New Test Part for Ultrasonic Welding Characterization
|
|
|
- Brice Stafford
- 5 years ago
- Views:
Transcription

1 New Test Part for Ultrasonic Welding Characterization Ken Holt, Leo Klinstein, Miranda Marcus Dukane IAS St. Charles, IL Loc Nguyen Northern Illinois University, DeKalb IL UIA 2013 Orlando April 22 nd 2013
2 Agenda ISTeP Description I-Beam Description DOE Test results and analysis Summary Future improvements Dukane iq Servo Welder overview
3 ISTeP
4 ISTeP
5 AWS I-Beam
6 AWS I-Beam
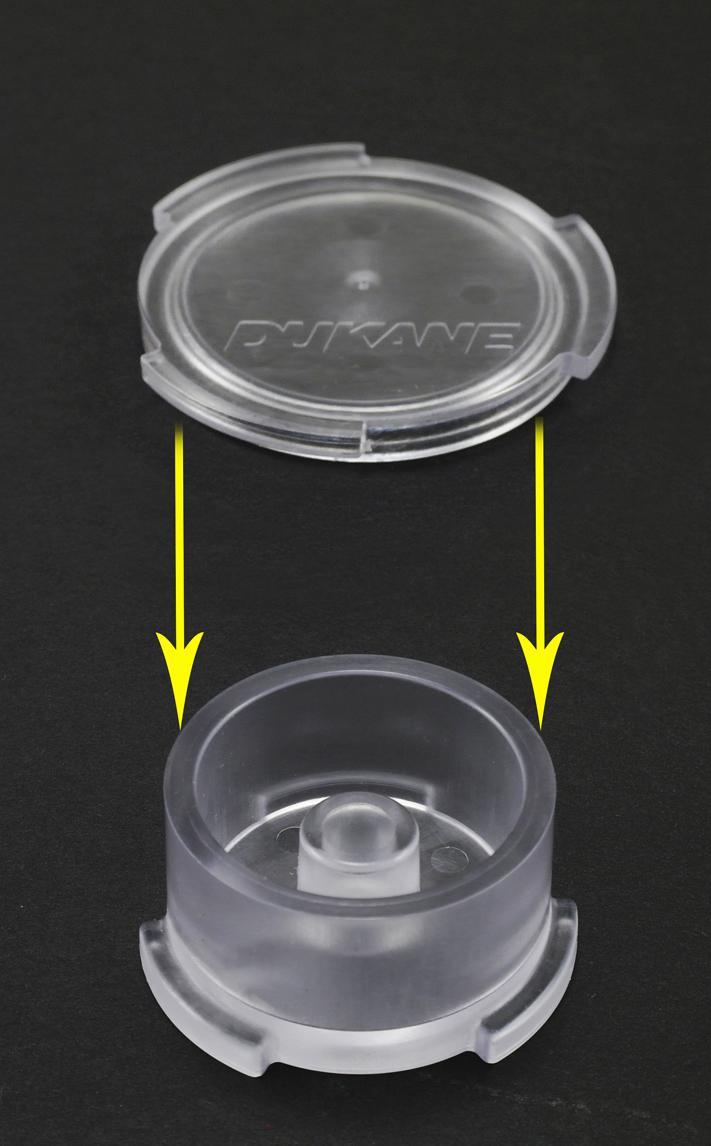
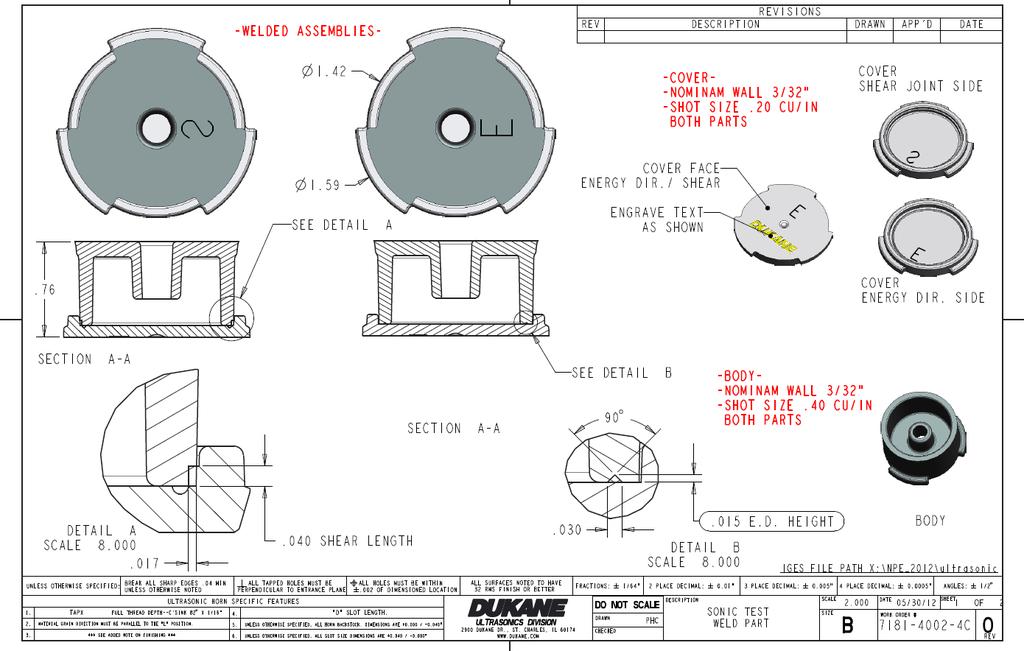
7 Dukane Announces ISTeP an Advanced Test Part! Dukane Corporation has taken a significant step to improve the ultrasonic industry s standard test part. We are calling it the ISTeP Industrial Standard Test Part. It is two-piece cylindrical part used to test a variety of welded parts characteristics. With ISTeP ultrasonic weld quality can be determined with enhanced confidence. Outside the I-Beam By rethinking the design of the existing industry standard part (I-Beam)currently used for testing, it became clear there was room for improvement. Consider ISTeP s cylindrical shape.
8 ISTeP Dukane s investment in the development of a better industry standard test part included a fresh part design and also production of a quality injection mold. The ISTeP team created the mold so that gates and knits insured a uniform mold fill, especially in the joint area. There are three joint design options 60 or 90 energy directors, and a standard shear joint. In addition, the mold has inserts for the joint area. These allow for additional options manufacturers and designers may bring in the future that are unique to their weld joint specifications. Pressure/Burst/Leak Testing - An integral port in ISTeP s lower portion makes it easy to insert an air tube for a variety of checks that can be made.
9 ISTeP Pull Testing is simplified by the use of ISTep s unique tabs, three on the top piece, and three on the lower portion. The tabs help reduce time spent assembling the test part into it s pull test fixture. Bond strength of different plastic resins can be compared - polycarbonate vs. ABS as an example. When parts come apart under testing, they will do so avoiding the so-called zipper effect that was previously common.
10 ISTeP Testing Weld Processes and Features Welding methods each have their distinct advantages. To find which combination of process and features work best, ISTeP could be used with pneumatic and servo welders, using features such as amplitude profiling or Melt-Match technology, for instance. Dukane s enhanced iq Series generators and software are available to provide even more versatility and possibility to make the testing process complete and comprehensive. Mold Availability ISTeP s injection mold is available from Dukane for firms interested in obtaining test parts molded in their resin of choice. Dukane Corporation offers expertise and know-how for your application.
11 DOE Design of Experiment The same 20 khz iq Servo Driven Press system is used O-Ring Booster and Resonant mount Boosters were tested Horns for I-Beam and ISTeP have similar gain amplitude for both parts was very close Same weld set-up parameters were used to weld both part in sets 1, 2 and 3. Deeper collapsed distance was used for ISTeP in set # 4 to accommodate part s taller Energy Director Parts were measured before and after the weld and the difference was calculated (actual collapsed distance). This value was then compared against the welder readings The same pull test fixture was used with part holders that were made to match ISTeP and I-Beam respectively ISTeP Lexan12R; I-Beam Lexan141 similar properties

12 Photo from a microscope ISTeP Energy Director

13 Ultrasonic Welding Joints Energy Director W A B Dimension General Guidelines W Wall Thickness Minimum 0.090" B Energy Director Base Width W/4 to W/5 A Energy Director Height B/2 or 0.866B E Energy Director Angle 60 or 90

14 Typical Energy Director Unwelded Unwelded End of E/D

15 Typical Energy Director Welded Welded End of E/D

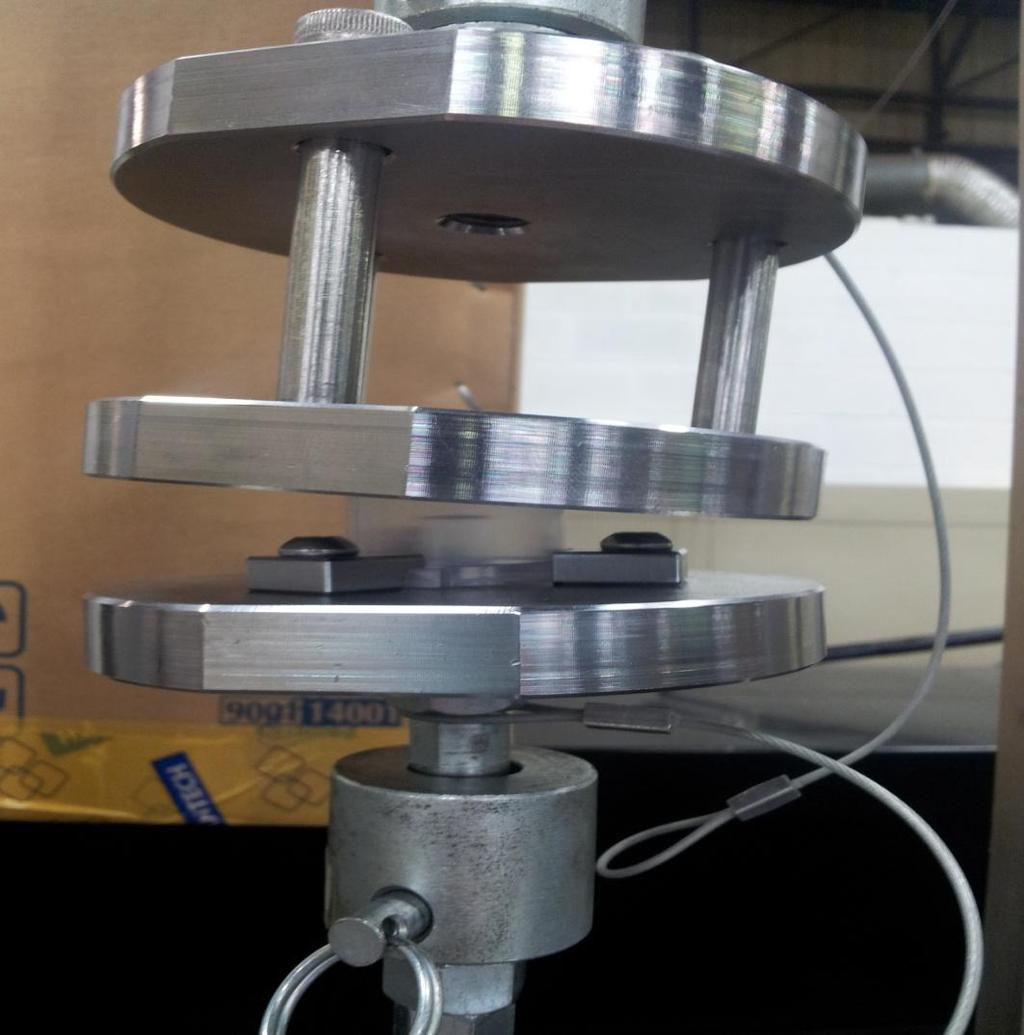
16 DOE ISTeP Pull Test Fixture


17 DOE I-Beam Pull Test Fixture

18 DOE I-Beam Welding Setup

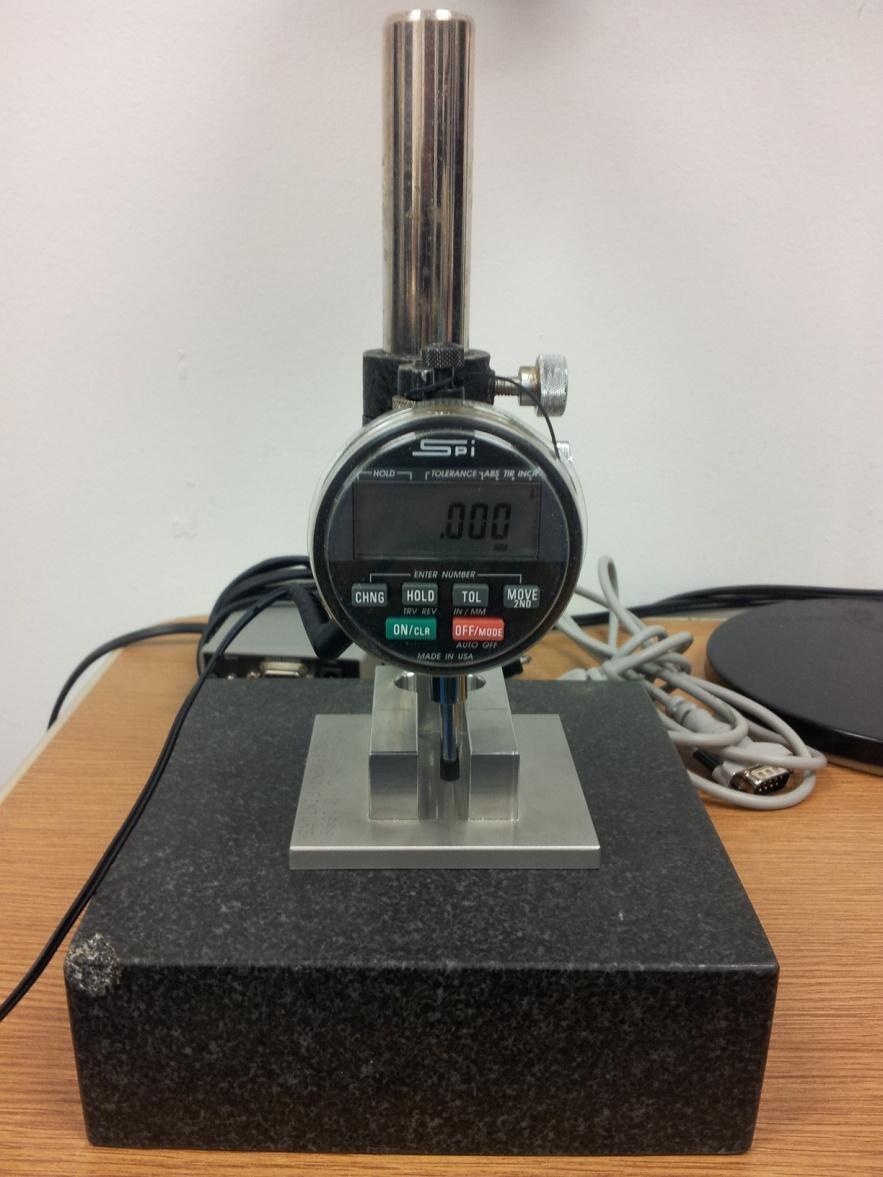
19 DOE I-Beam Height Measurement Fixture

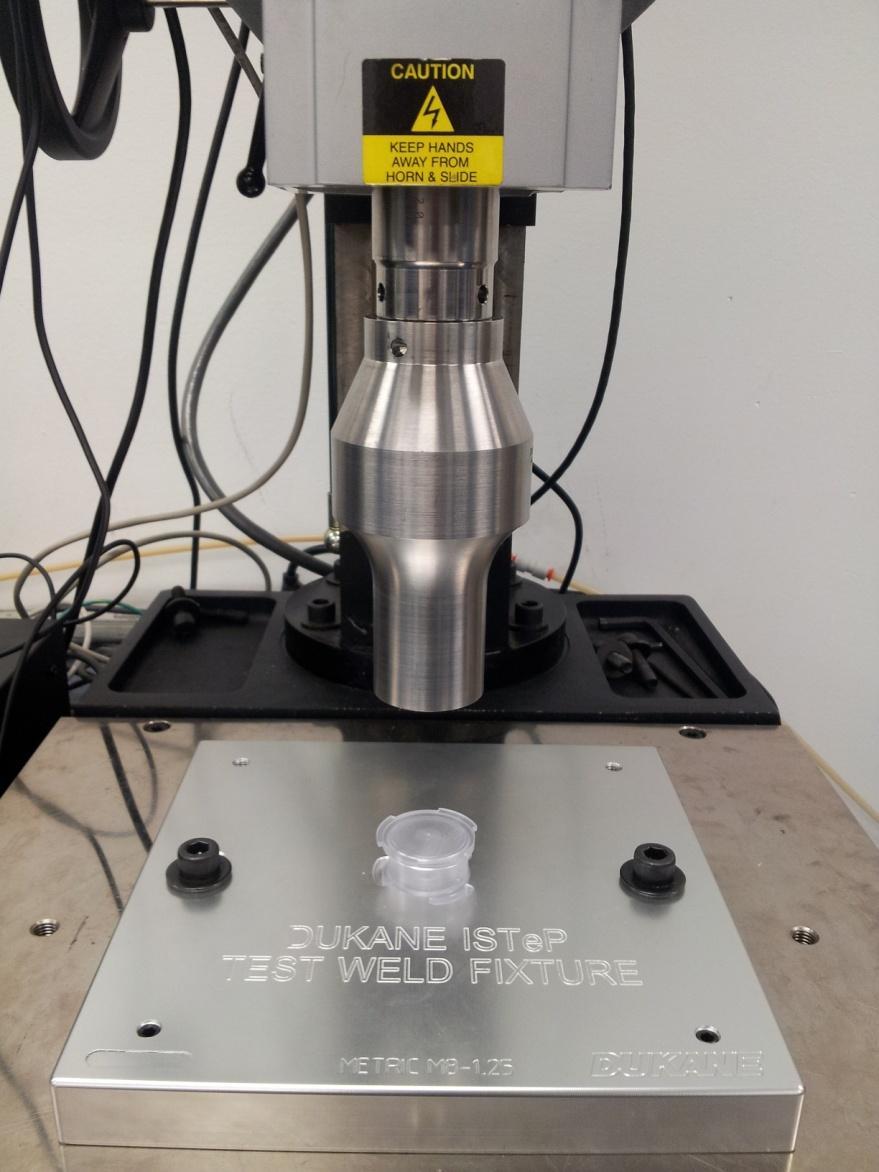
20 DOE ISTeP Welding Setup
21 DOE Welding Setup Parameters I-Beam Set # 1, 2 Servo Press With O-Ring Booster Trigger Type Force Trigger Force N Sensing Start Position mm Sensing Speed mm/s Weld Settings Weld Method Distance mm Enable Melt Detect Enabled After Force Drops By 10 % Weld Motion Control Speed mm/s Weld Amplitude 100 % Hold Settings Dynamic Hold Method Distance mm Hold Constant Speed mm/s Max Hold Time s Static Hold Method Time s Travel Limit mm
22 DOE Welding Setup Parameters ISTeP Set # 1, 2 Servo Press With O-Ring Booster Trigger Type Force Trigger Force N Sensing Start Position mm Sensing Speed mm/s Weld Settings Weld Method Distance mm Enable Melt Detect Enabled After Force Drops By 10 % Weld Motion Control Speed mm/s Weld Amplitude 100 % Hold Settings Dynamic Hold Method Distance mm Hold Constant Speed mm/s Max Hold Time s Static Hold Method Time s Travel Limit mm
23 DOE Welding Setup Parameters I-Beam Set # 3 Servo Press With O-Ring Booster Trigger Type Force Trigger Force N Sensing Start Position mm Sensing Speed mm/s Weld Settings Weld Method Distance mm Enable Melt Detect Enabled After Force Drops By 5 % Weld Motion Control Speed mm/s Weld Amplitude 90 % Hold Settings Dynamic Hold Method Distance mm Hold Constant Speed mm/s Max Hold Time s Static Hold Method Time s Travel Limit mm
24 DOE Welding Setup Parameters ISTeP Set # 3 Servo Press With Resonant Booster Trigger Type Force Trigger Force N Sensing Start Position mm Sensing Speed mm/s Weld Settings Weld Method Distance mm Enable Melt Detect Enabled After Force Drops By 5 % Weld Motion Control Speed mm/s Weld Amplitude 90 % Hold Settings Dynamic Hold Method Distance mm Hold Constant Speed mm/s Max Hold Time s Static Hold Method Time s Travel Limit mm
25 DOE Welding Setup Parameters I-Beam Set # 4 Servo Press With Resonant Booster Trigger Type Force Trigger Force N Sensing Start Position mm Sensing Speed mm/s Weld Settings Weld Method Distance mm Enable Melt Detect Enabled After Force Drops By 5 % Weld Motion Control Speed mm/s Weld Amplitude 90 % Hold Settings Dynamic Hold Method Distance mm Hold Constant Speed mm/s Max Hold Time s Static Hold Method Time s Travel Limit mm
26 DOE Welding Setup Parameters ISTeP Set # 4 Servo Press With Resonant Booster Trigger Type Force Trigger Force N Sensing Start Position mm Sensing Speed mm/s Weld Settings Weld Method Distance mm Enable Melt Detect Enabled After Force Drops By 5 % Weld Motion Control Speed mm/s Weld Amplitude 90 % Hold Settings Dynamic Hold Method Distance mm Hold Constant Speed mm/s Max Hold Time s Static Hold Method Time s Travel Limit mm
27 ISTeP vs. I-Beam Weld Results Summary IStep_Set 1 (mm) Computer Data Difference Measured Pull Strength I-Beam_Set 1 (mm) Computer Data Difference Measured Pull Strength Before Welding After Welding Difference mm mm N Before Welding After Welding Difference mm mm N Average Std. Dev IStep_Set 2 (mm) Computer Data Difference Measured Pull Strength I-Beam_Set 2 (mm) Computer Data Difference Measured Pull Strength Before Welding After Welding Difference mm mm N Before Welding After Welding Difference mm mm N Average Std. Dev IStep_Set 3 (mm) Computer Data Difference Measured Pull Strength I-Beam_Set 3 (mm) Computer Data Difference Measured Pull Strength Before Welding After Welding Difference mm mm N Before Welding After Welding Difference mm mm N Average Std. Dev IStep_Set 4 (mm) Computer Data Difference Measured Pull Strength I-Beam_Set 4 (mm) Computer Data Difference Measured Pull Strength Before Welding After Welding Difference mm mm N Before Welding After Welding Difference mm mm N Average Std. Dev
28 ISTeP vs. I-Beam Weld Results Summary Set # 4 Force at Trigger Weld Time Weld Energy Weld Peak Power Weld Peak Force Weld Distance Hold Distance Weld + Hold Distance N sec J W N mm mm mm Average ISTeP Std. Dev Std. Dev % 0.28% 3.27% 5.42% 2.22% 1.76% 0.57% 3.42% 0.21% Average I-Beam Std. Dev Std. Dev % 0.15% 3.38% 5.66% 5.13% 21.57% 0.64% 3.38% 0.22%
29 Height Measurements ISTeP vs. I-Beam Weld Results Summary The ISTeP height measurements showed very consistent average and standard deviation from set to set. The I-Beam have showed less consistent averages from set to set and increasingly better standard deviation. In the set 1 the pre-welding height s standard deviation for the I-Beam parts were 4 times greater than for the ISTeP, in the last set it was only double. We believe that our operator has improved his consistency of assembling the I-Beam. This means that the I-Beam measurements have greater dependency on operator skill and are less accurate for short runs. The ISTeP showed consistently lower standard deviation for both pre and post weld measurements.
30 Weld Depth ISTeP vs. I-Beam Weld Results Summary In sets 1 & 2 both parts were measured to have less weld depth than was programmed (high compressibility in the O-Ring booster). In sets 3 and 4 the I-Beams had a greater measured weld depth than programmed. Both sets were welded with lower velocity, but set 3 used O-Ring and set 4 used Resonant booster. In sets 3 and 4 the I-Beams showed a closer correlation to programmed weld depth than the ISTeP parts The ISTeP parts showed the best match to the programmed weld depth in set 3. Set 4 had deeper weld, and therefore larger force and larger deflection in the booster.
31 Pull Strength ISTeP vs. I-Beam Weld Results Summary The I-Beam parts consistently showed greater pull force The ISTeP parts broke the part rather than the weld in many of the last set of samples Perhaps the pull features of the part should be modified? The ISTeP parts showed a standard deviation of pull force of 20%, the I-Beams had 34% Peak Power and Peak Force during welding The ISTeP had much more consistent results for sets 3 & 4, and higher average results Weld Energy Perhaps the weld strength would be greater if the pull features of the test part were modified? The ISTeP had greater values, but standard deviation was the same for both part styles.

32 ISTeP vs. I-Beam Weld Results Summary

33 ISTeP vs. I-Beam Weld Results Summary
34 ISTeP vs. I-Beam Weld Results Summary Our conclusion is that the ISTeP is a much more accurate and consistent part but we may need to improve the pull feature design to make it perform even better
35 ISTeP vs. I-Beam Future Development We will consider running similar tests with additional plastic materials We will consider optimizing ISTeP s pull features to make it perform even better We will investigate optimization of the weld parameters We will promote the usage of this parts by the industry and academia
36 Ultrasonic Welding Process Optimization Welder Control Features BASIC GOOD BETTER BEST Trigger Spring Spring Force xdcr Single Pressure X X Force X xdcr X Dual Pressure X X X Time X X X X Energy X X X Distance X X X Electronic Pressure X X Pressure Profile X Servo Weld speed profile Hydraulic Weld Speed Control X X Servo Weld speed profile Servo Speed Control Servo Weld speed profile Servo Speed Profile X Hold by Distance X X X Static Hold X Move after Force Drop (Melt- Detect) X

37 iq Servo Models 4/21/

38 Validation Calibration FDA compliant Simplified Validation Servo vs. pneumatic No operator controls - eliminates unauthorized machine adjustments All mechanical adjustments require tool. 4/21/
39 Developed and Manufactured by Dukane St. Charles, IL System Patents #7,475,801 - iq Generator #7,819,158 Servo packaging and velocity/force profiling #8,052,816 Servo with delayed motion 4/21/

40 Earlier Experiment Common ultrasonic shear joint design. 4/21/
41 Comparison of Collapse Distance Repeatability For Pneumatic and Servo Welders (round filters Polycarbonate parts) Pneumatic Servo Average Collapse (in.) Standard Deviation (in.) /21/
42 Comparison of Pull Strength Repeatability For Pneumatic and Servo Welders (round filters Polycarbonate parts) Normalized Data to compensate for uneven Collapse Distance Pneumatic Servo Average Pull Strength per Inch of Weld Depth (Collapse Distance) (lb./in.) 56,730 57,610 Standard Deviation (lb./in.) 8600 (15.2%) 1140 (2.0%) 4/21/
43 References 1. H. Turunen. Ultrasonic Welding for Plastics Bachelor s Thesis, Turku University of Applied Sciences, Finland T. Kirkland. Ultrasonic Welding: The Need for Speed Control Plastics Decorating. July/August, M. Knights. Graphical Analysis Helps Find and Fix Ultrasonic Welding Problems Plastics Technology. Sept R. Leaversuch. How to Use those Fancy Ultrasonic Welding Controls Plastics Technology. Oct P. Golko. Boost Performance, Speed, Economy with Servo-Controlled Welding Plastics Technology. Aug M. Marcus, K. Holt, A. Mendes. Benefit of Servo- Ultrasonic Welder to Medical Industry A Case History ANTEC /21/
44 References 7. A. Benatar. Servo-Driven Ultrasonic welding of Semi-crystalline Thermoplastics 39th Annual Symposium of the Ultrasonic Industry Association. Cambridge, MA M. Marcus, P. Golko, S. Lester, L. Klinstein. Comparison of Servo-Driven Ultrasonic Welder to Standard Pneumatic Ultrasonic Welder ANTEC A. Mokhtarzadeh and A. Benatar. Comparison of Servo and Pneumatic Ultrasonic Welding of HDPE Shear Joints ANTEC S. T. Flowers. Servo-Driven Ultrasonic Welding of Biocomposites ANTEC S. Anantharaman and A. Benatar. Measurement of Residual Stress in Laser Welded Polycarbonate using Photoelasticity ANTEC Specification for Standardized Ultrasonic Welding Test Specimen for Thermoplastics American Welding Society G1.2M/G1.2: /21/

45 Questions? 4/21/
Alex Savitski, Ph.D., Hardik Pathak, Leo Klinstein, Mike Luehr, Paul Golko, Kenneth Holt, Dukane Corporation. Abstract. Introduction.
 A Case for Round Energy Director * : Utilizing Advanced Control Capabilities of Servo-Driven Ultrasonic Welders in Evaluating Round Energy Director Performance. Alex Savitski, Ph.D., Hardik Pathak, Leo
A Case for Round Energy Director * : Utilizing Advanced Control Capabilities of Servo-Driven Ultrasonic Welders in Evaluating Round Energy Director Performance. Alex Savitski, Ph.D., Hardik Pathak, Leo
Utilizing Dynamic Hold Capability of Servo-Driven Ultrasonic Welders in Studying Cooling Phase of the Ultrasonic Welding Process.
 Utilizing Dynamic Hold Capability of Servo-Driven Ultrasonic Welders in Studying Cooling Phase of the Ultrasonic Welding Process. Alex Savitski, Ph.D., Leo Klinstein, Kenneth Holt, David Cermak, Hardik
Utilizing Dynamic Hold Capability of Servo-Driven Ultrasonic Welders in Studying Cooling Phase of the Ultrasonic Welding Process. Alex Savitski, Ph.D., Leo Klinstein, Kenneth Holt, David Cermak, Hardik
Alex Savitski, Ph.D., Leo Klinstein, Kenneth Holt, David Cermak, Dukane Corporation. Abstract. Experimentation. Introduction.
 Generating Ultrasonically Welded Parts with Improved Strength and Reliability for Critical Applications in Medical Device Manufacturing by Utilizing Advanced Melt Flow Controls of Servo Driven Ultrasonic
Generating Ultrasonically Welded Parts with Improved Strength and Reliability for Critical Applications in Medical Device Manufacturing by Utilizing Advanced Melt Flow Controls of Servo Driven Ultrasonic
Latest Advances in iq Series
 Latest Advances in iq Series Ultrasonic Systems Leo Klinstein Dukane Corporation Intelligent Assembly Solutions St. Charles, IL 60174 630-797-4950 lklinstein@dukcorp.com Challenges facing Medical Device
Latest Advances in iq Series Ultrasonic Systems Leo Klinstein Dukane Corporation Intelligent Assembly Solutions St. Charles, IL 60174 630-797-4950 lklinstein@dukcorp.com Challenges facing Medical Device
DEVELOPMENT OF AN APPROACH TO DETERMINE MINIMUM AMPLITUDE REQUIRED FOR ULTRASONIC WELDING
 DEVELOPMENT OF AN APPROACH TO DETERMINE MINIMUM AMPLITUDE REQUIRED FOR ULTRASONIC WELDING Miranda Marcus, EWI, Columbus, OH Harris Cohn, Josh Drechsler, and Dan Grodek, The Ohio State University, Columbus,
DEVELOPMENT OF AN APPROACH TO DETERMINE MINIMUM AMPLITUDE REQUIRED FOR ULTRASONIC WELDING Miranda Marcus, EWI, Columbus, OH Harris Cohn, Josh Drechsler, and Dan Grodek, The Ohio State University, Columbus,
Process considerations to achieve optimum weld strengths of Wood Plastics Composites using advanced Vibration Welding technology
 Process considerations to achieve optimum weld strengths of Wood Plastics Composites using advanced Vibration Welding technology Michael J. Johnston, Dukane Corporation As the uses for Wood Plastic Composites
Process considerations to achieve optimum weld strengths of Wood Plastics Composites using advanced Vibration Welding technology Michael J. Johnston, Dukane Corporation As the uses for Wood Plastic Composites
AWS G1.2M/G1.2:1999 (R2010) An American National Standard. Specification for Standardized Ultrasonic Welding Test Specimen for Thermoplastics
 An American National Standard. Specification for Standardized Ultrasonic Welding Test Specimen for Thermoplastics") An American National Standard Specification for Standardized Ultrasonic Welding Test Specimen for Thermoplastics An American National Standard Approved by the American National Standards Institute August
An American National Standard Specification for Standardized Ultrasonic Welding Test Specimen for Thermoplastics An American National Standard Approved by the American National Standards Institute August
Ultrasonic welding Eastman polymers
 Ultrasonic welding Eastman polymers Ultrasonic welding Ultrasonic welding is a common method for joining plastic parts without using adhesives, solvents, or mechanical fasteners. Ultrasonic welding equipment
Ultrasonic welding Eastman polymers Ultrasonic welding Ultrasonic welding is a common method for joining plastic parts without using adhesives, solvents, or mechanical fasteners. Ultrasonic welding equipment
WELDING OF PLA. Abstract. Introduction
 WELDING OF PLA Leo Klinstein, Dukane Ultrasonics, St. Charles, IL Jeff Frantz, Branson Ultrasonics, St. Louis, MO David Grewell and Karla Lebron, Iowa State University, Department of Agricultural and Biosystems
WELDING OF PLA Leo Klinstein, Dukane Ultrasonics, St. Charles, IL Jeff Frantz, Branson Ultrasonics, St. Louis, MO David Grewell and Karla Lebron, Iowa State University, Department of Agricultural and Biosystems
AWS G1.1M/G1.1:2006 An American National Standard. Guide to Ultrasonic Assembly of Thermoplastics
 An American National Standard Guide to Ultrasonic Assembly of Thermoplastics An American National Standard Approved by the American National Standards Institute July 6, 2006 Guide to Ultrasonic Assembly
An American National Standard Guide to Ultrasonic Assembly of Thermoplastics An American National Standard Approved by the American National Standards Institute July 6, 2006 Guide to Ultrasonic Assembly
Standard Test Method for Apparent Hoop Tensile Strength of Plastic or Reinforced Plastic Pipe by Split Disk Method 1
 Designation: D 2290 00 e1 An American National Standard Standard Test Method for Apparent Hoop Tensile Strength of Plastic or Reinforced Plastic Pipe by Split Disk Method 1 This standard is issued under
Designation: D 2290 00 e1 An American National Standard Standard Test Method for Apparent Hoop Tensile Strength of Plastic or Reinforced Plastic Pipe by Split Disk Method 1 This standard is issued under
In addition to Tables 3.2 and 3.3, it is also possible to predict the weldability of two different materials using the following guidelines:
 26 Ultrasonic Welding Table 3.4 contains recommended amplitudes for ultrasonic assembly. These values are starting points only during equipment setup, and often fine-tuning of the values is needed. Table
26 Ultrasonic Welding Table 3.4 contains recommended amplitudes for ultrasonic assembly. These values are starting points only during equipment setup, and often fine-tuning of the values is needed. Table
Parametric Effect Of Ultrasonic Plastic Welding On Tensile Strength For ABS, Acrylic And Polycarbonate Materials.
 Parametric Effect Of Ultrasonic Plastic Welding On Tensile Strength For ABS, Acrylic And Polycarbonate Materials. Sunilkumar K. Patel 1, Prof. Dhaval M. Patel 2 1. P. G. Student 2. Associate Professor,
Parametric Effect Of Ultrasonic Plastic Welding On Tensile Strength For ABS, Acrylic And Polycarbonate Materials. Sunilkumar K. Patel 1, Prof. Dhaval M. Patel 2 1. P. G. Student 2. Associate Professor,
Course Description EMME 1
 Course Description 01211211 Introduction to CAD/CAM 3(2 3 6) CAD/CAM systems for production engineering, hardwares and softwares for CAD/CAM systems, wireframe, surface and solid design, three dimension
Course Description 01211211 Introduction to CAD/CAM 3(2 3 6) CAD/CAM systems for production engineering, hardwares and softwares for CAD/CAM systems, wireframe, surface and solid design, three dimension
UTILIZING THE CLEARWELD TM PROCESS FOR MEDICAL APPLICATIONS
 UTILIZING THE CLEARWELD TM PROCESS FOR MEDICAL APPLICATIONS Michelle Burrell, Nicole Woosman GENTEX Corporation, Carbondale, PA 18407-0315, USA Abstract The Clearweld TM process is a through-transmission
UTILIZING THE CLEARWELD TM PROCESS FOR MEDICAL APPLICATIONS Michelle Burrell, Nicole Woosman GENTEX Corporation, Carbondale, PA 18407-0315, USA Abstract The Clearweld TM process is a through-transmission
Roctool Induction Heating in Autodesk Moldflow Insight
 Roctool Induction Heating in Autodesk Moldflow Insight Steve Verschaeve Vice President of Business Development 2018 Autodesk, Inc. Agenda: Roctool Technology Induction Heating/Cooling Technology Autodesk
Roctool Induction Heating in Autodesk Moldflow Insight Steve Verschaeve Vice President of Business Development 2018 Autodesk, Inc. Agenda: Roctool Technology Induction Heating/Cooling Technology Autodesk
Single Pulse Resistance Welder Instruction Pamphlet CD125SP High Accuracy CD Welder
 EN G IN EERI N G Single Pulse Resistance Welder Instruction Pamphlet CD125SP High Accuracy CD Welder Fundamentals of Capacitive Discharge Resistance Welding deliver repeatable welds even during line voltage
EN G IN EERI N G Single Pulse Resistance Welder Instruction Pamphlet CD125SP High Accuracy CD Welder Fundamentals of Capacitive Discharge Resistance Welding deliver repeatable welds even during line voltage
Introduction: Standard Plastic Terminology Plastic Program Analysis and Development p. 1 Selecting the Design Team for Success p. 3 Using Checklists
 Preface p. xv Introduction: Standard Plastic Terminology p. xix Plastic Program Analysis and Development p. 1 Selecting the Design Team for Success p. 3 Using Checklists to Develop Product Requirements
Preface p. xv Introduction: Standard Plastic Terminology p. xix Plastic Program Analysis and Development p. 1 Selecting the Design Team for Success p. 3 Using Checklists to Develop Product Requirements
MEASUREMENT OF RESIDUAL STRESSES IN CLEARWELDS USING PHOTOELASTICITY
 MEASUREMENT OF RESIDUAL STRESSES IN CLEARWELDS USING PHOTOELASTICITY Satish Anantharaman and Avraham Benatar, The Ohio State University Nicole Woosman and Scott Hartley, Gentex Corporation. Abstract Residual
MEASUREMENT OF RESIDUAL STRESSES IN CLEARWELDS USING PHOTOELASTICITY Satish Anantharaman and Avraham Benatar, The Ohio State University Nicole Woosman and Scott Hartley, Gentex Corporation. Abstract Residual
Servo-hydraulic Universal Testing Machine HUT Type B
 Do Our Best for Your Test Servo-hydraulic Universal Testing Machine HUT Type B Load Frame Configuration: 6 columns, servo-controlled hydraulic Capacity: 300kN, 600kN, 1000kN, 3000kN Test Space: Dual zone
Do Our Best for Your Test Servo-hydraulic Universal Testing Machine HUT Type B Load Frame Configuration: 6 columns, servo-controlled hydraulic Capacity: 300kN, 600kN, 1000kN, 3000kN Test Space: Dual zone
SPECIFICATION for ISCO HDPE DUAL CONTAINMENT PIPE
 SPECIFICATION for ISCO HDPE DUAL CONTAINMENT PIPE SECTION 15000 MECHANICAL 1. GENERAL 1.1 This specification shall govern the materials and installation of polyethylene dual contained system of pipe, structures
SPECIFICATION for ISCO HDPE DUAL CONTAINMENT PIPE SECTION 15000 MECHANICAL 1. GENERAL 1.1 This specification shall govern the materials and installation of polyethylene dual contained system of pipe, structures
NOVEL METHODS FOR CRACK DETECTION IN GREEN AND SINTERED PARTS
 NOVEL METHODS FOR CRACK DETECTION IN GREEN AND SINTERED PARTS Yun Zhu, Eric T. Hauck, and Joseph L. Rose 212 Earth & Engineering Science Building Department of Engineering Science and Mechanics The Pennsylvania
NOVEL METHODS FOR CRACK DETECTION IN GREEN AND SINTERED PARTS Yun Zhu, Eric T. Hauck, and Joseph L. Rose 212 Earth & Engineering Science Building Department of Engineering Science and Mechanics The Pennsylvania
Design Molded Plastics, Inc.
 Design Molded Plastics, Inc. Part Design Assistance Design Molded Plastics offers the added resources to take their projects to the next level Key Points: Capturing the design intent Establish part tolerances
Design Molded Plastics, Inc. Part Design Assistance Design Molded Plastics offers the added resources to take their projects to the next level Key Points: Capturing the design intent Establish part tolerances
The World s First Servo Ultrasonic Spot Welder. Dynamic Force and Amplitude Control with Multi-Step Welding
 Digital Servo Spot Welder US-935S The World s First Servo Ultrasonic Spot Welder U.S. Patent Pending Dynamic Force and Amplitude Control with Multi-Step Welding Specifications Frequency 35 khz nominal
Digital Servo Spot Welder US-935S The World s First Servo Ultrasonic Spot Welder U.S. Patent Pending Dynamic Force and Amplitude Control with Multi-Step Welding Specifications Frequency 35 khz nominal
SERVO-HYDRAULIC UNIVERSAL TESTING MACHINE SERIES A
 SERVO-HYDRAULIC UNIVERSAL TESTING MACHINE SERIES A RoboTest Series A Servo-Hydraulic Universal Testing Machine feature servo-valve control of hydraulic power to perform accurate and reliable tension and
SERVO-HYDRAULIC UNIVERSAL TESTING MACHINE SERIES A RoboTest Series A Servo-Hydraulic Universal Testing Machine feature servo-valve control of hydraulic power to perform accurate and reliable tension and
Autodesk Moldflow Insight AMI Thermoplastics Overmolding
 Autodesk Moldflow Insight 2012 AMI Thermoplastics Overmolding Revision 1, 22 March 2012. This document contains Autodesk and third-party software license agreements/notices and/or additional terms and
Autodesk Moldflow Insight 2012 AMI Thermoplastics Overmolding Revision 1, 22 March 2012. This document contains Autodesk and third-party software license agreements/notices and/or additional terms and
Stamped diaphragm technical information
 Stamped diaphragm technical information Diaphragms are semi elastic individual wafers with unique properties made from metal or elastomers that produce a predictable spring rate. For this discussion we
Stamped diaphragm technical information Diaphragms are semi elastic individual wafers with unique properties made from metal or elastomers that produce a predictable spring rate. For this discussion we
Evaluation of the Destruction Process of Metal-Composite Cylinders with Use of Acoustic Emission Method
 30th European Conference on Acoustic Emission Testing & 7th International Conference on Acoustic Emission University of Granada, 12-15 September 2012 www.ndt.net/ewgae-icae2012/ Evaluation of the Destruction
30th European Conference on Acoustic Emission Testing & 7th International Conference on Acoustic Emission University of Granada, 12-15 September 2012 www.ndt.net/ewgae-icae2012/ Evaluation of the Destruction
Development of thermoplastic composite aircraft structures for contribution to the greening of aircrafts. Farjad Shadmehri and Suong V.
 Development of thermoplastic composite aircraft structures for contribution to the greening of aircrafts Farjad Shadmehri and Suong V. Hoa Outline Green aspects Why thermoplastic composites? Introduction:
Development of thermoplastic composite aircraft structures for contribution to the greening of aircrafts Farjad Shadmehri and Suong V. Hoa Outline Green aspects Why thermoplastic composites? Introduction:
Two-Shot Molding of Thermoplastic Elastomers
 Two-Shot Molding of Thermoplastic Elastomers By R.J. Digiantonio INTRODUCTION Injection molding is a major processing method for both thermoplastics and thermoplastic elastomers (TPEs). Approximately 35%
Two-Shot Molding of Thermoplastic Elastomers By R.J. Digiantonio INTRODUCTION Injection molding is a major processing method for both thermoplastics and thermoplastic elastomers (TPEs). Approximately 35%
Conventional Paper II (a) Draw a crank rocker mechanism and identify all instantaneous centers.
 Draw a crank rocker mechanism and identify all instantaneous centers.") Conventional Paper II-2014 1. Answer of the following (Each part carries 4 marks): (a) Draw a crank rocker mechanism and identify all instantaneous centers. (b) A steel tube 2.5 cm external diameter and
Conventional Paper II-2014 1. Answer of the following (Each part carries 4 marks): (a) Draw a crank rocker mechanism and identify all instantaneous centers. (b) A steel tube 2.5 cm external diameter and
Bottom last using FW 1850 and TSBL types: 1st movement: both sets of ejector plates, 2nd movement: bottom set of ejector plates.
 2-stage ejectors are used in situations where two ejection sequences are required, for example, to demold undercuts with inclined cores or ensure that slides do not collide with ejector pins. DME s range
2-stage ejectors are used in situations where two ejection sequences are required, for example, to demold undercuts with inclined cores or ensure that slides do not collide with ejector pins. DME s range
Table of Contents. Robert A. Malloy. Plastic Part Design for Injection Molding. An Introduction ISBN:
 Table of Contents Robert A. Malloy Plastic Part Design for Injection Molding An Introduction ISBN: 978-3-446-40468-7 For further information and order see http://www.hanser.de/978-3-446-40468-7 or contact
Table of Contents Robert A. Malloy Plastic Part Design for Injection Molding An Introduction ISBN: 978-3-446-40468-7 For further information and order see http://www.hanser.de/978-3-446-40468-7 or contact
Raychem S1297 and /97 Hot Melt Adhesive
 Tyco Electronics Corporation 300 Constitution Drive Menlo Park, CA 94025 USA Specification This Issue: Date: Replaces: RW-2019 ISSUE 1 November 16, 2005 None Raychem S1297 and /97 Hot Melt Adhesive 1.0
Tyco Electronics Corporation 300 Constitution Drive Menlo Park, CA 94025 USA Specification This Issue: Date: Replaces: RW-2019 ISSUE 1 November 16, 2005 None Raychem S1297 and /97 Hot Melt Adhesive 1.0
Plastic Assembly Technologies, Inc Castlewood Drive, Suite B, Indianapolis, IN 46250
 DESIGN FOR ULTRASONIC WELDING Energy Director Design While it is possible to ultrasonically weld plastic materials without specific joint design details, the weld process is greatly enhanced by adding
DESIGN FOR ULTRASONIC WELDING Energy Director Design While it is possible to ultrasonically weld plastic materials without specific joint design details, the weld process is greatly enhanced by adding
The use of a Inductive Electromagnetic Melt Temperature Sensor to Improve the Injection Molding Process
 The use of a Inductive Electromagnetic Melt Temperature Sensor to Improve the Injection Molding Process Injection Molding Conference 2017 By Michael F. Durina Md Plastics Incorporated 1361 Wardingley Ave.,
The use of a Inductive Electromagnetic Melt Temperature Sensor to Improve the Injection Molding Process Injection Molding Conference 2017 By Michael F. Durina Md Plastics Incorporated 1361 Wardingley Ave.,
Structural Performance of 8-inch NRG Concrete Masonry Units. Report Compiled for: Niagara Regional Group. Date: January 28, 2013
 Structural Performance of 8-inch NRG Concrete Masonry Units Report Compiled for: Niagara Regional Group Date: January 28, 2013 Report Prepared by: Dr. Shawn Gross, Associate Professor Dr. David Dinehart,
Structural Performance of 8-inch NRG Concrete Masonry Units Report Compiled for: Niagara Regional Group Date: January 28, 2013 Report Prepared by: Dr. Shawn Gross, Associate Professor Dr. David Dinehart,
SECTION VIBRATION AND SEISMIC CONTROLS FOR ELECTRICAL SYSTEMS
 PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions, apply to this Section. 1.2 SUMMARY A. This Section includes the
PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions, apply to this Section. 1.2 SUMMARY A. This Section includes the
SECTION VIBRATION CONTROLS FOR HVAC PIPING AND EQUIPMENT
 SECTION 230548 - PART 1 - GENERAL 1.1 SUMMARY A. This Section includes the following: 1. Elastomeric Isolation pads. 2. Elastomeric Isolation mounts. 3. [Freestanding] [Restrained] [Freestanding and restrained]
SECTION 230548 - PART 1 - GENERAL 1.1 SUMMARY A. This Section includes the following: 1. Elastomeric Isolation pads. 2. Elastomeric Isolation mounts. 3. [Freestanding] [Restrained] [Freestanding and restrained]
NONDESTRUCTIVE EVALUATION (NDE) METHODS FOR QUALITY ASSURANCE OF EPOXY INJECTION CRACK REPAIRS
 METHODS FOR QUALITY ASSURANCE OF EPOXY INJECTION CRACK REPAIRS") NONDESTRUCTIVE EVALUATION (NDE) METHODS FOR QUALITY ASSURANCE OF EPOXY INJECTION CRACK REPAIRS by Yajai Promboon, Ph.D., Larry D. Olson, P.E. Olson Engineering, Inc. and John Lund, P.E. Martin/Martin,
NONDESTRUCTIVE EVALUATION (NDE) METHODS FOR QUALITY ASSURANCE OF EPOXY INJECTION CRACK REPAIRS by Yajai Promboon, Ph.D., Larry D. Olson, P.E. Olson Engineering, Inc. and John Lund, P.E. Martin/Martin,
Patrick Mabry and Paul Gramann, Ph.D.
 December 2017 Good Vibrations A Manufacturing Introduction to Ultrasonic Welding In an era where innovation, lead times, and speed to market are critical to the successful launch of a product, any advantage
December 2017 Good Vibrations A Manufacturing Introduction to Ultrasonic Welding In an era where innovation, lead times, and speed to market are critical to the successful launch of a product, any advantage
What is New in Induction Welding via The Emabond Process
 2 nd WJS/DVS Conference on Joining Plastics held on November 2 nd, 2010 Handwerkskammer Düsseldorf, Germany Steven M. Chookazian General Manager Emabond Solutions, LLC Norwood, NJ USA Emabond Solutions,
2 nd WJS/DVS Conference on Joining Plastics held on November 2 nd, 2010 Handwerkskammer Düsseldorf, Germany Steven M. Chookazian General Manager Emabond Solutions, LLC Norwood, NJ USA Emabond Solutions,
Plastic Assembly Technologies, Inc Castlewood Drive, Suite B, Indianapolis, IN 46250
 GUIDE TO ULTRASONIC WELDING Introduction Contents Introduction 1 Equipment & Components 2 What Materials Can Be Welded? 5 Design For Ultrasonic Welding 7 What Frequency? 14 What Horn and Booster? 18 What
GUIDE TO ULTRASONIC WELDING Introduction Contents Introduction 1 Equipment & Components 2 What Materials Can Be Welded? 5 Design For Ultrasonic Welding 7 What Frequency? 14 What Horn and Booster? 18 What
A REVIEW OF STUDIES ON ULTRASONIC WELDING 1. Technical University of Liberec, Faculty of Mechanical Engineering,
 ANNALS of Faculty Engineering Hunedoara International Journal of Engineering Tome XV [2017] Fascicule 3 [August] ISSN: 1584-2665 [print; online] ISSN: 1584-2673 [CD-Rom; online] a free-access multidisciplinary
ANNALS of Faculty Engineering Hunedoara International Journal of Engineering Tome XV [2017] Fascicule 3 [August] ISSN: 1584-2665 [print; online] ISSN: 1584-2673 [CD-Rom; online] a free-access multidisciplinary
Vibration Analysis in Robotic Ultrasonic Welding For Battery Assembly
 8th IEEE International Conference on Automation Science and Engineering August 20-24, 2012, Seoul, Korea Vibration Analysis in Robotic Ultrasonic Welding For Battery Assembly Sang Choi, Thomas Fuhlbrigge,
8th IEEE International Conference on Automation Science and Engineering August 20-24, 2012, Seoul, Korea Vibration Analysis in Robotic Ultrasonic Welding For Battery Assembly Sang Choi, Thomas Fuhlbrigge,
MECHANICAL PROPERTIES OF MATERIALS
 MECHANICAL PROPERTIES OF MATERIALS Stress-Strain Relationships Hardness Effect of Temperature on Properties Fluid Properties Viscoelastic Behavior of Polymers Mechanical Properties in Design and Manufacturing
MECHANICAL PROPERTIES OF MATERIALS Stress-Strain Relationships Hardness Effect of Temperature on Properties Fluid Properties Viscoelastic Behavior of Polymers Mechanical Properties in Design and Manufacturing
Section 5 Panels & Accessories
 Contents Section 5 Panels 74-76 Stiffener/Handle 79 Wire Mesh 75 Sliding Door Guide 80 Panel Mounting locks 77 Rolling Door Guide 81 Mesh Retainers 78 ifold Door Glide 82-83 Mesh Clamp 79 T-Clips 84 Panels
Contents Section 5 Panels 74-76 Stiffener/Handle 79 Wire Mesh 75 Sliding Door Guide 80 Panel Mounting locks 77 Rolling Door Guide 81 Mesh Retainers 78 ifold Door Glide 82-83 Mesh Clamp 79 T-Clips 84 Panels
BULK BAG FILLING SYSTEMS
 QUICKPAK SERIES 330E BULK BAGGING SYSTEM Unique Pin & Ladder frame adjusts quickly and safely without tools or outside lift device. Pneumatic carriage design can be easily programmed to lift, stretch and
QUICKPAK SERIES 330E BULK BAGGING SYSTEM Unique Pin & Ladder frame adjusts quickly and safely without tools or outside lift device. Pneumatic carriage design can be easily programmed to lift, stretch and
PLASTIC WELDING PROCESS SIGNATURE
 PLASTIC WELDING PROCESS SIGNATURE Marcelo Cavaglieri 1, Sergio Villalva 1, Filipe Figueiredo 1, Fabiano Cardia 1 Geraldo dos Reis 1 1 Magneti Marelli Sistemas Automotivos E-mails: marcelo.cavaglieri@magnetimarelli.com,
PLASTIC WELDING PROCESS SIGNATURE Marcelo Cavaglieri 1, Sergio Villalva 1, Filipe Figueiredo 1, Fabiano Cardia 1 Geraldo dos Reis 1 1 Magneti Marelli Sistemas Automotivos E-mails: marcelo.cavaglieri@magnetimarelli.com,
PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY
 PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY Selecting the 'Right' Thermocouple: There Are More Choices Today Used every day by most processors, thermocouples tend to be taken for
PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY Selecting the 'Right' Thermocouple: There Are More Choices Today Used every day by most processors, thermocouples tend to be taken for
Continuous Fiber Reinforced Thermoplastic (CFRT ) Inserts for Injection Over-Molding in Structural Applications
 Inserts for Injection Over-Molding in Structural Applications") Continuous Fiber Reinforced Thermoplastic (CFRT ) Inserts for Injection Over-Molding in Structural Applications Thomas Smith, President TenCate Performance Composites Kipp Grumm, PE Advanced Development
Continuous Fiber Reinforced Thermoplastic (CFRT ) Inserts for Injection Over-Molding in Structural Applications Thomas Smith, President TenCate Performance Composites Kipp Grumm, PE Advanced Development
THE DESIGN AND FABRICATION OF AN AUTOMATED SHEAR STUD WELDING SYSTEM. Andrew Glenn Ziegler, Research Assistant
 THE DESIGN AND FABRICATION OF AN AUTOMATED SHEAR STUD WELDING SYSTEM Andrew Glenn Ziegler, Research Assistant Alexander Henry Slocum, Assistant Professor of Civil Engineering Massachusetts Institute of
THE DESIGN AND FABRICATION OF AN AUTOMATED SHEAR STUD WELDING SYSTEM Andrew Glenn Ziegler, Research Assistant Alexander Henry Slocum, Assistant Professor of Civil Engineering Massachusetts Institute of
Beam Lead Device Bonding to Soft Substrates. Application Note 993
 Beam Lead Device Bonding to Soft Substrates Application Note 993 Introduction The hard gold surface on standard PC boards combined with soft substrate materials makes it almost impossible to successfully
Beam Lead Device Bonding to Soft Substrates Application Note 993 Introduction The hard gold surface on standard PC boards combined with soft substrate materials makes it almost impossible to successfully
Student Services & Classroom Addition SECTION VIBRATION AND SEISMIC CONTROLS FOR ELECTRICAL SYSTEMS
 SECTION 26 05 48 - VIBRATION AND SEISMIC CONTROLS FOR ELECTRICAL SYSTEMS PART 1 - GENERAL 1.1 SUMMARY A. Section includes: 1. Isolation pads. 2. Spring isolators. 3. Restrained spring isolators. 4. Channel
SECTION 26 05 48 - VIBRATION AND SEISMIC CONTROLS FOR ELECTRICAL SYSTEMS PART 1 - GENERAL 1.1 SUMMARY A. Section includes: 1. Isolation pads. 2. Spring isolators. 3. Restrained spring isolators. 4. Channel
EJECTION FORCES AND FRICTION COEFFICIENTS FROM INJECTION MOLDING EXPERIMENTS USING RAPID TOOLED INSERTS. Center. Abstract
 EJECTION FORCES AND FRICTION COEFFICIENTS FROM INJECTION MOLDING EXPERIMENTS USING RAPID TOOLED INSERTS M. E. Kinsella 1, B. Lilly 2, B. Carpenter 2, K. Cooper 3 1 Air Force Research Laboratory, 2 The
EJECTION FORCES AND FRICTION COEFFICIENTS FROM INJECTION MOLDING EXPERIMENTS USING RAPID TOOLED INSERTS M. E. Kinsella 1, B. Lilly 2, B. Carpenter 2, K. Cooper 3 1 Air Force Research Laboratory, 2 The
Welding vs. Adhesives II: Working Together
 Welding vs. Adhesives II: Working Together ASC Fall Convention and Expo October 17-19, 2016 Dr. George W. Ritter Principal Engineer Materials Technology Group EWI 614.688.5199 gritter@ewi.org 2 Agenda
Welding vs. Adhesives II: Working Together ASC Fall Convention and Expo October 17-19, 2016 Dr. George W. Ritter Principal Engineer Materials Technology Group EWI 614.688.5199 gritter@ewi.org 2 Agenda
Angular Variation of Vibration Weld Joint Strength : In Horizontal Plane and In Vertical Plane
 BASF Corporation Angular Variation of Vibration Weld Joint Strength : In Horizontal Plane and In Vertical Plane 2002-01-0719 ABSTRACT Joint strength of a vibration welded parts is a critical parameter
BASF Corporation Angular Variation of Vibration Weld Joint Strength : In Horizontal Plane and In Vertical Plane 2002-01-0719 ABSTRACT Joint strength of a vibration welded parts is a critical parameter
This presentation is courtesy of
 This presentation is courtesy of Adhesive Design Considerations Originally presented at: Assembly Tech Expo 2004 Chicago, IL Courtesy 1 Agenda The Three P s Types of Force Width vs. Overlap Effect of Gap
This presentation is courtesy of Adhesive Design Considerations Originally presented at: Assembly Tech Expo 2004 Chicago, IL Courtesy 1 Agenda The Three P s Types of Force Width vs. Overlap Effect of Gap
Servo electric bending technology by Prima Power. The Bend The Combi The Laser The Punch The System The Software
 Servo electric bending technology by Prima Power The Bend The Combi The Laser The Punch The System The Software Servo electric ep-1030 press brake Prima Power has been a true pioneer in applying servo
Servo electric bending technology by Prima Power The Bend The Combi The Laser The Punch The System The Software Servo electric ep-1030 press brake Prima Power has been a true pioneer in applying servo
Warpage minimization of structural component with glass fiber reinforced polymer by using HRS s FlexFlowtechnology: a practical case
 Warpage minimization of structural component with glass fiber reinforced polymer by using HRS s FlexFlowtechnology: a practical case CONNECT! Frankfurt/Main 3 May 2017 Table of content 1. 2. Introduction
Warpage minimization of structural component with glass fiber reinforced polymer by using HRS s FlexFlowtechnology: a practical case CONNECT! Frankfurt/Main 3 May 2017 Table of content 1. 2. Introduction
Testing and Evaluation of CFS L-headers
 Missouri University of Science and Technology Scholars' Mine International Specialty Conference on Cold- Formed Steel Structures (2008) - 19th International Specialty Conference on Cold-Formed Steel Structures
Missouri University of Science and Technology Scholars' Mine International Specialty Conference on Cold- Formed Steel Structures (2008) - 19th International Specialty Conference on Cold-Formed Steel Structures
Intelli-Gent Mold TM the Intelligent Molding Solution
 1 Intelli-Gent Mold TM the Intelligent Molding Solution Intelli-Gent Mold TM Concept The process of Molding has changed considerably over the last decade relative to the microprocessor speeds of the Machines,
1 Intelli-Gent Mold TM the Intelligent Molding Solution Intelli-Gent Mold TM Concept The process of Molding has changed considerably over the last decade relative to the microprocessor speeds of the Machines,
Copyright Notice. HCL Technologies Ltd. All rights reserved. A DEFINITIVE GUIDE TO DESIGN FOR MANUFACTURING SUCCESS
 Title Subtitle Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted,
Title Subtitle Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted,
Development of ATI 425 Alloy Flat Rolled Products ITA 2010
 Development of ATI 425 Alloy Flat Rolled Products ITA 2010 Orlando FL October 5, 2010 2010 ATI Luis Ruiz-Aparicio, PhD Outline ATI 425 Alloy Introduction Cold-Rolled & Annealed Coil Processing Mechanical
Development of ATI 425 Alloy Flat Rolled Products ITA 2010 Orlando FL October 5, 2010 2010 ATI Luis Ruiz-Aparicio, PhD Outline ATI 425 Alloy Introduction Cold-Rolled & Annealed Coil Processing Mechanical
LPKF WeldingQuipment GmbH. Michel Kist Sales Manager. Design guideline s for laser plastic welding Sales Training 2018
 LPKF WeldingQuipment GmbH Michel Kist Sales Manager Design guideline s for laser plastic welding Sales Training 2018 Agenda General design requirements General design requirements hybrid welding LPKF Laser
LPKF WeldingQuipment GmbH Michel Kist Sales Manager Design guideline s for laser plastic welding Sales Training 2018 Agenda General design requirements General design requirements hybrid welding LPKF Laser
Demonstration of an Effective Design Validation Tool for 3D Printed Injection Molds (3DPIM)
") Validation Tool for 3D Printed Injection Injection molding, the process of injecting plastic material into a mold cavity where it cools and hardens to the configuration of the cavity, is one of the world
Validation Tool for 3D Printed Injection Injection molding, the process of injecting plastic material into a mold cavity where it cools and hardens to the configuration of the cavity, is one of the world
Roll Marking Machines
 Roll Marking Machines Serving your marking needs since 1895 (800) 323-1332 (847) 647-7117 www.gtschmidt.com Introduction to roll marking The Basics Of Roll Marking Schmidt pioneered roll marking over 65
Roll Marking Machines Serving your marking needs since 1895 (800) 323-1332 (847) 647-7117 www.gtschmidt.com Introduction to roll marking The Basics Of Roll Marking Schmidt pioneered roll marking over 65
Moldflow Insight Advanced Processes. Eric Henry
 Moldflow Insight Advanced Processes Eric Henry Safe Harbor Statement This presentation may contain forward-looking statements about future results, performance or achievements, financial and otherwise,
Moldflow Insight Advanced Processes Eric Henry Safe Harbor Statement This presentation may contain forward-looking statements about future results, performance or achievements, financial and otherwise,
Review of Manufacturing Processes
 Review of Manufacturing Processes ME 682 Dr. Han P. Bao Mechanical Engineering, ODU ME 682 Module 3 1 Engineering Materials The four major categories: Metal Plastics Ceramics Composites 1- Metals: Cast:
Review of Manufacturing Processes ME 682 Dr. Han P. Bao Mechanical Engineering, ODU ME 682 Module 3 1 Engineering Materials The four major categories: Metal Plastics Ceramics Composites 1- Metals: Cast:
Ultrasonic Welding of Plastics
 Ultrasonic Welding of Plastics R&D Center Ⅰ. Plastics welding(bonding) 1. Welding and Bonding (1) Welding : Extra adhesive is not required. (2) Bonding : Extra adhesives and bonding agents are required.
Ultrasonic Welding of Plastics R&D Center Ⅰ. Plastics welding(bonding) 1. Welding and Bonding (1) Welding : Extra adhesive is not required. (2) Bonding : Extra adhesives and bonding agents are required.
Ultrasonic Welding. Ultrasonic Staking. Technical Information PW-6. General Description. Staking Considerations
 Technical Information PW-6 Ultrasonic Welding Ultrasonic Staking In manufacturing products with thermoplastic components, it is often necessary to join a thermoplastic to a part of dissimilar material,
Technical Information PW-6 Ultrasonic Welding Ultrasonic Staking In manufacturing products with thermoplastic components, it is often necessary to join a thermoplastic to a part of dissimilar material,
D YNAMIC CHECKWEIGHING
 D YNAMIC CHECKWEIGHING Optimum performance with high precision The standard model may be equipped with a built-in printer or Smartfile System Throughput speeds up to 230 pieces/minute The Checkpoint M
D YNAMIC CHECKWEIGHING Optimum performance with high precision The standard model may be equipped with a built-in printer or Smartfile System Throughput speeds up to 230 pieces/minute The Checkpoint M
HOLLOW STRUCTUAL PRODUCT OF CONTINUOUS FIBER REINFORCED THERMOPLASTIC COMPOSITES BY HIGH CYCLE MOLDING
 THE 19 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS HOLLOW STRUCTUAL PRODUCT OF CONTINUOUS FIBER REINFORCED THERMOPLASTIC COMPOSITES BY HIGH CYCLE MOLDING K. Bun 1 *, T. Motochika 1, A. Nakai 2,
THE 19 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS HOLLOW STRUCTUAL PRODUCT OF CONTINUOUS FIBER REINFORCED THERMOPLASTIC COMPOSITES BY HIGH CYCLE MOLDING K. Bun 1 *, T. Motochika 1, A. Nakai 2,
APPLICATION OF TENSION SOFTENING CURVES TO INVESTIGATE THE SHEAR CARRIED BY FIBERS IN VARIOUS FIBER REINFORCED CONCRETE BEAMS
 III International Conference on Fracture Mechanics of Concrete and Concrete Structures FraMCoS-8 J.G.M. an Mier, G. Ruiz, C. Andrade, R.C. Yu and X.X. Zhang (Eds) APPLICATION OF TENSION SOFTENING CURES
III International Conference on Fracture Mechanics of Concrete and Concrete Structures FraMCoS-8 J.G.M. an Mier, G. Ruiz, C. Andrade, R.C. Yu and X.X. Zhang (Eds) APPLICATION OF TENSION SOFTENING CURES
Kingbright. L-36BID T-1 (3mm) Blinking LED Lamp DESCRIPTIONS PACKAGE DIMENSIONS FEATURES APPLICATIONS ATTENTION SELECTION GUIDE
 Blinking LED Lamp DESCRIPTIONS PACKAGE DIMENSIONS FEATURES APPLICATIONS ATTENTION SELECTION GUIDE") T-1 (3mm) Blinking LED Lamp DESCRIPTIONS The High Efficiency Red source color devices are made with Gallium Arsenide Phosphide on Gallium Phosphide Orange Light Emitting Diode Electrostatic discharge and
T-1 (3mm) Blinking LED Lamp DESCRIPTIONS The High Efficiency Red source color devices are made with Gallium Arsenide Phosphide on Gallium Phosphide Orange Light Emitting Diode Electrostatic discharge and
IMPACT DAMAGE DETECTION ON SCARF-REPAIRED COMPOSITES USING LAMB WAVE SENSING
 16 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS IMPACT DAMAGE DETECTION ON SCARF-REPAIRED COMPOSITES USING LAMB WAVE SENSING Ichiya Takahashi*, Yusaku Ito*, Shin-ichi Takeda**, Yutaka Iwahori**,
16 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS IMPACT DAMAGE DETECTION ON SCARF-REPAIRED COMPOSITES USING LAMB WAVE SENSING Ichiya Takahashi*, Yusaku Ito*, Shin-ichi Takeda**, Yutaka Iwahori**,
Process Condition Optimization for Plastic Membrane Welding by a Ultrasonic Welding
 Process Condition Optimization for Plastic Membrane Welding by a Ultrasonic Welding Nam Hoon Jo BS. Scholar, Department of Mechanical Engineering, Graduate School Kongju National University (KNU), South
Process Condition Optimization for Plastic Membrane Welding by a Ultrasonic Welding Nam Hoon Jo BS. Scholar, Department of Mechanical Engineering, Graduate School Kongju National University (KNU), South
Evaluation of Amplitude Stepping in Ultrasonic Welding
 SUPPLEMENT TO THE WELDING JOURNAL, AUGUST 2010 Sponsored by the American Welding Society and the Welding Research Council Evaluation of Amplitude Stepping in Ultrasonic Welding Amplitude stepping is investigated
SUPPLEMENT TO THE WELDING JOURNAL, AUGUST 2010 Sponsored by the American Welding Society and the Welding Research Council Evaluation of Amplitude Stepping in Ultrasonic Welding Amplitude stepping is investigated
Rockwell Hardness Testing Machine. HR-530 Series. Test Equipment. Bulletin No. 2255
 Rockwell Hardness Testing Machine Test Equipment HR-530 Series Bulletin No. 2255 Rockwell Hardness Testing Machine HR-530 Series Unique electronic control makes the HR-530 series of hardness testers capable
Rockwell Hardness Testing Machine Test Equipment HR-530 Series Bulletin No. 2255 Rockwell Hardness Testing Machine HR-530 Series Unique electronic control makes the HR-530 series of hardness testers capable
TEST REPORT ON. TESTED FOR: Central States Manufacturing, Inc. 302 Jane Place Lowell, AR Telephone: (800) Fax: (800)
 Fax: (800)") TEST REPORT ON CENTRAL STATES MANUFACTURING, INC. S R-LOC PANELS (26 GA., 80 KSI, 36" WIDE) AT 3' 6" & 1' 0" PANEL SPANS IN ACCORDANCE WITH ASTM E1592-05(2015) TESTED FOR: Central States Manufacturing,
TEST REPORT ON CENTRAL STATES MANUFACTURING, INC. S R-LOC PANELS (26 GA., 80 KSI, 36" WIDE) AT 3' 6" & 1' 0" PANEL SPANS IN ACCORDANCE WITH ASTM E1592-05(2015) TESTED FOR: Central States Manufacturing,
SB-460H. Double Team. Tramp Metals. Add a Metal Detector and Remove Copper, Brass, Stainless and Aluminum
 SB-460H Tramp Metals Add a Metal Detector and Remove Copper, Brass, Stainless and Aluminum PROGRADE OVERVIEW Eriez new ProGrade magnetic assemblies offer a solution for every process application. Whether
SB-460H Tramp Metals Add a Metal Detector and Remove Copper, Brass, Stainless and Aluminum PROGRADE OVERVIEW Eriez new ProGrade magnetic assemblies offer a solution for every process application. Whether
SECTION VIBRATION AND SEISMIC CONTROLS FOR ELECTRICAL SYSTEMS
 SECTION 260548 - VIBRATION AND SEISMIC CONTROLS FOR ELECTRICAL SYSTEMS PART 1 - GENERAL 1.1 SUMMARY A. Section includes: 1. Isolation pads. 2. Spring isolators. 3. Restrained spring isolators. 4. Channel
SECTION 260548 - VIBRATION AND SEISMIC CONTROLS FOR ELECTRICAL SYSTEMS PART 1 - GENERAL 1.1 SUMMARY A. Section includes: 1. Isolation pads. 2. Spring isolators. 3. Restrained spring isolators. 4. Channel
Kingbright. L-56BID T-1 3/4 (5mm) Blinking LED Lamp DESCRIPTIONS PACKAGE DIMENSIONS FEATURES APPLICATIONS ATTENTION SELECTION GUIDE
 Blinking LED Lamp DESCRIPTIONS PACKAGE DIMENSIONS FEATURES APPLICATIONS ATTENTION SELECTION GUIDE") T-1 3/4 (5mm) Blinking LED Lamp DESCRIPTIONS The High Efficiency Red source color devices are made with Gallium Arsenide Phosphide on Gallium Phosphide Orange Light Emitting Diode Electrostatic discharge
T-1 3/4 (5mm) Blinking LED Lamp DESCRIPTIONS The High Efficiency Red source color devices are made with Gallium Arsenide Phosphide on Gallium Phosphide Orange Light Emitting Diode Electrostatic discharge
Kingbright. L-36BID T-1 (3mm) Blinking LED Lamp DESCRIPTIONS PACKAGE DIMENSIONS FEATURES APPLICATIONS ATTENTION SELECTION GUIDE
 Blinking LED Lamp DESCRIPTIONS PACKAGE DIMENSIONS FEATURES APPLICATIONS ATTENTION SELECTION GUIDE") T-1 (3mm) Blinking LED Lamp DESCRIPTIONS The High Efficiency Red source color devices are made with Gallium Arsenide Phosphide on Gallium Phosphide Orange Light Emitting Diode Electrostatic discharge and
T-1 (3mm) Blinking LED Lamp DESCRIPTIONS The High Efficiency Red source color devices are made with Gallium Arsenide Phosphide on Gallium Phosphide Orange Light Emitting Diode Electrostatic discharge and
Air-Frame Thermoplastic Composite Strut for Light Weight Vehicles. Tom Russell
 Air-Frame Thermoplastic Composite Strut for Light Weight Vehicles Presented By Tom Russell Background ACT Allied Composite Technologies LLC Founded in 2007 Headquartered in Rochester Hills, MI Mission
Air-Frame Thermoplastic Composite Strut for Light Weight Vehicles Presented By Tom Russell Background ACT Allied Composite Technologies LLC Founded in 2007 Headquartered in Rochester Hills, MI Mission
AMERICAS Tel or Tel CHINA, SHENZHEN Tel
 www.uic.com email: universal@uic.com AMERICAS Tel. 1-800-432-2607 or Tel. +1-607-779-7522 CHINA, SHENZHEN Tel. +86-755-2685-9108 CHINA, SHANGHAI Tel. +86-21-6495-2100 EUROPE Tel. +36-23-445-500 2010 Universal
www.uic.com email: universal@uic.com AMERICAS Tel. 1-800-432-2607 or Tel. +1-607-779-7522 CHINA, SHENZHEN Tel. +86-755-2685-9108 CHINA, SHANGHAI Tel. +86-21-6495-2100 EUROPE Tel. +36-23-445-500 2010 Universal
Standard Test Method of Measuring Shrinkage from Mold Dimensions of Thermoplastics 1
 Designation: D 955 00 Standard Test Method of Measuring Shrinkage from Mold Dimensions of Thermoplastics 1 This standard is issued under the fixed designation D 955; the number immediately following the
Designation: D 955 00 Standard Test Method of Measuring Shrinkage from Mold Dimensions of Thermoplastics 1 This standard is issued under the fixed designation D 955; the number immediately following the
HIGH DENSITY FORMULATIONS PROCESSING GUIDE
 Gravi-Tech HIGH DENSITY FORMULATIONS PROCESSING GUIDE GRAVI-TECH Density Modified Formulations Gravi-Tech polymer-metal composites are high-density materials developed as thermoplasticbased alternatives
Gravi-Tech HIGH DENSITY FORMULATIONS PROCESSING GUIDE GRAVI-TECH Density Modified Formulations Gravi-Tech polymer-metal composites are high-density materials developed as thermoplasticbased alternatives
Credence Management Corporation. Best-in-class total program management
 Credence Management Corporation Best-in-class total program management About us Credence Management corporation is a Plastics Technical Project Management and execution firm, backed by qualified and experienced
Credence Management Corporation Best-in-class total program management About us Credence Management corporation is a Plastics Technical Project Management and execution firm, backed by qualified and experienced
Tiger Controls Engineering, Installation and Assembly
 Tiger Controls Engineering, Installation and Assembly Lab Equipment, Work Stations and Shelving for NC Division of Air Quality Control 2008: Tiger Controls can install lab equipment. This order was for
Tiger Controls Engineering, Installation and Assembly Lab Equipment, Work Stations and Shelving for NC Division of Air Quality Control 2008: Tiger Controls can install lab equipment. This order was for
Light Duty Ramps. Loadingdocksupply.com PHONE:
 Light Duty Ramps Light Duty Aluminum Dockplates Designed for use by pallet trucks, carts, and foot traffic the A & B model Aluminum Dockplate is lightweight and portable. Accomodates differentials up to
Light Duty Ramps Light Duty Aluminum Dockplates Designed for use by pallet trucks, carts, and foot traffic the A & B model Aluminum Dockplate is lightweight and portable. Accomodates differentials up to
Low Strain Rate Testing Based on Drop Weight Impact Tester
 TECHNICAL ARTICLE Low Strain Rate Testing Based on Drop Weight Impact Tester Department of Mechanical Engineering, Michigan State University, East Lansing, MI Keywords Fiber Composite, Strain Rate, Drop
TECHNICAL ARTICLE Low Strain Rate Testing Based on Drop Weight Impact Tester Department of Mechanical Engineering, Michigan State University, East Lansing, MI Keywords Fiber Composite, Strain Rate, Drop
WP56BID T-1 3/4 (5mm) Blinking LED Lamp
 Blinking LED Lamp") T-1 3/4 (5mm) Blinking LED Lamp DESCRIPTIONS The High Efficiency Red source color devices are made with Gallium Arsenide Phosphide on Gallium Phosphide Orange Light Emitting Diode Electrostatic discharge
T-1 3/4 (5mm) Blinking LED Lamp DESCRIPTIONS The High Efficiency Red source color devices are made with Gallium Arsenide Phosphide on Gallium Phosphide Orange Light Emitting Diode Electrostatic discharge
OPTIMIZED MECHANICAL PERFORMANCE OF WELDED AND MOLDED BUTT JOINTS: PART I SIMILARITIES AND DIFFERENCES
 BASF Corporation OPTIMIZED MECHANICAL PERFORMANCE OF WELDED AND MOLDED BUTT JOINTS: PART I SIMILARITIES AND DIFFERENCES Astract Recent developments were oriented on the analysis of the mechanical performance
BASF Corporation OPTIMIZED MECHANICAL PERFORMANCE OF WELDED AND MOLDED BUTT JOINTS: PART I SIMILARITIES AND DIFFERENCES Astract Recent developments were oriented on the analysis of the mechanical performance
CHAPTER 4 EXPERIMENTAL ANALYSIS FOR A 2 IN, SCHEDULE 10 PIPE
 CHAPTER 4 EXPERIMENTAL ANALYSIS FOR A 2 IN, SCHEDULE 10 PIPE To validate the results of theoretical and numerical analysis, three cases of experimental analysis were conducted. Two types of pipe-bend test
CHAPTER 4 EXPERIMENTAL ANALYSIS FOR A 2 IN, SCHEDULE 10 PIPE To validate the results of theoretical and numerical analysis, three cases of experimental analysis were conducted. Two types of pipe-bend test
A COMPARATIVE EVALUATION BETWEEN FLAT AND TRADITIONAL ENERGY DIRECTORS FOR ULTRASONIC WELDING OF CF/PPS THERMOPLASTIC COMPOSITES
 A COMPARATIVE EVALUATION BETWEEN FLAT AND TRADITIONAL ENERGY DIRECTORS FOR ULTRASONIC WELDING OF CF/PPS THERMOPLASTIC COMPOSITES I. Fernandez Villegas a*, B. Valle Grande a, H. E.N. Bersee a, R. Benedictus
A COMPARATIVE EVALUATION BETWEEN FLAT AND TRADITIONAL ENERGY DIRECTORS FOR ULTRASONIC WELDING OF CF/PPS THERMOPLASTIC COMPOSITES I. Fernandez Villegas a*, B. Valle Grande a, H. E.N. Bersee a, R. Benedictus
CTLGroup Report No A
 Report for DMFCWBS, LLC CTLGroup Report No. 055016A Limiting Heights of Composite Wall Assemblies Composed of Cold-Formed Steel Studs Sheathed with 1/2-in. Generic Gypsum Board for Interior Non-Load Bearing
Report for DMFCWBS, LLC CTLGroup Report No. 055016A Limiting Heights of Composite Wall Assemblies Composed of Cold-Formed Steel Studs Sheathed with 1/2-in. Generic Gypsum Board for Interior Non-Load Bearing
TI Typical HDPE raw material and pipe test methods EDITION 0607 PAGE 1/10
 PAGE 1/10 Typical HDPE raw material and pipe test methods We hereby want to provide an overview of the most common test methods Index Tests Page Density 2/10 Melt Index 2/10 Tensile Properties 3/10 Flexural
PAGE 1/10 Typical HDPE raw material and pipe test methods We hereby want to provide an overview of the most common test methods Index Tests Page Density 2/10 Melt Index 2/10 Tensile Properties 3/10 Flexural
Taking the LED Pick and Place Challenge
 Taking the LED Pick and Place Challenge Joshua J. Markle Cree, Inc. Joshua_markle@cree.com Abstract For the past few years there has been a shift in the Lighting Industry that has carried over to the surface
Taking the LED Pick and Place Challenge Joshua J. Markle Cree, Inc. Joshua_markle@cree.com Abstract For the past few years there has been a shift in the Lighting Industry that has carried over to the surface
PLASTIC CASKET. Matt James Gillenberger
 PLASTIC CASKET Matt James Gillenberger mjg5279@psu.edu Report Due: 3/29/2013 2 Plastic Casket Matt James Gillenberger Penn State Erie, The Behrend College Abstract Research into a plastic casket was conducted
PLASTIC CASKET Matt James Gillenberger mjg5279@psu.edu Report Due: 3/29/2013 2 Plastic Casket Matt James Gillenberger Penn State Erie, The Behrend College Abstract Research into a plastic casket was conducted