Tenth International Conference On Flow Dynamic November , 2013 Institute of Fluid Science, Tohoku University, Sendai
|
|
|
- Laurence Damian Newton
- 5 years ago
- Views:
Transcription
1 Tenth International Conference On Flow Dynamic November , 2013 Institute of Fluid Science, Tohoku University, Sendai NDT-Innovations In The Automotive Industrial Sector And To Light-Weight Materials Gerd Dobmann Fraunhofer-IZFP, Campus E 3 1, Saarbruecken, Germany gerd.dobmann@izfp.fraunhofer.de
2 Outline Motivation Steel industry NDT (80% automotive goods) NDT for machinery building industry and light weight materials and components in general Conclusion
3 Motivation for NDT development in the automotive industrial sector The European Factory of the Future Research Association (EFFRA) as Joint Technilogical Initiative (JTI) Integration of on-line dignosis and control by embedded systems into manufacturing process to early detect quality mismatch with feed-back control, High Speed and Cloud Computing, Simulation Resource savings, for instance: raw materials, alloying elements, avoid scratch Energy savings, CO 2 -reduction, climate influences Fuel savings, light-weight materials, stiffer materials, mixed- joining technology, tailored materials and composites Complexer materials (composites) and complexer monolithic compounds ask for enhanced QM by NDT, increasing NDT demand

4 3MA micromagnetic properties / strengthening effects in magnetizable steel
5 Example in steel industry Formability characterization of steel sheets for car bodies by 3MA NDT Yield strength Tensile strength Deep drawing parameters
6 The Inspection Task Interstitial Free Steels in the surface condition galvannealed (hot dip galvanized and heat treated 550 C)

7 Thyssen Krupp Steel Inspection System in Roller-Table Position

8 Continuous Hot-Dip-Galvanizing and Annealing Line
9 Rp0.2 [MPa] (3MA) Yield strength prediction by calculation from 3MA measured quantities MA Measuring Points
10 Yield strength R p0.2 planar r and vertical r m anisotropy factor prediction
11 Measuring uncertainty in the calibration process, comparison with destructive result Steel class Rm (1s) [MPa] Rm (1s) [%] Rp0.2 (1s) [MPa] Rp0.2 (1s) [%] No. of strips IF IF, high strength Bakehardening Structural
12 Verification of the 3MA-calibration, comparison with destructive result Steel class Rm (1s) [MPa] Rm (1s) [%] Rp0.2 (1s) [MPa] Rp0.2 (1s) [%] No. of strips IF IF, high strength Bakehardening Structural
13 Example Tailored blanks and strips, Laser Joining Use of EMAT (Electromagnetic Acoustic Transducer) Contactless Separation between globular and crack-like non-conformities in the weld
 Laser-Welding Line at TAILOR Steel, Genk, Belgium Goal: Weigth reduction and save of material")
14 Robot-supported inspection of Tailored Blanks Component of the carosse of an automotive car Composed of different steel blanks with different thickness and different steel grades Joined together by laser welding (butt weld) Laser-Welding Line at TAILOR Steel, Genk, Belgium Goal: Weigth reduction and save of material costs

15 Car-Door
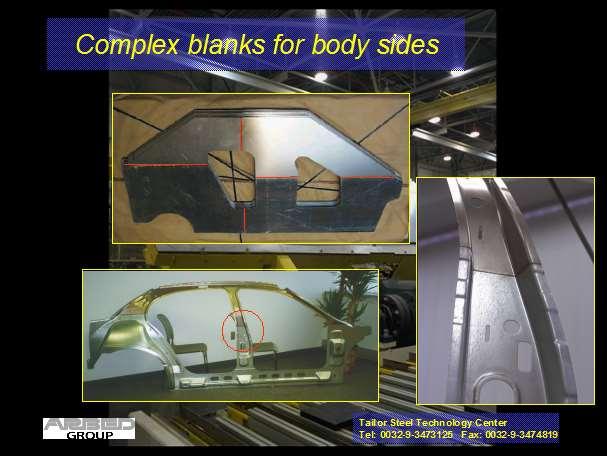
16 B-Column


17 Typical Weld Defects Weld incompletely welded through Deviations of process parameters (laser power, focal spot, inert gas atmosphere) in the preparation of the weld can t be excluded Defects can occur and the welded blank has to be scrapped Weld with internal pore

18 EMAT SS 0 -Probe Shear Horizontal Plate Wave


19 Transducer design Wear resistant Wear plate of ceramic contactless Transducer on air pillow
")
20 Crack-like Indication in V-transmission and globular (pore) indication not
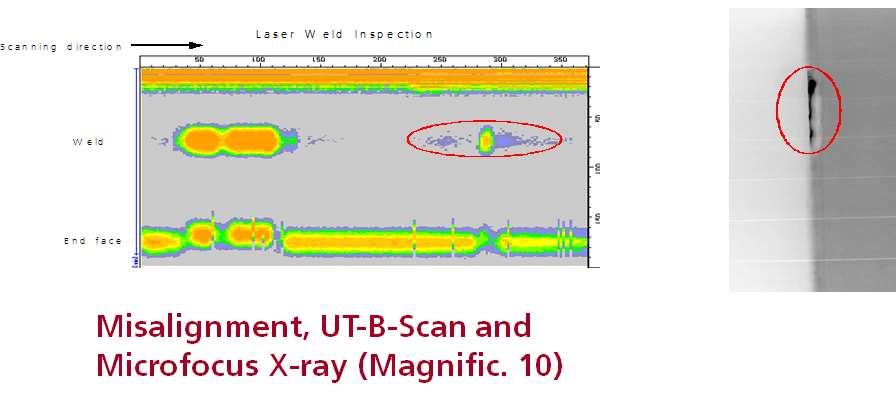
21 Validation by Micro-Radiography
22 Validation by Micro-Radiography
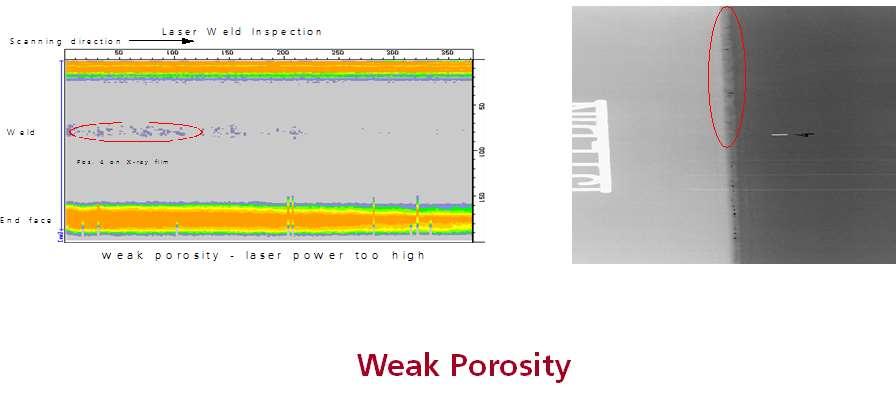
23 Validation by Micro-Radiography

24 Microstructure gradient in depth Cast Iron (GGVermicular GGLamellar)
25 Optimized 3MA Transducer

26 Cylinder id surfaces coercivity mapping
27 Layer Tickness Determination
28 Example Press Hardening Rapid cooling in liquid N 2 -cooled mold High-stiff and hardened parts

29 Improvement of Light Weight Solutions and Crash Behavior

30 Mechanical Properties of Ferromagnetic Steels IZFP Solutions
31 3MA-Validation by statistical efforts Measuring Uncertainty according to GUM (Guide to express Uncertainty in Measurement) and ISO/IEC (flexible accreditation) Considered error sources: Equipment, measuring object, temperature, operator, reference method Quantity Hardness Rp02 Rm A50 Ag TLT DLT Unit HV MPa MPa % % µm µm Measuring uncertainty Measurement System Capability according to MSA (Measurement System Analysis) Cg, Cgk, repeatability, reproducibility, linearity Quantity Hardness Rp02 Rm A50 Ag TLT DLT Unit HV MPa MPa % % µm µm Standard deviation, s Systematic deviation, Bi Cg Cgk R&R [%] Linearity (Bi over entire range) 10% 10% 10% 10% 10% - -

32 Mechanical Properties of Ferromagnetic Steels

33 Characterization of Strength and Process Control of Clinch Joints

34 Characterization of Strength and Process Control Clinch Joints

35 Example Testing of Laser Welds




36 Testing of Steel and Al Components Ultrasonically induced thermography to detect small defects in shaped areas

37 Example CFRP thermal detection of hidden defects

38 Eddy Current inspection of CFRP



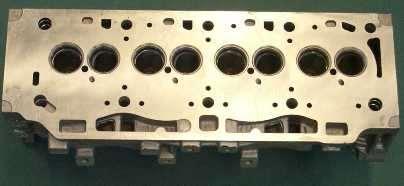

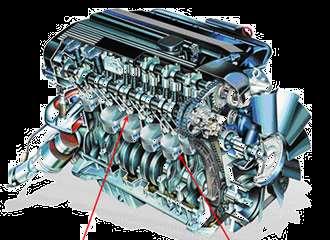

39 Improvement of Fuel Efficiency, Reliability, Durability Engine Requests Cracks Pores - in the surface - underneath the surface Hardness Creep damage




40 Defect Detection Thermography Width Ultrasonic Backscattering Multi Frequency Eddy Current Weld Length X-ray radiography and tomography

41 Detection of Pores in Al Components by UT backscattering




42 Defect Detection in Casted Al Components Automated X-ray radioscopy and tomography
43 Conclusion A manifold of innovative NDT applications are available to support Quality Management in the automotive industrial sector with automated production proces-integrated NDT-systems with feed-back control to adjust and optimize the processes by continuous and online in realtime selected statistical process information. 43