WHAT TO THINK ABOUT DURING WELD REPAIR
|
|
|
- Ruth Baldwin
- 6 years ago
- Views:
Transcription


1 WHAT TO THINK ABOUT DURING WELD REPAIR CARBON STEEL, STAINLESS STEEL AND Ni-ALLOY Per-Åke Björnstedt IWE Application Specialist Stockholm,
2 TOPICS What to think about during weld repair? Types of failures Understand the difference between materials Prior welding, during and after welding Applications 2
 Planning (isolation of all connected systems, confined space, temporary structural supports, co-operation between maintenance and operation etc.")
3 WHAT TO THINK ABOUT DURING WELD REPAIR NOT INCLUDED IN THIS PRESENTATION BUT SHOULD BE CONSIDERED Scheduled or emergency repair Root cause of the failure (process, overload, fatigue, corrosion/erosion, inadequate design, wrong material) Planning (isolation of all connected systems, confined space, temporary structural supports, co-operation between maintenance and operation etc.) Spare parts Review of drawings Correct tools and equipment 3


4 WELDING FABRICATION PROCESS METALLURGICALLY JOINING OR CLADDING WELDING IS ALWAYS A LOCAL HEAT TREATMENT OF A MATERIAL THAT CHANGES THE METALLOGRAPHIC STRUCTURE Dendrites, segregations The weld has in many cases inferior mechanical and corrosion properties compared to the base material 4
 Pre heating and/or post weld heat treatment (PWHT) needed?")
5 WHAT TO THINK ABOUT DURING WELD REPAIR CHECK LIST WELD REPAIR Safety! Pressure vessel? Third party present Welding procedure Specification (WPS) Heat input; AWS or EN ISO? Qualified welder Base material and welding consumables Welding technique Non destructive testing (NDT) Pre heating and/or post weld heat treatment (PWHT) needed? If as-welded dimensional accuracy requirement is needed monitor welding and adjust sequencing Knowledge and experience! 5

6 WHAT TO THINK ABOUT DURING WELD REPAIR POTENTIAL WELDING RELATED HAZARDS Eye damage Arc-eye Grinding Fumes Gas inhalation Dust inhalation Hearing damage Burns Grinding Welding operations Hot metal Heavy equipment Lifting equipment Heavy plates and test pieces Potential falling items (safety shoes)
7 WELDING QUALIFICATION INTEGRITY OF WELDS How to know if a weld have the desired quality and meet the acceptance criteria? Welding parameters, materials and welding techniques are qualified ISO (WPQR) and ASME (PQR) NDT testing techniques pwps WPQR/PQR WPS (Manufacturing assesment test) 7
 Welding method Technique (weave vrs.")
8 WELDING QUALIFICATION WELDING PROCEDURE SPECIFICATION The WPS is the work instruction for the welders in manufacturing Important / essential parameters: Base material and dimension Filler material and dimension Joint preparation Heat-input Weld protection type Preheating Post Weld Heat Treatment (PWHT) Welding method Technique (weave vrs. stringers) 8

9 HEAT INPUT EN ISO OR ASME? EN ISO ASME BPVC IX QW



10 SELECTING FILLER METALS FACTORS TO CONSIDER Requirements Codes Specifications Engineering Service Environment Loading Type Strain Rate Temperature Corrosion Base metal Mechanical properties Chemical composition Joint design The process Equipment Position Location Economics Usability 10
 of the base metal Stainless steel and Ni-alloys slightly over alloyed Base metal Drawings, PMI (Positive Material Identification), magnet Contact the original manufacturer for weld repair advice")
11 SELECTING FILLER METAL GENERAL GUIDELINES RULES OF THUMB Filler metal Match the chemical composition and mechanical properties (tensile and yield strength, elongation etc.) of the base metal Stainless steel and Ni-alloys slightly over alloyed Base metal Drawings, PMI (Positive Material Identification), magnet Contact the original manufacturer for weld repair advice Basicity and impact strength Rutile slag (Ti0 2 ) More weld metal micro oxides Less toughness of the weld metal Lower basicity Lime Flouride slag (CaF 2 ) Less weld metal micro oxides Higher toughness of the weld metal Higher basicity
12 PRE HEATING CARBON STEEL AND CRACK SENSITIVNESS Decided by the code but depend on factors like Chemical analysis Carbon equivalent, E c = C + Mn/6 + (Ni+Cu)/15 + (Cr+Mo+V)/5), suitable for welding at room temperature if E e less than Valid for C-steel, C-Mn-steel and micro alloyed steel. Heat input (welding parameters) Degree of restraint of the items being joined (type of joint), firm restraint often need pre heat Hydrogen content (welding method and filler material) Combined thickness, t < 10 mm rarely needs pre heating Again, specified in the WPS!
13 WHAT TO AVOID DURING WELD REPAIR? CRACKING MECHANISMS Hot cracking Solidification cracking (weld metal) Liquidation cracking (segregation within the base material, heat affected zone HAZ ) Ductility dip cracking (mostly Ni-alloys) Cold cracking Others Hardening crack Hydrogen assisted cracking Stress corrosion cracking 13 Relaxation cracking Stress relief cracking Typ IV cracking Ref: Keith Packard, voestalpine, AWS Education conference, September 2017
14 CRACKING MECHANISMS HOT CRACKING Depending on Chemical analysis Microstructure Stress Countermeasure Controlled heat input to slow cooling rates (Increase voltage, decrease speed and current) Impurities as P, S, B, Nb, Ti and Si should be minimized Clean weld joint Weld bead/joint geometry to minimize joint stress Reduce level of residual and external stresses a Liquid Phase b Crack d Solid Phase Є - Stress 14 Ref: Mechanism behind formation of a hot crack according to Arata et al.
15 CRACKING MECHANISMS HOT CRACKING - IMPACT OF WELD BEAD GEOMETRY Ref: Keith Packard, voestalpine, AWS Education conference, September
")
16 CRACKING MECHANISMS HOT CRACKING SANICRO 53 (ALLOY 617, ERNICrCoMo-1, SNi 6617) 16
17 CRACKING MECHANISMS COLD CRACKING Depending on Microstructure, Stress and Hydrogen Cracking occurs after a couple of hours or days Countermeasures Reduce Possible hydrogen sources: Low Hydrogen Welding consumables Base material Residual Oil, liquid, etc on surface after weld seam preparation or NDT Control Humidity Preheating and controlled interpass temperature to minimize Hydrogen content (Hydrogen diffusion effective at T > 150 C) Control Internal and external stresses PWHT above 740 C is necessary to avoid SCC 17
18 CRACKING MECHANISMS STRUCTURE STABILITY DUPLEX STAINLESS STEEL (DSS) Structure stability decreases with increasing alloy content (Cr, Mo, W etc.) Sensitive temperature range Austenitic, C Austenitic-Ferritic (DSS), C DSS steels are also prone to 475 C embrittlement Influences welding Weldment more sensitive than base metal (wrought materials) Good control of the heat input and interpass temperature Grade UNS no. Heat input [kj/mm] Interpass [ C] SAF 2205 S SAF 2507 S SAF 2707HD S SAF 3207HD S

19 CRACKING MECHANISMS - SUMMARY 19 Ref: Keith Packard, voestalpine, AWS Education conference, September 2017
20 TYPES OF FAILURES STAINLESS STEELS (SS) AND Ni-ALLOYS Type of defect Common causes Countermeasure Cracking Center of weld Dilution Technique Across weld Stress Technique, Joint design Along weld Base metal composition Chemistry, grain size Corrosion General Alloy selection Choose higher alloyed alloy Pitting Alloy selection Choose higher alloyed alloy Crevice Design Avoid crevices, clean-up Stress corrosion cracking (SCC) Alloy selection Ferritic SS, Duplex SS Carbide precipitation Heat input (HI), alloy selection Lower HI, stabilized Alloys Galvanic Design Choose alloys closer in chemistry 20
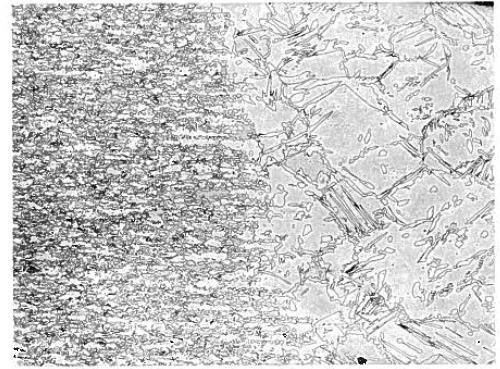
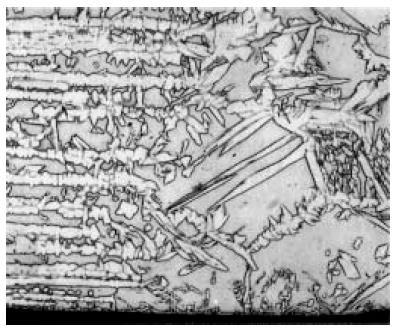
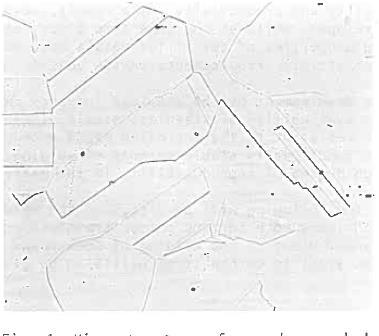
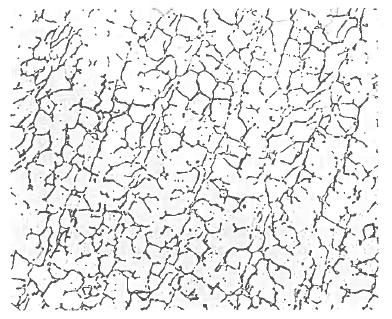
21 MICROSTRUCTURE PHOTOS STAINLESS STEELS AND Ni-ALLOYS Standard 300 Series 400 Series 21 Superaustenitics Duplex
22 DISSIMILAR JOINING OF SS TO LOW ALLOY 308 Do not use since under alloyed, forms brittle welds due to formation of martensite Risk of cracking! 309 Type (24.13.L) Over alloyed to account for dilution. 312 (29.9) Over alloyed to account for dilution. Avoid using for high temp. applications over 400 C. 310 (25.20.L or C) Over alloyed to account for dilution. Good for high temp. applications over 400 C. Low alloy Do not use since forms brittle welds. High risk of cracking! Nickel Excellent for high temperature applications over 400 C. 22

23 DISSIMILAR JOINING OF SS TO Ni ALLOY Ni alloy Always use Ni alloy filler when joining stainless steel to Ni alloy. Stainless steel Do not use, forms crack sensitive welds. High risk of failure. 23
24 BEST WELDING PRACTICE SS AND Ni ALLOYS WELD REPAIR WELDING HINTS Clean joint preps Finish grind carbon arc preps to avoid carbon pickup Remove all contamination Beware of nitrogen in plasma cutting Avoid Narrow Joint Preps Can cause lack of fusion Use Certified Materials Some Stainless Steels are not weldable (machinable grades) 25
25 BEST WELDING PRACTICE SS AND Ni ALLOYS WELD REPAIR REFILL OF DEFECT Defect to be rewelded by using GTAW (TIG), SMAW (MMA), or GMAW (MIG) methods. Respect recommended heat input and interpass temperature. Again, follow the WPS! Once refill has started, finalize without stopping for things other than interpass temperature. Use proper shielding gas MIG avoid high CO 2 which increases carbon content. Typically Ar+2O 2 or CO 2 Pure Argon for TIG Helium additions for alloys with poor weld puddle flow Use proper backing gas Argon Argon + Nitrogen Nitrogen 26
26 BEST WELDING PRACTICE SS AND Ni ALLOYS SPECIAL ALLOYS WELDING TECHNIQUES TO AVOID CRACKS No preheat and PWHT needed If necessary reduce stresses, perform solution annealing ~1100 C followed by water quenching Clean joint surfaces prior welding Always use filler metal Heat input keep low, typical max 1 kj/mm Low thermal conductivity and high thermal expansion increased risk of distortion Keep stresses low careful planning of your welding sequence! Precipitation might occur in grain boundaries closest to the fusion line. Shrinkage stresses makes the grain boundaries open up resulting in micro fissures. Interpass temperature normally 100 C. 27
27 BEST WELDING PRACTICE SS AND Ni ALLOYS SPECIAL ALLOYS WELDING TECHNIQUES TO AVOID CRACKS If possible, 2 passes with a smaller diameter Convex weld bead Technique Stringers, avoid dwell time, backfill craters No weaving due to less control of heat input Always grind end craters No striking marks PW cleaning with pickling solutions or paste to restore the Cr-oxide layer 28


28 BEST WELDING PRACTICE SS WELD REPAIR POST WELD CLEANING 29
 Excellent strength and creep properties up to 580-600 C. Reduced wall thickness compared to e.g. T22.")
29 EXAMPLE - Tube91/Pipe91 (X10CrMoVNb91) PRE HEATING AND PWHT Martensitic Cr-steel with optimum balance of Nitrogen (N), Manganese (Mn), Nickel (Ni), Niobium (Nb) and Vanadium (V) Application - Power plants Superheater and reheater tubes, headers and steam piping (main and hot reheat) Excellent strength and creep properties up to C. Reduced wall thickness compared to e.g. T22. Higher resistance to thermal fatigue compared to standard steels and higher heat transfer and lower thermal expansion compared to austenitic steels 31
30 EXAMPLE - Tube91/Pipe91 (X10CrMoVNb91) PRE HEATING AND PWHT Welding challenges Somewhat easier to weld than X20 Compared to base material, welding procedure must include heat treatment to reduce hardness, maintaining impact properties Multiple welding technique Preheat ~ 250 C Welding ~ 250 C After welding ~ < 100 C PWHT C Thickness < 80 mm, cooled down to RT > 80 mm, limited to min 80 C Root gap = 1 mm Root face = 2-3 mm 32 Ref: Vallourec & Mannesmann Tubes, 1999
31 EXAMPLE - Tube91/Pipe91 (X10CrMoVNb91) PRE HEATING AND PWHT Dissimilar welding 33 T/P T/P22 Both matching consumables can be used Carbon diffuses from low Cr-steel to high Cr-steel during PWHT Creep rupture strength is not affected Ni alloy could be used T/P Austenitic stainless steel Transition joint at the shop, buttering with Ni-alloy to T/P91 on one side followed by heat treatment At site, T/P T/P91 welded with matching consumable followed by heat treatment locally At site, buttered Ni-alloy --- Austenitic stainless steel welded with a Ni-alloy without any heat treatment Thin wall T/P Austenitic stainless steel Ni-alloy consumable + PWHT at 760 C Important that the austenitic stainless steel base material is stabilized or low carbon. Thick wall T/P Austenitic stainless steel Buttering with Ni-alloy + PWHT Welding to the austenitic stainless steel with a Ni-alloy, use multiple welding technique with low heat input to reduce stresses
 Stopped due to high vibrations, no sign of corrosion Weld repair initiated No WPS from the supplier Welding method: TIG Welding consumable: ER2209 Shielding and backing gas: 100 % Ar No pre")
32 EXAMPLE DUPLEX STAINLESS STEEL WELD REPAIR FLUE GAS RECIRCULATION FAN Duplex Stainless steel, 2205 (EN ) Stopped due to high vibrations, no sign of corrosion Weld repair initiated No WPS from the supplier Welding method: TIG Welding consumable: ER2209 Shielding and backing gas: 100 % Ar No pre heating or PWHT Heat input: ~ 0.9 kj/mm Interpass temperature: max 150 C Quality level: SS EN ISO 5817: 2014 Third party present 34

33 EXAMPLE DUPLEX STAINLESS STEEL WELD REPAIR FLUE GAS RECIRKULATION FAN Joint preparation 35

34 EXAMPLE DUPLEX STAINLESS STEEL WELD REPAIR FLUE GAS RECIRKULATION FAN Welding Tack welding Root bead from the back side by intermittent welding Flipping of fan wheel Grinding of root Visual examination 2 nd and 3 rd bead 36



35 EXAMPLE DUPLEX STAINLESS STEEL WELD REPAIR FLUE GAS RECIRKULATION FAN Welding Interpass temperature checked regularly 37


36 EXAMPLE DUPLEX STAINLESS STEEL WELD REPAIR FLUE GAS RECIRKULATION FAN Post weld treatment Pickling and passivation performed after below photos 38
37 WHAT TO THINK ABOUT DURING WELD REPAIR? CARBON STEEL AND STAINLESS STEEL - SUMMARY How to act to get a satisfactory result? Determine the grade you are working with Ensure all of the defect is removed Confirm welders are using the correct heat input. Again follow the WPS! Preheats to prevent hydrogen cracking are very important Post weld treatment Was it corrosion failure? Does the material need to be upgraded? (SS) What QC actions needed? Like NDT, third party etc. Impact testing may be an additional requirement Corrosion testing based on alloy group (SS) What is specially important to think about for rotating equipment? 47 Fatigue Hardness of weld and HAZ TIG dressing, HFMI High Frequency Metal Impact or peening of the weld toe

38 WHAT TO THINK ABOUT DURING WELDING SANDVIK WELDING APP Currently in APP Store and Google Play Sandvik Welding Included Datasheets, products and applications Welding guide Troubleshooting problems Cryogenics Alloy selections chart Shielding gas recommendations Ferrite calculator Heat input calculator 48
39 WHAT TO THINK ABOUT DURING WELDING SANDVIK WELDING APP - FERRITE CALCULATOR 49
40 WHAT TO THINK ABOUT DURING WELDING SANDVIK WELDING APP - SHIELDING THE WELD AND GRADE SELECTION 50

41 LINKEDIN Welding and Materials Started February Welding and material discussion forum focusing on stainless steel and nickel alloys. - Publish a subject every week - Application specialists - Technical marketing and product specialists - Nov-17; 1850 followers and increasing 51
42 QUESTIONS 52
Good welding practice Stainless Steels
 Good welding practice Stainless Steels Glenn Allen Welding Engineer TWI North Stainless Steels Four basic types of stainless steels, Austenitic, most common Ferritic Martensitic Duplex, main use oil &
Good welding practice Stainless Steels Glenn Allen Welding Engineer TWI North Stainless Steels Four basic types of stainless steels, Austenitic, most common Ferritic Martensitic Duplex, main use oil &
family of stainless steels can be divided into five (5) categories:
 categories:") Welcome to the fifth issue of Tech Talk. This newsletter covers a range of topics on various welding products, applications, metallurgy, techniques, and economics. Previous issues are archived at www.unibraze.com.
Welcome to the fifth issue of Tech Talk. This newsletter covers a range of topics on various welding products, applications, metallurgy, techniques, and economics. Previous issues are archived at www.unibraze.com.
Welding Guidelines for Sandvik 2RE10. July 2004
 Welding Guidelines for Sandvik 2RE10 July 2004 1. Introduction Sandvik 2RE10 is a fully austenitic stainless steel characterised by excellent resistance to corrosion in nitric acid. Due to high chromium
Welding Guidelines for Sandvik 2RE10 July 2004 1. Introduction Sandvik 2RE10 is a fully austenitic stainless steel characterised by excellent resistance to corrosion in nitric acid. Due to high chromium
Relationship Between Design and Materials for Thermal Power Plants. S. C. Chetal
 Relationship Between Design and Materials for Thermal Power Plants S. C. Chetal Contents *Introduction to design codes *Operational life vs design basis life *Material selection basics *Materials for boiler
Relationship Between Design and Materials for Thermal Power Plants S. C. Chetal Contents *Introduction to design codes *Operational life vs design basis life *Material selection basics *Materials for boiler
SANICRO 30 TUBE AND PIPE, SEAMLESS
 SANICRO 30 TUBE AND PIPE, SEAMLESS DATASHEET Sanicro 30 is a low-carbon version of Alloy 800 austenitic nickel-iron-chromium alloy. The grade is used for steam generator tubing in nuclear stations (PWR)
SANICRO 30 TUBE AND PIPE, SEAMLESS DATASHEET Sanicro 30 is a low-carbon version of Alloy 800 austenitic nickel-iron-chromium alloy. The grade is used for steam generator tubing in nuclear stations (PWR)
Industry news. Welding guidelines for duplex, super duplex and hyper duplex stainless steels. a cura di: M. Frodigh, P.-Å.
 Welding guidelines for duplex, super duplex and hyper duplex stainless steels a cura di: M. Frodigh, P.-Å. Björnstedt When welding duplex and super-duplex steels, the biggest challenge is to maintain an
Welding guidelines for duplex, super duplex and hyper duplex stainless steels a cura di: M. Frodigh, P.-Å. Björnstedt When welding duplex and super-duplex steels, the biggest challenge is to maintain an
SANDVIK 6R44 TUBE AND PIPE, SEAMLESS
 SANDVIK 6R44 TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 6R44 is an austenitic, niobium-stabilized stainless chromium-nickel steel for use at temperatures up to 850 C (1560 F). STANDARDS ASTM: TP347, TP347H
SANDVIK 6R44 TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 6R44 is an austenitic, niobium-stabilized stainless chromium-nickel steel for use at temperatures up to 850 C (1560 F). STANDARDS ASTM: TP347, TP347H
Spoilt for choice: what grade selection means for fabrication parameters
 Spoilt for choice: what grade selection means for fabrication parameters Alenka Kosmač Euro Inox European Stainless Steel Association Brussels, Belgium SSN Seminarium 5 th June 2013, Poznan Scope of the
Spoilt for choice: what grade selection means for fabrication parameters Alenka Kosmač Euro Inox European Stainless Steel Association Brussels, Belgium SSN Seminarium 5 th June 2013, Poznan Scope of the
SANDVIK 254 SMO TUBE AND PIPE, SEAMLESS
 SANDVIK 254 SMO TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 254 SMO is a high-alloy austenitic stainless steel developed for use in seawater and other aggressive chloride-bearing media. The steel is characterized
SANDVIK 254 SMO TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 254 SMO is a high-alloy austenitic stainless steel developed for use in seawater and other aggressive chloride-bearing media. The steel is characterized
Technical Data & Welding Guidelines for Ferralium 255SD50 Super Duplex Stainless Steel
 Technical Data & Welding Guidelines for Ferralium 255SD50 Super Duplex Stainless Steel Technical Data & Welding Guidelines FERRALIUM Alloy 255 Ferralium 255SD50 Super Duplex Stainless Steel General FERRALIUM
Technical Data & Welding Guidelines for Ferralium 255SD50 Super Duplex Stainless Steel Technical Data & Welding Guidelines FERRALIUM Alloy 255 Ferralium 255SD50 Super Duplex Stainless Steel General FERRALIUM
METRODE WELDING CONSUMABLES
 A182 NICKEL BASE 182 CONSUMABLES Alloy type Inconel type consumables with manganese and niobium additions. Materials to be welded Nickel alloys such as Inconel 600, Nimonic 75. Nickel base alloys to themselves
A182 NICKEL BASE 182 CONSUMABLES Alloy type Inconel type consumables with manganese and niobium additions. Materials to be welded Nickel alloys such as Inconel 600, Nimonic 75. Nickel base alloys to themselves
SANDVIK 3R65 TUBE AND PIPE, SEAMLESS
 SANDVIK 3R65 TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 3R65 is a molybdenum-alloyed austenitic stainless chromium-nickel steel with a low carbon content. STANDARDS ASTM: TP316L, TP316 UNS: S31603, S31600
SANDVIK 3R65 TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 3R65 is a molybdenum-alloyed austenitic stainless chromium-nickel steel with a low carbon content. STANDARDS ASTM: TP316L, TP316 UNS: S31603, S31600
SANDVIK 3RE60 TUBE AND PIPE, SEAMLESS
 SANDVIK 3RE60 TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 3RE60 is a duplex (austenitic-ferritic) stainless steel characterized by the following properties: High resistance to stress corrosion cracking (SCC)
SANDVIK 3RE60 TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 3RE60 is a duplex (austenitic-ferritic) stainless steel characterized by the following properties: High resistance to stress corrosion cracking (SCC)
API-582. a practical approach for industrial welding practices. All rights reserved to thepetrostreet team
 Recommended Welding Guidelines API-582 a practical approach for industrial welding practices By The PetroStreet Team CONTENTS Key Sections: Θ Section 6 WELDING CONSUMABLES Θ Section 7 SHIELDING AND PURGING
Recommended Welding Guidelines API-582 a practical approach for industrial welding practices By The PetroStreet Team CONTENTS Key Sections: Θ Section 6 WELDING CONSUMABLES Θ Section 7 SHIELDING AND PURGING
25%Cr SUPERDUPLEX
 DATA SHEET B-62 25%Cr SUPERDUPLEX - 2507 METRODE PRODUCTS LTD HANWORTH LANE, CHERTSEY SURREY, KT16 9LL Tel: +44(0)1932 566721 Fax: +44(0)1932 565168 Sales Fax: +44(0)1932 569449 Technical Fax: +44(0)1932
DATA SHEET B-62 25%Cr SUPERDUPLEX - 2507 METRODE PRODUCTS LTD HANWORTH LANE, CHERTSEY SURREY, KT16 9LL Tel: +44(0)1932 566721 Fax: +44(0)1932 565168 Sales Fax: +44(0)1932 569449 Technical Fax: +44(0)1932
Sandvik SAF 2205 (Billets)
") Datasheet updated 2013 11 28 14:13:21 (supersedes all previous editions) Sandvik SAF 2205 (Billets) Sandvik SAF 2205 is a duplex (austenitic ferritic) stainless steel characterized by: High resistance
Datasheet updated 2013 11 28 14:13:21 (supersedes all previous editions) Sandvik SAF 2205 (Billets) Sandvik SAF 2205 is a duplex (austenitic ferritic) stainless steel characterized by: High resistance
Stainless Steel 310/310S (UNS S31000/ UNS S31008)
") Stainless Steel 310/310S (UNS S31000/ UNS S31008) Austenitic Stainless Steel 310/310S offers excellent resistance to oxidation up to 2000oF. It is a low grade steel that prevents embrittlement and sensitization.
Stainless Steel 310/310S (UNS S31000/ UNS S31008) Austenitic Stainless Steel 310/310S offers excellent resistance to oxidation up to 2000oF. It is a low grade steel that prevents embrittlement and sensitization.
ASTM Standards for Pipe & Fittings
 for Pipe & Fittings There are many International Standards for stainless and carbon steel pipes and fittings. The list below is a basic overview of some of these. For more in-depth details of these Standards
for Pipe & Fittings There are many International Standards for stainless and carbon steel pipes and fittings. The list below is a basic overview of some of these. For more in-depth details of these Standards
UR 2202 is a low nickel, low molybdenum stainless steel designed to match the corrosion resistance of 304L in most environments.
 Industeel URANUS 2202 The alternative to 304L UR 2202 is a low nickel, low molybdenum stainless steel designed to match the corrosion resistance of 304L in most environments. Its higher strength allows
Industeel URANUS 2202 The alternative to 304L UR 2202 is a low nickel, low molybdenum stainless steel designed to match the corrosion resistance of 304L in most environments. Its higher strength allows
Matching consumables for type 800 alloys. Development history, metallurgy and performance. A W Marshall and J C M Farrar
 Matching consumables for type 800 alloys Development history, metallurgy and performance A W Marshall and J C M Farrar Page 1 of 13 Matching consumables for type 800 alloys Development history, metallurgy
Matching consumables for type 800 alloys Development history, metallurgy and performance A W Marshall and J C M Farrar Page 1 of 13 Matching consumables for type 800 alloys Development history, metallurgy
AN OVERVIEW ON SHIELDED METAL ARC WELDING (SMAW) OF STAINLESS STEEL (SS)
 OF STAINLESS STEEL (SS)") Suggested Spec. for SMAW-SS - 1 - AN OVERVIEW ON SHIELDED METAL ARC WELDING (SMAW) OF STAINLESS STEEL (SS) Scope This document provides information on welding and related operations of stainless steel
Suggested Spec. for SMAW-SS - 1 - AN OVERVIEW ON SHIELDED METAL ARC WELDING (SMAW) OF STAINLESS STEEL (SS) Scope This document provides information on welding and related operations of stainless steel
Problem Steels 1. Welding Consumables Problem Steels. Section 12 - Welding Consumables. 12 Problem Steels. Welding of Problem Steels 2
 Problem Steels 1 Afrox Product Reference Manual Problem Steels Section - Problem Steels 1 Welding of Problem Steels 2 Problem Steels Electrodes 3 Problem Steels MIG & TIG Wires 7 Problem Steels Flux Cored
Problem Steels 1 Afrox Product Reference Manual Problem Steels Section - Problem Steels 1 Welding of Problem Steels 2 Problem Steels Electrodes 3 Problem Steels MIG & TIG Wires 7 Problem Steels Flux Cored
SANDVIK 3R60 TUBE AND PIPE, SEAMLESS
 SANDVIK 3R60 TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 3R60 is an austenitic chromium-nickel steel with minimum 2.5% molybdenum and a low carbon content. Sandvik 3R60 is also available in a variant for
SANDVIK 3R60 TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 3R60 is an austenitic chromium-nickel steel with minimum 2.5% molybdenum and a low carbon content. Sandvik 3R60 is also available in a variant for
Corrosion Resistance and Weldability a Challenge for Duplex Filler Metals
 Corrosion Resistance and Weldability a Challenge for Duplex Filler Metals HIGH PERFORMANCE STEEL AND WELDING SOLUTIONS FOR HARSH ENVIRONMENTS VOESTALPINE OIL AND GAS EVENT HOUSTON, OCTOBER 2018 Bernd Hoberg
Corrosion Resistance and Weldability a Challenge for Duplex Filler Metals HIGH PERFORMANCE STEEL AND WELDING SOLUTIONS FOR HARSH ENVIRONMENTS VOESTALPINE OIL AND GAS EVENT HOUSTON, OCTOBER 2018 Bernd Hoberg
Process Product Specification MMA Ultramet 347H AWS E TIG/SAW ER347H AWS ER347 FCW Supercore 347HP AWS E347T1-1/4
 DATA SHEET C-11 347H STAINLESS STEEL METRODE PRODUCTS LTD HANWORTH LANE, CHERTSEY SURREY, KT16 9LL Tel: +44(0)1932 566721 Fax: +44(0)1932 565168 Sales Fax: +44(0)1932 569449 Technical Fax: +44(0)1932 566199
DATA SHEET C-11 347H STAINLESS STEEL METRODE PRODUCTS LTD HANWORTH LANE, CHERTSEY SURREY, KT16 9LL Tel: +44(0)1932 566721 Fax: +44(0)1932 565168 Sales Fax: +44(0)1932 569449 Technical Fax: +44(0)1932 566199
Forta SDX 2507 EN , ASTM UNS S32750
 Forta SDX 2507 EN 1.4410, ASTM UNS S32750 General characteristics Forta SDX 2507 is a super duplex product with higher corrosion resistance and mechanical strength than Forta DX 2205. Often used in extremely
Forta SDX 2507 EN 1.4410, ASTM UNS S32750 General characteristics Forta SDX 2507 is a super duplex product with higher corrosion resistance and mechanical strength than Forta DX 2205. Often used in extremely
Stainless Steel (17/4PH&630) Bar
 Bar") SPECIFICATIONS Commercial 17/4 PH EN 1.4542 Precipitation hardening stainless steels are chromium and nickel containing steels that provide an optimum combination of the properties of martensitic and austenitic
SPECIFICATIONS Commercial 17/4 PH EN 1.4542 Precipitation hardening stainless steels are chromium and nickel containing steels that provide an optimum combination of the properties of martensitic and austenitic
VIRGO 15.5 PH: A 15Cr 5Ni 3Cu precipitation hardening martensitic stainless steel
 Industeel VIRGO 15.5 PH VIRGO 15.5 PH: A 15Cr 5Ni 3Cu precipitation hardening martensitic stainless steel Alloy VIRGO 15.5 PH is a precipitation hardening martensitic stainless steel with 15% Cr, 5% Ni,
Industeel VIRGO 15.5 PH VIRGO 15.5 PH: A 15Cr 5Ni 3Cu precipitation hardening martensitic stainless steel Alloy VIRGO 15.5 PH is a precipitation hardening martensitic stainless steel with 15% Cr, 5% Ni,
Stainless Steel Bar
 SPECIFICATIONS Commercial 17/4 PH EN 1.4542 Precipitation hardening stainless steels are chromium and nickel containing steels that provide an optimum combination of the properties of martensitic and austenitic
SPECIFICATIONS Commercial 17/4 PH EN 1.4542 Precipitation hardening stainless steels are chromium and nickel containing steels that provide an optimum combination of the properties of martensitic and austenitic
Visual Examination Assisted; RCA of Cracks In Thin Walled Duplex Stainless Steel Welds
 More info about this article: http://www.ndt.net/?id=22345 Abstract: Visual Examination Assisted; RCA of Cracks In Thin Walled Duplex Stainless Steel Welds Kuldip KUMBEPHALKAR,P B PATIL, Bhagwan SHINDE
More info about this article: http://www.ndt.net/?id=22345 Abstract: Visual Examination Assisted; RCA of Cracks In Thin Walled Duplex Stainless Steel Welds Kuldip KUMBEPHALKAR,P B PATIL, Bhagwan SHINDE
WELD REPAIR OF GRADE 91 STEEL J. D. PARKER, J. A. SIEFERT
 WELD REPAIR OF GRADE 91 STEEL J. D. PARKER, J. A. SIEFERT Electric Power Research Institute, 1300 West W. T. Harris Blvd., Charlotte, NC, 28262, USA jparker@epri.com and jsiefert@epri.com Abstract Creep
WELD REPAIR OF GRADE 91 STEEL J. D. PARKER, J. A. SIEFERT Electric Power Research Institute, 1300 West W. T. Harris Blvd., Charlotte, NC, 28262, USA jparker@epri.com and jsiefert@epri.com Abstract Creep
Stainless Steel (17/4PH&630) Bar
 Bar") SPECIFICATIONS Commercial 17/4 PH EN 1.4542 Precipitation hardening stainless steels are chromium and nickel containing steels that provide an optimum combination of the properties of martensitic and austenitic
SPECIFICATIONS Commercial 17/4 PH EN 1.4542 Precipitation hardening stainless steels are chromium and nickel containing steels that provide an optimum combination of the properties of martensitic and austenitic
MICROSTRUCTURE AND WELDABILITY EVALUATION OF DISSIMAILAR METAL JOINT USING PASTE TECHNIQUE FOR BUTTERING LAYERS
 MICROSTRUCTURE AND WELDABILITY EVALUATION OF DISSIMAILAR METAL JOINT USING PASTE TECHNIQUE FOR BUTTERING LAYERS Dinesh Rathod 1, Hariom Choudhary 2, Sunil Pandey 3 1. Research Scholar, Department of Mechanical
MICROSTRUCTURE AND WELDABILITY EVALUATION OF DISSIMAILAR METAL JOINT USING PASTE TECHNIQUE FOR BUTTERING LAYERS Dinesh Rathod 1, Hariom Choudhary 2, Sunil Pandey 3 1. Research Scholar, Department of Mechanical
SIRIUS 314: A 25% Cr - 1.8% Si Heat Resistant Stainless Steel. Thermal conductivity (W.m - 1.K - 1 ) Resistivity
 Resistivity") Industeel SIRIUS 314 SIRIUS 314: A 25% Cr - 1.8% Si Heat Resistant Stainless Steel SIRIUS 314 grade is a fully austenitic stainless steel containing 25% Cr, 20% Ni and 1.8% Si. The alloy is designed for
Industeel SIRIUS 314 SIRIUS 314: A 25% Cr - 1.8% Si Heat Resistant Stainless Steel SIRIUS 314 grade is a fully austenitic stainless steel containing 25% Cr, 20% Ni and 1.8% Si. The alloy is designed for
VIRGO 17.4 PH: A 17Cr 4Ni 3Cu precipitation hardening martensitic stainless steel
 Industeel VIRGO 17.4 PH VIRGO 17.4 PH: A 17Cr 4Ni 3Cu precipitation hardening martensitic stainless steel Alloy VIRGO 17.4 PH is a maraging martensitic stainless steel with Cu and Nb/Cb additions. The
Industeel VIRGO 17.4 PH VIRGO 17.4 PH: A 17Cr 4Ni 3Cu precipitation hardening martensitic stainless steel Alloy VIRGO 17.4 PH is a maraging martensitic stainless steel with Cu and Nb/Cb additions. The
ATI 332 ATI 332. Technical Data Sheet. Stainless Steel: Austenitic GENERAL PROPERTIES TYPICAL ANALYSIS PHYSICAL PROPERTIES
 ATI 332 Stainless Steel: Austenitic (UNS N08800) GENERAL PROPERTIES ATI 332 alloy is a nickel and chromium austenitic stainless steel designed to resist oxidation and carburization at elevated temperatures.
ATI 332 Stainless Steel: Austenitic (UNS N08800) GENERAL PROPERTIES ATI 332 alloy is a nickel and chromium austenitic stainless steel designed to resist oxidation and carburization at elevated temperatures.
DX2507 DX2507. Duplex stainless steel offer grade. General characteristics. Chemical composition. Material standards
 Duplex stainless steel offer grade Chemical composition Elements C Cr Ni Mo N PREN* % weight
Duplex stainless steel offer grade Chemical composition Elements C Cr Ni Mo N PREN* % weight
INVAR M93 PIPES AND TUBES FOR LNG TRANSFER LINES WELDING PROCESSES. Stainless & Nickel Alloys
 INVAR M93 PIPES AND TUBES FOR LNG TRANSFER LINES WELDING PROCESSES Being with LNG from the start of their venture in the 196s, ArcelorMittal - Stainless & Nickel Alloys has always strived to be proactive
INVAR M93 PIPES AND TUBES FOR LNG TRANSFER LINES WELDING PROCESSES Being with LNG from the start of their venture in the 196s, ArcelorMittal - Stainless & Nickel Alloys has always strived to be proactive
Welding duplex stainless steel the ESAB way
 Welding duplex stainless steel the ESAB way A full range of consumables for all duplex grades and welding processes STRENGTH THROUGH COOPERATION Top quality duplex consumables and technical support...
Welding duplex stainless steel the ESAB way A full range of consumables for all duplex grades and welding processes STRENGTH THROUGH COOPERATION Top quality duplex consumables and technical support...
ATI 2205 ATI Technical Data Sheet. Duplex Stainless Steel GENERAL PROPERTIES. (UNS S31803 and S32205)
") ATI 2205 Duplex Stainless Steel (UNS S31803 and S32205) GENERAL PROPERTIES ATI 2205 alloy (UNS S31803 and/or S32205) is a nitrogen-enhanced duplex stainless steel alloy. The nitrogen serves to significantly
ATI 2205 Duplex Stainless Steel (UNS S31803 and S32205) GENERAL PROPERTIES ATI 2205 alloy (UNS S31803 and/or S32205) is a nitrogen-enhanced duplex stainless steel alloy. The nitrogen serves to significantly
PART 2 REPAIR WELDING CONSIDERATIONS FOR Cr-Mo STEEL PRESSURE VESSELS ARTICLE 2.15 Guide for Selection of Repair Technique. Local wall Pitting
 Proposed Supplement to PCC-2 2015 Repair of Pressure Equipment and Piping Tentative Subject to Revision or Withdrawal Specific Authorization Required for Reproduction or Quotation ASME Codes and Standards
Proposed Supplement to PCC-2 2015 Repair of Pressure Equipment and Piping Tentative Subject to Revision or Withdrawal Specific Authorization Required for Reproduction or Quotation ASME Codes and Standards
Welding Job Knowledge
 Titanium and titanium alloys Weldability of materials Job Titanium and its alloys are chosen because of the following properties: high strength to weight ratio; corrosion resistance; mechanical properties
Titanium and titanium alloys Weldability of materials Job Titanium and its alloys are chosen because of the following properties: high strength to weight ratio; corrosion resistance; mechanical properties
Stainless Steel (17/4PH&630) Bar
 Bar") SPECIFICATIONS Commercial 17/4 PH EN 1.4542 Precipitation hardening stainless steels are chromium and nickel containing steels that provide an optimum combination of the properties of martensitic and austenitic
SPECIFICATIONS Commercial 17/4 PH EN 1.4542 Precipitation hardening stainless steels are chromium and nickel containing steels that provide an optimum combination of the properties of martensitic and austenitic
Sandvik SAF 2205 (Tube and pipe, seamless)
") Datasheet updated 2012 10 14 10:38:02 (supersedes all previous editions) Sandvik SAF 2205 (Tube and pipe, seamless) Sandvik SAF 2205 is a duplex (austenitic ferritic) stainless steel characterized by:
Datasheet updated 2012 10 14 10:38:02 (supersedes all previous editions) Sandvik SAF 2205 (Tube and pipe, seamless) Sandvik SAF 2205 is a duplex (austenitic ferritic) stainless steel characterized by:
ESSHETE 1250 TUBE AND PIPE, SEAMLESS
 ESSHETE 1250 TUBE AND PIPE, SEAMLESS DATASHEET Esshete 1250 is a fully austenitic chromium-nickel steel with excellent high- temperature strength and good resistance to corrosion in boiler applications.
ESSHETE 1250 TUBE AND PIPE, SEAMLESS DATASHEET Esshete 1250 is a fully austenitic chromium-nickel steel with excellent high- temperature strength and good resistance to corrosion in boiler applications.
SUPER STANALLOY ST 21 AC/DC-
 5 A- Low Heat Input B- Mechanical Strength SUPER STANALLOY ST A/D-.00.50 0-80 00-0 65-90 A B D- Weldability General appications like containers, steel bus bodies, air conditioning units, machine guards,
5 A- Low Heat Input B- Mechanical Strength SUPER STANALLOY ST A/D-.00.50 0-80 00-0 65-90 A B D- Weldability General appications like containers, steel bus bodies, air conditioning units, machine guards,
Denne side er kun tilgængelig på Engelsk Sandvik 13RM19 (Strip steel)
") Datablad opdateret 2013 11 27 08:40:15 (afløser alle tidligere versioner) Denne side er kun tilgængelig på Engelsk Sandvik 13RM19 (Strip steel) Sandvik 13RM19 is a stainless spring steel combining high
Datablad opdateret 2013 11 27 08:40:15 (afløser alle tidligere versioner) Denne side er kun tilgængelig på Engelsk Sandvik 13RM19 (Strip steel) Sandvik 13RM19 is a stainless spring steel combining high
pdfmachine trial version
 EFFECT OF WELDING TECHNIQUES (GTAW & SMAW) ON THE MICROSTRUCTURE & MECHANICAL PROPERTIES OF MILD STEEL SA 516 Gr. 70 By Dr. Muhammad Taqi Zahid Butt, S. Ahmed, S. Rasool, U. Ali and S. U. Rehman* ABSTRACT
EFFECT OF WELDING TECHNIQUES (GTAW & SMAW) ON THE MICROSTRUCTURE & MECHANICAL PROPERTIES OF MILD STEEL SA 516 Gr. 70 By Dr. Muhammad Taqi Zahid Butt, S. Ahmed, S. Rasool, U. Ali and S. U. Rehman* ABSTRACT
SANDVIK SAF 2304 TUBE AND PIPE, SEAMLESS
 SANDVIK SAF 2304 TUBE AND PIPE, SEAMLESS DATASHEET Sandvik SAF 2304 is a lean duplex (austenitic-ferritic) stainless steel characterized by the following properties: Very good resistance to stress corrosion
SANDVIK SAF 2304 TUBE AND PIPE, SEAMLESS DATASHEET Sandvik SAF 2304 is a lean duplex (austenitic-ferritic) stainless steel characterized by the following properties: Very good resistance to stress corrosion
Chapter 7. Stainless Steels. /MS371/ Structure and Properties of Engineering Alloys
 Chapter 7 Stainless Steels Stainless steels at least % Cr in iron is required (max 30% Cr) Cr: to make iron surface by forming a surface oxide film protecting the underlying metal from corrosion Ni: to
Chapter 7 Stainless Steels Stainless steels at least % Cr in iron is required (max 30% Cr) Cr: to make iron surface by forming a surface oxide film protecting the underlying metal from corrosion Ni: to
SANDVIK 253 MA TUBE AND PIPE, SEAMLESS
 SANDVIK 253 MA TUBE AND PIPE, SEAMLESS TIETOLOMAKE Sandvik 253 MA is an austenitic chromium-nickel steel alloyed with nitrogen and rare earth metals. The grade is characterized by: High creep strength
SANDVIK 253 MA TUBE AND PIPE, SEAMLESS TIETOLOMAKE Sandvik 253 MA is an austenitic chromium-nickel steel alloyed with nitrogen and rare earth metals. The grade is characterized by: High creep strength
Supra 316plus EN , ASTM UNS S31655
 Supra 316plus EN 1.4420, ASTM UNS S31655 General characteristics With its high chromium content, Supra 316 plus content delivers high strength, good formability, and excellent weldability, making it ideal
Supra 316plus EN 1.4420, ASTM UNS S31655 General characteristics With its high chromium content, Supra 316 plus content delivers high strength, good formability, and excellent weldability, making it ideal
Hot Tensile Testing of Dissimilar Welding of SA213TP-347H with SA213 T23
 Hot Tensile Testing of Dissimilar Welding of SA213TP-347H with SA213 T23 O. K. Thirugnanasambandam 1, Dr. T. Senthil Kumar 2 1 PG Student, University College of Engineering (BIT Campus), Trichy, India
Hot Tensile Testing of Dissimilar Welding of SA213TP-347H with SA213 T23 O. K. Thirugnanasambandam 1, Dr. T. Senthil Kumar 2 1 PG Student, University College of Engineering (BIT Campus), Trichy, India
SOLEIL A2: A 13% Cr high strength martensitic stainless steel (410 grade) C F
 C F") Indu SOLEIL A2 SOLEIL A2: A 13% Cr high strength martensitic stainless (410 grade) SOLEIL A2 has combined chromium (about 13%) and carbon (about 0.10%) additions to provide an excellent combination of
Indu SOLEIL A2 SOLEIL A2: A 13% Cr high strength martensitic stainless (410 grade) SOLEIL A2 has combined chromium (about 13%) and carbon (about 0.10%) additions to provide an excellent combination of
SIRIUS 253: A rare earth containing heat resistant steel. Thermal conductivity (W.m - 1.K - 1 ) Resistivity
 Resistivity") Indu SIRIUS 253 SIRIUS 253: A rare earth containing heat resistant SIRIUS 253 grade is a fully austenitic stainless containing 21 Cr, 1.7 Si, 0.17N and Rare Earth elements (cerium, lanthane,...) which
Indu SIRIUS 253 SIRIUS 253: A rare earth containing heat resistant SIRIUS 253 grade is a fully austenitic stainless containing 21 Cr, 1.7 Si, 0.17N and Rare Earth elements (cerium, lanthane,...) which
SANDVIK 3R12 FOR MEDICAL APPLICATIONS TUBE AND PIPE, SEAMLESS
 SANDVIK 3R12 FOR MEDICAL APPLICATIONS TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 3R12 is an austenitic stainless chromium-nickel steel with a low carbon content used for medical and dental instruments.
SANDVIK 3R12 FOR MEDICAL APPLICATIONS TUBE AND PIPE, SEAMLESS DATASHEET Sandvik 3R12 is an austenitic stainless chromium-nickel steel with a low carbon content used for medical and dental instruments.
ME E5 - Welding Metallurgy
 ME 328.3 E5 - Welding Metallurgy Purpose: To become more familiar with the welding process and its effects on the material To look at the changes in microstructure and the hardness in the Heat Affected
ME 328.3 E5 - Welding Metallurgy Purpose: To become more familiar with the welding process and its effects on the material To look at the changes in microstructure and the hardness in the Heat Affected
SIRIUS 309S: A 23% Cr - 13% Ni Heat Resistant Stainless Steel. Thermal conductivity (W. m - 1.K - 1 ) Resistivity
 Resistivity") Industeel SIRIUS SIRIUS : A 23% Cr - 13% Ni Heat Resistant Stainless Steel SIRIUS grade is a fully austenitic stainless steel containing 23% Cr, and 13% Ni additions. The alloy is well known for its multi
Industeel SIRIUS SIRIUS : A 23% Cr - 13% Ni Heat Resistant Stainless Steel SIRIUS grade is a fully austenitic stainless steel containing 23% Cr, and 13% Ni additions. The alloy is well known for its multi
Duplex stainless steels for chemical tankers
 Duplex Stainless Steels 97-5th World Conference D97-018 PAGE 727 Home page by Jacques Charles and Bruno Vincent (CREUSOT-LOIRE INDUSTRIE, France) Abstract Material selection for chemical tanks is of prime
Duplex Stainless Steels 97-5th World Conference D97-018 PAGE 727 Home page by Jacques Charles and Bruno Vincent (CREUSOT-LOIRE INDUSTRIE, France) Abstract Material selection for chemical tanks is of prime
North American Stainless
 North American Stainless Long Products Stainless Steel Grade Sheet AISI 430 UNS S43000 EN 1.4016 INTRODUCTION 430 SS is a plain chromium ferritic stainless steel. With 17% chromium, the steel has good
North American Stainless Long Products Stainless Steel Grade Sheet AISI 430 UNS S43000 EN 1.4016 INTRODUCTION 430 SS is a plain chromium ferritic stainless steel. With 17% chromium, the steel has good
NITRONIC 19D LEAN DUPLEX STAINLESS STEEL. Excellent Stress Corrosion Cracking Resistance. Improved Welding Characteristics
 NITRONIC 19D LEAN DUPLEX STAINLESS STEEL P R O D U C T D ATA B U L L E T I N Excellent Stress Corrosion Cracking Resistance High Strength Improved Welding Characteristics Resists Sigma Phase Formation
NITRONIC 19D LEAN DUPLEX STAINLESS STEEL P R O D U C T D ATA B U L L E T I N Excellent Stress Corrosion Cracking Resistance High Strength Improved Welding Characteristics Resists Sigma Phase Formation
Sandvik 316 (Plate and sheet)
") Datasheet updated 2014 01 29 12:21:53 (supersedes all previous editions) Sandvik 316 (Plate and sheet) Sandvik 316 is a molybdenum alloyed austenitic chromium nickel steel. STANDARDS ASTM 316 UNS S31600
Datasheet updated 2014 01 29 12:21:53 (supersedes all previous editions) Sandvik 316 (Plate and sheet) Sandvik 316 is a molybdenum alloyed austenitic chromium nickel steel. STANDARDS ASTM 316 UNS S31600
GTAW Wires for Stainless Steel
 GTAW Wires for Stainless Steel Products Classification Typical chemical composition (wt %) AWS JIS EN C Mn Si Cr Ni Mo others KTS-307Si W 18 8 Mn 0.06 6.20 0.41 19.30 8.10 KTS-307HM W 18 8 Mn 0.06 6.20
GTAW Wires for Stainless Steel Products Classification Typical chemical composition (wt %) AWS JIS EN C Mn Si Cr Ni Mo others KTS-307Si W 18 8 Mn 0.06 6.20 0.41 19.30 8.10 KTS-307HM W 18 8 Mn 0.06 6.20
WELDING TECHNOLOGY AND WELDING INSPECTION
 WELDING TECHNOLOGY AND WELDING INSPECTION PRESENTED BY: GOPAL KUMAR CHOUDHARY SVL ENGINEERING SERVICES CHENNAI CONTENTS: DEFINATION TYPES OF WELDING ELECTRODE GEOMETRY EQUIPMENT QUALITY PROCESS SAFETY
WELDING TECHNOLOGY AND WELDING INSPECTION PRESENTED BY: GOPAL KUMAR CHOUDHARY SVL ENGINEERING SERVICES CHENNAI CONTENTS: DEFINATION TYPES OF WELDING ELECTRODE GEOMETRY EQUIPMENT QUALITY PROCESS SAFETY
Bismuth-free Stainless Flux-Cored Wires for High Service Temperatures
 Bismuth-free Stainless Flux-Cored Wires for High Service Temperatures voestalpine Böhler Welding www.voestalpine.com/welding Lasting Connections Creating lasting connections is the most important part
Bismuth-free Stainless Flux-Cored Wires for High Service Temperatures voestalpine Böhler Welding www.voestalpine.com/welding Lasting Connections Creating lasting connections is the most important part
High-strength quenched and tempered fine-grained steels. Technical terms of delivery for heavy plates
 High-strength quenched and tempered fine-grained steels Technical terms of delivery for heavy plates voestalpine Grobblech GmbH www.voestalpine.com/grobblech High-strength quenched and tempered fine-grained
High-strength quenched and tempered fine-grained steels Technical terms of delivery for heavy plates voestalpine Grobblech GmbH www.voestalpine.com/grobblech High-strength quenched and tempered fine-grained
Forta SDX 100 EN , ASTM UNS S32760
 Forta SDX 100 EN 1.4501, ASTM UNS S32760 General characteristics Austenitic-ferritic stainless steel also referred to as duplex stainless steels, combine many of the beneficial properties of ferritic and
Forta SDX 100 EN 1.4501, ASTM UNS S32760 General characteristics Austenitic-ferritic stainless steel also referred to as duplex stainless steels, combine many of the beneficial properties of ferritic and
Forta SDX 100 EN , ASTM UNS S32760
 Forta SDX 100 EN 1.4501, ASTM UNS S32760 General characteristics Austenitic-ferritic stainless steel also referred to as duplex stainless steels, combine many of the beneficial properties of ferritic and
Forta SDX 100 EN 1.4501, ASTM UNS S32760 General characteristics Austenitic-ferritic stainless steel also referred to as duplex stainless steels, combine many of the beneficial properties of ferritic and
The AVESTA WELDING MANUAL. Practice and products for stainless steel welding
 The AVESTA WELDING MANUAL Practice and products for stainless steel welding Reflecting excellence The Avesta Welding Manual Practice and products for stainless steel welding Avesta Welding Manual Avesta
The AVESTA WELDING MANUAL Practice and products for stainless steel welding Reflecting excellence The Avesta Welding Manual Practice and products for stainless steel welding Avesta Welding Manual Avesta
NITRONIC 19D LEAN DUPLEX STAINLESS STEEL
 Chemical Processing Desalination/Water Treatment Oil Field Undersea Tubing AK STEEL NITRONIC 19D STAINLESS STEEL is a molybdenum-free, low nickel lean duplex stainless steel. The combination of strength,
Chemical Processing Desalination/Water Treatment Oil Field Undersea Tubing AK STEEL NITRONIC 19D STAINLESS STEEL is a molybdenum-free, low nickel lean duplex stainless steel. The combination of strength,
Metallurgy, engineering codes & welding practices (Part 2 of 2)
") Would you like to receive a hardcopy of this magazine's full publication? Please include the month and year of publication and contact Mrs. Erica Riethorst at e.riethorst@kci-world.com DUPLEX Duplex Stainless
Would you like to receive a hardcopy of this magazine's full publication? Please include the month and year of publication and contact Mrs. Erica Riethorst at e.riethorst@kci-world.com DUPLEX Duplex Stainless
SANDVIK 11R51 STRIP STEEL
 SANDVIK 11R51 STRIP STEEL DATASHEET Sandvik 11R51 is an austenitic stainless steel with excellent spring properties that in most cases fulfill demands regarding corrosion resistance, mechanical strength,
SANDVIK 11R51 STRIP STEEL DATASHEET Sandvik 11R51 is an austenitic stainless steel with excellent spring properties that in most cases fulfill demands regarding corrosion resistance, mechanical strength,
Seam Welded Air-Hardenable Corrosion Resistant Steel Tubing: Automotive Applications Overview
 KVA, Inc. / 124 S. Market Place, Suite 200 / Escondido, CA. 92029 U.S.A. (760) 489-5821 phone (760) 489-5823 fax 1-888-410-WELD www.kvastainless.com Seam Welded Air-Hardenable Corrosion Resistant Steel
KVA, Inc. / 124 S. Market Place, Suite 200 / Escondido, CA. 92029 U.S.A. (760) 489-5821 phone (760) 489-5823 fax 1-888-410-WELD www.kvastainless.com Seam Welded Air-Hardenable Corrosion Resistant Steel
SECTION IX. Subject Interpretation File No. QW-182, Fracture Tests... IX QW-200.4(b)... IX QW
... IX QW") SECTION IX Subject Interpretation File No. QW-182, Fracture Tests... IX-10-32 11-939 QW-200.4(b)... IX-10-34 10-1966 QW-250... IX-10-28 09-558 QW-300.3, Simultaneous Performance Qualifications... IX-10-29
SECTION IX Subject Interpretation File No. QW-182, Fracture Tests... IX-10-32 11-939 QW-200.4(b)... IX-10-34 10-1966 QW-250... IX-10-28 09-558 QW-300.3, Simultaneous Performance Qualifications... IX-10-29
VDM Alloy 617 B Nicrofer 5520 Co B
 VDM Alloy 617 B Nicrofer 5520 Co B Data Sheet No. 4061 February 2016 Revision 01 February 2016 VDM Alloy 617 B 2 VDM Alloy 617 B Nicrofer 5520 Co B VDM Alloy 617 B is a nickel-chromium-cobalt-molybdenum
VDM Alloy 617 B Nicrofer 5520 Co B Data Sheet No. 4061 February 2016 Revision 01 February 2016 VDM Alloy 617 B 2 VDM Alloy 617 B Nicrofer 5520 Co B VDM Alloy 617 B is a nickel-chromium-cobalt-molybdenum
DATA SHEET ZERON 100 UNS S32760 THE GLOBAL LEADER IN SPECIALTY ALLOYS ALLOYS AND PROCESSING
 DATA SHEET ZERON 100 UNS S32760 THE GLOBAL LEADER IN SPECIALTY ALLOYS ALLOYS AND PROCESSING ZERON 100 Data Sheet Contents Specifications, Chemical Composition, Applications and Features...2 Performance
DATA SHEET ZERON 100 UNS S32760 THE GLOBAL LEADER IN SPECIALTY ALLOYS ALLOYS AND PROCESSING ZERON 100 Data Sheet Contents Specifications, Chemical Composition, Applications and Features...2 Performance
DATA SHEET ZERON 100 UNS S32760 THE GLOBAL LEADER IN SPECIALTY ALLOYS
 DATA SHEET ZERON 100 UNS S32760 THE GLOBAL LEADER IN SPECIALTY ALLOYS corrosion resistant alloys ZERON 100 Data Sheet Contents Specifications, Chemical Composition, Applications and Features...2 Performance
DATA SHEET ZERON 100 UNS S32760 THE GLOBAL LEADER IN SPECIALTY ALLOYS corrosion resistant alloys ZERON 100 Data Sheet Contents Specifications, Chemical Composition, Applications and Features...2 Performance
!!!! WARNING!!!! WELDING FUMES AND GASES CAN BE DANGEROUS TO YOUR HEALTH.
 !!!! WARNING!!!! WELDING FUMES AND GASES CAN BE DANGEROUS TO YOUR HEALTH. BEFORE USING THIS PRODUCT THE WELDER (END-USER) MUST READ AND UNDERSTAND THE COMPLETE PRODUCT WARNING LABEL AND MATERIAL SAFETY
!!!! WARNING!!!! WELDING FUMES AND GASES CAN BE DANGEROUS TO YOUR HEALTH. BEFORE USING THIS PRODUCT THE WELDER (END-USER) MUST READ AND UNDERSTAND THE COMPLETE PRODUCT WARNING LABEL AND MATERIAL SAFETY
Arcos Has You Covered
 Arcos is the company with the reputation and experience you can rely on for a comprehensive line of superior quality bare and covered electrodes for high nickel alloys. Our wide selection of high nickel
Arcos is the company with the reputation and experience you can rely on for a comprehensive line of superior quality bare and covered electrodes for high nickel alloys. Our wide selection of high nickel
Outokumpu 2507 UNS S32750
 UNS S32750 North American Version Imperial Units Design Features Very high strength High resistance to pitting, crevice, and general corrosion Very high resistance to chloride stress corrosion cracking
UNS S32750 North American Version Imperial Units Design Features Very high strength High resistance to pitting, crevice, and general corrosion Very high resistance to chloride stress corrosion cracking
IMPROVED CORROSION PERFORMANCE IN SUPER-DUPLEX WELDS
 IMPROVED CORROSION PERFORMANCE IN SUPER-DUPLEX WELDS PRACTICAL ASPECTS OF WELDING FOR DUPLEX AND SUPER-DUPLEX STAINLESS STEELS AND OVERCOMING CHALLENGES IN CORROSION TESTING CONTENTS THE CHALLENGE 3 ABSTRACT
IMPROVED CORROSION PERFORMANCE IN SUPER-DUPLEX WELDS PRACTICAL ASPECTS OF WELDING FOR DUPLEX AND SUPER-DUPLEX STAINLESS STEELS AND OVERCOMING CHALLENGES IN CORROSION TESTING CONTENTS THE CHALLENGE 3 ABSTRACT
Inspection and Welding Repairs of Pressure Vessels
 Inspection and Welding Repairs of Pressure Vessels BY S. V. GUPTE B.E., D.M.E. ASNT LEVEL III - RT,MT,PT,VT PRESSURE VESSEL INSPECTOR (API 510), (CCOE) PAINT AND COATING INSPECTOR (NACE INDIA) LEAD AUDITOR
Inspection and Welding Repairs of Pressure Vessels BY S. V. GUPTE B.E., D.M.E. ASNT LEVEL III - RT,MT,PT,VT PRESSURE VESSEL INSPECTOR (API 510), (CCOE) PAINT AND COATING INSPECTOR (NACE INDIA) LEAD AUDITOR
METRODE WELDING CONSUMABLES
 A43 P91 - MODIFIED 9CrMo Alloy type Modi ed 9CrMo for high temperature creep resistance. Materials to be welded ASTM A 213 T91 (seamless tubes) A 335 P91 (seamless pipes) A 387 Gr 91 (plates) A 182 / A336
A43 P91 - MODIFIED 9CrMo Alloy type Modi ed 9CrMo for high temperature creep resistance. Materials to be welded ASTM A 213 T91 (seamless tubes) A 335 P91 (seamless pipes) A 387 Gr 91 (plates) A 182 / A336
Steel. Relia Quality Wear Resistant Plates PROPERTIES
 is a range of high hardness, conventional low-alloyed martensitic steels, which obtain their hardness through intense water quenching during plate manufacturing. steel plates offer outstanding resistance
is a range of high hardness, conventional low-alloyed martensitic steels, which obtain their hardness through intense water quenching during plate manufacturing. steel plates offer outstanding resistance
BÖHLER WELDING FILLER MATERIAL SELECTION
 Lasting Connections BÖHLER WELDING FILLER MATERIAL SELECTION voestalpine Böhler Welding www.voestalpine.com/welding BÖHLER SELECTION AWS COVERED ELECTRODES, TIG RODS, SOLID WIRES AND CORED WIRES Under
Lasting Connections BÖHLER WELDING FILLER MATERIAL SELECTION voestalpine Böhler Welding www.voestalpine.com/welding BÖHLER SELECTION AWS COVERED ELECTRODES, TIG RODS, SOLID WIRES AND CORED WIRES Under
CLAD STAINLESS STEELS AND HIGH-NI-ALLOYS FOR WELDED TUBE APPLICATION
 CLAD STAINLESS STEELS AND HIGHNIALLOYS FOR WELDED TUBE APPLICATION Wolfgang Bretz Wickeder Westfalenstahl GmbH Hauptstrasse 6 D58739 Wickede, Germany Keywords: Cladding, Laser/TIG Welding, Combined SolderingWelding
CLAD STAINLESS STEELS AND HIGHNIALLOYS FOR WELDED TUBE APPLICATION Wolfgang Bretz Wickeder Westfalenstahl GmbH Hauptstrasse 6 D58739 Wickede, Germany Keywords: Cladding, Laser/TIG Welding, Combined SolderingWelding
Thermal conductivity (W.m - 1.K - 1 )
") Industeel UR 2202 UR 2202: an alternative to 304L UR 2202 is a low nickel, low molybdenum stainless steel designed to match the corrosion resistance of 304L in most environments. Its higher strength allows
Industeel UR 2202 UR 2202: an alternative to 304L UR 2202 is a low nickel, low molybdenum stainless steel designed to match the corrosion resistance of 304L in most environments. Its higher strength allows
Metrode Products Limited Technical Profiles October 2009
 Metrode Products Limited Technical Profiles October 2009 Metrode Products Limited Hanworth Lane Chertsey Surrey KT16 9LL UK P36 welding consumables for the power generation industry Figure 1 Welding P36
Metrode Products Limited Technical Profiles October 2009 Metrode Products Limited Hanworth Lane Chertsey Surrey KT16 9LL UK P36 welding consumables for the power generation industry Figure 1 Welding P36
304/304L STAINLESS STEEL
 304/304L STAINLESS STEEL P R O D U C T D ATA B U L L E T I N Architectural Moldings and Trim Textile Kitchen Equipment Paper Pharmaceutical and Chemical Industry Processing Equipment Applications Potential
304/304L STAINLESS STEEL P R O D U C T D ATA B U L L E T I N Architectural Moldings and Trim Textile Kitchen Equipment Paper Pharmaceutical and Chemical Industry Processing Equipment Applications Potential
CHARACTERISTICS STUDIES OF STAINLESS STEEL (AISI TYPE 304L) WELDED BY ER310L FILLER USING TIG WELDING
 WELDED BY ER310L FILLER USING TIG WELDING") Int. J. Chem. Sci.: 14(4), 2016, 2527-2534 ISSN 0972-768X www.sadgurupublications.com CHARACTERISTICS STUDIES OF STAINLESS STEEL (AISI TYPE 304L) WELDED BY ER310L FILLER USING TIG WELDING G. BRITTO JOSEPH
Int. J. Chem. Sci.: 14(4), 2016, 2527-2534 ISSN 0972-768X www.sadgurupublications.com CHARACTERISTICS STUDIES OF STAINLESS STEEL (AISI TYPE 304L) WELDED BY ER310L FILLER USING TIG WELDING G. BRITTO JOSEPH
Dissimilar Metals DISSIMILAR METALS. Weld Tech News VOL 1. NO. 14
 Dissimilar Metals Weld Tech News VOL 1. NO. 14 WELD TECH NEWS is a newsletter for welders working primarily in maintenance and repair. Each issue contains useful information on materials (cast irons, steels,
Dissimilar Metals Weld Tech News VOL 1. NO. 14 WELD TECH NEWS is a newsletter for welders working primarily in maintenance and repair. Each issue contains useful information on materials (cast irons, steels,
APPLICATION OF NEW GMAW WELDING METHODS USED IN PREFABRICATION OF P92 (X10CRWMOVNB9-2) PIPE BUTT WELDS
 PIPE BUTT WELDS") APPLICATION OF NEW GMAW WELDING METHODS USED IN PREFABRICATION OF P92 (X10CRWMOVNB9-2) PIPE BUTT WELDS ABSTRACT Michael URZYNICOK ZELKOT, Koszęcin, POLAND Krzysztof KWIECIŃSKI, Jacek SŁANIA INSTITUTE OF
APPLICATION OF NEW GMAW WELDING METHODS USED IN PREFABRICATION OF P92 (X10CRWMOVNB9-2) PIPE BUTT WELDS ABSTRACT Michael URZYNICOK ZELKOT, Koszęcin, POLAND Krzysztof KWIECIŃSKI, Jacek SŁANIA INSTITUTE OF
Overmatching Superalloy Consumable Inco-weld 686CPT Broadens its Applications to Include Welding Super Austenitic and Super Duplex Stainless Steels
 Overmatching Superalloy Consumable Inco-weld 686CPT Broadens its Applications to Include Welding Super Austenitic and Super Duplex Stainless Steels P0468 Authors: Ph.D C. Thornton, B.Sc C. Cooper Special
Overmatching Superalloy Consumable Inco-weld 686CPT Broadens its Applications to Include Welding Super Austenitic and Super Duplex Stainless Steels P0468 Authors: Ph.D C. Thornton, B.Sc C. Cooper Special
EFFECT OF FILLER ELECTRODES ON MICROSTRUCTURE AND MECHANICAL PROPERTIES OF DISSIMILAR WELD SS 316L AND SDSS 2507
 International Research Journal of Engineering and Technology (IRJET) e-issn: 2395-56 Volume: 3 Issue: 7 July-26 www.irjet.net p-issn: 2395-72 EFFECT OF FILLER ELECTRODES ON MICROSTRUCTURE AND MECHANICAL
International Research Journal of Engineering and Technology (IRJET) e-issn: 2395-56 Volume: 3 Issue: 7 July-26 www.irjet.net p-issn: 2395-72 EFFECT OF FILLER ELECTRODES ON MICROSTRUCTURE AND MECHANICAL
RQT technical guide High strength quenched and tempered structural steel.
 RQT technical guide High strength quenched and tempered structural steel. Contents 3 About RQT 3 Tata Steel 4 RQT data 5 RQT 501 dimensions 6 RQT 601 and RQT 701 dimensions 7 RQT 901 dimensions 8 Fabrication
RQT technical guide High strength quenched and tempered structural steel. Contents 3 About RQT 3 Tata Steel 4 RQT data 5 RQT 501 dimensions 6 RQT 601 and RQT 701 dimensions 7 RQT 901 dimensions 8 Fabrication
ATI 825 ATI 825. Technical Data Sheet. Nickel-base Alloy INTRODUCTION PRODUCT FORMS SPECIFICATIONS & CERTIFICATES (UNS N08825)
") ATI 825 Nickel-base (UNS N08825) INTRODUCTION ATI 825 alloy (UNS N08825) is an austenitic nickel-iron-chromium-molybdenum-copper alloy containing high levels of chromium, nickel, molybdenum and copper
ATI 825 Nickel-base (UNS N08825) INTRODUCTION ATI 825 alloy (UNS N08825) is an austenitic nickel-iron-chromium-molybdenum-copper alloy containing high levels of chromium, nickel, molybdenum and copper
More Oxidation and Creep Resistance Upgrade for Type 409. Potential Substitute for 18 Cr-Cb & Type 439. Excellent Forming and Welding Characteristics
 11 Cr-Cb STAINLESS STEEL P R O D U C T D ATA B U L L E T I N More Oxidation and Creep Resistance Upgrade for Type 409 Potential Substitute for 18 Cr-Cb & Type 439 Excellent Forming and Welding Characteristics
11 Cr-Cb STAINLESS STEEL P R O D U C T D ATA B U L L E T I N More Oxidation and Creep Resistance Upgrade for Type 409 Potential Substitute for 18 Cr-Cb & Type 439 Excellent Forming and Welding Characteristics