class zero drip-shorts weree used for gap control and that the ram was not allowed to back up during this trial. What stands s out immediately from the plots is that thee estimated electrode gap is very smooth and flat relative to the calculated electrode gap through all pool depth holds and ramps. This is in spite of large fluctuationss in current and melt rate. Of course, the pool marking events are an exception to this, but even these are welll behaved with w maximumm deviations of only about ±5 mm (±0.2 in). We conclude that gap was well controlled throughout the test melt. The exception to this is a large gap deviation that starts at about 18.1 hours at the end of the test 5. Data presented in Figures 3-6 were obtained from the process controller. Besides these results, data were also obtained by cutting the test ingot into cylindrical sections, cutting sectionss in half longitudinally, and then cutting a plate from one of the longitudinal faces f of eachh of the half sections. These sections were then Canadaa etched to reveal the segregation patterns on the face of each plate for the purpose of detecting the pooll profiles generated by the pool marking events. 5 This event was due to a ram position measurement problem that developed late in the melt and does not reflect controllerr performance. 5
























7 Figure 6. Plots of electrode gap inferred with Zanner s equation, estimated electrode gap, and drip short frequency for the test melt. Figure 7. Local solidificationn time (LST) and currentt for the test melt. Figure 7 shows a plot of local solidification time (LST) for the test, t along with a plot of current. LSTs at the center and mid radius were calculated by the controller during melting from BAR, the 6











 is shown as the yellow line.")
 deep pool marking shown in Figure 8 (b).")

 etched plate for references")
. In spite of this success in controlling to the deeper")
 seem to indicate a much shallower pool than predicted")





8 finite volume model. The trend is as expected: the longest LST is in the center of the ingot i and decreases toward the edge. Also the general trend is observed that LST decreasess with increasing pool depth and increases with decreasing pool depth, with this trend most pronouncedd in the center of the ingot. Even though the mushy zone grows with increasing current, the casting rate also increases. It is evident from these data that BAR predicts that the increase in i casting rate dominates LST determination under these casting conditions.. Note that the perturbations from thee pool marking events are felt first near the edge of the ingot i and last at the center of the ingot. Figure 8 (a) shows the resultss for the firstt pool marking. The event resulted inn a smooth, relatively r uniformly grey areaa with no evident tree ring banding. This presumably results from the pool solidifying in during the low power hold. The finite volume solution, shown by the red line in the figure, fits the bottom of this region very well; the mid-radius pool depth of 137 mm (5.4 in) is shown as the yellow line. A similar result is observed for the 193 mm (7.6 in) deep pool marking shown in Figure 8 (b). Both plates show evidence of heavy shelf forming duringg the low power hold. Figure 8.Finite volume pool depth measurement superimposed on ann image of segregation (Canada) etched plate for references of: (a) 1377 mm, (b) 193mm and (c) 118 mm (Scales in cm) ). In spite of this success in controlling to the deeper pool shapes,, the lines on the plate shown in Figure 8 (c) seem to indicate a much shallower pool than predicted by BAR or the controller.. There is no clear indication of the location of the pool marking event. The black arrow points to light etching region but it is not conclusive. If this is the pool marking event, then the pool looks to be about 69 mm (2.7 in) deep at mid-radiuof ingot and the photograph does not reveal any pool structure in the central region. More instead of 118 mmm (4.6 in). There is evidence of heavy shelf for this entire section careful metallographic analysis may be required to actually determine the pool shape during the shallow pool depth hold. 5. Discussion In general terms, the controller performed as it was designed to perform. It controlled the estimated mid-radius pool depth to the set-point reference and showed reasonable agreement with the t finite volume predictions throughout the test. But, how well is this success reflected r in the ingot structure? 7
9 The etching results for the first two commanded pool depths are particularly encouraging. Pool shapes revealed by the segregation patterns generally match BAR results and the mid-radius pool depths appear in reasonable agreement with the set-point values. Careful metallographic analysis of the plates will need to be performed if more accurate knowledge of the pool shapes is required, but the results shown in Figures 8 (a) and (b) are certainly very reasonable even if they are not perfectly accurate. Figure 8 (c), on the other hand, indicates a discrepancy between what was theoretically expected and what was actually produced in the ingot. Going back to Figure 7, which shows calculated LSTs for the test melt, it is clear that a steady-state thermal distribution was not reached in the ingot during any of the pool depth holds. However, BAR data immediately prior to marking the 118 mm pool indicate that the solution is well behaved at this point. Given the evidence of heavy shelf in the segregation etched plate, it is possible that the shelf formed during the power cutback and simply never melted back at the relatively low power required to hold the shallow pool set-point (~5000 A). If this is true, we would expect the centerline pool depth to be closer to the BAR prediction. Confirmation (or refutation) of this hypothesis may be revealed by more careful metallurgical analysis of the plate. The observation that pool depth may be controlled to a constant set-point under conditions of widely fluctuating LST indicates that this may not be the best solution to controlling the process so as not to form solidification defects. A better approach may be to control LST at one or more radial positions instead. 6. Conclusions A VAR ingot pool depth controller was developed and successfully tested. A single industrial test was performed at Special Metals Corporation in New Hartford, New York. In the experiment, a 430 mm (17 in) diameter Alloy 718 electrode was remelted into a 510 mm (20 in) diameter ingot. Mid-radius ingot pool depth was controlled at three reference set-points during the test melt: 137 mm, 193 mm, and 118 mm. Post mortem analysis of the ingot revealed that control at the nominal and deep reference values was successfully implemented. Ingot analysis from the shallow pool depth was inconclusive. The relevant section of ingot shows signs of heavy shelf possibly left over from the power cutback required to produce the shallow pool depth set-point. What little information that can be gleaned from the ingot analysis indicates that the pool was significantly shallower than the 118 mm set-point, perhaps only 69 mm. Further more careful ingot analysis is warranted at this point. In spite of the mismatch at the shallow pool depth setting, the controller performed successfully and predictably given the data that were being fed to it. This experiment constitutes the first successful pool depth control test in large ingots of Alloy 718. More testing will be required to determine safe pool depths to be used as references for the production of larger defect-free Alloy 718 ingots. 7. Acknowledgements The author would like to thank the Specialty Metals Processing Consortium for support and Special Metals Corporation for hosting the experiment. References [1] Beaman J, Lopez F and Williamson R 2013 J. Dyn. Syst.-T. ASME 136(3) [2] Beaman J, Williamson R, Melgaard D and Hamel J 2005 Proc. IMECE (Orlando, FL) p 1059 [3] Bertram L, Schunk P, Kempka S, Spadafora F and Minisandram R 1998 JOM 50(3) p 18 [4] Moyer J, Jackman L, Adasczik C, David R and Forbes-Jones R 1994 Proc. Superalloys 718, 625, 706 and various derivatives (Warrendale, PA) p 39 [5] Schwant R, Thamboo S, Anderson A, Adasczik C, Bond B, Jackman L and Uginet J 1997 Proc. Superalloys 718, 625, 706 and various derivatives (Pittsburgh, PA) p 141 [6] Schwant R, Thamboo S, Yang L and Morra M 2005 Proc. Int. Symp. Superalloys 718, 625, 706 and derivatives (Pittsburgh, PA) p 15 [7] Zanner F 1981 Met. Trans. B 12(4) p 721 8
An Overview of SMPC Research Programs to Improve Remelt Ingot Quality
 An Overview of SMPC Research Programs to Improve Remelt Ingot Quality Rodney L. Williamson Remelting Technologies Consulting 12725 Eastridge Trail N.E. Albuquerque, New Mexico 87112, USA Keywords: VAR,
An Overview of SMPC Research Programs to Improve Remelt Ingot Quality Rodney L. Williamson Remelting Technologies Consulting 12725 Eastridge Trail N.E. Albuquerque, New Mexico 87112, USA Keywords: VAR,
OF ALLOY 718 DURING VACUUM ARC REMELTING WITH HELIUM GAS COOLING BETWEEN INGOT AND CRUCIBLE. L. G. Hosamani, W. E. Wood* and J. H.
 SOLIDIFICATION OF ALLOY 718 DURING VACUUM ARC REMELTING WITH HELIUM GAS COOLING BETWEEN INGOT AND CRUCIBLE L. G. Hosamani, W. E. Wood* and J. H. Devletian* Precision Castparts Corp., Portland, Oregon *
SOLIDIFICATION OF ALLOY 718 DURING VACUUM ARC REMELTING WITH HELIUM GAS COOLING BETWEEN INGOT AND CRUCIBLE L. G. Hosamani, W. E. Wood* and J. H. Devletian* Precision Castparts Corp., Portland, Oregon *
ADVANCING ALLOY 718 VACUUM ARC REMELTING TECHNOLOGY THROUGH DEVELOPING MODEL-BASED CONTROLS
 Superalloys 718, 625, 706 and Derivatives 2005 Edited by E.A. Loria TMS (The Minerals, Metals & Materials Society), 2005 ADVANCING ALLOY 718 VACUUM ARC REMELTING TECHNOLOGY THROUGH DEVELOPING MODEL-BASED
Superalloys 718, 625, 706 and Derivatives 2005 Edited by E.A. Loria TMS (The Minerals, Metals & Materials Society), 2005 ADVANCING ALLOY 718 VACUUM ARC REMELTING TECHNOLOGY THROUGH DEVELOPING MODEL-BASED
LARGE 718 FORGINGS FOR LAND BASED TURBINES. R.C. Schwant*, S.V. Thamboo, A.F. Anderson*, C.B. Adasczik**, B.J. Bond**, L.A. Jackman**, J.F.
 LARGE 718 FORGINGS FOR LAND BASED TURBINES R.C. Schwant*, S.V. Thamboo, A.F. Anderson*, C.B. Adasczik**, B.J. Bond**, L.A. Jackman**, J.F. Uginet*** * GE Power Systems, Schenectady, New York, USA **Allvac,
LARGE 718 FORGINGS FOR LAND BASED TURBINES R.C. Schwant*, S.V. Thamboo, A.F. Anderson*, C.B. Adasczik**, B.J. Bond**, L.A. Jackman**, J.F. Uginet*** * GE Power Systems, Schenectady, New York, USA **Allvac,
Freckle Formation and Thermodynamic Assessment for Nb-bearing Superalloys
 Freckle Formation and Thermodynamic Assessment for Nb-bearing Superalloys Zhengdong Long, Wanhong Yang, Keh-Minn Chang Dept. of Mechanical and Aerospace Engineering, West Virginia University PO Box 6106,
Freckle Formation and Thermodynamic Assessment for Nb-bearing Superalloys Zhengdong Long, Wanhong Yang, Keh-Minn Chang Dept. of Mechanical and Aerospace Engineering, West Virginia University PO Box 6106,
MODELLING OF THE PROTECTIVE GAS ELECTRO SLAG REMELTING PROCESS AND ITS VALIDATION
 Modelling of the Protective Gas Electro Slag Remelting Process and Its Validation 1 MODELLING OF THE PROTECTIVE GAS ELECTRO SLAG REMELTING PROCESS AND ITS VALIDATION W. Schützenhöfer*, G. Reiter*, R. Rabitsch*,
Modelling of the Protective Gas Electro Slag Remelting Process and Its Validation 1 MODELLING OF THE PROTECTIVE GAS ELECTRO SLAG REMELTING PROCESS AND ITS VALIDATION W. Schützenhöfer*, G. Reiter*, R. Rabitsch*,
Multi-scale simulation of ductile iron casting
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Multi-scale simulation of ductile iron casting To cite this article: J Kubo 2015 IOP Conf. Ser.: Mater. Sci. Eng. 84 012044 View
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Multi-scale simulation of ductile iron casting To cite this article: J Kubo 2015 IOP Conf. Ser.: Mater. Sci. Eng. 84 012044 View
Surface formation in direct chill (DC) casting of 6082 aluminium alloys
 casting of 6082 aluminium alloys") IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Surface formation in direct chill (DC) casting of 682 aluminium alloys To cite this article: N Bayat and T Carlberg 216 IOP Conf.
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Surface formation in direct chill (DC) casting of 682 aluminium alloys To cite this article: N Bayat and T Carlberg 216 IOP Conf.
Alloy Design and Innovative Manufacturing Technology of High-Strength Ni-base Wrought Alloy for Efficiency Improvement in Thermal Power Plants
 Alloy Design and Innovative Manufacturing Technology of High-Strength Ni-base Wrought Alloy for Efficiency Improvement in Thermal Power Plants 32 SHINYA IMANO *1 JUN SATO *2 HIRONORI KAMOSHIDA *2 TAKASHI
Alloy Design and Innovative Manufacturing Technology of High-Strength Ni-base Wrought Alloy for Efficiency Improvement in Thermal Power Plants 32 SHINYA IMANO *1 JUN SATO *2 HIRONORI KAMOSHIDA *2 TAKASHI
Vacuum Arc Remelting (VAR)
") ALD Vacuum Technologies High Tech is our Business Vacuum Arc Remelting (VAR) Vacuum Arc Remelting Processes and Furnaces VAR Vacuum Arc Remelting (VAR) ALD is one of the leading suppliers of vacuum melting
ALD Vacuum Technologies High Tech is our Business Vacuum Arc Remelting (VAR) Vacuum Arc Remelting Processes and Furnaces VAR Vacuum Arc Remelting (VAR) ALD is one of the leading suppliers of vacuum melting
Vibration influence on structure and density of aluminum alloys
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Vibration influence on structure and density of aluminum alloys To cite this article: A A Usoltsev et al 2016 IOP Conf. Ser.:
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Vibration influence on structure and density of aluminum alloys To cite this article: A A Usoltsev et al 2016 IOP Conf. Ser.:
Introduction. 1 Method for making work rolls for cold rolling and characteristics required for rolls
 Because cold rolling requires work rolls of high quality in their surfaces and interiors, the rolls are generally made from electro-slag-remelting (ESR) ingots which ensure a stable outcome. In order to
Because cold rolling requires work rolls of high quality in their surfaces and interiors, the rolls are generally made from electro-slag-remelting (ESR) ingots which ensure a stable outcome. In order to
Evaluation of dendrite morphology using fractal dimension and dimensionless perimeter in unidirectionally solidified Al-Si Alloys
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Evaluation of dendrite morphology using fractal dimension and dimensionless perimeter in unidirectionally solidified Al-Si Alloys
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Evaluation of dendrite morphology using fractal dimension and dimensionless perimeter in unidirectionally solidified Al-Si Alloys
Numerical Simulation of Cast Distortion in Gas Turbine Engine Components
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Numerical Simulation of Cast Distortion in Gas Turbine Engine Components To cite this article: A A Inozemtsev et al 2015 IOP Conf.
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Numerical Simulation of Cast Distortion in Gas Turbine Engine Components To cite this article: A A Inozemtsev et al 2015 IOP Conf.
Segregation in Vacuum Arc Remelted Zirconium Alloy Ingots
 16 th International Symposium on Zirconium in the Nuclear Industry Chengdu, China Segregation in Vacuum Arc Remelted Zirconium Alloy Ingots A. Jardy 1, F. Leclerc 2, M. Revil-Baudard 1-2, P. Guerin 2,
16 th International Symposium on Zirconium in the Nuclear Industry Chengdu, China Segregation in Vacuum Arc Remelted Zirconium Alloy Ingots A. Jardy 1, F. Leclerc 2, M. Revil-Baudard 1-2, P. Guerin 2,
The influence of the mould cooling temperature on the surface appearance and the internal quality of ESR ingots
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS The influence of the mould cooling temperature on the surface appearance and the internal quality of ESR ingots To cite this article:
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS The influence of the mould cooling temperature on the surface appearance and the internal quality of ESR ingots To cite this article:
Improved Quality by Electro Slag Re-Melting
 Improved Quality by Electro Slag Re-Melting BY GÜNTER BUSCH* SYNOPSIS Electro Slag Re-Melting is a process performed after the primary melting steps in electro arc, induction or vacuum induction furnaces.
Improved Quality by Electro Slag Re-Melting BY GÜNTER BUSCH* SYNOPSIS Electro Slag Re-Melting is a process performed after the primary melting steps in electro arc, induction or vacuum induction furnaces.
The Precipitation of Primary Carbides in IN718 and its Relation to Solidification Conditions
 Superalloys 718, 625, 706 and Derivatives 2005 Edited by E.A. Loria TMS (The Minerals, Metals & Materials Society), 2005 The Precipitation of Primary Carbides in IN718 and its Relation to Solidification
Superalloys 718, 625, 706 and Derivatives 2005 Edited by E.A. Loria TMS (The Minerals, Metals & Materials Society), 2005 The Precipitation of Primary Carbides in IN718 and its Relation to Solidification
Forging Condition for Removing Porosities in the Hybrid Casting and Forging Process of 7075 Aluminum Alloy Casting
 Materials Transactions, Vol. 45, No. 6 (2004) pp. 1886 to 1890 #2004 The Japan Institute of Metals Forging Condition for Removing Porosities in the Hybrid Casting and Forging Process of 7075 Aluminum Alloy
Materials Transactions, Vol. 45, No. 6 (2004) pp. 1886 to 1890 #2004 The Japan Institute of Metals Forging Condition for Removing Porosities in the Hybrid Casting and Forging Process of 7075 Aluminum Alloy
The improvement of aluminium casting process control by application of the new CRIMSON process
 IOP Conference Series: Materials Science and Engineering The improvement of aluminium casting process control by application of the new CRIMSON process To cite this article: X Dai et al 2012 IOP Conf.
IOP Conference Series: Materials Science and Engineering The improvement of aluminium casting process control by application of the new CRIMSON process To cite this article: X Dai et al 2012 IOP Conf.
MELT RELATED DEFECTS IN ALLOY 706 AND THEIR EFFECTS ON. Samuel V. Thamboo. General Electric Company, Schenectady, NY
 MELT RELATED DEFECTS IN ALLOY 706 AND THEIR EFFECTS ON MECHANICAL PROPERTIES Samuel V. Thamboo General Electric Company, Schenectady, NY 12345 Abstract Alloy 706 as many other superalloys is melted by
MELT RELATED DEFECTS IN ALLOY 706 AND THEIR EFFECTS ON MECHANICAL PROPERTIES Samuel V. Thamboo General Electric Company, Schenectady, NY 12345 Abstract Alloy 706 as many other superalloys is melted by
Effect of solidified structure on hot tear in Al-Cu alloy
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Effect of solidified structure on hot tear in Al-Cu alloy To cite this article: Y Yoshida et al 2015 IOP Conf. Ser.: Mater. Sci.
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Effect of solidified structure on hot tear in Al-Cu alloy To cite this article: Y Yoshida et al 2015 IOP Conf. Ser.: Mater. Sci.
ROTARY FORGE PROCESSING OF DIRECT AGED INCONEL 718 FOR AIRCRAFT ENGINE SHAFTS. L.A. Jackman*, G.J. Smith*, A.W. Dix**, and M.L.
 ROTARY FORGE PROCESSING OF DIRECT AGED INCONEL 718 FOR AIRCRAFT ENGINE SHAFTS L.A. Jackman*, G.J. Smith*, A.W. Dix**, and M.L. Lasonde** * Teledyne Allvac Research and Development Monroe, North Carolina
ROTARY FORGE PROCESSING OF DIRECT AGED INCONEL 718 FOR AIRCRAFT ENGINE SHAFTS L.A. Jackman*, G.J. Smith*, A.W. Dix**, and M.L. Lasonde** * Teledyne Allvac Research and Development Monroe, North Carolina
Recently, more aggressive jet engines and industrial gas
 August 2012 Research & Development Phase transformation and liquid density redistribution during solidification of Ni-based superalloy Inconel 718 *Wang Ling 1, Gong He 1, Zhao Haofeng 1, Dong Jianxin
August 2012 Research & Development Phase transformation and liquid density redistribution during solidification of Ni-based superalloy Inconel 718 *Wang Ling 1, Gong He 1, Zhao Haofeng 1, Dong Jianxin
Final Report. Development of New Stainless Steel. Covering Period: August 1, 2003 to May 31, Date of Report: August 30, 2005
 Final Report Project Title: Development of New Stainless Steel Covering Period: August 1, 2003 to May 31, 2005 Date of Report: August 30, 2005 Recipient: Award Number: Working Partners: Universal Stainless
Final Report Project Title: Development of New Stainless Steel Covering Period: August 1, 2003 to May 31, 2005 Date of Report: August 30, 2005 Recipient: Award Number: Working Partners: Universal Stainless
INVESTIGATIVE STUDY OF 2-D VS. 3-D WELD RESIDUAL STRESS ANALYSES OF THE NRC PHASE II MOCKUP
 Proceedings of the ASME 212 Pressure Vessels & Piping Conference PVP212 July 15-19, 212, Toronto, Ontario, CANADA PVP212-7876 INVESTIGATIVE STUDY OF 2-D VS. 3-D WELD RESIDUAL STRESS ANALYSES OF THE NRC
Proceedings of the ASME 212 Pressure Vessels & Piping Conference PVP212 July 15-19, 212, Toronto, Ontario, CANADA PVP212-7876 INVESTIGATIVE STUDY OF 2-D VS. 3-D WELD RESIDUAL STRESS ANALYSES OF THE NRC
Lecture 31: Principles of Solidification of Steel. Key words: Solidification, planar growth, dendritic growth, casting, constitutional supercooling
 Lecture 31: Principles of Solidification of Steel Contents: Preamble Solidification variables Equilibrium solidification Non equilibrium solidification Microstructure development Key words: Solidification,
Lecture 31: Principles of Solidification of Steel Contents: Preamble Solidification variables Equilibrium solidification Non equilibrium solidification Microstructure development Key words: Solidification,
Hot-crack test for aluminium alloys welds using TIG process
 EPJ Web of Conferences 6, 07001 (2010) DOI:10.1051/epjconf/20100607001 Owned by the authors, published by EDP Sciences, 2010 Hot-crack test for aluminium alloys welds using TIG process A. Niel,a, F. Deschaux-beaume,
EPJ Web of Conferences 6, 07001 (2010) DOI:10.1051/epjconf/20100607001 Owned by the authors, published by EDP Sciences, 2010 Hot-crack test for aluminium alloys welds using TIG process A. Niel,a, F. Deschaux-beaume,
Designing of Sub-entry Nozzle for Casting Defectfree
 IOP Conference Series: Materials Science and Engineering OPEN ACCESS Designing of Sub-entry Nozzle for Casting Defectfree Steel To cite this article: Anupal Sen et al 2015 IOP Conf. Ser.: Mater. Sci. Eng.
IOP Conference Series: Materials Science and Engineering OPEN ACCESS Designing of Sub-entry Nozzle for Casting Defectfree Steel To cite this article: Anupal Sen et al 2015 IOP Conf. Ser.: Mater. Sci. Eng.
Model construction of earning money by taking photos
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Model construction of earning money by taking photos To cite this article: Jingmei Yang 2018 IOP Conf. Ser.: Mater. Sci. Eng.
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Model construction of earning money by taking photos To cite this article: Jingmei Yang 2018 IOP Conf. Ser.: Mater. Sci. Eng.
Modification of Alloy 706 for High Temperature Steam Turbine Rotor Application
 Superalloys 718, 625, 706 and Derivatives 2005 Edited by E.A. Loria TMS (The Minerals, Metals & Materials Society), 2005 Modification of Alloy 706 for High Temperature Steam Turbine Rotor Application Shinya
Superalloys 718, 625, 706 and Derivatives 2005 Edited by E.A. Loria TMS (The Minerals, Metals & Materials Society), 2005 Modification of Alloy 706 for High Temperature Steam Turbine Rotor Application Shinya
Geothermal reservoir simulation of hot sedimentary aquifer system using FEFLOW
 IOP Conference Series: Earth and Environmental Science PAPER OPEN ACCESS Geothermal reservoir simulation of hot sedimentary aquifer system using FEFLOW To cite this article: Hardi Nur Hidayat and Maximillian
IOP Conference Series: Earth and Environmental Science PAPER OPEN ACCESS Geothermal reservoir simulation of hot sedimentary aquifer system using FEFLOW To cite this article: Hardi Nur Hidayat and Maximillian
Thermomechanical fatigue crack growth in a cast polycrystalline superalloy
 MATEC Web of Conferences 4, 94 (24) DOI:.5/matecconf/24494 c Owned by the authors, published by EDP Sciences, 24 Thermomechanical fatigue crack growth in a cast polycrystalline superalloy Johan J. Moverare,2,a,
MATEC Web of Conferences 4, 94 (24) DOI:.5/matecconf/24494 c Owned by the authors, published by EDP Sciences, 24 Thermomechanical fatigue crack growth in a cast polycrystalline superalloy Johan J. Moverare,2,a,
PRIMARY CARBIDES IN ALLOY 718
 PRIMARY CARBIDES IN ALLOY 718 A.Mitchell Dept of Materials Engineering University of British Columbia Vancouver BC Canada Abstract This study presents the effects of long term homogenisation at 1200C on
PRIMARY CARBIDES IN ALLOY 718 A.Mitchell Dept of Materials Engineering University of British Columbia Vancouver BC Canada Abstract This study presents the effects of long term homogenisation at 1200C on
Modification of Ohnaka back diffusion equation
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Modification of Ohnaka back diffusion equation To cite this article: A Turkeli 2016 IOP Conf. Ser.: Mater. Sci. Eng. 117 012021
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Modification of Ohnaka back diffusion equation To cite this article: A Turkeli 2016 IOP Conf. Ser.: Mater. Sci. Eng. 117 012021
Weldability charts for constructional steels
 IOP Conference Series: Materials Science and Engineering Weldability charts for constructional steels To cite this article: J C Ion and M F Ashby 0 IOP Conf. Ser.: Mater. Sci. Eng. 3 00 View the article
IOP Conference Series: Materials Science and Engineering Weldability charts for constructional steels To cite this article: J C Ion and M F Ashby 0 IOP Conf. Ser.: Mater. Sci. Eng. 3 00 View the article
Liquid-Liquid Interface Instability in the Electro-Slag Remelting Process
 International Scientific Colloquium Modelling for Material Processing Riga, September 16-17, 010 Liquid-Liquid Interface Instability in the Electro-Slag Remelting Process A. Kharicha, A. Ludwig Abstract
International Scientific Colloquium Modelling for Material Processing Riga, September 16-17, 010 Liquid-Liquid Interface Instability in the Electro-Slag Remelting Process A. Kharicha, A. Ludwig Abstract
SIMULATION OF THE SLAG/POOL INTERFACE IN THE ESR PROCESS BY USING A VOF TECHNIQUE
 Modeling of Casting, Welding and Advanced Solidification Processes - XI Edited by Charles-André Gandin and Michel Bellet TMS (The Minerals, Metals & Materials Society), 006 SIMULATION OF THE SLAG/POOL
Modeling of Casting, Welding and Advanced Solidification Processes - XI Edited by Charles-André Gandin and Michel Bellet TMS (The Minerals, Metals & Materials Society), 006 SIMULATION OF THE SLAG/POOL
9. Welding Defects 109
 9. Welding Defects 9. Welding Defects 109 Figures 9.1 to 9.4 give a rough survey about the classification of welding defects to DIN 8524. This standard does not classify existing welding defects according
9. Welding Defects 9. Welding Defects 109 Figures 9.1 to 9.4 give a rough survey about the classification of welding defects to DIN 8524. This standard does not classify existing welding defects according
Center Segregation. Freckles and Development Directions. P. Auburtin, S.L. Cockcroft, A. Mitchell, A.J. Schmalz
 Center Segregation. Freckles and Development Directions for Niobium-Containinp Superalloys P. Auburtin, S.L. Cockcroft, A. Mitchell, A.J. Schmalz Department of Metals and Materials Engineering University
Center Segregation. Freckles and Development Directions for Niobium-Containinp Superalloys P. Auburtin, S.L. Cockcroft, A. Mitchell, A.J. Schmalz Department of Metals and Materials Engineering University
HAYNES 244 alloy a new 760 C capable low thermal expansion alloy
 MATEC Web of Conferences 14, 17004 (2014) DOI: 10.1051/matecconf/20141417004 c Owned by the authors, published by EDP Sciences, 2014 HAYNES 244 alloy a new 760 C capable low thermal expansion alloy Michael
MATEC Web of Conferences 14, 17004 (2014) DOI: 10.1051/matecconf/20141417004 c Owned by the authors, published by EDP Sciences, 2014 HAYNES 244 alloy a new 760 C capable low thermal expansion alloy Michael
Interaction Effect of Pressurized Lamination Pipe by using 2D Finite Element Analysis
 IOP Conference Series: Materials Science and Engineering Interaction Effect of Pressurized Lamination Pipe by using 2D Finite Element Analysis To cite this article: N Razak et al 212 IOP Conf. Ser.: Mater.
IOP Conference Series: Materials Science and Engineering Interaction Effect of Pressurized Lamination Pipe by using 2D Finite Element Analysis To cite this article: N Razak et al 212 IOP Conf. Ser.: Mater.
Design and Analysis of a Forging Die for Manufacturing of Multiple Connecting Rods
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Design and Analysis of a Forging Die for Manufacturing of Multiple Connecting Rods To cite this article: C E Megharaj et al 2016
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Design and Analysis of a Forging Die for Manufacturing of Multiple Connecting Rods To cite this article: C E Megharaj et al 2016
Determination of the cast structure parameter on the basis of micro-segregation analysis
 Determination of the cast structure parameter on the basis of micro-segregation analysis J. Dobrovská 1, F. Kavička 2, K. Stránský 2 and V. Dobrovská 1 1 Faculty of Metallurgy and Materials Engineering,
Determination of the cast structure parameter on the basis of micro-segregation analysis J. Dobrovská 1, F. Kavička 2, K. Stránský 2 and V. Dobrovská 1 1 Faculty of Metallurgy and Materials Engineering,
Hot Deformation Behavior of High Strength Low Alloy Steel by Thermo Mechanical Simulator and Finite Element Method
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Hot Deformation Behavior of High Strength Low Alloy Steel by Thermo Mechanical Simulator and Finite Element Method To cite this
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Hot Deformation Behavior of High Strength Low Alloy Steel by Thermo Mechanical Simulator and Finite Element Method To cite this
Process-scale modelling of microstructure in direct chill casting of aluminium alloys
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Process-scale modelling of microstructure in direct chill casting of aluminium alloys To cite this article: M Bedel et al 2015
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Process-scale modelling of microstructure in direct chill casting of aluminium alloys To cite this article: M Bedel et al 2015
Continuous Casting. B.G. Thomas Mechanical & Industrial Engineering University of Illinois at Urbana-Champaign
 1 Continuous Casting B.G. Thomas Mechanical & Industrial Engineering University of Illinois at Urbana-Champaign bgthomas@uiuc.edu Continuous casting transforms molten metal into solid on a continuous basis
1 Continuous Casting B.G. Thomas Mechanical & Industrial Engineering University of Illinois at Urbana-Champaign bgthomas@uiuc.edu Continuous casting transforms molten metal into solid on a continuous basis
Effects of Mo Addition and Austenitizing Temperature on Hardenability of Low Alloy B-added Steels
 , pp. 1150 1155 Effects of Mo Addition and Austenitizing Temperature on Hardenability of Low Alloy B-added Steels Hitoshi ASAHI Nippon Steel Corporation, Steel Research Laboratories, Shintomi, Futtsu-shi,
, pp. 1150 1155 Effects of Mo Addition and Austenitizing Temperature on Hardenability of Low Alloy B-added Steels Hitoshi ASAHI Nippon Steel Corporation, Steel Research Laboratories, Shintomi, Futtsu-shi,
Capability enhancement of production of activating fluxes for arc welding using ultradispersed products of silicon waste processing
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Capability enhancement of production of activating fluxes for arc welding using ultradispersed products of silicon waste processing
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Capability enhancement of production of activating fluxes for arc welding using ultradispersed products of silicon waste processing
Influence of directional solidification variables on primary dendrite arm spacing of Ni-based superalloy DZ125
 Influence of directional solidification variables on primary dendrite arm spacing of Ni-based superalloy DZ125 *Zhang Weiguo, Liu Lin, Huang Taiwen, Zhao Xinbao, Qu Min, Yu Zhuhuan, Fu Hengzhi (State Key
Influence of directional solidification variables on primary dendrite arm spacing of Ni-based superalloy DZ125 *Zhang Weiguo, Liu Lin, Huang Taiwen, Zhao Xinbao, Qu Min, Yu Zhuhuan, Fu Hengzhi (State Key
Preliminary experimental evaluation of thermal conductivity of ceramic pebble beds
 Journal of Physics: Conference Series OPEN ACCESS Preliminary experimental evaluation of thermal conductivity of ceramic pebble beds To cite this article: D Aquaro and R Lo Frano 2014 J. Phys.: Conf. Ser.
Journal of Physics: Conference Series OPEN ACCESS Preliminary experimental evaluation of thermal conductivity of ceramic pebble beds To cite this article: D Aquaro and R Lo Frano 2014 J. Phys.: Conf. Ser.
ESR MELTING UNDER CONSTANT VOLTAGE CONDITIONS. M. Eric Schlienger. Sandia National Laboratories Albuquerque New Mexico ABSTRACT
 N c ESR MELTING UNDER CONSTANT VOLTAGE CONDITIONS M. Eric Schlienger Sandia National Laboratories Albuquerque New Mexico OSTl ABSTRACT Typical industrial ESR melting practice includes operation at a constant
N c ESR MELTING UNDER CONSTANT VOLTAGE CONDITIONS M. Eric Schlienger Sandia National Laboratories Albuquerque New Mexico OSTl ABSTRACT Typical industrial ESR melting practice includes operation at a constant
Supplementary Figure 1 XPS spectra of the Sb 2 Te 3 ChaM dried at room temperature near (a) Sb region and (b) Te region. Sb 3d 3/2 and Sb 3d 5/2
 Sb region and (b) Te region. Sb 3d 3/2 and Sb 3d 5/2") Supplementary Figure 1 XPS spectra of the Sb 2 Te 3 ChaM dried at room temperature near (a) Sb region and (b) Te region. Sb 3d 3/2 and Sb 3d 5/2 peaks correspond to Sb metallic bonding and the peaks of
Supplementary Figure 1 XPS spectra of the Sb 2 Te 3 ChaM dried at room temperature near (a) Sb region and (b) Te region. Sb 3d 3/2 and Sb 3d 5/2 peaks correspond to Sb metallic bonding and the peaks of
Effect of microalloying elements on microstructure and properties of quenched and tempered constructional steel
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Effect of microalloying elements on microstructure and properties of quenched and tempered constructional steel To cite this article:
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Effect of microalloying elements on microstructure and properties of quenched and tempered constructional steel To cite this article:
ANALYSIS OF HOT WORKABILITY OF NICKEL-CHROMIUM ALLOY
 ANALYSIS OF HOT WORKABILITY OF NICKEL-CHROMIUM ALLOY ŁUKASZEK-SOŁEK Aneta 1, ŚWIĄTONIOWSKI Andrzej 2, CELADYN Krzysztof 2* 1 AGH University of Science and Technology, Faculty of Metals Engineering and
ANALYSIS OF HOT WORKABILITY OF NICKEL-CHROMIUM ALLOY ŁUKASZEK-SOŁEK Aneta 1, ŚWIĄTONIOWSKI Andrzej 2, CELADYN Krzysztof 2* 1 AGH University of Science and Technology, Faculty of Metals Engineering and
Static linear analysis for trusses structure for supporting pipes
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Static linear analysis for trusses structure for supporting pipes To cite this article: M Urdea 2018 IOP Conf. Ser.: Mater. Sci.
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Static linear analysis for trusses structure for supporting pipes To cite this article: M Urdea 2018 IOP Conf. Ser.: Mater. Sci.
Investigation on the quality of bio-oil produced through fast pyrolysis of biomass-polymer waste mixture
 IOP Conference Series: Earth and Environmental Science PAPER OPEN ACCESS Investigation on the quality of bio-oil produced through fast pyrolysis of biomass-polymer waste mixture To cite this article: S
IOP Conference Series: Earth and Environmental Science PAPER OPEN ACCESS Investigation on the quality of bio-oil produced through fast pyrolysis of biomass-polymer waste mixture To cite this article: S
APPLICATION OF CONFOCAL SCANNING LASER MICROSCOPE IN STUDYING SOLIDIFICATION BEHAVIOR OF ALLOY 718
 APPLICATION OF CONFOCAL SCANNING LASER MICROSCOPE IN STUDYING SOLIDIFICATION BEHAVIOR OF ALLOY 718 Hongwei Song 1, Zhujun Miao 2, Aidang Shan 2, Wenliang Xu 1, Jun Lu 1 1 Baosteel Research Institute, Baoshan
APPLICATION OF CONFOCAL SCANNING LASER MICROSCOPE IN STUDYING SOLIDIFICATION BEHAVIOR OF ALLOY 718 Hongwei Song 1, Zhujun Miao 2, Aidang Shan 2, Wenliang Xu 1, Jun Lu 1 1 Baosteel Research Institute, Baoshan
Power quality analysis of DC arc furnace operation using the Bowman model for electric arc
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Power quality analysis of DC arc furnace operation using the Bowman model for electric arc To cite this article: P L Gherman 018
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Power quality analysis of DC arc furnace operation using the Bowman model for electric arc To cite this article: P L Gherman 018
Compression Characteristics of Honeycomb Sandwich Panels to Improve Their Impact Resistances
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Compression Characteristics of Honeycomb Sandwich Panels to Improve Their Impact Resistances To cite this article: Kentaro Takagi
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Compression Characteristics of Honeycomb Sandwich Panels to Improve Their Impact Resistances To cite this article: Kentaro Takagi
YIELD IMPROVEMENT CASE STUDY: STACKED SPRING CAPS
 YIELD IMPROVEMENT CASE STUDY: STACKED SPRING CAPS Shouzhu Ou 1, Kent Carlson 1, Malcolm Blair 2, Graham Jones 3, Richard Hardin 1 and Christoph Beckermann 4 1 Research Engineers, Department of Mechanical
YIELD IMPROVEMENT CASE STUDY: STACKED SPRING CAPS Shouzhu Ou 1, Kent Carlson 1, Malcolm Blair 2, Graham Jones 3, Richard Hardin 1 and Christoph Beckermann 4 1 Research Engineers, Department of Mechanical
Original. DOI: /
 Original Elsayed, F.R.; Hort, N.; Salgado-Ordorica, M.; Kainer, K.U.: Magnesium Permanent Mold Castings Optimization Materials Science Forum, Light Metals Technology V (2011) Trans Tech Publications DOI:
Original Elsayed, F.R.; Hort, N.; Salgado-Ordorica, M.; Kainer, K.U.: Magnesium Permanent Mold Castings Optimization Materials Science Forum, Light Metals Technology V (2011) Trans Tech Publications DOI:
Second stage cooling from a Cryomech PT415 cooler at second stage temperatures up to 300 K with cooling on the first-stage from 0 to 250 W
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Second stage cooling from a Cryomech PT415 cooler at second stage temperatures up to 3 K with cooling on the first-stage from
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Second stage cooling from a Cryomech PT415 cooler at second stage temperatures up to 3 K with cooling on the first-stage from
Carbides and Their Influence on Notched Low Cycle Fatigue Behavior of Fine- Grained IN718 Gas Turbine Disk Material
 Superalloys 718, 625, 706 and Derivatives 2005 Edited by E.A. Loria TMS (The Minerals, Metals & Materials Society), 2005 Carbides and Their Influence on Notched Low Cycle Fatigue Behavior of Fine- Grained
Superalloys 718, 625, 706 and Derivatives 2005 Edited by E.A. Loria TMS (The Minerals, Metals & Materials Society), 2005 Carbides and Their Influence on Notched Low Cycle Fatigue Behavior of Fine- Grained
Embedded Mold Temperature Sensor
 ANNUAL REPORT 2006 Meeting date: June 15, 2006 Design & Installation of Novel Sensors into the Continuous Casting Mold Michael K. Okelman (Combined BS/MS Student) & Brian G. Thomas Department of Mechanical
ANNUAL REPORT 2006 Meeting date: June 15, 2006 Design & Installation of Novel Sensors into the Continuous Casting Mold Michael K. Okelman (Combined BS/MS Student) & Brian G. Thomas Department of Mechanical
P.W. Schilke, J.J. Pepe, R.C. Schwant. Materials and Processes Engineering. GE Power Generation Schenectady, NY. Abstract
 ALLOY 706 METALLURGY AND TURBINE WHEEL APPLICATION P.W. Schilke, J.J. Pepe, R.C. Schwant Materials and Processes Engineering GE Power Generation Schenectady, NY Abstract The basic chemistry of Alloy 706
ALLOY 706 METALLURGY AND TURBINE WHEEL APPLICATION P.W. Schilke, J.J. Pepe, R.C. Schwant Materials and Processes Engineering GE Power Generation Schenectady, NY Abstract The basic chemistry of Alloy 706
Manufacturing and STA-investigation of witness-samples for the temperature monitoring of structural steels under irradiation
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Manufacturing and STA-investigation of witness-samples for the temperature monitoring of structural steels under irradiation To
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Manufacturing and STA-investigation of witness-samples for the temperature monitoring of structural steels under irradiation To
Development of SLM quality system for gas turbines engines parts production
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Development of SLM quality system for gas turbines engines parts production To cite this article: V V Kokareva et al 2018 IOP
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Development of SLM quality system for gas turbines engines parts production To cite this article: V V Kokareva et al 2018 IOP
GRAIN GROWTH MODELING FOR ADDITIVE MANUFACTURING OF NICKEL BASED SUPERALLOYS
 Proceedings of the 6th International Conference on Recrystallization and Grain Growth (ReX&GG 016) Edited by: Elizabeth A. Holm, Susan Farjami, Priyadarshan Manohar, Gregory S. Rohrer, Anthony D. Rollett,
Proceedings of the 6th International Conference on Recrystallization and Grain Growth (ReX&GG 016) Edited by: Elizabeth A. Holm, Susan Farjami, Priyadarshan Manohar, Gregory S. Rohrer, Anthony D. Rollett,
Slurry-Based Semi-Solid Die Casting
 Accepted for Publication in Advanced Materials and Processes, 159(10), October 2001 Slurry-Based Semi-Solid Die Casting Chris S. Rice and Patricio F. Mendez A new approach to semi-solid forming is described.
Accepted for Publication in Advanced Materials and Processes, 159(10), October 2001 Slurry-Based Semi-Solid Die Casting Chris S. Rice and Patricio F. Mendez A new approach to semi-solid forming is described.
Sensitivity of Steel Casting Simulation Results to Alloy Property Datasets
 Sensitivity of Steel Casting Simulation Results to Alloy Property Datasets Kent D. Carlson and Christoph Beckermann 1 Abstract Department of Mechanical and Industrial Engineering The University of Iowa,
Sensitivity of Steel Casting Simulation Results to Alloy Property Datasets Kent D. Carlson and Christoph Beckermann 1 Abstract Department of Mechanical and Industrial Engineering The University of Iowa,
CFD MODELLING OF MACRO-SEGREGATION AND SHRINKAGE IN LARGE DIAMETER STEEL ROLL CASTINGS: A COMPARISON ON SEN AND DLP TECHNIQUES
 Ninth International Conference on CFD in the Minerals and Process Industries CSIRO, Melbourne, Australia 10-12 December 2012 CFD MODELLING OF MACRO-SEGREGATION AND SHRINKAGE IN LARGE DIAMETER STEEL ROLL
Ninth International Conference on CFD in the Minerals and Process Industries CSIRO, Melbourne, Australia 10-12 December 2012 CFD MODELLING OF MACRO-SEGREGATION AND SHRINKAGE IN LARGE DIAMETER STEEL ROLL
Use of Modeling in Production of Titanium Alloys. Titanium 2006 San Diego Dr Stephen Fox Dr. Vasisht Venkatesh TIMET
 Use of Modeling in Production of Titanium Alloys Titanium 2006 San Diego Dr Stephen Fox Dr. Vasisht Venkatesh TIMET Why use computer modeling? Vacuum Arc Remelting Rolling, forging etc Thermodynamic modeling
Use of Modeling in Production of Titanium Alloys Titanium 2006 San Diego Dr Stephen Fox Dr. Vasisht Venkatesh TIMET Why use computer modeling? Vacuum Arc Remelting Rolling, forging etc Thermodynamic modeling
Prediction model for torque on drilling of metal matrix composites
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Prediction model for torque on drilling of metal matrix composites To cite this article: S Senthilbabu et al 2018 IOP Conf. Ser.:
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Prediction model for torque on drilling of metal matrix composites To cite this article: S Senthilbabu et al 2018 IOP Conf. Ser.:
EFFECT OF CHEMISTRY AND PROCESSING ON THE STRUCTURE AND MECHANICAL PROPERTIES OF INCONEL ALLOY 718. E. L. Raymond
 EFFECT OF CHEMISTRY AND PROCESSING ON THE STRUCTURE AND MECHANICAL PROPERTIES OF INCONEL ALLOY 718 E. L. Raymond Cameron Forge Company Houston, Texas 77251 Abstract Alloy 718 has been utilized in gas turbine
EFFECT OF CHEMISTRY AND PROCESSING ON THE STRUCTURE AND MECHANICAL PROPERTIES OF INCONEL ALLOY 718 E. L. Raymond Cameron Forge Company Houston, Texas 77251 Abstract Alloy 718 has been utilized in gas turbine
Modelling of the radial forging process of a hollow billet with the mandrel on the lever radial forging machine
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Modelling of the radial forging process of a hollow billet with the mandrel on the lever radial forging machine To cite this article:
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Modelling of the radial forging process of a hollow billet with the mandrel on the lever radial forging machine To cite this article:
Numerical analysis of eccentric orifice plate using ANSYS Fluent software
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Numerical analysis of eccentric orifice plate using ANSYS Fluent software To cite this article: D Zahariea 2016 IOP Conf. Ser.:
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Numerical analysis of eccentric orifice plate using ANSYS Fluent software To cite this article: D Zahariea 2016 IOP Conf. Ser.:
Finite Element Analysis of the Maximum Stress at the Joints of the Transmission Tower
 IOP Conference Series: Earth and Environmental Science PAPER OPEN ACCESS Finite Element Analysis of the Maximum Stress at the Joints of the Transmission Tower To cite this article: Zarina Itam et al 2016
IOP Conference Series: Earth and Environmental Science PAPER OPEN ACCESS Finite Element Analysis of the Maximum Stress at the Joints of the Transmission Tower To cite this article: Zarina Itam et al 2016
New approach for porous materials obtaining using centrifugal casting
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS New approach for porous materials obtaining using centrifugal casting To cite this article: O Bltescu et al 2015 IOP Conf. Ser.:
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS New approach for porous materials obtaining using centrifugal casting To cite this article: O Bltescu et al 2015 IOP Conf. Ser.:
A cryogenic tensile testing apparatus for microsamples cooled by miniature pulse tube cryocooler
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS A cryogenic tensile testing apparatus for microsamples cooled by miniature pulse tube cryocooler To cite this article: L B Chen
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS A cryogenic tensile testing apparatus for microsamples cooled by miniature pulse tube cryocooler To cite this article: L B Chen
Reduction of Oxide Inclusions in Aluminum Cylinder Heads through Virtual Design of Experiments
 Lubos Pavlak and Jörg C. Sturm, MAGMA GmbH Reduction of Oxide Inclusions in Aluminum Cylinder Heads through Virtual Design of Experiments Executive Summary Oxide inclusions, which are created during the
Lubos Pavlak and Jörg C. Sturm, MAGMA GmbH Reduction of Oxide Inclusions in Aluminum Cylinder Heads through Virtual Design of Experiments Executive Summary Oxide inclusions, which are created during the
Solidification and Crystallisation 5. Formation of and control of granular structure
 MME 345 Lecture 08 Solidification and Crystallisation 5. Formation of and control of granular structure Ref: [1] A. Ohno, The Solidification of Metals, Chijin Shokan Co. Ltd., 1976 [2] P. Beeley, Foundry
MME 345 Lecture 08 Solidification and Crystallisation 5. Formation of and control of granular structure Ref: [1] A. Ohno, The Solidification of Metals, Chijin Shokan Co. Ltd., 1976 [2] P. Beeley, Foundry
Solidification and Precipitation in IN718
 Solidification and Precipitation in IN718 A. Mitchell and T. Wang Advanced Materials and Process Engineering Laboratories University of British Columbia Vancouver BC Canada Abstract The superalloy IN71
Solidification and Precipitation in IN718 A. Mitchell and T. Wang Advanced Materials and Process Engineering Laboratories University of British Columbia Vancouver BC Canada Abstract The superalloy IN71
FLOW & HEAT TRANSFER IN A PACKED BED - TRANSIENT
 FLOW & HEAT TRANSFER IN A PACKED BED - TRANSIENT This case study demonstrates the transient simulation of the heat transfer through a packed bed with no forced convection. This case study is applicable
FLOW & HEAT TRANSFER IN A PACKED BED - TRANSIENT This case study demonstrates the transient simulation of the heat transfer through a packed bed with no forced convection. This case study is applicable
Material flow analysis for hot-forming of 20MnCr5 gear wheel blanks
 IDE 2008, Bremen, Germany, September 17 th 19 th, 2008 77 Material flow analysis for hot-forming of 20MnCr5 gear wheel blanks Rüdiger Rentsch Foundation Institute of Materials Science (IWT), Badgasteinerstr.
IDE 2008, Bremen, Germany, September 17 th 19 th, 2008 77 Material flow analysis for hot-forming of 20MnCr5 gear wheel blanks Rüdiger Rentsch Foundation Institute of Materials Science (IWT), Badgasteinerstr.
DESIGN AND ANALYSIS OF RISER FOR SAND CASTING
 DESIGN AND ANALYSIS OF RISER FOR SAND CASTING C. M. Choudhari, Nikhil S. Dalal, Akshay P. Ghude 1, Pratik P. Sankhe, Ashutosh M.Dhotre Mechanical Department, Fr.C.Rodrigues Insitute of Technology, Vashi,
DESIGN AND ANALYSIS OF RISER FOR SAND CASTING C. M. Choudhari, Nikhil S. Dalal, Akshay P. Ghude 1, Pratik P. Sankhe, Ashutosh M.Dhotre Mechanical Department, Fr.C.Rodrigues Insitute of Technology, Vashi,
Rational chemical composition and heat treatment models of rails made from E76HF steel using the heat of rolling heating
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Rational chemical composition and heat treatment models of rails made from E76HF steel using the heat of rolling heating Related
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Rational chemical composition and heat treatment models of rails made from E76HF steel using the heat of rolling heating Related
Electron Beam Melting (EB)
") ALD Vacuum Technologies High Tech is our Business Electron (EB) Electron Processes and Furnaces Metallurgy of the Electron Process Large EBCHR Furnace for Titanium Electron beam melting is distinguished
ALD Vacuum Technologies High Tech is our Business Electron (EB) Electron Processes and Furnaces Metallurgy of the Electron Process Large EBCHR Furnace for Titanium Electron beam melting is distinguished
The Production of Titanium and Titanium Alloys Using Electron Beam Cold Hearth Single Melt
 The Production of Titanium and Titanium Alloys Using Electron Beam Cold Hearth Single Melt David W. Tripp Development Manager, EBSM TIMET Morgantown, PA Titanium 2006 San Diego, CA Introduction Electron
The Production of Titanium and Titanium Alloys Using Electron Beam Cold Hearth Single Melt David W. Tripp Development Manager, EBSM TIMET Morgantown, PA Titanium 2006 San Diego, CA Introduction Electron
Pressocolata. Influence of cooling condition on solidification of large steel ingot
 Influence of cooling condition on solidification of large steel ingot C. Zhang, Y. Bao, M. Wang, L. Zhang Influence of cooling conditions such as air cooling, forced air cooling, air mist cooling and water
Influence of cooling condition on solidification of large steel ingot C. Zhang, Y. Bao, M. Wang, L. Zhang Influence of cooling conditions such as air cooling, forced air cooling, air mist cooling and water
Preventing shrinkage defects in investment casting of SUS310 stainless steel feather keys
 IOP Conference Series: Earth and Environmental Science PAPER OPEN ACCESS Preventing shrinkage defects in investment casting of SUS310 stainless steel feather keys To cite this article: Pei-Hsing Huang
IOP Conference Series: Earth and Environmental Science PAPER OPEN ACCESS Preventing shrinkage defects in investment casting of SUS310 stainless steel feather keys To cite this article: Pei-Hsing Huang
EFFECT OF Nb ON THE PHASE TRANSFORMATION IN BIOCOMPATIBLE TiNb-BASED ALLOYS. Monika LOSERTOVÁ, Petr ŠTĚPÁN, Bedřich SMETANA, Monika ŽALUDOVÁ
 EFFECT OF Nb ON THE PHASE TRANSFORMATION IN BIOCOMPATIBLE TiNb-BASED ALLOYS Monika LOSERTOVÁ, Petr ŠTĚPÁN, Bedřich SMETANA, Monika ŽALUDOVÁ VSB-Technical University of Ostrava, Ostrava, Czech Republic,
EFFECT OF Nb ON THE PHASE TRANSFORMATION IN BIOCOMPATIBLE TiNb-BASED ALLOYS Monika LOSERTOVÁ, Petr ŠTĚPÁN, Bedřich SMETANA, Monika ŽALUDOVÁ VSB-Technical University of Ostrava, Ostrava, Czech Republic,
Influence of Crystal Orientations on the Bendability of an Al-Mg-Si Alloy
 Materials Transactions, Vol. 51, No. 4 (2010) pp. 614 to 619 Special Issue on Crystallographic Orientation Distribution and Related Properties in Advanced Materials II #2010 The Japan Institute of Light
Materials Transactions, Vol. 51, No. 4 (2010) pp. 614 to 619 Special Issue on Crystallographic Orientation Distribution and Related Properties in Advanced Materials II #2010 The Japan Institute of Light
Computer simulation applied to jewellery casting: challenges, results and future possibilities
 IOP Conference Series: Materials Science and Engineering Computer simulation applied to jewellery casting: challenges, results and future possibilities To cite this article: Dario Tiberto and Ulrich E
IOP Conference Series: Materials Science and Engineering Computer simulation applied to jewellery casting: challenges, results and future possibilities To cite this article: Dario Tiberto and Ulrich E
Stress Corrosion Cracking Behavior of Hardening-Treated 13Cr Stainless Steel
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Stress Corrosion Cracking Behavior of Hardening-Treated 13Cr Stainless Steel To cite this article: Li-Bin Niu et al 2018 IOP Conf.
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Stress Corrosion Cracking Behavior of Hardening-Treated 13Cr Stainless Steel To cite this article: Li-Bin Niu et al 2018 IOP Conf.
ALD Vacuum Technologies High Tech is our Business Electro Slag Remelting (ESR)
") ALD Vacuum Technologies High Tech is our Business Electro Slag Remelting (ESR) Electro Slag Remelting Processes and Furnaces Electro Slag Remelting ALD is one of the leading suppliers of vacuum and inert
ALD Vacuum Technologies High Tech is our Business Electro Slag Remelting (ESR) Electro Slag Remelting Processes and Furnaces Electro Slag Remelting ALD is one of the leading suppliers of vacuum and inert
INVESTIGATION OF THE PARTITION COEFFICIENTS IN THE NI-FE-NB ALLOYS: A THERMODYNAMIC AND EXPERIMENTAL APPROACH
 INVESTIGATION OF THE PARTITION COEFFICIENTS IN THE NI-FE-NB ALLOYS: A THERMODYNAMIC AND EXPERIMENTAL APPROACH Jairo Valdes*, DongEung Kim+, Shun-Li Shang+, Xingbo Liu**, Paul King++, Zi-Kui Liu+ *West
INVESTIGATION OF THE PARTITION COEFFICIENTS IN THE NI-FE-NB ALLOYS: A THERMODYNAMIC AND EXPERIMENTAL APPROACH Jairo Valdes*, DongEung Kim+, Shun-Li Shang+, Xingbo Liu**, Paul King++, Zi-Kui Liu+ *West
Effect of Melting and Casting Conditions on Aluminium Metal Quality
 Effect of Melting and Casting Conditions on Aluminium Metal Quality Derya DISPINAR, John CAMPBELL Department of Metallurgy and Materials, University of Birmingham, UK. Abstract A study in a secondary alloy
Effect of Melting and Casting Conditions on Aluminium Metal Quality Derya DISPINAR, John CAMPBELL Department of Metallurgy and Materials, University of Birmingham, UK. Abstract A study in a secondary alloy
Study on reinforced concrete beams with helical transverse reinforcement
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Study on reinforced concrete beams with helical transverse reinforcement To cite this article: N Kaarthik Krishna et al 2018 IOP
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Study on reinforced concrete beams with helical transverse reinforcement To cite this article: N Kaarthik Krishna et al 2018 IOP
Laurence A. Jackman*, Gernant E. Maurer **, Sunil Widge***
 WHITE SPOTS IN SUPERALLOYS Laurence A. Jackman*, Gernant E. Maurer **, Sunil Widge*** *Teledyne Allvac, Monroe, N.C., **Special Metals Corp., New Hartford, N.Y., ***Carpenter Technology Corp., Reading,
WHITE SPOTS IN SUPERALLOYS Laurence A. Jackman*, Gernant E. Maurer **, Sunil Widge*** *Teledyne Allvac, Monroe, N.C., **Special Metals Corp., New Hartford, N.Y., ***Carpenter Technology Corp., Reading,