Study on Effect of Welding Speed on Micro Structure and Mechanical Properties of Pulsed Current Micro Plasma Arc Welded Inconel 625 Sheets
|
|
|
- Merilyn Houston
- 6 years ago
- Views:
Transcription
 Study on Effect of Welding Speed on Micro Structure and Mechanical Properties of Pulsed Current Micro Plasma Arc Welded Inconel 625 Sheets Chalamalasetti Srinivasa Rao 1,")
1 Journal of Minerals and Materials Characterization and Engineering, 2012, 11, Published Online October 2012 ( Study on Effect of Welding Speed on Micro Structure and Mechanical Properties of Pulsed Current Micro Plasma Arc Welded Inconel 625 Sheets Chalamalasetti Srinivasa Rao 1, Kondapalli Siva Prasad 2*, Damera Nageswara Rao 3 1 Department of Mechanical Engineering, AU College of Engineering, Andhra University, Visakhapatnam, India 2 Department of Mechanical Engineering, Anil Neerukonda Institute of Technology & Sciences, Visakhapatnam, India 3 Vice Chancellor, Centurion University of Technology & Management, Odisha, India * kspanits@gmail.com Received June 8, 2012; revised July 15, 2012; accepted July 30, 2012 ABSTRACT Nickel alloys had gathered wide acceptance in the fabrication of components which require high temperature resistance and corrosion resistance, such as metallic bellows used in expansion joints used in aircraft, aerospace and petroleum industry. Micro Plasma Arc Welding (MPAW) is one of the important arc welding processes commonly using in fabriccation of Nickel alloys. In the present paper welding of Inconel 625 sheets using pulsed current micro plasma arc welding was discussed. The paper mainly focuses on studying the weld quality characteristics like weld pool geometry parameters, microstructure, grain size, hardness and tensile properties of Pulsed Current Micro Plasma Arc Welded Inconel 625 sheets at different welding speeds. Results reveals that at a welding speed of 260 mm/minute better weld quality characteristics can be obtained. Keywords: Pulsed Current Micro Plasma Arc Welding; Inconel 625; Grain Size; Hardness; Tensile Properties 1. Introduction The plasma welding process was introduced to the welding industry in 1964 as a method of bringing better control to the arc welding process in lower current ranges. Today, plasma retains the original advantages it brought to the industry by providing an advanced level of control and accuracy to produce high quality welds in both miniature and pre precision applications and to provide long electrode life for high production requirements at all levels of amperage. Plasma welding is equally suited to manual and automatic applications. It is used in a variety of joining operations ranging from welding of miniature components to seam welding to high volume production welding and many others. During welding of thin sheets by conventional arc welding processes, which offer high heat input has various problems such as burn through or melt trough, distortion, porosity, buckling warping & twisting of welded sheets, grain coarsening, evaporation of useful elements present in coating of the sheets, joint gap variation during welding, fume generation form coated sheets etc. Micro Plasma arc Welding (MPAW) is a good process for joining thin sheet, but it suffers high equipment cost compared to Gas Tungsten Arc Welding (GTAW). However * Corresponding author. it is more economical when compare with Laser Beam welding and Electron Beam Welding processes. Pulsed current MPAW involves cycling the welding current at selected regular frequency. The maximum current is selected to give adequate penetration and bead contour, while the minimum is set at a level sufficient to maintain a stable arc [1,2]. This permits arc energy to be used effectively to fuse a spot of controlled dimensions in a short time producing the weld as a series of overlapping nuggets. By contrast, in constant current welding, the heat required to melt the base material is supplied only during the peak current pulses allowing the heat to dissipate into the base material leading to narrower Heat Affected Zone (HAZ). Advantages include improved bead contours, greater tolerance to heat sink variations, lower heat input requirements, reduced residual stresses and distortion, refinement of fusion zone microstructure and reduced width of HAZ. From the earlier works reported on Inconel 625 [3-5] it is understood that selection of welding process parameters play a vital role in obtaining the desired weld quality. Hence, an attempt is made to study the welding quality characteristics. The present paper focuses on studying the weld quality characteristics like weld pool geometry parameters, microstructure, grain size, hardness and tensile properties of Pulsed Current Micro Plasma Arc Welded
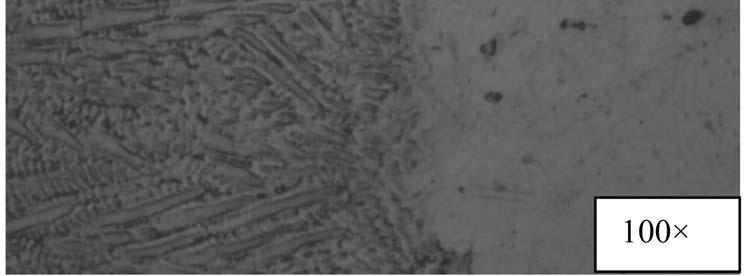
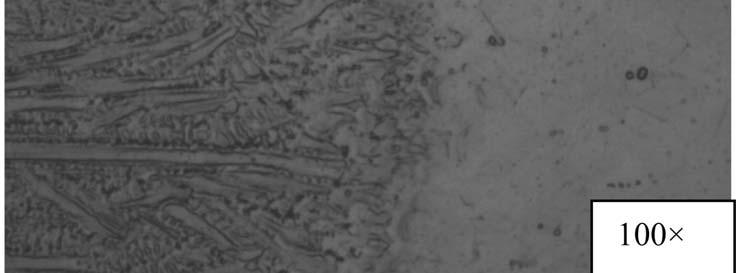
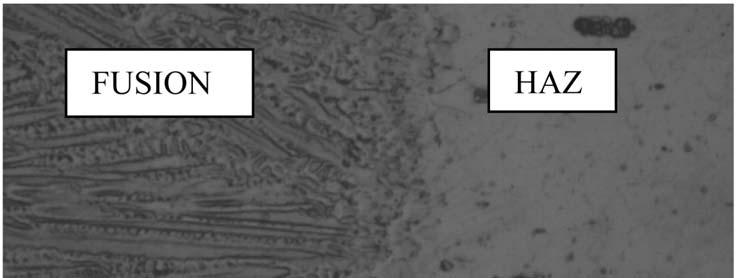
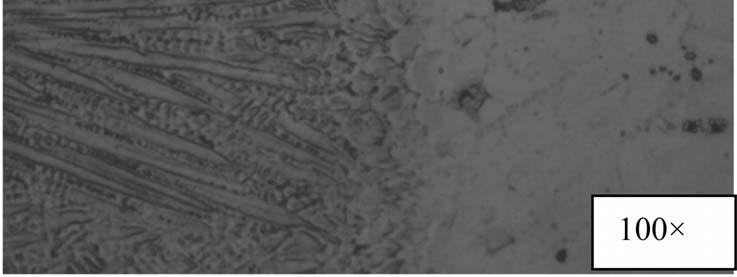
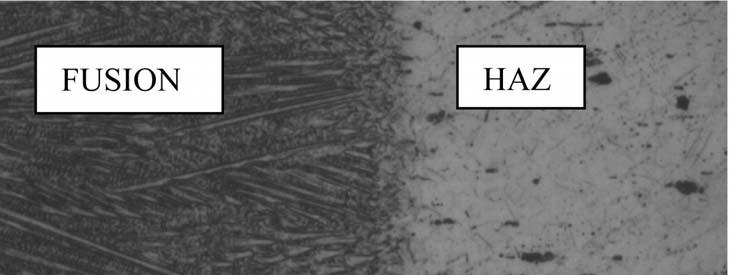
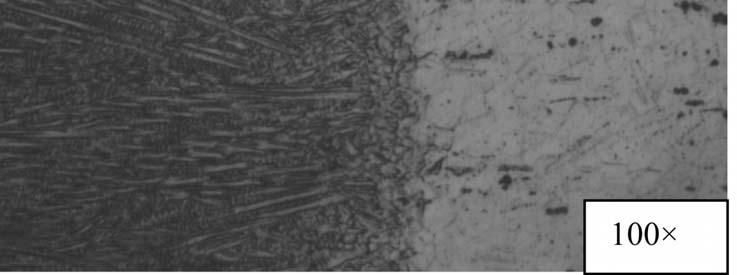
2 1028 C. S. RAO ET AL. Inconel 625 sheets. 2. Experimental Procedure Inconel 625 sheets of mm are welded autogenously with square butt joint without edge preparation. The chemical composition of Inconel 625 is given in Table 1. High purity argon gas (99.99%) is used as a shielding gas and a trailing gas right after welding to prevent absorption of oxygen and nitrogen from the atmosphere. The welding has been carried out under the welding conditions presented in Table 2. There are many influential process parameters which effect the weld quality characteristics of Pulsed Current MPAW process like peak current, back current, pulse rate, pulse width, flow rate of shielding gas, flow rate of purging gas, flow rate of plasma gas, welding speed etc. From the earlier works [6-9] carried out on Pulsed Current MPAW it was understood that the peak current, back current, pulse rate and pulse width are the dominating parameters which effect the weld quality characteristics. The values of process parameters used in this study are the optimal values obtained from our earlier papers [3-5]. Hence peak current, back current, pulse rate and pulse width are chosen and their values are presented in Table 3. Table 1. Chemical composition of INCONEL 625 (weight %). C Mn P S Si Cr Ni Al Mo Cb Ta Ti N Co Fe Power source Polarity Mode of operation Electrode Electrode diameter Plasma gas Plasma gas flow rate Shielding gas Shielding gas flow rate Purging gas Purging gas flow rate Copper nozzle diameter Nozzle to plate distance Welding speed Torch Position Operation type Table 2. Welding conditions. Secheron micro plasma arc machine (model: PLASMAFIX 50E) DCEN Pulse mode 2% thoriated tungsten electrode 1 mm Argon & hydrogen 6 Lpm Argon 0.4 Lpm Argon 0.4 Lpm 1 mm 1 mm 260 mm/min Vertical Automatic Table 3. Important weld parameters. Serial No. Input factor Units Value 1 Peak current Amperes 7 2 Back current Amperes 4 3 Pulse rate Pulses/second 40 4 Pulse width % Measurement of Weld Bead Geometry Sample preparation and mounting was done as per ASTM E 3-1 standard. The samples were cut from the welded specimens and mounting using Bakelite powder. After standard metallurgical polishing process, aqua regia is used as the etchant to reveal weld bead geometry. The weld pool geometries were measured using Metallurgical Microscope, Make: Dewinter Technologie, Model No. DMI-CROWN-II. A typical weld bead geometry is shown in Figure 1.The measured values of weld pool geometry are presented in Table 4. Figures 2(a)-(d) indicate the back surface of the welded joint at welding speeds of 150, 200, 260 & 300 mm/minute respectively Microstructure Measurement For Microstructure measurement ASTM E 407 was followed for Etching along with ASM Metal Hand Book, Volume 9. For revealing the Microstructure the weld samples are mounted using Bakelite and polishing was done according to standard Metallurgical procedure. Aqua Regia was used as an etchant. For revealing the Microstructure, Electrolytic Etching was done. The Microstructure was measured using Metallurgical Microscope at a magnification of 100. Figures 3(a)-(d) indicates the microstructures at welding speeds of 150, 200, 260 & 300 mm/minute respectively. The left portion in the Figures 3(a)-(d) indicates weld fusion zone ad right portion indicates Heat Affected Zone (HAZ) Grain Size Measurement In order to reveal the grains, polishing was done according to standard Metallurgical procedure and Etching was done as per ASTM E407. Electrolytic was done using Aqua Regia for about 1 minute. Scanning Electron Microscope, Make: INCA Penta FETx3, Model: 7573 as shown in Figure 4 is used to measure the fusion zone grain size and parent metal. Figures 5(a)-(d) indicates the fusion zone grain size at welding speeds of 150, 200, 260 & 300 mm/minute respectively. As the grains in some parts of the weld fusion zone are elongated and uneven, an average value was reported by measuring grain size at different locations in the fusion zone of each sample.
3 C. S. RAO ET AL Table 4. Variation of hardness values across the weld joint at 0.3 mm interval. Elding speed (mm/minute) Hardness values in VHN at different locations on the weld joint HAZ zone Fusion zone HAZ zone Results & Discussions 3.1. Weld Pool Geometry From Table 5 and from Figures 2(a)-(d) it is noticed that at the welding speed of 150 mm/minute over melting of base metal was noticed and when the welding speed of 300 mm/minute there is improper fusion of the base metal. At the welding speed of around 260 mm/min optimum weld pool geometry parameters are obtained. Figure 1. Typical weld bead geometry Measurement of Vickers Micro Hardness Vickers Micro hardness was done as per ASTM E384. The samples were cut from the welded specimens and Vickers Micro Hardness values across the weld joint at an interval of 0.3 mm using Digital Micro Hardness testing Machine, make METSUZAWA CO LTD, JAPAN, Model No: MMT-X7 as shown in Figure 6. In the Table 4 points 1, 2, 8, 9 indicates at Heat Affected Zone (HAZ) and the points 3, 4, 5, 6, 7 indicate at Fusion Zone (FZ). The location of the hardness measuring points is shown in Figure 7. The variation of hardness across the weld is shown in Figure 8. From Table 4 and Figure 8 it understood that hardness at centre of FZ is less and it keeps on increasing towards HAZ Measurement of Ultimate Tensile Strength Three transverse tensile specimens are prepared as per ASTM E8M-04 guidelines and the specimens after wire cut Electro Discharge Machining are shown in Figure 9 and 10. Tensile tests are carried out in 100 kn computer controlled Universal Testing Machine (ZENON, Model No: WDW-100) as shown in Figure 11. The specimen is loaded at a rate of 1.5 kn/min as per ASTM specifications, so that the tensile specimens undergo deformation. From the stress strain curve, the yield and ultimate tensile strength of the weld joints is evaluated and the average of three results is presented in Table Fusion Zone Grain Size The variation of fusion zone grain size with respect to welding speed was presented in Figure 12. It is noticed that the grain size decreased up to a welding speed of 260 mm/minute and there after increased. This is due to improper fusion of base metal Fusion Zone Hardness The variation of fusion zone hardness with respect to welding speed was presented in Figure 13. It is noticed that the hardness increases gradually up to VHN at welding speed of 260 mm/minute and there after decreases to VHN, when the welding speed is 300 mm/minute Ultimate Tensile Strength The variation of ultimate tensile strength with respect to welding speed was presented in Figure 14. It is noticed that the ultimate tensile strength increases gradually up to 857 MPa at welding speed of 260 mm/minute and there after decreases to 837 MPa, when the welding speed is 300 mm/minute. 4. Conclusion Inconel 625 sheets are successfully welded using pulsed current MPAW process at different welding speeds. From the experiments performed, it is revealed that sound weld pool geometry is obtained at the welding speed of 260 mm/minute. Fusion zone grain size decreased from welding speed of 150 mm/minute to 300



 welding")
 welding")
 welding")


4 1030 C. S. RAO ET AL. (a) (b) (c) Figure 2. (a) welding speed of 150 mm/minute; (b) welding speed of 200 mm/minute; (c) welding speed of 260 mm/minute; (d) welding speed of 300 mm/minute. (d) (a) (b) (c) Figure 3. (a) welding speed of 150 mm/minute; (b) welding speed of 200 mm/minute; (c) welding speed of 260 mm/minute; (d) welding speed of 300 mm/minute. (d)

 Figure 6.")
 Figure 7.")

 Welding Speed of 150")
 Welding")

5 C. S. RAO ET AL Figure 4. Scanning electron microscope. (a) Figure 6. Vickers micro hardness tester. (b) Figure 7. Location of hardness measuring points on the weld joint. (c) (d) Figure 5. (a) Welding Speed of 150 mm/minute; (b) Welding speed of 200 mm/minute; (c) Welding speed of 260 mm/minute; (d) Welding speed of 300 mm/minute. Location on weld joint Figure 8. Variation of hardness across the weld.


6 1032 C. S. RAO ET AL. Figure 9. Schematic diagram of tensile specimen as per ASTM E8. Figure 12. Variation of fusion zone grain size. Figure 10. Tensile specimens of inconel 625 welded joints. Figure 13. Variation of fusion zone hardness. Figure 11. Universal testing machine. Figure 14. Variation of ultimate tensile strength. Table 5. Comparison of weld quality characteristics. Welding Speed (mm/minute) Weld pool Geometry Front Width Back Width Front Height Back Height Fusion Zone grain size (Microns) Fusion Zone hardness (VHN) Ultimate Strength (MPa) mm/minute, where as fusion zone hardness and ultimate tensile strength increased with welding speed up to 260 mm/minute and thereafter decreased. From the results on various weld quality characteristics tests, it is understood that at the welding speed of 260 mm/minute, optimal weld quality characteristics are obtained.
7 C. S. RAO ET AL Acknowledgments The authors would like to thank Shri. R.Gopla Krishnan, Director, M/s Metallic Bellows (I) Pvt Ltd, Chennai for his support to carry out experimentation work. REFERENCES [1] M. Balasubramanian, V. Jayabalan and V. Balasubramanian, Effect of Process Parameters of Pulsed Current Tungsten Inert Gas Welding on Weld Pool Geometry of Titanium Welds, Acta Metallurgica Sinica (English Letters), Vol. 23, No. 4, 2010, pp [2] B. Balasubramanian, V. Jayabalan and V. Balasubramanian, Optimizing the Pulsed Current Gas Tungsten Arc Welding Parameters, Journal of Materials Science & Technology, Vol. 22, No. 6, 2006, pp [3] K. S. Prasad, C. S. Rao and D. N. Rao, Optimizing Pulsed Current Micro Plasma Arc Welding Parameters to Maximize Ultimate Tensile Strength of Inconel 625 Nickel Alloy Using Response Surface Method, International Journal of Engineering, Science and Technology, Vol. 3, No. 6, 2011, pp [4] K. S. Prasad, C. S. Rao and D. N. Rao, Optimizing Fusion Zone Grain Size and Ultimate Tensile Strength of Pulsed Current Micro Plasma Arc Welded Inconel 625 Alloy Sheets Using Hooke & Jeeves Method, International Transaction Journal of Engineering, Management, & Applied Sciences & Technologies, Vol. 3, No. 1, 2012, pp [5] K. S. Prasad, C. S. Rao and D. N. Rao, Effect of Process Parameters of Pulsed Current Micro Plasma Arc Welding on Weld Pool Geometry of Inconel 625 Welds, Kovove Materialy Metallic Materials, Vol. 50, No. 3, 2012, pp (in press). [6] R. Manti, D. K. Dwivedi and A. Agarwal, Microstructure and Hardness of Al-Mg-Si Weldments Produced by Pulse GTA Welding, The International Journal of Advanced Manufacturing Technology, Vol. 36, No. 3-4, 2008, pp doi: /s z [7] T. S. kumar, V. Balasubramanian, S. Babu and M. Y. Sanavullah, Effect of Pulsed Current GTA Welding Parameters on the Fusion Zone Microstructure of AA 6061 Aluminium Alloy, Metal and Materials International, Vol. 13, No. 4, 2007, pp [8] N. Karunakaran and V. Balasubramanian, Effect of Pulsed Current on Temperature Distribution, Weld Bead Profiles and Characteristics of Gas Tungsten Arc Welede Aluminium Alloy Joints, Transactions of Nonferrous Metals Society of China, Vol. 21, No. 2, 2011, pp doi: /s (11) [9] G. Padmanaban and V. Balasubramanian, Influences of Pulsed Current Parameters on Mechanical and Metallurgical Properties of Gas Tungsten Arc Welede AZ31B Magnesium Alloy, Metals and Materials International, Vol. 17, No. 4, 2011, pp doi: /s
Rajiv Suman 1, Dr. P.C.Gope 2 1 Research Scholar, Department of mechanical Engineering, College of Technology. Pantnagar (GBPUAT) Uttarakhand,INDIA
 Uttarakhand,INDIA") Microstructure and Mechanical Property Changes during TIG elding of 31-2 (IS-737) Aluminium Alloy Rajiv Suman 1, Dr. P.C.Gope 2 1 Research Scholar, Department of mechanical Engineering, College of Technology.
Microstructure and Mechanical Property Changes during TIG elding of 31-2 (IS-737) Aluminium Alloy Rajiv Suman 1, Dr. P.C.Gope 2 1 Research Scholar, Department of mechanical Engineering, College of Technology.
Influence of Shielding Gas on Aluminum Alloy 5083 in Gas Tungsten Arc Welding
 Available online at www.sciencedirect.com Procedia Engineering 29 (2012) 2465 2469 2012 International Workshop on Information and Electronics Engineering (IWIEE) Influence of Shielding Gas on Aluminum
Available online at www.sciencedirect.com Procedia Engineering 29 (2012) 2465 2469 2012 International Workshop on Information and Electronics Engineering (IWIEE) Influence of Shielding Gas on Aluminum
A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304
 A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304 Chen Zhang, Ming Gao, Geng Li, Xiaoyan Zeng Wuhan National Laboratory for Optoelectronics,
A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304 Chen Zhang, Ming Gao, Geng Li, Xiaoyan Zeng Wuhan National Laboratory for Optoelectronics,
Lecture 23. Chapter 30 Fusion Welding Processes. Introduction. Two pieces are joined together by the application of heat
 Lecture 23 Chapter 30 Fusion Welding Processes Introduction Fusion welding Two pieces are joined together by the application of heat Melting and fusing the interface Filler metal Extra metal added (melted)
Lecture 23 Chapter 30 Fusion Welding Processes Introduction Fusion welding Two pieces are joined together by the application of heat Melting and fusing the interface Filler metal Extra metal added (melted)
Characterization of Titanium Alloy Friction Stir Butt-Welds TIMET 54M, ATI 425 and BOATI Standard Grain
 Characterization of Titanium Alloy Friction Stir Butt-Welds TIMET 54M, ATI 425 and BOATI Standard Grain A. Cantrell, K. Gangwar, and M. Ramulu University of Washington Dan Sanders The Boeing Company 7th
Characterization of Titanium Alloy Friction Stir Butt-Welds TIMET 54M, ATI 425 and BOATI Standard Grain A. Cantrell, K. Gangwar, and M. Ramulu University of Washington Dan Sanders The Boeing Company 7th
The principle Of Tungsten Inert Gas (TIG) Welding Process
 Welding Process") The principle Of Tungsten Inert Gas (TIG) Welding Process This chapter presents the principle of tungsten inert gas (TIG) welding process besides important components of TIG welding system and their role.
The principle Of Tungsten Inert Gas (TIG) Welding Process This chapter presents the principle of tungsten inert gas (TIG) welding process besides important components of TIG welding system and their role.
EXPERIMENTAL INVESTIGATIONS ON TIG WELDING OF ALUMINIUM 6351 ALLOY
 EXPERIMENTAL INVESTIGATIONS ON TIG WELDING OF ALUMINIUM 6351 ALLOY * Venkata Ramana M 1, Sriram P S N 2 and Jayanthi A 3 Department of Automobile Engineering, VNR Vignana Jyothi Institute of Engineering
EXPERIMENTAL INVESTIGATIONS ON TIG WELDING OF ALUMINIUM 6351 ALLOY * Venkata Ramana M 1, Sriram P S N 2 and Jayanthi A 3 Department of Automobile Engineering, VNR Vignana Jyothi Institute of Engineering
Experimental Study on Autogenous TIG Welding of Mild Steel Material Using Lathe Machine
 Experimental Study on Autogenous TIG Welding of Mild Steel Material Using Lathe Machine Abhimanyu Chauhan M Tech. Scholar Production Engineering, Marudhar Engineering College, Bikaner, Rajasthan, India,
Experimental Study on Autogenous TIG Welding of Mild Steel Material Using Lathe Machine Abhimanyu Chauhan M Tech. Scholar Production Engineering, Marudhar Engineering College, Bikaner, Rajasthan, India,
Power density and welding process Keywords: 4.1 Introduction
 Power density and welding process In this chapter, energy density and temperature associated with different welding processes have been presented. Further, the influence of energy density on the performance
Power density and welding process In this chapter, energy density and temperature associated with different welding processes have been presented. Further, the influence of energy density on the performance
Effect of TIG Welding Parameters on the Properties of 304L Automated Girth Welded Pipes Using Orbital Welding Machine
 Research Reviews: Journal of Material Science DOI: 10.4172/2321-6212.1000201 e-issn: 2321-6212 www.rroij.com Effect of TIG Welding Parameters on the Properties of 304L Automated Girth Welded Pipes Using
Research Reviews: Journal of Material Science DOI: 10.4172/2321-6212.1000201 e-issn: 2321-6212 www.rroij.com Effect of TIG Welding Parameters on the Properties of 304L Automated Girth Welded Pipes Using
Study on Mechanical Properties of Aluminum Alloy AA 6351-T6 using TIG Welding
 www.ijemr.net ISSN (ONLINE): 2-78, ISSN (PRINT): 2394-6962 Volume-6, Issue-2, March-April 16 International Journal of Engineering and Management Research Page Number: 818-826 Study on Mechanical Properties
www.ijemr.net ISSN (ONLINE): 2-78, ISSN (PRINT): 2394-6962 Volume-6, Issue-2, March-April 16 International Journal of Engineering and Management Research Page Number: 818-826 Study on Mechanical Properties
Submerged Arc Welding: A discussion of the welding process and how welding parameters affect the chemistry ofcorrosion Resistant Overlays (CRO)
") Submerged Arc Welding: A discussion of the welding process and how welding parameters affect the chemistry ofcorrosion Resistant Overlays (CRO) 1 Submerged Arc Welding (SAW) Part 1 The SAW welding process
Submerged Arc Welding: A discussion of the welding process and how welding parameters affect the chemistry ofcorrosion Resistant Overlays (CRO) 1 Submerged Arc Welding (SAW) Part 1 The SAW welding process
Schedule of Accreditation issued by United Kingdom Accreditation Service 2 Pine Trees, Chertsey Lane, Staines-upon-Thames, TW18 3HR, UK
 2 Pine Trees, Chertsey Lane, Staines-upon-Thames, TW18 3HR, UK 6 Finchwell Close Contact: Mr M Collier Handsworth Tel: +44 (0)114-2437271 Sheffield Fax: +44 (0)114-2437288 South Yorkshire E-Mail: office@metalstechnology.co.uk
2 Pine Trees, Chertsey Lane, Staines-upon-Thames, TW18 3HR, UK 6 Finchwell Close Contact: Mr M Collier Handsworth Tel: +44 (0)114-2437271 Sheffield Fax: +44 (0)114-2437288 South Yorkshire E-Mail: office@metalstechnology.co.uk
OPTIMIZATION OF GAS TUNGSTEN ARC WELDING PARAMETERS ON PENETRATION DEPTH AND BEAD WIDTH USING TAGUCHI METHOD
 OPTIMIZATION OF GAS TUNGSTEN ARC WELDING PARAMETERS ON PENETRATION DEPTH AND BEAD WIDTH USING TAGUCHI METHOD Muhammad Ibrahim 1, ShahidMaqsood 1, Rafiullah Khan 2, Muhammad Amjad 2, SakhiJaan 2 ABSTRACT
OPTIMIZATION OF GAS TUNGSTEN ARC WELDING PARAMETERS ON PENETRATION DEPTH AND BEAD WIDTH USING TAGUCHI METHOD Muhammad Ibrahim 1, ShahidMaqsood 1, Rafiullah Khan 2, Muhammad Amjad 2, SakhiJaan 2 ABSTRACT
The Many Facets and Complexities of 316L and the Effect on Properties
 The Many Facets and Complexities of 316L and the Effect on Properties Ingrid Hauer Miller Höganäs AB, Höganäs, Sweden state and country Ingrid.hauer@hoganas.com, +46702066244 Abstract One of the most widely
The Many Facets and Complexities of 316L and the Effect on Properties Ingrid Hauer Miller Höganäs AB, Höganäs, Sweden state and country Ingrid.hauer@hoganas.com, +46702066244 Abstract One of the most widely
Welding Processes. Consumable Electrode. Non-Consumable Electrode. High Energy Beam. Fusion Welding Processes. SMAW Shielded Metal Arc Welding
 Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Parametric Optimization for Friction Stir Welding of Al6061 Alloy using Taguchi Technique
 Parametric Optimization for Friction Stir Welding of Al6061 Alloy using Taguchi Technique Lingam Satyavinod 1, R Harikishore 2 1 Student, Department of Mechanical Engineering, DNREng College, Bhimavaram,
Parametric Optimization for Friction Stir Welding of Al6061 Alloy using Taguchi Technique Lingam Satyavinod 1, R Harikishore 2 1 Student, Department of Mechanical Engineering, DNREng College, Bhimavaram,
The Effect of welding method and heat treatment on creep resistance of Inconel 718 sheet welds Zenon A. Opiekun 1, Agnieszka Jędrusik 2
 The Effect of welding method and heat treatment on creep resistance of Inconel 718 sheet welds Zenon A. Opiekun 1, Agnieszka Jędrusik 2 Rzeszów University of Technology, Department of Foundry and Welding,
The Effect of welding method and heat treatment on creep resistance of Inconel 718 sheet welds Zenon A. Opiekun 1, Agnieszka Jędrusik 2 Rzeszów University of Technology, Department of Foundry and Welding,
Titanium Welding Technology
 UDC 669. 295 : 621. 791. 754 Titanium Welding Technology Tadayuki OTANI* 1 Abstract In order to establish titanium welding technology TIG arc weldability and MIG arc weldability were surveyed. For TIG
UDC 669. 295 : 621. 791. 754 Titanium Welding Technology Tadayuki OTANI* 1 Abstract In order to establish titanium welding technology TIG arc weldability and MIG arc weldability were surveyed. For TIG
MECHANICAL PROPERTIES OF ALUMINUM WELDS FOR AUTOMOTIVE STRUCTURAL APPLICATIONS
 MECHANICAL PROPERTIES OF ALUMINUM WELDS FOR AUTOMOTIVE STRUCTURAL APPLICATIONS Jennifer Hyde Supervisor: Dr. McDermid MATLS 701 Seminar Feb 17, 2012 Outline 2 Motivation Background/Literature Review Project
MECHANICAL PROPERTIES OF ALUMINUM WELDS FOR AUTOMOTIVE STRUCTURAL APPLICATIONS Jennifer Hyde Supervisor: Dr. McDermid MATLS 701 Seminar Feb 17, 2012 Outline 2 Motivation Background/Literature Review Project
Journal of Multidisciplinary Engineering Science and Technology (JMEST) ISSN: Vol. 2 Issue 4, April
 ISSN: Vol. 2 Issue 4, April") Study of Mechanical Properties on Thick Titanium Alloy (Ti - 6Al- 4V) Multi-Passes Weld Yassin Mustafa Ahmed, Department of Mechanical Engineering, Universiti Tenaga Nasional, Jalan IKRAM-UNITEN, 43000
Study of Mechanical Properties on Thick Titanium Alloy (Ti - 6Al- 4V) Multi-Passes Weld Yassin Mustafa Ahmed, Department of Mechanical Engineering, Universiti Tenaga Nasional, Jalan IKRAM-UNITEN, 43000
FRICTION STIR WELDING PROCESS PARAMETERS FOR JOINING DISSIMILAR ALUMINUM ALLOYS
 International Journal Journal of Mechanical of Mechanical Engineering Engineering and Technology (IJMET), ISSN 0976 6340(Print), ISSN and Technology (IJMET), ISSN 0976 6340(Print) ISSN 0976 6359(Online)
International Journal Journal of Mechanical of Mechanical Engineering Engineering and Technology (IJMET), ISSN 0976 6340(Print), ISSN and Technology (IJMET), ISSN 0976 6340(Print) ISSN 0976 6359(Online)
Influence of Process Parameters in the Direct Metal Deposition of H13 Tool Steel on Copper Alloy Substrate
 , June 30 - July 2, 2010, London, U.K. Influence of Process Parameters in the Direct Metal Deposition of H13 Tool Steel on Copper Alloy Substrate M. Khalid Imran, S. H. Masood* and Milan Brandt Abstract
, June 30 - July 2, 2010, London, U.K. Influence of Process Parameters in the Direct Metal Deposition of H13 Tool Steel on Copper Alloy Substrate M. Khalid Imran, S. H. Masood* and Milan Brandt Abstract
Materials & Processes in Manufacturing
 2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 37 Arc Processes Chapter 38 Resistance Welding Chapter 39 Brazing and Soldering 1 Introduction Arc welding processes produce fusion
2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 37 Arc Processes Chapter 38 Resistance Welding Chapter 39 Brazing and Soldering 1 Introduction Arc welding processes produce fusion
PULSED LASER WELDING
 PULSED LASER WELDING Girish P. Kelkar, Ph.D. Girish Kelkar, Ph.D, WJM Technologies, Cerritos, CA 90703, USA Laser welding is finding growing acceptance in field of manufacturing as price of lasers have
PULSED LASER WELDING Girish P. Kelkar, Ph.D. Girish Kelkar, Ph.D, WJM Technologies, Cerritos, CA 90703, USA Laser welding is finding growing acceptance in field of manufacturing as price of lasers have
Multi-layers castings
 A R C H I V E S of F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 10 Issue 1/2010 181 186 31/1
A R C H I V E S of F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 10 Issue 1/2010 181 186 31/1
Effect of the plasma arc welding procedure on mechanical properties of DP700 steel
 Available online at www.sciencedirect.com Procedia Materials Science 1 (2012 ) 50 57 11 th International Congress on Metallurgy & Materials SAM/CONAMET 2011. Effect of the plasma arc welding procedure
Available online at www.sciencedirect.com Procedia Materials Science 1 (2012 ) 50 57 11 th International Congress on Metallurgy & Materials SAM/CONAMET 2011. Effect of the plasma arc welding procedure
Resistance Spot Welding of AA5052 Sheet Metal of Dissimilar Thickness
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Resistance Spot Welding of AA5052 Sheet Metal of Dissimilar Thickness To cite this article: N A Mat Din et al 2016 IOP Conf. Ser.:
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Resistance Spot Welding of AA5052 Sheet Metal of Dissimilar Thickness To cite this article: N A Mat Din et al 2016 IOP Conf. Ser.:
- HSS-Blade (EOS art.-no ) - 90 µm mesh for powder sieving recommended (EOS art.-no ) - Argon atmosphere
 - 90 µm mesh for powder sieving recommended (EOS art.-no ) - Argon atmosphere") EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg is a aluminium metal alloy powder intended for processing on EOS DMLS systems. This document provides information and data for parts built using EOS Aluminium
EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg is a aluminium metal alloy powder intended for processing on EOS DMLS systems. This document provides information and data for parts built using EOS Aluminium
Study on Microstructure, Tensile Test and Hardness 316 Stainless Steel Jointed by TIG Welding
 Study on Microstructure, Tensile Test and Hardness 316 Stainless Steel Jointed by TIG Welding M.sc Halil İbrahim KURT Gaziantep Vocational High School Gaziantep University Gaziantep, 27310, Turkey hiakurt@gmail.com
Study on Microstructure, Tensile Test and Hardness 316 Stainless Steel Jointed by TIG Welding M.sc Halil İbrahim KURT Gaziantep Vocational High School Gaziantep University Gaziantep, 27310, Turkey hiakurt@gmail.com
Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications Abstract Introduction The Electron Beam Melting Process
 Co-Cr-Mo Alloy for Orthopaedic Implant Applications Abstract Introduction The Electron Beam Melting Process") Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications R.S. Kircher, A.M. Christensen, K.W. Wurth Medical Modeling, Inc., Golden, CO 80401 Abstract The Electron Beam Melting (EBM)
Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications R.S. Kircher, A.M. Christensen, K.W. Wurth Medical Modeling, Inc., Golden, CO 80401 Abstract The Electron Beam Melting (EBM)
Material data sheet. EOS NickelAlloy IN625. Description
 EOS NickelAlloy IN625 EOS NickelAlloy IN625 is a heat and corrosion resistant nickel alloy powder which has been optimized especially for processing on EOSINT M systems. This document provides information
EOS NickelAlloy IN625 EOS NickelAlloy IN625 is a heat and corrosion resistant nickel alloy powder which has been optimized especially for processing on EOSINT M systems. This document provides information
Material data sheet. EOS MaragingSteel MS1. Description
 EOS MaragingSteel MS1 EOS MaragingSteel MS1 is a tool steel powder intended for processing on EOS DMLS TM systems. This document provides information and data for parts built using EOS MaragingSteel MS1
EOS MaragingSteel MS1 EOS MaragingSteel MS1 is a tool steel powder intended for processing on EOS DMLS TM systems. This document provides information and data for parts built using EOS MaragingSteel MS1
EFFECT OF DEVELOPED FLUX AND PROCESS PARAMETERS ON HARDNESS OF WELD IN SAW
 EFFECT OF DEVELOPED FLUX AND PROCESS PARAMETERS ON HARDNESS OF WELD IN SAW Gyanendra Singh 1, Vivek Mishra 2,Vijay Shankar Yadav 3 1 Assistant Professor Mechanical Engineeering, Invertis University, Bareilly
EFFECT OF DEVELOPED FLUX AND PROCESS PARAMETERS ON HARDNESS OF WELD IN SAW Gyanendra Singh 1, Vivek Mishra 2,Vijay Shankar Yadav 3 1 Assistant Professor Mechanical Engineeering, Invertis University, Bareilly
Introduction. Online course on Analysis and Modelling of Welding. G. Phanikumar Dept. of MME, IIT Madras
 Introduction Online course on Analysis and Modelling of Welding G. Phanikumar Dept. of MME, IIT Madras Classification of Manufacturing Processes Manufacturing Processes Ingot Casting Shape Casting Power
Introduction Online course on Analysis and Modelling of Welding G. Phanikumar Dept. of MME, IIT Madras Classification of Manufacturing Processes Manufacturing Processes Ingot Casting Shape Casting Power
Optimising Process Conditions in MIG Welding of Aluminum Alloys Through Factorial Design Experiments
 Optimising Process Conditions in MIG Welding of Aluminum Alloys Through Factorial Design Experiments OMAR BATAINEH (first and corresponding author); ANAS AL-SHOUBAKI; OMAR BARQAWI Department of Industrial
Optimising Process Conditions in MIG Welding of Aluminum Alloys Through Factorial Design Experiments OMAR BATAINEH (first and corresponding author); ANAS AL-SHOUBAKI; OMAR BARQAWI Department of Industrial
Comparative study of mechanical properties using standard and micro-specimens of base materials Inconel 625, Inconel 718 and Ti-6Al-4V
 J. MATER. RES. TECHNOL. 213;2(1):43-47 www.jmrt.com.br Original Article Comparative study of mechanical properties using standard and micro-specimens of base materials Inconel 625, Inconel 718 and Ti-6Al-4V
J. MATER. RES. TECHNOL. 213;2(1):43-47 www.jmrt.com.br Original Article Comparative study of mechanical properties using standard and micro-specimens of base materials Inconel 625, Inconel 718 and Ti-6Al-4V
9. Welding Defects 109
 9. Welding Defects 9. Welding Defects 109 Figures 9.1 to 9.4 give a rough survey about the classification of welding defects to DIN 8524. This standard does not classify existing welding defects according
9. Welding Defects 9. Welding Defects 109 Figures 9.1 to 9.4 give a rough survey about the classification of welding defects to DIN 8524. This standard does not classify existing welding defects according
INTERNATIONAL JOURNAL OF RESEARCH IN AERONAUTICAL AND MECHANICAL ENGINEERING
 ISSN (ONLINE): 31-3051 INTERNATIONAL JOURNAL OF RESEARCH IN AERONAUTICAL AND MECHANICAL ENGINEERING A NOVEL APPROACH FOR HARDNESS MEASUREMENT TIG WELDING OF GRADE 304 STAINLESS STEEL Parvinder Singh 1*,
ISSN (ONLINE): 31-3051 INTERNATIONAL JOURNAL OF RESEARCH IN AERONAUTICAL AND MECHANICAL ENGINEERING A NOVEL APPROACH FOR HARDNESS MEASUREMENT TIG WELDING OF GRADE 304 STAINLESS STEEL Parvinder Singh 1*,
Optimization of Titanium Welding used in Aircrafts
 Optimization of Titanium used in Aircrafts Prof. Anand Lahane 1, Shubham Devanpalli 2, Ritesh Patil 3, Suraj Thube 4 1 Assistant Professor, Dept. of Mechanical Engineering, Shatabdi Institute of Engineering
Optimization of Titanium used in Aircrafts Prof. Anand Lahane 1, Shubham Devanpalli 2, Ritesh Patil 3, Suraj Thube 4 1 Assistant Professor, Dept. of Mechanical Engineering, Shatabdi Institute of Engineering
Lecture 13 Submerged Arc Welding 13.1 Introduction 13.2 Components of SAW System
 Lecture 13 Submerged Arc Welding This chapter presents the principle of submerged arc welding process besides methods of manufacturing and characteristics of different types of fluxes used in this process.
Lecture 13 Submerged Arc Welding This chapter presents the principle of submerged arc welding process besides methods of manufacturing and characteristics of different types of fluxes used in this process.
GMAW (MIG) / FCAW / MCAW
 / FCAW / MCAW") Welding Processes GMAW () / FCAW / MCAW Gas Metal Arc Welding (GMAW), Flux Cored Arc Welding (FCAW) and Metal Cored Arc Welding (MCAW) Gas Metal Arc Welding (GMAW) GMA commonly referred to as Metal Inert
Welding Processes GMAW () / FCAW / MCAW Gas Metal Arc Welding (GMAW), Flux Cored Arc Welding (FCAW) and Metal Cored Arc Welding (MCAW) Gas Metal Arc Welding (GMAW) GMA commonly referred to as Metal Inert
CHARACTERIZATION OF THE DISSIMILAR WELDING - AUSTENITIC STAINLESS STEEL WITH FILLER METAL OF THE NICKEL ALLOY
 2007 International Nuclear Atlantic Conference - INAC 2007 Santos, SP, Brazil, September 30 to October 5, 2007 ASSOCIAÇÃO BRASILEIRA DE ENERGIA NUCLEAR - ABEN ISBN: 978-85-99141-02-1 CHARACTERIZATION OF
2007 International Nuclear Atlantic Conference - INAC 2007 Santos, SP, Brazil, September 30 to October 5, 2007 ASSOCIAÇÃO BRASILEIRA DE ENERGIA NUCLEAR - ABEN ISBN: 978-85-99141-02-1 CHARACTERIZATION OF
Gas Tungsten Arc Welding of Copper and Mild Steel
 International Journal of Science and Engineering Investigations vol. 4, issue 45, October 2015 ISSN: 2251-8843 Gas Tungsten Arc Welding of Copper and Mild Steel Daniel Tat 1, Timotius Pasang 2, Maziar
International Journal of Science and Engineering Investigations vol. 4, issue 45, October 2015 ISSN: 2251-8843 Gas Tungsten Arc Welding of Copper and Mild Steel Daniel Tat 1, Timotius Pasang 2, Maziar
Material data sheet. EOS NickelAlloy HX. Description, application
 Material data sheet is a heat and corrosion resistant metal alloy powder intended for processing on EOS M 290 systems. This document provides information and data for parts built using powder (EOS art.-no.
Material data sheet is a heat and corrosion resistant metal alloy powder intended for processing on EOS M 290 systems. This document provides information and data for parts built using powder (EOS art.-no.
71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding. Weld Metal - Chemistry
 Flux Cored Wire 71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding Description: Provides a stable arc, low spatter, easy to remove slag, and neat weld metal.
Flux Cored Wire 71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding Description: Provides a stable arc, low spatter, easy to remove slag, and neat weld metal.
Statistical Model to Evaluate the Weldability, Mechanical and metallurgical Properties of the Processes GMAW and FCAW
 , July 2-4, 2014, London, U.K. Statistical Model to Evaluate the Weldability, Mechanical and metallurgical Properties of the Processes GMAW and FCAW Barbedo, N.D., Corrêa, E. O., Castro, C. A. C. Abstract
, July 2-4, 2014, London, U.K. Statistical Model to Evaluate the Weldability, Mechanical and metallurgical Properties of the Processes GMAW and FCAW Barbedo, N.D., Corrêa, E. O., Castro, C. A. C. Abstract
Experimental Investigation of Tensile Strength and Deflection Characteristics of Friction Stir Welded Aluminum AA 6351 Alloy Joint
 IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684,p-ISSN: 2320-334X, Volume 7, Issue 5 (Jul. - Aug. 2013), PP 01-06 Experimental Investigation of Tensile Strength and Deflection
IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684,p-ISSN: 2320-334X, Volume 7, Issue 5 (Jul. - Aug. 2013), PP 01-06 Experimental Investigation of Tensile Strength and Deflection
Hot-crack test for aluminium alloys welds using TIG process
 EPJ Web of Conferences 6, 07001 (2010) DOI:10.1051/epjconf/20100607001 Owned by the authors, published by EDP Sciences, 2010 Hot-crack test for aluminium alloys welds using TIG process A. Niel,a, F. Deschaux-beaume,
EPJ Web of Conferences 6, 07001 (2010) DOI:10.1051/epjconf/20100607001 Owned by the authors, published by EDP Sciences, 2010 Hot-crack test for aluminium alloys welds using TIG process A. Niel,a, F. Deschaux-beaume,
ATI FLAT ROLLED PRODUCTS Brackenridge, PA for technical competence in the field of
 A2LA has accredited Brackenridge, PA for technical competence in the field of Mechanical Testing This laboratory is accredited in accordance with the recognized International Standard ISO/IEC 17025:2005
A2LA has accredited Brackenridge, PA for technical competence in the field of Mechanical Testing This laboratory is accredited in accordance with the recognized International Standard ISO/IEC 17025:2005
Friction Stir Welding of AA2024-T3 plate the influence of different pin types
 Mech. Sci., 6, 5155, 2015 doi:10.5194/ms-6-51-2015 Author(s) 2015. CC Attribution 3.0 License. Friction Stir Welding of AA2024-T3 plate the influence of different pin types D. Trimble, H. Mitrogiannopoulos,
Mech. Sci., 6, 5155, 2015 doi:10.5194/ms-6-51-2015 Author(s) 2015. CC Attribution 3.0 License. Friction Stir Welding of AA2024-T3 plate the influence of different pin types D. Trimble, H. Mitrogiannopoulos,
Development of regression models and optimization of FCAW process parameter of 2205 duplex stainless steel
 Indian Journal of Engineering & Materials Science Vol. 21, April 2014, pp. 149-154 Development of regression models and optimization of FCAW process parameter of 2205 duplex stainless steel G Bansal Rajkumar
Indian Journal of Engineering & Materials Science Vol. 21, April 2014, pp. 149-154 Development of regression models and optimization of FCAW process parameter of 2205 duplex stainless steel G Bansal Rajkumar
AWS G2.4/G2.4M:2007 An American National Standard. Guide for the Fusion Welding of Titanium and Titanium Alloys
 An American National Standard Guide for the Fusion Welding of Titanium and Titanium Alloys An American National Standard Approved by the American National Standards Institute September 20, 2006 Guide for
An American National Standard Guide for the Fusion Welding of Titanium and Titanium Alloys An American National Standard Approved by the American National Standards Institute September 20, 2006 Guide for
EML 2322L -- MAE Design and Manufacturing Laboratory. Welding
 EML 2322L -- MAE Design and Manufacturing Laboratory Welding Intro to Welding A weld is made when separate pieces of material to be joined combine and form one piece when heated to a temperature high enough
EML 2322L -- MAE Design and Manufacturing Laboratory Welding Intro to Welding A weld is made when separate pieces of material to be joined combine and form one piece when heated to a temperature high enough
Experimental Investigation and Effect of Flux Core Arc Welding (FCAW) Processes on Different Parameters on En36
 Processes on Different Parameters on En36") Experimental Investigation and Effect of Flux Core Arc Welding (FCAW) Processes on Different Parameters on En36 Senthilkumar. V 1 Adaikkappan. P 2 Elangovan.M 3 Elavarasan. R 4 Hariharan. S 5 Assistant
Experimental Investigation and Effect of Flux Core Arc Welding (FCAW) Processes on Different Parameters on En36 Senthilkumar. V 1 Adaikkappan. P 2 Elangovan.M 3 Elavarasan. R 4 Hariharan. S 5 Assistant
High Performance Alloys. Characteristics
 Alloy Designation EN DIN CEN/TS 13388 UNS High Performance Alloys Chemical Composition Weight percentage We have developed a wide range of high performance alloys with excellent properties regarding conductivity,
Alloy Designation EN DIN CEN/TS 13388 UNS High Performance Alloys Chemical Composition Weight percentage We have developed a wide range of high performance alloys with excellent properties regarding conductivity,
Multispot laser welding to improve process stability
 Lasers in Manufacturing Conference 2015 Multispot laser welding to improve process stability K.S. Hansen a *, F.O. Olsen a, M. Kristiansen b, O. Madsen b a IPU Technology Development, Produktionstorvet
Lasers in Manufacturing Conference 2015 Multispot laser welding to improve process stability K.S. Hansen a *, F.O. Olsen a, M. Kristiansen b, O. Madsen b a IPU Technology Development, Produktionstorvet
voestalpine Additive Manufacturing Center Singapore Pte Ltd
 voestalpine Additive Manufacturing Center Singapore Direct Metal Deposition, DMD. 30 th November 2017 www.voestalpine.com voestalpine Additive Manufacturing Center. Singapore Direct Metal Deposition» Company
voestalpine Additive Manufacturing Center Singapore Direct Metal Deposition, DMD. 30 th November 2017 www.voestalpine.com voestalpine Additive Manufacturing Center. Singapore Direct Metal Deposition» Company
EOS StainlessSteel 17-4PH
 IndustryLine EOS StainlessSteel 17-4PH EOS StainlessSteel 17-4PH Technical Data Material composition Acc. to standard EOS StainlessSteel 17-4PH is an iron based metal alloy powder intended for processing
IndustryLine EOS StainlessSteel 17-4PH EOS StainlessSteel 17-4PH Technical Data Material composition Acc. to standard EOS StainlessSteel 17-4PH is an iron based metal alloy powder intended for processing
Metallurgical Investigations of Synergic MIG Welding of 304L Stainless Steel Ravi Butola a,*, Mohit Tyagi a, Jitendra Kumar b a
 Metallurgical Investigations of Synergic MIG Welding of 304L Stainless Steel Ravi Butola a,*, Mohit Tyagi a, Jitendra Kumar b a Department of Mechanical and Production & Industrial Engineering, Delhi Technological
Metallurgical Investigations of Synergic MIG Welding of 304L Stainless Steel Ravi Butola a,*, Mohit Tyagi a, Jitendra Kumar b a Department of Mechanical and Production & Industrial Engineering, Delhi Technological
Microstructural Investigation of Direct Metal Deposition of H13 Steel on High Strength Copper Substrate
 P Proceedings of the World Congress on Engineering 2009 Vol I Microstructural Investigation of Direct Metal Deposition of H13 Steel on High Strength Copper Substrate M. Khalid Imran, S.H. Masood and Milan
P Proceedings of the World Congress on Engineering 2009 Vol I Microstructural Investigation of Direct Metal Deposition of H13 Steel on High Strength Copper Substrate M. Khalid Imran, S.H. Masood and Milan
Small-Scale Resistance Welding for Medical and Industrial Applications
 Small-Scale Resistance Welding for Medical and Industrial Applications Girish P. Kelkar, Ph.D. (author of The Weld Nugget ) http://www.welding-consultant.com/ Excellence In Material Joining Difference
Small-Scale Resistance Welding for Medical and Industrial Applications Girish P. Kelkar, Ph.D. (author of The Weld Nugget ) http://www.welding-consultant.com/ Excellence In Material Joining Difference
MAG wire. Welding Consumables Selection. MAG MIG wire/rod. Welding Consumables Selection. Specifi cation AWS JIS. Product name
 Welding Consumables Selection Product name S-4 S-6 Shielding gas Property description Better deoxidation effect than ER70S-3, no charpy impact requirement. Available for single and multipasses, good anti-rust
Welding Consumables Selection Product name S-4 S-6 Shielding gas Property description Better deoxidation effect than ER70S-3, no charpy impact requirement. Available for single and multipasses, good anti-rust
Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties
 Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties Stainless steel describes a family of steels highly resistant to tarnishing and rusting that contain at least two
Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties Stainless steel describes a family of steels highly resistant to tarnishing and rusting that contain at least two
SAMPLE. Weld using flux cored arc welding process (MEM05047B) LEARNING RESOURCE MANUAL. Metal Fabrication & Welding T INDUSTRY SKILLS UNIT MEADOWBANK
 LEARNING RESOURCE MANUAL. Metal Fabrication & Welding T INDUSTRY SKILLS UNIT MEADOWBANK") Weld using flux cored arc welding process (MEM05047B) LEARNING RESOURCE MANUAL T INDUSTRY SKILLS UNIT MEADOWBANK Metal Fabrication & Welding MEM05047B/1 First Edition Product Code: 2966 Publishing details:
Weld using flux cored arc welding process (MEM05047B) LEARNING RESOURCE MANUAL T INDUSTRY SKILLS UNIT MEADOWBANK Metal Fabrication & Welding MEM05047B/1 First Edition Product Code: 2966 Publishing details:
Nickel Based Superalloy Incoloy 800 (UNS N08800)
") Nickel Based Superalloy Incoloy 800 (UNS N08800) Nickel-Iron-Chromium alloy Incoloy 800 has fine strength and suitable resistance to oxidation and carburization at high temperatures. It offers elevated
Nickel Based Superalloy Incoloy 800 (UNS N08800) Nickel-Iron-Chromium alloy Incoloy 800 has fine strength and suitable resistance to oxidation and carburization at high temperatures. It offers elevated
Material data sheet. EOS Titanium Ti64. Description
 EOS Titanium Ti64 EOS Titanium Ti64 is a titanium alloy powder intended for processing on EOS DMLS machines. This document provides information and data for parts built using: - EOS Titanium Ti64 powder
EOS Titanium Ti64 EOS Titanium Ti64 is a titanium alloy powder intended for processing on EOS DMLS machines. This document provides information and data for parts built using: - EOS Titanium Ti64 powder
GAS METAL ARC WELDING (GMAW)
") GAS METAL ARC WELDING (GMAW) INTRODUCTION Gas Metal Arc Welding (GMAW) is also called Metal Inert Gas (MIG) arc welding. It uses consumable metallic electrode. There are other gas shielded arc welding
GAS METAL ARC WELDING (GMAW) INTRODUCTION Gas Metal Arc Welding (GMAW) is also called Metal Inert Gas (MIG) arc welding. It uses consumable metallic electrode. There are other gas shielded arc welding
Welding Unit 2 La Plata County. Guided Project
 Welding Unit 2 La Plata County Guided Project Second Year Welding Guidelines The 4-h wielding project is intended to give the 4-H members the fundamental background in the major aspects of welding. The
Welding Unit 2 La Plata County Guided Project Second Year Welding Guidelines The 4-h wielding project is intended to give the 4-H members the fundamental background in the major aspects of welding. The
Effect of FCAW Process Parameters on Weld Bead Geometry in Stainless Steel Cladding
 Journal of Minerals & Materials Characterization & Engineering, Vol. 10, No.9, pp.827-842, 2011 jmmce.org Printed in the USA. All rights reserved Effect of FCAW Process Parameters on Weld Bead Geometry
Journal of Minerals & Materials Characterization & Engineering, Vol. 10, No.9, pp.827-842, 2011 jmmce.org Printed in the USA. All rights reserved Effect of FCAW Process Parameters on Weld Bead Geometry
PRELIMINARY INVESTIGATIONS OF LOW-NICKEL STAINLESS STEELS FOR STRUCTURAL APPLICATIONS
 PRELIMINARY INVESTIGATIONS OF LOW-NICKEL STAINLESS STEELS FOR STRUCTURAL APPLICATIONS J. Kerr and R. Paton Mintek, Private Bag X3015, Randburg. 2125. South Africa. E-mail: jonathank@mintek.co.za ABSTRACT
PRELIMINARY INVESTIGATIONS OF LOW-NICKEL STAINLESS STEELS FOR STRUCTURAL APPLICATIONS J. Kerr and R. Paton Mintek, Private Bag X3015, Randburg. 2125. South Africa. E-mail: jonathank@mintek.co.za ABSTRACT
Effect of Precipitation Hardening on Microstructural Characteristics of 15-5 Ph Steel
 International Journal of Engineering Research and Development e-issn: 2278-067X, p-issn: 2278-800X, www.ijerd.com Volume 9, Issue 1 (November 2013), PP. 22-26 Effect of Precipitation Hardening on Microstructural
International Journal of Engineering Research and Development e-issn: 2278-067X, p-issn: 2278-800X, www.ijerd.com Volume 9, Issue 1 (November 2013), PP. 22-26 Effect of Precipitation Hardening on Microstructural
Joining. 10. Tool Design for Joining. Joining. Joining. Physical Joining. Physical Joining
 Joining 10. Tool Design for Joining Nageswara Rao Posinasetti The joining processes are generally divided into two classes: mechanical and physical. Mechanical joining does not ordinarily involve changes
Joining 10. Tool Design for Joining Nageswara Rao Posinasetti The joining processes are generally divided into two classes: mechanical and physical. Mechanical joining does not ordinarily involve changes
Results are presented in Table 1. The tube was fabricated from a Type 347 and no unusual conditions were noted.
 1. Introduction Hydroprocessing units such as isomax in oil refineries upgrade hydrocarbon feedstocks by converting heavier feeds into more valuable lighter products. The reactions occur under a hydrogen-rich
1. Introduction Hydroprocessing units such as isomax in oil refineries upgrade hydrocarbon feedstocks by converting heavier feeds into more valuable lighter products. The reactions occur under a hydrogen-rich
AN EXPERIMENTAL INVESTIGATION ON FIBER LASER WELDING AT CONTROLLED INERT GASATMOSPHERE
 5 th International & 26 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12 th 14 th, 2014, IIT Guwahati, Assam, India AN EXPERIMENTAL INVESTIGATION ON FIBER
5 th International & 26 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12 th 14 th, 2014, IIT Guwahati, Assam, India AN EXPERIMENTAL INVESTIGATION ON FIBER
STUDIES ON MICROSTRUCTUREAND MECHANICAL PROPERTIES OFMODIFIED LM25 ALUMINIUM ALLOY
 STUDIES ON MICROSTRUCTUREAND MECHANICAL PROPERTIES OFMODIFIED LM25 ALUMINIUM ALLOY Venkatachalam G 1, Kumaravel A 2,Arun Kumar N 3, Dhanasekaran Rajagopal 4 1,2,4 Department of Mechanical Engineering,
STUDIES ON MICROSTRUCTUREAND MECHANICAL PROPERTIES OFMODIFIED LM25 ALUMINIUM ALLOY Venkatachalam G 1, Kumaravel A 2,Arun Kumar N 3, Dhanasekaran Rajagopal 4 1,2,4 Department of Mechanical Engineering,
Material data sheet. EOS Titanium Ti64. Description
 EOS Titanium Ti64 EOS Titanium Ti64 is a titanium alloy powder which has been optimized especially for processing on EOSINT M systems. This document provides information and data for parts built using
EOS Titanium Ti64 EOS Titanium Ti64 is a titanium alloy powder which has been optimized especially for processing on EOSINT M systems. This document provides information and data for parts built using
Investigating the Mechanical Properties of Post Weld Heat Treated 0.33%C Low Alloy Steel
 International Journal of Science and Technology Volume 2 No. 6, June, 2013 Investigating the Mechanical Properties of Post Weld Heat Treated 0.33%C Low Alloy Steel Momoh I.M., Akinribide O.J., Ayanleke
International Journal of Science and Technology Volume 2 No. 6, June, 2013 Investigating the Mechanical Properties of Post Weld Heat Treated 0.33%C Low Alloy Steel Momoh I.M., Akinribide O.J., Ayanleke
HIGH-CYCLE I-ATIGUE EFFECTS OF AN ELECTRON-BEAM COSMETIC PASS OR. A GAS-TUNGSlEN-ARC WELD OVERLAY ON MICROFISSURED ALLOY 718
 HIGH-CYCLE I-ATIGUE EFFECTS OF AN ELECTRON-BEAM COSMETIC PASS OR A GAS-TUNGSlEN-ARC WELD OVERLAY ON MICROFISSURED ALLOY 718 Stephen W. Holcomb and Donald F. Atkins Rockwell International/Rocketdyne Division
HIGH-CYCLE I-ATIGUE EFFECTS OF AN ELECTRON-BEAM COSMETIC PASS OR A GAS-TUNGSlEN-ARC WELD OVERLAY ON MICROFISSURED ALLOY 718 Stephen W. Holcomb and Donald F. Atkins Rockwell International/Rocketdyne Division
Varestraint Testing of Nickel Alloys
 Varestraint Testing of Nickel Alloys BY A. C. LINGENFELTER Test specimen mounted in Varestraint testing machine Test results show good correlation with actual experience in we/ding nickel alloys ABSTRACT.
Varestraint Testing of Nickel Alloys BY A. C. LINGENFELTER Test specimen mounted in Varestraint testing machine Test results show good correlation with actual experience in we/ding nickel alloys ABSTRACT.
Welding Inspection Defects/Repairs Course Reference WIS 5
 Copy from Welding Inspection Defects/Repairs Course Reference WIS 5 Weld Defects Defects which may be detected by visual inspection can be grouped under five headings Cracks Surface irregularities Contour
Copy from Welding Inspection Defects/Repairs Course Reference WIS 5 Weld Defects Defects which may be detected by visual inspection can be grouped under five headings Cracks Surface irregularities Contour
Authors Pappu Kumar 1, Prof. Prakash Kumar 2 1 Post Graduate Scholar, Deptt. of Production Engg., B.I.T, Sindri, Dhanbad, Jharkhand , India.
 Volume 4 Issue 11 November-2016 Pages-6053-6058 ISSN(e):2321-7545 Website: http://ijsae.in DOI: http://dx.doi.org/10.18535/ijsre/v4i11.08 Optimization of Parameter (Mig ) Using Taguchi Method Authors Pappu
Volume 4 Issue 11 November-2016 Pages-6053-6058 ISSN(e):2321-7545 Website: http://ijsae.in DOI: http://dx.doi.org/10.18535/ijsre/v4i11.08 Optimization of Parameter (Mig ) Using Taguchi Method Authors Pappu
RULES FOR THE CLASSIFICATION OF SHIPS
 RULES FOR THE CLASSIFICATION OF SHIPS 2009 Part 26 - WELDING Amendments No.1 CROATIAN REGISTER OF SHIPPING Hrvatska (Croatia) 21000 Split Marasovićeva 67 P.O.B. 187 Tel.: (...) 385 (0)21 40 81 11 Fax.:
RULES FOR THE CLASSIFICATION OF SHIPS 2009 Part 26 - WELDING Amendments No.1 CROATIAN REGISTER OF SHIPPING Hrvatska (Croatia) 21000 Split Marasovićeva 67 P.O.B. 187 Tel.: (...) 385 (0)21 40 81 11 Fax.:
XRD and TEM analysis of microstructure in the welding zone of 9Cr 1Mo V Nb heat-resisting steel
 Bull. Mater. Sci., Vol. 25, No. 3, June 2002, pp. 213 217. Indian Academy of Sciences. XRD and TEM analysis of microstructure in the welding zone of 9Cr 1Mo V Nb heat-resisting steel LI YAJIANG*, WANG
Bull. Mater. Sci., Vol. 25, No. 3, June 2002, pp. 213 217. Indian Academy of Sciences. XRD and TEM analysis of microstructure in the welding zone of 9Cr 1Mo V Nb heat-resisting steel LI YAJIANG*, WANG
Effect of welding parameters on weld bead shape for welds done underwater
 International Journal of Mechanical Engineering and Applications 2014; 2(6): 128-134 Published online December 31, 2014 (http://www.sciencepublishinggroup.com/j/ijmea) doi: 10.11648/j.ijmea.20140206.17
International Journal of Mechanical Engineering and Applications 2014; 2(6): 128-134 Published online December 31, 2014 (http://www.sciencepublishinggroup.com/j/ijmea) doi: 10.11648/j.ijmea.20140206.17
A Study of Influence of Parameters of Dissimilar Materials Joining on Friction Stir Welding Process by Design of Experimental
 Proceedings of the 5th IASME/WSEAS Int. Conference on Heat Transfer, Thermal Engineering and Environment, Athens, Greece, August 25-27, 2007 129 A Study of Influence of Parameters of Dissimilar Materials
Proceedings of the 5th IASME/WSEAS Int. Conference on Heat Transfer, Thermal Engineering and Environment, Athens, Greece, August 25-27, 2007 129 A Study of Influence of Parameters of Dissimilar Materials
Metallurgical Processes
 Metallurgical Processes Chapter Thirty One: Welding Processes Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Welding processes divide into two major categories: Fusion Welding:
Metallurgical Processes Chapter Thirty One: Welding Processes Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Welding processes divide into two major categories: Fusion Welding:
MODELING OF LASER BASED DIRECT METAL DEPOSITION PROCESS
 MODELING OF LASER BASED DIRECT METAL DEPOSITION PROCESS Jayanth N PG Student PSG College of Technology jayanthnagaraj@gmail.com Ravi K R Associate Professor PSG College of Technology Krravi.psgias@gmail.com
MODELING OF LASER BASED DIRECT METAL DEPOSITION PROCESS Jayanth N PG Student PSG College of Technology jayanthnagaraj@gmail.com Ravi K R Associate Professor PSG College of Technology Krravi.psgias@gmail.com
Finite Element Simulation of Nd:YAG laser lap welding of AISI 304 Stainless steel sheets
 Finite Element Simulation of Nd:YAG laser lap welding of AISI 304 Stainless steel sheets N. SIVA SHANMUGAM 1*, G. BUVANASHEKARAN 2 AND K. SANKARANARAYANASAMY 1 1 Department of Mechanical Engineering, National
Finite Element Simulation of Nd:YAG laser lap welding of AISI 304 Stainless steel sheets N. SIVA SHANMUGAM 1*, G. BUVANASHEKARAN 2 AND K. SANKARANARAYANASAMY 1 1 Department of Mechanical Engineering, National
INFLUENCE OF FRICTION STIR WELDING ON CORROSION PROPERTIES OF AW-7020M ALLOY IN SEA WATER
 DOI: 10.1515/adms-2015-0002 K. Dudzik 1, W. Jurczak 2 1 Gdynia Maritime University, Faculty of Marine Engineering, Marine Maintenance Department, Gdynia, Poland 2 Polish Naval Academy, Mechanical Electrical
DOI: 10.1515/adms-2015-0002 K. Dudzik 1, W. Jurczak 2 1 Gdynia Maritime University, Faculty of Marine Engineering, Marine Maintenance Department, Gdynia, Poland 2 Polish Naval Academy, Mechanical Electrical
CRACKING OF HIGH-STRENGTH STEEL WELDED JOINTS
 DOI: 10.2478/adms 2013 0013 K. Pańcikiewicz*, A. Zielińska-Lipiec, E. Tasak AGH University of Science and Technology, Faculty of Metals Engineering and Industrial Computer Science, Department of Physical
DOI: 10.2478/adms 2013 0013 K. Pańcikiewicz*, A. Zielińska-Lipiec, E. Tasak AGH University of Science and Technology, Faculty of Metals Engineering and Industrial Computer Science, Department of Physical
Effect of weld parameter on mechanical and metallurgical properties of dissimilar joints AA6082 AA6061 in T 6 condition produced by FSW
 H.S. Patil et alii, Frattura ed Integrità Strutturale, 24 (2013) 151-160; DOI: 10.3221/IGF-ESIS.24.16 Effect of weld parameter on mechanical and metallurgical properties of dissimilar joints AA6082 AA6061
H.S. Patil et alii, Frattura ed Integrità Strutturale, 24 (2013) 151-160; DOI: 10.3221/IGF-ESIS.24.16 Effect of weld parameter on mechanical and metallurgical properties of dissimilar joints AA6082 AA6061
Sensitization & Corrosion Behaviour of Austenitic Stainless Steel 304 & 316
 Sensitization & Corrosion Behaviour of Austenitic Stainless Steel 304 & 316 Manish Kumar Verma Mechanical, Columbia Institute of Engineering & Technology, Raipur (India) ABSTRACT Austenitic Stainless steels
Sensitization & Corrosion Behaviour of Austenitic Stainless Steel 304 & 316 Manish Kumar Verma Mechanical, Columbia Institute of Engineering & Technology, Raipur (India) ABSTRACT Austenitic Stainless steels
WELDING CONSUMABLES FOR DUPLEX AND SUPERDUPLEX STAINLESS STEELS OPTIMISING PROPERTIES AFTER HEAT TREATMENT
 WELDING CONSUMABLES FOR DUPLEX AND SUPERDUPLEX STAINLESS STEELS OPTIMISING PROPERTIES AFTER HEAT TREATMENT by G B Holloway & J C M Farrar Metrode Products Limited ABSTRACT The first 50 years of duplex
WELDING CONSUMABLES FOR DUPLEX AND SUPERDUPLEX STAINLESS STEELS OPTIMISING PROPERTIES AFTER HEAT TREATMENT by G B Holloway & J C M Farrar Metrode Products Limited ABSTRACT The first 50 years of duplex
Design and Simulation of Orbital Welding Head used in Welding Pressure Vessel Tube -A Review
 Design and Simulation of Orbital Welding Head used in Welding Pressure Vessel Tube -A Review Devang R.Kanaiya 1, Pankaj Rathod 2 Student ME (CAD/CAM) 1, Associate Professor 2 Mechanical Engineering Department,
Design and Simulation of Orbital Welding Head used in Welding Pressure Vessel Tube -A Review Devang R.Kanaiya 1, Pankaj Rathod 2 Student ME (CAD/CAM) 1, Associate Professor 2 Mechanical Engineering Department,
THE APPLICATION OF FRICTION STIR WELDING (FSW) OF ALUMINIUM ALLOYS IN SHIPBUILDING AND RAILWAY INDUSTRY
 OF ALUMINIUM ALLOYS IN SHIPBUILDING AND RAILWAY INDUSTRY") Journal of KONES Powertrain and Transport, Vol. 24, No. 2 2017 THE APPLICATION OF FRICTION STIR WELDING (FSW) OF ALUMINIUM ALLOYS IN SHIPBUILDING AND RAILWAY INDUSTRY Grzegorz Gesella, Mirosław Czechowski
Journal of KONES Powertrain and Transport, Vol. 24, No. 2 2017 THE APPLICATION OF FRICTION STIR WELDING (FSW) OF ALUMINIUM ALLOYS IN SHIPBUILDING AND RAILWAY INDUSTRY Grzegorz Gesella, Mirosław Czechowski
Weldability of AHSS. Dr. Sree Harsha Lalam, CWEng. Mittal Steel Company. w w w. a u t o s t e e l. o r g
 Weldability of AHSS Dr. Sree Harsha Lalam, CWEng. Mittal Steel Company Overview AHS Steels & Weld Joint Spot welding Spot Welding Window Effect of Coating AC vs. Mid-Frequency DC Weldmetal Hardness Mechanical
Weldability of AHSS Dr. Sree Harsha Lalam, CWEng. Mittal Steel Company Overview AHS Steels & Weld Joint Spot welding Spot Welding Window Effect of Coating AC vs. Mid-Frequency DC Weldmetal Hardness Mechanical
In-process Monitoring and Adaptive Control during Micro Welding with CW Fiber Laser
 In-process Monitoring and Adaptive Control during Micro Welding with CW Fiber Laser Yousuke KAWAHITO*, Masaharu KAWASAKI* and Seiji KATAYAMA* * Osaka University, Joining and Welding Research Institute
In-process Monitoring and Adaptive Control during Micro Welding with CW Fiber Laser Yousuke KAWAHITO*, Masaharu KAWASAKI* and Seiji KATAYAMA* * Osaka University, Joining and Welding Research Institute
Nucleus geometry and mechanical properties of resistance spot welded coated uncoated DP automotive steels
 Bull. Mater. Sci., Vol. 36, No. 6, November 2013, pp. 1049 1055. c Indian Academy of Sciences. Nucleus geometry and mechanical properties of resistance spot welded coated uncoated DP automotive steels
Bull. Mater. Sci., Vol. 36, No. 6, November 2013, pp. 1049 1055. c Indian Academy of Sciences. Nucleus geometry and mechanical properties of resistance spot welded coated uncoated DP automotive steels