Continuous Processing of Black Powder
|
|
|
- Gerard Fields
- 5 years ago
- Views:
Transcription
1 Continuous Processing of Black Powder Proceedings of AICHE Annual Meeting Austin, Texas Processing and Safety of Energetics Materials Session November 11, 2004 Kristin L. Jasinkiewicz*, Timothy E. Dawag*, Michael Fair*, Roderick King*, Dilhan Kalyon, Elvan Birinci and Halil Gevgilili, * US Army RDECOM-ARDEC Picatinny, NJ Highly Filled Materials Institute Stevens Institute of Technology, Castle Point Hoboken, NJ 07030
2 Abstract The formulation and processing technology of black powder has changed little since its discovery by the Chinese over a thousand years ago. This paper outlines various tasks involved in the development of a new formulation along with a novel continuous processing technology for the state-of-the-art manufacture of black powder. These tasks included Thermo Gravimetric Analysis (TGA), Differential Scanning Calorimetry (DSC) analysis, and the characterization of various material functions including temperature, wall shear stress dependent shear viscosity, extrudate swell, flow instability and wall slip behavior of the black powder formulation, the simulation of the coupled flow and heat transfer occurring in the twin screw extruder, the design of the die employing FEM calculations, and validation experiments using a thermal imaging camera and a well-instrumented twin screw extruders. Using these characterization and simulation capabilities, the new manufacturing process for the live reformulated black powder formulation was successfully demonstrated over a relatively short duration of time.
3 Introduction: The main ingredients of the black powder formulation are charcoal, sulfur, and potassium nitrate, KNO 3. The formulation and processing technology for black powder are dated and have changed little over the last millennium. Here we have targeted the development of both a new formulation and processing methodology for the black powder. The conventional processing methodologies that are currently utilized are precarious and prone to incidents and have given rise to significant loss of life and property over the years. The basic steps of the project involved characterization of the existing black powder formulation, development of a modified black powder formulation, characterization of the rheological and thermal behavior of the conventional and live reformulated black powder formulations, development of a processing simulant for the live reformulated black powder suspension, mathematical modeling of the processes using both the simulant and the live reformulated black powder formulations, and finally the processing of both live reformulated black powder and simulant formulations using twin screw mixing/extrusion. The overall thrust is to demonstrate the new manufacturing technology base for black powder. Materials and Formulation The particle size distributions of the ingredients of the black powder formulation are of interest. These distributions need to be studied carefully since the flow and deformation behavior of the live reformulated black powder formulation will depend on the size distributions of the particles. A Scanning Electron Microscope (SEM) is used to determine the size distributions of the all ingredients.
4 Particle Size Distribution of the Individual Ingredients: An SEM examination was made of the three black powder ingredients listed below. The samples examined were: Charcoal unsieved A-A Class D Charcoal sieved A-A Class D Potassium Nitrate oxidizer S-1 and Sulfur lot # S Service Chemical Inc. A LEO 982 digital scanning electron microscope was used and samples were sputter coated for 10 seconds with gold and examined using a 1 kv electron beam. The SEM images are shown in Figures 1 through 9. Charcoal: The size of most unsieved charcoal particles was in the range of microns, as seen in Figures 1-2. Few particles were seen in the micron size range (Figures 1-2). Many were observed in the micron size range and few were observed below 5 microns. Larger particles exhibit a characteristic structure consisting of hollow channels running along the generally longer dimension of the particles (see Figure 2). This structure is less evident, but still prevails, when the charcoal is reduced to smaller particle sizes (Figures 3-5). SEM images of sieved charcoal show particles, which range in size from about 2 45 microns (Figures 3-5). This material was not sputter coated and images were obtained at 2 kv on the same instrument as described above. The charcoal was sieved through a USA standard testing sieve ASTME-11 specification No. 325 with 45 micrometer opening. In subsequent work only the sieved charcoal was used in our formulations.
5 Potassium Nitrate: As shown in Figures 6-7, most of the potassium nitrate particles were in the micron size range and the particles appear roughly spherical in shape (low aspect ratio). Many were observed to fall in the size range of microns. There is some agglomeration evident, since at higher magnification their structure was seen to consist of one or more attached globules of material. Sulfur: As seen in Figures 8-9, particles were observed to be in the size range of <1 60 microns. Particles are roughly spherical or equiaxed in shape and distributed throughout the size range indicated above. Behavior of Traditional Black Powder: The small amplitude oscillatory shear behavior of the typical currently commercially available conventional live black powder formulation was characterized first. The typical currently-available conventional black powder formulation appears to exhibit relatively high elasticity as revealed by the relatively high values of the storage modulus, G (Figures 10-11). Time scans were continuously necessary to follow the changes in the moisture content of the black powder. The non-newtonian character of the slurry is shown by the decreasing magnitude of the complex viscosity with increasing deformation rate (Figure 12). Overall, it was determined that the currently available conventional live black powder remained as slurry, which led to almost immediate segregation of the water phase from the conventional live black powder upon pressurization. This behavior was clearly demonstrated with capillary flows and persisted even at the lowest length over the diameter ratio dies that were used in capillary flow (L/D=1). Thus, the conclusion that the black powder formulation as it
6 currently exists cannot be twin screw extruded without modification of the formulation. Upon reformulation the black powder formulation behaved as a viscoelastic suspension, which is able to sustain its shape upon exiting from a die. The rheological behavior of the live reformulated black powder was next evaluated. Rheological Behavior of Reformulated Black Powder and its Processing Simulant: The typical frequency sweep of the reformulated live black powder formulation is shown in Figure 13. The formulation remains in the linear region up to a strain of about.3%. The evaporation of the moisture was a significant issue and required that the moisture content of the live reformulated black powder formulation be determined periodically using thermo gravimetric means. The formulation appears to exhibit relatively high elasticity as revealed by the relatively high values of the storage modulus, G (Figure 13). The non-newtonian character of the slurry is further indicated by the decreasing magnitude of the complex viscosity values with increasing deformation rate. The black powder formulation behaved as a viscoelastic suspension, which is able to sustain its shape upon exiting from a die (Figure 14). This is an important finding and indicated that the black powder formulation can likely be processed using a continuous processing technology.
7 Processing Simulant Development: Simulants are necessary to test the mathematical models of the process, and the processing equipment and procedures prior to the use of the live formulations. We identified two powders as inert simulants for KNO 3. These are the sodium chloride, NaCl and ammonium chloride, NH 4 Cl. Among these NaCl provided a better density match and NH 4 Cl provided a better solubility match. During the mulling operation when water is added to the formulation the temperature of the material is suggested to be in the range of 16 0 C to 49 0 C. Both KNO 3 and NaCl can be crushed under similar conditions. We decided that NaCl be used as the simulant for KNO 3. A commercial grade of salt, which is about 30 microns in size, was procured. Figures 15 and 16 compare the small amplitude oscillatory shear behavior of the processing simulant versus the live reformulated black powder black powder formulation. The dynamic properties of the simulant with the live reformulated black powder formulation could be matched upon the use of slightly different levels of water in the simulant formulation (Figure 16). Figure 17 shows the thermo gravimetric analysis of the simulant versus the live reformulated black powder formulations. The results indicate that the water loss characteristics of the simulant match the behavior of the live reformulated black powder formulation also.
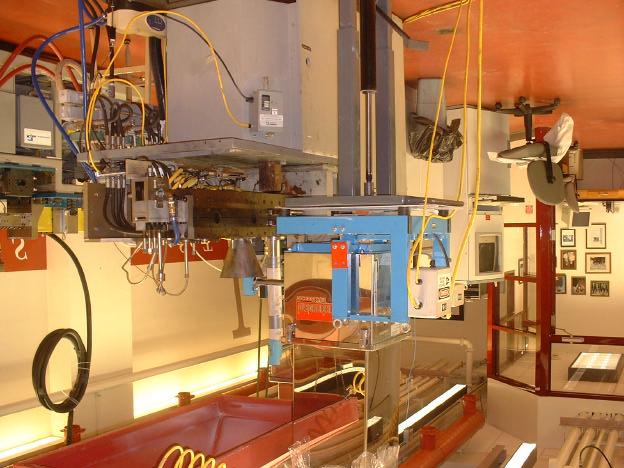
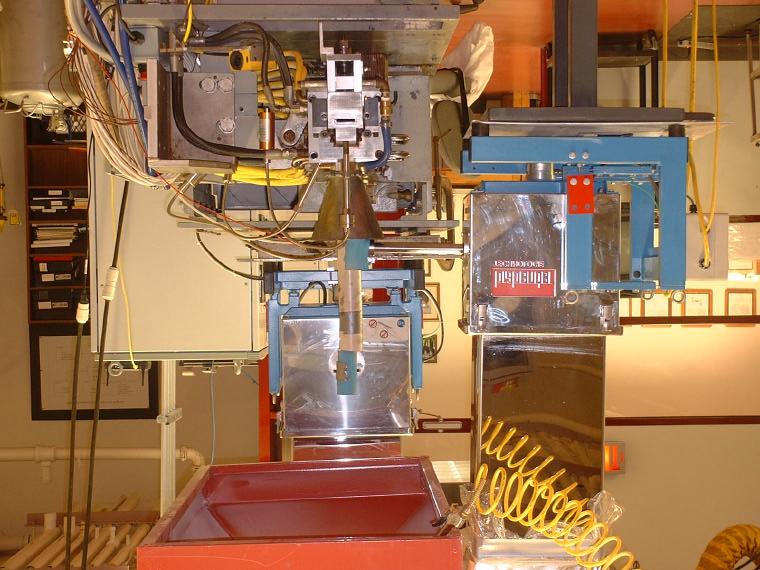
8 Twin Screw Mixing/Extrusion Runs with the Simulant: The simulant formulation was run first with a 50.8 mm Baker Perkins fullyintermeshing co-rotating twin screw extruder (Figure 18-20). The screw configuration involved multiple mixing zones, devolatilization and pressurization sections. Typical pressure traces collected during different runs are shown in Figure 21. The ability to twin screw extrude the formulation validated the formulation and manufacturing methodology development efforts. The temperature distributions of the strands emerging out of the twin screw extrusion process were determined using an Inframetrics thermal imaging camera (Figure 22) to facilitate the comparisons of the experimental results within the simulation results. Coming to dead stops with the twin screw extruder allowed the characterization of the degree of fill in the extruder (Figures 23 and 24). Rheological Behavior of the Live Reformulated Black Powder Formulation and its Extrudability: The capillary flow behavior of the simulant and live reformulated black powder formulation is shown in Figures The strands of the live reformulated black powder formulation could indeed be formed under various shear rate at the wall conditions, as shown in the inserts of Figure 27. There were some pressure oscillations associated with changes in the water content of the formulation as a function of time during extrusion, as demonstrated for the simulant of the black powder in Figures 25 and 26. However, relatively stable extrusion of the strands for both the simulant as well as the live reformulated formulations was possible.
9 Figure 28 indicates that the live reformulated black powder formulation exhibits significant wall slip, as indicated by the dependence of the flow curves on the surface to volume ratio of the capillary used. The smaller the surface to volume ratio (the greater is the diameter at constant length over the diameter ratio) the greater is the wall shear stress necessary to extrude the black powder formulation at a given flow rate, as shown in Figure 28. The wall slip behavior of the live reformulated black powder formulation is again demonstrated in Figure 29 using the steady torsional flow. Here a straight-line marker is drawn on the edges of the two disks used in steady torsional flow and the free surface of the suspension sandwiched in between the two disks. One of the discs is stationary and the other is rotated at constant angular speed. As shown in Figure 29 under the applied shear stress condition there is no deformation of the black powder formulation and the suspension moves like a plug. The wall slip velocity versus the wall shear stress behavior of the black powder suspension was characterized as shown in Figure 30 employing two different techniques involving the Mooney procedure and the solution of the inverse problem in capillary flow for the determination of the parameters of the wall slip behavior. The effect of the wall slip on the development of the flow field in die flows is shown in Figure 31, where the ratio of the volumetric flow rate due to wall slip, i.e., the slip velocity times the cross-sectional area for flow Qs over the total volumetric flow rate, Q is given. This Qs/Q ratio represents the importance of wall slip and indicates that at relatively low wall shear stress values the flow is plug flow and wall slip controls the flow development. On the other hand, as shown again in Figure 31 as one
10 increases the wall shear stress the effect of wall slip in shaping the flow field decreases as suggested by the decreasing Qs/Q values. The flow curves were corrected for wall slip and Figure 32 shows the fitted shear stress versus the shear rate behavior, i.e., the flow curve of the live reformulated black powder formulation in conjunction with a Hershel-Bulkley type viscoplastic constitutive equation. The wall slip behavior and the temperature-dependent parameters of the Hershel-Bulkley equation (along with the specific heat capacity, density and thermal conductivity) are sufficient for the mathematical modeling of the coupled flow and heat transfer occurring in the twin screw extruder and the die flows. Typical Simulation Results: Pressurization Section: The live reformulated black powder formulation had to be processed in a Baker Perkins 40 mm twin screw mixer/extruder, located at the US Army, RDECOM- ARDEC, Picatinny Arsenal, NJ. In this twin screw extruder there is a pressurization section prior to the die, which consists of two screws, which are configured side by side to divide the flow into two and provide pressurization with no interchange of materials between the two screw sections. This pressurization section is shown in Figure 33. One of the critical aspects of the twin screw extrusion process development was to assure that these single-screw based pressurization sections could deliver the targeted mass flow rate at the pressure necessary to overcome the pressure drop at the die. The typical FEM mesh used and typical simulation results for the pressurization section of the BP extruder are shown in Figures The typical FEM mesh used for the simulation of the flow in the pressurization section is shown in Figure 34, the pressure distribution for 100 rpm with a lead of 0.027m is
11 shown in Figure 35 and the corresponding shear rate distribution over the crosssectional area available for flow in the single screw extruder is shown in Figure 36. There is leakage through the flight clearances and the highest shear rates are observed over the clearances between the tip of the flights and the barrel. Figure 37 shows the typical summary of the simulation results that were obtained. Here the mass flow rate through the pressurization section of the extruder is plotted versus the screw rpm for various degrees of fill. The screw lead is the actual screw lead of the single-screw based pressurization section, which is m. The number of leads here indicates the number of leads, which is full with the live reformulated black powder formulation. The results can be summarized as follows: 1. The degree of fill in the extruder decreases with increasing screw rotational speed. 2. The degree of fill in the pressurization section of the extruder increases with increasing mass flow rate. The pressurization rate of the extruder increases with decreasing mass flow rate. 3. These results suggested the conclusion that to minimize the degree of fill in the pressurization section of the extruder one needs to use a relatively low mass flow rate (the smallest possible under the experimental conditions) and a relatively high screw rotational speed. The only problem area in this approach is that the problem is not linear and as one increases the pressurization capability of the pressurization section of the extruder by decreasing the mass flow rate and increasing the screw rotational speed, the same conditions give rise to relatively high rates of viscous energy dissipation and thus increasing the temperature of the black powder
12 formulation, and decreasing its shear viscosity. The decreased shear viscosity undermines the pressurization capability of the extruder and thus the degree of fill in the extruder would increase again with increasing viscous energy dissipation. Thus, the optimum set of conditions needed to be found. Redesign of the Pressurization Section of the Extruder: The calculations and the validation experiment revealed that a redesign of the pressurization section was necessary to provide the requisite increased pressurization capability. A number of options were considered. Among these the most practical and easy-to-implement was to decrease the lead of the pressurization section of the screw, which changes the helix angle of the screw (decrease), increasing the helical path distance that the black powder formulation will go through and give rise to a reduced axial distance over which the screw is to be completely full. Typical FEM simulation results with a screw lead that is one half of the current lead of the extruder are shown in Figure 38. Here the axial distance indicates the distance over which the screw is completely full versus the mass flow rate. With increasing mass flow rate the degree of fill in the extruder increases. As expected the degree of fill in the extruder is less with this smaller lead in comparison to the degree of fill in the extruder obtained with the previous lead. Typical mathematical simulation results for the die section of the extruder are shown in Figures 39 and 40. The z-velocity distribution at the die suggests that there is a significant plug flow region associated with the viscoplasticity of the black powder formulation. At shear stress values, which are smaller than the yield stress of the live reformulated black powder suspension, the flow is plug flow with no deformation of
13 the suspension. The pressure drop through the die agrees with the experimentally observed pressure drop. Twin Screw Extrusion of the Live Reformulated Black Powder: The live reformulated black powder formulation could indeed be processed using the suggested conditions and the geometries. Some typical material distributions in the twin screw extruder obtained upon dead stop of the extruder are shown in Figure 41. Overall, the formulation and the new manufacturing process for the novel black powder formulation could be demonstrated. Conclusions 1. A combination of experimental characterization methods and numerical simulation techniques were applied to develop and demonstrate twin screw mixing/extrusion of a novel black powder formulation. 2. The use of detailed analysis methods prior to the extrusion of the first pound of the live reformulated formulation provided a rigorous assessment of the thermomechanical conditions of the energetic material. 3. The continuous process was successfully demonstrated for the new, novel black powder formulation.
14 Acknowledgements 1. This research was funded by the Department of Defense US Army Life Cycle Pilot Process Program and by the Program Executive Officer for Ammunition (PEO Ammo) 2. We acknowledge Dr. Greenberg of HfMI for the SEM micrographs and the selection of the simulant, Ms. Erol of HfMI for the TGA analysis of the materials, and Dr. Malik and Mr. Kiryaman of HfMI for their assistance with modeling and simulation.

15 SEM picture of the unsieved charcoal under 500X magnification Figure 1

16 SEM picture of the unsieved charcoal under 2000X magnification Figure 2

17 SEM picture of the sieved charcoal under 500X magnification Figure 3

18 SEM picture of the sieved charcoal under 1000X magnification Figure 4

19 SEM picture of the sieved charcoal under 2000X magnification Figure 5

20 SEM picture of the KNO 3 under 500X magnification Figure 6

21 SEM picture of the KNO 3 under 2000X magnification Figure 7

22 SEM picture of the Sulfur under 500X magnification Figure 8

23 SEM picture of the Sulfur under 2000X magnification Figure 9
24 1.E+08 G' Pa, G" Pa, Complex Viscosity Pa.s 1.E+07 1.E+06 1.E+05 1.E+04 1.E+03 G' Pa G" Pa Complex Viscosity Pa.s 1.E Strain, % Conventional black powder formulation Figure 10
25 1.E+07 2% water G' Pa, G" Pa, Complex Viscosity Pa.s 1.E+06 16% water 19% water 20% water 31% water 23% water 10% water 11% water 17% water 1.E Time, sec Conventional black powder formulation Figure 11
26 1.E+08 G' Pa, G" Pa, Complex Viscosity Pa.s 1.E+07 1.E+06 1.E+05 G' Pa G" Pa Complex Viscosity Pa.s 1.E Frequency, rad/s Conventional black powder formulation Figure 12
27 1.E+08 G' Pa, G" Pa, Magnitude of Complex Viscosity Pa.s 1.E+07 1.E+06 1.E+05 magnitude of complex viscosity G' G" Frequency, rad/s Reformulated live black powder formulation Frequency Sweep Experiment. Strain=0.1%, T=18 C Figure 13


28 The capillary flow of the live reformulated black powder formulation Figure 14
29 1.E+09 Simulant of the black powder formulation Magnitude of Complex Viscosity Pa.s 1.E+08 1.E+07 1.E+06 1.E+05 live simulant live reformulated black powder Frequency, rad/s The reformulated live material exhibits larger magnitude of complex viscosity confirming squeeze flow observations. Figure 15
30 1.E+09 Magnitude of Complex Viscosity Pa.s 1.E+08 1.E+07 1.E+06 1.E+05 24% water live 21% water simulant 21% water live Frequency, rad/s Reformulated live black powder versus simulant Figure 16
31 Black powder with KNO3 formulation Black powder with NaCl formulation Comparison of Thermo-Gravimetric Analyze for Simulant and reformulated live Black powder Figure 17


32 Extrusion of Black Powder Simulant Figure 18
33 Figure 19
34 Figure 20
35 Extrapolated Fill Lengths: Condition-1: less than 2.4 in Condition-2: approximately 2.5 in Condition-3: less than 2.4 in Condition-4: approximately 2.5 in Condition-5: approximately 3.3 in Condition-6: approximately 3.2 in First Transducer on the rectangular slit die 250 Pressure, psi First Transducer on the barrel before discharge Barrel Discharge Die Discharge 100 Condition-1 Condition-2 Condition-3 50 Condition-4 Condition-5 Condition Extrapolated End Point of Fill Section Axial Distance, in Steady State Pressure Profiles for the various conditions studied Figure 21

36 *>52.1 C *<30.3 C Temperature distribution of the simulant with thermal Imaging camera. Figure 22

37 Figure 23

38 Dead stop Figure 24
39 Force, lbf -30 Vc=0.2"/min Vc=0.1"/min Vc=0.05"/min Time, s Black Powder simulant Figure 25
40 Vc=1"/min Force, lbf Time, s Black Powder simulant Capillary Data D= L/D=20 Figure 26



41 1.E+06 Apparent Shear Stress, Pa 1.E+05 dia E+04 1.E-01 1.E+00 1.E+01 1.E+02 Apparent Shear rate, s -1 Modified live black powder formulation, extrudate shape upon exit from the capillary die Figure 27
42 1.E+06 Apparent Shear Stress, Pa 1.E+05 D= L/D=40 D= L/D=40 D= L/D=40 1.E+04 1.E-01 1.E+00 1.E+01 1.E+02 1.E+03 Apparent Shear rate, s -1 Flow curves of modified live black powder formulation: Effect of the surface to volume ratio of the die. Figure 28

43 Live reformulated black powder Steady Torsional Experiment Shear Rate 0.5 s -1 live reformulated black powder Steady Torsional Experiment Shear Rate 0.5 s -1 Figure 29
44 1.2E E-02 Capillary Mooney analysis Inverse problem Slip Velocity, m/s 8.0E E E E-03 U s = βτ s s = β = 9.44E-20 U s = βτ s s = 2.19 β = 3.29E E Corrected Shear Stress, Pa The Black wall Powder slip behavior ( 56% KNO3 of the live + 20%Riffle reformulated + 4% black CMC powder + 20% Water ) Figure 30
45 Qs/Q ,000 70,000 90, , , , ,000 Shear Stress, Pa Reformulated live black powder formulation Figure 31
46 Corrected Shear Stress, Pa τ = τ ο + mγ n τo = 70,000 n = 0.38 m = Corrected Shear Rate, s -1 Reformulated live black powder formulation Figure 32

47 Pressurization Zone Figure 33

48 Typical FEM mesh used in the simulations Figure 34

49 Pressure distribution in the single screw section (lead of m) at 100 RPM Figure 35

50 Shear rate distribution in the single screw section (lead of m) at 100 RPM Figure 36
51 Flow Rate vs. RPM at 580 psi Outlet Pressure lb/hr 1.5 Leads 2.0 Leads 3.5 Leads RPM Mass flow rate for the pressurization section versus the screw rotational speed at different degrees of fill of the extruder. Figure 37
52 Flow Rate vs. Axial distance at 580 psi Outlet Pressure and 75 RPM with screw lead of m lb/hr Axial distance, m Mass flow rate versus the degree of fill in the pressurization section of the extruder Figure 38

53 Black Powder Simulant, DP total =800 psi and corresponding flow rate of 22 at 25 C (D Land =0.2 and L/D=2.5) lb/hr Figure 39
54 Black Powder Simulant, DP total =800 psi and corresponding flow rate of 22 lb/hr at 25 C (D Land =0.2 and L/D=2.5) Figure 40

55 Figure 41
Novel Extrusion Platforms for the Continuous Processing of Energetics Proceedings of the National AICHE Meeting: November 2004 Austin, Texas
 Novel Extrusion Platforms for the Continuous Processing of Energetics Proceedings of the National AICHE Meeting: November 2004 Austin, Texas James E. Kowalczyk*, James B. Graybill*, Moinuddin Malik* Dilhan
Novel Extrusion Platforms for the Continuous Processing of Energetics Proceedings of the National AICHE Meeting: November 2004 Austin, Texas James E. Kowalczyk*, James B. Graybill*, Moinuddin Malik* Dilhan
3.5.7 Flow Through Simple Dies
 152 3 Fundamentals of Polymers isothermal spinning of a Newtonian fluid and predicted the critical draw ratio of 20.210. Below the critical draw ratio, any disturbance along the filament is dampened out
152 3 Fundamentals of Polymers isothermal spinning of a Newtonian fluid and predicted the critical draw ratio of 20.210. Below the critical draw ratio, any disturbance along the filament is dampened out
7 Most Important Test Methods
 7 Most Important Test Methods A variety of measurement methods and instruments are used for rheological characterization of cosmetic emulsions. At low shear rates [62] for detection of the apparent yield
7 Most Important Test Methods A variety of measurement methods and instruments are used for rheological characterization of cosmetic emulsions. At low shear rates [62] for detection of the apparent yield
By Dr. Robert Marsh, Bohlin Instruments, 2003
 A R H E O L O G I C A L V I E W P O I N T O F T H E R M O P L A S T I C M E L T S By Dr. Robert Marsh, Bohlin Instruments, 2003 Introduction Rheology is the science of studying the flow and deformation
A R H E O L O G I C A L V I E W P O I N T O F T H E R M O P L A S T I C M E L T S By Dr. Robert Marsh, Bohlin Instruments, 2003 Introduction Rheology is the science of studying the flow and deformation
PREPARED BY: DR. RAHIMAH OTHMAN FOOD ENGINEERING (ERT 426) SEMESTER 1 ACADEMIC SESSION 2016/17
 SEMESTER 1 ACADEMIC SESSION 2016/17") 1 PREPARED BY: DR. RAHIMAH OTHMAN FOOD ENGINEERING (ERT 426) SEMESTER 1 ACADEMIC SESSION 2016/17 SUBTOPICS 2 1. Introduction 2. Basic Principles of Extrusion 3. Extrusion System 3.1 Cold Extrusion 3.2
1 PREPARED BY: DR. RAHIMAH OTHMAN FOOD ENGINEERING (ERT 426) SEMESTER 1 ACADEMIC SESSION 2016/17 SUBTOPICS 2 1. Introduction 2. Basic Principles of Extrusion 3. Extrusion System 3.1 Cold Extrusion 3.2
UNCLASSIFIED Distribution Statement A: Approved for public release; distribution is unlimited
 Manufacturing of PAX-3 High Explosive Authors: Sean Swaszek, Phil Samuels, Dr. Paul Anderson, Katherine Guraini Abstract The manufacturing methods of processing controls of explosives play an important
Manufacturing of PAX-3 High Explosive Authors: Sean Swaszek, Phil Samuels, Dr. Paul Anderson, Katherine Guraini Abstract The manufacturing methods of processing controls of explosives play an important
Rheological Indicators to Predict the Extrusion Coating Performance of LDPE. Per-Åke Clevenhag and Claes Oveby Tetra Pak Carton Ambient AB ABSTRACT
 Rheological Indicators to Predict the Extrusion Coating Performance of LDPE Per-Åke Clevenhag and Claes Oveby Tetra Pak Carton Ambient AB ABSTRACT LDPE from high-pressure autoclave reactors for extrusion
Rheological Indicators to Predict the Extrusion Coating Performance of LDPE Per-Åke Clevenhag and Claes Oveby Tetra Pak Carton Ambient AB ABSTRACT LDPE from high-pressure autoclave reactors for extrusion
ELONGATIONAL FLOW IN MULTIPLE SCREW EXTRUDERS
 ELONGATIONAL FLOW IN MULTIPLE SCREW EXTRUDERS J. E. Loukus and A. C. Halonen M. Gupta GS Engineering Plastic Flow, LLC Houghton, MI 4993 Houghton, MI 4993 Abstract Flows of a low-density polyethylene in
ELONGATIONAL FLOW IN MULTIPLE SCREW EXTRUDERS J. E. Loukus and A. C. Halonen M. Gupta GS Engineering Plastic Flow, LLC Houghton, MI 4993 Houghton, MI 4993 Abstract Flows of a low-density polyethylene in
Solubility of Small-molecule Drugs into Polymer Excipients in Hot Melt Extruded Dosage Forms
 ANNUAL TRANSACTIONS OF THE NORDIC RHEOLOGY SOCIETY, VOL. 22, 204 Solubility of Small-molecule Drugs into Polymer Excipients in Hot Melt Extruded Dosage Forms Johanna Aho, Magnus Edinger, Johan P. Boetker,
ANNUAL TRANSACTIONS OF THE NORDIC RHEOLOGY SOCIETY, VOL. 22, 204 Solubility of Small-molecule Drugs into Polymer Excipients in Hot Melt Extruded Dosage Forms Johanna Aho, Magnus Edinger, Johan P. Boetker,
PRESSURE COEFFICIENT OF HIGH SHEAR RATE NON-NEWTONIAN FLOW IN CAPILLARY PIPE
 International Journal of Mechanical Engineering and Technology (IJMET) Volume 9, Issue 8, August 2018, pp. 193 203, Article ID: IJMET_09_07_021 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=9&itype=8
International Journal of Mechanical Engineering and Technology (IJMET) Volume 9, Issue 8, August 2018, pp. 193 203, Article ID: IJMET_09_07_021 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=9&itype=8
MECHANICS OF PASTE FLOW IN RADIAL SCREEN EXTRUDERS
 MECHANICS OF PASTE FLOW IN RADIAL SCREEN EXTRUDERS P. J. Martin and D. I. Wilson Department of Chemical Engineering, University of Cambridge, UK ABSTRACT High solids volume particle-liquid mixtures, sometimes
MECHANICS OF PASTE FLOW IN RADIAL SCREEN EXTRUDERS P. J. Martin and D. I. Wilson Department of Chemical Engineering, University of Cambridge, UK ABSTRACT High solids volume particle-liquid mixtures, sometimes
THE EFFECTS OF VISCOELASTIC BEHAVIOR ON COATING
 THE EFFECTS OF VISCOELASTIC BEHAVIOR ON COATING Mark Miller Coating Tech Slot Dies, LLC 2322 Alpine Road, Suite 4 Eau Claire, WI 54703 (715) 544-7568 OFFICE (715) 456-9545 MOBILE mark.miller@slotdies.com
THE EFFECTS OF VISCOELASTIC BEHAVIOR ON COATING Mark Miller Coating Tech Slot Dies, LLC 2322 Alpine Road, Suite 4 Eau Claire, WI 54703 (715) 544-7568 OFFICE (715) 456-9545 MOBILE mark.miller@slotdies.com
Predicting sharkskin instability in extrusion additive manufacturing of reinforced thermoplastics. Abstract. Introduction
 Solid Freeform Fabrication 2017: Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference Predicting sharkskin instability in extrusion additive
Solid Freeform Fabrication 2017: Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference Predicting sharkskin instability in extrusion additive
Analysis of Slurry-Coating Effectiveness of CL-20 Using Grazing Incidence X-ray Diffraction
 Energetic Materials, 21: 185{199, 2003 Copyright # Taylor & Francis Inc. ISSN: 0737-0652 print DOI: 10.1080/07370650390256665 Analysis of Slurry-Coating Effectiveness of CL-20 Using Grazing Incidence X-ray
Energetic Materials, 21: 185{199, 2003 Copyright # Taylor & Francis Inc. ISSN: 0737-0652 print DOI: 10.1080/07370650390256665 Analysis of Slurry-Coating Effectiveness of CL-20 Using Grazing Incidence X-ray
MECHANICAL PROPERTIES OF MATERIALS. Manufacturing materials, IE251 Dr M. Eissa
 MECHANICAL PROPERTIES OF MATERIALS, IE251 Dr M. Eissa MECHANICAL PROPERTIES OF MATERIALS 1. Bending Test (Slide 3) 2. Shear Test (Slide 8) 3. Hardness (Slide 14) 4. Effect of Temperature on Properties
MECHANICAL PROPERTIES OF MATERIALS, IE251 Dr M. Eissa MECHANICAL PROPERTIES OF MATERIALS 1. Bending Test (Slide 3) 2. Shear Test (Slide 8) 3. Hardness (Slide 14) 4. Effect of Temperature on Properties
Rheology and Plasticity II. The National Brick Research Center March 2017 Webinar
 Rheology and Plasticity II The National Brick Research Center March 2017 Webinar Review of shear, flow and rheology Review of rheometer setup Effect of measurement configuration Repeatability of measurements
Rheology and Plasticity II The National Brick Research Center March 2017 Webinar Review of shear, flow and rheology Review of rheometer setup Effect of measurement configuration Repeatability of measurements
NORDIC CENTRE OF EXCELLENCE NETWORK IN FISHMEAL AND FISH OIL COPENHAGEN,
 Rheology NORDIC CENTRE OF EXCELLENCE NETWORK IN FISHMEAL AND FISH OIL COPENHAGEN, 14-15.11.2018 Tor Andreas Samuelsen & Åge Oterhals Nofima Nutrition and Feed Technology research group, Bergen, Norway
Rheology NORDIC CENTRE OF EXCELLENCE NETWORK IN FISHMEAL AND FISH OIL COPENHAGEN, 14-15.11.2018 Tor Andreas Samuelsen & Åge Oterhals Nofima Nutrition and Feed Technology research group, Bergen, Norway
MECHANICAL PROPERTIES OF MATERIALS
 MECHANICAL PROPERTIES OF MATERIALS Stress-Strain Relationships Hardness Effect of Temperature on Properties Fluid Properties Viscoelastic Behavior of Polymers Mechanical Properties in Design and Manufacturing
MECHANICAL PROPERTIES OF MATERIALS Stress-Strain Relationships Hardness Effect of Temperature on Properties Fluid Properties Viscoelastic Behavior of Polymers Mechanical Properties in Design and Manufacturing
Relative Magnetic Permeability of Injection Molded Composites as Affected from the Flow Induced Orientation of Ferromagnetic Particles
 Relative Magnetic Permeability of Injection Molded Composites as Affected from the Flow Induced Orientation of Ferromagnetic Particles By Thomas Fiske, Halit S. Gokturk, Rahmi Yazici and Dilhan M. Kalyon
Relative Magnetic Permeability of Injection Molded Composites as Affected from the Flow Induced Orientation of Ferromagnetic Particles By Thomas Fiske, Halit S. Gokturk, Rahmi Yazici and Dilhan M. Kalyon
Effect of Geometry and Rotational Speed on the Axial Pressure Profile of a Single Screw Extrusion
 IJISET - International Journal of Innovative Science, Engineering & Technology, Vol. Issue, January. Effect of Geometry and Rotational Speed on the Axial Pressure Profile of a Single Screw Extrusion W.E.
IJISET - International Journal of Innovative Science, Engineering & Technology, Vol. Issue, January. Effect of Geometry and Rotational Speed on the Axial Pressure Profile of a Single Screw Extrusion W.E.
Material Data for Moldex3D Simulation. Jeff Chen Account Manager EMEA
 Material Data for Moldex3D Simulation Jeff Chen Account Manager EMEA Outline > Material characteristics Essential characteristics needed for Moldex3D simulation Viscosity PVT Thermal conductivity Heat
Material Data for Moldex3D Simulation Jeff Chen Account Manager EMEA Outline > Material characteristics Essential characteristics needed for Moldex3D simulation Viscosity PVT Thermal conductivity Heat
Polymers and plastics
 Polymers and plastics Also available at www.malvern.co.uk Determining extrusion and die swell properties of polymers Introduction Traditional methods of measuring viscosities of polymer melts include melt
Polymers and plastics Also available at www.malvern.co.uk Determining extrusion and die swell properties of polymers Introduction Traditional methods of measuring viscosities of polymer melts include melt
Chapter 2: Mechanical Behavior of Materials
 Chapter : Mechanical Behavior of Materials Definition Mechanical behavior of a material relationship - its response (deformation) to an applied load or force Examples: strength, hardness, ductility, stiffness
Chapter : Mechanical Behavior of Materials Definition Mechanical behavior of a material relationship - its response (deformation) to an applied load or force Examples: strength, hardness, ductility, stiffness
NUMERICAL MODELING OF THERMAL PROCESSES IN COMPLICATED REGIONS WITH LARGE CHANGES IN MATERIAL CHARACTERISTICS AND PROPERTIES
 NUMERICAL MODELING OF THERMAL PROCESSES IN COMPLICATED REGIONS WITH LARGE CHANGES IN MATERIAL CHARACTERISTICS AND PROPERTIES YOGESH JALURIA Department of Mechanical and Aerospace Engineering Rutgers, the
NUMERICAL MODELING OF THERMAL PROCESSES IN COMPLICATED REGIONS WITH LARGE CHANGES IN MATERIAL CHARACTERISTICS AND PROPERTIES YOGESH JALURIA Department of Mechanical and Aerospace Engineering Rutgers, the
REVIEW. E N H A N C I N G MELTING AND MIXING in a Twin-Screw Extruder. Capabilities. Page 1 of 5
 REVIEW E N H A N C I N G MELTING AND MIXING Capabilities Page 1 of 5 Melting and Mixing Capability Enhancement: Technology Revealed Babu Padmanabhan An extruder is a vessel for continuous processing of
REVIEW E N H A N C I N G MELTING AND MIXING Capabilities Page 1 of 5 Melting and Mixing Capability Enhancement: Technology Revealed Babu Padmanabhan An extruder is a vessel for continuous processing of
Deformation Criterion of Low Carbon Steel Subjected to High Speed Impacts
 Deformation Criterion of Low Carbon Steel Subjected to High Speed Impacts W. Visser, G. Plume, C-E. Rousseau, H. Ghonem 92 Upper College Road, Kingston, RI 02881 Department of Mechanical Engineering, University
Deformation Criterion of Low Carbon Steel Subjected to High Speed Impacts W. Visser, G. Plume, C-E. Rousseau, H. Ghonem 92 Upper College Road, Kingston, RI 02881 Department of Mechanical Engineering, University
Journal of Advances in Agricultural Science and Technology https://www.watchpub/jaast/index.htm
 Journal of Advances in Agricultural Science and Technology https://www.watchpub/jaast/index.htm INFLUENCE OF FOOD EXTRUDER DIE DIMENSIONS ON EXTRUDED PRODUCTS EXPANSION Kehinde Adedeji Adekola. Department
Journal of Advances in Agricultural Science and Technology https://www.watchpub/jaast/index.htm INFLUENCE OF FOOD EXTRUDER DIE DIMENSIONS ON EXTRUDED PRODUCTS EXPANSION Kehinde Adedeji Adekola. Department
Lubricating grease shear flow and boundary layers in a concentric. cylinder configuration
 45 3rd International Tribology Symposium of IFToMM, March in 2013, Luleå Lubricating grease shear flow and boundary layers in a concentric cylinder configuration J. X. LI 1, LARS G. WESTERBERG 2, E. HÖGLUND
45 3rd International Tribology Symposium of IFToMM, March in 2013, Luleå Lubricating grease shear flow and boundary layers in a concentric cylinder configuration J. X. LI 1, LARS G. WESTERBERG 2, E. HÖGLUND
EXTRUSION 15/03/17. Extrusion. Polymer Types. Extrusion. The extruder is the most important piece of machinery in the polymer processing industry.
 petrochemical reactors and plants Plastic processing technology map reactor and plant continuous mixer big pelletizer (CIM) compounding machine pellet EXTRUSION high functional domestic twin-screw extruder
petrochemical reactors and plants Plastic processing technology map reactor and plant continuous mixer big pelletizer (CIM) compounding machine pellet EXTRUSION high functional domestic twin-screw extruder
Optimizing Rheology for Paint and Coating Applications
 Optimizing Rheology for Paint and Coating Applications RHEOLOGY AND VISCOSITY INTRODUCTION Paints or coatings, like many commercial products, must be optimized for their end use performance, which for
Optimizing Rheology for Paint and Coating Applications RHEOLOGY AND VISCOSITY INTRODUCTION Paints or coatings, like many commercial products, must be optimized for their end use performance, which for
BASICS ELASTOMER TESTING FOR MORE THAN 45 YEARS! Elastomer testing VISCOSITY, RHEO-KINETICS, CAPILLARY RHEOMETRY, VULCAMETRY
 ELASTOMER TESTING BASICS Elastomer testing ELASTOMER TESTING FOR MORE THAN 45 YEARS! VISCOSITY, RHEO-KINETICS, CAPILLARY RHEOMETRY, VULCAMETRY ELASTOMER TESTING FOR DETERMINATION OF THE PROCESSING BEHAVIOR
ELASTOMER TESTING BASICS Elastomer testing ELASTOMER TESTING FOR MORE THAN 45 YEARS! VISCOSITY, RHEO-KINETICS, CAPILLARY RHEOMETRY, VULCAMETRY ELASTOMER TESTING FOR DETERMINATION OF THE PROCESSING BEHAVIOR
APV 2 nd Experts Workshop
 APV 2 nd Experts Workshop Hot melt extrusion and its use in the manufacturing of pharmaceutical dosage forms December 1-2, 2009 Modeling of the extrusion process and prediction of scale-up and transfer
APV 2 nd Experts Workshop Hot melt extrusion and its use in the manufacturing of pharmaceutical dosage forms December 1-2, 2009 Modeling of the extrusion process and prediction of scale-up and transfer
M. Oishi et al. Nano Studies, 2015, 11, DEVELOPMENT OF THERMOPLASTIC STARCH NANOCOMPOSITES FOR WET CONDITIONS
 M. Oishi et al. Nano Studies, 2015, 11, 69-74. DEVELOPMENT OF THERMOPLASTIC STARCH NANOCOMPOSITES FOR WET CONDITIONS M. Oishi 1, 2, Ch. Dal Castel 1, R. Park 1, B. Wolff 1, 3, L. Simon 1 1 University of
M. Oishi et al. Nano Studies, 2015, 11, 69-74. DEVELOPMENT OF THERMOPLASTIC STARCH NANOCOMPOSITES FOR WET CONDITIONS M. Oishi 1, 2, Ch. Dal Castel 1, R. Park 1, B. Wolff 1, 3, L. Simon 1 1 University of
CFD simulations of RTD of a strawberry pulp in a continuous ohmic heater
 CFD simulations of RTD of a strawberry pulp in a continuous ohmic heater I. Castro, N. Reis, J.A. Teixeira, A. A. Vicente 1 Centro de Engenharia Biológica, Universidade do Minho, Campus de Gualtar, 4710-057
CFD simulations of RTD of a strawberry pulp in a continuous ohmic heater I. Castro, N. Reis, J.A. Teixeira, A. A. Vicente 1 Centro de Engenharia Biológica, Universidade do Minho, Campus de Gualtar, 4710-057
Viscoelasticity, Creep and Fiber-filled Materials
 Viscoelasticity, Creep and Fiber-filled Materials Hubert Lobo expert material testing CAE material parameters CAE Validation software & infrastructure for materials materials know ledge electronic lab
Viscoelasticity, Creep and Fiber-filled Materials Hubert Lobo expert material testing CAE material parameters CAE Validation software & infrastructure for materials materials know ledge electronic lab
CL-20 PAX Explosives Formulation Development, Characterization, and Testing
 CL-20 PAX Explosives Formulation Development, Characterization, and Testing NDIA 2003 IM/EM Technology Symposium By Ms. Wendy Balas, Mr. Steven Nicolich and Dr. Christos Capellos US Army TACOM-ARDEC Picatinny
CL-20 PAX Explosives Formulation Development, Characterization, and Testing NDIA 2003 IM/EM Technology Symposium By Ms. Wendy Balas, Mr. Steven Nicolich and Dr. Christos Capellos US Army TACOM-ARDEC Picatinny
Flow Study of Wood Plastic Composite Through a Circular Die in an Extrusion Process
 Int J Advanced Design and Manufacturing Technology, Vol. 10/ No. 2/ June 2017 37 Flow Study of Plastic Composite Through a Circular Die in an Extrusion Process N. Jafarian Jam* Department of Mechanical
Int J Advanced Design and Manufacturing Technology, Vol. 10/ No. 2/ June 2017 37 Flow Study of Plastic Composite Through a Circular Die in an Extrusion Process N. Jafarian Jam* Department of Mechanical
Thermal and Rheological Evaluation of Pharmaceutical Excipients for Hot Melt Extrusion
 Thermal and Rheological Evaluation of Pharmaceutical Excipients for Hot Melt Extrusion Karen Coppens, Mark Hall, Pam Larsen, Shawn Mitchell, P. Nguyen, Mike Read, Uma Shrestha, Parvinder Walia The Dow
Thermal and Rheological Evaluation of Pharmaceutical Excipients for Hot Melt Extrusion Karen Coppens, Mark Hall, Pam Larsen, Shawn Mitchell, P. Nguyen, Mike Read, Uma Shrestha, Parvinder Walia The Dow
The influence of carbon black types on the processability of Rubber Compounds in green tires
 APPLICATION NOTE The influence of carbon black types on the processability of Rubber Compounds in green tires No. LR-82 Author Matthias Jährling Thermo Fisher Scientific, Karlsruhe, Germany Up to 15 percent
APPLICATION NOTE The influence of carbon black types on the processability of Rubber Compounds in green tires No. LR-82 Author Matthias Jährling Thermo Fisher Scientific, Karlsruhe, Germany Up to 15 percent
3. Mechanical Properties of Materials
 3. Mechanical Properties of Materials 3.1 Stress-Strain Relationships 3.2 Hardness 3.3 Effect of Temperature on Properties 3.4 Fluid Properties 3.5 Viscoelastic Properties Importance of Mechanical Properties
3. Mechanical Properties of Materials 3.1 Stress-Strain Relationships 3.2 Hardness 3.3 Effect of Temperature on Properties 3.4 Fluid Properties 3.5 Viscoelastic Properties Importance of Mechanical Properties
CONCLUSIONS AND RECOMMENDATIONS
 CHAPTER 9 CONCLUSIONS AND RECOMMENDATIONS Traditional wax-based investment casting involves the following key steps: Making of a disposable pattern by injecting wax into a metal mould Building a ceramic
CHAPTER 9 CONCLUSIONS AND RECOMMENDATIONS Traditional wax-based investment casting involves the following key steps: Making of a disposable pattern by injecting wax into a metal mould Building a ceramic
CEAST SmartRHEO Series. Capillary Rheometer Systems
 CEAST SmartRHEO Series Capillary Rheometer Systems CEAST SmartRHEO Series All Things Flow Plastics are amazing materials with the unique ability to flow when heated to relatively low temperatures. They
CEAST SmartRHEO Series Capillary Rheometer Systems CEAST SmartRHEO Series All Things Flow Plastics are amazing materials with the unique ability to flow when heated to relatively low temperatures. They
factured pillars, even though the strength is significantly higher than in the bulk. These yield stress values, y
 Abstract The size effect in body-centered cubic (bcc) metals was comprehensively investigated through microcompression tests performed on focused ion beam machined tungsten (W), molybdenum (Mo) and niobium
Abstract The size effect in body-centered cubic (bcc) metals was comprehensively investigated through microcompression tests performed on focused ion beam machined tungsten (W), molybdenum (Mo) and niobium
Butyl Based Flashing Tapes for Low Application Temperatures. Kathryn N Moon, Berry Plastics, Franklin, KY
 Butyl Based Flashing Tapes for Low Application Temperatures Kathryn N Moon, Berry Plastics, Franklin, KY Abstract Pressure sensitive adhesive tapes are common in the building and construction industry.
Butyl Based Flashing Tapes for Low Application Temperatures Kathryn N Moon, Berry Plastics, Franklin, KY Abstract Pressure sensitive adhesive tapes are common in the building and construction industry.
Endex Foam Extrusion General Information Guide
 Endex International Innovation for the Future Endex Foam Extrusion General Information Guide Section 01 - Foam Extrusion Foam extrusion, in simple terms, consists of mixing a chemical foaming agent with
Endex International Innovation for the Future Endex Foam Extrusion General Information Guide Section 01 - Foam Extrusion Foam extrusion, in simple terms, consists of mixing a chemical foaming agent with
MiniLab-Compounder and Reactor
 MiniLab-Compounder and Reactor Georgius Isaakides, Dr. A. Frendel, J. Bouton Thermo Haake, Dieselstrasse 4, D-76771 Karlsruhe, Germany Jacques.bouton@thermorheo.com Presented on PPS-17, Montreal Abstract
MiniLab-Compounder and Reactor Georgius Isaakides, Dr. A. Frendel, J. Bouton Thermo Haake, Dieselstrasse 4, D-76771 Karlsruhe, Germany Jacques.bouton@thermorheo.com Presented on PPS-17, Montreal Abstract
Aspects of Screw Design for Wet Granulation Extrusion
 Aspects of Screw Design for Wet Granulation Extrusion J. Sun, M. R. Thompson Department of Chemical Engineering, McMaster University, Hamilton, Ontario, Canada ABSTRACT This paper discusses our preliminary
Aspects of Screw Design for Wet Granulation Extrusion J. Sun, M. R. Thompson Department of Chemical Engineering, McMaster University, Hamilton, Ontario, Canada ABSTRACT This paper discusses our preliminary
Examination of the Performance of a High Speed Single Screw Extruder for Several Different Extrusion Applications
 Examination of the Performance of a High Speed Single Screw Extruder for Several Different Extrusion Applications Modified on Monday, 04 May 2015 10:19 PM by mpieler Categorized as: Paper of the Month
Examination of the Performance of a High Speed Single Screw Extruder for Several Different Extrusion Applications Modified on Monday, 04 May 2015 10:19 PM by mpieler Categorized as: Paper of the Month
RHEOLOGICAL PROPERTIES ROSAND RH2000 RHEOLOGICAL INSTRUMENTS BACKED WITH RHEOLOGICAL EXPERIENCE
 RHEOLOGICAL PROPERTIES ROSAND RH2000 RHEOLOGICAL INSTRUMENTS BACKED WITH RHEOLOGICAL EXPERIENCE ADVANCED BENCH-TOP CAPILLARY RHEOMETERS FOR RESEARCH, PRODUCT DEVELOPMENT AND QUALITY CONTROL The RH2000
RHEOLOGICAL PROPERTIES ROSAND RH2000 RHEOLOGICAL INSTRUMENTS BACKED WITH RHEOLOGICAL EXPERIENCE ADVANCED BENCH-TOP CAPILLARY RHEOMETERS FOR RESEARCH, PRODUCT DEVELOPMENT AND QUALITY CONTROL The RH2000
Industrial aspects of polymer processing
 Course MP10 Lecture 2 Industrial aspects of polymer processing Ben, I just want to say one word to you, just one word plastics Dr James Elliott 2.1 General model of polymer processing Overview of the various
Course MP10 Lecture 2 Industrial aspects of polymer processing Ben, I just want to say one word to you, just one word plastics Dr James Elliott 2.1 General model of polymer processing Overview of the various
Kelly B. Fox, Drilling Specialties Company; Carl E. Stouffer, Drilling Specialties Company and Beau Utley, Drilling Specialties Company
 AADE-8-DF-HO-3 Evaluation Of A New Friction Reducer for Brines Kelly B. Fox, Drilling Specialties Company; Carl E. Stouffer, Drilling Specialties Company and Beau Utley, Drilling Specialties Company Copyright
AADE-8-DF-HO-3 Evaluation Of A New Friction Reducer for Brines Kelly B. Fox, Drilling Specialties Company; Carl E. Stouffer, Drilling Specialties Company and Beau Utley, Drilling Specialties Company Copyright
Rheological Techniques for Yield Stress Analysis
 Rheological Techniques for Yield Stress Analysis Keywords: yield stress, structured fluids, rheology, viscoelastic, viscosity RH025 ABSTRACT Yield stress analysis is important for all complex structured
Rheological Techniques for Yield Stress Analysis Keywords: yield stress, structured fluids, rheology, viscoelastic, viscosity RH025 ABSTRACT Yield stress analysis is important for all complex structured
CARBON NANOTUBES: A HIGH PERFORMANCE CONDUCTIVE ADDITIVE. Patrick Collins and John Hagerstrom: Hyperion Catalysis International
 CARBON NANOTUBES: A HIGH PERFORMANCE CONDUCTIVE ADDITIVE Patrick Collins and John Hagerstrom: Hyperion Catalysis International INTRODUCTION Multiwall carbon nanotubes were first synthesized in 1983 by
CARBON NANOTUBES: A HIGH PERFORMANCE CONDUCTIVE ADDITIVE Patrick Collins and John Hagerstrom: Hyperion Catalysis International INTRODUCTION Multiwall carbon nanotubes were first synthesized in 1983 by
STEER BEST PRACTISES
 STEER BEST PRACTISES CONTROLLING SHEAR TO PRODUCE BRILLIANT EFFECT PIGMENT MASTERBATCHES WITHOUT DAMAGE TO THE MICA PLATELET STRUCTURE Mica - An integral part of most effect pigments Mica is a delicate,
STEER BEST PRACTISES CONTROLLING SHEAR TO PRODUCE BRILLIANT EFFECT PIGMENT MASTERBATCHES WITHOUT DAMAGE TO THE MICA PLATELET STRUCTURE Mica - An integral part of most effect pigments Mica is a delicate,
Modelling of Material Removal in Abrasive Flow Machining Process Using CFD Simulation
 Journal of Basic and Applied Engineering Research Print ISSN: 2350-0077; Online ISSN: 2350-0255; Volume 1, Number 2; October, 2014 pp. 73-78 Krishi Sanskriti Publications http://www.krishisanskriti.org/jbaer.html
Journal of Basic and Applied Engineering Research Print ISSN: 2350-0077; Online ISSN: 2350-0255; Volume 1, Number 2; October, 2014 pp. 73-78 Krishi Sanskriti Publications http://www.krishisanskriti.org/jbaer.html
Shear Testing of Powders for Process Optimization
 ANNUAL TRANSACTIONS OF THE NORDIC RHEOLOGY SOCIETY, VOL. 21, 2013 Shear Testing of Powders for Process Optimization Dietmar Schulze Institute for Recycling, Ostfalia University of Applied Sciences, Wolfenbüttel,
ANNUAL TRANSACTIONS OF THE NORDIC RHEOLOGY SOCIETY, VOL. 21, 2013 Shear Testing of Powders for Process Optimization Dietmar Schulze Institute for Recycling, Ostfalia University of Applied Sciences, Wolfenbüttel,
Unit 156: Polymer Manufacturing Processes
 Unit 156: Polymer Manufacturing Processes Unit code J/615/3315 Unit level 4 Credit value 15 Aim This unit is designed to develop students knowledge and understanding of the main manufacturing processes
Unit 156: Polymer Manufacturing Processes Unit code J/615/3315 Unit level 4 Credit value 15 Aim This unit is designed to develop students knowledge and understanding of the main manufacturing processes
CHAPTER 3 IMPROVEMENT OF DYNAMIC CHARACTERISTICS OF CUTTING TOOL SYSTEM USING VISCOELASTIC DAMPER
 44 CHAPTER 3 IMPROVEMENT OF DYNAMIC CHARACTERISTICS OF CUTTING TOOL SYSTEM USING VISCOELASTIC DAMPER This chapter introduces a novel design for turning tool holder assembly with enhanced damping capability.
44 CHAPTER 3 IMPROVEMENT OF DYNAMIC CHARACTERISTICS OF CUTTING TOOL SYSTEM USING VISCOELASTIC DAMPER This chapter introduces a novel design for turning tool holder assembly with enhanced damping capability.
EXTRUSION APPLICATIONS Feed and Petfood. Keith C. Behnke Professor Emeritus Kansas State University
 EXTRUSION APPLICATIONS Feed and Petfood Keith C. Behnke Professor Emeritus Kansas State University PETFOOD AND AQUAFEED EXTRUSION BASICS Extrusion Cooking A CONTINUOUS PROCESS BY WHICH MOISTENED,
EXTRUSION APPLICATIONS Feed and Petfood Keith C. Behnke Professor Emeritus Kansas State University PETFOOD AND AQUAFEED EXTRUSION BASICS Extrusion Cooking A CONTINUOUS PROCESS BY WHICH MOISTENED,
Flow Behaviour and Viscoelasticity of Polypropylene-Kaolin Composites Extruded at Different Temperatures
 Pertanika J. Sci. & Technol. 19 (2): 383 388 (2011) ISSN: 0128-7680 Universiti Putra Malaysia Press Flow Behaviour and Viscoelasticity of Polypropylene-Kaolin Composites Extruded at Different Temperatures
Pertanika J. Sci. & Technol. 19 (2): 383 388 (2011) ISSN: 0128-7680 Universiti Putra Malaysia Press Flow Behaviour and Viscoelasticity of Polypropylene-Kaolin Composites Extruded at Different Temperatures
High Performance Silica Tread. with. Next Generation. Struktol Process Additives
 Producers of Specialty Chemicals Struktol Company of America 1 E. Steels Corners Road P. O. Box 1649 Stow, Ohio 444-649 www.struktol.com High Performance Silica Tread with Next Generation Struktol Process
Producers of Specialty Chemicals Struktol Company of America 1 E. Steels Corners Road P. O. Box 1649 Stow, Ohio 444-649 www.struktol.com High Performance Silica Tread with Next Generation Struktol Process
CARL HANSER VERLAG. Tim A. Osswald, Georg Menges. Materials Science of Polymers for Engineers
 CARL HANSER VERLAG Tim A. Osswald, Georg Menges Materials Science of Polymers for Engineers 3446224645 www.hanser.de 5 Rheology of Polymer Melts 5.1 Introduction Rheology is the field of science that studies
CARL HANSER VERLAG Tim A. Osswald, Georg Menges Materials Science of Polymers for Engineers 3446224645 www.hanser.de 5 Rheology of Polymer Melts 5.1 Introduction Rheology is the field of science that studies
RHEOLOGICAL PROPERTIES ROSAND RH7 & RH10 RHEOLOGICAL INSTRUMENTS BACKED WITH RHEOLOGICAL EXPERIENCE
 RHEOLOGICAL PROPERTIES ROSAND RH7 & RH10 RHEOLOGICAL INSTRUMENTS BACKED WITH RHEOLOGICAL EXPERIENCE ADVANCED, POWERFUL FLOOR STANDING CAPILLARY RHEOMETERS FOR RESEARCH AND PRODUCT DEVELOPMENT Since its
RHEOLOGICAL PROPERTIES ROSAND RH7 & RH10 RHEOLOGICAL INSTRUMENTS BACKED WITH RHEOLOGICAL EXPERIENCE ADVANCED, POWERFUL FLOOR STANDING CAPILLARY RHEOMETERS FOR RESEARCH AND PRODUCT DEVELOPMENT Since its
The Effect of Die Geometry on Interfacial Instability in Multi-Layer Streamlined Coextrusion Die (SCD): Part II
: Part II") The Effect of Die Geometry on Interfacial Instability in Multi-Layer Streamlined Coextrusion Die (SCD): Part II Karen Xiao, Brampton Engineering Inc., Brampton, Ontario, Canada L6T 3V1 Bill Wybenga, Wybenga
The Effect of Die Geometry on Interfacial Instability in Multi-Layer Streamlined Coextrusion Die (SCD): Part II Karen Xiao, Brampton Engineering Inc., Brampton, Ontario, Canada L6T 3V1 Bill Wybenga, Wybenga
"Development of Extrusion Instabilities and Surface Irregularities of Extrudates of Polymer Melts and Filled Polymers"
 "Development of Extrusion Instabilities and Surface Irregularities of Extrudates of Polymer Melts and Filled Polymers" Dilhan M. Kalyon, Elvan Birinci and Halil Gevgilili Highly Filled Materials Institute
"Development of Extrusion Instabilities and Surface Irregularities of Extrudates of Polymer Melts and Filled Polymers" Dilhan M. Kalyon, Elvan Birinci and Halil Gevgilili Highly Filled Materials Institute
H.A.W. How Asphalt Behaves. Behavior Depends on. Temperature Time of Loading Age of asphalt H.A.W
 How Asphalt Behaves Behavior Depends on Temperature Time of Loading Age of asphalt 1.1. 3 1 60 C 1 hour 1 hour 10 hours 25 C 1.1. 4 High Temperature Behavior High Temperature -- desert climate -- summer
How Asphalt Behaves Behavior Depends on Temperature Time of Loading Age of asphalt 1.1. 3 1 60 C 1 hour 1 hour 10 hours 25 C 1.1. 4 High Temperature Behavior High Temperature -- desert climate -- summer
Metal-plate connections loaded in combined bending and tension
 Metal-plate connections loaded in combined bending and tension Ronald W. Wolfe Abstract This study evaluates the load capacity of metal-plate connections under combined bending and axial loads and shows
Metal-plate connections loaded in combined bending and tension Ronald W. Wolfe Abstract This study evaluates the load capacity of metal-plate connections under combined bending and axial loads and shows
HOLE CLEANING IN DIRECTIONAL WELLS
 HOLE CLEANING IN DIRECTIONAL WELLS 1 ❶ Welcome to this presentation about Hole Cleaning in Directional Wells. It has been prepared by Sedco Forex, to give you a better understanding of the cuttings-transport
HOLE CLEANING IN DIRECTIONAL WELLS 1 ❶ Welcome to this presentation about Hole Cleaning in Directional Wells. It has been prepared by Sedco Forex, to give you a better understanding of the cuttings-transport
NEW DEVOLATILIZATION PROCESS FOR THERMOSENSITIVE AND HIGHLY VISCOUS POLYMERS IN HIGH VOLUME KNEADER REACTORS
 NEW DEVOLATILIZATION PROCESS FOR THERMOSENSITIVE AND HIGHLY VISCOUS POLYMERS IN HIGH VOLUME KNEADER REACTORS Dr. Daniel U. Witte LIST AG, Arisdorf, Switzerland Abstract The achievable final volatile content
NEW DEVOLATILIZATION PROCESS FOR THERMOSENSITIVE AND HIGHLY VISCOUS POLYMERS IN HIGH VOLUME KNEADER REACTORS Dr. Daniel U. Witte LIST AG, Arisdorf, Switzerland Abstract The achievable final volatile content
1/31/ Plastics Processing. Thermoplastics (Tampere)
") 1/31/2012 1 Plastics Processing Thermoplastics (Tampere) 1/31/2012 2 Plastics processing Micro-scale melt processing Small Scale Processing Pilot Scale Processing Injection Moulding Extrusion Pre- and
1/31/2012 1 Plastics Processing Thermoplastics (Tampere) 1/31/2012 2 Plastics processing Micro-scale melt processing Small Scale Processing Pilot Scale Processing Injection Moulding Extrusion Pre- and
A COMPARISON OF BINDER TESTS THAT RELATE TO ASPHALT MIXTURE DEFORMATION
 A5EE-402 A COMPARISON OF BINDER TESTS THAT RELATE TO ASPHALT MIXTURE DEFORMATION Carl Robertus, Ronald Van Rooijen, Laima Thimm bp europa se, global fuels technology - bitumen, gelsenkirchen, germany ABSTRACT
A5EE-402 A COMPARISON OF BINDER TESTS THAT RELATE TO ASPHALT MIXTURE DEFORMATION Carl Robertus, Ronald Van Rooijen, Laima Thimm bp europa se, global fuels technology - bitumen, gelsenkirchen, germany ABSTRACT
2.2 The Multiscrew Extruder
 18 2 Different Types of Extruders The roller die (B.F. Goodrich, 1933) is a combination of a standard sheet die and a calender. It allows high throughput by reducing the diehead pressure; it reduces air
18 2 Different Types of Extruders The roller die (B.F. Goodrich, 1933) is a combination of a standard sheet die and a calender. It allows high throughput by reducing the diehead pressure; it reduces air
2
 1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
University of California, Berkeley Department of Mechanical Engineering. E27 Introduction to Manufacturing and Tolerancing.
 University of California, Berkeley Department of Mechanical Engineering E27 Introduction to Manufacturing and Tolerancing Fall 2015 Take-home midterm assignment Issued October 18, 2015. Due Wednesday October
University of California, Berkeley Department of Mechanical Engineering E27 Introduction to Manufacturing and Tolerancing Fall 2015 Take-home midterm assignment Issued October 18, 2015. Due Wednesday October
Melting point: 133 C. Algro Brits. ph:
 CHAPTER 6 MATERIALS AND SAMPLE PREPARATION 6.1 Materials Two different urea-polymer systems were investigated as potential compoundable moulding compounds: Ethylene vinyl acetate (EVA) Glycerine plasticised
CHAPTER 6 MATERIALS AND SAMPLE PREPARATION 6.1 Materials Two different urea-polymer systems were investigated as potential compoundable moulding compounds: Ethylene vinyl acetate (EVA) Glycerine plasticised
High performance polypropylene thermal insulation for high temperature and deep water applications
 High performance polypropylene thermal insulation for high temperature and deep water applications Allan Boye Hansen and Adam Jackson Bredero Shaw Norway AS, div. Thermotite ABSTRACT Flow assurance including
High performance polypropylene thermal insulation for high temperature and deep water applications Allan Boye Hansen and Adam Jackson Bredero Shaw Norway AS, div. Thermotite ABSTRACT Flow assurance including
11 th Tappi European PLACE Conference Athens, May Basic Polymer Rheology, as related to Extrusion Coating Machinery
 11 th Tappi European PLACE Conference Athens, May 2007 Basic Polymer Rheology, as related to Extrusion Coating Machinery David R Constant Director, Project Management Battenfeld Gloucester Engineering
11 th Tappi European PLACE Conference Athens, May 2007 Basic Polymer Rheology, as related to Extrusion Coating Machinery David R Constant Director, Project Management Battenfeld Gloucester Engineering
PHARMACEUTICAL TECHNOLOGY REPORT. Introduction. Methods
 PHARMACEUTICAL TECHNOLOGY REPORT Consumer Specialties ashland.com PTR-092 Page 1 of 7 Plasticizer Compatibility and Thermal and Rheological Properties of Plasdone povidone And copovidone polymers for Hot-melt
PHARMACEUTICAL TECHNOLOGY REPORT Consumer Specialties ashland.com PTR-092 Page 1 of 7 Plasticizer Compatibility and Thermal and Rheological Properties of Plasdone povidone And copovidone polymers for Hot-melt
Moldflow Insight Advanced Processes. Eric Henry
 Moldflow Insight Advanced Processes Eric Henry Safe Harbor Statement This presentation may contain forward-looking statements about future results, performance or achievements, financial and otherwise,
Moldflow Insight Advanced Processes Eric Henry Safe Harbor Statement This presentation may contain forward-looking statements about future results, performance or achievements, financial and otherwise,
EVALUTION OF EROSION WEAR OF CETRIFUGAL PUMP USING CFD
 EVALUTION OF EROSION WEAR OF CETRIFUGAL PUMP USING CFD Satish kumar Department of Mechanical Engineering, Thapar Institute of Engineering and Technology, (India) ABSTRACT Centrifugal pumps are extensively
EVALUTION OF EROSION WEAR OF CETRIFUGAL PUMP USING CFD Satish kumar Department of Mechanical Engineering, Thapar Institute of Engineering and Technology, (India) ABSTRACT Centrifugal pumps are extensively
Extrusion of a New LOVA Gun Propellant by TSE
 03-23-05 Extrusion of a New LOVA Gun Propellant by TSE E. Shahar, H. Elyatim, M. Mayseless Insensitive Munitions & Energetic Materials 2007 1 IMI ISRAEL MILITARY INDUSTRIES SMALL ARMS COMPONENTS *AIRCRAFT
03-23-05 Extrusion of a New LOVA Gun Propellant by TSE E. Shahar, H. Elyatim, M. Mayseless Insensitive Munitions & Energetic Materials 2007 1 IMI ISRAEL MILITARY INDUSTRIES SMALL ARMS COMPONENTS *AIRCRAFT
Viscoelastic Properties of CNT PC Compounds: Effect of Compounding Method, CNT Type and Testing Protocol
 Viscoelastic Properties of CNT PC Compounds: Effect of Compounding Method, CNT Type and Testing Protocol Modified on Monday, 04 May 2015 10:36 PM by mpieler Categorized as: Paper of the Month Viscoelastic
Viscoelastic Properties of CNT PC Compounds: Effect of Compounding Method, CNT Type and Testing Protocol Modified on Monday, 04 May 2015 10:36 PM by mpieler Categorized as: Paper of the Month Viscoelastic
High capacity yielding bolt support for rockburst prone workings
 Ground Support 213 Y. Potvin and B. Brady (eds) 213 Australian Centre for Geomechanics, Perth, ISBN 978--986154-7- https://papers.acg.uwa.edu.au/p/134_2_oldsen/ High capacity yielding bolt support for
Ground Support 213 Y. Potvin and B. Brady (eds) 213 Australian Centre for Geomechanics, Perth, ISBN 978--986154-7- https://papers.acg.uwa.edu.au/p/134_2_oldsen/ High capacity yielding bolt support for
Processing emulsions and suspensions. Lecture 8
 Processing emulsions and suspensions Lecture 8 High Speed Mixers Typical speed are 3,000 to 4,000 RPM, the cavitation limit. Shear rate 3,000 RPM 1 meter circumference 0.5 M from blade to wall -1 = 100
Processing emulsions and suspensions Lecture 8 High Speed Mixers Typical speed are 3,000 to 4,000 RPM, the cavitation limit. Shear rate 3,000 RPM 1 meter circumference 0.5 M from blade to wall -1 = 100
Constitutive Modeling of Asphalt Concrete: A Multiscale Perspective
 Constitutive Modeling of Asphalt Concrete: A Multiscale Perspective Shane Underwood Assistant Professor School of Sustainability and the Built Environment Civil, Environmental, and Sustainable Engineering
Constitutive Modeling of Asphalt Concrete: A Multiscale Perspective Shane Underwood Assistant Professor School of Sustainability and the Built Environment Civil, Environmental, and Sustainable Engineering
Testing for Rotational Moulding (RM) and Service Capabilities of BITS
 and Service Capabilities of BITS") BITS Pilani K K Birla Goa Campus Testing for Rotational Moulding (RM) and Service Capabilities of BITS Dr. Sachin Waigaonkar Outline About BITS Pilani Different Quality Tests in Rotational Moulding Service
BITS Pilani K K Birla Goa Campus Testing for Rotational Moulding (RM) and Service Capabilities of BITS Dr. Sachin Waigaonkar Outline About BITS Pilani Different Quality Tests in Rotational Moulding Service
EXPERIMENTAL STUDY OF EXTRUSION AND SURFACE TREATMENT OF ORGANO CLAY WITH PET NANOCOMPOSITES
 EXPERIMENTAL STUDY OF EXTRUSION AND SURFACE TREATMENT OF ORGANO CLAY WITH PET NANOCOMPOSITES Karnik Tarverdi, Somchoke Sontikaew, Peter Allan Wolfson Centre for Materials Processing, School of Engineering
EXPERIMENTAL STUDY OF EXTRUSION AND SURFACE TREATMENT OF ORGANO CLAY WITH PET NANOCOMPOSITES Karnik Tarverdi, Somchoke Sontikaew, Peter Allan Wolfson Centre for Materials Processing, School of Engineering
Inline Process Control for Continuos Mixing Solutions
 Inline Process Control for Continuos Mixing Solutions Dr. Cristian Oprisoni Bengaluru, 27-29 September 2018 Agenda Background information Rhenowave - inline process control for rubber compounds Influence
Inline Process Control for Continuos Mixing Solutions Dr. Cristian Oprisoni Bengaluru, 27-29 September 2018 Agenda Background information Rhenowave - inline process control for rubber compounds Influence
Recent Developments in Composition C-4: Towards an Alternate Binder and Reduced Sensitivity
 Recent Developments in Composition C-4: Towards an Alternate Binder and Reduced Sensitivity NDIA Insensitive Munitions & Energetic Materials Technology Symposium 2009 Jim Owens* BAE SYSTEMS OSI, Holston
Recent Developments in Composition C-4: Towards an Alternate Binder and Reduced Sensitivity NDIA Insensitive Munitions & Energetic Materials Technology Symposium 2009 Jim Owens* BAE SYSTEMS OSI, Holston
Wood and Mineral Fillers for Injection Molding Grade Polypropylene
 Wood and Mineral Fillers for Injection Molding Grade Polypropylene Brent English, Industrial Specialist Nicole Stark, Chemical Engineer Craig Clemens, Chemical Engineer, USDA Forest Service Forest Products
Wood and Mineral Fillers for Injection Molding Grade Polypropylene Brent English, Industrial Specialist Nicole Stark, Chemical Engineer Craig Clemens, Chemical Engineer, USDA Forest Service Forest Products
3/5/2014. Key Topics for Consideration
 Hole Cleaning in Deviated Wellbores Terry Hemphill Global Advisor, Wellbore Management Halliburton-Baroid Houston, Texas AADE Fluids Management Group 27 February 2014 terry.hemphill@halliburton.com Key
Hole Cleaning in Deviated Wellbores Terry Hemphill Global Advisor, Wellbore Management Halliburton-Baroid Houston, Texas AADE Fluids Management Group 27 February 2014 terry.hemphill@halliburton.com Key
STP772-EB/Jun Index
 STP772-EB/Jun. 1982 Index Acoustic emission monitoring, 106-112 Aerospace applications, 64, 133, 225 Agglomerations, fiber, 6, 9, 47 Analysis (see Testing, Thermal mechanical analysis technique, Ultrasonic
STP772-EB/Jun. 1982 Index Acoustic emission monitoring, 106-112 Aerospace applications, 64, 133, 225 Agglomerations, fiber, 6, 9, 47 Analysis (see Testing, Thermal mechanical analysis technique, Ultrasonic
SIMPLIFIED MODELS FOR SINGLE-SCREW EXTRUSION APPLICATIONS
 SIMPLIFIED MODELS FOR SINGLE-SCREW EXRUSION APPLICAIONS L. A. Vignol, N. S. Cardozo *, A. R. Secchi, F. Angiolini 2, M. D. Pizzol 2, Departamento de Engenharia Química - Universidade Federal do Rio Grande
SIMPLIFIED MODELS FOR SINGLE-SCREW EXRUSION APPLICAIONS L. A. Vignol, N. S. Cardozo *, A. R. Secchi, F. Angiolini 2, M. D. Pizzol 2, Departamento de Engenharia Química - Universidade Federal do Rio Grande
Extrusion. Key Issues to Address. Lecture 2. Process. Process Variants. Process Analysis. Problem Solving
 Extrusion Lecture 2 Chapter 4 Key Issues to Address Process Process Variants Process Analysis Problem Solving S.V. Atre 1 Extrusion Material is forced to flow through a die orifice to provide long continuous
Extrusion Lecture 2 Chapter 4 Key Issues to Address Process Process Variants Process Analysis Problem Solving S.V. Atre 1 Extrusion Material is forced to flow through a die orifice to provide long continuous
powder coating pharmaceuticals. The parallel, segmented compounder
 The Concept The continuous compounding of polymers, technical ceramics and foodstuffs whilst miing in various additives at specific points along the etruder barrel is an established technique used in the
The Concept The continuous compounding of polymers, technical ceramics and foodstuffs whilst miing in various additives at specific points along the etruder barrel is an established technique used in the
Improving Thermal Efficiency of Single Screw Extrusion
 Improving Thermal Efficiency of Single Screw Extrusion Modified on Saturday, 02 May 2015 12:02 AM by mpieler Categorized as: Paper of the Month Improving Thermal Efficiency of Single Screw Extrusion A.
Improving Thermal Efficiency of Single Screw Extrusion Modified on Saturday, 02 May 2015 12:02 AM by mpieler Categorized as: Paper of the Month Improving Thermal Efficiency of Single Screw Extrusion A.
MAE Advanced Computer Aided Design. 03. Beams and Trusses. Solution of Beams and Trusses Problems
 MAE 656 - Advanced Computer Aided Design 03. Beams and Trusses Solution of Beams and Trusses Problems Introduction If our structure is made of multiple elements that can be characterized as beams or trusses,
MAE 656 - Advanced Computer Aided Design 03. Beams and Trusses Solution of Beams and Trusses Problems Introduction If our structure is made of multiple elements that can be characterized as beams or trusses,
Supporting Information
 Supporting Information Novel Interwoven Polymer Composites via Dual- Electrospinning with Shape Memory/Self-healing Properties Jaimee M. Robertson, Hossein Birjandi Nejad, Patrick T. Mather* Syracuse Biomaterials
Supporting Information Novel Interwoven Polymer Composites via Dual- Electrospinning with Shape Memory/Self-healing Properties Jaimee M. Robertson, Hossein Birjandi Nejad, Patrick T. Mather* Syracuse Biomaterials
How Will It Mold? Brand-New Test Method Relates Material, Mold & Machine. feature mold design
 feature mold design How Will It Mold? Brand-New Test Method Relates Material, Mold & Machine By John Beaumont, Beaumont Technologies Inc. "Can I mold that part with this material in this machine?" It s
feature mold design How Will It Mold? Brand-New Test Method Relates Material, Mold & Machine By John Beaumont, Beaumont Technologies Inc. "Can I mold that part with this material in this machine?" It s
Multi-Variable Optimisation Of Wet Vapour Organic Rankine Cycles With Twin-Screw Expanders
 Purdue University Purdue e-pubs International Compressor Engineering Conference School of Mechanical Engineering 2014 Multi-Variable Optimisation Of Wet Vapour Organic Rankine Cycles With Twin-Screw Expanders
Purdue University Purdue e-pubs International Compressor Engineering Conference School of Mechanical Engineering 2014 Multi-Variable Optimisation Of Wet Vapour Organic Rankine Cycles With Twin-Screw Expanders