Overview of NDT Methods
|
|
|
- Vernon Thompson
- 5 years ago
- Views:
Transcription
1 IIM Hyderabad 15th July 2016 Overview of NDT Methods K Kapoor DGM(QA), NFC, Hyderabad
2 Interruption in Normal Physical Structure - Keyways, Grooves, Holes present by design Discontinuity Flaw Defect Discontinuity with undesirable connotation - Slag, Porosity, Lamination Flaw which makes component unfit for service - Cracks, Lack of Fusion in Weld
3 Types of Flaws: Planar Flaws (2D) Lack of Fusion, Cracks Volumetric Flaws (3D) Porosity, Inclusions
4 Important Flaw Characteristics in materials Location Surface Flaw Sub-surface Flaw Surface flaw more severe as compared to sub-surface flaw because of higher stress intensity associated with it Code provides guidelines on classification of flaw in to surface or subsurface, if it lies just below the surface of the component
5 Important Flaw Characteristics in materials Shape Flaws with sharp tip like crack more severe than flaws with smooth surface like porosity Small root radius leads to higher stress intensity
6 Important Flaw Characteristics in materials Proximity If two flaws are very close, they influence the stress intensity associated with each other Two flaws shall be separated by the length of the longest flaws, or else they shall be considered together as a singe flaw including the sound region in between
7 Important Flaw Characteristics in materials Nature Weld Flaw - Operator: Porosity, lack of fusion, slag inclusion, undercut - Metallurgical origin: Cold crack, Hot crack, laminar tearing Planar or Volumetric Flaw Planar flaw more severe than volumetric flaw
8 Classification of NDT Methods Non-Destructive Testing Surface Examination Volumetric Examination Performance Test Visual Radiography Acoustic Emission Liquid Penetrant Ultrasonic Testing Leak Test Magnetic Particle Eddy Current
9 NDT Techniques for Welds Conventional X- ray and Gama-ray Radiography Ultrasonic testing Eddy Current testing Magnetic Particle Dye Penatrant Advanced Infra-red Thermography Acoustic Emission Micro-focal radiography Real time radiography Time of Flight Diffraction (UT) Phased array ultrasonic testing X-ray residual stress measurement
10 Dye Penetrant Inspection Surface breaking defects only detected Penetrant applied to the component and drawn into the defects by capillary action Applicable to all non- porous and non absorbing materials. Penetrants are available in many different types Water washable contrast Solvent removable contrast Water washable fluorescent Solvent removable fluorescent Post-emulsifiable fluorescent

11 Dye Penetrant Inspection

12 Dye Penetrant Inspection
13 Dye Penetrant Inspection Step 1. Pre-Cleaning Cleaning preparation is very important on this method. Usually solvent removal is been used

14 Dye Penetrant Inspection Step 2. Apply penetrant After the application of the penetrant the penetrant is normally left on the components surface for approximately 15 minutes (dwell time). The penetrant enters any defects that may be present by capillary action
 has been given,excess removal penetrant stage take")
15 Dye Penetrant Inspection Step 3. Clean off penetrant After sufficient penetration time (dwell time) has been given,excess removal penetrant stage take place. A damped lint free tissue with solvent is used to clean the excess penetrant.

16 Dye Penetrant Inspection Step 3. Apply developer After the excess penetrant is been removed, a thin layer of developer is applied.a penetrant drawn out by reversed capillary action.


17 Dye Penetrant Inspection Step 4. Inspection / development time Inspection should take place immediately after the developer has been applied.any defects present will show as a bleed out during development time.
18 Dye Penetrant Inspection Step 5. Post-Cleaning After the inspection has been performed post cleaning is required to prevent corrosion.


19 Dye Penetrant Inspection Fluorescent Penetrant Bleed out viewed under white light Bleed out viewed under a UV-A light source Colour contrast Penetrant

20 Magnetic Particle Inspection
21 Magnetic Particle Inspection Surface and slight sub-surface detection Relies on magnetization of component being tested Ferro-magnetic materials only can be tested A magnetic field is introduced into a specimen being tested Methods of applying a magnetic field, yolk, permanent magnet, prods and flexible cables. Fine particles of iron powder are applied to the test area Any defect which interrupts the magnetic field, will create a leakage field, which attracts the particles Any defect will show up as either a dark indication or in the case of fluorescent particles under UV-A light a green/yellow indication



22 Magnetic Particle Inspection Electromagnet (yolk) DC or AC Collection of ink particles due to leakage field Prods DC or AC Crack like indicati on Crack like indicati on

23 Magnetic Particle Inspection A crack like indication

24 Magnetic Particle Inspection Alternatively to contrast inks, fluorescent inks may be used for greater sensitivity. These inks require a UV-A light source and a darkened viewing area to inspect the component
25 Magnetic Particle Inspection Typical sequence of operations to inspect a weld Clean area to be tested Apply contrast paint Apply magnetisism to the component Apply ferro-magnetic ink to the component during magnetising Interpret the test area Post clean and de-magnatise if required
26 Magnetic Particle Inspection Advantages Simple to use Inexpensive Rapid results Little surface preparation required More sensitive than visual inspection Disadvantages Surface or slight subsurface detection only Magnetic materials only No indication of defects depths Detection is required in two directions
27 Radiographic Inspection The principles of radiography X or Gamma radiation is imposed upon a test object Radiation is transmitted to varying degrees dependant upon the density of the material through which it is travelling Thinner areas and materials of a less density show as darker areas on the radiograph Thicker areas and materials of a greater density show as lighter areas on a radiograph Applicable to metals,non-metals and composites
28 Industrial Radiography X - Rays Electrically generated Gamma Rays Generated by the decay of unstable atoms

29 Industrial Radiography X - Rays Electrically generated

30 Industrial Radiography Gamma Rays Generated by the decay of unstable atoms
31 Radiographic Inspection Source Radiation beam Radiographic film Image quality indicator Test specimen
32 Radiographic Inspection Source Radiation beam Image quality indicator Test specimen Radiographic film with latent image after exposure


33 Radiographic Sensitivity 7FE12 Step / Hole type IQI Wire type IQI
34 Image Quality Indicators Step/Hole Type IQI Wire Type IQI
35 Radiographic Techniques Single Wall Single Image (SWSI) - film inside, source outside Single Wall Single Image (SWSI) panoramic - film outside, source inside (internal exposure) Double Wall Single Image (DWSI) - film outside, source outside (external exposure) Double Wall Double Image (DWDI) - film outside, source outside (elliptical exposure)
36 Single wall single image SWSI Film Film IQI s should be placed source side
37 Single wall single image SWSI panoramic Film IQI s are placed on the film side Source inside film outside (single exposure)
38 Double wall single image DWSI Film IQI s are placed on the film side Source outside film outside (multiple exposure) This technique is intended for pipe diameters over 100mm
39 Double wall single image DWSI Identification Unique identification IQI placing Pitch marks indicating readable film length EN W10 A B ID MR11 Radiograph
40 Double wall double image DWDI elliptical exposure Film IQI s are placed on the source or film side Source outside film outside (multiple exposure) A minimum of two exposures This technique is intended for pipe diameters less than 100mm
41 Double wall double image DWDI Identification 4 Unique identification 3 EN W10 IQI placing Pitch marks indicating readable film length 1 2 ID MR12 Shot A Radiograph
42 Radiographic Inspection Advantages Disadvantages Expensive equipment Permanent record Bulky equipment ( x-ray ) Little surface preparation Harmful radiation Defect identification Detection on defect No material type depending on orientation limitation Slow results Required license to operate


43 Basic Principles of Ultrasonic Testing To understand and appreciate the capability and limitation of UT
44 Ultrasonic Inspection Sub-surface detection This detection method uses high frequency sound waves, typically above 2MHz to pass through a material A probe is used which contains a piezo electric crystal to transmit and receive ultrasonic pulses and display the signals on a cathode ray tube or digital display The actual display relates to the time taken for the ultrasonic pulses to travel the distance to the interface and back An interface could be the back of a plate material or a defect For ultrasound to enter a material a couplant must be introduced between the probe and specimen

45 Ultrasonic Inspection Ultrasonic testing is a good technique for the detection of plate laminations and thickness surveys Laminations detected using normal beam probes
46 Ultrasonic Inspection defect echo initial pulse Back wall echo Material Thk defect 0 Compression Probe CRT Display 50

47 Ultrasonic Inspection Pulse echo signals A scan Display Compression probe UT Set, Digital Thickness checking the material

48 Ultrasonic Inspection Ultrasonic testing requires high operator for defect identification Most weld defects detected using angle probes

49 Ultrasonic Inspection UT Set A Scan Display Angle Probe
50 Ultrasonic Inspection initial pulse defect echo Surface distance defect sound path 0 Angle Probe CRT Display 50
51 Ultrasonic Inspection Advantages Disadvantages Trained and skilled Rapid results operator required Sub-surface detection Requires high operator Safe skill Can detect planar defect Good surface finish Capable of measuring the required depth of defects Difficulty on detecting May be battery powered volumetric defect Portable Couplant may contaminate No permanent record
52 Principles and Application of Eddy Current Testing Basic Principle Parameters influencing ECT Equipment for ECT Probe (types, construction and design) Supply, display and measuring unit Reference Standards General Applications Tube testing (Welded and Seamless) Thickness measurement (bare surface and coating) Surface Crack Detection Conductivity measurement (sorting, heat-treatment etc)
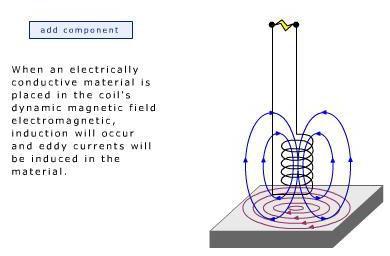
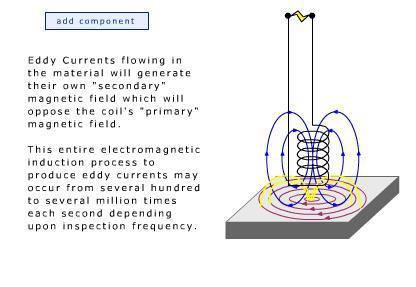
53 Illustration material
54 Basic Applications of ECT Crack detection Material thickness measurements Coating thickness measurements Conductivity measurements for: o Material identification o Heat damage detection o Case depth determination o Heat treatment monitoring
55 Advantages Sensitive to small cracks and other defects Detects surface and near surface defects Inspection gives immediate results Equipment is very portable Method can be used for much more than flaw detection Minimum part preparation is required Test probe does not need to contact the part Inspects complex shapes and sizes of conductive materials
56 Limitations Only conductive materials can be inspected Surface must be accessible to the probe Skill and training required is more extensive than other techniques Surface finish and and roughness may interfere Reference standards needed for setup Depth of penetration is limited Flaws such as delaminations that lie parallel to the probe coil winding and probe scan direction are undetectable
57 Parameters Influencing ECT Material Parameters Conductivity Permeability Magnetic Coupling (sensor and test object) Depth of penetration (frequency)
58 Conductivity ( ) Variables affecting : Chemical composition Impurity content Heat-treatment Lattice distortion and lattice defects (Cold work) Hardness Temperature Discontinuities
59 Permeability Material s Flux Density (B) Coil s Mag. Force (H) Non-magnetic Material Material s Flux Density (B) Coil s Mag. Force (H) Magnetic Material Example Cu, SS 304 Steels, Ni-base alloys Low DOP for eddy currents High DOP for eddy currents
60 Depth of penetration
61 Depth of penetration Material Conductivity Resistivity Permeability DOP (in inch) at frequencies (% IACS) ( -cm) 1KC 4KC 16KC 64KC Cu Al (6061-T6) Mg Pb Zr SS Alloy Steel Cast Iron
 x=distance Below Surface (in or mm) d=standard Depth of Penetration (in or")
62 Phase Lag (with depth) Phase lag is a parameter of the eddy current signal that makes it possible to obtain information about the depth of a defect within a material In radians In degrees Where: q=phase Lag (Rad or Degrees) x=distance Below Surface (in or mm) d=standard Depth of Penetration (in or mm)
, Encircling(OD), Surface Flaw detection,")
, Encircling(OD), Surface Flaw")
 (remote field: driver and sensor)")
63 Probes Mode of operation Configuration Applications Absolute Bobbin(ID), Encircling(OD), Surface Flaw detection, conductivity measurements and thickness measurements. Differential Bobbin(ID), Encircling(OD), Surface Flaw detection Reflection Probes Flaw detection and thickness measurement Bobbin(ID) (remote field: driver and sensor) Encircling (OD) Surface Bobbin (ID)
. Tube discontinuity standards. Tube metal thinning standards.")
64 Reference Standards Common eddy current reference standards include: Conductivity standards. Flat plate discontinuity standards. Flat plate metal thinning standards (step or tapered wedges). Tube discontinuity standards. Tube metal thinning standards. Hole (with and without fastener) discontinuity standards
65 Basic Applications Crack detection (tubes, components) Material thickness measurements Coating thickness measurements Conductivity measurements for: o Material identification o Heat damage detection o Case depth determination o Heat treatment monitoring
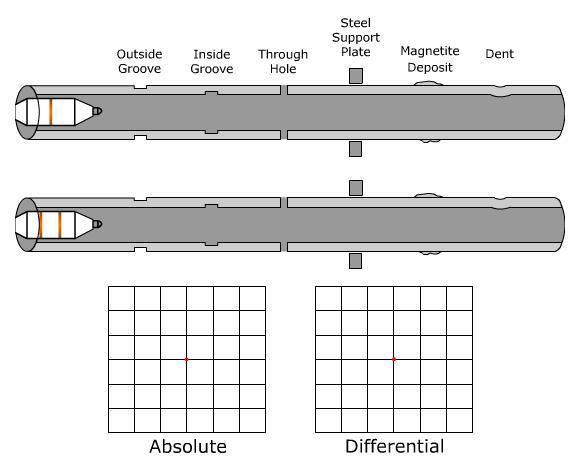
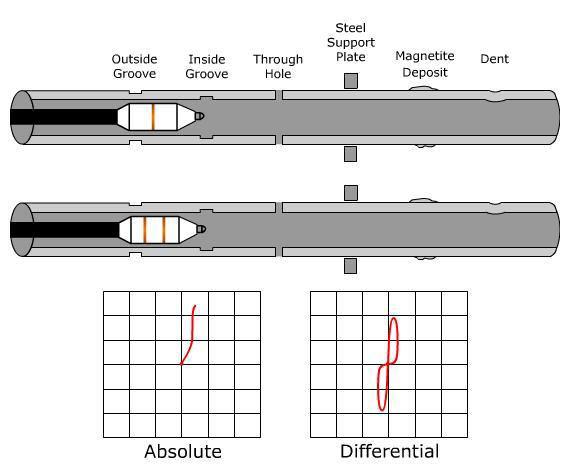
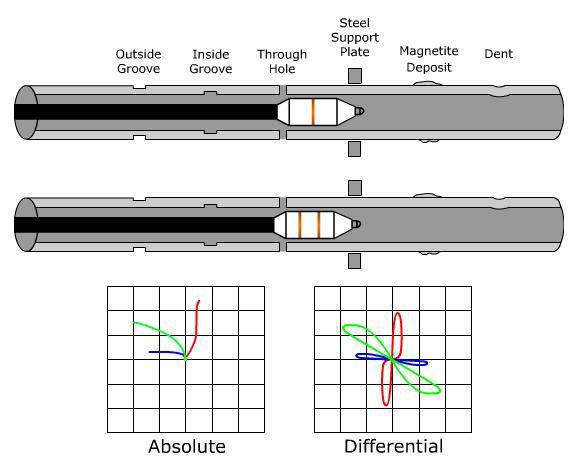
66 Application 1: Tube Testing: Analysis of Signals


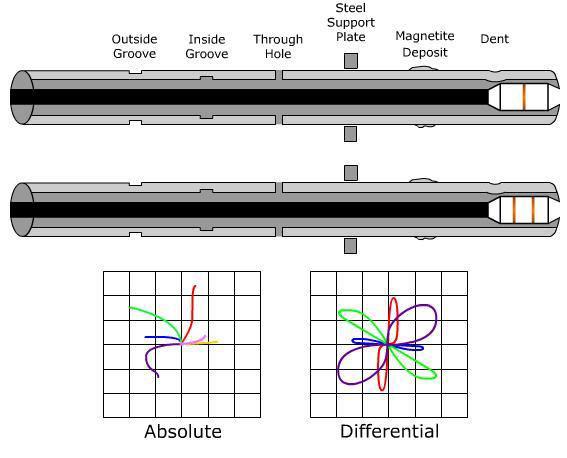


67 Tube Testing: Analysis of Signals

68 Tube Testing: Examples Typical flaws which show up, include: Pin-holes Cross cracks lamination Seam cracks Porosity Hook cracks Lack of fusion Edge damage Open seams
69 Application 2:Thickness measurement-principle

70 Thickness measurement-example Thickness of thin metal sheet and foil, and of metallic coatings on metallic and nonmetallic substrate Cross-sectional dimensions of cylindrical tubes and rods Thickness of nonmetallic coatings on metallic substrates
71 Application 3: Coating Thickness Measurement of Thin Conductive Layers It is also possible to measure the thickness of a thin layer of metal on a metallic substrate, provided the two metals have widely differing electrical conductivities. A frequency must be selected such that there is complete eddy current penetration of the layer, but not of the substrate itself. The method has been used successfully for measuring thickness of very thin protective coatings of ferromagnetic metals (i.e. chromium and nickel) on non-ferromagnetic metal bases.

72 Thickness Measurements of Non-conducting Coatings on Conductive Materials o Principle: The thickness of nonmetallic coatings on metal substrates can be determined using effect of liftoff on impedance. The coating serves as a spacer between the probe and the conductive surface. o Applications: thickness measurement of paint and plastic coatings. o Accuracy: Thickness between 0.5 and 25 µm can be measured to an accuracy between -10%/+ 4%.

73 Application 4: Surface Crack Detection Excellent method for detecting surface and near surface defects when the probable defect location and orientation is well known Defects such as cracks are detected when they disrupt the path of eddy currents and weaken their strength Important Considerations A knowledge of probable defect type, position, and orientation. The probe should fit the geometry of the part and the coil must produce eddy currents that will be disrupted by the flaw. Selection of a reasonable probe drive frequency. For surface flaws, use high freq. for maximum resolution and high sensitivity. For subsurface flaws, use lower frequencies to get the required depth of penetration and this results in less sensitivity. For ferromagnetic or highly conductive materials use of an even lower frequency to arrive at some level of penetration. Reference specimens of similar material as component and with features that represent the defect or condition being inspected

74 Calibration for crack detection
Nondestructive Testing
 Nondestructive Testing Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka Nondestructive inspections fundamentals Classification of nondestructive inspections Radiographic inspection Magnetic particle
Nondestructive Testing Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka Nondestructive inspections fundamentals Classification of nondestructive inspections Radiographic inspection Magnetic particle
Advanced Inspection of Steel Elements
 Advanced Inspection of Steel Elements Methods of Inspection Level II inspection in steel elements is made if cracks or potential for cracks or faults is present. Visual Important for detecting degradation
Advanced Inspection of Steel Elements Methods of Inspection Level II inspection in steel elements is made if cracks or potential for cracks or faults is present. Visual Important for detecting degradation
ASTM Volume 03.03, October 2017 Nondestructive Testing (E94 E2373)
") Table of Contents 1 E94-04(2010) Standard Guide for Radiographic Examination 2 E114-15 Standard Practice for Ultrasonic Pulse-Echo Straight-Beam Contact Testing 3 E125-63(2013) Standard Reference Photographs
Table of Contents 1 E94-04(2010) Standard Guide for Radiographic Examination 2 E114-15 Standard Practice for Ultrasonic Pulse-Echo Straight-Beam Contact Testing 3 E125-63(2013) Standard Reference Photographs
AWS B1.10:1999 An American National Standard. Guide for the Nondestructive Examination of Welds
 AWS B1.10:1999 An American National Standard Guide for the Nondestructive Examination of Welds Key Words Guide, eddy current examination, magnetic particle examination, nondestructive examination, penetrant
AWS B1.10:1999 An American National Standard Guide for the Nondestructive Examination of Welds Key Words Guide, eddy current examination, magnetic particle examination, nondestructive examination, penetrant
MODERN ULTRASONIC TECHNIQUES FOR DEFECT DETECTION IN CAST MATERIALS
 MODERN ULTRASONIC TECHNIQUES FOR DEFECT DETECTION IN CAST MATERIALS INTRODUCTION S. Palit Sagar National Metallurgical Laboratory, Jamshedpur 831007 e-mail : sarmi@nmlindia.org In casting flaw detection
MODERN ULTRASONIC TECHNIQUES FOR DEFECT DETECTION IN CAST MATERIALS INTRODUCTION S. Palit Sagar National Metallurgical Laboratory, Jamshedpur 831007 e-mail : sarmi@nmlindia.org In casting flaw detection
Department of Chemical & Polymer Engineering University of Engineering & Technology Lahore (FSD Campus)
") Department of Chemical & Polymer Engineering University of Engineering & Technology Lahore (FSD Campus) 1 Nondestructive testing (NDT) use test methods to examine an object, material or system without
Department of Chemical & Polymer Engineering University of Engineering & Technology Lahore (FSD Campus) 1 Nondestructive testing (NDT) use test methods to examine an object, material or system without
NONDESTRUCTIVE EVALUATION: POSITIVE CONTRIBUTIONS TO SAFETY, RELIABILITY, AND ECONOMICS
 NONDESTRUCTIVE EVALUATION: POSITIVE CONTRIBUTIONS TO SAFETY, RELIABILITY, AND ECONOMICS Lisa Brasche, Associate Director lbrasche@iastate.edu Center for Nondestructive Evaluation Iowa State University
NONDESTRUCTIVE EVALUATION: POSITIVE CONTRIBUTIONS TO SAFETY, RELIABILITY, AND ECONOMICS Lisa Brasche, Associate Director lbrasche@iastate.edu Center for Nondestructive Evaluation Iowa State University
Techniques for Detection of Surface Defects in Tubing and Pipe
 FOERSTER INSTRUMENTS I N C O R P O R A T E D Techniques for Detection of Surface Defects in Tubing and Pipe By: Ronald B Peoples Foerster Instruments Inc. ASNT Level III Certificate # MM-1322 140 INDUSTRY
FOERSTER INSTRUMENTS I N C O R P O R A T E D Techniques for Detection of Surface Defects in Tubing and Pipe By: Ronald B Peoples Foerster Instruments Inc. ASNT Level III Certificate # MM-1322 140 INDUSTRY
1. Comparison of Inspection Methods
 NDT.net - The e-journal of Nondestructive Testing (May 2008) For more papers of this publication click: www.ndt.net/search/docs.php3?mainsource=25 Weld Inspection with EMAT Using Guided Waves Borja LOPEZ
NDT.net - The e-journal of Nondestructive Testing (May 2008) For more papers of this publication click: www.ndt.net/search/docs.php3?mainsource=25 Weld Inspection with EMAT Using Guided Waves Borja LOPEZ
Nondestructive Examination
 Nondestructive Examination by Roger Cantrell Learning Objectives This course introduces the student to the basic concepts of six Nondestructive Examination (NDE) methods used in construction and periodic
Nondestructive Examination by Roger Cantrell Learning Objectives This course introduces the student to the basic concepts of six Nondestructive Examination (NDE) methods used in construction and periodic
AWS B1.10M/B1.10:2009 An American National Standard. Guide for the Nondestructive Examination of Welds
 An American National Standard Guide for the Nondestructive Examination of Welds An American National Standard Approved by the American National Standards Institute July 1, 2009 Guide for the Nondestructive
An American National Standard Guide for the Nondestructive Examination of Welds An American National Standard Approved by the American National Standards Institute July 1, 2009 Guide for the Nondestructive
NEW SOUTH WALES DEPARTMENT OF EDUCATION AND TRAINING. Manufacturing and Engineering ESD. Sample Examination EA607 MAGNETIC PARTICLE TESTING
 Name: NEW SOUTH WALES DEPARTMENT OF EDUCATION AND TRAINING Manufacturing and Engineering ESD Sample Examination EA607 MAGNETIC PARTICLE TESTING AS3998 LEVEL 2 1143B 6161J * * * * * * * Time allowed Two
Name: NEW SOUTH WALES DEPARTMENT OF EDUCATION AND TRAINING Manufacturing and Engineering ESD Sample Examination EA607 MAGNETIC PARTICLE TESTING AS3998 LEVEL 2 1143B 6161J * * * * * * * Time allowed Two
SECTION 7. ULTRASONIC INSPECTION
 9/8/98 AC 43.13-1B SECTION 7. ULTRASONIC INSPECTION 5-89. GENERAL. Ultrasonic inspection is an NDI technique that uses sound energy moving through the test specimen to detect flaws. The sound energy passing
9/8/98 AC 43.13-1B SECTION 7. ULTRASONIC INSPECTION 5-89. GENERAL. Ultrasonic inspection is an NDI technique that uses sound energy moving through the test specimen to detect flaws. The sound energy passing
VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK
 VALLIAMMAI ENGINEERING COLLEGE SRM Nagar, Kattankulathur 603 203 DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK VIII SEMESTER ME 6019-NON DESTRUCTIVE TESTING AND MATERIALS Regulation 2013 Academic
VALLIAMMAI ENGINEERING COLLEGE SRM Nagar, Kattankulathur 603 203 DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK VIII SEMESTER ME 6019-NON DESTRUCTIVE TESTING AND MATERIALS Regulation 2013 Academic
Reading assignment. Nondestructive evaluation (NDE) Nondestructive testing (NDT) Penetrant. Conventional NDE mthods. Topic 7
 Nondestructive testing (NDT) Penetrant. Conventional NDE mthods. Topic 7") Reading assignment Nondestructive evaluation (NDE) Topic 7 Notes on Nondestructive Evaluation in the course website. Sec. 8.2, 8.3 and 8.4, William Callister, Materials Science and Engineering, 6 th Ed.
Reading assignment Nondestructive evaluation (NDE) Topic 7 Notes on Nondestructive Evaluation in the course website. Sec. 8.2, 8.3 and 8.4, William Callister, Materials Science and Engineering, 6 th Ed.
Weld defects analysis of 60 mm thick SS316L mock-ups of TIG and EB welds by Ultrasonic inspection for fusion reactor vacuum vessel applications
 More info about this article: http://www.ndt.net/?id=21122 Weld defects analysis of 60 mm thick SS316L mock-ups of TIG and EB welds by Ultrasonic inspection for fusion reactor vacuum vessel applications
More info about this article: http://www.ndt.net/?id=21122 Weld defects analysis of 60 mm thick SS316L mock-ups of TIG and EB welds by Ultrasonic inspection for fusion reactor vacuum vessel applications
Overview of Non-Destructive Testing and Inspection Course Syllabus
 Overview of Non-Destructive Testing and Inspection Course Syllabus This course reviews the general principles of seven non-destructive testing methods and their derivative techniques The following class
Overview of Non-Destructive Testing and Inspection Course Syllabus This course reviews the general principles of seven non-destructive testing methods and their derivative techniques The following class
Welding. What is Welding?
 Welding Welding What is Welding? Welding is a joining process in which metals are heated, melted and mixed to produce a joint with properties similar to those of the materials being joined. Parent Metal
Welding Welding What is Welding? Welding is a joining process in which metals are heated, melted and mixed to produce a joint with properties similar to those of the materials being joined. Parent Metal
PART 3: Liquid Penetrant Inspector, Level 1, 2 and 3
 CERTIFICATION SCHEME FOR PERSONNEL Document No. CSWIP-ISO-NDT-11/93-R Requirements for the Certification of Personnel Engaged in Non- Destructive Testing in accordance with the requirements of BS EN ISO
CERTIFICATION SCHEME FOR PERSONNEL Document No. CSWIP-ISO-NDT-11/93-R Requirements for the Certification of Personnel Engaged in Non- Destructive Testing in accordance with the requirements of BS EN ISO
NPTEL NPTEL ONLINE COURSE. NPTEL Online Certification Course (NOC) NPTEL. Theory and Practice of Non Destructive Testing
 NPTEL. Theory and Practice of Non Destructive Testing") NPTEL NPTEL ONLINE COURSE NPTEL Online Certification Course (NOC) NPTEL Theory and Practice of Non Destructive Testing Dr. Ranjit Bauri Dept. of Metallurgical & Materials Engineering IIT Madras, Chennai
NPTEL NPTEL ONLINE COURSE NPTEL Online Certification Course (NOC) NPTEL Theory and Practice of Non Destructive Testing Dr. Ranjit Bauri Dept. of Metallurgical & Materials Engineering IIT Madras, Chennai
PART 2: Magnetic Particle Inspector, Level 1, 2 and 3
 CERTIFICATION SCHEME FOR PERSONNEL DOCUMENT No. CSWIP-ISO-NDT-11/93-R Requirements for the Certification of Personnel Engaged in Non- Destructive Testing in accordance with the requirements of BS EN ISO
CERTIFICATION SCHEME FOR PERSONNEL DOCUMENT No. CSWIP-ISO-NDT-11/93-R Requirements for the Certification of Personnel Engaged in Non- Destructive Testing in accordance with the requirements of BS EN ISO
36A0 INSPECTION Stephan Falter, Baker Hughes, a GE company, Germany,
 A 360 INSPECTION Stephan Falter, Baker Hughes, a GE company, Germany, details how innovations can enhance confidence in the operational integrity of seamless tube and pipe. S eamless tube and pipe is widely
A 360 INSPECTION Stephan Falter, Baker Hughes, a GE company, Germany, details how innovations can enhance confidence in the operational integrity of seamless tube and pipe. S eamless tube and pipe is widely
NON-DESTRUCTIVE EVALUATION AND TESTING
 NON-DESTRUCTIVE EVALUATION AND TESTING UNIT-1 Surface NDT Techniques Unit I Surface NDT Techniques Visual examination, Basic principles of liquid penetrant testing and Magnetic particle testing. Advantages
NON-DESTRUCTIVE EVALUATION AND TESTING UNIT-1 Surface NDT Techniques Unit I Surface NDT Techniques Visual examination, Basic principles of liquid penetrant testing and Magnetic particle testing. Advantages
Element C6.2 Generic Hazards and Modes of Failure
 .2 Generic Hazards and Modes of Failure Common Machinery Hazards Procedures / permits Consider Operation Maintenance Cleaning Common Machinery Hazards Drills Entanglement Poorly guarded drive pulleys Chuck
.2 Generic Hazards and Modes of Failure Common Machinery Hazards Procedures / permits Consider Operation Maintenance Cleaning Common Machinery Hazards Drills Entanglement Poorly guarded drive pulleys Chuck
Non Destructive Testing For Multipass Gas Tungsten Arc Welding Process for Dissimilar Material
 Non Destructive Testing For Multipass Gas Tungsten Arc Welding Process for Dissimilar Material Poojitha Madupu 1, Arun SK 1, E.Morris Moses 2, P.Sreedhar 1 1 Assistant Professor, Department of Mechanical
Non Destructive Testing For Multipass Gas Tungsten Arc Welding Process for Dissimilar Material Poojitha Madupu 1, Arun SK 1, E.Morris Moses 2, P.Sreedhar 1 1 Assistant Professor, Department of Mechanical
Higher National Unit Specification. General information for centres. Unit code: DR26 34
 Higher National Unit Specification General information for centres Unit title: Inspection Systems Unit code: DR26 34 Unit purpose: This Unit is designed to enable candidates to develop knowledge and understanding
Higher National Unit Specification General information for centres Unit title: Inspection Systems Unit code: DR26 34 Unit purpose: This Unit is designed to enable candidates to develop knowledge and understanding
Phased Array Applications
 Phased Array Applications Omniscan Phased Array Inspection of Plate/Butt Welds 40 degree beam 70 degree beam 2 Phased Array Inspection of Plate/Butt Welds Omniscan analysis view of one-line scan using
Phased Array Applications Omniscan Phased Array Inspection of Plate/Butt Welds 40 degree beam 70 degree beam 2 Phased Array Inspection of Plate/Butt Welds Omniscan analysis view of one-line scan using
Automated ultrasonic tube-to-tube sheet weld scanning
 White Paper Automated ultrasonic tube-to-tube sheet weld scanning By: J. Peter Bertelsen & Zdravko Kishev, Advanced NDT Global Abstract This paper describes an advantageous ultrasonic technique for in-depth
White Paper Automated ultrasonic tube-to-tube sheet weld scanning By: J. Peter Bertelsen & Zdravko Kishev, Advanced NDT Global Abstract This paper describes an advantageous ultrasonic technique for in-depth
TOHAMA Co. Profile البصرة-حي المهندسين-مجاور شركة المرابع الخضراء
 TOHAMA Co. Profile 2017 E-Mail:tohamainspection@gmail.com البصرة-حي المهندسين-مجاور شركة المرابع الخضراء Co. Name : TOHAMA For Engineering Inspection Co. Head office : Basrah Iraq E-mail : tohamainspection@gmail.com
TOHAMA Co. Profile 2017 E-Mail:tohamainspection@gmail.com البصرة-حي المهندسين-مجاور شركة المرابع الخضراء Co. Name : TOHAMA For Engineering Inspection Co. Head office : Basrah Iraq E-mail : tohamainspection@gmail.com
Effective PA UT Inspection Techniques for Austenitic Welds
 Effective PA UT Inspection Techniques for Austenitic Welds Guy MAES, Johan BERLANGER, Frédéric LAPRISE (Zetec, Quebec, Canada) NDTMA 2017 Las Vegas, February 15, 2017 Zetec Inc. All right reserved 1 Introduction
Effective PA UT Inspection Techniques for Austenitic Welds Guy MAES, Johan BERLANGER, Frédéric LAPRISE (Zetec, Quebec, Canada) NDTMA 2017 Las Vegas, February 15, 2017 Zetec Inc. All right reserved 1 Introduction
APPLYING ULTRASOUND FOR IN-LINE INSPECTION: FACTS AND ISSUES. By Dr. Michael Beller, NDT Systems & Services AG, Stutensee, Germany
 APPLYING ULTRASOUND FOR IN-LINE INSPECTION: FACTS AND ISSUES Abstract By Dr. Michael Beller, NDT Systems & Services AG, Stutensee, Germany 1. In-Line Inspection Today the use of in-line inspection tools
APPLYING ULTRASOUND FOR IN-LINE INSPECTION: FACTS AND ISSUES Abstract By Dr. Michael Beller, NDT Systems & Services AG, Stutensee, Germany 1. In-Line Inspection Today the use of in-line inspection tools
Improved Inspection of CRA-Clad Pipe Welds with Accessible Advanced Ultrasonic Phased-Array Technology
 19 th World Conference on Non-Destructive Testing 2016 Improved Inspection of CRA-Clad Pipe Welds with Accessible Advanced Ultrasonic Phased-Array Technology André Lamarre 1 1 Olympus Scientific Solutions
19 th World Conference on Non-Destructive Testing 2016 Improved Inspection of CRA-Clad Pipe Welds with Accessible Advanced Ultrasonic Phased-Array Technology André Lamarre 1 1 Olympus Scientific Solutions
Metallurgical Defect: Manufacturing of a Reference Specimen for NDE Studies
 13th International Symposium on Nondestructive Characterization of Materials (NDCM-XIII), 20-24 May 2013, Le Mans, France www.ndt.net/?id=15501 More Info at Open Access Database www.ndt.net/?id=15501 Metallurgical
13th International Symposium on Nondestructive Characterization of Materials (NDCM-XIII), 20-24 May 2013, Le Mans, France www.ndt.net/?id=15501 More Info at Open Access Database www.ndt.net/?id=15501 Metallurgical
ISO INTERNATIONAL STANDARD
 INTERNATIONAL STANDARD ISO 10893-6 First edition 2011-04-01 Non-destructive testing of steel tubes Part 6: Radiographic testing of the weld seam of welded steel tubes for the detection of imperfections
INTERNATIONAL STANDARD ISO 10893-6 First edition 2011-04-01 Non-destructive testing of steel tubes Part 6: Radiographic testing of the weld seam of welded steel tubes for the detection of imperfections
ME E5 - Welding Metallurgy
 ME 328.3 E5 - Welding Metallurgy Purpose: To become more familiar with the welding process and its effects on the material To look at the changes in microstructure and the hardness in the Heat Affected
ME 328.3 E5 - Welding Metallurgy Purpose: To become more familiar with the welding process and its effects on the material To look at the changes in microstructure and the hardness in the Heat Affected
TUBE INSPECTION SOLUTIONS TUBE INSPECTION SOLUTIONS. Selection of heat exchanger tube inspection techniques
 TUBE INSPECTION SOLUTIONS 1 TUBE INSPECTION SOLUTIONS Selection of heat exchanger tube inspection techniques 2 TUBE INSPECTION SOLUTIONS THIS PERSONAL WORKBOOK BELONGS TO First name Lastname Address City
TUBE INSPECTION SOLUTIONS 1 TUBE INSPECTION SOLUTIONS Selection of heat exchanger tube inspection techniques 2 TUBE INSPECTION SOLUTIONS THIS PERSONAL WORKBOOK BELONGS TO First name Lastname Address City
Welding Processes. Consumable Electrode. Non-Consumable Electrode. High Energy Beam. Fusion Welding Processes. SMAW Shielded Metal Arc Welding
 Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Sub-surface inspection of welds No. 6.03
 Sub-surface inspection of welds Scope This Guidance Note applies to all welds in structural steelwork for bridges. It covers the sub-surface inspection of welds using ultrasonic inspection testing and
Sub-surface inspection of welds Scope This Guidance Note applies to all welds in structural steelwork for bridges. It covers the sub-surface inspection of welds using ultrasonic inspection testing and
ISO Non-destructive testing of welds Ultrasonic testing Use of automated phased array technology
 INTERNATIONAL STANDARD ISO 13588 First edition 2012-10-01 Non-destructive testing of welds Ultrasonic testing Use of automated phased array technology Contrôle non destructif des assemblages soudés Contrôle
INTERNATIONAL STANDARD ISO 13588 First edition 2012-10-01 Non-destructive testing of welds Ultrasonic testing Use of automated phased array technology Contrôle non destructif des assemblages soudés Contrôle
ASTM Standards for Pipe & Fittings
 for Pipe & Fittings There are many International Standards for stainless and carbon steel pipes and fittings. The list below is a basic overview of some of these. For more in-depth details of these Standards
for Pipe & Fittings There are many International Standards for stainless and carbon steel pipes and fittings. The list below is a basic overview of some of these. For more in-depth details of these Standards
EDDY CURRENT INSPECTION OF CLADDING MATERIAL ON VVER 440 REACTOR PRESSURE VESSELS
 EDDY CURRENT INSPECTION OF CLADDING MATERIAL ON VVER 440 REACTOR PRESSURE VESSELS D. Stanic 1 and B. Elsing 2 1 INETEC Institute for Nuclear Technology, CROATIA, 2 Fortum Power and Heat Oy, Loviisa Power
EDDY CURRENT INSPECTION OF CLADDING MATERIAL ON VVER 440 REACTOR PRESSURE VESSELS D. Stanic 1 and B. Elsing 2 1 INETEC Institute for Nuclear Technology, CROATIA, 2 Fortum Power and Heat Oy, Loviisa Power
AUTOMATED ULTRASONIC TESTING PA & TOFD
 ATIC ADVANCED NDT SERVICES AUTOMATED ULTRASONIC TESTING OF CROSS COUNTRY PIPELINE (AUT) PHASED ARRAY (PA) ULTRASONIC TESTING TIME OF FLIGHT DIFFRACTION TESTING (TOFD) ECT, RFT, MFL TUBE INSPECTION INTERNAL
ATIC ADVANCED NDT SERVICES AUTOMATED ULTRASONIC TESTING OF CROSS COUNTRY PIPELINE (AUT) PHASED ARRAY (PA) ULTRASONIC TESTING TIME OF FLIGHT DIFFRACTION TESTING (TOFD) ECT, RFT, MFL TUBE INSPECTION INTERNAL
WELDING TECHNOLOGY AND WELDING INSPECTION
 WELDING TECHNOLOGY AND WELDING INSPECTION PRESENTED BY: GOPAL KUMAR CHOUDHARY SVL ENGINEERING SERVICES CHENNAI CONTENTS: DEFINATION TYPES OF WELDING ELECTRODE GEOMETRY EQUIPMENT QUALITY PROCESS SAFETY
WELDING TECHNOLOGY AND WELDING INSPECTION PRESENTED BY: GOPAL KUMAR CHOUDHARY SVL ENGINEERING SERVICES CHENNAI CONTENTS: DEFINATION TYPES OF WELDING ELECTRODE GEOMETRY EQUIPMENT QUALITY PROCESS SAFETY
QUALIFICATION OF THE ULTRASONIC INSPECTIONS OF VACUUM VESSEL WELDS OF THE ITER REACTOR
 More Info at Open Access Database www.ndt.net/?id=18508 QUALIFICATION OF THE ULTRASONIC INSPECTIONS OF VACUUM VESSEL WELDS OF THE ITER REACTOR ABSTRACT F. Fernández, A. García, M.C. Pérez, R. Martinez-Oña
More Info at Open Access Database www.ndt.net/?id=18508 QUALIFICATION OF THE ULTRASONIC INSPECTIONS OF VACUUM VESSEL WELDS OF THE ITER REACTOR ABSTRACT F. Fernández, A. García, M.C. Pérez, R. Martinez-Oña
Below the Surface: The Importance of Mechanical Integrity at Your Plant. ERI Solutions Inc. All Rights Reserved.
 Below the Surface: The Importance of Mechanical Integrity at Your Plant Introduction ERI Solutions Inc. (ERI) founded in 2003 to develop insurance markets and standards for the growing ethanol industry.
Below the Surface: The Importance of Mechanical Integrity at Your Plant Introduction ERI Solutions Inc. (ERI) founded in 2003 to develop insurance markets and standards for the growing ethanol industry.
Development and validation of an automated ultrasonic system for the non-destructive evaluation of welded joints in thermoplastic storage tanks
 Development and validation of an automated ultrasonic system for the non-destructive evaluation of welded joints in thermoplastic storage tanks Abstract Malcolm Spicer, Fredrik Hagglund and Mike Troughton,
Development and validation of an automated ultrasonic system for the non-destructive evaluation of welded joints in thermoplastic storage tanks Abstract Malcolm Spicer, Fredrik Hagglund and Mike Troughton,
INTRODUCTION TO ULTRASONIC IN-LINE INSPECTION OF CRA PIPELINES. Herbert Willems, Gerhard Kopp NDT Global, Germany
 INTRODUCTION TO ULTRASONIC IN-LINE INSPECTION OF CRA PIPELINES Herbert Willems, Gerhard Kopp NDT Global, Germany ABSTRACT Pipelines manufactured from corrosion-resistant alloys (CRA) are becoming more
INTRODUCTION TO ULTRASONIC IN-LINE INSPECTION OF CRA PIPELINES Herbert Willems, Gerhard Kopp NDT Global, Germany ABSTRACT Pipelines manufactured from corrosion-resistant alloys (CRA) are becoming more
EDDY CURRENT ARRAY TECHNOLOGY ON CRA LINER PIPES.
 More info about this article: http://www.ndt.net/?id=21120 EDDY CURRENT ARRAY TECHNOLOGY ON CRA LINER PIPES Venkatarao Burri 1 ; Santanu Saha 2 ; Amaresh Majumdar 3 ; 1 : Intertek-Inspec: PO Box 6130;
More info about this article: http://www.ndt.net/?id=21120 EDDY CURRENT ARRAY TECHNOLOGY ON CRA LINER PIPES Venkatarao Burri 1 ; Santanu Saha 2 ; Amaresh Majumdar 3 ; 1 : Intertek-Inspec: PO Box 6130;
Porosity The good, the Bad and the Ugly of Radiographic Testing
 19 th World Conference on Non-Destructive Testing 2016 Porosity The good, the Bad and the Ugly of Radiographic Testing Hugo VAUGHAN 1 1 South African Institute of Welding, Johannesburg, South Africa Contact
19 th World Conference on Non-Destructive Testing 2016 Porosity The good, the Bad and the Ugly of Radiographic Testing Hugo VAUGHAN 1 1 South African Institute of Welding, Johannesburg, South Africa Contact
 www.gete-ndtjordan.com OUR SERVICES With this association, we are able to provide testing and Inspection service in all kind of Non- Destructive Testing for Oil and Gas industries. Including exploration,
www.gete-ndtjordan.com OUR SERVICES With this association, we are able to provide testing and Inspection service in all kind of Non- Destructive Testing for Oil and Gas industries. Including exploration,
Fast Corrosion Screening Technique Saturation Low Frequency Eddy Current
 Summary The inspection of ferromagnetic and non-ferromagnetic material components is an attractive and efficient method due to its fast screening of large areas with low surface preparations. Already qualified
Summary The inspection of ferromagnetic and non-ferromagnetic material components is an attractive and efficient method due to its fast screening of large areas with low surface preparations. Already qualified
Other Major Component Inspection I. NDE for Preventing Radioactive Nuclides into Groundwater N. Muthu, EPRI, USA
 6th International Conference on NDE in Relation to Structural Integrity for Nuclear and Pressurized Components October 2007, Budapest, Hungary For more papers of this publication click: www.ndt.net/search/docs.php3?mainsource=70
6th International Conference on NDE in Relation to Structural Integrity for Nuclear and Pressurized Components October 2007, Budapest, Hungary For more papers of this publication click: www.ndt.net/search/docs.php3?mainsource=70
Comparison of BS and BS EN for steel materials
 Comparison of BS and BS EN for steel materials Appendix This table only highlights the comparison of BS and BS EN on steel materials, which are relevant to plan approval. Title of BS BS BS EN Title of
Comparison of BS and BS EN for steel materials Appendix This table only highlights the comparison of BS and BS EN on steel materials, which are relevant to plan approval. Title of BS BS BS EN Title of
NOVEL METHODS FOR CRACK DETECTION IN GREEN AND SINTERED PARTS
 NOVEL METHODS FOR CRACK DETECTION IN GREEN AND SINTERED PARTS Yun Zhu, Eric T. Hauck, and Joseph L. Rose 212 Earth & Engineering Science Building Department of Engineering Science and Mechanics The Pennsylvania
NOVEL METHODS FOR CRACK DETECTION IN GREEN AND SINTERED PARTS Yun Zhu, Eric T. Hauck, and Joseph L. Rose 212 Earth & Engineering Science Building Department of Engineering Science and Mechanics The Pennsylvania
PSL/26 ISSUE 13 PCN CERTIFICATION AVAILABLE. Certification Services Division Newton Building, St George s Avenue Northampton, NN2 6JB
 Certification Services Division Newton Building, St George s Avenue Northampton, NN2 6JB Tel: +44(0)1604-893-811. Fax: +44(0)1604-893-868. E-mail: pcn@bindt.org PSL/26 ISSUE 13 PCN CERTIFICATION AVAILABLE
Certification Services Division Newton Building, St George s Avenue Northampton, NN2 6JB Tel: +44(0)1604-893-811. Fax: +44(0)1604-893-868. E-mail: pcn@bindt.org PSL/26 ISSUE 13 PCN CERTIFICATION AVAILABLE
Predictive Maintenance (PdM) & Proactive Maintenance (PAM) Dr. Khaleel Abushgair
 & Proactive Maintenance (PAM) Dr. Khaleel Abushgair") Predictive Maintenance (PdM) & Proactive Maintenance (PAM) ۱ Predictive Maintenance (PdM) Also known as Condition- Based Maintenance. Uses non-intrusive testing techniques, visual inspection and performance
Predictive Maintenance (PdM) & Proactive Maintenance (PAM) ۱ Predictive Maintenance (PdM) Also known as Condition- Based Maintenance. Uses non-intrusive testing techniques, visual inspection and performance
Of Bar Stock. Detect Defects Before They Impact Your Products. Albert R. Fletcher
 Titanium Surface Inspection Of Bar Stock Detect Defects Before They Impact Your Products Albert R. Fletcher What Do These 3 Industries What Do These 3 Industries Have in Common? They have chosen to raise
Titanium Surface Inspection Of Bar Stock Detect Defects Before They Impact Your Products Albert R. Fletcher What Do These 3 Industries What Do These 3 Industries Have in Common? They have chosen to raise
Applying Eddy Current Inspection
 Applying Eddy Current Inspection By Brian Roberts Brian Roberts is Vice President of Advanced Kiffer Systems, Inc., Cleveland, Ohio. This paper was originally presented at the Society of Manufacturing
Applying Eddy Current Inspection By Brian Roberts Brian Roberts is Vice President of Advanced Kiffer Systems, Inc., Cleveland, Ohio. This paper was originally presented at the Society of Manufacturing
 www.niagara-testing.com XYZ Mining Company XYZ Mine SAG Mill Gear Nondestructive Testing Report and Summary Provided by: Niagara Testing West Corporation Tucson, Arizona 85737 Steven Jacobs, Cell (520)
www.niagara-testing.com XYZ Mining Company XYZ Mine SAG Mill Gear Nondestructive Testing Report and Summary Provided by: Niagara Testing West Corporation Tucson, Arizona 85737 Steven Jacobs, Cell (520)
CIFRA MARKETING CORPORATION
 CIFRA MARKETING CORPORATION CIFRA MARKETING CORPORATION CIFRA Marketing Corporation is a customer oriented company involved in the distribution of Non-Destructive Testing (NDT) practitioners with quality
CIFRA MARKETING CORPORATION CIFRA MARKETING CORPORATION CIFRA Marketing Corporation is a customer oriented company involved in the distribution of Non-Destructive Testing (NDT) practitioners with quality
Engineering Materials
 Engineering Materials Module 3: Destructive and Non- Destructive Testing PREPARED BY IAT Curriculum Unit August 2010 Institute of Applied Technology, 2010 2 Module 3: Destructive and Non-Destructive Testing
Engineering Materials Module 3: Destructive and Non- Destructive Testing PREPARED BY IAT Curriculum Unit August 2010 Institute of Applied Technology, 2010 2 Module 3: Destructive and Non-Destructive Testing
Development and Validation of an Automated Ultrasonic System for the Non- Destructive Evaluation of Welded Joints in Thermoplastic Storage Tanks
 More Info at Open Access Database www.ndt.net/?id=16619 Development and Validation of an Automated Ultrasonic System for the Non- Destructive Evaluation of Welded Joints in Thermoplastic Storage Tanks
More Info at Open Access Database www.ndt.net/?id=16619 Development and Validation of an Automated Ultrasonic System for the Non- Destructive Evaluation of Welded Joints in Thermoplastic Storage Tanks
Magnetic Particle Testing (MPT) [8]
![Magnetic Particle Testing (MPT) [8]](/thumbs/73/68744293.jpg "Magnetic Particle Testing (MPT) [8]") Magnetic Particle Testing (MPT) [8] Magnetism is the ability of matter to attract other matter to itself. Objects that possess the property of magnetism are said to be magnetic or magnetized and magnetic
Magnetic Particle Testing (MPT) [8] Magnetism is the ability of matter to attract other matter to itself. Objects that possess the property of magnetism are said to be magnetic or magnetized and magnetic
QUALIFICATION AND APPLICATION OF IN-SERVICE INSPECTION OF VVER-440 CONTROL ROD DRIVE PROTECTION PIPES
 QUALIFICATION AND APPLICATION OF IN-SERVICE INSPECTION OF VVER-440 CONTROL ROD DRIVE PROTECTION PIPES Krunoslav Markulin, Matija Vavrous INETEC-Institute for Nuclear technology, Croatia Jani Pirinen, Petri
QUALIFICATION AND APPLICATION OF IN-SERVICE INSPECTION OF VVER-440 CONTROL ROD DRIVE PROTECTION PIPES Krunoslav Markulin, Matija Vavrous INETEC-Institute for Nuclear technology, Croatia Jani Pirinen, Petri
STRESS CHARACTERIZATION BY LOCAL MAGNETIC MEASUREMENTS
 STRESS CHARACTERIZATION BY LOCAL MAGNETIC MEASUREMENTS P.lvanov, Y.Sun, L.Udpa, S.S.Udpa and W.Lord Department of Electrical and Computer Engineering Iowa State University, Ames, Iowa INTRODUCTION The
STRESS CHARACTERIZATION BY LOCAL MAGNETIC MEASUREMENTS P.lvanov, Y.Sun, L.Udpa, S.S.Udpa and W.Lord Department of Electrical and Computer Engineering Iowa State University, Ames, Iowa INTRODUCTION The
ISO INTERNATIONAL STANDARD
 INTERNATIONAL STANDARD ISO 10893-6 First edition 2011-04-01 Non-destructive testing of steel tubes Part 6: Radiographic testing of the weld seam of welded steel tubes for the detection of imperfections
INTERNATIONAL STANDARD ISO 10893-6 First edition 2011-04-01 Non-destructive testing of steel tubes Part 6: Radiographic testing of the weld seam of welded steel tubes for the detection of imperfections
Cast Steel Propellers W27. (May 2000) (Rev.1 May 2004)
 (Rev.1 May 2004)") (May 2000) (Rev.1 May 2004) Cast Steel Propellers 1. Scope 1.1 These unified requirements are applicable to the manufacture of cast steel propellers, blades and bosses. 1.2 Where the use of alternative
(May 2000) (Rev.1 May 2004) Cast Steel Propellers 1. Scope 1.1 These unified requirements are applicable to the manufacture of cast steel propellers, blades and bosses. 1.2 Where the use of alternative
Inspection of Friction Stir Welds using Triple Array Methods
 More Info at Open Access Database www.ndt.net/?id=16618 Inspection of Friction Stir Welds using Triple Array Methods Barend van den Bos 1, Sara Axelsson 1, Ulf Ronneteg 2, Thomas Grybäck 2 1 Exova Materials
More Info at Open Access Database www.ndt.net/?id=16618 Inspection of Friction Stir Welds using Triple Array Methods Barend van den Bos 1, Sara Axelsson 1, Ulf Ronneteg 2, Thomas Grybäck 2 1 Exova Materials
Understanding Coating Thickness Measurement Helmut Fischer
 Understanding Coating Thickness Measurement Helmut Fischer Many of the materials used in today s products have some sort of coating, whether it s the shiny new paint job on your Lexus, the anodized protection
Understanding Coating Thickness Measurement Helmut Fischer Many of the materials used in today s products have some sort of coating, whether it s the shiny new paint job on your Lexus, the anodized protection
NONDESTRUCTIVE EVALUATION:
 NONDESTRUCTIVE EVALUATION: USING BREAKTHROUGH TECHNOLOGY TO ENSURE FIRST-TIME QUALITY NDE 17 QUAL TESTNG THE EVOLUTION OF NONDESTRUCTIVE EVALUATION Over the years, nondestructive evaluation (NDE) has played
NONDESTRUCTIVE EVALUATION: USING BREAKTHROUGH TECHNOLOGY TO ENSURE FIRST-TIME QUALITY NDE 17 QUAL TESTNG THE EVOLUTION OF NONDESTRUCTIVE EVALUATION Over the years, nondestructive evaluation (NDE) has played
CHAPTER 3: TYPES OF WELDING PROCESS, WELD DEFECTS AND RADIOGRAPHIC IMAGES. Welding is the process of coalescing more than one material part at
 41 CHAPTER 3: TYPES OF WELDING PROCESS, WELD DEFECTS AND RADIOGRAPHIC IMAGES 3.0. INTRODUCTION Welding is the process of coalescing more than one material part at their surface of contact by the suitable
41 CHAPTER 3: TYPES OF WELDING PROCESS, WELD DEFECTS AND RADIOGRAPHIC IMAGES 3.0. INTRODUCTION Welding is the process of coalescing more than one material part at their surface of contact by the suitable
WELD TESTING DESTRUCTIVE AND NON-DESTRUCTIVE
 WELD TESTING DESTRUCTIVE AND NON-DESTRUCTIVE DESTRUCTIVE TESTING These can be divided into two parts, Tests capable of being performed in the workshop. Laboratory tests. microscopicmacroscopic, chemical
WELD TESTING DESTRUCTIVE AND NON-DESTRUCTIVE DESTRUCTIVE TESTING These can be divided into two parts, Tests capable of being performed in the workshop. Laboratory tests. microscopicmacroscopic, chemical
In-Line Inspection using Ultrasonic Technology
 In-Line Inspection using Ultrasonic Technology Dr. Thomas Hennig NDT Global GmbH & Co KG Friedrich List Str. 1 76297 Stutensee Germany Jason Chan NDT Global Tampines Industrial Park A Tampines Street 93
In-Line Inspection using Ultrasonic Technology Dr. Thomas Hennig NDT Global GmbH & Co KG Friedrich List Str. 1 76297 Stutensee Germany Jason Chan NDT Global Tampines Industrial Park A Tampines Street 93
NS 1.0 Nobles Specification Technical and Quality Requirements for Castings
 1. Scope The scope of this specification is to define the technical and quality requirements of casting to be used by Nobles Worldwide in the production of military products. The primary focus of this
1. Scope The scope of this specification is to define the technical and quality requirements of casting to be used by Nobles Worldwide in the production of military products. The primary focus of this
Module 8: Composite Testing Lecture 36: Quality Assessment and Physical Properties. Introduction. The Lecture Contains
 Introduction In the previous lecture we have introduced the needs, background and societies for mechanical testing of composites. In this lecture and subsequent lectures we will see principles for the
Introduction In the previous lecture we have introduced the needs, background and societies for mechanical testing of composites. In this lecture and subsequent lectures we will see principles for the
Capstone C O N S U L T A N T S
 Ultrasonic Pulse Velocity Tests These tests are primarily done to establish: the homogeneity of concrete presence of cracks, voids and other imperfections changes in quality of concrete over time this
Ultrasonic Pulse Velocity Tests These tests are primarily done to establish: the homogeneity of concrete presence of cracks, voids and other imperfections changes in quality of concrete over time this
Effect of Radiography Parameters over Columnar Structure in Nickel Base Super Alloy Castings
 More info about this article: http://www.ndt.net/?id=21160 Effect of Radiography Parameters over Columnar Structure in Nickel Base Super Alloy Castings Arun Dwivedi*, G. Raju*, Madhukar R Marur, K.S.Narayanan
More info about this article: http://www.ndt.net/?id=21160 Effect of Radiography Parameters over Columnar Structure in Nickel Base Super Alloy Castings Arun Dwivedi*, G. Raju*, Madhukar R Marur, K.S.Narayanan
Extended stickout guides are used to maintain a consistent CTWD (see Contact Tip to Work Distance section for more details).
.") WELDING TECHNIQUES Extended Stickout Welding (Cont d) Extended stickout welding is best suited to large diameter, high deposition Innershield electrodes, such as 3/32 in. (2.4 mm) and 0.120 in. (3.0 mm)
WELDING TECHNIQUES Extended Stickout Welding (Cont d) Extended stickout welding is best suited to large diameter, high deposition Innershield electrodes, such as 3/32 in. (2.4 mm) and 0.120 in. (3.0 mm)
Laboratory Accreditation Programmes
 Laboratory Address PO Box 15120, Aranui, Christchurch, 8643 19 Helanca Avenue, Wainoni, Christchurch, 8061 Telephone 03 381-1670 Fax 03 381-1690 URL Authorised Representative Client No. 1644 Programme
Laboratory Address PO Box 15120, Aranui, Christchurch, 8643 19 Helanca Avenue, Wainoni, Christchurch, 8061 Telephone 03 381-1670 Fax 03 381-1690 URL Authorised Representative Client No. 1644 Programme
Research and Development on NDE field
 VTT TECHNICAL RESEARCH CENTRE OF FINLAND LTD Research and Development on NDE field IAEA Technical Meeting on the Optimization of Non-Destructive Examination and In-Service Inspection to Improve Nuclear
VTT TECHNICAL RESEARCH CENTRE OF FINLAND LTD Research and Development on NDE field IAEA Technical Meeting on the Optimization of Non-Destructive Examination and In-Service Inspection to Improve Nuclear
A comparison of Techniques for Ultrasonic Inspection of Composite materials. Joe Buckley Sonatest Ltd. Milton Keynes, England,
 A comparison of Techniques for Ultrasonic Inspection of Composite materials Joe Buckley Sonatest Ltd. Milton Keynes, England, What are composites: Composite materials are engineered materials made from
A comparison of Techniques for Ultrasonic Inspection of Composite materials Joe Buckley Sonatest Ltd. Milton Keynes, England, What are composites: Composite materials are engineered materials made from
Properties of Metals
 Properties of Metals Alessandro Anzalone, Ph.D. Hillsborough Community College Brandon Campus 1. Mechanical Properties 2. Physical Properties 3. Metallurgical Microscopy 4. Nondestructive Testing 5. References
Properties of Metals Alessandro Anzalone, Ph.D. Hillsborough Community College Brandon Campus 1. Mechanical Properties 2. Physical Properties 3. Metallurgical Microscopy 4. Nondestructive Testing 5. References
Developments in Ultrasonic Inspection II
 Developments in Ultrasonic Inspection II Application of Real-Time Signal Processing to Ultrasonic Testing H. Hatanaka, T. Nakajima, T. Arakawa, IHI Inspection and Instrumentation Co., Ltd., Japan; Y. Kurokawa,
Developments in Ultrasonic Inspection II Application of Real-Time Signal Processing to Ultrasonic Testing H. Hatanaka, T. Nakajima, T. Arakawa, IHI Inspection and Instrumentation Co., Ltd., Japan; Y. Kurokawa,
ADVANCE TECHNOLOGIES FOR HEAT EXCHANGER TUBING HOW THEY ARE BEING USED IN TODAYS INDUSTRY
 ADVANCE TECHNOLOGIES FOR HEAT EXCHANGER TUBING HOW THEY ARE BEING USED IN TODAYS INDUSTRY Applications for Asset Protection Solutions Copyright 2010 Proprietary Information: no dissemination, use or duplication
ADVANCE TECHNOLOGIES FOR HEAT EXCHANGER TUBING HOW THEY ARE BEING USED IN TODAYS INDUSTRY Applications for Asset Protection Solutions Copyright 2010 Proprietary Information: no dissemination, use or duplication
Near field array for inspection of ferritic/ferromagnetic stainless steel (NFA FS)
") Near field array for inspection of ferritic/ferromagnetic stainless steel (NFA FS) J. Renaud, R. Demers, M. Wolf, O. Lavoie, S. Savard, V. Heredia (Eddyfi) T. Mau (Duke Power) N. Driessen (EPRI) NFA FS
Near field array for inspection of ferritic/ferromagnetic stainless steel (NFA FS) J. Renaud, R. Demers, M. Wolf, O. Lavoie, S. Savard, V. Heredia (Eddyfi) T. Mau (Duke Power) N. Driessen (EPRI) NFA FS
Higher Harmonic Imaging of Crack Surfaces of SCC in Dissimilar Metal Weld with Ni-based Alloy and Fatigue Crack in Cast Stainless Steel
 19 th World Conference on Non-Destructive Testing 2016 Higher Harmonic Imaging of Crack Surfaces of SCC in Dissimilar Metal Weld with Ni-based Alloy and Fatigue Crack in Cast Stainless Steel Hitoshi ISHIDA
19 th World Conference on Non-Destructive Testing 2016 Higher Harmonic Imaging of Crack Surfaces of SCC in Dissimilar Metal Weld with Ni-based Alloy and Fatigue Crack in Cast Stainless Steel Hitoshi ISHIDA
Ultrasonic Inspection of Sub-Surface Defects In Aluminium Die-Castings 71
 Ultrasonic Inspection of Sub-Surface Defects In Aluminium Die- Castings by Suresh Palanisamy (CAST) A/Prof. Romesh Nagarajah Dr. Pio Iovenitti Abstract Non-destructive testing using ultrasonic measurement
Ultrasonic Inspection of Sub-Surface Defects In Aluminium Die- Castings by Suresh Palanisamy (CAST) A/Prof. Romesh Nagarajah Dr. Pio Iovenitti Abstract Non-destructive testing using ultrasonic measurement
Enhanced Inspection Capability for Specific Applications using phased array ultrasonics
 Malaysia NDT Conference November 2015 Enhanced Inspection Capability for Specific Applications using phased array ultrasonics Fredrik Hagglund Channa Nageswaran Lu Zhao John Rudlin Content Plastic Pipe
Malaysia NDT Conference November 2015 Enhanced Inspection Capability for Specific Applications using phased array ultrasonics Fredrik Hagglund Channa Nageswaran Lu Zhao John Rudlin Content Plastic Pipe
Course: Quality Assurance Module 5 Welders/Welding personnel
 Version 1.0 2010.11.02 1 of 7 Course: Quality Assurance Module 5 Welders/Welding personnel Version 1.0 2010.11.02 2 of 7 Table of Contents MODULE 5...3 Surface inspection on cracks and other surface imperfections
Version 1.0 2010.11.02 1 of 7 Course: Quality Assurance Module 5 Welders/Welding personnel Version 1.0 2010.11.02 2 of 7 Table of Contents MODULE 5...3 Surface inspection on cracks and other surface imperfections
INTEGRATED NDT / INSPECTION, CONTRÔLE & CERTIFICATION
 INTEGRATED NDT / INSPECTION, CONTRÔLE & CERTIFICATION Presentation I NDT Congo is an inspection company specialized in Non Destructive Testing of industrial equipment such as boilers, heat exchangers,
INTEGRATED NDT / INSPECTION, CONTRÔLE & CERTIFICATION Presentation I NDT Congo is an inspection company specialized in Non Destructive Testing of industrial equipment such as boilers, heat exchangers,
The Influence of Grain Size of Dissimilar Welding between Carbon Steel and Stainless Steel on Ultrasonic Testing
 International Conference on Test, Measurement and Computational Method (TMCM 2015) The Influence of Grain Size of Dissimilar Welding between Carbon Steel and Stainless Steel on Ultrasonic Testing Kwanruethai
International Conference on Test, Measurement and Computational Method (TMCM 2015) The Influence of Grain Size of Dissimilar Welding between Carbon Steel and Stainless Steel on Ultrasonic Testing Kwanruethai
APPENDIX 1. PART 4b: Radiographic Interpreter Level 2 CERTIFICATION SCHEME FOR PERSONNEL. 1 st Edition, April 2018
 CERTIFICATION SCHEME FOR PERSONNEL Document No. CSWIP-ISO-NDT-11/93-R Requirements for the Certification of Personnel Engaged in Non- Destructive Testing in accordance with the requirements of ISO 9712
CERTIFICATION SCHEME FOR PERSONNEL Document No. CSWIP-ISO-NDT-11/93-R Requirements for the Certification of Personnel Engaged in Non- Destructive Testing in accordance with the requirements of ISO 9712
NEW SOUTH WALES TECHNICAL AND FURTHER EDUCATION COMMISSION
 NEW SOUTH WALES TECHNICAL AND FURTHER EDUCATION COMMISSION ULTRASONIC TESTING NSW Module Number: Implementation Date: 1142A 01-Jan-1995 National Module Code: EA613 MANUFACTURING AND ENGINEERING MECHANICAL
NEW SOUTH WALES TECHNICAL AND FURTHER EDUCATION COMMISSION ULTRASONIC TESTING NSW Module Number: Implementation Date: 1142A 01-Jan-1995 National Module Code: EA613 MANUFACTURING AND ENGINEERING MECHANICAL
TURKISH NATIONAL AEROSPACE NONDESTRUCTIVE TESTING BOARD
 Page No 1 / 40 TURKISH NATIONAL AEROSPACE (Document No: NANDTB-TR-002) INDEX Page No 2 / 40 Cover Page Index List of Effective Pages History of Revisions Record of Temporary Revisions Page Definitions
Page No 1 / 40 TURKISH NATIONAL AEROSPACE (Document No: NANDTB-TR-002) INDEX Page No 2 / 40 Cover Page Index List of Effective Pages History of Revisions Record of Temporary Revisions Page Definitions
Jeffrey McIsaac, General Manager AMIC Mohammadarmaan Bandi, AMIC Doug Whitely, CINDE
 Jeffrey McIsaac, General Manager AMIC Mohammadarmaan Bandi, AMIC Doug Whitely, CINDE What is Additive Manufacturing (AM)? Additive manufacturing is a technology which build up a component by using digital
Jeffrey McIsaac, General Manager AMIC Mohammadarmaan Bandi, AMIC Doug Whitely, CINDE What is Additive Manufacturing (AM)? Additive manufacturing is a technology which build up a component by using digital
QC Inspection and Qualification Procedure- TX-EDU-VT-1-07, Revision # by Richard J DePue, Supersedes IW-VT-1 Visual Inspection Procedure
 1.0 Scope: QC Inspection and Qualification Procedure- TX-EDU-VT-1-07, Revision #6 03-04-2016 by Richard J DePue, Supersedes IW-VT-1 Visual Inspection Procedure The purpose of this procedure is to define
1.0 Scope: QC Inspection and Qualification Procedure- TX-EDU-VT-1-07, Revision #6 03-04-2016 by Richard J DePue, Supersedes IW-VT-1 Visual Inspection Procedure The purpose of this procedure is to define
QUALIFICATION OF ULTRASONIC INSPECTIONS IN THE ITER VACUUM VESSEL MANUFACTURING PROJECT
 QUALIFICATION OF ULTRASONIC INSPECTIONS IN THE ITER VACUUM VESSEL MANUFACTURING PROJECT R. Martínez-Oña, A. García, M.C. Pérez, Tecnatom, Spain; G. Pirola, Ansaldo Nucleare, Italy ABSTRACT The vacuum vessel
QUALIFICATION OF ULTRASONIC INSPECTIONS IN THE ITER VACUUM VESSEL MANUFACTURING PROJECT R. Martínez-Oña, A. García, M.C. Pérez, Tecnatom, Spain; G. Pirola, Ansaldo Nucleare, Italy ABSTRACT The vacuum vessel
ENGINEERING STANDARD PENETRANT ACCEPTANCE CRITERIA ES Prepared by: H. HOPKINSON Date: Reviewed by: J. MOELLER Date:
 ENGINEERING STANDARD ES 2012 Prepared by: H. HOPKINSON Date: 12-21-90 Reviewed by: J. MOELLER Date: 12-27-90 Approved by: J. D. MOELLER Date: 12-27-90 John D. Moeller Director of Engineering 1 REVISIONS
ENGINEERING STANDARD ES 2012 Prepared by: H. HOPKINSON Date: 12-21-90 Reviewed by: J. MOELLER Date: 12-27-90 Approved by: J. D. MOELLER Date: 12-27-90 John D. Moeller Director of Engineering 1 REVISIONS
More Info at Open Access Database
 More Info at Open Access Database www.ndt.net/?id=15213 Non-Destructive Evaluation of Dissimilar Aluminum Alloys (AA1100 & AA2014) Welded Using Friction Stir Welding P.Balaji, V.Kalyanavalli, D.Sastikumar,
More Info at Open Access Database www.ndt.net/?id=15213 Non-Destructive Evaluation of Dissimilar Aluminum Alloys (AA1100 & AA2014) Welded Using Friction Stir Welding P.Balaji, V.Kalyanavalli, D.Sastikumar,