Bulk Deformation Processes
|
|
|
- Letitia Logan
- 6 years ago
- Views:
Transcription

1 Bulk Deformation Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014

2 TOPIC OUTLINE What is Bulk Deformation? Classification of Bulk Deformation Processes Types of bulk deformation processes Forging Extrusion Drawing Rolling

3 LESSON OUTCOMES 1. Able to differentiate between the hot, warm and cold working of bulk deformation. 2. Able to explain the bulk deformation processes.
4 What Is Bulk Deformation? Operations that induce shape changes on the metal work piece by plastic deformation under forces applied by various tools and dies. Starting forms: cylindrical bars and billets, rectangular billets and slabs, and similar shapes. These processes work by stressing metal sufficiently to cause plastic flow into desired shape. The cross-section of work piece changes without volume change. Advantages: 1. Produces common shapes inexpensively. 2. Good mechanical properties.

5 What Is Bulk Deformation?
6 Classification Of Bulk Deformation Processes Cold Working Metal forming performed at room temperature Advantages Better accuracy Better surface finish High strength Hardness of the part No heating is required Disadvantages Higher forces and power Limitations to the amount of forming Additional annealing for some material is required Some material are not capable of cold working
7 Classification Of Bulk Deformation Processes Warm Working Metal forming performed at temperature above the room temperature but below the recrystallization condition Advantages Lower forces and power Disadvantages Some investment in furnaces is needed More complex part shapes No annealing is required
8 Classification Of Bulk Deformation Processes Hot Working Involves deformation of pre-heated material at temperature above the recrystallization temperature Advantages Big amount of forming is possible Lower forces and power are required Forming of materials with low ductility No hardening work - no additional annealing is required Disadvantages Lower accuracy and surface finish Higher production cost Shorter tool life
9 Types Of Bulk Deformation Processes Forging The work piece is compressed between two opposing dies so that the die shapes are imparted to the work. Extrusion The work material is forced to flow through a die opening taking its shape. Drawing The diameter of a wire or bar is reduced by pulling it through a die opening (bar drawing) or a series of die openings (wire drawing). Rolling Compressive deformation process in which the thickness of a plate is reduced by squeezing it through two rotating cylindrical rolls.

10 Types Of Bulk Deformation Processes
11 Forging Process in which the work is compressed between two dies / mould Some finishing operations are necessary Dies and equipment costs are high Involves moderate to high labor costs Require moderate to high operator skills Three types of forging: 1. ŒOpen-die forging 2. Impression-die forging 3. ŽFlash-less forging
12 Forging
13 Forging Open-die forging Known as upsetting, it involves compression of a work between two flat dies or platens. Operations reduces height and increases diameter of work.
14 Forging Advantages: 1. Simple and inexpensive dies 2. Wide range of part sizes 3. Good strength characteristics 4. Generally for small quantities Disadvantages: 1. Limited to simple shape 2. Difficult to hold close tolerances 3. Machining to final shape necessary 4. Low production rate

15 Forging Barreling : caused by frictional forces at the die-work piece interfaces. Can be minimized by effective lubricant.
16 Forging Cogging : thickness of a bar is reduced by successive forging steps at specific intervals. Open-die forging of a multi diameter shaft

17 Forging Impression-die forging Work piece takes the shape of die cavity while being forged between two shaped dies. Carried out at elevated temperatures for enhanced ductility of the metals and to lower the forces. Some of the material flows radically outward to form a flash.



18 Forging Stages (from bottom to top) in the formation of a crankshaft by hot impression-die forging

19 Forging Closed-die / Flashless forging Work material is completely surrounded by the die cavity during compression and no flash is formed. Best suited to part geometries that are simple and symmetrical. Work volume must equal the space in the die cavity to a very close tolerance.

20 Extrusion Work is forced to flow through a die opening to produce a desired cross-sectional shape. Used to produce long parts of hollow or solid uniform crosssections. Products then cut to the desired lengths. Aluminium, copper, steel, magnesium and plastics are most suitable for extrusion. Moderate to high die and equipment cost. Low to moderate labor costs and operator skill. Depending on the ductility of the material used, extrusions can be caries out various in ways: 1. Hot extrusion 2. Cold extrusion
21 Extrusion Advantages: 1. Variety of shapes possible, especially in hot extrusion. 2. Grain structure and strength enhanced in cold and hot extrusion. 3. Close tolerances possible, especially in cold extrusion. 4. In some operations, little or no waste of material. Disadvantages: 1. Part cross-section must be uniform throughout length. 2. Service life of extrusion tooling is shorter because of high contact stresses and slip rates. 3. Relatively high tooling costs. 4. Cost of extrusion are generally greater as compared to other techniques.
22 Extrusion Hot Extrusion Carried out at elevated temperatures in 2 situations: 1. For metals and alloys that do not have sufficient ductility at room temperature. 2. To reduce the forces required. Die wear can be excessive and cooling of the hot billet in the chamber can be a problem, which results in highly non-uniform deformation. To reduce cooling of the billet and to prolong die life, extrusion dies may be preheated. Cold Extrusion Metals worked possess the plasticity necessary (high degree of ductility) for successful forming without heating them. Done to improve the physical properties of a metal and to produce a finished part. It is fast, no wastes or little materials and gives higher accuracy and tolerance.


23 Extrusion Direct Extrusion Billet is placed in the container and a ram towards the die pushes it. Metal slides along the walls of the container and is forced to flow through die opening. At the end of the extruding operation, a small piece of metal, called butt-end scrap, remains in the container and cannot be extruded.

24 Extrusion Indirect / Hydrostatic Extrusion Die is mounted on the end of a hollow ram and enters the container. The outer end of container being closed by a closure plate. As the ram travels, the die applies pressure on the billet and the deformed metal flows through the die opening in the direction opposite to the ram motions and the product is extruded through the hollow ram.




25 Extrusion Indirect Hydrostatic Lateral
.")
26 Drawing Production of long rod, wire and tubing with round or various cross-section than extrusions by pulling the material through a die opening. Similar to extrusion except work is pulled through die in drawing (it is pushed through in extrusion).
27 Drawing Drawing Practice: Usually performed as cold working Most frequently used for round cross-sections Products: Wire : electrical wire; wire stock for fences, coat hangers and shopping carts Rod stock : nails, screws, rivets, and springs Bar stock : metal bars for machining, forging and other processes Wire Drawing vs Bar Drawing Difference is the stock size: Bar drawing - large diameter bar and rod stock Wire drawing - small diameter stock - wire sizes down to 0.03 mm (0.001 in.) are possible
28 Rolling Process of reducing the thickness or changing the crosssection of a work-piece by compressive forces exerted by a pair of rotating rolls. Products: plates & sheets - plates are used for structural applications like bridges, ships and nuclear vessels while sheets (generally 6mm or less in thickness) are used for automotive, beverage cans, office & kitchen equipment.

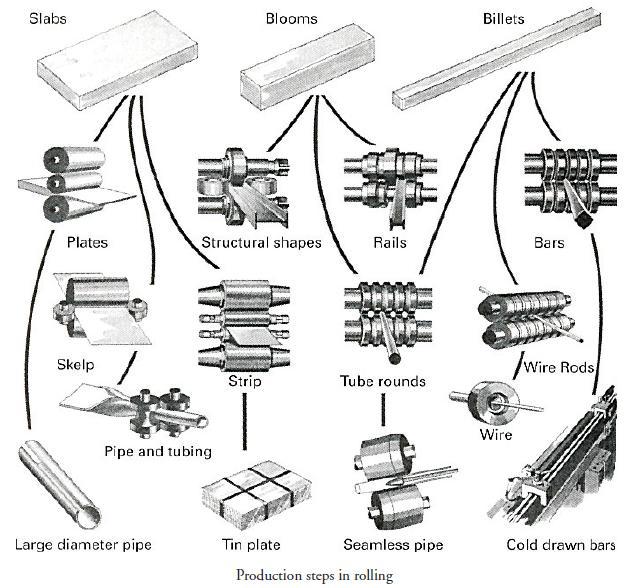
29 Rolling Steps of Rolling The preheated at 1200 o C cast ingot is rolled into one of the three intermediate shapes called: 1. Bloom square cross-section of 150/150 mm or more 2. Slab 40/250 mm or more is rolled from an ingot or a bloom 3. Billet 40/40 mm or more is rolled from a bloom Then they are rolled into a different products.
30 Rolling
31 Rolling Basic types of rolling 1. Shape Rolling Work is deformed by a gradual reduction into a contoured cross section (I-beams, L-beams, U-channels, rails, round, square bars and rods, etc.). 2. Ring Rolling Thick-walled ring of small diameter is rolled into a thin-walled ring of larger diameter.

32 Shape Rolling
33 Rolling 3. Thread Rolling Threads are formed on cylindrical parts by rolling them between two thread dies. 4. Gear Rolling Gear rolling is similar to thread rolling with three gears (tools) that form the gear profile on the work.

34
Casting. Forming. Sheet metal processing. Powder- and Ceramics Processing. Plastics processing. Cutting. Joining.
 Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
Metal Forming Process. Prof.A.Chandrashekhar
 Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Module 3 Selection of Manufacturing Processes. IIT Bombay
 Module 3 Selection of Manufacturing Processes Lecture 3 Design for Bulk Deformation Processes Instructional objectives By the end of this lecture, the students are expected to learn the working principle
Module 3 Selection of Manufacturing Processes Lecture 3 Design for Bulk Deformation Processes Instructional objectives By the end of this lecture, the students are expected to learn the working principle
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working - Drawing & Extrusion Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling
MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working - Drawing & Extrusion Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling
Chapter 15 Extrusion and Drawing of Metals
 Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
Chapter 14: Metal-Forging Processes and Equipments
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various
Chapter 14 Forging of Metals
 Introduction Chapter 14 Forging of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and Schmid What is
Introduction Chapter 14 Forging of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and Schmid What is
1. Definitions and classification of Metal forming processes
 1. Definitions and classification of Metal forming processes 1.1 Introduction: Metal forming is a very important manufacturing operation. It enjoys industrial importance among various production operations
1. Definitions and classification of Metal forming processes 1.1 Introduction: Metal forming is a very important manufacturing operation. It enjoys industrial importance among various production operations
Extrusion of complex shapes
 Extrusion of complex shapes 1 Hot extrusion Hot extrusion is the process of forcing a heated billet to flow through a shaped die opening It is used to produce long, strait metal products of constant cross
Extrusion of complex shapes 1 Hot extrusion Hot extrusion is the process of forcing a heated billet to flow through a shaped die opening It is used to produce long, strait metal products of constant cross
Bulk Deformation Forming - Rolling
 1 Bulk Deformation Forming - Rolling Overview - Shaping and Forming Powders Pressing SLS Special Injection Molding Firing/ Sintering 2 Raw Material Molten Material Continuous Casting/Rolling Ingot casting
1 Bulk Deformation Forming - Rolling Overview - Shaping and Forming Powders Pressing SLS Special Injection Molding Firing/ Sintering 2 Raw Material Molten Material Continuous Casting/Rolling Ingot casting
Metal extrusion. Metal stamping
 Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
ME 4563 ME 4563 ME Introduction to Manufacturing Processes. College of Engineering Arkansas State University.
 Introduction to Manufacturing Processes College of Engineering Arkansas State University 1 Bulk Deformation 2 1 Rolling 3 What is Rolling? A process of reducing the thickness (or changing the cross-section
Introduction to Manufacturing Processes College of Engineering Arkansas State University 1 Bulk Deformation 2 1 Rolling 3 What is Rolling? A process of reducing the thickness (or changing the cross-section
Design for Forging. Forging processes. Typical characteristics and applications
 Design for Forging Forging processes Forging is a controlled plastic deformation process in which the work material is compressed between two dies using either impact or gradual pressure to form the part.
Design for Forging Forging processes Forging is a controlled plastic deformation process in which the work material is compressed between two dies using either impact or gradual pressure to form the part.
Forging. Types of Forging Dies. Open-Die Forging. Outline. Forging. Types of forging Forging analysis Examples
 Forging Outline Forging Types of forging Forging analysis Examples Oldest of te metal forming operations, dating from about 5000 B C Components: engine cranksafts, connecting rods, gears, aircraft structural
Forging Outline Forging Types of forging Forging analysis Examples Oldest of te metal forming operations, dating from about 5000 B C Components: engine cranksafts, connecting rods, gears, aircraft structural
SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3
 SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3 AIM: STUDY OF FORGING EQUIPMENT AIM: Study of forging
SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3 AIM: STUDY OF FORGING EQUIPMENT AIM: Study of forging
Mechanical behavior of crystalline materials- Comprehensive Behaviour
 Mechanical behavior of crystalline materials- Comprehensive Behaviour In the previous lecture we have considered the behavior of engineering materials under uniaxial tensile loading. In this lecture we
Mechanical behavior of crystalline materials- Comprehensive Behaviour In the previous lecture we have considered the behavior of engineering materials under uniaxial tensile loading. In this lecture we
Types Of Extrusion. FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact.
 direct; (b) indirect; (c) hydrostatic; (d) impact.") Types Of Extrusion FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact. Extrusion of Seamless Tube FIGURE 6.60 Extrusion of a seamless tube. The hole in the billet may
Types Of Extrusion FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact. Extrusion of Seamless Tube FIGURE 6.60 Extrusion of a seamless tube. The hole in the billet may
Introduction. 1. Outline of fan case ring
 A near-net-shape (NNS) ring-rolling process was developed to reduce the forging weight of a rolled, fan case front, ring made of Ti-6Al-4V. This was achieved by optimizing the ring-rolling process in which
A near-net-shape (NNS) ring-rolling process was developed to reduce the forging weight of a rolled, fan case front, ring made of Ti-6Al-4V. This was achieved by optimizing the ring-rolling process in which
Types of Metal Alloys
 Types of Metal Alloys Metal alloys Ferrous Nonferrous Steels Cast iron 257 Uses low carbon
Types of Metal Alloys Metal alloys Ferrous Nonferrous Steels Cast iron 257 Uses low carbon
Objectives. This chapter provides fundamental background on processes of drawing of rods, wires and tubes.
 WIRE DRAWING Objectives This chapter provides fundamental background on processes of drawing of rods, wires and tubes. Mathematical approaches for the calculation of drawing load will be introduced. Finally
WIRE DRAWING Objectives This chapter provides fundamental background on processes of drawing of rods, wires and tubes. Mathematical approaches for the calculation of drawing load will be introduced. Finally
A wide range of cold-formable steel grades and aluminium alloys are used as wire materials within a diameter range from 5 mm to 34 mm.
 Cold-Formed Parts 2 ESKA manufactures complex precision cold-formed parts for applications with large and medium quantities. The highly-efficient cold- forming process ensures economic manufacture of near-net-shape
Cold-Formed Parts 2 ESKA manufactures complex precision cold-formed parts for applications with large and medium quantities. The highly-efficient cold- forming process ensures economic manufacture of near-net-shape
J.I.C. HYDRAULIC TUBING Seamless & Welded Hydraulic Fluid Line 23 Seamless Burst Pressures & Working Pressures 24 Welded Burst Pressures 25
 TABLE OF CONTENTS STEEL & ALLOY ROUND MECHANICAL TUBING Drawn Over Mandrel (DOM) 3-15 Cold Drawn Seamless (CDS) 3-15 Hot Rolled Seamless (HRS) 3-15 Electric Resistance Welded (ERW) 3-15 Seamless 4130/4140
TABLE OF CONTENTS STEEL & ALLOY ROUND MECHANICAL TUBING Drawn Over Mandrel (DOM) 3-15 Cold Drawn Seamless (CDS) 3-15 Hot Rolled Seamless (HRS) 3-15 Electric Resistance Welded (ERW) 3-15 Seamless 4130/4140
Hull and machinery steel forgings
 (1978) (Rev.1 1980) (Rev.2 July 2002) (Rev.3 May 2004) Hull and machinery steel forgings.1 Scope.1.1 These requirements are applicable to steel forgings intended for hull and machinery applications such
(1978) (Rev.1 1980) (Rev.2 July 2002) (Rev.3 May 2004) Hull and machinery steel forgings.1 Scope.1.1 These requirements are applicable to steel forgings intended for hull and machinery applications such
Solutions in Steel Innovative Technologies for Smart Solutions
 Solutions in Steel Innovative Technologies for Smart Solutions Company Montanstahl is a dynamic family-owned company active in the production and supply of high quality special steel shapes. Established
Solutions in Steel Innovative Technologies for Smart Solutions Company Montanstahl is a dynamic family-owned company active in the production and supply of high quality special steel shapes. Established
COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS
 COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS Dr.S.Shamasundar ProSIM, 21/B. 9 th main Shankara Nagara, Mahalakshmipuram Bangalore-560096 Email: shama@pro-sim.com Web: www.pro-sim.com
COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS Dr.S.Shamasundar ProSIM, 21/B. 9 th main Shankara Nagara, Mahalakshmipuram Bangalore-560096 Email: shama@pro-sim.com Web: www.pro-sim.com
where n is known as strain hardening exponent.
 5.1 Flow stress: Flow stress is the stress required to sustain a certain plastic strain on the material. Flow stress can be determined form simple uniaxial tensile test, homogeneous compression test, plane
5.1 Flow stress: Flow stress is the stress required to sustain a certain plastic strain on the material. Flow stress can be determined form simple uniaxial tensile test, homogeneous compression test, plane
Lecture 9 - Manufacturing in Engineering
 Introduction Dr. Carolyn Skurla Speaking Slide 2 Process Selection Choice depends on: The material from which the component is to be made. The size, shape, and dimension tolerances for the component. The
Introduction Dr. Carolyn Skurla Speaking Slide 2 Process Selection Choice depends on: The material from which the component is to be made. The size, shape, and dimension tolerances for the component. The
30ChGSA Included in 13 standards (CIS Countries)
") Standards GOST 10702-78 GOST 11268-76 GOST 12132-66 GOST 21729-76 GOST 23270-89 GOST 4543-71 GOST 8731-74 GOST 8733-87 GOST R 54159-10 TU 14-1-1213-75 TU 14-1-1409-75 TU 14-1-4118-76 TU 14-4-385-73 Steel
Standards GOST 10702-78 GOST 11268-76 GOST 12132-66 GOST 21729-76 GOST 23270-89 GOST 4543-71 GOST 8731-74 GOST 8733-87 GOST R 54159-10 TU 14-1-1213-75 TU 14-1-1409-75 TU 14-1-4118-76 TU 14-4-385-73 Steel
Metal Matrix Composite (MMC)
") Matrix Metal Matrix Composite (MMC) The matrix is the monolithic material into which the reinforcement is embedded, and is completely continuous. This means thatt there is apath throughh the matrix ti
Matrix Metal Matrix Composite (MMC) The matrix is the monolithic material into which the reinforcement is embedded, and is completely continuous. This means thatt there is apath throughh the matrix ti
Pipe & Tube Nashville Optimizing operations through continuous improvement. The metallurgical benefits of cold rolling high performance alloys
 Pipe & Tube Nashville 2012 Optimizing operations through continuous improvement The metallurgical benefits of cold rolling high performance alloys instead of cold drawing to manufacture thin wall tubing
Pipe & Tube Nashville 2012 Optimizing operations through continuous improvement The metallurgical benefits of cold rolling high performance alloys instead of cold drawing to manufacture thin wall tubing
Powder-Metal Processing and Equipment
 Powder-Metal Processing and Equipment Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 17 Powder Metallurgy Metal powders are compacted into desired and
Powder-Metal Processing and Equipment Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 17 Powder Metallurgy Metal powders are compacted into desired and
Mechanical behavior of crystalline materials - Stress Types and Tensile Behaviour
 Mechanical behavior of crystalline materials - Stress Types and Tensile Behaviour 3.1 Introduction Engineering materials are often found to posses good mechanical properties so then they are suitable for
Mechanical behavior of crystalline materials - Stress Types and Tensile Behaviour 3.1 Introduction Engineering materials are often found to posses good mechanical properties so then they are suitable for
Plasma Heat and Surface Treatment
 Plasma Heat and Surface Treatment Plasmait is a supplier of heat and surface treatment solutions based on plasma technology. We design, build, deploy and support production machinery for continuous and
Plasma Heat and Surface Treatment Plasmait is a supplier of heat and surface treatment solutions based on plasma technology. We design, build, deploy and support production machinery for continuous and
Powder Metallurgy. Powder-Metal Processing and Equipment 11/10/2009
 Powder Metallurgy Powder-Metal Processing and Equipment Metal powders are compacted into desired and often complex shapes and sintered* to form a solid piece * Sinter: To heat without melting Text Reference:
Powder Metallurgy Powder-Metal Processing and Equipment Metal powders are compacted into desired and often complex shapes and sintered* to form a solid piece * Sinter: To heat without melting Text Reference:
Roll Bonding or Roll Welding
 1 2 3 4 Roll Bonding or Roll Welding The pressure required for welding is applied through a pair of rolls Can be performed hot (Hot Roll Bonding) Surface preparation is important for interfacial bonding
1 2 3 4 Roll Bonding or Roll Welding The pressure required for welding is applied through a pair of rolls Can be performed hot (Hot Roll Bonding) Surface preparation is important for interfacial bonding
C O N F I D E N T I A L
 C O N F I D E N T I A L 1 Please Print or Type Company Name Main Office Address of Company THE ALUMINUM ASSOCIATION, INC. MEMBERSHIP APPLICATION City State Zip/Province Code Country Phone Number Fax Number
C O N F I D E N T I A L 1 Please Print or Type Company Name Main Office Address of Company THE ALUMINUM ASSOCIATION, INC. MEMBERSHIP APPLICATION City State Zip/Province Code Country Phone Number Fax Number
METAL FORMING AND THE FINITE-ELEMENT METHOD SHIRO KOBAYASHI SOO-IK OH TAYLAN ALTAN
 METAL FORMING AND THE FINITE-ELEMENT METHOD SHIRO KOBAYASHI SOO-IK OH TAYLAN ALTAN New York Oxford OXFORD UNIVERSITY PRESS 1989 CONTENTS Symbols, xiii 1. Introduction, 1 1.1 Process Modeling, 1 1.2 The
METAL FORMING AND THE FINITE-ELEMENT METHOD SHIRO KOBAYASHI SOO-IK OH TAYLAN ALTAN New York Oxford OXFORD UNIVERSITY PRESS 1989 CONTENTS Symbols, xiii 1. Introduction, 1 1.1 Process Modeling, 1 1.2 The
Types of Strain. Engineering Strain: e = l l o. Shear Strain: γ = a b
 Types of Strain l a g Engineering Strain: l o l o l b e = l l o l o (a) (b) (c) Shear Strain: FIGURE 2.1 Types of strain. (a) Tensile. (b) Compressive. (c) Shear. All deformation processes in manufacturing
Types of Strain l a g Engineering Strain: l o l o l b e = l l o l o (a) (b) (c) Shear Strain: FIGURE 2.1 Types of strain. (a) Tensile. (b) Compressive. (c) Shear. All deformation processes in manufacturing
Uddeholm Formvar. FORMVAR is a trade mark registered in the European Union
 Uddeholm Formvar FORMVAR is a trade mark registered in the European Union UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright
Uddeholm Formvar FORMVAR is a trade mark registered in the European Union UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright
EXPERIMENTAL EVALUATION OF RBD PALM OLEIN AS LUBRICANT IN COLD METAL FORMING
 Jurnal Mekanikal December 2010, No. 31, 1-10 EXPERIMENTAL EVALUATION OF RBD PALM OLEIN AS LUBRICANT IN COLD METAL FORMING S. Syahrullail *1, S. Kamitani 2 and K. Nakanishi 2 1 Faculty of Mechanical Engineering,
Jurnal Mekanikal December 2010, No. 31, 1-10 EXPERIMENTAL EVALUATION OF RBD PALM OLEIN AS LUBRICANT IN COLD METAL FORMING S. Syahrullail *1, S. Kamitani 2 and K. Nakanishi 2 1 Faculty of Mechanical Engineering,
Copper sections for various applications
 Copper sections Copper sections for various applications Company portrait The Wieland Group, with headquarters in Ulm, Germany, is one of the world s leading manufacturers of semi-finished and special
Copper sections Copper sections for various applications Company portrait The Wieland Group, with headquarters in Ulm, Germany, is one of the world s leading manufacturers of semi-finished and special
COPPER PRODUCTS. 145 COPPER PRODUCTS Half Hard Tellurium Rounds
 COPPER PRODUCTS 110 COPPER PRODUCTS Rounds... 12-2 Squares... 12-2 Flats - Square Edge...12-3 thru12-4 Flats - Full Round Edge (FRE)... 12-5 Cold Rolled Sheet... 12-6 110 Quarter Hard Copper Sheet... 12-6
COPPER PRODUCTS 110 COPPER PRODUCTS Rounds... 12-2 Squares... 12-2 Flats - Square Edge...12-3 thru12-4 Flats - Full Round Edge (FRE)... 12-5 Cold Rolled Sheet... 12-6 110 Quarter Hard Copper Sheet... 12-6
Surface Hardening. Faculty of Mechanical Engineering
 10 Surface Hardening Surface Hardening Many engineering must be very hard to resist surface indentation or wear and yet posses adequate toughness to resist impact damage Surface Hardening is a process
10 Surface Hardening Surface Hardening Many engineering must be very hard to resist surface indentation or wear and yet posses adequate toughness to resist impact damage Surface Hardening is a process
CARBON STEEL BARS HOT ROLLED
 CARBON STEEL BARS HOT ROLLED Grade Description...3-2 Rounds...3-3 thru 3-4 Strip...3-5 Flats (A-36)...3-6 thru 3-8 (M1044)...3-9 Squares...3-9 Reinforcing Bars...3-10 Reinforcing Mesh...3-10 TOLERANCES...3-11
CARBON STEEL BARS HOT ROLLED Grade Description...3-2 Rounds...3-3 thru 3-4 Strip...3-5 Flats (A-36)...3-6 thru 3-8 (M1044)...3-9 Squares...3-9 Reinforcing Bars...3-10 Reinforcing Mesh...3-10 TOLERANCES...3-11
Special Bar Quality Steel:
 Special Bar Quality Steel: Helping Customers Push the Bounds of What s Possible TimkenSteel is a leading special bar quality (SBQ) steel maker of small, intermediate and large bars up to 16" (406 mm) in
Special Bar Quality Steel: Helping Customers Push the Bounds of What s Possible TimkenSteel is a leading special bar quality (SBQ) steel maker of small, intermediate and large bars up to 16" (406 mm) in
HOW TO BUY FORGINGS. The Design Conference
 HOW TO BUY FORGINGS Close cooperation between buyers and producers of forgings has always been a vital part of achieving the best possible product at the lowest possible cost. With major advances in forging
HOW TO BUY FORGINGS Close cooperation between buyers and producers of forgings has always been a vital part of achieving the best possible product at the lowest possible cost. With major advances in forging
Solid-State Welding Processes
 Solid-State Welding Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 31 Solid-State State Welding Processes Joining takes place without fusion
Solid-State Welding Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 31 Solid-State State Welding Processes Joining takes place without fusion
Extrusion. Key Issues to Address. Lecture 2. Process. Process Variants. Process Analysis. Problem Solving
 Extrusion Lecture 2 Chapter 4 Key Issues to Address Process Process Variants Process Analysis Problem Solving S.V. Atre 1 Extrusion Material is forced to flow through a die orifice to provide long continuous
Extrusion Lecture 2 Chapter 4 Key Issues to Address Process Process Variants Process Analysis Problem Solving S.V. Atre 1 Extrusion Material is forced to flow through a die orifice to provide long continuous
Application of The Finite Volume Method to Upset Forging of Cylinders. Introduction. Nomenclature. Arjaan J. Buijk
 Arjaan J. Buijk Manufacturing Division MSC.Software Corporation arjaan.buijk@mscsoftware.com Presented at: Forging Fair 2000 April 13, 2000 Columbus, Ohio Application of The Finite Volume Method to Upset
Arjaan J. Buijk Manufacturing Division MSC.Software Corporation arjaan.buijk@mscsoftware.com Presented at: Forging Fair 2000 April 13, 2000 Columbus, Ohio Application of The Finite Volume Method to Upset
Alro Steel. Tool & Die Steel. Handbook. A Helpful Guide to the Properties, Selection, & Heat Treatment of Tool Steels.
 Alro Steel Metals Industrial Supplies Plastics Tool & Die Steel Handbook A Helpful Guide to the Properties, Selection, & Heat Treatment of Tool Steels. MISSION STATEMENT To ensure the long-term success
Alro Steel Metals Industrial Supplies Plastics Tool & Die Steel Handbook A Helpful Guide to the Properties, Selection, & Heat Treatment of Tool Steels. MISSION STATEMENT To ensure the long-term success
The entire world of forging
 The entire world of forging Forming the Future Put it into motion. Forging with Schuler. For over 150 years, the name Schuler has been synonymous with innovative technologies, quality and customer-oriented
The entire world of forging Forming the Future Put it into motion. Forging with Schuler. For over 150 years, the name Schuler has been synonymous with innovative technologies, quality and customer-oriented
Tribology in Hydrostatic Extrusion of Metals A review
 Tribology in Hydrostatic Extrusion of Metals A review P. Tomar*, R. K. Pandey, Y. Nath Mechanical and Automation Engineering Department G.G.S. Indraprastha University, Delhi-110403, India *Corresponding
Tribology in Hydrostatic Extrusion of Metals A review P. Tomar*, R. K. Pandey, Y. Nath Mechanical and Automation Engineering Department G.G.S. Indraprastha University, Delhi-110403, India *Corresponding
Steel Forgings: Design, Production, Selection, Testing, and Application. Edward G. Nisbett. ASTM Stock No. MNL53
 Steel Forgings: Design, Production, Selection, Testing, and Application Edward G. Nisbett ASTM Stock No. MNL53 INTERNATIONAL Standards Worldwide ASTM International 100 Barr Harbor Drive PO Box C700 West
Steel Forgings: Design, Production, Selection, Testing, and Application Edward G. Nisbett ASTM Stock No. MNL53 INTERNATIONAL Standards Worldwide ASTM International 100 Barr Harbor Drive PO Box C700 West
PTFE BELLOWS POLY FLUORO LTD. POLY FLUORO LTD.260A. Bommasandra Industrial Area, Hosur Road, Bangalore TECHNICAL SPECIFICATION
 PTFE BELLOWS TECHNICAL SPECIFICATION 1. MATERIALS 1.1 PTFE Only virgin (not reprocessed) PTFE conforming to ASTM D 1457, type III, IV or V shall be used for the production of bellows; the PTFE raw material
PTFE BELLOWS TECHNICAL SPECIFICATION 1. MATERIALS 1.1 PTFE Only virgin (not reprocessed) PTFE conforming to ASTM D 1457, type III, IV or V shall be used for the production of bellows; the PTFE raw material
1. 3 Extrusion molding
 1. 3 Extrusion molding 9 Extrusion is a widely used technique, both in the field of traditional and technical ceramics. This method allows the continuous manufacture of products with a constant cross-
1. 3 Extrusion molding 9 Extrusion is a widely used technique, both in the field of traditional and technical ceramics. This method allows the continuous manufacture of products with a constant cross-
Crimp Tooling Where Form Meets Function
 Crimp Tooling Where Form Meets Function Quality, cost, and throughput are key attributes for any production process. The crimp termination process is no exception. Many variables contribute to the results.
Crimp Tooling Where Form Meets Function Quality, cost, and throughput are key attributes for any production process. The crimp termination process is no exception. Many variables contribute to the results.
Cast steel: Group of ASTM standards for steel castings and forgings
 Cast steel: Group of ASTM standards for steel castings and forgings Abstract: This group of ASTM specifications covers standard properties of steel and iron castings and forgings for valves, flanges, fittings,
Cast steel: Group of ASTM standards for steel castings and forgings Abstract: This group of ASTM specifications covers standard properties of steel and iron castings and forgings for valves, flanges, fittings,
Terms and Definitions
 Global Advisory Group GAG - Guidance GAG Guidance Document 001 Terms and Definitions 3 rd Edition 2011-01 Contents Introduction...3 1. Scope...3 2. Aluminium products...4 2.1. Aluminium...4 2.2. Alloys,
Global Advisory Group GAG - Guidance GAG Guidance Document 001 Terms and Definitions 3 rd Edition 2011-01 Contents Introduction...3 1. Scope...3 2. Aluminium products...4 2.1. Aluminium...4 2.2. Alloys,
Smarter. Safer. Leaner.
 Smarter. Safer. Leaner. Fast Installation and Removal Decrease Leading Edge Exposure by 87% OSHA Compliant Versatile and Reusable Use Perimeter Protection Posts During Construction: At Building Perimeter
Smarter. Safer. Leaner. Fast Installation and Removal Decrease Leading Edge Exposure by 87% OSHA Compliant Versatile and Reusable Use Perimeter Protection Posts During Construction: At Building Perimeter
CRIMP TOOLING WHERE FORM MEETS FUNCTION
 CRIMP TOOLING WHERE FORM MEETS FUNCTION The cost of quality can be expensive Introduction Quality, cost, and throughput are associated with specific measurements and linked to process variables. Crimp
CRIMP TOOLING WHERE FORM MEETS FUNCTION The cost of quality can be expensive Introduction Quality, cost, and throughput are associated with specific measurements and linked to process variables. Crimp
EFFECT OF EXTRUSION PARAMETERS AND DIE GEOMETRY ON THE PRODUCED BILLET QUALITY USING FINITE ELEMENT METHOD
 EFFECT OF EXTRUSION PARAMETERS AND DIE GEOMETRY ON THE PRODUCED BILLET QUALITY USING FINITE ELEMENT METHOD A.Ε. Lontos 1, F.A. Soukatzidis 2, D.A. Demosthenous 1, A.K. Baldoukas 2 1. Mechanical Engineering
EFFECT OF EXTRUSION PARAMETERS AND DIE GEOMETRY ON THE PRODUCED BILLET QUALITY USING FINITE ELEMENT METHOD A.Ε. Lontos 1, F.A. Soukatzidis 2, D.A. Demosthenous 1, A.K. Baldoukas 2 1. Mechanical Engineering
Company. Hot rolling Cold rolling Cold drawing Laser fusion Davex. For further information, please visit us at
 Company Montanstahl is a dynamic family-owned company active in the production and supply of high quality special steel shapes. Established in 1983 in Switzerland, Montanstahl has achieved a high level
Company Montanstahl is a dynamic family-owned company active in the production and supply of high quality special steel shapes. Established in 1983 in Switzerland, Montanstahl has achieved a high level
Keywords: Warm Forming, Warm Temperature, Plasticity, Forgeability, Pressure test, Simulation
 1 Slovak University of Technology in Bratislava, Faculty of Material Science and Technology in Trnava, Institute of Production Technologies, Slovak Republic Abstract. Warm forming is most commonly used
1 Slovak University of Technology in Bratislava, Faculty of Material Science and Technology in Trnava, Institute of Production Technologies, Slovak Republic Abstract. Warm forming is most commonly used
Contents. 1. Introduction to Materials Processing Starting Materials 21. Acknowledgements
 Preface Acknowledgements xiii xv 1. Introduction to Materials Processing 1 1.1 Materials Processing: Definition and Scope 1 1.2 Three Approaches to Materials Processing 4 1.3 Materials Processing Steps
Preface Acknowledgements xiii xv 1. Introduction to Materials Processing 1 1.1 Materials Processing: Definition and Scope 1 1.2 Three Approaches to Materials Processing 4 1.3 Materials Processing Steps
Heinz Tschaetsch Metal Forming Practise
 Heinz Tschaetsch Metal Forming Practise Heinz Tschaetsch Metal Forming Practise Processes Machines Tools Translated by Anne Koth 123 Author: Professor Dr.-Ing. e. h. Heinz Tschaetsch Paul-Gerhardt-Str.
Heinz Tschaetsch Metal Forming Practise Heinz Tschaetsch Metal Forming Practise Processes Machines Tools Translated by Anne Koth 123 Author: Professor Dr.-Ing. e. h. Heinz Tschaetsch Paul-Gerhardt-Str.
Processing of Metal Powders
 Chapter 17 Processing of Metal Powders QUALITATIVE PROBLEMS 17.15 Why is there density variation in the compacting of powders? How is it reduced? The main reason for density variation in compacting of
Chapter 17 Processing of Metal Powders QUALITATIVE PROBLEMS 17.15 Why is there density variation in the compacting of powders? How is it reduced? The main reason for density variation in compacting of
Resource Guide. Section 3: Ductile Iron
 Resource Guide Section 3: Ductile Iron Section 3 Ductile Iron Description of Grades... 3-3 65-45-12 Ferritic... 3-4 80-55-06 Partially Pearlitic... 3-6 100-70-02 Pearlitic... 3-8 4512 HRDS Heat Resistant...
Resource Guide Section 3: Ductile Iron Section 3 Ductile Iron Description of Grades... 3-3 65-45-12 Ferritic... 3-4 80-55-06 Partially Pearlitic... 3-6 100-70-02 Pearlitic... 3-8 4512 HRDS Heat Resistant...
HORNOS Y METALES S.A
 HORNOS Y METALES S.A THE COMPANY I COMPANY HORNOS Y METALES S.A. FOUNDED 1988 BY MR. ANGEL AGUIRRE PASTO TURNOVER 8 MILLON EUROS IN 2011 30% SALES INCREASE SINCE 2009 MAJOR COMPLETED PROJECT 1,550.000
HORNOS Y METALES S.A THE COMPANY I COMPANY HORNOS Y METALES S.A. FOUNDED 1988 BY MR. ANGEL AGUIRRE PASTO TURNOVER 8 MILLON EUROS IN 2011 30% SALES INCREASE SINCE 2009 MAJOR COMPLETED PROJECT 1,550.000
It is our intent to always maintain the highest level of quality metals obtainable from our mill sources.
 This stock catalog contains the sizes, weights and descriptions of all standard Steel, Brass, Bronze and Dura-Bar Cast Iron items that are available from stock for immediate delivery. However, new items
This stock catalog contains the sizes, weights and descriptions of all standard Steel, Brass, Bronze and Dura-Bar Cast Iron items that are available from stock for immediate delivery. However, new items
DEVELOPMENT OF TWIN-SCREW RHEO-EXTRUSION PROCESS
 DEVELOPMENT OF TWIN-SCREW RHEO-EXTRUSION PROCESS K. A. Roberts and Z Fan Department of Mechanical Engineering, Brunel University, Uxbridge, Middlesex, UB8 3PH, UK Summary Conventional hot extrusion reductions
DEVELOPMENT OF TWIN-SCREW RHEO-EXTRUSION PROCESS K. A. Roberts and Z Fan Department of Mechanical Engineering, Brunel University, Uxbridge, Middlesex, UB8 3PH, UK Summary Conventional hot extrusion reductions
AISI D2 Cold work tool steel
 T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
Chapter 19. Forming and Shaping Plastics and Composite Materials
 Chapter 19 Forming and Shaping Plastics and Composite Materials Characteristics of Forming and Shaping Processes for Plastics and Composite Materials Forming and Shaping Processes for Plastics, Elastomers,
Chapter 19 Forming and Shaping Plastics and Composite Materials Characteristics of Forming and Shaping Processes for Plastics and Composite Materials Forming and Shaping Processes for Plastics, Elastomers,
ERC/NSM Activities. Research for Industry and Government
 / Activities Research for Industry and Government Stamping Hydroforming Machining Forging / Activities in Tube Hydroforming 1. Materials Determination of material flow stress data for tubular materials
/ Activities Research for Industry and Government Stamping Hydroforming Machining Forging / Activities in Tube Hydroforming 1. Materials Determination of material flow stress data for tubular materials
PRODUCT CATALOGUE. Aluminium Extrusion
 PRODUCT CATALOGUE Aluminium Extrusion COMPANY PROFILE Established in August 2016, P.K. Metal Industries is the industrial brain child of Mr.Vishal Gaur. A civil engineer who completed his education at
PRODUCT CATALOGUE Aluminium Extrusion COMPANY PROFILE Established in August 2016, P.K. Metal Industries is the industrial brain child of Mr.Vishal Gaur. A civil engineer who completed his education at
special hot work tool steel CR7V-L
 special hot work tool steel CR7V-L T h e p r e m i u m s t e e l w i t h m a x i m u m h i g h t e m p e r at u r e w e a r r e s i s ta n c e 2 From the casting of steel to finished die... LONG-STANDING
special hot work tool steel CR7V-L T h e p r e m i u m s t e e l w i t h m a x i m u m h i g h t e m p e r at u r e w e a r r e s i s ta n c e 2 From the casting of steel to finished die... LONG-STANDING
Primary shaping - Powder Metallurgy
 Chair of Manufacturing Technology Primary shaping - Powder Metallurgy Manufacturing Technology II Exercise 2 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof.
Chair of Manufacturing Technology Primary shaping - Powder Metallurgy Manufacturing Technology II Exercise 2 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof.
Special Steel Wire Rods for Cold Forging with High Property
 UDC 699. 14-426. 2 : 621. 735 Special Steel Wire Rods for Cold Forging with High Property Kiichiro TSUCHIDA* 1 Yasuhiro SHINBO* 1 Abstract The final uses of special steel bars and wire rods are mainly
UDC 699. 14-426. 2 : 621. 735 Special Steel Wire Rods for Cold Forging with High Property Kiichiro TSUCHIDA* 1 Yasuhiro SHINBO* 1 Abstract The final uses of special steel bars and wire rods are mainly
Alloys SUPER SQUARE
 Alloys ETD 150...8-2 ETD 150 Rounds...8-2 AISI 4140/41L40 - Annealed...8-3 AISI 4140 - Annealed Flats And Squares... 8-4 thru 8-5 AISI 4140 - Annealed Rounds... 8-5 thru 8-6 AISI 4140 Rounds HR Q&T...8-7
Alloys ETD 150...8-2 ETD 150 Rounds...8-2 AISI 4140/41L40 - Annealed...8-3 AISI 4140 - Annealed Flats And Squares... 8-4 thru 8-5 AISI 4140 - Annealed Rounds... 8-5 thru 8-6 AISI 4140 Rounds HR Q&T...8-7
AMETAL AMETAL AMETAL APPLICATIONS GENERAL
 AMETAL - TA S DEZINCIFICATION RESISTANT COPPER ALLOY AMETAL is a patented special copper alloy, combining excellent corrosion resistance with high mechanical strength. 1 AMETAL TA s dezincification-resistant
AMETAL - TA S DEZINCIFICATION RESISTANT COPPER ALLOY AMETAL is a patented special copper alloy, combining excellent corrosion resistance with high mechanical strength. 1 AMETAL TA s dezincification-resistant
Properties in Shear. Figure 7c. Figure 7b. Figure 7a
 Properties in Shear Shear stress plays important role in failure of ductile materials as they resist to normal stress by undergoing large plastic deformations, but actually fail by rupturing under shear
Properties in Shear Shear stress plays important role in failure of ductile materials as they resist to normal stress by undergoing large plastic deformations, but actually fail by rupturing under shear
Effects of TiCN Composite Die with Low Thermal Conductivity on Hot Forging Performances
 Journal of Mechanics Engineering and Automation 6 (216) 59-65 doi: 1.17265/2159-5275/216.2.1 D DAVID PUBLISHING Effects of TiCN Composite Die with Low Thermal Conductivity on Hot Forging Performances Ryo
Journal of Mechanics Engineering and Automation 6 (216) 59-65 doi: 1.17265/2159-5275/216.2.1 D DAVID PUBLISHING Effects of TiCN Composite Die with Low Thermal Conductivity on Hot Forging Performances Ryo
CAE Analysis of Crankshaft for Testing Dynamic Loads for Reducing Cost & Weight
 2303-2307 CAE Analysis of Crankshaft for Testing Dynamic Loads for Reducing Cost & Weight Salim Ahmed, Tasmeem Ahmad Khan Abstract This study was conducted on a single cylinder four stroke cycle engine.
2303-2307 CAE Analysis of Crankshaft for Testing Dynamic Loads for Reducing Cost & Weight Salim Ahmed, Tasmeem Ahmad Khan Abstract This study was conducted on a single cylinder four stroke cycle engine.
Unit 10. Selecting Processes: shaping, joining and surface treatment
 Unit 10. Selecting Processes: shaping, joining and surface treatment Mike Ashby Department of Engineering University of Cambridge M. F. Ashby, 2013 For reproduction guidance see back page This lecture
Unit 10. Selecting Processes: shaping, joining and surface treatment Mike Ashby Department of Engineering University of Cambridge M. F. Ashby, 2013 For reproduction guidance see back page This lecture
Endex Foam Extrusion General Information Guide
 Endex International Innovation for the Future Endex Foam Extrusion General Information Guide Section 01 - Foam Extrusion Foam extrusion, in simple terms, consists of mixing a chemical foaming agent with
Endex International Innovation for the Future Endex Foam Extrusion General Information Guide Section 01 - Foam Extrusion Foam extrusion, in simple terms, consists of mixing a chemical foaming agent with
CHAPTER 76 ALUMINIUM AND ARTICLES THEREOF
 CHAPTER 76 ALUMINIUM AND ARTICLES THEREOF NOTES: 1. In this Chapter the following expressions have the meaning hereby assigned to them: (a) Bars and rods Rolled, extruded, drawn or forged products, not
CHAPTER 76 ALUMINIUM AND ARTICLES THEREOF NOTES: 1. In this Chapter the following expressions have the meaning hereby assigned to them: (a) Bars and rods Rolled, extruded, drawn or forged products, not
AISI A2 Cold work tool steel
 T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
THE IMPORTANCE OF FRICTION STIR WELDING TOOL
 Production Processes and Systems, vol. 6. (2013) No. 1., pp. 25-34. THE IMPORTANCE OF FRICTION STIR WELDING TOOL Ákos Meilinger, Imre Török University of Miskolc, Department of Mechanical Technology Abstract
Production Processes and Systems, vol. 6. (2013) No. 1., pp. 25-34. THE IMPORTANCE OF FRICTION STIR WELDING TOOL Ákos Meilinger, Imre Török University of Miskolc, Department of Mechanical Technology Abstract
EXCELLENT PERSPECTIVES FOR THE IRANIAN ALUMINUM INDUSTRY
 GIIOVANNI NIGRIS EXECUTIVE VICE PRESIDENT DANIELI GROUP IIAC 2016 IRAN INTERNATIONAL ALUMINIUM CONFERENCE 11-12 MAY 2016 TEHRAN, IRAN EXCELLENT PERSPECTIVES FOR THE IRANIAN ALUMINUM INDUSTRY DANIELI /
GIIOVANNI NIGRIS EXECUTIVE VICE PRESIDENT DANIELI GROUP IIAC 2016 IRAN INTERNATIONAL ALUMINIUM CONFERENCE 11-12 MAY 2016 TEHRAN, IRAN EXCELLENT PERSPECTIVES FOR THE IRANIAN ALUMINUM INDUSTRY DANIELI /
The Production of Titanium and Titanium Alloys Using Electron Beam Cold Hearth Single Melt
 The Production of Titanium and Titanium Alloys Using Electron Beam Cold Hearth Single Melt David W. Tripp Development Manager, EBSM TIMET Morgantown, PA Titanium 2006 San Diego, CA Introduction Electron
The Production of Titanium and Titanium Alloys Using Electron Beam Cold Hearth Single Melt David W. Tripp Development Manager, EBSM TIMET Morgantown, PA Titanium 2006 San Diego, CA Introduction Electron
Figure 13.1 Schematic outline of various flat- and shape-rolling processes. Source: American Iron and Steel Institute.
 Forming and Shaping Forming and Shaping (1)Rolling (2)Forging (3)Extrusion and Drawing (4)Sheet-Metal Forming (5)Powder Metallurgy (6)Forming and Shaping Plastic s and Composite Materials (7)Forming and
Forming and Shaping Forming and Shaping (1)Rolling (2)Forging (3)Extrusion and Drawing (4)Sheet-Metal Forming (5)Powder Metallurgy (6)Forming and Shaping Plastic s and Composite Materials (7)Forming and
SCHWERTE SPECIAL STEEL PROFILES Custom-made Components and Structural Elements
 SCHWERTE SPECIAL STEEL PROFILES Custom-made Components and Structural Elements 2 Contents Precision-made, Quality delivered 4 Specific Solutions for Specific Applications 6 Automotive 6 Railroad Technology
SCHWERTE SPECIAL STEEL PROFILES Custom-made Components and Structural Elements 2 Contents Precision-made, Quality delivered 4 Specific Solutions for Specific Applications 6 Automotive 6 Railroad Technology
ANSWER ONLY FIVE QUESTIONS
 Ministry of Higher Education & Scientific Research, Baghdad-Iraq University Of Technology Department of Materials Engineering وزارة التعليم العالي والبحث العلمي بغاد - العراق الجامعت التكنولوجيت قسم هندست
Ministry of Higher Education & Scientific Research, Baghdad-Iraq University Of Technology Department of Materials Engineering وزارة التعليم العالي والبحث العلمي بغاد - العراق الجامعت التكنولوجيت قسم هندست
Die steels and components for extrusion
 Die steels and components for extrusion Contents Uddeholm your partner... 4 Uddeholm hot work tool steel for extrusion... 4 Tooling components in an extrusion press... 5 Tool steel properties for extrusion
Die steels and components for extrusion Contents Uddeholm your partner... 4 Uddeholm hot work tool steel for extrusion... 4 Tooling components in an extrusion press... 5 Tool steel properties for extrusion
SECTION CHAIN-LINK FENCES AND GATES 02821/1
 SECTION 02821 - CHAIN-LINK FENCES AND GATES 02821/1 PART 1 - GENERAL 1.1 SUMMARY A. This Section includes the following: 1. Chain-Link Fences: 2. Gates: horizontal slide or swing. 3. Fences installed where
SECTION 02821 - CHAIN-LINK FENCES AND GATES 02821/1 PART 1 - GENERAL 1.1 SUMMARY A. This Section includes the following: 1. Chain-Link Fences: 2. Gates: horizontal slide or swing. 3. Fences installed where
This PDF document is a sample chapter from the book...
 This PDF document is a sample chapter from the book... To order this book, complete and print out the order form on the last page of this document. Then mail, fax, or phone in your order. Copyright 2002
This PDF document is a sample chapter from the book... To order this book, complete and print out the order form on the last page of this document. Then mail, fax, or phone in your order. Copyright 2002
The following steps are used in the powder metallurgy techniques:
 Advantages of Powder Metallurgy Virtually unlimited choice of alloys and non metallicswith associated properties. * A variety of metal or non metal powders can be used. * Refractory materials are popularly
Advantages of Powder Metallurgy Virtually unlimited choice of alloys and non metallicswith associated properties. * A variety of metal or non metal powders can be used. * Refractory materials are popularly
CUTTING TOOL TECHNOLOGY
 CUTTING TOOL TECHNOLOGY Tool Life Tool Materials Tool Geometry Cutting Fluids Cutting Tool Technology Two principal aspects: 1. Tool material 2. Tool geometry Three Modes of Tool Failure Fracture failure
CUTTING TOOL TECHNOLOGY Tool Life Tool Materials Tool Geometry Cutting Fluids Cutting Tool Technology Two principal aspects: 1. Tool material 2. Tool geometry Three Modes of Tool Failure Fracture failure
A Study on the Powder Forging of Aluminum Alloy Pistons
 International Journal of the Korean Society of Precision Engineering Vol. 2, No. 4, November 2001. A Study on the Powder Forging of Aluminum Alloy Pistons Jong-Ok Park 1,Chul-WooPark 1 and Young-Ho Kim
International Journal of the Korean Society of Precision Engineering Vol. 2, No. 4, November 2001. A Study on the Powder Forging of Aluminum Alloy Pistons Jong-Ok Park 1,Chul-WooPark 1 and Young-Ho Kim
Material flow analysis for hot-forming of 20MnCr5 gear wheel blanks
 IDE 2008, Bremen, Germany, September 17 th 19 th, 2008 77 Material flow analysis for hot-forming of 20MnCr5 gear wheel blanks Rüdiger Rentsch Foundation Institute of Materials Science (IWT), Badgasteinerstr.
IDE 2008, Bremen, Germany, September 17 th 19 th, 2008 77 Material flow analysis for hot-forming of 20MnCr5 gear wheel blanks Rüdiger Rentsch Foundation Institute of Materials Science (IWT), Badgasteinerstr.