Introduction to manufacturing
|
|
|
- Margaret Armstrong
- 5 years ago
- Views:
Transcription

1 Corso di Studi di Fabbricazione 1 Introduction to manufacturing 1 MANUFACTURING - TECHNOLOGICALLY IMPORTANT Technology provides the products that help our society and its members to live better What do these products have in common? They are all manufactured Manufacturing is the essential factor that makes technology possible 2
2 MANUFACTURING - ECONOMICALLY IMPORTANT Manufacturing creates nation material wealth GNP = gross national product U.S. economy: Sector % of GNP Manufacturing 20% Agriculture, minerals, etc. 5% Construction & utilities 5% Service sector retail, transportation, banking, communication, education, and government 70% 3 MANUFACTURING - HISTORICALLY IMPORTANT To a significant degree, the history of civilization is the history of humans' ability to make things 4
3 WHAT IS MANUFACTURING? Manufacture derives from two Latin words manus (hand) and factus (make); made by hand Made by hand fabrication methods used when the English word manufacture was first coined around 1567 A.D. Most modern manufacturing operations are mechanized and automated (supervising of human workers) 5 MANUFACTURING TECHNOLOGICAL DEFINITION Application of physical and chemical processes to alter the geometry, properties and/or appearance of a starting material to make parts or products Manufacturing also includes assembly Almost always carried out as a sequence of operations 6
 8")
4 EXAMPLE 7 OPERATION: BLANKING (CUTTING) 8


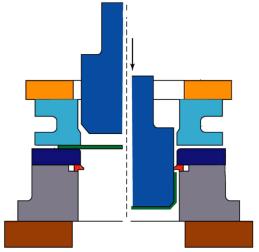
5 OPERATION: DRAWING 9 OPERATION: DEEP DRAWING 10


6 OPERATION: FORGING, HEAT TREATING, CUTTING 11 OPERATION: TIG WELDING, FASTENING 12
 into end products.")

7 OPERATION: HIGHLY POLISHING 13 PRODUCTION PROCESSES- OVERVIEW MECHANICAL TECHNOLOGY or MECHANICAL PRODUCTION TECHNOLOGY, deals with all processes able to transform raw materials (or semi-finished products) into end products. The PRODUCTION ENGINEER, by designing the cycle of transformation from raw materials into end products, allows a design to be physically made. Behind each product there is a TECHNOLOGICAL CYCLE, completely detailed, so that each production step can be performed correctly. In general, the main guiding issue for cycle selection is ECONOMICAL. Among several possible production routes, the cheapest way is preferred. 14



 Deep drawing and")
8 Example: EGG CUP FROM FUNCTIONS TO THE PRODUCT Simple product: Mono-function Mono-material Mono-technology Wood Turning and decoration Metallic spiral Cold plastic deformation and painting 15 FROM FUNCTIONS TO THE PRODUCT Metallic (steel sheet) Deep drawing of stainless steel Metallic (aluminum sheet) Deep drawing and bending of aluminum 16




9 FROM FUNCTIONS TO THE PRODUCT Polymer Polymeric material injected in moulds 17 Glass Heating of the material and forming FROM FUNCTIONS TO THE PRODUCT Porcelain Cold forming, heat treatment and decoration The connection between material, shape, manufacturing technology and costs of each product must be taken into account 18
 BATCH production (or discrete p.")
 of these types.")


10 TYPES OF PRODUCTION We can divide production into two main groups: FLOW production (or continuous p.) BATCH production (or discrete p., sometimes the word manufacturing is used for this case only) Each good is produced using one (sometimes either) of these types. 19 FLOW PRODUCTION At the end of the process, it is very difficult to recognize the raw materials. No disassembly is feasible. In general flow production involves either: Mixing, Solving Chemical reactions Typical FLOW productions involve: Steel Paper Cement (for Concrete) Chemicals Yarn... 20


.")


.")


11 BATCH PRODUCTION (Manufacturing) Batch product is made of individual parts, assembled together, that can be easily distinguished (very often in different materials). In general batch production involves two main phases: Part production Assembly Therefore, we use batch production for: Cars Computers Household Appliances (washing machines, refrigerators) PART PRODUCTION PHASE Part Production: sequence of OPERATIONS (TRANSFORMATIONS) to change shape, dimensions, surface finish or other properties of simple (elementary) parts frame gears 22

12 ASSEMBLY PHASE Assembly: Sequence of ACTIONS for grouping, positioning and fixing parts into an assembly Sub-assembly.... N.B.: it s a hierarchical sequence, i.e. simple parts are first assembled into subassemblies, then subassemblies are grouped into finished product. 23 PRODUCTION QUANTITY Q The quantity of products Q made by a factory influences the way it works, and so the procedures are organized Annual production quantities can be classified into three ranges: Production range Low production Medium production High production Annual Quantity Q 1 to 100 units 100 to 10,000 units 10,000 to millions of 24
13 PRODUCT VARIETY P Product variety P refers to different product types or models produced in the plant Different products have different features They have different geometry, properties, appearance They are intended for different markets Some have more parts than others Number of different product types made each year When the number of product types made in the factory is high, this indicates high product variety 25 P VERSUS Q IN FACTORY OPERATIONS Figure 1.2 P-Q Relationship 26
14 Volumi di produzione Production Volume FROM FUNCTIONS TO THE PRODUCT LINEE Line CELLE Cell Job-shop JOB-SHOP Products Prodotti 27 MATERIALS IN MANUFACTURING Three basic categories: Metals Ceramics Polymers Their chemistries are different Their mechanical and physical properties are dissimilar These differences affect the manufacturing processes that can be used to produce products from them 28








15 IN ADDITION: COMPOSITES Nonhomogeneous mixtures of the other three basic types rather than a unique category 29 MANUFACTURING PROCESSES MANUFACTURE Raw, semifinished Component ASSEMBLY Assembly FINISHING, TEST, Finish product 30
16 MANUFACTURING PROCESSES 31 PROCESSING OPERATIONS Alters a material s shape, physical properties, or appearance in order to add value Three categories of processing operations: Shaping operations - alter the geometry of the starting work material Property-enhancing operations - improve physical properties without changing shape Surface processing operations - to clean, treat, coat, or deposit material on exterior surface of the work 32
17 SHAPING PROCESSES MAIN CATEGORIES 1. Solidification processes - starting material is a heated liquid or semifluid 2. Particulate processing - starting material consists of powders 3. Deformation processes - starting material is a ductile solid (commonly metal) 4. Material removal processes - starting material is a ductile or brittle solid 5. Other processes - (nonconventional) EDM, Laser, AWJ 33 WASTE IN SHAPING PROCESSES Desirable to minimize waste in part shaping Material removal processes are wasteful in unit operations, Most casting, molding, and particulate processing operations waste little material Terminology for minimum waste processes: Net shape processes - when most of the starting material is used and no subsequent machining is required Near net shape processes - when minimum amount of machining is required Waste is different from Scrap (due to defective products) 34
18 PROPERTY-ENHANCING PROCESSES Performed to improve mechanical or physical properties of work material Examples: Heat treatment of metals and glasses Sintering of powdered metals and ceramics Part shape is not altered, except unintentionally Example: unintentional warping of a heat treated part 35 SURFACE PROCESSING OPERATIONS Cleaning - chemical and mechanical processes to remove dirt, oil, and other contaminants from the surface Surface treatments - mechanical working such as sand blasting, and physical processes like diffusion Coating and thin film deposition - coating exterior surface of the workpart 36
19 ASSEMBLY OPERATIONS Two or more separate parts are joined to form a new entity Types of assembly operations: Joining processes create a permanent joint Welding, brazing, soldering, and adhesive bonding Mechanical assembly fastening by mechanical methods Threaded fasteners (screws, bolts and nuts); press fitting, expansion fits 37 MANUFACTURING PROCESSES 38






20 SOLIDIFICATION PROCESSES Starting material is heated sufficiently to transform it into a liquid or highly plastic state Examples: metal casting, plastic molding 39 SOLIDIFICATION PROCESSES Sand casting Expanded polystyrene casting Shell Molding Die Casting Investiment and micro casting 40
 forging, (b) extrusion")
21 PARTICULATE PROCESSING Starting materials are powders of metals or ceramics Usually involves pressing and sintering, in which powders are first compressed and then heated to bond the individual particles 41 DEFORMATION PROCESSES Starting workpart is shaped by application of forces that exceed the yield strength of the material Examples: (a) forging, (b) extrusion 42




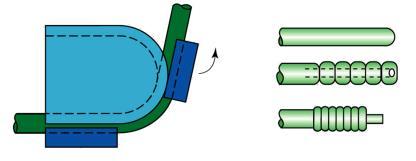
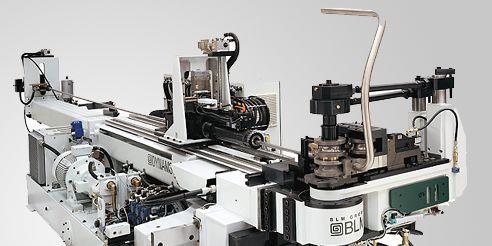
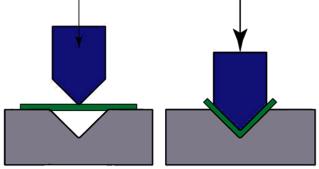


22 DEFORMATION PROCESSES Hot Rolling Cold Rolling Shape Rolling Mannesmann roll mill for producing seamless tubing 43 DEFORMATION PROCESSES Roll bending Bending Drawing 44

23 MATERIAL REMOVAL PROCESSES Excess material removed from the starting piece so what remains is the desired geometry Examples: machining such as turning, drilling, and milling; also grinding and nontraditional processes 45 Functions FROM FUNCTIONS TO THE PRODUCT DESIGN Product Specifications Raw materials Components PRODUCTION Product 46



24 MAIN ELEMENTS Idea and functions Materials and components characteristics Physical Resistence Cost Technologies Manufacturing Joining Protection Cost Global cost Starting cost Working cost PRODUCT 47 PRODUCT REALIZATION Materials Technologies Costs 48

25 TECHNOLOGIES They represent the «connection» necessary to realize ideas and functions by means of materials transformation 49 QUESTIONS? 50