CHAPTER 14. Forging of Metals
|
|
|
- Matilda Dorsey
- 6 years ago
- Views:
Transcription

1 CHAPTER 14 Forging of Metals
2 2
3 3
4 4
5 5
6 6

 Landing-gear components for the C5A and C5B transport")
7 Forging (a) (b) (a) Schematic illustration of the steps involved in forging a bevel gear with a shaft. Source: Forging Industry Association. (b) Landing-gear components for the C5A and C5B transport aircraft, made by forging. Source: Wyman-Gordon Company. 7
 general view of a 445 MN (50,000 ton)")
8 (c) Figure 14.1 (c) general view of a 445 MN (50,000 ton) hydraulic press. Source: Wyman-Gordon Company. 8

 casting, (b) machining, (c) forging.")
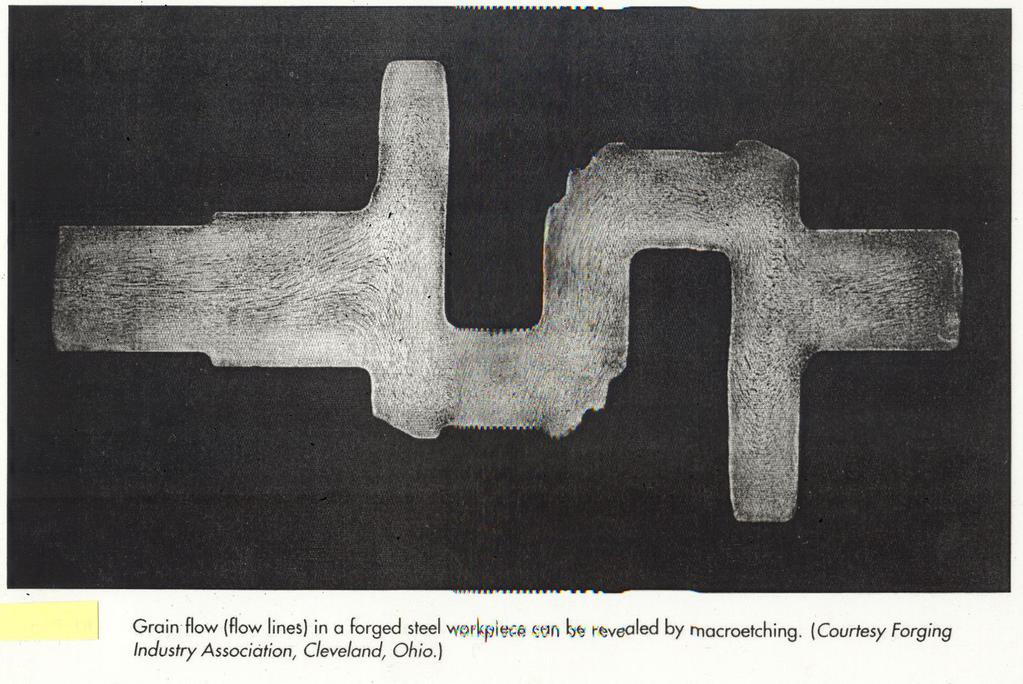
9 Grain Flow Comparison Figure 14.2 A part made by three different processes, showing grain flow. (a) casting, (b) machining, (c) forging. Source: Forging Industry Association. 9

10 Grain Flow Pattern in Forging Figure A pierced round billet, showing grain flow pattern. Source: Courtesy of Ladish Co., Inc. 10
11 11




12 Open die Closed die Upper die Workpiece Lower die 簡單 精度較差 複雜 精度較高 12
 Uniform deformation of the billet without friction. (c) Deformation with friction.")
13 Upsetting Forging force, F Y f r r 3h Figure 14.3 (a) Solid cylindrical billet upset between two flat dies. (b) Uniform deformation of the billet without friction. (c) Deformation with friction. Note barreling of the billet caused by friction forces at the billet-die interfaces. 13
 Reducing the diameter of a bar by open-die forging; note the movements of the dies and the workpiece.")
14 Cogging Figure 14.4 (a) Schematic illustration of a cogging operation on a rectangular bar. Blacksmiths use this process to reduce the thickness of bars by hammering the part on an anvil. Reduction in thickness is accompanied by barreling, as in Fig. 14.3c. (b) Reducing the diameter of a bar by open-die forging; note the movements of the dies and the workpiece. (c) The thickness of a ring being reduced by open-die forging. 14

15 Coining 15
16 Why need to know forging force Selection of machine Control of dimensions and shapes of product F Y f r 2 r 2 1 3h h r X; F 16
17 X; F h r F Y f r h Stroke (X) 17
18 Example Given:strainless steel 304, d 0 =150mm, h 0 =100mm, h f = 0.5 h 0 = 50mm, μ= 0.2 Find: F (at the end of forging stroke) Solution: r f Y F f d ln f 2 h h 0 f 1000MPa Y r d N 0 ln h h 0 f r 3h mm lb 0.69 ( Figure 2.6) f ton
19 True Stress-True Strain Curves Figure 2.6 True stress-true strain curves in tension at room temperature for various metals. The curves start at a finite level of stress: The elastic regions have too steep a slope to be shown in this figure, and so each curve starts at the yield stress, Y, of the material. 19
.")
20 Impression-Die Forging Figure 14.5 (a) through (c) Stages in impression-die forging of a solid round billet. Note the formation of flash, which is excess metal that is subsequently trimmed off (see Fig. 14.7). (d) Standard terminology for various features of a forging die. 20
21 21

22 Forging a Connecting Rod Figure 14.7 (a) Stages in forging a connecting rod for an internal combustion engine. Note the amount of flash required to ensure proper filling of the die cavities. (b) Fullering and (c) edging operations to properly distribute the material when preshaping the blank for forging. 22
23 23

24 20% higher strength than die casting 24
25 25
 Illustration of the manufacturing steps used to produce the stepped pin.")
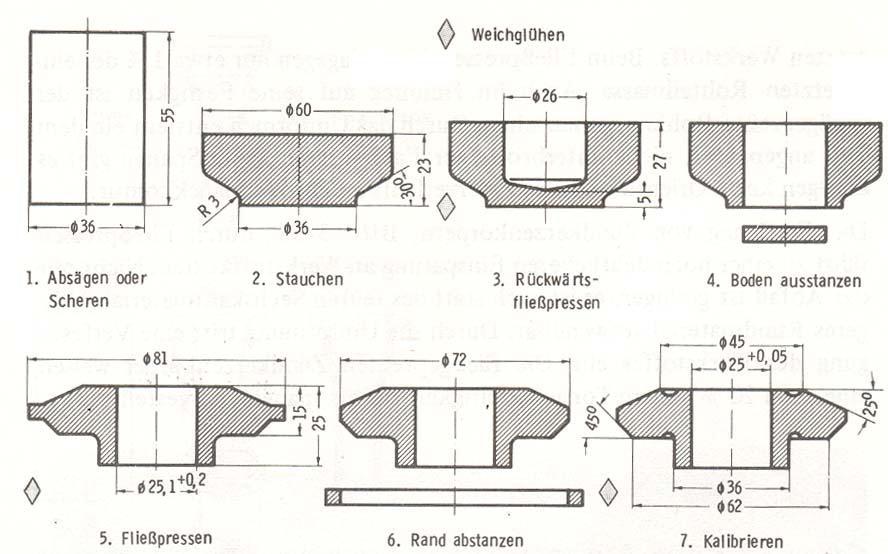
26 Stepped Pin (a) The stepped pin used in Case Study (b) Illustration of the manufacturing steps used to produce the stepped pin. Source: Courtesy of National Machinery, LLC. 26
27 27
28 28

29 Trimming Flash from a Forged Part Figure 14.8 Trimming flash from a forged part. Note that the thin material at the center is removed by punching. 29
 and precision or flashless forging (right side) of a")
30 Comparison of Forging With and Without Flash Figure 14.9 Comparison of closed-die forging with flash (left side of each illustration) and precision or flashless forging (right side) of a round billet. Source After H. Takemasu, V. Vazquez, B. Painter, and T. Altan. 30
31 Impression die (with flash) Closed die (without flash, more precise control of material volume) Use of thin flash Strength (Cools rapidly) Flow resistance (more friction) enhance cavity filling Flash Thickness : 3 % of workpiece thickness Length : 2~5 times of thickness 31
32 32

33 Forging Force in Impression/Closed-Die F = ky f A 33
 Heading operation, to form heads on fasteners such as nails and rivets.")
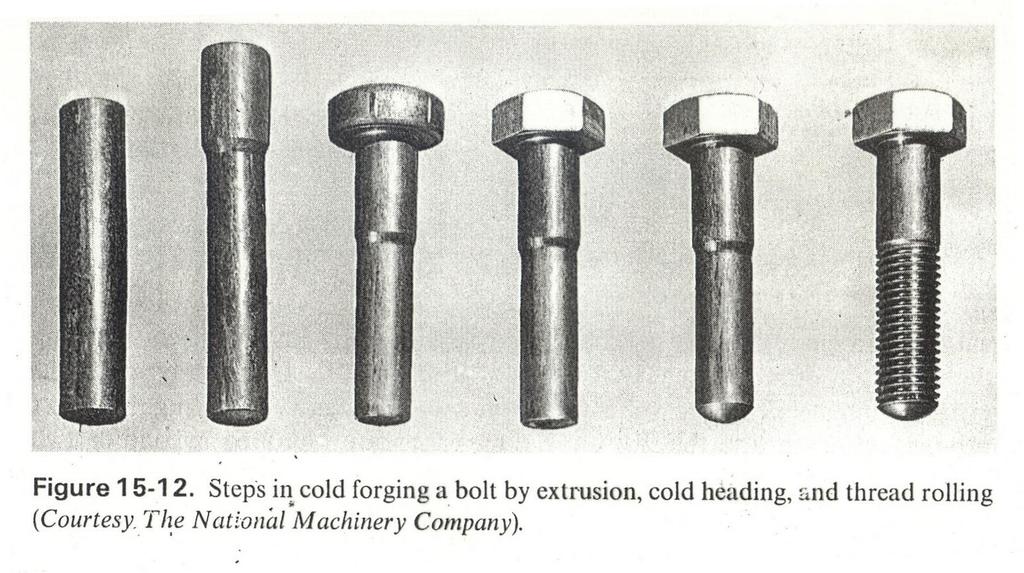
34 Heading/Upset Forging Figure (a) Heading operation, to form heads on fasteners such as nails and rivets. (b) Sequence of operations to produce a bolt head by heading. 34
35 35
36 36
37 37
 Swaging with a mandrel; note that the final wall thickness of the tube depends on the mandrel diameter. (c) Examples of crosssections of tubes produced by swaging on shaped mandrels.")
38 Swaging with and without a Mandrel Figure (a) Swaging of tubes without a mandrel; note the increase in wall thickness in the die gap. (b) Swaging with a mandrel; note that the final wall thickness of the tube depends on the mandrel diameter. (c) Examples of crosssections of tubes produced by swaging on shaped mandrels. Rifling (internal spiral grooves) in small gun barrels can be made by this process. 38
39 Temperature Ranges for Various Processes TABLE 1.2 Process Cold working Warm working Hot working T/T m < to 0.5 >
40 Annealing Cold working T<0.3T m Hot working T>0.6T m Warm working in between Figure 1.14 Schematic illustration of the effects of recovery, recrystallization, and grain growth on mechanical properties and on the shape and size of grains. Note the formation of small new grains during recrystallization. Source: G. Sachs. 40

41 Metals in Decreasing Order of Forgeability 41
42 Characteristics of Forging Processes TABLE 14.1 Process Advantages Limitations Open die Simple, inexpensive dies; useful for small quantities; wide range of sizes available; good strength characteristics Limited to simple shapes; difficult to hold close tolerances; machining to final shape necessary; low production rate; relatively poor utilization of Closed die Relatively good utilization of material; generally better properties than open-die forgings; good dimensional accuracy; high production rates; good reproducibility material; high degree of skill required High die cost for small quantities; machining often necessary Blocker type Low die costs; high production rates Machining to final shape necessary; thick webs and large fillets necessary Conventional type Requires much less machining than blocker type; high production rates; good utilization of material Somewhat higher die cost than blocker type Precision type Close tolerances; machining often unnecessary; very good material utilization; very thin webs and flanges possible Requires high forces, intricate dies, and provision for removing forging from dies 42
43 Ch 14.6 Die design (core technology in forming, compared to mask in IC manufacturing) Parting line ( 分模線 ): avoid side thrust Flash: higher success rate for production Draft: 外部 3 ~4 ; 內部 7 ~10 Enough radii of corner/fillet: smooth flow of material and longer die life 43
44 Die Material Strength and Toughness (at high temperature) Hardenability Shock Resistance Wear Resistance 44
45 Lubrication friction wear of die cooling rate of product Parting agent ( 幫助脫模 ) 45
 Labs formed by web buckling during forging; web thickness should be increased to avoid this problem.")
46 Defects in Forged Parts Figure Examples of defects in forged parts. (a) Labs formed by web buckling during forging; web thickness should be increased to avoid this problem. (b) Internal defects caused by oversized billet; die cavities are filled prematurely, and the material at the center flows past the filled regions as the dies close. 46
 Mechanical press with an eccentric drive; the eccentric shaft can be replaced by a crankshaft to give the up-and-down motion to the ram.")
47 Principles of Various Forging Machines Crank Figure Schematic illustration of the principles of various forging machines. (a) Hydraulic press. (b) Mechanical press with an eccentric drive; the eccentric shaft can be replaced by a crankshaft to give the up-and-down motion to the ram. (continued) 47
48 Principles of Various Forging Machines Knucklejoint Figure Schematic illustration of the principles of various forging machines. (c) Knuckle-joint press. (d) Screw press. (e) Gravity drop hammer. 48
49 49
50 50
51 51

52 Speed Ranges of Forging Equipment 52
53 53
54 54
 in forging; note how the setup and the tooling costs per piece")
55 Unit Cost in Forging Figure Typical unit cost (cost per piece) in forging; note how the setup and the tooling costs per piece decrease as the number of pieces forged increases, if all pieces use the same die. 55

56 Relative Unit Costs of a Small Connecting Rod Figure Relative unit costs of a small connecting rod made by various forging and casting processes. Note that, for large quantities, forging is more economical. Sand casting is the more economical process for fewer than about 20,000 pieces. 56
57 57
 by cold forming. Note the reduction in waste.")
58 Manufacture of a spark plug body: (left) by machining from hexagonal bar stock; (right) by cold forming. Note the reduction in waste. (Courtesy of National Machinery Co.) 58


59 Ch 14 精讀 :14.2, 14.6, 14.9 (pay attention to Figure &14.19) 略讀 : 14.1, 14.3, 14.5,
Chapter 14 Forging of Metals
 Introduction Chapter 14 Forging of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and Schmid What is
Introduction Chapter 14 Forging of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and Schmid What is
Chapter 14: Metal-Forging Processes and Equipments
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various
SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3
 SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3 AIM: STUDY OF FORGING EQUIPMENT AIM: Study of forging
SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3 AIM: STUDY OF FORGING EQUIPMENT AIM: Study of forging
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working - Drawing & Extrusion Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling
MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working - Drawing & Extrusion Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling
Casting. Forming. Sheet metal processing. Powder- and Ceramics Processing. Plastics processing. Cutting. Joining.
 Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
Module 3 Selection of Manufacturing Processes. IIT Bombay
 Module 3 Selection of Manufacturing Processes Lecture 3 Design for Bulk Deformation Processes Instructional objectives By the end of this lecture, the students are expected to learn the working principle
Module 3 Selection of Manufacturing Processes Lecture 3 Design for Bulk Deformation Processes Instructional objectives By the end of this lecture, the students are expected to learn the working principle
Forging. Types of Forging Dies. Open-Die Forging. Outline. Forging. Types of forging Forging analysis Examples
 Forging Outline Forging Types of forging Forging analysis Examples Oldest of te metal forming operations, dating from about 5000 B C Components: engine cranksafts, connecting rods, gears, aircraft structural
Forging Outline Forging Types of forging Forging analysis Examples Oldest of te metal forming operations, dating from about 5000 B C Components: engine cranksafts, connecting rods, gears, aircraft structural
Chapter 15 Extrusion and Drawing of Metals
 Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
Figure 13.1 Schematic outline of various flat- and shape-rolling processes. Source: American Iron and Steel Institute.
 Forming and Shaping Forming and Shaping (1)Rolling (2)Forging (3)Extrusion and Drawing (4)Sheet-Metal Forming (5)Powder Metallurgy (6)Forming and Shaping Plastic s and Composite Materials (7)Forming and
Forming and Shaping Forming and Shaping (1)Rolling (2)Forging (3)Extrusion and Drawing (4)Sheet-Metal Forming (5)Powder Metallurgy (6)Forming and Shaping Plastic s and Composite Materials (7)Forming and
Design for Forging. Forging processes. Typical characteristics and applications
 Design for Forging Forging processes Forging is a controlled plastic deformation process in which the work material is compressed between two dies using either impact or gradual pressure to form the part.
Design for Forging Forging processes Forging is a controlled plastic deformation process in which the work material is compressed between two dies using either impact or gradual pressure to form the part.
ME 4563 ME 4563 ME Introduction to Manufacturing Processes. College of Engineering Arkansas State University.
 Introduction to Manufacturing Processes College of Engineering Arkansas State University 1 Bulk Deformation 2 1 Rolling 3 What is Rolling? A process of reducing the thickness (or changing the cross-section
Introduction to Manufacturing Processes College of Engineering Arkansas State University 1 Bulk Deformation 2 1 Rolling 3 What is Rolling? A process of reducing the thickness (or changing the cross-section
Types Of Extrusion. FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact.
 direct; (b) indirect; (c) hydrostatic; (d) impact.") Types Of Extrusion FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact. Extrusion of Seamless Tube FIGURE 6.60 Extrusion of a seamless tube. The hole in the billet may
Types Of Extrusion FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact. Extrusion of Seamless Tube FIGURE 6.60 Extrusion of a seamless tube. The hole in the billet may
Metal Forming Process. Prof.A.Chandrashekhar
 Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS
 COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS Dr.S.Shamasundar ProSIM, 21/B. 9 th main Shankara Nagara, Mahalakshmipuram Bangalore-560096 Email: shama@pro-sim.com Web: www.pro-sim.com
COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS Dr.S.Shamasundar ProSIM, 21/B. 9 th main Shankara Nagara, Mahalakshmipuram Bangalore-560096 Email: shama@pro-sim.com Web: www.pro-sim.com
Bulk Deformation Forming - Rolling
 1 Bulk Deformation Forming - Rolling Overview - Shaping and Forming Powders Pressing SLS Special Injection Molding Firing/ Sintering 2 Raw Material Molten Material Continuous Casting/Rolling Ingot casting
1 Bulk Deformation Forming - Rolling Overview - Shaping and Forming Powders Pressing SLS Special Injection Molding Firing/ Sintering 2 Raw Material Molten Material Continuous Casting/Rolling Ingot casting
Metal extrusion. Metal stamping
 Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
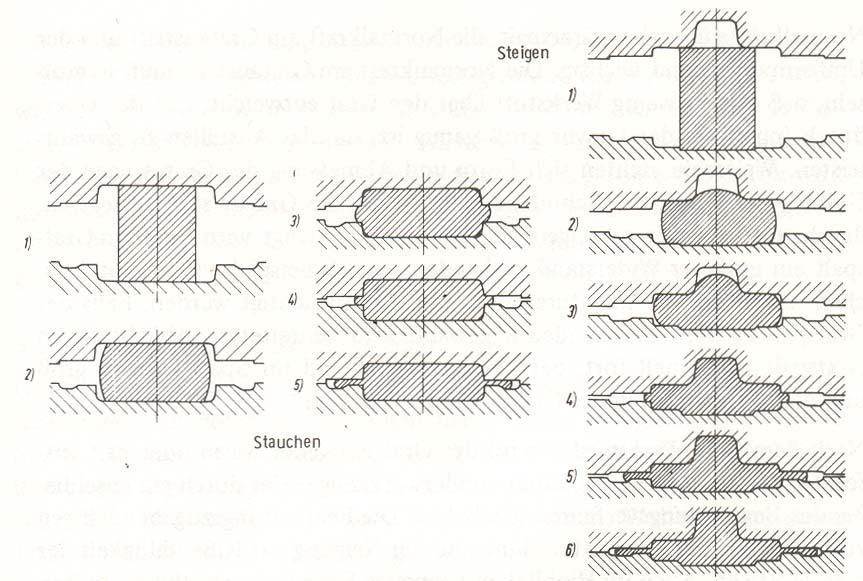
Heinz Tschaetsch Metal Forming Practise
 Heinz Tschaetsch Metal Forming Practise Heinz Tschaetsch Metal Forming Practise Processes Machines Tools Translated by Anne Koth 123 Author: Professor Dr.-Ing. e. h. Heinz Tschaetsch Paul-Gerhardt-Str.
Heinz Tschaetsch Metal Forming Practise Heinz Tschaetsch Metal Forming Practise Processes Machines Tools Translated by Anne Koth 123 Author: Professor Dr.-Ing. e. h. Heinz Tschaetsch Paul-Gerhardt-Str.
Extrusion of complex shapes
 Extrusion of complex shapes 1 Hot extrusion Hot extrusion is the process of forcing a heated billet to flow through a shaped die opening It is used to produce long, strait metal products of constant cross
Extrusion of complex shapes 1 Hot extrusion Hot extrusion is the process of forcing a heated billet to flow through a shaped die opening It is used to produce long, strait metal products of constant cross
1. Definitions and classification of Metal forming processes
 1. Definitions and classification of Metal forming processes 1.1 Introduction: Metal forming is a very important manufacturing operation. It enjoys industrial importance among various production operations
1. Definitions and classification of Metal forming processes 1.1 Introduction: Metal forming is a very important manufacturing operation. It enjoys industrial importance among various production operations
Powder-Metal Processing and Equipment
 Powder-Metal Processing and Equipment Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 17 Powder Metallurgy Metal powders are compacted into desired and
Powder-Metal Processing and Equipment Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 17 Powder Metallurgy Metal powders are compacted into desired and
Simulation of finite volume of hot forging process of industrial gear
 2012 International Conference on Networks and Information (ICNI 2012) IPCSIT vol. 57 (2012) (2012) IACSIT Press, Singapore DOI: 10.7763/IPCSIT.2012.V57.21 Simulation of finite volume of hot forging process
2012 International Conference on Networks and Information (ICNI 2012) IPCSIT vol. 57 (2012) (2012) IACSIT Press, Singapore DOI: 10.7763/IPCSIT.2012.V57.21 Simulation of finite volume of hot forging process
Powder Metallurgy. Powder-Metal Processing and Equipment 11/10/2009
 Powder Metallurgy Powder-Metal Processing and Equipment Metal powders are compacted into desired and often complex shapes and sintered* to form a solid piece * Sinter: To heat without melting Text Reference:
Powder Metallurgy Powder-Metal Processing and Equipment Metal powders are compacted into desired and often complex shapes and sintered* to form a solid piece * Sinter: To heat without melting Text Reference:
Introduction. 1. Outline of fan case ring
 A near-net-shape (NNS) ring-rolling process was developed to reduce the forging weight of a rolled, fan case front, ring made of Ti-6Al-4V. This was achieved by optimizing the ring-rolling process in which
A near-net-shape (NNS) ring-rolling process was developed to reduce the forging weight of a rolled, fan case front, ring made of Ti-6Al-4V. This was achieved by optimizing the ring-rolling process in which
The entire world of forging
 The entire world of forging Forming the Future Put it into motion. Forging with Schuler. For over 150 years, the name Schuler has been synonymous with innovative technologies, quality and customer-oriented
The entire world of forging Forming the Future Put it into motion. Forging with Schuler. For over 150 years, the name Schuler has been synonymous with innovative technologies, quality and customer-oriented
CAE Analysis of Crankshaft for Testing Dynamic Loads for Reducing Cost & Weight
 2303-2307 CAE Analysis of Crankshaft for Testing Dynamic Loads for Reducing Cost & Weight Salim Ahmed, Tasmeem Ahmad Khan Abstract This study was conducted on a single cylinder four stroke cycle engine.
2303-2307 CAE Analysis of Crankshaft for Testing Dynamic Loads for Reducing Cost & Weight Salim Ahmed, Tasmeem Ahmad Khan Abstract This study was conducted on a single cylinder four stroke cycle engine.
Objectives. This chapter provides fundamental background on processes of drawing of rods, wires and tubes.
 WIRE DRAWING Objectives This chapter provides fundamental background on processes of drawing of rods, wires and tubes. Mathematical approaches for the calculation of drawing load will be introduced. Finally
WIRE DRAWING Objectives This chapter provides fundamental background on processes of drawing of rods, wires and tubes. Mathematical approaches for the calculation of drawing load will be introduced. Finally
Forging Processes: Variables and Descriptions
 CHAPTER 2 Forging Processes: Variables and Descriptions Manas Shirgaokar 2.1 Introduction In forging, an initially simple part a billet, for example is plastically deformed between two tools (or dies)
CHAPTER 2 Forging Processes: Variables and Descriptions Manas Shirgaokar 2.1 Introduction In forging, an initially simple part a billet, for example is plastically deformed between two tools (or dies)
METAL FORMING AND THE FINITE-ELEMENT METHOD SHIRO KOBAYASHI SOO-IK OH TAYLAN ALTAN
 METAL FORMING AND THE FINITE-ELEMENT METHOD SHIRO KOBAYASHI SOO-IK OH TAYLAN ALTAN New York Oxford OXFORD UNIVERSITY PRESS 1989 CONTENTS Symbols, xiii 1. Introduction, 1 1.1 Process Modeling, 1 1.2 The
METAL FORMING AND THE FINITE-ELEMENT METHOD SHIRO KOBAYASHI SOO-IK OH TAYLAN ALTAN New York Oxford OXFORD UNIVERSITY PRESS 1989 CONTENTS Symbols, xiii 1. Introduction, 1 1.1 Process Modeling, 1 1.2 The
A wide range of cold-formable steel grades and aluminium alloys are used as wire materials within a diameter range from 5 mm to 34 mm.
 Cold-Formed Parts 2 ESKA manufactures complex precision cold-formed parts for applications with large and medium quantities. The highly-efficient cold- forming process ensures economic manufacture of near-net-shape
Cold-Formed Parts 2 ESKA manufactures complex precision cold-formed parts for applications with large and medium quantities. The highly-efficient cold- forming process ensures economic manufacture of near-net-shape
Designing a Forging Die for connecting rod
 RESEARCH ARTICLE OPEN ACCESS Designing a Forging Die for connecting rod Suraj Ashok Garud, Prof. M.M.Patil M.E.(CAD/CAM) ASST.PROF AT K.G.I.T # Department of mechanical engg srjgarud@gmail.com Abstract
RESEARCH ARTICLE OPEN ACCESS Designing a Forging Die for connecting rod Suraj Ashok Garud, Prof. M.M.Patil M.E.(CAD/CAM) ASST.PROF AT K.G.I.T # Department of mechanical engg srjgarud@gmail.com Abstract
where n is known as strain hardening exponent.
 5.1 Flow stress: Flow stress is the stress required to sustain a certain plastic strain on the material. Flow stress can be determined form simple uniaxial tensile test, homogeneous compression test, plane
5.1 Flow stress: Flow stress is the stress required to sustain a certain plastic strain on the material. Flow stress can be determined form simple uniaxial tensile test, homogeneous compression test, plane
Types of Metal Alloys
 Types of Metal Alloys Metal alloys Ferrous Nonferrous Steels Cast iron 257 Uses low carbon
Types of Metal Alloys Metal alloys Ferrous Nonferrous Steels Cast iron 257 Uses low carbon
Alro Steel. Tool & Die Steel. Handbook. A Helpful Guide to the Properties, Selection, & Heat Treatment of Tool Steels.
 Alro Steel Metals Industrial Supplies Plastics Tool & Die Steel Handbook A Helpful Guide to the Properties, Selection, & Heat Treatment of Tool Steels. MISSION STATEMENT To ensure the long-term success
Alro Steel Metals Industrial Supplies Plastics Tool & Die Steel Handbook A Helpful Guide to the Properties, Selection, & Heat Treatment of Tool Steels. MISSION STATEMENT To ensure the long-term success
Welcome to. The Gateway of Indian Drop Forging. An ISO 9001: 2008 Certified Company. Veraval Main Road, Veraval (Shapar) ,
 ,") Welcome to The Gateway of Indian Drop Forging An ISO 9001: 2008 Certified Company Veraval Main Road, Veraval (Shapar) 360024, Dist. Rajkot, Gujarat, India Phone no. : - +91 2827 252020/3030, Fax: - +91
Welcome to The Gateway of Indian Drop Forging An ISO 9001: 2008 Certified Company Veraval Main Road, Veraval (Shapar) 360024, Dist. Rajkot, Gujarat, India Phone no. : - +91 2827 252020/3030, Fax: - +91
Types of Strain. Engineering Strain: e = l l o. Shear Strain: γ = a b
 Types of Strain l a g Engineering Strain: l o l o l b e = l l o l o (a) (b) (c) Shear Strain: FIGURE 2.1 Types of strain. (a) Tensile. (b) Compressive. (c) Shear. All deformation processes in manufacturing
Types of Strain l a g Engineering Strain: l o l o l b e = l l o l o (a) (b) (c) Shear Strain: FIGURE 2.1 Types of strain. (a) Tensile. (b) Compressive. (c) Shear. All deformation processes in manufacturing
Forging Magazine June 2003 PROSIM-BFL 1
 Crank Shaft forging design optimisation using computer simulation Dr.S.Shamasundar, B.Sonhar ProSIM, 326, III Stage IV Block, Basaveshwara Nagar, Bangalore 560 079 India www.pro-sim.com, Email: shama@pro-sim.com
Crank Shaft forging design optimisation using computer simulation Dr.S.Shamasundar, B.Sonhar ProSIM, 326, III Stage IV Block, Basaveshwara Nagar, Bangalore 560 079 India www.pro-sim.com, Email: shama@pro-sim.com
Mechanical behavior of crystalline materials- Comprehensive Behaviour
 Mechanical behavior of crystalline materials- Comprehensive Behaviour In the previous lecture we have considered the behavior of engineering materials under uniaxial tensile loading. In this lecture we
Mechanical behavior of crystalline materials- Comprehensive Behaviour In the previous lecture we have considered the behavior of engineering materials under uniaxial tensile loading. In this lecture we
A Study on the Powder Forging of Aluminum Alloy Pistons
 International Journal of the Korean Society of Precision Engineering Vol. 2, No. 4, November 2001. A Study on the Powder Forging of Aluminum Alloy Pistons Jong-Ok Park 1,Chul-WooPark 1 and Young-Ho Kim
International Journal of the Korean Society of Precision Engineering Vol. 2, No. 4, November 2001. A Study on the Powder Forging of Aluminum Alloy Pistons Jong-Ok Park 1,Chul-WooPark 1 and Young-Ho Kim
J.I.C. HYDRAULIC TUBING Seamless & Welded Hydraulic Fluid Line 23 Seamless Burst Pressures & Working Pressures 24 Welded Burst Pressures 25
 TABLE OF CONTENTS STEEL & ALLOY ROUND MECHANICAL TUBING Drawn Over Mandrel (DOM) 3-15 Cold Drawn Seamless (CDS) 3-15 Hot Rolled Seamless (HRS) 3-15 Electric Resistance Welded (ERW) 3-15 Seamless 4130/4140
TABLE OF CONTENTS STEEL & ALLOY ROUND MECHANICAL TUBING Drawn Over Mandrel (DOM) 3-15 Cold Drawn Seamless (CDS) 3-15 Hot Rolled Seamless (HRS) 3-15 Electric Resistance Welded (ERW) 3-15 Seamless 4130/4140
EXPERIMENTAL EVALUATION OF RBD PALM OLEIN AS LUBRICANT IN COLD METAL FORMING
 Jurnal Mekanikal December 2010, No. 31, 1-10 EXPERIMENTAL EVALUATION OF RBD PALM OLEIN AS LUBRICANT IN COLD METAL FORMING S. Syahrullail *1, S. Kamitani 2 and K. Nakanishi 2 1 Faculty of Mechanical Engineering,
Jurnal Mekanikal December 2010, No. 31, 1-10 EXPERIMENTAL EVALUATION OF RBD PALM OLEIN AS LUBRICANT IN COLD METAL FORMING S. Syahrullail *1, S. Kamitani 2 and K. Nakanishi 2 1 Faculty of Mechanical Engineering,
Pipe & Tube Nashville Optimizing operations through continuous improvement. The metallurgical benefits of cold rolling high performance alloys
 Pipe & Tube Nashville 2012 Optimizing operations through continuous improvement The metallurgical benefits of cold rolling high performance alloys instead of cold drawing to manufacture thin wall tubing
Pipe & Tube Nashville 2012 Optimizing operations through continuous improvement The metallurgical benefits of cold rolling high performance alloys instead of cold drawing to manufacture thin wall tubing
It is our intent to always maintain the highest level of quality metals obtainable from our mill sources.
 This stock catalog contains the sizes, weights and descriptions of all standard Steel, Brass, Bronze and Dura-Bar Cast Iron items that are available from stock for immediate delivery. However, new items
This stock catalog contains the sizes, weights and descriptions of all standard Steel, Brass, Bronze and Dura-Bar Cast Iron items that are available from stock for immediate delivery. However, new items
Application of The Finite Volume Method to Upset Forging of Cylinders. Introduction. Nomenclature. Arjaan J. Buijk
 Arjaan J. Buijk Manufacturing Division MSC.Software Corporation arjaan.buijk@mscsoftware.com Presented at: Forging Fair 2000 April 13, 2000 Columbus, Ohio Application of The Finite Volume Method to Upset
Arjaan J. Buijk Manufacturing Division MSC.Software Corporation arjaan.buijk@mscsoftware.com Presented at: Forging Fair 2000 April 13, 2000 Columbus, Ohio Application of The Finite Volume Method to Upset
Mold Design. 12. Mold Materials. Bong-Kee Lee School of Mechanical Engineering Chonnam National University
 12. Mold Materials Bong-Kee Lee Chonnam National University Mold Materials easy toolmaking good performance during production good machining properties ease of hear treatment where hardening is required
12. Mold Materials Bong-Kee Lee Chonnam National University Mold Materials easy toolmaking good performance during production good machining properties ease of hear treatment where hardening is required
Hull and machinery steel forgings
 (1978) (Rev.1 1980) (Rev.2 July 2002) (Rev.3 May 2004) Hull and machinery steel forgings.1 Scope.1.1 These requirements are applicable to steel forgings intended for hull and machinery applications such
(1978) (Rev.1 1980) (Rev.2 July 2002) (Rev.3 May 2004) Hull and machinery steel forgings.1 Scope.1.1 These requirements are applicable to steel forgings intended for hull and machinery applications such
PUNCH FORCE BEHAVIOR DURING MICRO V-BENDING PROCESS OF THE COPPER FOIL
 International Journal of Technology (017) 7: 1314-130 ISSN 086-9614 IJTech 017 PUNCH FORCE BEHAVIOR DURING MICRO V-BENDING PROCESS OF THE COPPER FOIL Gandjar Kiswanto 1*, Aida Mahmudah 1,, Dedi Priadi
International Journal of Technology (017) 7: 1314-130 ISSN 086-9614 IJTech 017 PUNCH FORCE BEHAVIOR DURING MICRO V-BENDING PROCESS OF THE COPPER FOIL Gandjar Kiswanto 1*, Aida Mahmudah 1,, Dedi Priadi
HOW TO BUY FORGINGS. The Design Conference
 HOW TO BUY FORGINGS Close cooperation between buyers and producers of forgings has always been a vital part of achieving the best possible product at the lowest possible cost. With major advances in forging
HOW TO BUY FORGINGS Close cooperation between buyers and producers of forgings has always been a vital part of achieving the best possible product at the lowest possible cost. With major advances in forging
Lecture 9 - Manufacturing in Engineering
 Introduction Dr. Carolyn Skurla Speaking Slide 2 Process Selection Choice depends on: The material from which the component is to be made. The size, shape, and dimension tolerances for the component. The
Introduction Dr. Carolyn Skurla Speaking Slide 2 Process Selection Choice depends on: The material from which the component is to be made. The size, shape, and dimension tolerances for the component. The
Effects of TiCN Composite Die with Low Thermal Conductivity on Hot Forging Performances
 Journal of Mechanics Engineering and Automation 6 (216) 59-65 doi: 1.17265/2159-5275/216.2.1 D DAVID PUBLISHING Effects of TiCN Composite Die with Low Thermal Conductivity on Hot Forging Performances Ryo
Journal of Mechanics Engineering and Automation 6 (216) 59-65 doi: 1.17265/2159-5275/216.2.1 D DAVID PUBLISHING Effects of TiCN Composite Die with Low Thermal Conductivity on Hot Forging Performances Ryo
Technologies for Process Design of Titanium Alloy Forging for Aircraft Parts
 Technologies for Process Design of Titanium Alloy Forging for Aircraft Parts Takashi CHODA *1, Dr. Hideto OYAMA *2, Shogo MURAKAMI *3 *1 Titanium Research & Development Section, Titanium Div., Iron & Steel
Technologies for Process Design of Titanium Alloy Forging for Aircraft Parts Takashi CHODA *1, Dr. Hideto OYAMA *2, Shogo MURAKAMI *3 *1 Titanium Research & Development Section, Titanium Div., Iron & Steel
Computer Simulation of Forging Using the Slab Method Analysis
 International Journal of Scientific & Engineering Research Volume 2, Issue 6, June-2011 1 Computer Simulation of Forging Using the Slab Method Analysis S. B. Mehta, D. B. Gohil Abstract Forging is a very
International Journal of Scientific & Engineering Research Volume 2, Issue 6, June-2011 1 Computer Simulation of Forging Using the Slab Method Analysis S. B. Mehta, D. B. Gohil Abstract Forging is a very
THE ANALYSIS OF FORGING INCONEL 718 ALLOY. Aneta ŁUKASZEK-SOŁEK, Janusz KRAWCZYK, Piotr BAŁA, Marek WOJTASZEK
 THE ANALYSIS OF FORGING INCONEL 718 ALLOY Aneta ŁUKASZEK-SOŁEK, Janusz KRAWCZYK, Piotr BAŁA, Marek WOJTASZEK AGH University of Science and Technology, 30-059 Krakow, 30 Mickiewicza Av., e-mail address:
THE ANALYSIS OF FORGING INCONEL 718 ALLOY Aneta ŁUKASZEK-SOŁEK, Janusz KRAWCZYK, Piotr BAŁA, Marek WOJTASZEK AGH University of Science and Technology, 30-059 Krakow, 30 Mickiewicza Av., e-mail address:
Joining. 10. Tool Design for Joining. Joining. Joining. Physical Joining. Physical Joining
 Joining 10. Tool Design for Joining Nageswara Rao Posinasetti The joining processes are generally divided into two classes: mechanical and physical. Mechanical joining does not ordinarily involve changes
Joining 10. Tool Design for Joining Nageswara Rao Posinasetti The joining processes are generally divided into two classes: mechanical and physical. Mechanical joining does not ordinarily involve changes
Material flow analysis for hot-forming of 20MnCr5 gear wheel blanks
 IDE 2008, Bremen, Germany, September 17 th 19 th, 2008 77 Material flow analysis for hot-forming of 20MnCr5 gear wheel blanks Rüdiger Rentsch Foundation Institute of Materials Science (IWT), Badgasteinerstr.
IDE 2008, Bremen, Germany, September 17 th 19 th, 2008 77 Material flow analysis for hot-forming of 20MnCr5 gear wheel blanks Rüdiger Rentsch Foundation Institute of Materials Science (IWT), Badgasteinerstr.
Mechanical behavior of crystalline materials - Stress Types and Tensile Behaviour
 Mechanical behavior of crystalline materials - Stress Types and Tensile Behaviour 3.1 Introduction Engineering materials are often found to posses good mechanical properties so then they are suitable for
Mechanical behavior of crystalline materials - Stress Types and Tensile Behaviour 3.1 Introduction Engineering materials are often found to posses good mechanical properties so then they are suitable for
AISI A2 Cold work tool steel
 T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
AISI D2 Cold work tool steel
 T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
LINEAR HAMMER IN FORGING
 LINEAR HAMMER IN FORGING THE MOST PRECISE ENERGY APPLICATION. LINEAR HAMMER IN FORGING. Linear hammer used for forging. LINEAR HAMMER IN FORGING Schuler forging. System solutions from Schuler offer customers
LINEAR HAMMER IN FORGING THE MOST PRECISE ENERGY APPLICATION. LINEAR HAMMER IN FORGING. Linear hammer used for forging. LINEAR HAMMER IN FORGING Schuler forging. System solutions from Schuler offer customers
ERC/NSM Activities. Research for Industry and Government
 / Activities Research for Industry and Government Stamping Hydroforming Machining Forging / Activities in Tube Hydroforming 1. Materials Determination of material flow stress data for tubular materials
/ Activities Research for Industry and Government Stamping Hydroforming Machining Forging / Activities in Tube Hydroforming 1. Materials Determination of material flow stress data for tubular materials
Standard Test Methods for Tension Testing of Metallic Materials 1
 Designation: E8/E8M 16a American Association State Highway and Transportation Officials Standard AASHTO No.: T68 An American National Standard Standard Test Methods for Tension Testing of Metallic Materials
Designation: E8/E8M 16a American Association State Highway and Transportation Officials Standard AASHTO No.: T68 An American National Standard Standard Test Methods for Tension Testing of Metallic Materials
Plastic deformation analysis of wear on insert component and die service life in hot forging process
 Indian Journal of Engineering & Materials Sciences Vol. 22, December 2015, pp. 686-692 Plastic deformation analysis of wear on insert component and die service life in hot forging process R Rajiev a *
Indian Journal of Engineering & Materials Sciences Vol. 22, December 2015, pp. 686-692 Plastic deformation analysis of wear on insert component and die service life in hot forging process R Rajiev a *
Design and Analysis of a Connecting Rod
 Design and Analysis of a Connecting Rod Sebastian Antony, Arjun A., Shinos T. K B.Tech. Mechanical Dept. Muthoot Institute of Technology and Science Ernakulam, India Abstract The main function of a connecting
Design and Analysis of a Connecting Rod Sebastian Antony, Arjun A., Shinos T. K B.Tech. Mechanical Dept. Muthoot Institute of Technology and Science Ernakulam, India Abstract The main function of a connecting
Numerical investigation of manufacturing hollow preforms by combining the processes backward cup extrusion and piercing
 MATEC Web of Conferences 80, Numerical investigation of manufacturing hollow preforms by combining the processes backward cup extrusion and piercing Robinson Henry 1,a and Mathias Liewald 1 1 Institute
MATEC Web of Conferences 80, Numerical investigation of manufacturing hollow preforms by combining the processes backward cup extrusion and piercing Robinson Henry 1,a and Mathias Liewald 1 1 Institute
Arch. Metall. Mater. 62 (2017), 2B,
, 2B,") Arch. Metall. Mater. 62 (2017), 2B, 1319-1323 DOI: 10.1515/amm-2017-0201 C.K. LEE*, Y.C. KIM** # A STUDY ON CHANGES IN THICKNESS OF STS304 MATERIAL IN THE PROGRESSIVE DRAWING PROCESS In the drawing process,
Arch. Metall. Mater. 62 (2017), 2B, 1319-1323 DOI: 10.1515/amm-2017-0201 C.K. LEE*, Y.C. KIM** # A STUDY ON CHANGES IN THICKNESS OF STS304 MATERIAL IN THE PROGRESSIVE DRAWING PROCESS In the drawing process,
Roll Bonding or Roll Welding
 1 2 3 4 Roll Bonding or Roll Welding The pressure required for welding is applied through a pair of rolls Can be performed hot (Hot Roll Bonding) Surface preparation is important for interfacial bonding
1 2 3 4 Roll Bonding or Roll Welding The pressure required for welding is applied through a pair of rolls Can be performed hot (Hot Roll Bonding) Surface preparation is important for interfacial bonding
Chapter 18: Powder Metallurgy
 Chapter 18: Powder Metallurgy ผ ช วยศาสตราจารย เร อโท ดร. สมญา ภ นะยา Reference: DeGarmo s Materials and Processes in Manufacturing 18.1 Introduction Powder metallurgy is the name given to the process
Chapter 18: Powder Metallurgy ผ ช วยศาสตราจารย เร อโท ดร. สมญา ภ นะยา Reference: DeGarmo s Materials and Processes in Manufacturing 18.1 Introduction Powder metallurgy is the name given to the process
Standard Test Methods for Tension Testing of Metallic Materials 1
 Designation: E8 04 An American National Standard American Association State Highway and Transportation Officials Standard AASHTO No.: T68 Standard Test Methods for Tension Testing of Metallic Materials
Designation: E8 04 An American National Standard American Association State Highway and Transportation Officials Standard AASHTO No.: T68 Standard Test Methods for Tension Testing of Metallic Materials
Processing of Metal Powders
 Chapter 17 Processing of Metal Powders QUALITATIVE PROBLEMS 17.15 Why is there density variation in the compacting of powders? How is it reduced? The main reason for density variation in compacting of
Chapter 17 Processing of Metal Powders QUALITATIVE PROBLEMS 17.15 Why is there density variation in the compacting of powders? How is it reduced? The main reason for density variation in compacting of
Committed to total customer satisfaction.
 Committed to total customer satisfaction. Dear Friends, Welcome to our new and greatly improved buyers guide and reference book. We ve expended a great deal of time and energy to make this more than just
Committed to total customer satisfaction. Dear Friends, Welcome to our new and greatly improved buyers guide and reference book. We ve expended a great deal of time and energy to make this more than just
Steel Forgings: Design, Production, Selection, Testing, and Application. Edward G. Nisbett. ASTM Stock No. MNL53
 Steel Forgings: Design, Production, Selection, Testing, and Application Edward G. Nisbett ASTM Stock No. MNL53 INTERNATIONAL Standards Worldwide ASTM International 100 Barr Harbor Drive PO Box C700 West
Steel Forgings: Design, Production, Selection, Testing, and Application Edward G. Nisbett ASTM Stock No. MNL53 INTERNATIONAL Standards Worldwide ASTM International 100 Barr Harbor Drive PO Box C700 West
NEW DEVELOPMENTS IN SHEET METAL FORMING
 NEW DEVELOPMENTS IN SHEET METAL FORMING Taylan Altan Center for Precision Forming - CPF The Ohio State University Columbus, OH https://ercnsm.osu.edu / https://cpf.osu.edu Overview of CPF activities November
NEW DEVELOPMENTS IN SHEET METAL FORMING Taylan Altan Center for Precision Forming - CPF The Ohio State University Columbus, OH https://ercnsm.osu.edu / https://cpf.osu.edu Overview of CPF activities November
Tolerances for Elbows, Bends and Tube Coils
 Index 1. Intention 2. Fields of Application 3. Definition of Terms 4. Dimensions 5. Angles 6. Corrugation Formation 7. Out-of-Roundness 8. Wall Thickness 9. Tolerances for Elbows Manufactured according
Index 1. Intention 2. Fields of Application 3. Definition of Terms 4. Dimensions 5. Angles 6. Corrugation Formation 7. Out-of-Roundness 8. Wall Thickness 9. Tolerances for Elbows Manufactured according
STRENGTH OF MATERIALS laboratory manual
 STRENGTH OF MATERIALS laboratory manual By Prof. Shaikh Ibrahim Ismail M.H. Saboo Siddik College of Engineering, MUMBAI TABLE OF CONTENT Sr. No. Title of Experiment page no. 1. Study of Universal Testing
STRENGTH OF MATERIALS laboratory manual By Prof. Shaikh Ibrahim Ismail M.H. Saboo Siddik College of Engineering, MUMBAI TABLE OF CONTENT Sr. No. Title of Experiment page no. 1. Study of Universal Testing
Section 906. STRUCTURAL STEEL
 906.01 Section 906. STRUCTURAL STEEL 906.01. General Requirements. Finished rolled shapes must be free from imperfections that affect strength and durability in accordance with ASTM A 6. Rolled shapes
906.01 Section 906. STRUCTURAL STEEL 906.01. General Requirements. Finished rolled shapes must be free from imperfections that affect strength and durability in accordance with ASTM A 6. Rolled shapes
Keywords: Warm Forming, Warm Temperature, Plasticity, Forgeability, Pressure test, Simulation
 1 Slovak University of Technology in Bratislava, Faculty of Material Science and Technology in Trnava, Institute of Production Technologies, Slovak Republic Abstract. Warm forming is most commonly used
1 Slovak University of Technology in Bratislava, Faculty of Material Science and Technology in Trnava, Institute of Production Technologies, Slovak Republic Abstract. Warm forming is most commonly used
a h a l l m a r k o f q u a l i t y
 Premium hot-work tool steels a h a l l m a r k o f q u a l i t y s u r v e y o f h o t - w o r k s t e e l s Martensitic steels AISI Reference analysis Assupplied C Si Mn Cr Mo Ni V Co W Nb condition HB
Premium hot-work tool steels a h a l l m a r k o f q u a l i t y s u r v e y o f h o t - w o r k s t e e l s Martensitic steels AISI Reference analysis Assupplied C Si Mn Cr Mo Ni V Co W Nb condition HB
Ring-Rolling Design of Yaw Ring for Wind Turbines
 Met. Mater. Int., Vol. 0, No. 3 (014), pp. 51~56 doi: 10.1007/s1540-014-3017- Ring-Rolling Design of Yaw Ring for Wind Turbines Jong-Taek Yeom 1, *, Jeoung Han Kim 1, Jae-Keun Hong 1, Jin Mo Lee, Kook
Met. Mater. Int., Vol. 0, No. 3 (014), pp. 51~56 doi: 10.1007/s1540-014-3017- Ring-Rolling Design of Yaw Ring for Wind Turbines Jong-Taek Yeom 1, *, Jeoung Han Kim 1, Jae-Keun Hong 1, Jin Mo Lee, Kook
DESIGN OF A CROSS SECTION REDUCTION EXTRUSION TOOL FOR SQUARE BARS
 DESIGN OF A CROSS SECTION REDUCTION EXTRUSION TOOL FOR SQUARE BARS A Thesis by BOLARINWA O. ONIPEDE Submitted to the Office of Graduate Studies of Texas A&M University in partial fulfillment of the requirements
DESIGN OF A CROSS SECTION REDUCTION EXTRUSION TOOL FOR SQUARE BARS A Thesis by BOLARINWA O. ONIPEDE Submitted to the Office of Graduate Studies of Texas A&M University in partial fulfillment of the requirements
LD21 NEW MATERIALS FOR LARGE-CALIBER ROTATING BANDS FOR HIGH CHARGES. M. Schupfer1, K. Steinhoff2, R. Röthlisberger1 1.
 LD21 19th International Symposium of Ballistics, 7 11 May 2001, Interlaken, Switzerland NEW MATERIALS FOR LARGE-CALIBER ROTATING BANDS FOR HIGH CHARGES M. Schupfer1, K. Steinhoff2, R. Röthlisberger1 1
LD21 19th International Symposium of Ballistics, 7 11 May 2001, Interlaken, Switzerland NEW MATERIALS FOR LARGE-CALIBER ROTATING BANDS FOR HIGH CHARGES M. Schupfer1, K. Steinhoff2, R. Röthlisberger1 1
WEAR AND BLANKING PERFORMANCE OF AlCrN PVD-COATED PUNCHES
 Materials Science, Vol. 48, No. 4, January, 2013 (Ukrainian Original Vol. 48, No. 4, July August, 2012) WEAR AND BLANKING PERFORMANCE OF AlCrN PVD-COATED PUNCHES M. Çöl, 1 D. Kir, 2 and E. Erişir 1,3 Blanking
Materials Science, Vol. 48, No. 4, January, 2013 (Ukrainian Original Vol. 48, No. 4, July August, 2012) WEAR AND BLANKING PERFORMANCE OF AlCrN PVD-COATED PUNCHES M. Çöl, 1 D. Kir, 2 and E. Erişir 1,3 Blanking
MECHANICS OF MATERIALS
 Lecture Notes: Dr. Hussam A. Mohammed Al- Mussiab Technical College Ferdinand P. Beer, E. Russell Johnston, Jr., and John T. DeWolf Introduction Concept of Stress The main objective of the study of mechanics
Lecture Notes: Dr. Hussam A. Mohammed Al- Mussiab Technical College Ferdinand P. Beer, E. Russell Johnston, Jr., and John T. DeWolf Introduction Concept of Stress The main objective of the study of mechanics
1. Consider the following stress-strain responses of metallic materials:
 TECNOLOGIA MECÂNICA Mestrado em Engenharia de Materiais January 3, 2015 Number: Name: 1. Consider the following stress-strain responses of metallic materials: Y Load Unload Y E Load E Unload Y (1) (2)
TECNOLOGIA MECÂNICA Mestrado em Engenharia de Materiais January 3, 2015 Number: Name: 1. Consider the following stress-strain responses of metallic materials: Y Load Unload Y E Load E Unload Y (1) (2)
UHS Ultra High-strength Seamless, Hot Rolled Hollow Sections from ISMT
 UHS Ultra High-strength Seamless, Hot Rolled Hollow Sections from ISMT UHS Ultra High strength, Seamless, Hot Rolled Hollow Sections from ISMT (conforming to EN 10210) Widen your possibilities Modern architectural
UHS Ultra High-strength Seamless, Hot Rolled Hollow Sections from ISMT UHS Ultra High strength, Seamless, Hot Rolled Hollow Sections from ISMT (conforming to EN 10210) Widen your possibilities Modern architectural
TOOL AND DIE STEELS. Ameralloy -7 Ameralloy -13 Ameralloy -20 Amera-Mold Ameralloy -6 Ameralloy -FH Ameralloy High Speed-2 Ameralloy-T Durelloy-PM
 TOOL AND DIE STEELS Ameralloy Oil Ameralloy Air Ameralloy -0 Ameralloy D- Amera-Graf Ameralloy W & W Ameralloy Drill Rods Ameralloy Precision Flat Ground Ameralloy - Ameralloy -7 Ameralloy - Ameralloy
TOOL AND DIE STEELS Ameralloy Oil Ameralloy Air Ameralloy -0 Ameralloy D- Amera-Graf Ameralloy W & W Ameralloy Drill Rods Ameralloy Precision Flat Ground Ameralloy - Ameralloy -7 Ameralloy - Ameralloy
CUTTING TOOL TECHNOLOGY
 CUTTING TOOL TECHNOLOGY Tool Life Tool Materials Tool Geometry Cutting Fluids Cutting Tool Technology Two principal aspects: 1. Tool material 2. Tool geometry Three Modes of Tool Failure Fracture failure
CUTTING TOOL TECHNOLOGY Tool Life Tool Materials Tool Geometry Cutting Fluids Cutting Tool Technology Two principal aspects: 1. Tool material 2. Tool geometry Three Modes of Tool Failure Fracture failure
Mathematical Modeling of Impulsive Forming Processes Using Various Energy Sources and Transmitting Medium
 Mathematical Modeling of Impulsive Forming Processes Using Various Energy Sources and Transmitting Medium A. Vovk 1, V. Vovk 1, V. Sabelkin 2, V. Taran 1 1 IFQ, Otto-Von-Guericke University, Universitaetsplatz
Mathematical Modeling of Impulsive Forming Processes Using Various Energy Sources and Transmitting Medium A. Vovk 1, V. Vovk 1, V. Sabelkin 2, V. Taran 1 1 IFQ, Otto-Von-Guericke University, Universitaetsplatz
Cast steel: Group of ASTM standards for steel castings and forgings
 Cast steel: Group of ASTM standards for steel castings and forgings Abstract: This group of ASTM specifications covers standard properties of steel and iron castings and forgings for valves, flanges, fittings,
Cast steel: Group of ASTM standards for steel castings and forgings Abstract: This group of ASTM specifications covers standard properties of steel and iron castings and forgings for valves, flanges, fittings,
COPPER PRODUCTS. 145 COPPER PRODUCTS Half Hard Tellurium Rounds
 COPPER PRODUCTS 110 COPPER PRODUCTS Rounds... 12-2 Squares... 12-2 Flats - Square Edge...12-3 thru12-4 Flats - Full Round Edge (FRE)... 12-5 Cold Rolled Sheet... 12-6 110 Quarter Hard Copper Sheet... 12-6
COPPER PRODUCTS 110 COPPER PRODUCTS Rounds... 12-2 Squares... 12-2 Flats - Square Edge...12-3 thru12-4 Flats - Full Round Edge (FRE)... 12-5 Cold Rolled Sheet... 12-6 110 Quarter Hard Copper Sheet... 12-6
Study of Wear and Life Enhancement of Hot Forging Dies Using Finite Element Analysis
 , July 1-3, 2015, London, U.K. Study of Wear and Life Enhancement of Hot Forging Dies Using Finite Element Analysis Rachapol Iamtanomchai and Sasithon Bland * Abstract This work investigates the wear of
, July 1-3, 2015, London, U.K. Study of Wear and Life Enhancement of Hot Forging Dies Using Finite Element Analysis Rachapol Iamtanomchai and Sasithon Bland * Abstract This work investigates the wear of
Alloy Design and Innovative Manufacturing Technology of High-Strength Ni-base Wrought Alloy for Efficiency Improvement in Thermal Power Plants
 Alloy Design and Innovative Manufacturing Technology of High-Strength Ni-base Wrought Alloy for Efficiency Improvement in Thermal Power Plants 32 SHINYA IMANO *1 JUN SATO *2 HIRONORI KAMOSHIDA *2 TAKASHI
Alloy Design and Innovative Manufacturing Technology of High-Strength Ni-base Wrought Alloy for Efficiency Improvement in Thermal Power Plants 32 SHINYA IMANO *1 JUN SATO *2 HIRONORI KAMOSHIDA *2 TAKASHI
Special Steel Wire Rods for Cold Forging with High Property
 UDC 699. 14-426. 2 : 621. 735 Special Steel Wire Rods for Cold Forging with High Property Kiichiro TSUCHIDA* 1 Yasuhiro SHINBO* 1 Abstract The final uses of special steel bars and wire rods are mainly
UDC 699. 14-426. 2 : 621. 735 Special Steel Wire Rods for Cold Forging with High Property Kiichiro TSUCHIDA* 1 Yasuhiro SHINBO* 1 Abstract The final uses of special steel bars and wire rods are mainly
Theoretical study on Cold Open Die Forging Process Optimization for Multipass Workability
 Theoretical study on Cold Open Die Forging Process Optimization for Multipass Workability Ajitkumar Gaikwad 1-a, Shreyas Kirwai 1, Provat Koley 2, Dr. G. Balachandran 3 and Dr. Rajkumar Singh 1 1 Kalyani
Theoretical study on Cold Open Die Forging Process Optimization for Multipass Workability Ajitkumar Gaikwad 1-a, Shreyas Kirwai 1, Provat Koley 2, Dr. G. Balachandran 3 and Dr. Rajkumar Singh 1 1 Kalyani
CRIMP TOOLING WHERE FORM MEETS FUNCTION
 CRIMP TOOLING WHERE FORM MEETS FUNCTION The cost of quality can be expensive Introduction Quality, cost, and throughput are associated with specific measurements and linked to process variables. Crimp
CRIMP TOOLING WHERE FORM MEETS FUNCTION The cost of quality can be expensive Introduction Quality, cost, and throughput are associated with specific measurements and linked to process variables. Crimp
Stamping Basics. Fundamentals & Terminology
 Stamping Basics Fundamentals & Terminology 2 Introduction The Dayton Mission It is the mission of Dayton Progress Corporation to continue furnishing our customers with the highest quality information,
Stamping Basics Fundamentals & Terminology 2 Introduction The Dayton Mission It is the mission of Dayton Progress Corporation to continue furnishing our customers with the highest quality information,
Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties
 Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties Stainless steel describes a family of steels highly resistant to tarnishing and rusting that contain at least two
Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties Stainless steel describes a family of steels highly resistant to tarnishing and rusting that contain at least two
Chapter 4 Surfaces, Tribology, Dimensional Characteristics, Inspection and Product Quality Assurance
 Chapter 4 Surfaces, Tribology, Dimensional Characteristics, Inspection and Product Quality Assurance Cross-Section of Metal Surface FIGURE 4.1 Schematic illustration of the cross-section of the surface
Chapter 4 Surfaces, Tribology, Dimensional Characteristics, Inspection and Product Quality Assurance Cross-Section of Metal Surface FIGURE 4.1 Schematic illustration of the cross-section of the surface
CARBON STEEL BARS HOT ROLLED
 CARBON STEEL BARS HOT ROLLED Grade Description...3-2 Rounds...3-3 thru 3-4 Strip...3-5 Flats (A-36)...3-6 thru 3-8 (M1044)...3-9 Squares...3-9 Reinforcing Bars...3-10 Reinforcing Mesh...3-10 TOLERANCES...3-11
CARBON STEEL BARS HOT ROLLED Grade Description...3-2 Rounds...3-3 thru 3-4 Strip...3-5 Flats (A-36)...3-6 thru 3-8 (M1044)...3-9 Squares...3-9 Reinforcing Bars...3-10 Reinforcing Mesh...3-10 TOLERANCES...3-11
Special Bar Quality Steel:
 Special Bar Quality Steel: Helping Customers Push the Bounds of What s Possible TimkenSteel is a leading special bar quality (SBQ) steel maker of small, intermediate and large bars up to 16" (406 mm) in
Special Bar Quality Steel: Helping Customers Push the Bounds of What s Possible TimkenSteel is a leading special bar quality (SBQ) steel maker of small, intermediate and large bars up to 16" (406 mm) in
TOOL STEEL SUPER SQUARE HEAT TREATING Notes thru TOOL WRAP GRADE AVAILABILITY
 TOOL STEEL COLD WORK TECHNICAL INFORMATION AISI A2... 14-2 AISI A6... 14-3 AISI D2... 14-4 AISI DC53... 14-5 AISI O1... 14-6 AISI O6... 14-7 AISI L6... 14-8 AISI S5... 14-9 AISI S7... 14-10 AISI S7 ESR...14-11
TOOL STEEL COLD WORK TECHNICAL INFORMATION AISI A2... 14-2 AISI A6... 14-3 AISI D2... 14-4 AISI DC53... 14-5 AISI O1... 14-6 AISI O6... 14-7 AISI L6... 14-8 AISI S5... 14-9 AISI S7... 14-10 AISI S7 ESR...14-11