Variants of MIG/MAG Flux Cored Arc Welding (FCAW)
|
|
|
- Spencer Taylor
- 5 years ago
- Views:
Transcription

1 Variants of MIG/MAG Flux Cored Arc Welding (FCAW) Professor Pedro Vilaça * * Contacts Address: P.O. Box 14200, FI Aalto, Finland Visiting address: Puumiehenkuja 3, Espoo pedro.vilaca@aalto.fi ; Skype: fsweldone * ISO 4063:2009 -Welding and allied processes - Nomenclature of processes and reference numbers. (Establishes a nomenclature for welding and allied processes, with each process identified by a reference number) January 2015 Agenda Synergic GMAW Plug GMAW Narrow Gap GMAW Multi-wire GMAW AC GMAW Cold Metal Transfer GMAW Hybrid Laser GMAW FCAW Self-Shielded FCAW with Active Shielding Gas FCAW with Active Shielding Gas of Metallic Core
2 Fundaments: Synergic GMAW Electronic control system stability of the Electric Arc based on databases that contain the synergic constants that allow to implement welding parameters previously developed in order to optimize results Use appropriate sources of power, allowing: Direct command of current (I is independent of the value of wire feeding speed ) Modulation of the current using pulsed current trapezoidal wave Sources with static characteristic, depending on the type of control of arc stability (Horizontal to control the voltage and Vertical to control the current) 3 Synergic GMAW Advantages: All the advantages mentioned above for the GMAW pulsed... + Good control of arc stability... + Databases that allow the implementation of the optimal welding parameters under either constant current or pulsed current... + "One Knob Machine" - What makes it easier to use by the operator or to be easily automated or robotic implemented 4 2
, which were the 1 st generation power sources Works on all types of materials Allows transfer mode in axial drop spray and controlled short-circuit")
3 Synergic GMAW Control CC (Constant Current) / VC (Variable Current ): Last generation control, brings together the capabilities of synergic control (constant current good for high resistive material) and arc voltage (good for low resistive materials), which were the 1 st generation power sources Works on all types of materials Allows transfer mode in axial drop spray and controlled short-circuit (minimizing the problem of lack of fusion and spatter) Source of static variable characteristic, that is, during the peak period supply curve have type I cte (vertical), at the base period curve is type V cte Feeder with variable speed or fixed 5 Synergic GMAW Parameters selection: In practical terms the users need not carry the programming of many parameters Just enter the welding conditions (e.g., shielding gas composition, type and diameter of the wire electrode) and select the transfer mode: DIP / or Pulse Spray 6 3
4 Synergic GMAW Applies to DC constant (no pulse) for short-circuit (DIP) and Spray: WFS I I 2 where: e, are synergic parameters 7 Synergic GMAW Applies to DCEP pulse current establishing a procedure for determination of 4 variables: Ip; tp (peak period parameters); Ib; tb (base period parameters) of drop-spray transfer : I m I p t t p p I t b b t b 8 4
5 Synergic GMAW Transfer Mode desired Axial Pulverization with drops of the similar size of wire diameter A single drop deployment, for each pulse, and preferably in the last third of the pulse duration (so that the drop reaches the bath melting at a high temperature to promote good dilution) 9 Synergic GMAW 10 5

 11 Synergic GMAW")
6 Ip, peak current (A) Synergic GMAW One drop per pulse transition current tp, peak period (ms) 11 Synergic GMAW Several wave shapes: 12 6
7 Working equations: Synergic GMAW Synergic equations: WFS I F t I m p I 1 t p t b t p p m I t I b b t b 2 p 4 equations ; 4 unknowns t p F R F I K I m WFS E I m 2 p t Parâmetros Sinérgicos: R ; E ; K ; ; (; I b ) p I b e t b must ensure stability of the arc and not allow the weld pool solidify or arc extinguish 13 Synergic GMAW All synergic constants depend on: wire composition; wire diameter; gas composition I p >> I transition to assure drop-spray Drop diameter Wire diameter Controlled by drop volume = (WFS/F) x A and: F/I m = R (where: A area of electrode wire transversal section) 1 drop per pulse I p2 x t p = K (K Synergic constant characteristic of material and diameters) 14 7
8 Sample of typical values: E (WFS= E x Imédio) Synergic GMAW Steel, fio Ø 1,2 3,0 m/min/100a Stainless Steel, fio Ø 1,2 3,2 m/min/100a Al, fio Ø 1,2 4,4 m/min/100a R (F/Imédio = R) Steel, fio Ø 1,2 50 Hz/100A Stainless Steel, fio Ø 1,2 70 Hz/100A Al, fio Ø 1,2 90 Hz/100A K (Ip 2 x Tp = K) Steel, fio Ø 1,2 490 A 2.s Stainless Steel, fio Ø 1,2 315 A 2.s Al, fio Ø 1,2 130 A 2.s 15 Application: Plug GMAW Overlap joints thin plates (thickness 5 mm) Overlap joints mean thicknesses ( 5mm < thickness 12 mm) Resistance spot welding GMAW 16 8
9 Plug GMAW Application: Overlap joints thin plates (thickness 5 mm) Overlap joints mean thicknesses ( 5mm < thickness 12 mm) Resistance spot welding GMAW 17 Plug GMAW Special features: Special nozzles Weld cycle timers Superficial cleaning Open hole in top plate, for higher thickness Typical imperfections: Pores Lack of fusion between both plates 18 9


10 Plug GMAW Accessories: 19 Narrow Gap GMAW Applications: Multi filling runs Grove: < 18º Automatic or mechanized 20 10
 Special shielding protection Special nozzles and electrical insulation Backings 21 Narrow Gap GMAW 22")
11 Narrow Gap GMAW Fundaments: Positioning the tip of the electrode high power with 100% duty-cycles Ensure the lateral fusion of groves Special techniques for the rotation of the tip of the electrode (two wire coils or tubes of contact with the hole in spiral) Special shielding protection Special nozzles and electrical insulation Backings 21 Narrow Gap GMAW 22 11
 (mechanized) L&O rate [")
![/min] 0,093 0,080 V S [m/min] 0,35 0,70 OF 0,7 0,8 V d [m/min] 4,1 wire no.1: 6,2 wire no.](/docs-images/82/85489426/images/12-1.jpg "2: 6,0 M d [kg/m] 0,008877 0.008877 C d [ /kg] 1,43 1,43 N g [l/min] 15 18 C g [ /l] 0,0026 0.")
![0026 Costs of welding [ /m]: 0,64 0,43 Factor Traditional MAG technique TANDEM welding (robotic)](/docs-images/82/85489426/images/12-2.jpg "(mechanized) L&O rate [ /min] 0,093 0,080 V S [m/min] 0,25 0,50 OF 0,7 0,8 V d [m/min] 6,5 wire no.")
![1: 7,6 wire no.2: 6,8 M d [kg/m] 0,008877 0.](/docs-images/82/85489426/images/12-5.jpg "008877 C d [ /kg] 1,43 1,43 N g [l/min] 15 18 C g [ /l] 0,0026 0,0026 Costs of welding [ /m]: 1,02")
 Data for costs calculation and costs of welding of 1 m")
12 Multi-Wire GMAW Mode Pulse / Pulse Mode Pulse / Conventional Mode Conventional/ Conventional 23 Multi-Wire GMAW Factor Traditional MAG technique TANDEM welding (robotic) (mechanized) L&O rate [ /min] 0,093 0,080 V S [m/min] 0,35 0,70 OF 0,7 0,8 V d [m/min] 4,1 wire no.1: 6,2 wire no.2: 6,0 M d [kg/m] 0, C d [ /kg] 1,43 1,43 N g [l/min] C g [ /l] 0, Costs of welding [ /m]: 0,64 0,43 Factor Traditional MAG technique TANDEM welding (robotic) (mechanized) L&O rate [ /min] 0,093 0,080 V S [m/min] 0,25 0,50 OF 0,7 0,8 V d [m/min] 6,5 wire no.1: 7,6 wire no.2: 6,8 M d [kg/m] 0, C d [ /kg] 1,43 1,43 N g [l/min] C g [ /l] 0,0026 0,0026 Costs of welding [ /m]: 1,02 0,66 Data for costs calculation and costs of welding of 1 m long fillet weld (3 mm throat thickness, 165 A average current intensity, Ar+18%CO2) Data for costs calculation and costs of welding of 1 m long fillet weld (5 mm throat thickness, 230 A average current intensity, Ar+18%CO2) 24 12

13 AC GMAW 25 AC GMAW 26 13
 Automatization and Robotization 28")
14 AC GMAW 27 AC GMAW Fundaments: Synergic Pulse power sources with control of current AC Period DC EN : heating Period DC EP : drop detachment Applications: Mainly aluminiums alloys Low thicknesses ( 5mm) Automatization and Robotization 28 14
 GMAW")


15 CMT (Cold Metal Transfer) GMAW Oscillating wire process wire advances and retracts at 66 Hz 29 CMT (Cold Metal Transfer) GMAW 30 15
 and FastRoot, are others variants of GMAW of low Heat")

16 CMT (Cold Metal Transfer) GMAW Penetration level for bead on plate Note: STT (Surface Tension Transfer ) and FastRoot, are others variants of GMAW of low Heat Input 31 (Fumes Formation Rate FFR) CMT (Cold Metal Transfer) GMAW Fume box (mm): 1. Air flow probe 2. Filters 3. Welding gun Wire Diameter mm] 1.2 mm Current [A]




17 Hybrid Laser GMAW Combination of laser light and an electrical arc into an amalgamated welding process has been known since the 1970s, but has only recently been used in industrial applications. There are three main types of hybrid welding process, depending on the arc used; GTAW, PAW arc or GMAW augmented laser welding. While GTAW augmented laser welding was the first to be researched, GMAW is the first to go into industry and is commonly known as hybrid laser welding 33 FCAW Fundaments 34 17
18 FCAW Fundaments Fusion welding process using the same basic fundaments and equipment of conventional or synergic GMAW Depending on the type of consumable there are 3 main groups of solutions: FCAW Self-Shielded FCAW with Active Shielding Gas FCAW with Active Shielding Gas of Metallic Core FCAW Fundaments Weld pool protection, and filler metal drops are shielded from: Decomposition of the flux (as shielding gas) Support of the Active Shielding Gas (CO 2 e mixtures Ar + CO 2 ) Shielding of the weld during cooling is achieved through the slag created due to the decomposition of the flux 36 18


 Structures, Tubes e")
19 FCAW FCAW Self-Shielded FCAW FCAW Self-Shielded: Applications Mainly outdoor applications Better for plain steels (no alloy) Structures, Tubes e Panels 38 19


20 FCAW FCAW with Active Shielding Gas 136/ FCAW FCAW with Active Shielding Gas: Applications Weld indoor environment Weld all type of materials including stainless steels Applies in all typical GMAW construction Metallic core enables greater profitability, robotic applications (slag almost non-existent), should only be used in the Low position Basic and Rutile for high structural demand applications Weld in all positions 40 20
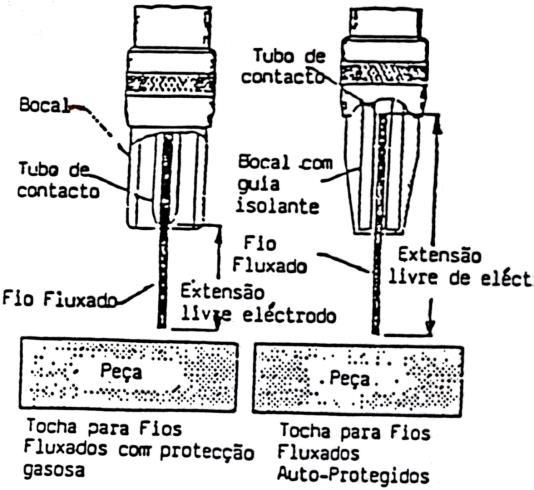




21 FCAW Fundaments Stick-out: 41 FCAW Welding Guns 42 21





22 FCAW Consumables: Electrode Wire 43 FCAW Consumables: Electrode Wire 44 22

23 FCAW Consumables: Electrode Wire 45 Symbol Characteristics Welding type Shielding gas R P B M Rutile, with slow cooling slag Rutile, with fast cooling slag Basic Metallic powder 1 pass and multipass 1 pass and multipass 1 pass and multipass 1 pass and multipass V Rutile or basic/fluorite 1 pass No W Y z FCAW Consumables: Classification Electrodes Basic/fluorite with slow cooling slag Basic/fluorite with fast cooling slag Other types 1 pass and multipass 1 pass and multipass Yes Yes Yes Yes No No 46 23
24 FCAW Consumables: Classification Electrodes (NP EN 758) Type R They are characterized by a transfer of metal in spray, reduced losses by splashing and a Rutile based slag completely covering the weld Designed for single pass and multi-pass welds in the positions flat butt, flat fillet and horizontal They are designed for use with CO2, but can also be used with mixtures of Ar+CO2, improving the transfer in the arc and to reduce spatter 47 FCAW Consumables: Classification Electrodes (NP EN 758) Type P Type P are similar to the Type R but Rutile slag is designed to rapid cooling, allowing welding in all positions In general, these wire electrodes are produced in lower diameters and, when used with CO2, have a transfer in spray When recommended by the manufacturer, the use of mixtures of Ar + CO2 can improve the operational characteristics of the electrode wire, reducing spatter 48 24
25 FCAW Consumables: Classification Electrodes (NP EN 758) Type B They are characterized by a metal transfer drop-spray, with weld beam top surface a slightly convex and a slag that may not cover completely the surface of the weld These wire electrodes can be used in all positions and in multi-pass welding With protection CO2 gas, or mixtures Ar + CO2 The composition of the slag consists of fluorides and alkali metal oxides. The deposits of these cored wire electrodes show excellent resistance to impact (toughness / resilience) and good resistance to cracking in general 49 FCAW Consumables: Classification Electrodes (NP EN 758) Type M They are characterized by a spray transfer of very fine drops and a minimum thickness of slag The composition of the flux inside these wires consists of alloys and iron powder, allow high speeds fusion without the danger of the appearance of lack of fusion These wires are used, with shielding protection of gaseous CO2 or Ar + CO2 Used primarily in positions flat butt, flat fillet and horizontally, in terms of single pass Are the wires with the worst penetration level 50 25
26 FCAW Consumables: Classification Electrodes (NP EN 758) Type V They are used without protective gas and allow a transfer of metal that goes from the globular to slightly spraying The slag produced by these wires electrodes characterized by a range of solidification rate from slow to fast The wires with a slag to cool slowly, are used in all positions in the single pass welding of galvanized steel and steel with aluminum or other coatings 51 FCAW Consumables: Classification Electrodes (NP EN 758) Type W They are used without shielding gas and allow a transfer of metal between the globular and close to spraying Its basic slag fluoride was designed to allow high deposition rates Some wires have added iron powder to inner fluxes providing good operational characteristics The wires of this type are used in welding of single pass and multi pass positions flat butt, flat fillet and horizontally, with some of these wires is possible to weld vertically downward 52 26
27 FCAW Consumables: Classification Electrodes (NP EN 758) Type Y They are used without shielding gas and allow a transfer of metal almost spray Its basic slag fluoride were designed to allow single pass welding, multi pass, in all positions They provide good resistance to cracking and good impact strength at low temperatures 53 FCAW Consumables: Classification (Standard AWS A5.20) Standard AWS A5.20 Plain steel and low alloy Wire Electrode Tensile in Kpsi Chemical Composition of Gas Welding position Cored Wire 54 27

28 FCAW Electrode Wire: Rules to Select Electrode should be metallurgically, physically and chemically compatible with base materials Comply with the dilution of the weld bead Comply with the mechanical properties prescribed for the weld joint Comply with weld current/thickness of base material and weld position 55 FCAW Consumables: Electrode Wire After selecting the electrode wire: Use the shielding gas established by the manufacture FCAW differently from GMAW enables DCEP and DCEN Use the polarity established by the manufacture 56 28




29 FCAW Weld Operation Procedure 57 FCAW Advantages Good penetration control Weld in all positions High productivity Enables easy automatization Enables outdoor application of GMAW benefits High deposition rates of 1,5 a 2,5kg/h (versus SMAW) 58 29
30 FCAW Disadvantages Accessibility and mobility Slag Hydrogen levels Susceptibility to inclusions Demands good skills for the welder Cost of Shielding Gases Cost of Consumables 59 30
Agenda. Hitsaustekniikka Kon Gas Metal Arc Welding Conventional control (solid wire) - Fundaments
 - Fundaments") Department of Engineering Design and Production Master Degree in Mechanical Engineering Hitsaustekniikka Kon-67.4200 Gas Metal Arc Welding Conventional control (solid wire) - Fundaments Materials Joining
Department of Engineering Design and Production Master Degree in Mechanical Engineering Hitsaustekniikka Kon-67.4200 Gas Metal Arc Welding Conventional control (solid wire) - Fundaments Materials Joining
Submerged Arc Welding (SAW) Agenda. Functions, basic rules to choose consumables. Storage and treatments before application
 Agenda. Functions, basic rules to choose consumables. Storage and treatments before application") Submerged Arc Welding (SAW) Professor Pedro Vilaça * * Contacts Address: P.O. Box 14200, FI-00076 Aalto, Finland Visiting address: Puumiehenkuja 3, Espoo pedro.vilaca@aalto.fi ; Skype: fsweldone January
Submerged Arc Welding (SAW) Professor Pedro Vilaça * * Contacts Address: P.O. Box 14200, FI-00076 Aalto, Finland Visiting address: Puumiehenkuja 3, Espoo pedro.vilaca@aalto.fi ; Skype: fsweldone January
Flux Cored Wire (FCW)
") Flux Cored Wire (FCW) Gas Shielded Type Flux Cored Wire (FCAW) Welding Consumables Selection Product name Specification Characteristic description GMX70 E70T-1C CO 2, DC+, high de rate titania type, only
Flux Cored Wire (FCW) Gas Shielded Type Flux Cored Wire (FCAW) Welding Consumables Selection Product name Specification Characteristic description GMX70 E70T-1C CO 2, DC+, high de rate titania type, only
KCWONG. Shielded Metal Arc Welding (SMAW) Gas Metal Arc Welding (GMAW/MIG) Flux-cored Arc Welding (FCAW) Gas Tungsten Arc Welding (GTAW/TIG) KCWONG
 Gas Metal Arc Welding (GMAW/MIG) Flux-cored Arc Welding (FCAW) Gas Tungsten Arc Welding (GTAW/TIG) KCWONG") 1 Shielded Metal Arc Welding (SMAW) Gas Metal Arc Welding (GMAW/MIG) Flux-cored Arc Welding (FCAW) Gas Tungsten Arc Welding (GTAW/TIG) 2 Working Principle Equipment Filler metals Advantages Limitation
1 Shielded Metal Arc Welding (SMAW) Gas Metal Arc Welding (GMAW/MIG) Flux-cored Arc Welding (FCAW) Gas Tungsten Arc Welding (GTAW/TIG) 2 Working Principle Equipment Filler metals Advantages Limitation
Introduction. Online course on Analysis and Modelling of Welding. G. Phanikumar Dept. of MME, IIT Madras
 Introduction Online course on Analysis and Modelling of Welding G. Phanikumar Dept. of MME, IIT Madras Classification of Manufacturing Processes Manufacturing Processes Ingot Casting Shape Casting Power
Introduction Online course on Analysis and Modelling of Welding G. Phanikumar Dept. of MME, IIT Madras Classification of Manufacturing Processes Manufacturing Processes Ingot Casting Shape Casting Power
GAS METAL ARC WELDING (GMAW)
") GAS METAL ARC WELDING (GMAW) INTRODUCTION Gas Metal Arc Welding (GMAW) is also called Metal Inert Gas (MIG) arc welding. It uses consumable metallic electrode. There are other gas shielded arc welding
GAS METAL ARC WELDING (GMAW) INTRODUCTION Gas Metal Arc Welding (GMAW) is also called Metal Inert Gas (MIG) arc welding. It uses consumable metallic electrode. There are other gas shielded arc welding
GMAW Unit Topics. During this overview, we will discuss the following topics:
 GMAW (MIG Welding) GMAW Unit Topics During this overview, we will discuss the following topics: Safety GMAW Basics Equipment Set-Up Welding Variables Process Advantages and Limitations AWS Connection National
GMAW (MIG Welding) GMAW Unit Topics During this overview, we will discuss the following topics: Safety GMAW Basics Equipment Set-Up Welding Variables Process Advantages and Limitations AWS Connection National
Materials & Processes in Manufacturing
 2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 37 Arc Processes Chapter 38 Resistance Welding Chapter 39 Brazing and Soldering 1 Introduction Arc welding processes produce fusion
2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 37 Arc Processes Chapter 38 Resistance Welding Chapter 39 Brazing and Soldering 1 Introduction Arc welding processes produce fusion
GMAW (MIG) / FCAW / MCAW
 / FCAW / MCAW") Welding Processes GMAW () / FCAW / MCAW Gas Metal Arc Welding (GMAW), Flux Cored Arc Welding (FCAW) and Metal Cored Arc Welding (MCAW) Gas Metal Arc Welding (GMAW) GMA commonly referred to as Metal Inert
Welding Processes GMAW () / FCAW / MCAW Gas Metal Arc Welding (GMAW), Flux Cored Arc Welding (FCAW) and Metal Cored Arc Welding (MCAW) Gas Metal Arc Welding (GMAW) GMA commonly referred to as Metal Inert
Laser Beam Welding (LBW)
") Laser Beam Welding (LBW) Professor Pedro Vilaça * * Contacts Address: P.O. Box 14200, FI-00076 Aalto, Finland Visiting address: Puumiehenkuja 3, Espoo pedro.vilaca@aalto.fi ; Skype: fsweldone January 2016
Laser Beam Welding (LBW) Professor Pedro Vilaça * * Contacts Address: P.O. Box 14200, FI-00076 Aalto, Finland Visiting address: Puumiehenkuja 3, Espoo pedro.vilaca@aalto.fi ; Skype: fsweldone January 2016
MAG wire. Welding Consumables Selection. MAG MIG wire/rod. Welding Consumables Selection. Specifi cation AWS JIS. Product name
 Welding Consumables Selection Product name S-4 S-6 Shielding gas Property description Better deoxidation effect than ER70S-3, no charpy impact requirement. Available for single and multipasses, good anti-rust
Welding Consumables Selection Product name S-4 S-6 Shielding gas Property description Better deoxidation effect than ER70S-3, no charpy impact requirement. Available for single and multipasses, good anti-rust
Manufacturing and Repair Welding. Weld Expo 2004 Welding Symposium September 29, 2004 Andy McCartney, P.Eng. Manager Welding Services
 Manufacturing and Repair Welding Weld Expo 2004 Welding Symposium September 29, 2004 Andy McCartney, P.Eng. Manager Welding Services In today s business environment maximization and / or optimization is
Manufacturing and Repair Welding Weld Expo 2004 Welding Symposium September 29, 2004 Andy McCartney, P.Eng. Manager Welding Services In today s business environment maximization and / or optimization is
WELDING TECHNOLOGY AND WELDING INSPECTION
 WELDING TECHNOLOGY AND WELDING INSPECTION PRESENTED BY: GOPAL KUMAR CHOUDHARY SVL ENGINEERING SERVICES CHENNAI CONTENTS: DEFINATION TYPES OF WELDING ELECTRODE GEOMETRY EQUIPMENT QUALITY PROCESS SAFETY
WELDING TECHNOLOGY AND WELDING INSPECTION PRESENTED BY: GOPAL KUMAR CHOUDHARY SVL ENGINEERING SERVICES CHENNAI CONTENTS: DEFINATION TYPES OF WELDING ELECTRODE GEOMETRY EQUIPMENT QUALITY PROCESS SAFETY
Factors to be considered for selecting a suitable type of welding current and polarity
 Factors to be considered for selecting a suitable type of welding current and polarity This chapter describes the factors to be considered for selection of suitable type of welding current and polarity.
Factors to be considered for selecting a suitable type of welding current and polarity This chapter describes the factors to be considered for selection of suitable type of welding current and polarity.
DIGIPULS II. MIG/MAG equipment for superior welding results.
 DIGIPULS II MIG/MAG equipment for superior welding results. DIGIPULS II 2010-473 DIGIPULS II is the only product on the MIG/MAG welding market offering superior quality welding and advanced welding processes
DIGIPULS II MIG/MAG equipment for superior welding results. DIGIPULS II 2010-473 DIGIPULS II is the only product on the MIG/MAG welding market offering superior quality welding and advanced welding processes
Chapter 12. Flux Cored Arc Welding Equipment, Setup, and Operation Delmar, Cengage Learning
 Chapter 12 Flux Cored Arc Welding Equipment, Setup, and Operation Objectives Explain the FCA welding process Describe what equipment is needed for FCA welding List the advantages of FCA welding, and explain
Chapter 12 Flux Cored Arc Welding Equipment, Setup, and Operation Objectives Explain the FCA welding process Describe what equipment is needed for FCA welding List the advantages of FCA welding, and explain
Introduction to Welding Technology
 Introduction to Welding Technology Welding is a fabrication process used to join materials, usually metals or thermoplastics, together. During welding, the pieces to be joined (the workpieces) are melted
Introduction to Welding Technology Welding is a fabrication process used to join materials, usually metals or thermoplastics, together. During welding, the pieces to be joined (the workpieces) are melted
NAME 345 Welding Technology Lecture 08 Gas Metal Arc Welding (GMAW) Metal Inert Gas (MIG/MUG) Welding
 Metal Inert Gas (MIG/MUG) Welding") NAME 345 Welding Technology Lecture 08 Gas Metal Arc Welding (GMAW) Metal Inert Gas (MIG/MUG) Welding Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University
NAME 345 Welding Technology Lecture 08 Gas Metal Arc Welding (GMAW) Metal Inert Gas (MIG/MUG) Welding Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University
Arc welding GMAW. CTU in Prague Faculty of Mechanical Engineering
 1st semester 2015/2016 Arc welding GMAW CTU in Prague Faculty of Mechanical Engineering Ing. Petr Vondrouš, PhD., IWE GMAW Gas Metal Arc Welding GMAW Definition GMAW stands for Gas Metal Arc Welding GMAW
1st semester 2015/2016 Arc welding GMAW CTU in Prague Faculty of Mechanical Engineering Ing. Petr Vondrouš, PhD., IWE GMAW Gas Metal Arc Welding GMAW Definition GMAW stands for Gas Metal Arc Welding GMAW
Chapter 3 Shielded. Metal Arc Welding
 Chapter 3 Shielded Metal Arc 1. SMAW Electrode 2 Filler metals for shielded metal arc welding are composed of a metal alloy core, covered by a flux coating. The core wire carries the current for welding
Chapter 3 Shielded Metal Arc 1. SMAW Electrode 2 Filler metals for shielded metal arc welding are composed of a metal alloy core, covered by a flux coating. The core wire carries the current for welding
Copyright 1999 Society of Manufacturing Engineers FUNDAMENTAL MANUFACTURING PROCESSES Welding NARRATION (VO):
:") Copyright 1999 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Welding SCENE 1. CG: Fusion Welding Processes white text centered on black SCENE 2. tape 528, 14:18:33-14:18:52
Copyright 1999 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Welding SCENE 1. CG: Fusion Welding Processes white text centered on black SCENE 2. tape 528, 14:18:33-14:18:52
Welding Processes. Consumable Electrode. Non-Consumable Electrode. High Energy Beam. Fusion Welding Processes. SMAW Shielded Metal Arc Welding
 Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
HOBART BROTHERS Metal core Process. Basics of Welding Metal Cored Wires
 HOBART BROTHERS Metal core Process Basics of Welding Metal Cored Wires AWS Metal Core Classification AWS A5.18 E 70 C-6 M Electrode Tensile (ksi) Composite Impact Strength 3=20 ft. lbs. @ 0 F 6=20 ft.
HOBART BROTHERS Metal core Process Basics of Welding Metal Cored Wires AWS Metal Core Classification AWS A5.18 E 70 C-6 M Electrode Tensile (ksi) Composite Impact Strength 3=20 ft. lbs. @ 0 F 6=20 ft.
3 TIG welding. 3.1 A description of the method. 3.2 Equipment
 3 TIG welding 3.1 A description of the method TIG welding (also called Gas Tungsten Arc Welding, GTAW) involves striking an arc between a non-consumable tungsten electrode and the workpiece. The weld pool
3 TIG welding 3.1 A description of the method TIG welding (also called Gas Tungsten Arc Welding, GTAW) involves striking an arc between a non-consumable tungsten electrode and the workpiece. The weld pool
I N V E R T E R T E C H N O L O G Y P O W E R S O U R C E F O R M I G A N D M M A
 I N V E R T E R T E C H N O L O G P O W E R S O U R C E F O R M I G A N D M M A 282-352-503 High quality MIG-MAG, a n d M M A w e l d i n g These are inverter power sources purposely designed for exceptional
I N V E R T E R T E C H N O L O G P O W E R S O U R C E F O R M I G A N D M M A 282-352-503 High quality MIG-MAG, a n d M M A w e l d i n g These are inverter power sources purposely designed for exceptional
Submerged Arc Welding: A discussion of the welding process and how welding parameters affect the chemistry ofcorrosion Resistant Overlays (CRO)
") Submerged Arc Welding: A discussion of the welding process and how welding parameters affect the chemistry ofcorrosion Resistant Overlays (CRO) 1 Submerged Arc Welding (SAW) Part 1 The SAW welding process
Submerged Arc Welding: A discussion of the welding process and how welding parameters affect the chemistry ofcorrosion Resistant Overlays (CRO) 1 Submerged Arc Welding (SAW) Part 1 The SAW welding process
MIG-350HD/500HD. For MIG and Stick Welding. Specialist Features. The total solution of industrial MIG/MAG welding. Precision Arc Performance:
 MIG-350HD/500HD Processes: MIG, Flux-Cored, Pulse MIG, MMA(Stick) Applications: Metal fabrication workshops Shipyards and offshore industry Chemical and process industry Steel structure workshops Input
MIG-350HD/500HD Processes: MIG, Flux-Cored, Pulse MIG, MMA(Stick) Applications: Metal fabrication workshops Shipyards and offshore industry Chemical and process industry Steel structure workshops Input
Module - 4 Advanced Welding Processes Lecture - 1 Submerged Arc Welding (SAW)
") Advanced Manufacturing Processes Prof. Dr. Apurbba Kumar Sharma Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Advanced Welding Processes Lecture
Advanced Manufacturing Processes Prof. Dr. Apurbba Kumar Sharma Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Advanced Welding Processes Lecture
The principle Of Tungsten Inert Gas (TIG) Welding Process
 Welding Process") The principle Of Tungsten Inert Gas (TIG) Welding Process This chapter presents the principle of tungsten inert gas (TIG) welding process besides important components of TIG welding system and their role.
The principle Of Tungsten Inert Gas (TIG) Welding Process This chapter presents the principle of tungsten inert gas (TIG) welding process besides important components of TIG welding system and their role.
Advantages and Disadvantages of Metal Cored Wires
 Advantages and Disadvantages of Metal Cored Wires In today s world, fabricators have a wide range of choices in deciding the best welding process and consumable to use in a particular application. Many
Advantages and Disadvantages of Metal Cored Wires In today s world, fabricators have a wide range of choices in deciding the best welding process and consumable to use in a particular application. Many
Manufacturing Process II. Welding Processes-1
 Manufacturing Process II Welding Processes-1 1. Introduction: The term joining is generally used for welding, brazing, soldering, and adhesive bonding, which form a permanent joint between the parts a
Manufacturing Process II Welding Processes-1 1. Introduction: The term joining is generally used for welding, brazing, soldering, and adhesive bonding, which form a permanent joint between the parts a
Surface Tension Transfer (STT )
") W A V E F O R M C O N T R O L T E C H N O L O G Y Surface Tension Transfer (STT ) For many years, pipe fabricators have been searching for a faster, easier method to make single-sided low hydrogen open
W A V E F O R M C O N T R O L T E C H N O L O G Y Surface Tension Transfer (STT ) For many years, pipe fabricators have been searching for a faster, easier method to make single-sided low hydrogen open
Grade 11 Term 1. Welding Simulation Project
 Grade 11 Term 1 Welding Simulation Project Unit/Topic: STSENGS873 Welding Simulation STS Performance Criteria: 1.1,1.4-1.6, 2.1-2.4 AQF Unit & PC: N/A to selected TAFE units (AWS positions,1g,2g,2f) Name:
Grade 11 Term 1 Welding Simulation Project Unit/Topic: STSENGS873 Welding Simulation STS Performance Criteria: 1.1,1.4-1.6, 2.1-2.4 AQF Unit & PC: N/A to selected TAFE units (AWS positions,1g,2g,2f) Name:
Lecture 16 Gas Tungsten Arc welding III & Plasma Arc Welding Keyword: 16.1 Selection of pulse parameters
 Lecture 16 Gas Tungsten Arc welding III & Plasma Arc Welding This chapter presents the influence of process parameters of pulse TIG welding process on the development of sound weld joint. Further, the
Lecture 16 Gas Tungsten Arc welding III & Plasma Arc Welding This chapter presents the influence of process parameters of pulse TIG welding process on the development of sound weld joint. Further, the
Pioneer 321 MKS/MSR. P. F. C. Power Factor Corrector. English
 Pioneer 321 MKS/MSR P. F. C. Power Factor Corrector English Pioneer 321 MKS Mig/Mag Kompact Synergic MKS: Applications Thanks to its dimensions and light weight, MKS is the best option on the market, for
Pioneer 321 MKS/MSR P. F. C. Power Factor Corrector English Pioneer 321 MKS Mig/Mag Kompact Synergic MKS: Applications Thanks to its dimensions and light weight, MKS is the best option on the market, for
Gas Tungsten Arc Welding (GTAW) Tungsten Inert Gas (TIG) Welding / 141
 Tungsten Inert Gas (TIG) Welding / 141") Gas Tungsten Arc Welding (GTAW) Tungsten Inert Gas (TIG) Welding / 141 Professor Pedro Vilaça * * Contacts Address: P.O. Box 14200, FI-00076 Aalto, Finland Visiting address: Puumiehenkuja 3, Espoo pedro.vilaca@aalto.fi
Gas Tungsten Arc Welding (GTAW) Tungsten Inert Gas (TIG) Welding / 141 Professor Pedro Vilaça * * Contacts Address: P.O. Box 14200, FI-00076 Aalto, Finland Visiting address: Puumiehenkuja 3, Espoo pedro.vilaca@aalto.fi
TIP TIG innovative i non consumable electrode arc welding (TIG welding) process with dynamic wire feeding movement
 process with dynamic wire feeding movement") THE WELDING REVOLUTION! Terms and Definitions I TIP TIG innovative i non consumable electrode arc welding (TIG welding) process with dynamic wire feeding movement TIP TIG CW (ColdWire!) welding system
THE WELDING REVOLUTION! Terms and Definitions I TIP TIG innovative i non consumable electrode arc welding (TIG welding) process with dynamic wire feeding movement TIP TIG CW (ColdWire!) welding system
Storage and reconditioning of filler metals
 Storage and reconditioning of filler metals All filler metals in their original, unopened containers should be kept in a relatively dry storage area at temperatures between 15 C (60 F) and 30 C (80 F)
Storage and reconditioning of filler metals All filler metals in their original, unopened containers should be kept in a relatively dry storage area at temperatures between 15 C (60 F) and 30 C (80 F)
Tack Welder Level 3 Question Bank
 Tack Welder Level 3 Question Bank I Fill in the blanks 1. Principle of GAS cutting is 2. Argon cylinder colour is 3. rays will emit from welding arc. 4. Tongs are used to hold 5. Full form of GMAW 6. Diameter
Tack Welder Level 3 Question Bank I Fill in the blanks 1. Principle of GAS cutting is 2. Argon cylinder colour is 3. rays will emit from welding arc. 4. Tongs are used to hold 5. Full form of GMAW 6. Diameter
DIPLOMA IN ENGINEERING FABRICATION AND WELDING TECHNOLOGY PRE-ATTENDANCE REVISION WORKBOOK FOR UNIT 213
 2850 DIPLOMA IN ENGINEERING FABRICATION AND WELDING TECHNOLOGY PRE-ATTENDANCE REVISION WORKBOOK FOR UNIT 213 V1 Welcome This booklet is designed to outline the areas that you will study when you complete
2850 DIPLOMA IN ENGINEERING FABRICATION AND WELDING TECHNOLOGY PRE-ATTENDANCE REVISION WORKBOOK FOR UNIT 213 V1 Welcome This booklet is designed to outline the areas that you will study when you complete
ALLOYS COMPANY Stephenson Hwy, Madison Heights, MI (248) (800)
 (800)") Stainless Steel Alloys Gas Metal Arc Welding Gas Tungsten Arc Welding Shielded Metal Arc Welding (GMAW) Wires (GTAW) Alloys (SMAW) Stick The Royal Line ALLOYS COMPANY 30105 Stephenson Hwy, Madison Heights,
Stainless Steel Alloys Gas Metal Arc Welding Gas Tungsten Arc Welding Shielded Metal Arc Welding (GMAW) Wires (GTAW) Alloys (SMAW) Stick The Royal Line ALLOYS COMPANY 30105 Stephenson Hwy, Madison Heights,
4 Shielded Metal Arc Welding*
 4 Shielded Metal Arc Welding* * Abbreviated MMA (Manual metal arc welding). American designation: shielded metal arc welding (SMAW). Shielded metal arc welding (SMAW) is an AW process that uses a consumable
4 Shielded Metal Arc Welding* * Abbreviated MMA (Manual metal arc welding). American designation: shielded metal arc welding (SMAW). Shielded metal arc welding (SMAW) is an AW process that uses a consumable
Lecture 23. Chapter 30 Fusion Welding Processes. Introduction. Two pieces are joined together by the application of heat
 Lecture 23 Chapter 30 Fusion Welding Processes Introduction Fusion welding Two pieces are joined together by the application of heat Melting and fusing the interface Filler metal Extra metal added (melted)
Lecture 23 Chapter 30 Fusion Welding Processes Introduction Fusion welding Two pieces are joined together by the application of heat Melting and fusing the interface Filler metal Extra metal added (melted)
SAMPLE. Weld using flux cored arc welding process (MEM05047B) LEARNING RESOURCE MANUAL. Metal Fabrication & Welding T INDUSTRY SKILLS UNIT MEADOWBANK
 LEARNING RESOURCE MANUAL. Metal Fabrication & Welding T INDUSTRY SKILLS UNIT MEADOWBANK") Weld using flux cored arc welding process (MEM05047B) LEARNING RESOURCE MANUAL T INDUSTRY SKILLS UNIT MEADOWBANK Metal Fabrication & Welding MEM05047B/1 First Edition Product Code: 2966 Publishing details:
Weld using flux cored arc welding process (MEM05047B) LEARNING RESOURCE MANUAL T INDUSTRY SKILLS UNIT MEADOWBANK Metal Fabrication & Welding MEM05047B/1 First Edition Product Code: 2966 Publishing details:
Rapid Z Galvanized Welding
 Rapid Z Galvanized Welding PROCESS GUIDE Overview Rapid Z High Speed, Low Porosity. Less Spatter* Better Bead Appearance* Less Internal & External Porosity* Higher Productivity & Less Rework* Index Details....1
Rapid Z Galvanized Welding PROCESS GUIDE Overview Rapid Z High Speed, Low Porosity. Less Spatter* Better Bead Appearance* Less Internal & External Porosity* Higher Productivity & Less Rework* Index Details....1
ALLOYS COMPANY Stephenson Hwy, Madison Heights, MI (248) (800)
 (800)") Stainless Steel Alloys Gas Metal Arc Welding Gas Tungsten Arc Welding Shielded Metal Arc Welding (GMAW) MIG Wires (GTAW) TIG Alloys (SMAW) Stick Electrode The Royal Line ALLOYS COMPANY 30105 Stephenson
Stainless Steel Alloys Gas Metal Arc Welding Gas Tungsten Arc Welding Shielded Metal Arc Welding (GMAW) MIG Wires (GTAW) TIG Alloys (SMAW) Stick Electrode The Royal Line ALLOYS COMPANY 30105 Stephenson
CITOSTEP. MIG/MAG Step controlled range. A step forward into intuitive welding.
 MIG/MAG Step controlled range A step forward into intuitive welding www.oerlikon-welding.com machines are intelligent MIG/MAG welding installations with voltage switching technology and numerical control
MIG/MAG Step controlled range A step forward into intuitive welding www.oerlikon-welding.com machines are intelligent MIG/MAG welding installations with voltage switching technology and numerical control
Lesson 1 Introduction to Welding Technology. Contents
 Department of Engineering Design Lesson 1 Introduction to Welding Technology Professor Pedro Vilaça * * Contacts Address: P.O. Box 14200, FI-00076 Aalto, Finland Visiting address: Puumiehenkuja 3, Espoo
Department of Engineering Design Lesson 1 Introduction to Welding Technology Professor Pedro Vilaça * * Contacts Address: P.O. Box 14200, FI-00076 Aalto, Finland Visiting address: Puumiehenkuja 3, Espoo
IIW Commission meetings in Annual Assembly Prague, Czech Republic on July 11 to 13, 2005 Meeting Notes by Alice Lau
 IIW Commission meetings in Annual Assembly Prague, Czech Republic on July 11 to 13, 2005 Meeting Notes by Alice Lau All papers are on the IIW website in the Working Group area of Commission XII July 11,
IIW Commission meetings in Annual Assembly Prague, Czech Republic on July 11 to 13, 2005 Meeting Notes by Alice Lau All papers are on the IIW website in the Working Group area of Commission XII July 11,
EML 2322L -- MAE Design and Manufacturing Laboratory. Welding
 EML 2322L -- MAE Design and Manufacturing Laboratory Welding Intro to Welding A weld is made when separate pieces of material to be joined combine and form one piece when heated to a temperature high enough
EML 2322L -- MAE Design and Manufacturing Laboratory Welding Intro to Welding A weld is made when separate pieces of material to be joined combine and form one piece when heated to a temperature high enough
71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding. Weld Metal - Chemistry
 Flux Cored Wire 71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding Description: Provides a stable arc, low spatter, easy to remove slag, and neat weld metal.
Flux Cored Wire 71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding Description: Provides a stable arc, low spatter, easy to remove slag, and neat weld metal.
CHAPTER 3. MIG/MAG welding. Introduction pages 3-2 & 3-3. WELDING POWER SOURCES Transformer technology power sources TORCHES
 CHAPTER welding Introduction pages - & - WELDING POWER SOURCES Transformer technology power sources MAXISTAR 0 MEC / 00 M / 0 T page - PRECISA 00MP page - BLUMIG C / C / C / C page - BLUMIG S / 0 S / 0
CHAPTER welding Introduction pages - & - WELDING POWER SOURCES Transformer technology power sources MAXISTAR 0 MEC / 00 M / 0 T page - PRECISA 00MP page - BLUMIG C / C / C / C page - BLUMIG S / 0 S / 0
Training Achievement Record
 Training Achievement Record AWS SENSE LEVEL I ENTRY WELDER TRAINING ACHIEVEMENT RECORD Name Trainee ID # Date Entered Training Training Facility Address Address Address Telephone # INSTRUCTOR USE ONLY
Training Achievement Record AWS SENSE LEVEL I ENTRY WELDER TRAINING ACHIEVEMENT RECORD Name Trainee ID # Date Entered Training Training Facility Address Address Address Telephone # INSTRUCTOR USE ONLY
Core Curriculum Welding Level 1 Welding Level 2 Welding Level 3
 A Correlation of Core Curriculum Welding Level 1 Welding Level 2 Welding Level 3 to the South Carolina Standards for Welding Technology 1, 2, 3, & 4 Required Competencies South Carolina Welding Technology
A Correlation of Core Curriculum Welding Level 1 Welding Level 2 Welding Level 3 to the South Carolina Standards for Welding Technology 1, 2, 3, & 4 Required Competencies South Carolina Welding Technology
Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 8 Submerged Arc Welding Welcome students. This
Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 8 Submerged Arc Welding Welcome students. This
Welding. Basic Welding Welding Technician Welding Specialist. Pipe Technician. Aluminum Technician
 Welding Objectives Compass Career College s Welding program provides instruction on the various processes and techniques of welding including oxyfuel cutting, carbon arc cutting, shielded metal arc welding,
Welding Objectives Compass Career College s Welding program provides instruction on the various processes and techniques of welding including oxyfuel cutting, carbon arc cutting, shielded metal arc welding,
NAME 345 Welding Technology Lecture 07 Shielded Metal Arc Welding (SMAW)
") NAME 345 Welding Technology Lecture 07 Shielded Metal Arc Welding (SMAW) Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology
NAME 345 Welding Technology Lecture 07 Shielded Metal Arc Welding (SMAW) Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology
3/26/2015. Processes of Arc Welding. Kate Gilland
 3/26/2015 Processes of Arc Welding Kate Gilland Processes of Arc Welding Introduction Welding is a powerful technological advance. It allows for things to be conjoined that may have not been thought to
3/26/2015 Processes of Arc Welding Kate Gilland Processes of Arc Welding Introduction Welding is a powerful technological advance. It allows for things to be conjoined that may have not been thought to
ANSI/AWS D An American National Standard. Structural Welding Code Sheet Steel
 ANSI/AWS D1.3-98 An American National Standard Structural Welding Code Sheet Steel Key Words Sheet steel, allowable stresses, details of welded joints, workmanship qualification, visual acceptance criteria,
ANSI/AWS D1.3-98 An American National Standard Structural Welding Code Sheet Steel Key Words Sheet steel, allowable stresses, details of welded joints, workmanship qualification, visual acceptance criteria,
Guidelines To Gas Metal Arc Welding (GMAW)
") Guidelines To Gas Metal Arc Welding (GMAW) WARNING ARC WELDING can be hazardous. This document contains general information about the topics discussed herein. This document is not an application manual
Guidelines To Gas Metal Arc Welding (GMAW) WARNING ARC WELDING can be hazardous. This document contains general information about the topics discussed herein. This document is not an application manual
Welding Engineering Prof. Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Welding Engineering Prof. Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Arc Welding Processes Lecture - 1 SMAW- 1 So, dear students,
Welding Engineering Prof. Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Arc Welding Processes Lecture - 1 SMAW- 1 So, dear students,
INVESTIGATION OF THE EFFECT OF PULSING SHIELDING GAS IN ARC WELDING
 INVESTIGATION OF THE EFFECT OF PULSING SHIELDING GAS IN ARC WELDING Submitted to The Engineering Honors Committee 119 Hitchcock Hall College of Engineering The Ohio State University Columbus, Ohio 43210
INVESTIGATION OF THE EFFECT OF PULSING SHIELDING GAS IN ARC WELDING Submitted to The Engineering Honors Committee 119 Hitchcock Hall College of Engineering The Ohio State University Columbus, Ohio 43210
Structure of Metals 1
 1 Structure of Metals Metals Basic Structure (Review) Property High stiffness, better toughness, good electrical conductivity, good thermal conductivity Why metals have these nice properties - structures
1 Structure of Metals Metals Basic Structure (Review) Property High stiffness, better toughness, good electrical conductivity, good thermal conductivity Why metals have these nice properties - structures
G009: Remove weld metal from plain carbon steel, using weld washing techniques.
 Welding 1 st Quarter DUTY A: Practicing Occupational Orientation A001: Follow safe practices. A002: Prepare time or job cards, reports, or records. A003: Perform housekeeping duties. A004: Follow oral
Welding 1 st Quarter DUTY A: Practicing Occupational Orientation A001: Follow safe practices. A002: Prepare time or job cards, reports, or records. A003: Perform housekeeping duties. A004: Follow oral
Gases for welding carbon and low-alloy steels.
 Carbon & low alloy steels - New Zealand edition Shielding gas. Gases for welding carbon and low-alloy steels. 03 Steel forms the largest and most widely used group of structural and engineering alloys
Carbon & low alloy steels - New Zealand edition Shielding gas. Gases for welding carbon and low-alloy steels. 03 Steel forms the largest and most widely used group of structural and engineering alloys
SMAW. Shielded metal arc welding (SMAW) is commonly referred to as stick welding
 is commonly referred to as stick welding") SMAW EQUIPMENT SMAW Shielded metal arc welding (SMAW) is commonly referred to as stick welding An electric arc between the stick electrode and the base metal creates heat. Heat melts the base metal and
SMAW EQUIPMENT SMAW Shielded metal arc welding (SMAW) is commonly referred to as stick welding An electric arc between the stick electrode and the base metal creates heat. Heat melts the base metal and
Chapter 4 Gas. Metal Arc Welding
 Chapter 4 Gas Metal Arc What shielding gases or combinations of shielding gases are used in GMAW? Gas Molecular Weight Remarks Carbon 44.010 Reactive shielding gas for ferrous metals providing deep Dioxide
Chapter 4 Gas Metal Arc What shielding gases or combinations of shielding gases are used in GMAW? Gas Molecular Weight Remarks Carbon 44.010 Reactive shielding gas for ferrous metals providing deep Dioxide
Pioneer 321 Pulse. English
 Pioneer 321 Pulse English 321 Pulse: Applications Pioneer Pulse 321 is professional 3 Phase Inverter Power Source (320A 45% at 40 C) MIG-MAG available modes are: Manual, Synergic, Pulse Synergic and Double
Pioneer 321 Pulse English 321 Pulse: Applications Pioneer Pulse 321 is professional 3 Phase Inverter Power Source (320A 45% at 40 C) MIG-MAG available modes are: Manual, Synergic, Pulse Synergic and Double
NAME 345 Welding Technology Lecture 09 SAW, ESW & Resistance Welding
 NAME 345 Welding Technology Lecture 09 Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology Dhaka-1000, Bangladesh Submerged
NAME 345 Welding Technology Lecture 09 Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology Dhaka-1000, Bangladesh Submerged
Welding. More efficiency due to modern processes
 Welding More efficiency due to modern processes Pioneers in new processes With a large range of proven and innovative welding processes, we at CLOOS can offer solutions for the future providing maximum
Welding More efficiency due to modern processes Pioneers in new processes With a large range of proven and innovative welding processes, we at CLOOS can offer solutions for the future providing maximum
Girth welding technique on the oil and gas pipeline project of China
 Girth welding technique on the oil and gas pipeline project of China Yongli Sui ( National Engineering Laboratory for Pipeline Safety, China Petroleum Pipeline Research Institute, Langfang 065000, China)
Girth welding technique on the oil and gas pipeline project of China Yongli Sui ( National Engineering Laboratory for Pipeline Safety, China Petroleum Pipeline Research Institute, Langfang 065000, China)
WORLDSKILLS STANDARD SPECIFICATION
 WORLDSKILLS STANDARD SPECIFICATION Skill 10 Welding WSC2017_WSSS10 THE WORLDSKILLS STANDARDS SPECIFICATION (WSSS) GENERAL NOTES ON THE WSSS The WSSS specifies the knowledge, understanding and specific
WORLDSKILLS STANDARD SPECIFICATION Skill 10 Welding WSC2017_WSSS10 THE WORLDSKILLS STANDARDS SPECIFICATION (WSSS) GENERAL NOTES ON THE WSSS The WSSS specifies the knowledge, understanding and specific
Technical Data Sheet 321 Electrode Hi-Performance E-Z Arc Alloy
 321 Electrode Hi-Performance E-Z Arc Alloy A quality electrode formulated to clean contaminants and produce good base metal penetration. Once welded, it lifts the contaminants into an easy-forming slag
321 Electrode Hi-Performance E-Z Arc Alloy A quality electrode formulated to clean contaminants and produce good base metal penetration. Once welded, it lifts the contaminants into an easy-forming slag
pdfmachine trial version
 EFFECT OF WELDING TECHNIQUES (GTAW & SMAW) ON THE MICROSTRUCTURE & MECHANICAL PROPERTIES OF MILD STEEL SA 516 Gr. 70 By Dr. Muhammad Taqi Zahid Butt, S. Ahmed, S. Rasool, U. Ali and S. U. Rehman* ABSTRACT
EFFECT OF WELDING TECHNIQUES (GTAW & SMAW) ON THE MICROSTRUCTURE & MECHANICAL PROPERTIES OF MILD STEEL SA 516 Gr. 70 By Dr. Muhammad Taqi Zahid Butt, S. Ahmed, S. Rasool, U. Ali and S. U. Rehman* ABSTRACT
FUNDAMENTALS OF ARC WELDING
 FUNDAMENTALS OF ARC WELDING Welding is the process of joining two pieces of metal by intense heating with or without the application of pressure or by the application of pressure alone (without heating)
FUNDAMENTALS OF ARC WELDING Welding is the process of joining two pieces of metal by intense heating with or without the application of pressure or by the application of pressure alone (without heating)
Electric Arc Welding
 Electric Arc Welding Electricity is passed through an electrode which jumps between the electrode and the work piece. This causes an arc which produces great heat melting the electrode and the work piece
Electric Arc Welding Electricity is passed through an electrode which jumps between the electrode and the work piece. This causes an arc which produces great heat melting the electrode and the work piece
Extended stickout guides are used to maintain a consistent CTWD (see Contact Tip to Work Distance section for more details).
.") WELDING TECHNIQUES Extended Stickout Welding (Cont d) Extended stickout welding is best suited to large diameter, high deposition Innershield electrodes, such as 3/32 in. (2.4 mm) and 0.120 in. (3.0 mm)
WELDING TECHNIQUES Extended Stickout Welding (Cont d) Extended stickout welding is best suited to large diameter, high deposition Innershield electrodes, such as 3/32 in. (2.4 mm) and 0.120 in. (3.0 mm)
Typical all weld metal composition, % C 0,03 Si 0,7 Mn 1,45 Cr 19,5 Ni 10 Mo 0,3 Cu 0,3 (C1&M21)
") Shield-Bright 308L Shield-Bright 308L Shield-Bright 308L is a rutile flux-cored wire designed for the all-positional welding of stainless steels containing 18-20%Cr/8-12%Ni. In addition to the 304L and
Shield-Bright 308L Shield-Bright 308L Shield-Bright 308L is a rutile flux-cored wire designed for the all-positional welding of stainless steels containing 18-20%Cr/8-12%Ni. In addition to the 304L and
Manufacturing Process - I Prof. Dr. D.K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Process - I Prof. Dr. D.K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 11 Tungsten Inert Gas Welding Part 1 Welcome
Manufacturing Process - I Prof. Dr. D.K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 11 Tungsten Inert Gas Welding Part 1 Welcome
Canadian Welding Bureau Welding Procedure Qualification AWS D1.1 vs CSA W47.1
 Welding Procedure Qualification Canadian Welding Bureau Welding Procedure Qualification Comparison of Key Concepts and Requirements This document provides a general comparison of key concepts and requirements
Welding Procedure Qualification Canadian Welding Bureau Welding Procedure Qualification Comparison of Key Concepts and Requirements This document provides a general comparison of key concepts and requirements
!!!! WARNING!!!! WELDING FUMES AND GASES CAN BE DANGEROUS TO YOUR HEALTH.
 CAREFULLY!!!! WARNING!!!! CAREFULLY WELDING FUMES AND GASES CAN BE DANGEROUS TO YOUR HEALTH. BEFORE USING THIS PRODUCT THE WELDER (END-USER) MUST READ AND UNDERSTAND THE COMPLETE PRODUCT WARNING LABEL
CAREFULLY!!!! WARNING!!!! CAREFULLY WELDING FUMES AND GASES CAN BE DANGEROUS TO YOUR HEALTH. BEFORE USING THIS PRODUCT THE WELDER (END-USER) MUST READ AND UNDERSTAND THE COMPLETE PRODUCT WARNING LABEL
SEMFWE9 - SQA Unit Code H1VV 04 Welding Plate using Multiple Manual Arc Welding Processes
 Welding Plate using Multiple Manual Arc Welding Processes Overview This unit identifies the competencies you need to produce full penetration butt welds in plate or section materials using multiple manual
Welding Plate using Multiple Manual Arc Welding Processes Overview This unit identifies the competencies you need to produce full penetration butt welds in plate or section materials using multiple manual
The Comparison of Microstructure and Mechanical Properties of Flux-Cored Wires (FCW)
") 63 rd Annual Assembly & International Conference of the International Institute of Welding 11-17 July 2010, Istanbul, Turkey AWST-10/100 The Comparison of Microstructure and Mechanical Properties of Flux-Cored
63 rd Annual Assembly & International Conference of the International Institute of Welding 11-17 July 2010, Istanbul, Turkey AWST-10/100 The Comparison of Microstructure and Mechanical Properties of Flux-Cored
WELDING CONSIDERATIONS WITH HOT-DIP GALVANIZED STEEL. John du Plessis
 WELDING CONSIDERATIONS WITH HOT-DIP GALVANIZED STEEL John du Plessis ABSTRACT Galvanizing has been in use for hundreds of years. Zinc forms a protective barrier between the steel and the environment. Welding
WELDING CONSIDERATIONS WITH HOT-DIP GALVANIZED STEEL John du Plessis ABSTRACT Galvanizing has been in use for hundreds of years. Zinc forms a protective barrier between the steel and the environment. Welding
Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee
 Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 1 Introduction Lecture - 2 Classification of Welding Processes -
Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 1 Introduction Lecture - 2 Classification of Welding Processes -
!!!! WARNING!!!! WELDING FUMES AND GASES CAN BE DANGEROUS TO YOUR HEALTH.
 !!!! WARNING!!!! WELDING FUMES AND GASES CAN BE DANGEROUS TO YOUR HEALTH. BEFORE USING THIS PRODUCT THE WELDER (END-USER) MUST READ AND UNDERSTAND THE COMPLETE PRODUCT WARNING LABEL AND MATERIAL SAFETY
!!!! WARNING!!!! WELDING FUMES AND GASES CAN BE DANGEROUS TO YOUR HEALTH. BEFORE USING THIS PRODUCT THE WELDER (END-USER) MUST READ AND UNDERSTAND THE COMPLETE PRODUCT WARNING LABEL AND MATERIAL SAFETY
!!!! WARNING!!!! WELDING FUMES AND GASES CAN BE DANGEROUS TO YOUR HEALTH.
 !!!! WARNING!!!! WELDING FUMES AND GASES CAN BE DANGEROUS TO YOUR HEALTH. BEFORE USING THIS PRODUCT THE WELDER (END-USER) MUST READ AND UNDERSTAND THE COMPLETE PRODUCT WARNING LABEL AND MATERIAL SAFETY
!!!! WARNING!!!! WELDING FUMES AND GASES CAN BE DANGEROUS TO YOUR HEALTH. BEFORE USING THIS PRODUCT THE WELDER (END-USER) MUST READ AND UNDERSTAND THE COMPLETE PRODUCT WARNING LABEL AND MATERIAL SAFETY
Pipeline Systems PLSC0017 Requirements for Welder Qualifications in Accordance with ASME Section IX
 June 2018 Pipeline Systems PLSC0017 Requirements for Welder Qualifications in Accordance with ASME Section IX PURPOSE AND USE OF PROCESS INDUSTRY PRACTICES In an effort to minimize the cost of process
June 2018 Pipeline Systems PLSC0017 Requirements for Welder Qualifications in Accordance with ASME Section IX PURPOSE AND USE OF PROCESS INDUSTRY PRACTICES In an effort to minimize the cost of process
Anton Denzler Jonas Henrikson
 Development of GMAW consumable test method An analysis of I/U-characteristics and automated welding, regarding new quantifying measurables and stability By Anton Denzler Jonas Henrikson Diploma work No.
Development of GMAW consumable test method An analysis of I/U-characteristics and automated welding, regarding new quantifying measurables and stability By Anton Denzler Jonas Henrikson Diploma work No.
MicroPulse 302MFK. English
 MicroPulse 302MFK English The Power Source MicroPulse 302MFK Multi Process Portable MIG MAG Synergic MIG MAG Pulse / Double Pulse NEW POWER SOURCE INVERTER MIG MAG SYNERGIC W.ECO Technology Inside POWER
MicroPulse 302MFK English The Power Source MicroPulse 302MFK Multi Process Portable MIG MAG Synergic MIG MAG Pulse / Double Pulse NEW POWER SOURCE INVERTER MIG MAG SYNERGIC W.ECO Technology Inside POWER
PRECISA 201 SG page 3-13 PRECISA 420 PH pages 3-14 & MT 603 SH pages 3-16 & 3-17
 CHAPTER welding Introduction pages - & - WELDING Transformer technology power sources EASYMIG / 0 DUAL page - MAXISTAR 0 MEC / 00 M / 0 T page - BLUMIG C / C / C / C page - BLUMIG AUTOMOTIVE page -9 Torch
CHAPTER welding Introduction pages - & - WELDING Transformer technology power sources EASYMIG / 0 DUAL page - MAXISTAR 0 MEC / 00 M / 0 T page - BLUMIG C / C / C / C page - BLUMIG AUTOMOTIVE page -9 Torch
WELDING PROCEDURE SPECIFICATION NO
 NATIONAL CERTIFIED PIPE WELDING BUREAU WELDING PROCEDURE SPECIFICATION NO. 1-7-1 FOR GAS METAL ARC WELDING WITH FLUXCORE WIRE (GMAW-FC) SEMI-AUTOMATIC OR MACHINE OF CARBON STEEL PIPE, VALVES, FITTINGS
NATIONAL CERTIFIED PIPE WELDING BUREAU WELDING PROCEDURE SPECIFICATION NO. 1-7-1 FOR GAS METAL ARC WELDING WITH FLUXCORE WIRE (GMAW-FC) SEMI-AUTOMATIC OR MACHINE OF CARBON STEEL PIPE, VALVES, FITTINGS
Weld Imperfections and Preventive Measures
 FOURTH EDITION Weld Imperfections and Preventive Measures Published by FOURTH EDITION Weld Imperfections and Preventive Measures Kita-Shinagawa, Shinagawa-Ku, Tokyo, 141-8688 Japan Published by KOBE STEEL,
FOURTH EDITION Weld Imperfections and Preventive Measures Published by FOURTH EDITION Weld Imperfections and Preventive Measures Kita-Shinagawa, Shinagawa-Ku, Tokyo, 141-8688 Japan Published by KOBE STEEL,
Welding Efficiency & Learning Defects (W.E.L.D) Cards A
 Cards A") Welding Efficiency & Learning Defects (W.E.L.D) Cards 1033480-01A Ideal weld path and look for tee and butt joints Definition The proper weld filament, consistent path and fusion. Tee Joint V-Groove Joint
Welding Efficiency & Learning Defects (W.E.L.D) Cards 1033480-01A Ideal weld path and look for tee and butt joints Definition The proper weld filament, consistent path and fusion. Tee Joint V-Groove Joint
Productivity Enhancements for GMAW of Titanium Carrie Davis and Michael E. Wells Naval Surface Warfare Center, Carderock Division
 Productivity Enhancements for GMAW of Titanium Carrie Davis and Michael E. Wells Naval Surface Warfare Center, Carderock Division While titanium has been used extensively in seawater cooling systems on
Productivity Enhancements for GMAW of Titanium Carrie Davis and Michael E. Wells Naval Surface Warfare Center, Carderock Division While titanium has been used extensively in seawater cooling systems on
Gas Flame and Arc Processes
 Gas Flame and Arc Processes Chapter 31 31.1 Oxyfuel-Gas Welding Oxyacetylene Welding Torch FIGURE 31-1 Typical oxyacetylene welding torch and cross-sectional schematic. (Courtesy of Victor Equipment Company,
Gas Flame and Arc Processes Chapter 31 31.1 Oxyfuel-Gas Welding Oxyacetylene Welding Torch FIGURE 31-1 Typical oxyacetylene welding torch and cross-sectional schematic. (Courtesy of Victor Equipment Company,
Welding Inspection Defects/Repairs Course Reference WIS 5
 Copy from Welding Inspection Defects/Repairs Course Reference WIS 5 Weld Defects Defects which may be detected by visual inspection can be grouped under five headings Cracks Surface irregularities Contour
Copy from Welding Inspection Defects/Repairs Course Reference WIS 5 Weld Defects Defects which may be detected by visual inspection can be grouped under five headings Cracks Surface irregularities Contour
Welding Technology. 2.1 Gas Tungsten Arc Welding (GTAW)
") 2 Welding Technology 2.1 Gas Tungsten Arc Welding (GTAW) The gas tungsten arc welding (GTAW) process is based on the electric arc established between a non-consumable electrode of tungsten and the work-pieces
2 Welding Technology 2.1 Gas Tungsten Arc Welding (GTAW) The gas tungsten arc welding (GTAW) process is based on the electric arc established between a non-consumable electrode of tungsten and the work-pieces
LOW HEXAVALENT CHROMIUM EMISSION CONSUMABLES CLEAROSTA RANGE
 www.lincolnelectriceurope.com LOW HEXAVALENT CHROMIUM EMISSION CONSUMABLES CLEAROSTA RANGE HELP EMPLOYERS TO CREATE A SAFER WELDING ENVIRONMENT IS A PRIORITY Welding fume emission rates are influenced
www.lincolnelectriceurope.com LOW HEXAVALENT CHROMIUM EMISSION CONSUMABLES CLEAROSTA RANGE HELP EMPLOYERS TO CREATE A SAFER WELDING ENVIRONMENT IS A PRIORITY Welding fume emission rates are influenced