Introduction to Crushing. Bill Malone
|
|
|
- Arron Reeves
- 5 years ago
- Views:
Transcription






1 Introduction to Crushing Bill Malone

2 Material Characteristics Rocks and ores A rock consists of minerals and chemical compounds. There are at least 2500 different minerals, each with its own composition and internal structure. A rock often consists of at least two minerals. This explains why one kind of rock can exhibit such differing characteristics. Even so, just a few minerals make up the major constituents of the most common types of rock. Most of these minerals are silicates. An ore is simply a rock with a metal content that is high enough to make exploitation economically viable. Volcanic rocks Hypabyssal rocks Plutonic rocks Cooled in deep intrusions. Slow cooling = coarse crystals. Cooled in dykes and sills during magma flow towards the surface of the earth. Fast cooling = fine crystals. Cooled on the surface of the earth's crest. Very fast cooling = very fine crystals. Examples Granite Diorite Gabbro Examples Diabase Porphyry Porphyrite Examples Basalt Andesite Obsidian
3 Material Characteristics Rocks are usually classified according to the way in which they are formed: Igneous rocks, also called magmatic and eruptive rocks, have been formed from melted minerals, magma. They are further classified depending on where they have cooled off and crystallized: Sedimentary rocks can be composed by weathered rocks or by disintegrated animal shells, bones etc. Nearly all are made of materials that have been moved from a place of origin to a new place of deposition. Running water, wind, waves, currents, ice and gravity move material on the surface of the earth. After the particles have sedimented, they have slowly been consolidated into a rock. The transport often results in a gradation according to grain size and/or type of mineral. Fossils are often included. Sedimentary rocks cover about 75% of the earth's crest. Examples are sandstone, limestone, greywacke and shale. Metamorphic rocks are transformed igneous or sedimentary rocks. The original rock has been altered physically and sometimes chemically by the application of intense heat or high pressure. Examples of metamorphic rocks are gneiss (origin: granite), quartzite (origin: quartz sandstone), amphibolite (origin: diabase/basalt) and marble (origin: limestone). From a chemical viewpoint rocks are sometimes grouped as acid or basic, depending on the silica content (SiO2). The acid rocks have higher silica contents than the basic rocks and are also more resistant against weathering. Examples of acid rocks are gneiss and granite. Basic rocks are basalt and diabase.


.")
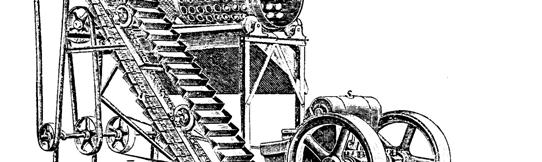
4 Work Index or Crushability of rocks Material Characteristics Not even two samples of a single type of rock necessarily exhibit identical characteristics. They may come from different parts of a quarry or from different depths in the same bore hole. Names like limestone, granite or diabase describe the type of rock, but give only a rough indication of the characteristics. The term "gravel" gives almost no information and does not even describe the type of rock. One way of determining crushability is to measure the energy required to crush a material. Fred C Bond, Allis-Chalmers, developed about 1950 a method to calculate the energy using a parameter called Work Index (WI). The Work Index of a material is important for the selection of a crusher: type, size, eccentric throw, setting and motor size. In practice, the energy measurement according to Bond's method is carried out with an impact-testing machine. The impact strength of a rock is an important measure of its toughness and crushability.
5 Material Characteristics Ten stones, between 55 and 70 mm in size, are each subjected to simultaneous impact from two pivoted hammers, one on each side. A small drop height (rotary angle of the wheels) is used at first, but increased successively until the test stone breaks. The energy required - in Nm - is divided by the thickness of the stone - in m - to give an impact strength expressed in N. With the help of an empirical formula, the material's Impact Work Index (WI) can be deduced from its impact strength and density. Wi results from different laboratories are usually not comparable due to incomplete standardisation of the test method. Material Density (kg/m 3 ) Impact Strength (N) Work Index Dolomite Limestone Magnetite (Iron Ore) Gneiss Granite Quartzite Hematite (Iron Ore) Diabase Basalt Typical test results from the Sandvik Rock Processing Test and Research Center, Sandvik Rock Processing: Impact Work Index is calculated as WI = where IS is the average impact strength th of the rock samples tested t and SD is the solid density. IS SD


6 Material Characteristics Abrasion Index of rocks Most rocks contain mineral grains that t are harder than steel. They are then able to scratch the surface, remove steel and thus create wear. The abrasive characteristics for a certain rock is measured by the determination of its Abrasion Index, AI. The machine shown on the right is used for the test. The Abrasion Index is determined on basis of the loss of weight of a small steel paddle, which rotates for one hour in a drum with 400 g of the material being tested. The size of the material is mm. Due to disintegration in the drum, it is replaced by to new material every 15 minutes.


7 Material Characteristics Abrasion Index of rocks The weight loss in gram makes the Abrasion Index. Both test paddles above have operated during one hour but in different rocks. The test result enable us predict wear rates and guide us to select the most suitable machine or wearing part alloy. The abrasive characteristics for a certain rock is measured by the determination of its Abrasion Index, AI. Typical test results from the Sandvik Rock Processing Test and Research Center, Svedala: Material Limestone Dolomite 0.02 Basalt 0.25 Diabase 0.28 Granite 0.46 Gneiss 0.48 Quartzite 0.79 Abrasion Index The diagram to the right, gives an overview of how the Abrasion Index affects the wear part life. The AI of 0.5 corresponds to the relative life of 1, say tons of production in a certain crushing application. If AI is 0.2 instead, the relative life is increased to 2. The same wear part will then last for tons.
8 Material Characteristics
9 Material Characteristics Abrasion Index of rocks The weight loss in gram makes the Abrasion Index. Both test paddles above have operated during one hour but in different rocks. The test result enable us predict wear rates and guide us to select the most suitable machine or wearing part alloy. The abrasive characteristics for a certain rock is measured by the determination of its Abrasion Index, AI. Typical test results from the Sandvik Rock Processing Test and Research Center, Svedala: Material Limestone Dolomite 0.02 Basalt 0.25 Diabase 0.28 Granite 0.46 Gneiss 0.48 Quartzite 0.79 Abrasion Index The diagram to the right, gives an overview of how the Abrasion Index affects the wear part life. The AI of 0.5 corresponds to the relative life of 1, say tons of production in a certain crushing application. If AI is 0.2 instead, the relative life is increased to 2. The same wear part will then last for tons.
10 Material Characteristics Typical test results from the Sandvik Test and Research Centre, Svedala: Material Limestone Dolomite 0.02 Basalt 0.25 Diabase 0.28 Granite 0.46 Gneiss 0.48 Quartzite 0.79 Abrasion Index
11 Material Characteristics Abrasion Index of rocks AI results from different laboratories are usually not comparable due to different reference materials in the paddles. Do keep in mind that hardness of a rock and Abrasion Index are not connected. A hard material that is difficult to crush is not necessarily very abrasive - the rock does not have to contain hard grains that cause abrasion. As mentioned above, it is hard grains in the rock that cause abrasion. For example a soft, easily crushed quartzite is always very abrasive due to the hard quartz grains. However, a hard rock may give a long life of manganese wear parts as it enables work hardening of this material. Quartz is the most common mineral next to feldspar in the earth's crest. It is the crystalline form of silicon dioxide, SiO2, also named silica. The total silica content of a rock is decisive for its abrasive properties: The higher the silica content, the higher the wear on the crusher liners. From experience we know that there is a approximate relationship between the Abrasion Index AI and the silica content of the material.
12 Material Characteristics
13 Cum m. % passing Material Characteristics Ripped VFB 30 FB (62) MB 20 CB VCB (63) Size (mm)


14 General about Crushing Capacity In a compressing crusher, the crushing takes place in acus crushing gchamber with aceta certain volume. ou The capacity is then volumetric, i. e. the crusher processes cubic meters per hour. However, the weight is usually of more interest and the capacity is stated as tons per hour. This means that the capacity (in t/h) becomes higher if the bulk density of the feed is increased. The bulk density depends on the solid density of the rock and the size distribution of the feed. The solid density of an iron ore may have double the density of granite, which means that the ton per hour is doubled. If the solid density is constant, the bulk density depends on the amount of space that always exists between the particles in the feed. If the feed size is uniform, there are always more space than if smaller particles are allowed to fill up the rooms between the larger ones. See the figure below. It is valid for a solid density of approximately 2.65 t/m3, which is typical for most rocks.

15 Product shape General about Crushing The product shape requirements applicable for material fractions depend on the field of use. Each industry has its own guidelines and standards. Requirements are not limited to the degree of cubicity. They can also cover the surface texture, degree of crushed surface and angularity, for example. Asphalt is a flexible material as the binder, the bitumen, is a high viscous oil product. About 95% by weight consists of aggregates. For road construction, high load-bearing capacity is important. The particle shape has a major influence on the strength of the road surface: Flaky particles are more easily fractured than compact, cubical particles. The rough surface texture and angular shape allow the individual stones to grip each other and give a degree of self-locking. Concrete on the other hand, is a rigid material when it has hardened. Around 80% by weight, consists of aggregates. The particle shape is important with regard to the characteristics of the wet concrete. The concrete industry appreciates the rounded shape and smooth surface aggregates. The reasons are that a wet concrete based on such a type of aggregates: consumes less of the expensive cement binder becomes easy to pump has a high ability to flow into confined spaces has good compaction characteristics.
16 General about Crushing Reduction ratio After the feed has entered the crusher and travels through the crusher, the crushing chamber volume is decreasing. As the amount of tons coming out must be the same as coming in, the density has to increase. It may reach a level where the amount of space between the particles is so low that it is not possible to compress the material further. This is a crushing state that is called packing. Packing results in very high crushing forces and further reduction is not possible. A high reduction ratio is achieved if the feed has a low bulk density for a start. Fines (which do not have to be crushed anyhow) are usually removed before crushing on this purpose. The Impact Work Index, WI, may also limit the reduction ratio. With increasing WI, the crushing force and the related energy consumption for the reduction work is increasing. At a certain reduction ratio the maximum permitted force or motor power level is reached. It should be mentioned that a high reduction ratio can not be obtained with a high capacity. The decreasing volume in the crusher chamber reduces the flow of material. Average Reduction Ratio s Rules of Thumb Primary Gyratory 3-4 Primary Jaw Primary HSI 7-10 Secondary/Tertiary Cone 3-4 Secondary/ Tertiary HSI 6-8 Tertiary VSI 4
17 Crushing Stages Reduction Ratio In a crushing process, the aim is to reduce the size of lumps of material to a certain defined final product. Ideally, a single machine would be used for this job. It would be able to accept material lumps up to maybe 1 m 3 in size and give a product of perhaps minus 20 mm or even smaller. However, this is not feasible. Every crusher has a certain limited it reduction capability. It is therefore necessary to use an appropriate number of crushing stages to reach the required product size. Jaw and gyratory crushers - which we shall focus on - are normally capable of a reduction ratio of 2-3 respectively e 3-4. The reduction ratio is defined as the ratio between the "K80 values" - as they are called - of the material fed to the crusher and the crusher's product. Thus the size which corresponds to 80% (by weight) of the feed to the crusher (F80) should be divided by the size which corresponds to 80% of the crusher's product (P80).
18 Crushing Stages Reduction Ratio This is where the feed to the plant and the desired product must be considered together. The reduction ratio rule of thumb makes it easy to estimate the number of crushing stages needed in a plant. Example: Feed material: Blasted rock with 80% smaller than 400 mm (i.e. F80 = 400). Required product: Road building aggregates with 80% smaller than 16 mm (i.e. P80 = 16). The total reduction ratio is:


19 Crushing Stages Reduction Ratio Reduction ratio in primary crushing stage: R1 = 2.5 Reduction ratio in secondary crushing stage: R2 = 3 Together the two crushing stages give a total reduction ratio of R1 x R2 = 7.5 This is not sufficient, therefore a third crushing stage is required. For example: R1 = 2.5 R2 = 3 R3 = 3.5 These three crushing stages give a total reduction ratio of: R1 x R2 x R3 = 2.5 x 3 x 3.5 = 26.





20 Crusher Types








21 Crusher Types Primary type crushers Capacities: 1800 stph To 8000 stph 5 1 / 2 to 12 OSS


22 Crusher Types Jaw Crusher In a jaw crusher, material is crushed between two crushing surfaces - one fixed and one moving. The moving surface - the moving jaw plate - is mounted on a "jaw" which is given a reciprocating motion by an eccentric. The rock to be crushed is subjected to repeated applications of pressure as it passes downwards and is progressively reduced in size until it is small enough to pass out of the crushing chamber.
23 Crusher Types The jaw crusher does not operate on a continuous basis. This is due to the reciprocating motion of the moving jaw. Crushing only occurs when the moving jaw is moving towards the fixed jaw. No crushing occurs when the moving jaw is receding from the fixed jaw. A jaw crusher normally has a "nip angle" (angle between the jaw plates) of between 16 and 26 degrees. The discharge setting is adjusted with the use of shims. On larger crushers, this adjustment is made easier by hydraulic cylinders. Capacities: 370 stph to 1575 stph (6 12 OSS)
24 Crusher Types Single Toggle Jaw Crusher The moving gjaw of a single toggle jaw crusher is journalled directly on an eccentric shaft which provides a circular / elliptical motion. Double Toggle Jaw Crusher In contrast, the moving jaw of a double toggle jaw crusher is journalled in the frame and is given a "swinging" motion by two toggle plates and a pitman mounted on an eccentric shaft.








25 Impactors Crusher Types There are two main types of impact breakers: horizontal shaft impact breakers and vertical shaft impact breakers, sometimes denoted HSI and VSI. Both types are mostly used for reduction of less abrasive materials. Impact breakers are characterized by a simple design with a small number of moving parts.














26 Crusher Types Cone type crushers
















27 Crusher Types Cone type crushers
28 Crusher Types Spiderless Pillar Top Support - Shaft Spiderless - Pillar Spiderless - Pillar Basically Three types Spiderless - Shaft Top Support - Shaft Spiderless Pillar Top Support - Shaft
29 Crusher Types
30 Feeding Crushers Feeding of the crusher The feed to a jaw or primary gyratory crusher is irregular by nature but efforts should be made to make the supply as even as possible. Boulders with dimensions close to the feed opening size should be avoided since they can easily reduce the flow of material through the crushing chamber. Cone crushers and secondary gyratories should always be choke-fed. A choke feed condition exists when the entire crushing chamber - up to and above the headnut - is kept full of material at all times. The main reasons are: Maximum capacity due to utilization of the full 360 degrees mainshaft gyration. High reduction ratio due to efficient interparticle crushing, stone against stone. High probability for cubically shaped stones due to the interparticle crushing. Consistent product gradation. Uniform wear on the crushing surfaces. Uniform load on the crusher minimizes the risk for failure.


31 Feeding Crushers The best way to maintain a choke feed is to use a surge bin with a feeder ahead of the crusher plus a level monitor in the crusher's feed hopper. Level monitors control the feed to the crusher so that the crusher is either choke fed or idling empty when the supply of material is exhausted.


32 Feeding Crushers A common disadvantage during feeding is segregation of the feed. This means that the coarser material falls into one place whilst the finer portion of the feed goes to another part of the crushing chamber. The result is that different parts of the crushing chamber do different jobs and the process is limited by the most demanding situation. The overall reduction ratio is lower than normal, the crusher load is varying and the manganese wears unevenly around the chamber. The following picture shows typical segregation g in a feed hopper to a cone crusher caused by segregation on the preceding feeder or conveyor. Alignment of the top shell arms with the center-line of the feed system enables a distribution to all parts of the crushing chamber. For the finer chambers a distributor with adjustable lead plates is highly recommended.



33 Feeding Crushers Crushing in closed circuit If the material passes through a crusher just once (one pass), this is an open circuit. The product size is controlled by the crusher's setting. If a more accurate control of the size is required, the crusher is combined with a screen into a closed circuit. Screening after crushing: Is a common way of combining a crusher and a screen in such a way that the oversize material goes back to the crusher. This results in a product size controlled by the holes in a screen deck - i.e. in two dimensions. The screening element holes do not vary in size like a crusher setting. The screen sends back to the crusher all material that has not been reduced to a size which can pass through the screen deck. Flat and flaky stones also end up in the recirculated material so that the closed circuit gives a product shape improvement. This arrangement gives what is often called a "calibrated product". The crusher has to accept the recirculated material and this means that the quantity of "fresh feed" which the circuit can accept is reduced accordingly. If we reduce the hole size on the screen deck, the product will be smaller but the amount of recirculated material will increase. The net capacity of the circuit as a whole will decrease. We obtain higher reduction at the expense of reduced capacity. However, we cannot reduce the product size too far as the amount of recirculated material will increase and the circuit becomes unstable if the separation size is much smaller than the crusher's C.S.S.


34 Feeding Crushers Crushing in closed circuit If the material passes through a crusher just once (one pass), this is an open circuit. The product size is controlled by the crusher's setting. If a more accurate control of the size is required, the crusher is combined with a screen into a closed circuit. Screening ahead of the crusher: can be used to combine a preliminary removal of fine material with a closed circuit. The screen is used in two ways. If we look at this closer we see that it can be considered as a system with two screens. If the capacity is such that one screen can handle both jobs, this arrangement is of course preferable. It is both simpler and less expensive. If the capacity is higher we can choose between two parallel screens operating like the single screen shown above or we can use two different screens, where each is adapted to its own duty. The choice is often determined by lay-out
35 Wear Resistant Materials Wear parts for crushers include, amongst other things, mantles, concaves, jaw plates and impellers, all with the same principal feature: They are to withstand the forces created by the interaction between the crusher and the stone material during the moment of crushing service, without being worn out very fast or, even worse, being cracked at the initial stages of the wear part nominal life. A number of different materials have been tested, and are in use, in crushers all around the world. The most widely used material types are manganese steels, martensitic white irons and tempered alloyed steels. More exotic materials such as cemented carbide and metal matrix composites can be used for special applications. Manganese steels can be used for, in principal, all crusher wear parts, however there may be applications where other materials perform slightly better. For materials other than manganese steels, the ductility is often very low and therefore, the risk of cracking of the wear parts is high. In the following sections, a thorough review of the properties, benefits and disadvantages of the manganese steels is given. Furthermore, short descriptions of the other material types used for crusher wear part service are presented in the end of the chapter.


36 Wear Resistant Materials Manganese steels History Probably the most widely used material in total for crushers during the last hundred years is a so called "Hadfield steel" with approximately 12 % Mn and 1 % C. The material was developed in the 1880s by Sir Robert Hadfield and although these materials have been developed substantially since that time as has the production equipment in the foundries casting the wear parts, the principal invention Sir Robert provided with this material, wear resistance by deformation hardening together with good ductility, is today still the feature that makes this type of materials so suitable for crushers. In order to understand why manganese steels are the In order to understand why manganese steels are the preferred choice for many types of crusher applications their different properties have to be reviewed.
37 Wear Resistant Materials Castability The manganese steels used as wear parts in crushers are in the cast and water quenched state. The castability of manganese steels is good and thanks to the relatively low melting point of the material, the materials are cast at a substantially lower temperature than e.g. carbon- and low-alloyed steels. Manganese steels have a relatively large interval for solidification, that is the difference in temperature when the material starts to solidify and when this process ends is large, > 100 C. This makes the manganese steels slightly more difficult to cast than e.g. carbon steels and higher requirements regarding process control are therefore set on the foundries casting the wear parts. Sandvik Rock Processing have experience in casting wear parts for crushers ranging more than 50 years back. Some of the properties of the manganese steel are actually determined d already during casting. The higher the cooling rate in the cast part, the finer grains and the better possibilities to achieve good properties when it comes to strength and toughness. The grain growth during heat treatment and water quenching is low and the rate of crystallisation is minimal and thus a coarse microstructure after casting cannot be made finer at the later stages. Fast cooling rate and low casting temperature are beneficial for fine grain size in the manganese steels.
38 Wear Resistant Materials Heat treatment For most applications, including crusher wear parts, manganese steels have to undergo a heat treatment and water quenching procedure after casting. This is owing to the fact that during solidification and cooling in the mould, carbides are precipitated to a wide extent which make the material very brittle without ability to withstand impact stress without cracking. The materials are therefore slowly heated up to approximately 1100 C at which temperature the material is kept to get all through heated in order to dissolve the carbides. When quenching the hot cast parts in water, the cooling of the steel is so fast that t the carbides stay dissolved d in the material. Some carbides are in any case precipitated but now evenly distributed, which do not make the material brittle and actually increase the wear resistance of the material. It is important to point out that the microstructure never can be totally free from carbides. There are a number of different factors determining the residual amount of carbides in the manganese steels among which the thickness, the chemical composition and the heat treatment temperature are the most important ones. The thicker the part, the lower the cooling rate in the centre of the material and the higher the risk of grain boundary carbides. Manganese steels have very low thermal conductivity which is a disadvantage in this respect and actually limits the maximum thickness of the materials to be cast. Parts thicker than 150 mm are seldom used. Higher content of some carbide forming elements such as e.g. Cr, Ti and V make the carbide formation during cooling faster. For alloys with high manganese and chromium content, the maximum possible thickness for cast parts is lower than the 150 mm mentioned above for most available alloys.





39 Wear Resistant Materials Machinability Some wear parts, as e.g. mantles and concaves for gyratory crushers, have contact surfaces that need to be machined to narrow tolerances for best possible crusher service. The machinability of manganese steels is bad but Sandvik Rock Processing have, thanks to our long experience in machining of this alloy type, no problem meeting the tough requirements set. The machining is carried out by using cemented tungsten carbide or cubic born nitride tools. When a drill or cutting tool is applied a manganese steel quickly work-hardens the area to the extent that this type of machining becomes very difficult.

40 Wear Resistant Materials Mechanical properties Manganese steels have relatively good mechanical properties, such as toughness and strength, but generally with slightly lower yield strength than have carbon and alloyed steels. In Table 1 below the mechanical properties of manganese steels are summarized. However, the manganese steels have a much better ductility when compared with most other cast materials. This fact makes the materials in question suitable for service demanding good performance under loads above the yield point. The ductility is decreased in thicker sections. Another very important feature is the deformation hardening mechanisms. By this is meant that the materials get harder as the uppermost layer of the wear parts are deformed by the crushing forces, increasing the wear resistance during service. This results in a hardness gradient through the wear part piece, with the highest hardness at the crushing service. As the wear part starts to be worn, this hardness gradient starts moving inwards. When put into service, the hardness of the material is approximately HB 200 and after service, surface hardness values above HB 400 are not uncommon. The hardness of the contact surface of the wear piece, i.e. opposite the crushing surface, will in principal p stay unaffected all through the part's life. Another important and very advantageous property of manganese steels is the very low crack propagation rate. Sooner or later during service small microcracks will be initiated in the material but thanks to the low propagation rate, the part is normally worn out before it is cracked. Yield strength 350 MPa Tensile strength MPa Fatigue limit 270 MPa Elongation % Hardness as quenched HB 200 Table 1: Mechanical properties of manganese steels (normal values)
41 Wear Resistant Materials Wear Manganese steels are wear resistant thanks to the above mentioned deformation hardening mechanism. A certain impact force is needed before the material reaches its wear resistant state. The more impact and hammering it receives, the harder the surface becomes. This characteristic, plus the fact that it remains ductile underneath, makes it a most effective steel in combating impact and abrasion. A very soft material to be crushed can thus be worse for the manganese steels than hard materials. If the stone material is too soft, sufficient work- hardening is not achieved and the manganese stays in the as-quenched state t with low wear resistance. Manganese steels are cheaper and much more ductile than most other iron-based alloys used as wear resistant materials. Normally the wear resistance is lower than for martensitic white irons and martensitic steels with high carbon content but these materials' brittleness make them unsuitable for many crusher applications. The wear resistance of manganese steels is normally higher than that of pearlitic white irons and pearlitic steels. The wear resistance is dependent on the type of wear the materials is subjected to but as a general rule can be said that manganese steels have good abrasion and gouging resistance whereas the erosive wear resistance is bad and sliding wear resistance is very much dependent on the special conditions of the sliding wear system. In the figures below two examples of results from different abrasion wear tests with manganese steels and other alloys are presented.
42 Wear Resistant Materials
43 Wear Resistant Materials
44 Wear Resistant Materials Different types of manganese steels There are many different types of manganese steels available today. However, they can be roughly divided into three main groups, depending on their manganese contents: low manganese steels (roughly 6-8 % Mn) ordinary manganese steels (roughly % Mn) high manganese steels (above 16 % Mn) The low manganese steels are not used to a wide extent and for in principal p all crusher applications ordinary or high manganese steels are more suitable. Sandvik Rock Processing have two main alloys, M1 and M2, of which the first one belongs to the ordinary manganese steels and the latter one belongs to the high manganese steel group. M1 is the one that can be chosen for most applications but with easily crushed but very abrasive stone material to be crushed, M2 is a better choice. Thanks to the higher manganese content it is possible to dissolve a higher carbon content in the material, which in turn makes the material more abrasion resistant. On the other hand, M2 is more crack sensitive thanks to its lower ductility, especially for thick cast sections.
45 Wear Resistant Materials Martensitic cast white irons High-alloyed white irons, heat-treated to achieve a martensitic microstructure, have excellent resistance to gouging abrasion and outperform most other wear resistant materials in this aspect. However, these alloys are very brittle and the risk of cracking is thus very high. For applications including high impact loads the use of cast white irons is therefore limited. If the wear parts crack and come loose, there is a risk of damaging the equipment used (both the crusher and the following units). Trials have been made to armor cast white iron wear parts in order to prevent the loosening of parts even though h they crack. By doing this the wear part can keep its functionality (the wear resistance has not been harmed) for a prolonged period of time. Martensitic white cast irons may be used for some jaw and gyratory crusher plates where high abrasion resistance is required and ductility of the wear part is not of prime interest. Impact bars for impact crushers have also successfully been equipped with white iron as wear material. Martensitic cast white irons can not be used for cone crusher mantles. The lack of ductility is one reason for not using the materials but the martensitic white cast irons also have two other disadvantages in their hardened state (i.e. in the condition they are used in the crusher): they can neither be machined by conventional methods, nor can they be welded. Traditionally three different types of white irons have been used for wear parts: 25Cr alloys 15Cr - 3Mo alloys 4Ni - 2Cr alloys (Ni-Hard)
46 Wear Resistant Materials Alloyed steel First of all, there is no sharp limit between low-alloyed steel and alloyed steel and neither is there a sharp limit between alloyed steel and highalloyed steels. However, most steels (except for manganese steels) that are used for crushing service are alloyed with Cr and/or Ni and or Mo in varying amounts. The alloying elements are added primarily to control hardenability of the materials. The alloyed steels are hardened by different heat treatment procedures (differing from manganese steels that are hardened under the impact of load). A key benefit of using alloyed steels is that the properties of the materials can be varied by applying different heat treatment procedures to the cast pieces, and still keep the same alloy. One typical application therefore is concaves for gyratory crushers, where the top row must have a certain amount of impact strength and not necessary very good wear resistance whereas for the lower rows the need for wear resistance is increasing. As with martensitic cast white irons, the possibilities to machine and weld the hardened alloy steels is very limited.
47 Wear Resistant Materials Cemented carbide One of the materials known to have the best wear resistance is cemented carbide, that mainly are used as very small parts for tooling. The material consists of tungsten carbides in a cobalt matrix. These materials are extremely brittle and can not withstand any forces created by tension or bending. They are also very expensive to produce, especially in bigger sizes and these limitations together make them therefore not possible to use for most crusher applications. However, for vertical shaft rock-onrock impact crushers, s, the wear tip may use cemented e carbide as wear part.
48 Wear Resistant Materials Metal matrix composites By metal matrix composites (MMC) is meant a material consisting of at least two parts, which have different properties. By having that, it is e.g. possible to combine a ductile matrix with hard particles for better wear resistance. A number of different such materials have been seen for crusher wear parts including different cast irons and steels with the addition of titanium carbides or aluminum oxide particles. However, their expensiveness and their bad machinability make them difficult to use for many applications. Possibly impact bars are the most likely product for these type of materials. Compound materials Compound materials consists of at least two materials, but not mixed together as with the MMCs but in different sections or layers of the wear part. The idea is often to apply a hard coating to the crushing surface and keeping the ductile, machinable material for the contact surfaces toward e.g. the shell of the crusher. The coating can be applied by different techniques including welding and plasma spraying but it is difficult to get the layer sufficiently thick to get a substantially longer wear life of the part as compared with e.g. a non-coated manganese steel, and thus cost-effective. These type of materials have been produced for e.g. roller crushers.
49
Aggregates in Concrete
 Aggregates in Concrete Definitions and Importance of Aggregates Aggregate is a rock like material Used in many civil engineering and construction applications including: Portland cement concrete Asphalt
Aggregates in Concrete Definitions and Importance of Aggregates Aggregate is a rock like material Used in many civil engineering and construction applications including: Portland cement concrete Asphalt
Nordberg NP series impact crushers. Wear parts application guide
 Nordberg NP series impact crushers Wear parts application guide Breaker plates Side liners Blow bars Wear parts application guide - Nordberg NP series impact crusher NP impactor and basic concepts There
Nordberg NP series impact crushers Wear parts application guide Breaker plates Side liners Blow bars Wear parts application guide - Nordberg NP series impact crusher NP impactor and basic concepts There
2015 UTAH ASPHALT CONFERENCE AGGREGATE PRODUCTION 101. Kilgore Companies and Kimball Equipment
 2015 UTAH ASPHALT CONFERENCE AGGREGATE PRODUCTION 101 Kilgore Companies and Kimball Equipment Table of Contents Types of Aggregates used in Asphalt Production Extraction Processes Primary Crushing Secondary
2015 UTAH ASPHALT CONFERENCE AGGREGATE PRODUCTION 101 Kilgore Companies and Kimball Equipment Table of Contents Types of Aggregates used in Asphalt Production Extraction Processes Primary Crushing Secondary
Crushing. Comminution
 Comminution In order to separate the minerals from gangue (the waste minerals), it is necessary to crush and grind the rock to unlock, or liberate, valuable minerals so that they are partially or fully
Comminution In order to separate the minerals from gangue (the waste minerals), it is necessary to crush and grind the rock to unlock, or liberate, valuable minerals so that they are partially or fully
Industeel Industeel, the right steel Creusabro at the right place Unique, Best, Proven
 Industeel Industeel, Creusabro the right steel at Unique, the right Best, place Proven A complete range to meet any situation Creusabro is a complete range of advanced abrasion resistant steel plates bringing
Industeel Industeel, Creusabro the right steel at Unique, the right Best, place Proven A complete range to meet any situation Creusabro is a complete range of advanced abrasion resistant steel plates bringing
Aggregates. Introduction. Inert, granular, inorganic materials, which normally consist of stone or stone-like solids.
 Introduction Inert, granular, inorganic materials, which normally consist of stone or stone-like solids. Usage: Alone road bases, fill, drainage layers Particulate Composites - Portland cement concrete
Introduction Inert, granular, inorganic materials, which normally consist of stone or stone-like solids. Usage: Alone road bases, fill, drainage layers Particulate Composites - Portland cement concrete
AN OVERVIEW ON HIGH MANGANESE STEEL CASTING
 AN OVERVIEW ON HIGH MANGANESE STEEL CASTING Presenter: Caesar Mahlami Supervisor: X. Pan Co- Supervisor: T. Madzivhandila TABLE OF CONTENTS v Introduction v Manufacturing process of Hadfield steel v The
AN OVERVIEW ON HIGH MANGANESE STEEL CASTING Presenter: Caesar Mahlami Supervisor: X. Pan Co- Supervisor: T. Madzivhandila TABLE OF CONTENTS v Introduction v Manufacturing process of Hadfield steel v The
10. STONE AND REINFORCED MASONRY
 10. STONE AND REINFORCED MASONRY Chapter 9 Chapter 9 Stone & Concrete Masonry 2 10.1 STONE AND REINFORCED MASONRY - OVERVIEW 10.2 TYPES OF ROCKS USED IN STONE MASONRY 10.3 QUARRYING AND PRODUCING OF BUILDING
10. STONE AND REINFORCED MASONRY Chapter 9 Chapter 9 Stone & Concrete Masonry 2 10.1 STONE AND REINFORCED MASONRY - OVERVIEW 10.2 TYPES OF ROCKS USED IN STONE MASONRY 10.3 QUARRYING AND PRODUCING OF BUILDING
MSE-226 Engineering Materials
 MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
IMMA GLOBAL QUARRY & MINING EQUIPMENT
 IMMA GLOBAL QUARRY & MINING EQUIPMENT IMMA CRUSHING AND SCREENING LINE IMMA has a wide range of crushing line consists of jaw and impact crushers as primary, secondary and tertiary purposes. In addition
IMMA GLOBAL QUARRY & MINING EQUIPMENT IMMA CRUSHING AND SCREENING LINE IMMA has a wide range of crushing line consists of jaw and impact crushers as primary, secondary and tertiary purposes. In addition
OPTIMIZATION OF PROPERTIES AND STRUCTURE WITH ADDITION OF TITANIUM IN HADFIELD STEELS Mohammad Bagher Limooei (1), Shabnam Hosseini (1)
, Shabnam Hosseini (1)") Abstract OPTIMIZATION OF PROPERTIES AND STRUCTURE WITH ADDITION OF TITANIUM IN HADFIELD STEELS Mohammad Bagher Limooei (1), Shabnam Hosseini (1) 1- Islamic Azad University, Ayatollah Amoli Branch sh_hosseini@yahoo.com,
Abstract OPTIMIZATION OF PROPERTIES AND STRUCTURE WITH ADDITION OF TITANIUM IN HADFIELD STEELS Mohammad Bagher Limooei (1), Shabnam Hosseini (1) 1- Islamic Azad University, Ayatollah Amoli Branch sh_hosseini@yahoo.com,
Crushing & Screening Workshop Design & Operation Do s & Don ts. Sager Loganathan, Sandvik USA Stephen Dobler, Sandvik Canada
 Design & Operation Do s & Don ts Sager Loganathan, Sandvik USA Stephen Dobler, Sandvik Canada Do s & Don ts Introduction Feed Machines & Processes Products Do s & Don ts Introduction Planning & Design
Design & Operation Do s & Don ts Sager Loganathan, Sandvik USA Stephen Dobler, Sandvik Canada Do s & Don ts Introduction Feed Machines & Processes Products Do s & Don ts Introduction Planning & Design
FOR MACHINABLE AND FLAME HARDENABLE SURFACING. RECOMMENDED CURRENT RANGE & PACKING DETAILS Size (mm) Amps
 Amps") H-MACH-1 FOR MACHINABLE AND FLAME HARDENABLE SURFACING Fe Cr Mn EURO-TECH H-MACH-1 is an all position basic coated electrode which can be successfully used in thick surfacing and intermediate layers can
H-MACH-1 FOR MACHINABLE AND FLAME HARDENABLE SURFACING Fe Cr Mn EURO-TECH H-MACH-1 is an all position basic coated electrode which can be successfully used in thick surfacing and intermediate layers can
Concrete. Chapter 10 Properties of Fresh Concrete. Materials of Construction-Concrete 1. Wikipedia.org
 Wikipedia.org Concrete Chapter 10 Properties of Fresh Concrete Materials of Construction-Concrete 1 What is Concrete? Concrete is a composite material that consists of a cement paste within which various
Wikipedia.org Concrete Chapter 10 Properties of Fresh Concrete Materials of Construction-Concrete 1 What is Concrete? Concrete is a composite material that consists of a cement paste within which various
STULZ-SICKLES STEEL COMPANY
 STULZ-SICKLES STEEL COMPANY SINCE 1916 Providing Years of Wear Resistant Service to the Railroad Industry Railroad ELIZABETH, NEW JERSEY COLTON, CALIFORNIA 800-351-1776 800-572-5809 www.stulzsicklessteel.com
STULZ-SICKLES STEEL COMPANY SINCE 1916 Providing Years of Wear Resistant Service to the Railroad Industry Railroad ELIZABETH, NEW JERSEY COLTON, CALIFORNIA 800-351-1776 800-572-5809 www.stulzsicklessteel.com
Optimized crusher selection for the cement industry
 Optimized crusher selection for the cement industry - Technical Paper for - APCAC, XXVI Technical Congress, September 7 th -10 th, 2009 Bogota Colombia By Jürgen Muckermann ThyssenKrupp Fördertechnik GmbH,
Optimized crusher selection for the cement industry - Technical Paper for - APCAC, XXVI Technical Congress, September 7 th -10 th, 2009 Bogota Colombia By Jürgen Muckermann ThyssenKrupp Fördertechnik GmbH,
CHAPTER INTRODUCTION
 1 CHAPTER-1 1.0 INTRODUCTION Contents 1.0 Introduction 1 1.1 Aluminium alloys 2 1.2 Aluminium alloy classification 2 1.2.1 Aluminium alloys (Wrought) 3 1.2.2 Heat treatable alloys (Wrought). 3 1.2.3 Aluminum
1 CHAPTER-1 1.0 INTRODUCTION Contents 1.0 Introduction 1 1.1 Aluminium alloys 2 1.2 Aluminium alloy classification 2 1.2.1 Aluminium alloys (Wrought) 3 1.2.2 Heat treatable alloys (Wrought). 3 1.2.3 Aluminum
3 The Formation, Mining, and Use of Minerals
 CHAPTER 3 3 The Formation, Mining, and Use of Minerals SECTION Minerals of the Earth s Crust BEFORE YOU READ After you read this section, you should be able to answer these questions: How do minerals form?
CHAPTER 3 3 The Formation, Mining, and Use of Minerals SECTION Minerals of the Earth s Crust BEFORE YOU READ After you read this section, you should be able to answer these questions: How do minerals form?
Phase change processes for material property manipulation BY PROF.A.CHANDRASHEKHAR
 Phase change processes for material property manipulation BY PROF.A.CHANDRASHEKHAR Introduction The phase of a material is defined as a chemically and structurally homogeneous state of material. Any material
Phase change processes for material property manipulation BY PROF.A.CHANDRASHEKHAR Introduction The phase of a material is defined as a chemically and structurally homogeneous state of material. Any material
Road Aggregates Characterization
 AF2903 Highway Construction and Maintenance Royal Institute of Technology, Stockholm Road Aggregates Characterization Tatek Fekadu Yideti PhD Student in Highway and Railway Engineering Department of Transport
AF2903 Highway Construction and Maintenance Royal Institute of Technology, Stockholm Road Aggregates Characterization Tatek Fekadu Yideti PhD Student in Highway and Railway Engineering Department of Transport
Their widespread use is accounted for by three factors:
 TYPES OF METAL ALLOYS Metal alloys, by virtue of composition, are often grouped into two classes ferrous and nonferrous. Ferrous alloys, those in which iron is the principal constituent, include steels
TYPES OF METAL ALLOYS Metal alloys, by virtue of composition, are often grouped into two classes ferrous and nonferrous. Ferrous alloys, those in which iron is the principal constituent, include steels
Glossary of Steel Terms
 Glossary of Steel Terms Steel Terms Explained. Below we list some of the most common steel terms and explain what they mean. AISI Alloy Alloy Steel Annealing ASTM Austenitic Bar Brinell (HB) Bright Drawn
Glossary of Steel Terms Steel Terms Explained. Below we list some of the most common steel terms and explain what they mean. AISI Alloy Alloy Steel Annealing ASTM Austenitic Bar Brinell (HB) Bright Drawn
Aggregates for Use In Concrete
 Aggregates for Use In Concrete Learning Objective 2 Develop a basic understanding of aggregates and aggregate properties. 1 3 Aggregates Fine Consists of natural sand, manufactured sand or crushed stone
Aggregates for Use In Concrete Learning Objective 2 Develop a basic understanding of aggregates and aggregate properties. 1 3 Aggregates Fine Consists of natural sand, manufactured sand or crushed stone
Alloy Steels. Engineering Materials. Introduction : Msc. Shaymaa Mahmood
 Alloy Steels Introduction : Steels are, essentially, alloys of iron and carbon, containing up to 1.5 % of carbon. Steel is made by oxidizing away the impurities that are present in the iron produced in
Alloy Steels Introduction : Steels are, essentially, alloys of iron and carbon, containing up to 1.5 % of carbon. Steel is made by oxidizing away the impurities that are present in the iron produced in
MSE 351 Engineering Ceramics I
 Kwame Nkrumah University of Science & Technology, Kumasi, Ghana Ceramic Processing Oxide for ceramics have high melting points. MSE 351 Engineering Ceramics I Ing. Anthony Andrews (PhD) Department of Materials
Kwame Nkrumah University of Science & Technology, Kumasi, Ghana Ceramic Processing Oxide for ceramics have high melting points. MSE 351 Engineering Ceramics I Ing. Anthony Andrews (PhD) Department of Materials
Submersible Pump Fulfills Quarry Stone Washing Requirements. By Mike Bjorkman, Vice President and Director of Marketing, BJM Corp.
 By Mike Bjorkman, Vice President and Director of Marketing, BJM Corp. Across the southeastern United States many producers are working to provide a steady and reliable supply of stone aggregate. As the
By Mike Bjorkman, Vice President and Director of Marketing, BJM Corp. Across the southeastern United States many producers are working to provide a steady and reliable supply of stone aggregate. As the
HX900 cast-in-carbide
 HX900 cast-in-carbide Cast-in-carbide for the toughest conditions HX900 is a unique wear material combining the wear resistance of cemented carbide with the shock resistance, ductility and forming capability
HX900 cast-in-carbide Cast-in-carbide for the toughest conditions HX900 is a unique wear material combining the wear resistance of cemented carbide with the shock resistance, ductility and forming capability
Aggregates for Use In
 Aggregates for Use In Concrete Learning Objective 2 Develop a basic understanding of aggregates and aggregate properties. 1 3 Aggregates Fine Consists of natural sand, manufactured sand or crushed stone
Aggregates for Use In Concrete Learning Objective 2 Develop a basic understanding of aggregates and aggregate properties. 1 3 Aggregates Fine Consists of natural sand, manufactured sand or crushed stone
Engineering Materials
 Engineering Materials Lecture 2 MEL120: Manufacturing Practices 1 Selection of Material A particular material is selected is on the basis of following considerations 1. Properties of material 1. Properties
Engineering Materials Lecture 2 MEL120: Manufacturing Practices 1 Selection of Material A particular material is selected is on the basis of following considerations 1. Properties of material 1. Properties
Steel Properties. History of Steel
 History of Steel Steel Properties Cast Iron Cast iron preceded wrought iron. It is brittle, has high carbon content with low tensile strength. It has excellent casting properties. It was mainly used to
History of Steel Steel Properties Cast Iron Cast iron preceded wrought iron. It is brittle, has high carbon content with low tensile strength. It has excellent casting properties. It was mainly used to
Composite Materials. Metal matrix composites
 Composite Materials Metal matrix composites Introduction The properties that make MMCs attractive are high strength and stiffness, good wear resistance, high service temperature, tailorable coefficient
Composite Materials Metal matrix composites Introduction The properties that make MMCs attractive are high strength and stiffness, good wear resistance, high service temperature, tailorable coefficient
CHAPTER 3 VALVE STEEL MATERIAL AND THERMAL PROCESSING
 48 CHAPTER 3 VALVE STEEL MATERIAL AND THERMAL PROCESSING This chapter discusses the materials used for making internal combustion engine inlet and exhaust valves. The general heat treatments followed for
48 CHAPTER 3 VALVE STEEL MATERIAL AND THERMAL PROCESSING This chapter discusses the materials used for making internal combustion engine inlet and exhaust valves. The general heat treatments followed for
as filler rocks blast furnace slag form the body reduce shrinkage 70-80% of the volume clean, hard, strong, durable graded in size
 UNIT 2 AGGREGATES AGGREGATES AGGREGATES are the materials basically used as filler with binding material in the production of mortar and concrete They are derived from igneous, sedimentary and metamorphic
UNIT 2 AGGREGATES AGGREGATES AGGREGATES are the materials basically used as filler with binding material in the production of mortar and concrete They are derived from igneous, sedimentary and metamorphic
Steel Haseeb Ullah Khan Jatoi Department of Chemical Engineering UET Lahore
 Steel Haseeb Ullah Khan Jatoi Department of Chemical Engineering UET Lahore Recap Eutectic phase diagram Eutectic phase diagram Eutectic isotherm Invariant point Eutectic Reaction Compositions of components
Steel Haseeb Ullah Khan Jatoi Department of Chemical Engineering UET Lahore Recap Eutectic phase diagram Eutectic phase diagram Eutectic isotherm Invariant point Eutectic Reaction Compositions of components
> RX12UF. Cobalt content w/w. Grade. Properties and recommendations. HARTMETALL ESTECH AG 6285 Hitzkirch
 pli > Ultra-fine grain carbides are characterized by a very high hardness and wear resistance. They are used for milling tools and drills for processing abrasive, soft and tough materials, in nozzles and
pli > Ultra-fine grain carbides are characterized by a very high hardness and wear resistance. They are used for milling tools and drills for processing abrasive, soft and tough materials, in nozzles and
SECTION 904 AGGREGATES
 SECTION 904 AGGREGATES 904.01 Aggregates. Aggregates shall consist of natural or manufactured materials produced from but not limited to limestone, dolomite, gravels, sandstones, steel furnace slag (SF),
SECTION 904 AGGREGATES 904.01 Aggregates. Aggregates shall consist of natural or manufactured materials produced from but not limited to limestone, dolomite, gravels, sandstones, steel furnace slag (SF),
DETERMINATION OF WORKABILITY OF FRESH CONCRETE BY SLUMP TEST
 DETERMINATION OF WORKABILITY OF FRESH CONCRETE BY SLUMP TEST Aim: To determine the workability of concrete by Slump test as per IS : 1199-1959 Mould - in the form of the frustum of a cone having the following
DETERMINATION OF WORKABILITY OF FRESH CONCRETE BY SLUMP TEST Aim: To determine the workability of concrete by Slump test as per IS : 1199-1959 Mould - in the form of the frustum of a cone having the following
Glossary of Terms - A -
 Glossary of Terms - A - AASHTO - American Association of State Highway and Transportation Officials. ABRASION - A test for determination of resistance of aggregate to abrasion conducted as per AASHTO Test
Glossary of Terms - A - AASHTO - American Association of State Highway and Transportation Officials. ABRASION - A test for determination of resistance of aggregate to abrasion conducted as per AASHTO Test
PREVIOUS YEAR SOLVED QUESTIONS PAVEMENT MATERIALS & CONSTRUCTION. Unit - 1
 PREVIOUS YEAR SOLVED QUESTIONS PAVEMENT MATERIALS & CONSTRUCTION Unit - 1 1. What are the desirable properties of Aggregates? Following are the desirable properties of aggregates 2. What are the various
PREVIOUS YEAR SOLVED QUESTIONS PAVEMENT MATERIALS & CONSTRUCTION Unit - 1 1. What are the desirable properties of Aggregates? Following are the desirable properties of aggregates 2. What are the various
3- Highway Materials Aggregates
 3- Highway Materials Aggregates Highway Materials/ Aggregates Aggregates are granular mineral particles that are widely used for highway bases, subbases, and backfill. Aggregate are also used in combination
3- Highway Materials Aggregates Highway Materials/ Aggregates Aggregates are granular mineral particles that are widely used for highway bases, subbases, and backfill. Aggregate are also used in combination
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working Forging & Rolling Mechanical Working of Metals In this method no machining process is carried out, but it is used to achieve optimum mechanical properties
MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working Forging & Rolling Mechanical Working of Metals In this method no machining process is carried out, but it is used to achieve optimum mechanical properties
High strength low alloy (HSLA).
.") 7 Alloy Steels High strength low alloy (HSLA). a type of steel alloy that provides many benefits over regular steel alloys contain a very small percentage of carbon (less than one-tenth of a percent) and
7 Alloy Steels High strength low alloy (HSLA). a type of steel alloy that provides many benefits over regular steel alloys contain a very small percentage of carbon (less than one-tenth of a percent) and
CHAPTER 5 WORKPIECE MATERIALS AND PARAMETERS FOR EXPERIMENT
 71 CHAPTER 5 WORKPIECE MATERIALS AND PARAMETERS FOR EXPERIMENT 5.1 INTRODUCTION The workpiece materials for the experimental study are selected on the basis such that mathematical equations arrived at
71 CHAPTER 5 WORKPIECE MATERIALS AND PARAMETERS FOR EXPERIMENT 5.1 INTRODUCTION The workpiece materials for the experimental study are selected on the basis such that mathematical equations arrived at
GRINDING AND OTHER ABRASIVE PROCESSES
 GRINDING AND OTHER ABRASIVE PROCESSES Grinding Related Abrasive Process Abrasive Machining Material removal by action of hard, abrasive particles usually in the form of a bonded wheel Generally used as
GRINDING AND OTHER ABRASIVE PROCESSES Grinding Related Abrasive Process Abrasive Machining Material removal by action of hard, abrasive particles usually in the form of a bonded wheel Generally used as
Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications Abstract Introduction The Electron Beam Melting Process
 Co-Cr-Mo Alloy for Orthopaedic Implant Applications Abstract Introduction The Electron Beam Melting Process") Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications R.S. Kircher, A.M. Christensen, K.W. Wurth Medical Modeling, Inc., Golden, CO 80401 Abstract The Electron Beam Melting (EBM)
Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications R.S. Kircher, A.M. Christensen, K.W. Wurth Medical Modeling, Inc., Golden, CO 80401 Abstract The Electron Beam Melting (EBM)
Copyright 1999 Society of Manufacturing Engineers. FUNDAMENTAL MANUFACTURING PROCESSES Heat Treating NARRATION (VO): HEATING..., AND COOLING CYCLES.
: HEATING..., AND COOLING CYCLES.") FUNDAMENTAL MANUFACTURING PROCESSES Heat Treating SCENE 1. tape 506, 19:07:04-19:07:24 parts pulled from heat, glowing, and transferred to quench for cooling HEAT TREATING PROCESSES ARE USED TO ALTER THE
FUNDAMENTAL MANUFACTURING PROCESSES Heat Treating SCENE 1. tape 506, 19:07:04-19:07:24 parts pulled from heat, glowing, and transferred to quench for cooling HEAT TREATING PROCESSES ARE USED TO ALTER THE
Road Aggregates Characterization
 AF2903 Highway Construction and Maintenance Royal Institute of Technology, tockholm Road Aggregates Characterization Tatek Fekadu Yideti PhD tudent in Highway and Railway Engineering Department of Transportation
AF2903 Highway Construction and Maintenance Royal Institute of Technology, tockholm Road Aggregates Characterization Tatek Fekadu Yideti PhD tudent in Highway and Railway Engineering Department of Transportation
Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization
 Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization Laser Surface Treatment Annealing or Transformation Hardening Surface hardness Surface Melting Homogenization,
Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization Laser Surface Treatment Annealing or Transformation Hardening Surface hardness Surface Melting Homogenization,
Heat Treating Basics-Steels
 Heat Treating Basics-Steels Semih Genculu, P.E. Steel is the most important engineering material as it combines strength, ease of fabrication, and a wide range of properties along with relatively low cost.
Heat Treating Basics-Steels Semih Genculu, P.E. Steel is the most important engineering material as it combines strength, ease of fabrication, and a wide range of properties along with relatively low cost.
is detrimental to hot workability and subsequent surface quality. It is used in certain steels to improve resistance to atmospheric corrosion.
 Glossary of Terms Alloying Elements ALUMINIUM - Al is used to deoxidise steel and control grain size. Grain size control is effected by forming a fine dispersion with nitrogen and oxygen which restricts
Glossary of Terms Alloying Elements ALUMINIUM - Al is used to deoxidise steel and control grain size. Grain size control is effected by forming a fine dispersion with nitrogen and oxygen which restricts
SECTION 28 AGGREGATE BASE COURSE (FAA P-208) [For base course under runway and taxiway surfaces, use Section 29, FAA Item P-209.]
![SECTION 28 AGGREGATE BASE COURSE (FAA P-208) [For base course under runway and taxiway surfaces, use Section 29, FAA Item P-209.]](/thumbs/86/93513071.jpg "SECTION 28 AGGREGATE BASE COURSE (FAA P-208) [For base course under runway and taxiway surfaces, use Section 29, FAA Item P-209.]") 28-1 GENERAL SECTION 28 AGGREGATE BASE COURSE (FAA P-208) The Contractor shall perform all work required by the plans and specifications for construction of aggregate base course for, use under runway
28-1 GENERAL SECTION 28 AGGREGATE BASE COURSE (FAA P-208) The Contractor shall perform all work required by the plans and specifications for construction of aggregate base course for, use under runway
 7 Alloy Steels CLASSIFICATION OF STEELS low carbon
7 Alloy Steels CLASSIFICATION OF STEELS low carbon Fracture. Brittle vs. Ductile Fracture Ductile materials more plastic deformation and energy absorption (toughness) before fracture.
 before fracture.") 1- Fracture Fracture: Separation of a body into pieces due to stress, at temperatures below the melting point. Steps in fracture: 1-Crack formation 2-Crack propagation There are two modes of fracture depending
1- Fracture Fracture: Separation of a body into pieces due to stress, at temperatures below the melting point. Steps in fracture: 1-Crack formation 2-Crack propagation There are two modes of fracture depending
INTRODUCTION. Think HSS
 INTRODUCTION Think HSS SUMMARY METALLURGY 2 Excellent strength 3 A super sharp edge 4 Safe and reliable tools Alloy elements 6 The influence of alloy elements 7 Standard compositions of HSS 8 The HSS-PM
INTRODUCTION Think HSS SUMMARY METALLURGY 2 Excellent strength 3 A super sharp edge 4 Safe and reliable tools Alloy elements 6 The influence of alloy elements 7 Standard compositions of HSS 8 The HSS-PM
CONCRETE MATERIALS PROPERTIES AND TESTING
 CONCRETE MATERIALS PROPERTIES AND TESTING 1 Concrete ingredients Cement Fine aggregate Coarse aggregate Water Admixtures 2 3 4 Properties of cement Physical properties of cement Fineness Standard consistency
CONCRETE MATERIALS PROPERTIES AND TESTING 1 Concrete ingredients Cement Fine aggregate Coarse aggregate Water Admixtures 2 3 4 Properties of cement Physical properties of cement Fineness Standard consistency
CRUSHING&SCREENING.
 CRUSHING&SCREENING www.mekacrushers.com 2 ABOUT MEKA With more than 2,000 plants in over 65 countries on 4 continents, Meka is helping to build a better world. 30 YEARS IN THE AGGREGATE AND CONCRETE PRODUCTION
CRUSHING&SCREENING www.mekacrushers.com 2 ABOUT MEKA With more than 2,000 plants in over 65 countries on 4 continents, Meka is helping to build a better world. 30 YEARS IN THE AGGREGATE AND CONCRETE PRODUCTION
Product Data Sheet Martensitic Matrix Hardfacing Alloy with Fine Scale, Extremely Hard Molybdenum Borides and Vanadium Carbides
 Product Data Sheet Martensitic Matrix Hardfacing Alloy with Fine Scale, Extremely Hard Molybdenum Borides and Vanadium Carbides Powder Products: Metco 1030A, Metco 1030B Wire Products: Metco 8224 US patent
Product Data Sheet Martensitic Matrix Hardfacing Alloy with Fine Scale, Extremely Hard Molybdenum Borides and Vanadium Carbides Powder Products: Metco 1030A, Metco 1030B Wire Products: Metco 8224 US patent
Manufacturing Process - I
 Manufacturing Process - I UNIT II Metal Forming Processes Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik
Manufacturing Process - I UNIT II Metal Forming Processes Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik
Maximizing the Value and Performance of Chromium, Manganese, and Silicon Containing PM Steels
 Maximizing the Value and Performance of Chromium, Manganese, and Silicon Containing PM Steels Michael L. Marucci - Director, Research & Development - Hoeganaes Corporation USA Shashi S. Shukla - Managing
Maximizing the Value and Performance of Chromium, Manganese, and Silicon Containing PM Steels Michael L. Marucci - Director, Research & Development - Hoeganaes Corporation USA Shashi S. Shukla - Managing
C S max Mn Cr Mo V Other element Ti. Young modulus (GPA)
") Industeel Tenasteel Tenasteel : a cold work tool steel, combining a high compression strength and a very good toughness. Its other advantages are a particularly high resistance to thermal softening and
Industeel Tenasteel Tenasteel : a cold work tool steel, combining a high compression strength and a very good toughness. Its other advantages are a particularly high resistance to thermal softening and
Structural System. Design Considerations Concrete Structures. Materials Formwork Labor Time
 Structural System Understand Behavior of Elements in System & Load Transfer through Structure Joists and Beams Columns (and Walls) Beam-Column Joints One- or Two-way slabs Foundation (Footings, Mats) Design
Structural System Understand Behavior of Elements in System & Load Transfer through Structure Joists and Beams Columns (and Walls) Beam-Column Joints One- or Two-way slabs Foundation (Footings, Mats) Design
DEMAND MORE FROM YOUR ABRASION RESISTANT STEEL
 DEMAND MORE FROM YOUR ABRASION RESISTANT STEEL ABRASION RESISTANT STEEL FOR DEMANDING PRODUCTS Raex abrasion resistant steel is designed to withstand even the most demanding conditions, where steel structures
DEMAND MORE FROM YOUR ABRASION RESISTANT STEEL ABRASION RESISTANT STEEL FOR DEMANDING PRODUCTS Raex abrasion resistant steel is designed to withstand even the most demanding conditions, where steel structures
Engineering Materials
 Engineering Materials Heat Treatments of Ferrous Alloys Annealing Processes The term annealing refers to a heat treatment in which a material is exposed to an elevated temperature for an extended time
Engineering Materials Heat Treatments of Ferrous Alloys Annealing Processes The term annealing refers to a heat treatment in which a material is exposed to an elevated temperature for an extended time
The raw materials. Clay (or fly ash, slate, sand**) *) Limestone is sometimes exchanged with shells or chalk **) Fly ash, shiffer, sand
 *) Limestone is sometimes exchanged with shells or chalk **) Fly ash, shiffer, sand") Cement Industry This presentation contains general suggestions. SSAB hereby expressly disclaims any liability for their suitability for individual applications. It is the responsibility of the user of
Cement Industry This presentation contains general suggestions. SSAB hereby expressly disclaims any liability for their suitability for individual applications. It is the responsibility of the user of
[Kumar, 5(12): December2018] ISSN DOI /zenodo Impact Factor
![[Kumar, 5(12): December2018] ISSN DOI /zenodo Impact Factor](/thumbs/93/111542979.jpg "[Kumar, 5(12): December2018] ISSN DOI /zenodo Impact Factor") GLOBAL JOURNAL OF ENGINEERING SCIENCE AND RESEARCHES IMPROVEMENT IN TENSILE STRENGTH OF MILD STEEL BY CARBURIZATION TECHNIQUE Pardeep Kumar* 1 & Parveen Sharma 2 *1&2 Assistant Professor, Department of
GLOBAL JOURNAL OF ENGINEERING SCIENCE AND RESEARCHES IMPROVEMENT IN TENSILE STRENGTH OF MILD STEEL BY CARBURIZATION TECHNIQUE Pardeep Kumar* 1 & Parveen Sharma 2 *1&2 Assistant Professor, Department of
Bituminous mix design
 Bituminous mix design Lecture Notes in Transportation Systems Engineering Prof. Tom V. Mathew Contents 1 Overview 1 2 Evolution of road surface 2 2.1 Objectives of mix design..............................
Bituminous mix design Lecture Notes in Transportation Systems Engineering Prof. Tom V. Mathew Contents 1 Overview 1 2 Evolution of road surface 2 2.1 Objectives of mix design..............................
Ferrous Alloys. Metal Alloys. Ferrous. Non ferrous. Grey iron. Carbon Low Alloy High Alloy. Nodular iron White iron Malleable iron Alloy cast irons
 Metal Alloys Most engineering metallic materials are alloys. Metals are alloyed to enhance their properties, such as strength, hardness or corrosion resistance, and to create new properties, such as shape
Metal Alloys Most engineering metallic materials are alloys. Metals are alloyed to enhance their properties, such as strength, hardness or corrosion resistance, and to create new properties, such as shape
Creusabro 8000: a high performance wear and impact resistant steel
 Industeel Creusabro 8000 Creusabro 8000: a high performance wear and impact resistant steel Creusabro 8000 is a high performance wear resistant steel, exhibiting a wear resistance 50% higher than conventional
Industeel Creusabro 8000 Creusabro 8000: a high performance wear and impact resistant steel Creusabro 8000 is a high performance wear resistant steel, exhibiting a wear resistance 50% higher than conventional
Earth s Energy and Mineral Resources
 Earth s Energy and Mineral Resources Chapter 5, Section 1, Nonrenewable Energy Resources 1) is the ability to cause change. 2) Most current energy sources that are used to generate electricity are, which
Earth s Energy and Mineral Resources Chapter 5, Section 1, Nonrenewable Energy Resources 1) is the ability to cause change. 2) Most current energy sources that are used to generate electricity are, which
family of stainless steels can be divided into five (5) categories:
 categories:") Welcome to the fifth issue of Tech Talk. This newsletter covers a range of topics on various welding products, applications, metallurgy, techniques, and economics. Previous issues are archived at www.unibraze.com.
Welcome to the fifth issue of Tech Talk. This newsletter covers a range of topics on various welding products, applications, metallurgy, techniques, and economics. Previous issues are archived at www.unibraze.com.
Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties
 Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties Stainless steel describes a family of steels highly resistant to tarnishing and rusting that contain at least two
Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties Stainless steel describes a family of steels highly resistant to tarnishing and rusting that contain at least two
Metals are used by industry for either one or combination of the following properties
 Basic Metallurgy Metals are the backbone of the engineering industry being the most important Engineering Materials. In comparison to other engineering materials such as wood, ceramics, fabric and plastics,
Basic Metallurgy Metals are the backbone of the engineering industry being the most important Engineering Materials. In comparison to other engineering materials such as wood, ceramics, fabric and plastics,
Standard Flux cored wires
 Issued 11/12/2005 VERSCHLEISS-SCHUTZ GMBH THALE Standard Flux cored wires regarding application and properties content Standard Flux cored wires: CAST IRON WELDING...1 TOOL STEELS...2 TUNGSTEN CARBIDE
Issued 11/12/2005 VERSCHLEISS-SCHUTZ GMBH THALE Standard Flux cored wires regarding application and properties content Standard Flux cored wires: CAST IRON WELDING...1 TOOL STEELS...2 TUNGSTEN CARBIDE
Carbidic Austempered Ductile Iron (CADI)
") 28 November 2000 (Rev. 13 Feb 01) Carbidic Austempered Ductile Iron (CADI) John R. Keough, PE Kathy L. Hayrynen, PhD Applied Process Inc. Technologies Div.- Livonia, Michigan, USA ABSTRACT Carbidic Austempered
28 November 2000 (Rev. 13 Feb 01) Carbidic Austempered Ductile Iron (CADI) John R. Keough, PE Kathy L. Hayrynen, PhD Applied Process Inc. Technologies Div.- Livonia, Michigan, USA ABSTRACT Carbidic Austempered
Schematic representation of the development of microstructure. during the equilibrium solidification of a 35 wt% Ni-65 wt% Cu alloy
 Schematic representation of the development of microstructure during the equilibrium solidification of a 35 wt% Ni-65 wt% Cu alloy At 1300 ºC (point a) the alloy is in the liquid condition This continues
Schematic representation of the development of microstructure during the equilibrium solidification of a 35 wt% Ni-65 wt% Cu alloy At 1300 ºC (point a) the alloy is in the liquid condition This continues
SPECIFICATIONS FOR BONDED WEARING COURSE
 SPECIFICATIONS FOR BONDED WEARING COURSE 1.0 DEFINITIONS The term Director [Superintendent, etc.] shall mean the Director of Public Works of the awarding authority. The term Designee shall mean an employee
SPECIFICATIONS FOR BONDED WEARING COURSE 1.0 DEFINITIONS The term Director [Superintendent, etc.] shall mean the Director of Public Works of the awarding authority. The term Designee shall mean an employee
HEAT TREATMENT. Bulk and Surface Treatments Annealing, Normalizing, Hardening, Tempering Hardenability
 Bulk and Surface Treatments Annealing, Normalizing, Hardening, Tempering Hardenability HEAT TREATMENT With focus on Steels Principles of Heat Treatment of Steels Romesh C Sharma New Age International (P)
Bulk and Surface Treatments Annealing, Normalizing, Hardening, Tempering Hardenability HEAT TREATMENT With focus on Steels Principles of Heat Treatment of Steels Romesh C Sharma New Age International (P)
11.3 The alloying elements in tool steels (e.g., Cr, V, W, and Mo) combine with the carbon to form very hard and wear-resistant carbide compounds.
 combine with the carbon to form very hard and wear-resistant carbide compounds.") 11-2 11.2 (a) Ferrous alloys are used extensively because: (1) Iron ores exist in abundant quantities. (2) Economical extraction, refining, and fabrication techniques are available. (3) The alloys may
11-2 11.2 (a) Ferrous alloys are used extensively because: (1) Iron ores exist in abundant quantities. (2) Economical extraction, refining, and fabrication techniques are available. (3) The alloys may
Rolling processes. Fig. (5-1)
") Page1 Rolling processes 5-1 introduction: Rolling is the process of reducing the thickness or changing the cross section of a long workpiece by compressive forces applied through a set of rolls, as shown
Page1 Rolling processes 5-1 introduction: Rolling is the process of reducing the thickness or changing the cross section of a long workpiece by compressive forces applied through a set of rolls, as shown
Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 14 Reaction in Weld Region & Welding Defects
Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 14 Reaction in Weld Region & Welding Defects
Chapter 2. Reservoir Rock and Fluid Properties
 Chapter 2 Reservoir Rock and Fluid Properties Table of Contents Pages 1. Introduction... 3 2. Rock and Minerals... 3 3. Porosity... 4 3.1. Porosity Classification... 6 3.2. Range of porosity values for
Chapter 2 Reservoir Rock and Fluid Properties Table of Contents Pages 1. Introduction... 3 2. Rock and Minerals... 3 3. Porosity... 4 3.1. Porosity Classification... 6 3.2. Range of porosity values for
SINTERED ALLOY POWDER CARBIDE AND TUNGSTEN CARBIDE MATERIALS FOR SHREDDER HAMMER TIPS
 REFEREED PAPER SINTERED ALLOY POWDER CARBIDE AND TUNGSTEN CARBIDE MATERIALS FOR SHREDDER HAMMER TIPS DUTTAGUPTA J IMCO Alloys Pvt Ltd, India jdgupta@imcoalloys.com imco@vsnl.com Abstract This abstract
REFEREED PAPER SINTERED ALLOY POWDER CARBIDE AND TUNGSTEN CARBIDE MATERIALS FOR SHREDDER HAMMER TIPS DUTTAGUPTA J IMCO Alloys Pvt Ltd, India jdgupta@imcoalloys.com imco@vsnl.com Abstract This abstract
Mat E 272 Lecture 19: Cast Irons
 Mat E 272 Lecture 19: Cast Irons November 8, 2001 Introduction: One reason steels and cast iron alloys find such wide-ranging applications and dominate industrial metal production is because of how they
Mat E 272 Lecture 19: Cast Irons November 8, 2001 Introduction: One reason steels and cast iron alloys find such wide-ranging applications and dominate industrial metal production is because of how they
SANDVIK HYPERION BZN COMPACTS TOOL BLANKS AND INSERTS
 SANDVIK HYPERION BZN COMPACTS TOOL BLANKS AND INSERTS BZN COMPACTS TOOL BLANKS AND INSERTS Sandvik Hyperion manufactures a complete line of high quality polycrystalline CBN products for machining ferrous
SANDVIK HYPERION BZN COMPACTS TOOL BLANKS AND INSERTS BZN COMPACTS TOOL BLANKS AND INSERTS Sandvik Hyperion manufactures a complete line of high quality polycrystalline CBN products for machining ferrous
Coarse asphalt aggregate The requirements of AS
 Technical Note 71 Coarse asphalt aggregate The requirements of AS 2758.5-2009 1.0 Background to AS 2758 Australian Standards are prepared by committees of industry representatives who contribute their
Technical Note 71 Coarse asphalt aggregate The requirements of AS 2758.5-2009 1.0 Background to AS 2758 Australian Standards are prepared by committees of industry representatives who contribute their
ENMAT101A Engineering Materials and Processes Associate Degree of Applied Engineering (Renewable Energy Technologies) Lecture 15 Cast Iron
 Lecture 15 Cast Iron") ENMAT101A Engineering Materials and Processes Associate Degree of Applied Engineering (Renewable Energy Technologies) Lecture 15 Cast Iron http://www.sicoconrod.net www.highered.tafensw.edu.au Cast Iron
ENMAT101A Engineering Materials and Processes Associate Degree of Applied Engineering (Renewable Energy Technologies) Lecture 15 Cast Iron http://www.sicoconrod.net www.highered.tafensw.edu.au Cast Iron
Quend 700. Extra High Strength Structural Steel. Dimensions. 1 Steel description and applications. 4 Flatness, tolerances & surface properties
 Extra High Strength Structural Steel Quend 700 1 Steel description and applications Quend 700 is extra high strength structural steel produced as quenched and tempered with a minimum yield strength of
Extra High Strength Structural Steel Quend 700 1 Steel description and applications Quend 700 is extra high strength structural steel produced as quenched and tempered with a minimum yield strength of
ESCO Universal Wear Solutions. Mining, Construction, Aggregate & Industrial Applications
 ESCO Universal Wear Solutions Mining, Construction, Aggregate & Industrial Applications ESCO Corporation With a history of proprietary products and a reputation for engineering and metallurgical expertise,
ESCO Universal Wear Solutions Mining, Construction, Aggregate & Industrial Applications ESCO Corporation With a history of proprietary products and a reputation for engineering and metallurgical expertise,
Crushing & Mixing 4 CRUSHING MINING & TUNNELLING. Wear Parts for VSI-crushers. Rotor Tips. +61 (07) Mining & Tunnelling
 Mining & Tunnelling") 4 CRUSHING Wear Parts for VSI-crushers Betek wear parts for VSI-crusher are engineered specifically for each type of machine and application. This approach guarantees the best wear part performance and
4 CRUSHING Wear Parts for VSI-crushers Betek wear parts for VSI-crusher are engineered specifically for each type of machine and application. This approach guarantees the best wear part performance and
BZN COMPACTS TOOL BLANKS AND INSERTS
 BZN COMPACTS TOOL BLANKS AND INSERTS BZN COMPACTS TOOL BLANKS AND INSERTS Sandvik Hyperion manufactures a complete line of high quality polycrystalline CBN products for machining ferrous materials. The
BZN COMPACTS TOOL BLANKS AND INSERTS BZN COMPACTS TOOL BLANKS AND INSERTS Sandvik Hyperion manufactures a complete line of high quality polycrystalline CBN products for machining ferrous materials. The
Experiment E: Martensitic Transformations
 Experiment E: Martensitic Transformations Introduction: The purpose of this experiment is to introduce students to a family of phase transformations which occur by shear rather than diffusion. In metals,
Experiment E: Martensitic Transformations Introduction: The purpose of this experiment is to introduce students to a family of phase transformations which occur by shear rather than diffusion. In metals,
Structural Requirements of Bituminous Paving Mixtures
 A2D04: Committee on Characteristics of Bituminous Paving Mixtures To Meet Structural Requirements Chairman: Reynaldo Roque Structural Requirements of Bituminous Paving Mixtures AMY EPPS, Texas A&M University
A2D04: Committee on Characteristics of Bituminous Paving Mixtures To Meet Structural Requirements Chairman: Reynaldo Roque Structural Requirements of Bituminous Paving Mixtures AMY EPPS, Texas A&M University
Principle No. 3 Design for Optimum Economy Factor #2 Machining cost Factor #1 Strength required Factor #3 Cooling rate
 Principle No. 3 Design for Optimum Economy The price of a casting quoted by the foundry is relatively unimportant both to the ultimate user and to the designer. Instead, the contribution of the casting
Principle No. 3 Design for Optimum Economy The price of a casting quoted by the foundry is relatively unimportant both to the ultimate user and to the designer. Instead, the contribution of the casting
HARDFACING RODS AND WIRES
 HARDFACING RDS AND WIRES 83188 Technical Brochure PRF 0128B.indd 1 2/6/13 12:31 PM USA 300 HT Build-up and Hardsurfacing, Heavy Impact and Mild Abrasion USA CRMN- is our general purpose build-up and hardsurfacing
HARDFACING RDS AND WIRES 83188 Technical Brochure PRF 0128B.indd 1 2/6/13 12:31 PM USA 300 HT Build-up and Hardsurfacing, Heavy Impact and Mild Abrasion USA CRMN- is our general purpose build-up and hardsurfacing
Haseeb Ullah Khan Jatoi Department of Chemical Engineering UET Lahore
 Haseeb Ullah Khan Jatoi Department of Chemical Engineering UET Lahore Greek word Keramikos which means Burnt Stuff indicating that desired properties of these materials are normally achieved through a
Haseeb Ullah Khan Jatoi Department of Chemical Engineering UET Lahore Greek word Keramikos which means Burnt Stuff indicating that desired properties of these materials are normally achieved through a
CHAPTER 1 INTRODUCTION
 1 CHAPTER 1 INTRODUCTION 1.1 ALUMINIUM ALLOYS Aluminium and its alloys offer an extremely wide range of capability and applicability, with a unique combination of advantages that make the material of choice
1 CHAPTER 1 INTRODUCTION 1.1 ALUMINIUM ALLOYS Aluminium and its alloys offer an extremely wide range of capability and applicability, with a unique combination of advantages that make the material of choice
CHAPTER 2 SIEVE ANALYSIS AND FINENESS MODULUS
 CHAPTER 2 SIEVE ANALYSIS AND FINENESS MODULUS Sampling Since the reason for sampling aggregates is to determine the gradation (particle size) of the aggregate, it is necessary that they be sampled correctly.
CHAPTER 2 SIEVE ANALYSIS AND FINENESS MODULUS Sampling Since the reason for sampling aggregates is to determine the gradation (particle size) of the aggregate, it is necessary that they be sampled correctly.
Hardfacing Electrodes. Special tubular construction requiring low operating currents. Hardness : 650/700 HB.
 Hardfacing Electrodes Special tubular construction requiring low operating currents. Hardness : 650/700 HB. These electrodes have been engineered to provide extended service life at ambiant and elevated
Hardfacing Electrodes Special tubular construction requiring low operating currents. Hardness : 650/700 HB. These electrodes have been engineered to provide extended service life at ambiant and elevated
Topic 1 - Properties of Concrete. 1. Quick Revision
 Topic 1 - Properties of Concrete 1. Quick Revision 1.1 Constituent Materials of concrete Concrete is composed mainly of three materials, namely, cement, water and aggregate, and sometimes additional material,
Topic 1 - Properties of Concrete 1. Quick Revision 1.1 Constituent Materials of concrete Concrete is composed mainly of three materials, namely, cement, water and aggregate, and sometimes additional material,