Optimizing Steam and Cooling Systems for Reliability and Sustainability. Presented By: Kevin Emery
|
|
|
- Denis Oliver
- 5 years ago
- Views:
Transcription
1 Optimizing Steam and Cooling Systems for Reliability and Sustainability Presented By: Kevin Emery
2 Optimizing Steam and Cooling Systems for Reliability and Sustainability Steam systems Boiler Feedwater Pretreatment Internal treatment and cycle control Condensate System Treatment Cooling System Failure Modes Balancing Cycles vs. Risk
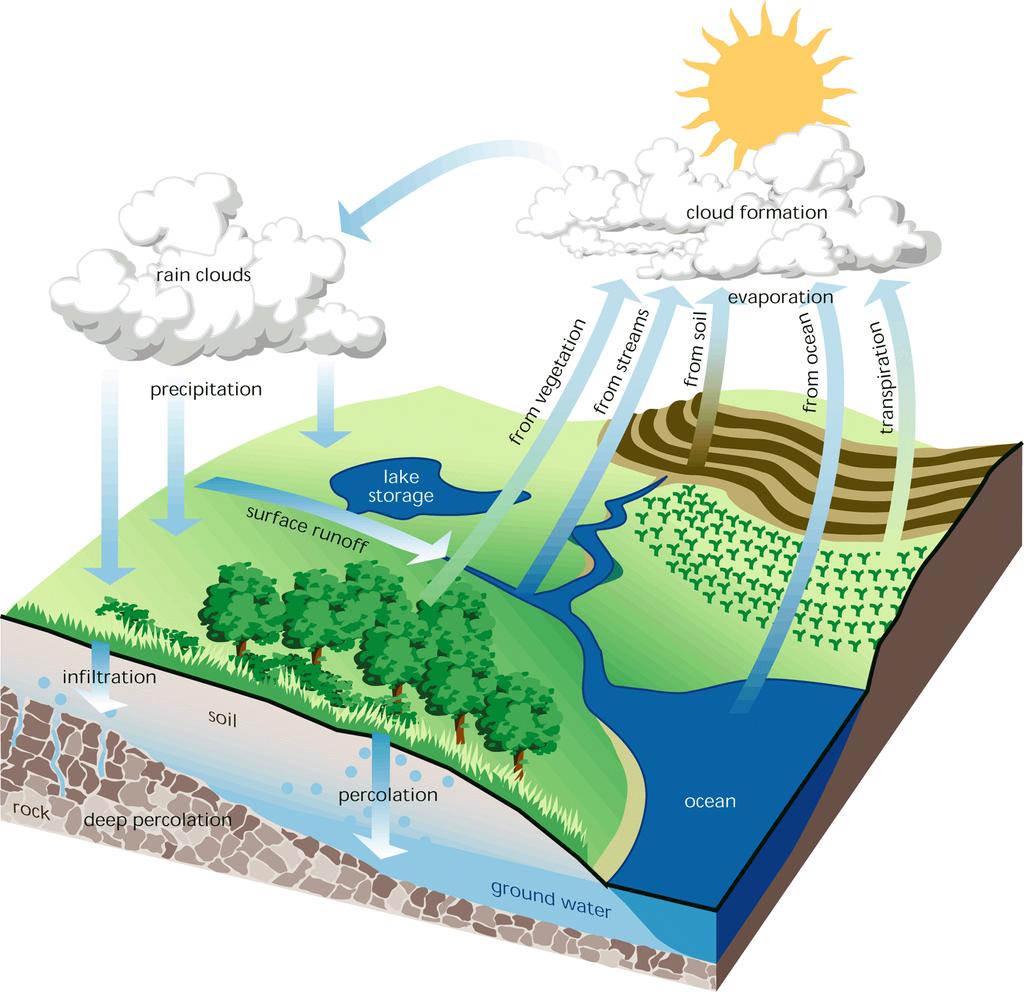
3 The Hydrologic Cycle
4 Fundamentals of Water Why isn t water perfect for boilers? MINERALS AIR EARTH Calcium Magnesium Iron Silica Oxygen Carbondioxide Mud Silt Clay
5 Primary Boiler System Contaminants and Issues Contaminant Hardness salts Silica Alkalinity and CO 2 Iron and manganese Suspended solids Oxygen Issues Scaling and deposits Turbine deposits and scale Foaming and carryover, condensate corrosion Boiler deposition Deposition Corrosion

6 Boiler Scale What is it? Hardness = Calcium & Magnesium Calcium forms hard calcium carbonate scale in boiler. Magnesium forms magnesium silicate in boiler.
7 Impact of Boiler Scale Percent Fuel Loss Scale layer Inches Normal Scale High Iron Scale Iron and Silica Scale 1/64 1% 1.6% 3.5% 1/32 2.0% 3.1% 7.0% 3/64 3.0% 4.7% _ 1/16 3.9% 6.2% _

8 Impact of Scale A boiler operating at 450,000 million Btu s of fuel for 8,000 hours at the rated capacity of 45,000 pounds/hour of 150 psig steam. If 1/32 nd of scale is allowed to form and the scale is normal. The fuel loss is 2%. Assuming $5/million Btu s 450,000M Btu s/year * $4 MBtu * 0.02 = $36,000
9 Comparison of Common Pretreatment Systems Zeolite Softening Reverse Osmosis Demin. Units Removes Calcium and magnesium and some iron 97% of salts, silica and all TSS, gases not removed 99.9+% of salts, silica, alkalinity and CO 2 Application Low to medium pressure boilers, <600 psig Across the board, polishing required for high pressure applications High pressure boilers or silica limitations Cost and Limitations Low Doesn t remove alkalinity or silica High cost reject water High cost Acids and bases for regeneration
10 Sodium Zeolite Softening? How does it work?
11 Sodium Zeolite Softener How does it work? Calcium and magnesium from water are transferred to the sodium zeolite resin via chemical reaction. Na Na Na Na Na Na Na Mg+ Mg+ Ca++ Ca++ Na Mg+ Ca++ Na Mg+ Na Na
12 Sodium Zeolite Softener Ca and Mg are exchanged for sodium Mg+ Ca++ Ca++ Mg+ Ca++ Mg+ Ca++ Ca++ Mg+ Na+ Na+ Na+ Na+ Na+ Na+ Na+ Na+ Na+ Na+
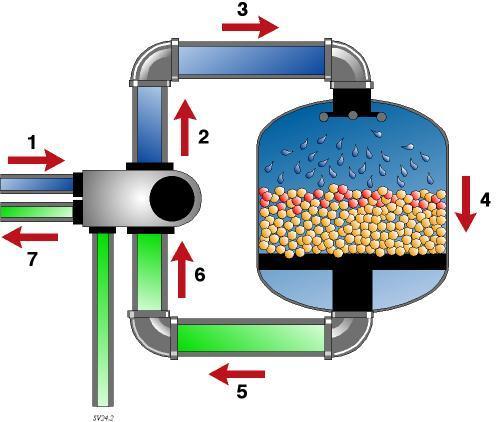
13 Service
14 Backwash

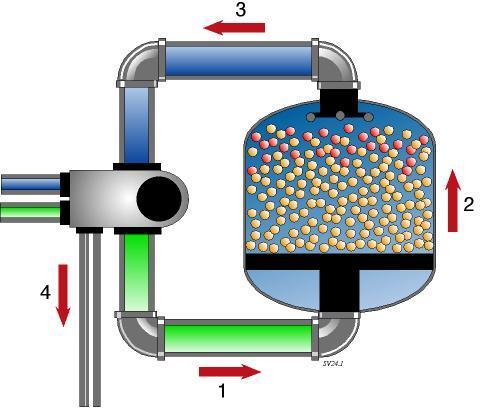
15 Regeneration
16 Rinse

17 Sodium Zeolite Softening How does poor operation affect the plant? Increased scale inhibitor demand Increased energy costs Tube failures
18 Typical Softener Problems Iron fouled resin: short runs Leaking valves: hardness in boiler feedwater Inadequate regeneration: short runs Loss of resin: short runs Channeling: hardness in boiler feedwater

19 Reverse Osmosis Essentially molecular filtration ~ 98% salt removal in permeate Dissolved gases are not removed (CO 2, etc.) 10 25% of flow is rejected as brine
20 Reverse Osmosis Feed 200 ppm calcium carbonate Brine 788 ppm calcium carbonate Permeate or Product 4 ppm calcium carbonate
21 RO Pretreatment Filtering Dechlorination Free available chlorine must be <0.05 ppm for composite polyamide membranes Activated carbon or sulfite ( ppm sulfite per ppm chlorine) Antiscalants and dispersants Most units are softened ph adjustment
22 RO Troubleshooting Leaking seals and O-rings: too much water hammer Fouling Hardness and metals Silt and colloids Organics and microbiological Membrane mechanical failure Telescoping
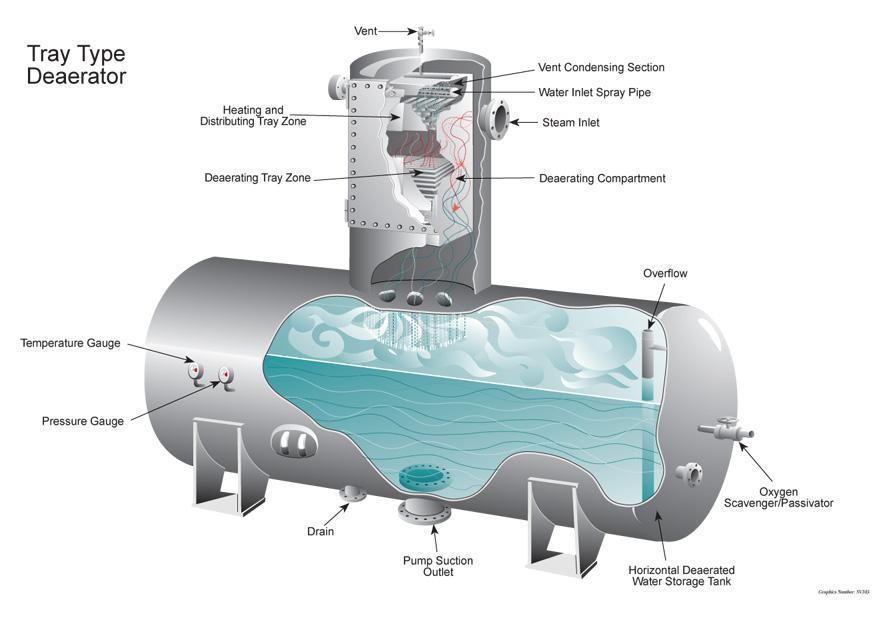
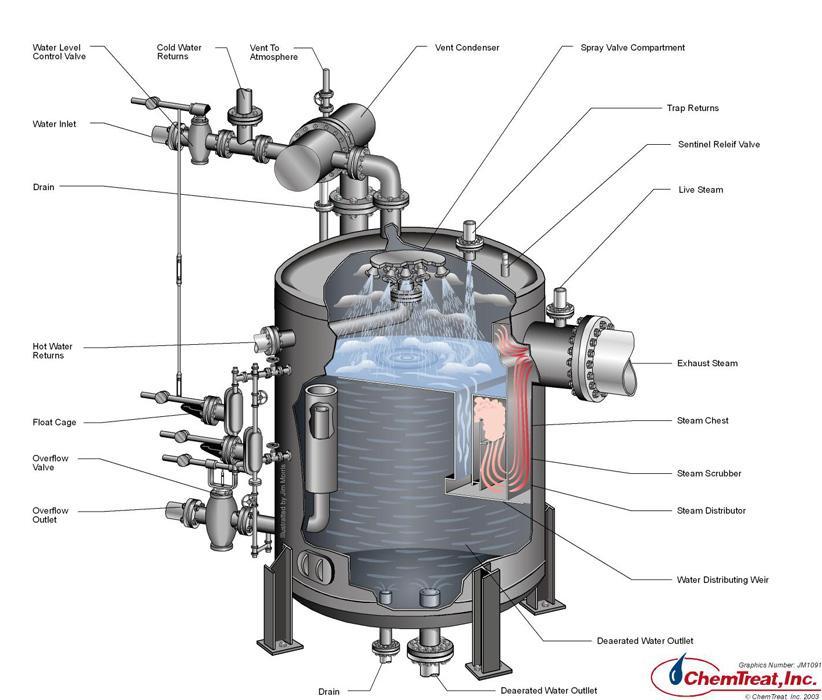
23 Reliability in Plant Utility Systems The deaerator is used to remove noncondensable gases from the boiler feedwater: Oxygen Carbon dioxide Ammonia

24 What is Oxygen Corrosion? As temperature increases, the corrosivity of dissolved oxygen in water doubles with every 18 F increase.
25
26 Can I Mix Condensate and Soft Water? This is a common design flaw The temperature of the condensate drives the oxygen out of the soft water In mild steel tanks the corrosion is severe Iron transport to the deaerator and boiler Pitting in the tank
27
28
29 Deaerator What Do I Need To Know To Operate It? Temperature in storage section should be less than 3 F below the deaerator heating steam temperature. Ensure that the deaerator is properly vented Inspect internals annually for oxygen pitting
30 Dissolved Oxygen Control Common chemical oxygen scavengers and metal passivators Sulfite Hydrazine Carbohydrazide Erythorbate/ascorbate Methylethylketoxime/MEKO Hydroquinone Diethylhydroxylamine/ DEHA
31 Oxygen Scavenger Reaction Rates Catalyzed sulfite is the fastest Ratio feed to BFW Allow at least 2 minutes Prevent ingress of oxygen in standing equipment such as pot feeders, sample ports, etc. Circulating some of the boiler feedwater back to the deaerator can improve reaction rates and prevent oxygen ingress

32 The Deaerator What if it doesn t work properly? A feedwater line subjected to excessive oxygen because of poor deaerator control.
33 Indications of Trouble High oxygen scavenger use Sudden changes in pressure Maintain at least 2 psig unless under vacuum 18- to 24-inch discharge plume Flooding of the tray or spray section Poor inspections
34 Internal Treatment The last stand Program selection based on contaminants and pressure Iron deposition is a common contaminant in high purity systems Hardness contamination can be a concern from the pretreatment system or condensate leaks Provide buffering to prevent corrosion
35 Internal Treatment Prevent corrosion Low/high ph conditions Destroy magnetite layer Generate corrosion products Generate hydrogen (low ph) Underdeposit/concentrating film (formation of acid phosphates/naoh) Localized metal loss Gouging
36 Boiler Water Treatment Prevent deposition Iron oxide/scale/deposits lead to heat transfer losses, underdeposit corrosion, tube failures from overheating On line cleanup of a dirty water tube boiler can create chip scale and tube blockage.
37 Treatment Programs Precipitating Phosphate Chelant Polymer All Polymer/Organ ic Coord. Phos/ EPT Application Unsoftened makeup with 90% condensate return High purity makeup Softened makeup Consistent quality deaerated water Low iron Low hardness Consistent quality Low hardness <25 cycles Phosphonate/ Polymer for Iron Contamination or variable makeup High pressure High purity makeup No polymer after 1,250 psig Pressure <900 psig <600 psig <900 psig >900 psig Feed Point Drum or BFW After BFW pump in BFW DA Storage BFW DA Storage BFW Attention Level Low High Low High
38 Boiler Blowdown Why do we blowdown? To remove the dissolved solids that have concentrated in the boiler due to evaporation To prevent high alkalinity and steam contamination due to foaming To remove sludge Cycles = Boiler feedwater /boiler blow down Avoid >50 cycles in industrial boilers
39 Percent of Feedwater that must Blowdown How do Cycles of Concentration and Blowdown Relate? CYCLES OF CONCENTRATION
40 ASME Limits
41 How does Blowdown Affect Plant Operations Too much blowdown Increased fuel costs Increased water costs Increased chemical costs Over cycling the boiler High TDS Scaling and deposition Underdeposit corrosion Polymer breakdown High alkalinity Carry over Turbine fouling
42 Boiler Bottom Blowdown Purpose: To remove precipitated solids from the bottom of the boiler Procedure: Open valve 3 4 seconds only; repeat 2 times Frequency Daily to once per shift with normal operation 3 4 time per shift during hardness problems
43 Limiting Factors for Boiler Cycles Steam Purity and Separation Equipment Silica is a major concern as is boiler alkalinity Iron contamination from the condensate system Percent condensate return and feedwater quality. Polymer Residence Time

44 Note the groove caused by low ph corrosion Condensate Treatment
45 The Value of Condensate Energy Water Makeup Condensate Return Water can cost over $3.00 per 1000 gallon Condensate is worth even more because it is pure
46 Value of Condensate 10 gpm $54K per year or $5.4 Energy 180 F 80 F = 100 BTU/lb 10 gpm = 600 gph = 5004 lbs/hr 5004 lbs/hr x 100 BTU/lb x 24 hours day x 365 days/year = 4383 MM BTU At $4/MM BTU = $17534/year in energy Water, Sewer, and Pretreatment 10 gpm x 1440 mpd x 365 = 5256 K gallons/year 5256 x ($3/1000 gallon water + $2/1000 sewer) = $26, x $2/1000 gallons pretreatment costs = $10,512
47 Condensate Contamination Problems Significant scale potential Boiler corrosion potential: organics Foaming and carryover Product contamination Solutions Find the source and repair, or Dump condensate
48 Treatment Options Mechanical Deaeration Dealkalizers Demineralizers Condensate polishers Chemical Filming amines Neutralizing amines Oxygen scavengers
49 Filming Amines Advantages Nonwettable barrier ODA Protection against oxygen and carbon dioxide Feed at low level to feedwater or steam Low cost FDA/USDA approval Disadvantages No good tests Gunking Distribution problems Cannot use with turbines Feed separate
50 Ammonia Advantages Cheap Rapid ph rise Feed to feedwater, boiler or steam FDA approval Disadvantages Hard to control in narrow ph range Only high distribution Potential for copper Corrosion Elevates ph
51 Neutralizing Amines Feed to feedwater, boiler, steam Neutralize carbonic acid, ph control No oxygen protection Wide range for complex system Distribution ratios Basicity FDA/USDA approvals
52 Morpholine High boiling point 265 F Low distribution ratio Protection initial condensation Not good alone in complex systems Cannot exceed 10 ppm for FDA 2.4 ppm/ppm CO 2
53 Cyclohexylamine Low boiling point F High distribution ratio Good blend for complex systems FDA maximum 10 ppm 2.11 ppm/ppm CO 2
54 Diethylethanolamine Low boiling point F Moderate distribution ratio Blend with other amines FDA 15 ppm maximum 2.1 ppm/ppm CO 2
55 Probability of Boiler Failures Variable Level of Control Potential for Failure Impact Oxygen Pitting Constant High Immediate Polymer Levels Hardness in Feed water Changes Slowly Low Pitting of economizer Gradual Scaling Constant High Immediate to Gradual Scaling Conductivity Constant High Immediate Carry over Deposition
56 Monitoring Program Focus on Critical Few hardness, conductivity, sulfite, oxygen, silica, ph Condensate purity inhibitor Mass balance (flow and inventory) Results Based Heat Rate Boiler Inspections Boiler Efficiency

57 Questions

58 What Determines Limits for Cooling Tower Cycles? Hardness: Scaling index Cycled ph TSS Film fill vs. splash fill Filtration Silica and iron in makeup Corrosion Discharge limits Inorganics: Chlorides, Zn Phosphate Application Skin temperature Low flow

59 Ammonia Evaporative Condenser

60 Safe Limits: Circulating Water Silica <180 ppm TSS <50 ppm: use more polymer above 30 ppm LSI <2.5 is ideal, but 2.8 is possible Chlorides <150 ppm Calcium <1,000 ppm use LSI Iron <3.0 ppm
61 Wichita Water Cycle Up Cycles ph Cond 'M' Alk Calcium Magnesium Ortho PO 4 Silica Chlorides Sulfates LSI ph s , , , , , , , ,
62 Cost 2000 gpm tower with 10 delta T $3/1000 water $2/1000 sewer 140, , , , , Inhibitor Water Sewer 40, , Cycles

63 Failure Mechanisms Over cycling/high ph: Mineral scale deposition Poor biological control: Deposition, under-deposit corrosion, disease Under cycling: Water waste, corrosion, chemical waste Overfeed of halogen Low ph: Corrosion Low inhibitor: Corrosion + deposition Low flow: Corrosion+ deposition
64 Mechanical Oversights Chemical Feed and Control Systems Design for high and low load Location of Tower Avoid Air Intakes, Dusty Roads, Trees, Exhausts Exchanger added to end of the line System changes (water source, temperature, flow) Metallurgy Don t use galvanized towers with high alkalinity waters Film Fill vs. Splash Fill No filter to remove TSS


65 EXCESSIVE AND POOR USE OF OXIDIZERS

66 Overfeed of Halogen High oxidant feed rates cause copper pitting Copper plates out on steel and pits steel

67 Probability of Failure Variable Level of Control Potential for Failure Impact ph Constant when required High Immediate Inhibitor levels Changes Slowly Low Gradual Biological control Constant Depends on system Immediate Conductivity Constant High Immediate
68 Cooling System Monitoring Program Focus on the critical few ph, conductivity, oxidant, inhibitors Mass balance (flow and inventory) Results based Corrosion rates Temperatures and heat transfer Biological growth Appearance Water use and flow Chiller efficiency Data Management: Trend graphs, statistics, reports to management
69 Questions?