Casting-Comparisons. Mech 423 #2 1
|
|
|
- Walter Anthony
- 5 years ago
- Views:
Transcription
1 Casting-Comparisons Mech 423 #2 1
2 MECH 423 Casting, Welding, Heat Treating and NDT Time: W _ F 14:45-16:00 Credits: 3.5 Session: Fall Introduction Lecture 2 Mech 423 #2 2
3 Solidification/Freezing Casting is a process where molten material is allowed to freeze and take the final shape Final product property that depend of structural features are formed during solidification Many defects gas porosity and shrinkage also happen this time These defects can be reduced by controlling the solidification Refinement of grain size is also possible by controlling solidification Mech 423 #2 3
4 Nucleation:- formation of stable particle of solid material within the molten liquid. Growth:- growth of solid particles to convert remaining liquid to solid. Solidification/Freezing Nucleation while material changes state, internal energy reduces as at low temperature solid phase is stable than liquid New surfaces are created at the interface between solid and liquid which requires energy There is balance between the energy levels Mech 423 #2 4
5 Solidification/Freezing Due to this balance in energy, nucleation occurs at temperatures below the melting point The temperature difference between the melting point and the actual temperature at which nucleation starts is called super or undercooling
6 Solidification/Freezing Homogeneous nucleation takes place inside liquid metal when atoms bond together to form large enough particle that does not remelt (latent heat of fusion). Rare in industry. Heterogeneous nucleation takes place at foreign bodies e.g., mould walls, impurities etc. Most common type industrially Mech 423 #2 6
. Innoculation - Deliberate addition of small impurity particles (that do not melt) to provide many sites for nucleation and give grain refinement.")
7 Solidification/Freezing Each nuclei grows to form grain (crystal) so in given volume, more nuclei means smaller final grain size Products with smaller grains have better mechanical properties generally (except creep). Innoculation - Deliberate addition of small impurity particles (that do not melt) to provide many sites for nucleation and give grain refinement. Mech 423 #2 7
8 Solidification/Freezing Growth - as mould extracts heat, liquid cools, nuclei grow in size (+ more formed) and eventually consume all liquid metal to form solid Direction, rate and type of growth can be controlled by the way heat is removed Faster cooling tends to give less time for growth (more nucleation) and so gives finer grains usually. Mech 423 #2 8
9 Cooling Curves Study temperature of cooling metal:- thermal analysis Insert thermocouples into casting and study the temperature vs time Superheat is the heat above melting point More the superheat, more time for metal to flow into difficult places before freezing Mech 423 #2 9
10 Cooling Curves Cooling rate is the rate at which liquid solidifies. It is the slope of the cooling curve at a given point T/ t At thermal arrest heat is being removed from the mould comes from latent heat due to solidification Pure metals & eutectics show thermal arrest at T m (plateau) From pouring to solidification is the total solidification time From start to end of solidification is local solidification time Mech 423 #2 10
11 Cooling Curves Alloys (non-eutectic) usually have freezing range; change in slope of T/ t. Now the solidification appears as a slope in the curve Mech 423 #2 11
12 Cooling Curves If undercooling required for nucleation, heat of fusion increases the temperature back to melting point this is recalescence Specific form of cooling curve depends on the material poured, type of nucleation, and rate and means of heat removal from mould Faster cooling rates and short solidification times lead to materials with finer grains and better mechanical properties Mech 423 #2 12
13 Solidification Time: Chvorinov s Rule Amount of heat that must be removed from a casting for solidification depends on the amount of superheat on the pouring metal and volume of metal in the casting. The ability to remove that heat depends on the exposed surface area through heat can be extracted and the surrounding environment to the molten metal. Taking these into account, chvorinov came out with a prediction for solidification time Mech 423 #2 13
14 Solidification Time: Chvorinov s Rule t s = total solidification time n = constant ( ) V = volume of casting A = surface area of casting t s V B A n B = mould constant (dependent on metal, mould material etc - density, heat capacity, thermal conductivity etc). Establish B by casting test specimens for a given mould material under particular conditions Mech 423 #2 14
15 Solidification Time: Chvorinov s Rule This value can be used for computing T s of other castings under similar conditions Since riser and casting are of same metal and in same condition, use the rule to compare solidification time for riser and casting then use rule to design casting so that casting solidifies before riser This is a must as the riser will then feed the solidifying casting Mech 423 #2 15
16 Cast Structure Structure depends on metal/alloy, cooling rate, additions etc. Chill zone - Narrow band randomly oriented along surface (touching mould) due to rapid cooling due to nucleation As heat removed, grains grow inwards, process slows down Preferred growth of grains with fast growth direction oriented with heat flow. FIGURE 13.6 Cross-sectional structure of a cast metal bar showing the chill zone at the periphery, columnar grains growing toward the center, and central shrinkage cavity. Mech 423 #2 16
.")
17 Cast Structure Columnar zone at the end of chill zone as the rate of heat extraction reduces, By selection processes grains growing in other directions are stopped, only favorably oriented ones grow Grains grow longer and towards the center Not very desirable (anisotropic properties, large grains). Mech 423 #2 17

 properties Preferable structure Mech")
18 Cast Structure Equiaxed zone in many materials nucleation takes place inside the casting and this can grow to form spherical randomly oriented crystals. low superheat, alloying, inoculation can promote this This produces structures with isotropic (uniform in all directions) properties Preferable structure Mech 423 #2 18
19 Molten Metal Problems Liquid metals tend to be REACTIVE. (Atmosphere, crucible, mould etc) could produce defects in castings Metal + Oxygen Metal Oxide which is knows as dross or slag can be trapped inside casting, and affect surface finish machinability mechanical properties (strength, fatigue life etc.) Material from sand, furnace lining, pouring ladle contribute to dross or slag Mech 423 #2 19
20 Molten Metal Problems Dross or slag can be controlled by good foundry practice Use FLUXES to cover surface and prevent reactions. Melt under VACUUM (some alloy steel), or INERT ATMOSPHERE (titanium). Let oxides float on surface; take liquid metal from below so that the oxide stays back and does not go into the casting. (figure 13.7) Use ceramic filters to trap particles. Gating system designed to trap particles as well Mech 423 #2 20
21 Molten Metal Problems Mech 423 #2 21
22 Molten Metal Problems Gas Porosity liquid metals contain dissolved gas. more gas (hydrogen, oxygen, etc.) can dissolve in liquid metal than solid When metal solidifies, gas comes out of solution to form bubbles gas porosity Bad for mechanical properties, gas tightness, surface finish after machining etc. Mech 423 #2 22

23 Molten Metal Problems Prevention of gas porosity can be done using different techniques Prevent gas entering liquid metal Melt under vacuum. Melt in inert gas or under flux coating to prevent atmospheric contact Minimize superheat to minimize gas solubility Reduce turbulence, splashing etc during pouring. Streamline the flow Mech 423 #2 23
24 Molten Metal Problems Remove dissolved gas from molten metal before pouring. Vacuum degassing - spray molten metal through low pressure environment Gas flushing passing small bubbles of inert or reactive gas (nitrogen, argon, chlorine in Al). Dissolved gas enters this flushing gas and is carried away. React with gas to form low density solid (slag/dross) e.g. Al or Si to deoxidize steel, Phosphorous in copper to remove oxygen. The oxides stay on top of the molten metal and can be removed by skimming Mech 423 #2 24
25 Surface Films Some gases enter liquid and diffuse into bulk (hydrogen in al) but some react to form surface films. Usually from reaction with oxygen, moisture, hydrocarbons. Tin, gold, platinum usually free of films Lead - forms pbo on surface. Interferes with soldered joints ( dry joint - non-wetting) use fluxes/pre-tinning/non-lead solders. Ductile cast iron - more difficult than gray cast iron due to Mg. High Temp. alloys (many elements which can form oxides Al etc.) Mech 423 #2 25

26 Surface Films POURING -This should be carried out to minimize turbulence. Prevent entrainment of oxide film Prevent further reaction/oxidation/gas entrainment. Low pouring height. Use filters. Casting rate must not be: too slow; laps, folded surface films. too fast; jetting, surface turbulence. Mech 423 #2 26
27 Surface Films Figure 1.11 The effect of increasing height on a falling stream of liquid illustrating: ( a) the oxide film remaining intact; (b) the oxide film being detached and accumulating to form a dross ring; and (c) the oxide film and air being entrained in the bulk melt. Figure 1.14 Confluence geometries: (a) at the side of a round core; (b) randomly irregular join on the top of a bottom-gated box; and ( c) a straight and reproducible join on the top of a bottom-gated round pipe ( Campbell, 1988). Mech 423 #2 27

28 Effect of Surface Films Machining - Oxide particles in Al alloys and steels drag out and leave grooves. Tool tip is blunted Defects - Entrapped folded oxide films are cracks in the liquid and carried into casting. Leak-tightness - leaking through walls of thin casting is due to collections of defects such as entrapped films. Reduces pressure-tightness of casting (eg. Cylinder heads etc). Mech 423 #2 28
29 Effect of Surface Films Mechanical Properties increases scatter in property values, reduced fatigue resistance. Fluidity Cleaner melts are more fluid and can be cast at lower temps. Repeated remelting/stirring of melt can cause problems if oxide not removed. Mech 423 #2 29

30 Fluidity require good flow of molten metal to all parts of the mould and freeze in required shape - in proper sequence If freezing before filling defects (misruns & cold shuts) occur Ability of the metal to flow is fluidity and this affects the minimum section thickness of cast, length and fine details Measure of fluidity by standard castings Mech 423 #2 30
31 Pouring Temperature Fluidity depends on composition, melting point and freezing range and surface tension of oxide films Pouring temperature affects fluidity (superheat) high enough for good filling too high - penetration into mould wall (sand mould) affects interactions between metal and mould between metal and atmosphere Mech 423 #2 31
32 Gating Systems Gating system distributes molten metal to all parts of cavity Speed of filling is important Slow misruns and cold shuts (material solidifies before filling) Fast erosion of gating or mould cavity and entrapment of mould material in the casting CSA of various channels can regulate flow shape and length can control heat loss (short channels with round CSA work well) Attached to heaviest section of casting to avoid shrinkage and to the bottom to avoid turbulence and splashing Mech 423 #2 32
33 Gating Systems Short sprues reduce kinetic energy, avoid splashing Rectangular cups prevent vortex or turbulence while pouring Sprue well dissipate energy and prevent splashing Choke smallest CSA in the sprue to regulate metal flow rate, if it is above, the metal enters the runner without control (turbulence) Mech 423 #2 33
34 Gating Systems Choke located near the base, flow through runner is smooth, and smaller CSA allows easier removal from casting Gating can also prevent dross from entering the cavity. Long flat runners with more time for dross to raise will do it, but material will cool faster Generally first metal contains dross and it can be trapped in well Ceramic filters can be added to trap dross and other foreign bodies from entering the mould cavity as well Mech 423 #2 34
35 Gating Systems Figure 2.8 (a) A simple funnel pouring cup, not recommended in general; (b) a weir bush of excellent design, whose upward circulation will assist in the separation of slag and dross, but which would need to be carefully matched to the entrance diameter of the sprue in the cope; and (c) an offset bush with an open base recommended for general use. Mech 423 #2 35
36 Gating Systems Figure 2.14 Various Figure 2.13 A cross-section of sprue base designs a self-moulding sprue a) the first splash a) formed integrally with the problem - direct pattern, - requires 'draw linking of sprue to negative taper. Bad design runner; b) A properly tapered sprue, b) steady-state vena pattern needs to be contracta problem detachable, and be withdrawn which cause air to from the back enter the stream c) a well base, avoiding the worst effects of the first splash and the vena contracta problems. Mech 423 #2 36
37 Gating Systems Liquid metal should flow into cavity smoothly Different gate designs depending on shape Gates can trap dross and slag Turbulent sensitive metals (Al & Mg) and low mp metals use systems to prevent turbulence Turbulent insensitive metals (cast irons, some copper alloys) and high mp metals use short systems for quick filling Mech 423 #2 37

38 Gating Systems & Filters Mech 423 #2 38


39 Gating System Design Mech 423 #2 39
40 Gating Systems - Pressure Figure 2.39 Vacuum delivery systems to pressure die-casting machines for (a) a horizontal cold chamber; and (b) a vertical injection type. Figure 2.40 Low-pressure casting systems showing: (a)conventional low-pressure casting machine design using a sealed pressure vessel; and (b) using an electromagnetic pump in an open furnace. Mech 423 #2 40

41 Gating Systems - Gravity Mech 423 #2 41
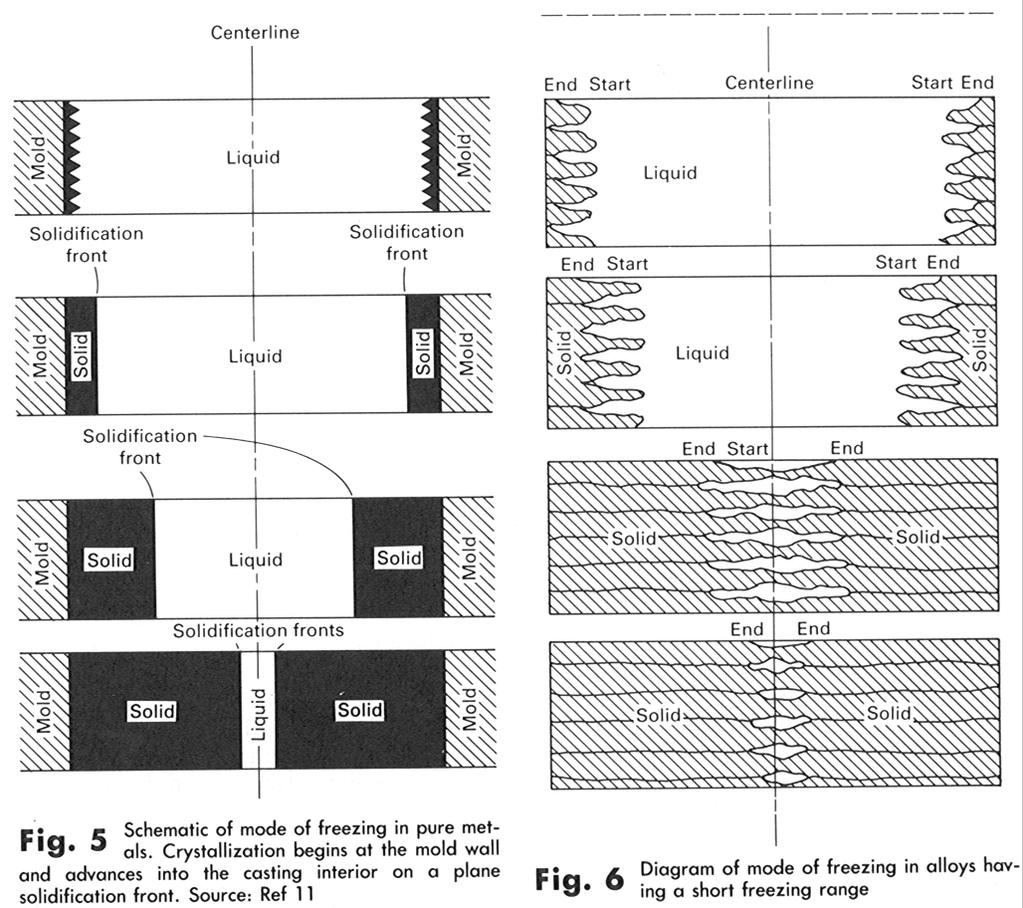
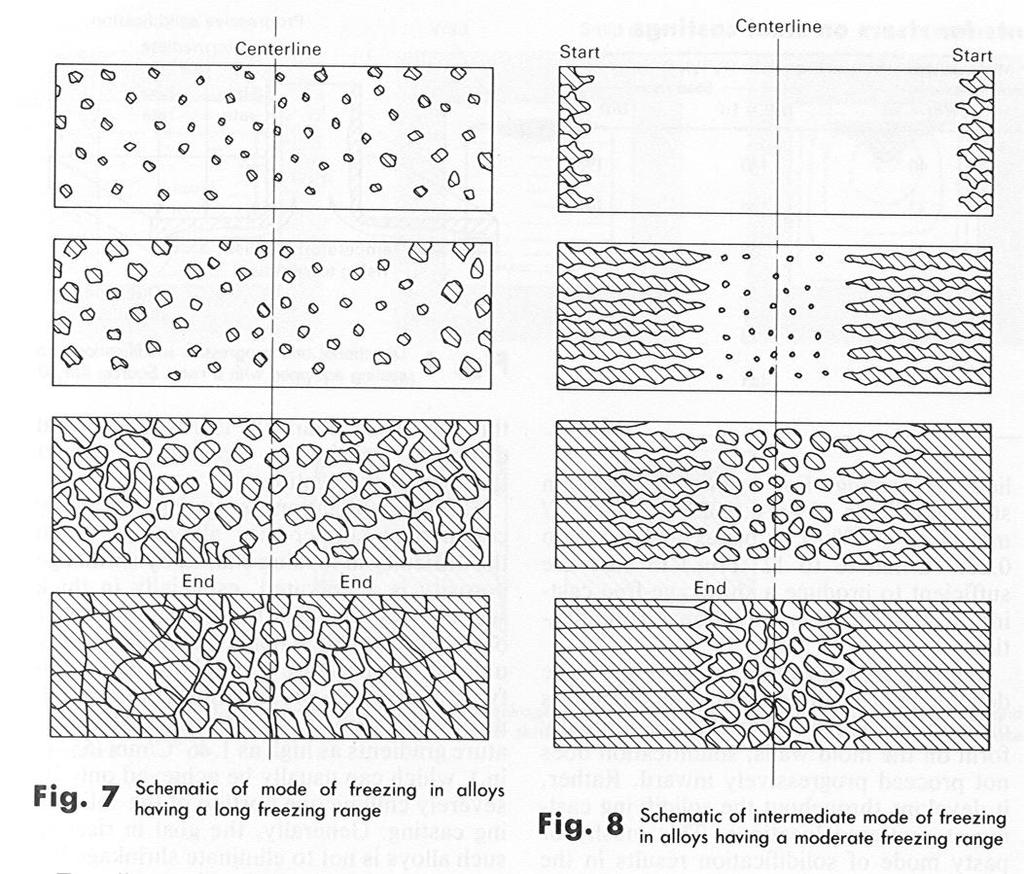
42 Solidification Shrinkage Three stages of shrinkage (volumetric contraction) Shrinkage of the Liquid (not usually a problem) Solidification Shrinkage as liquid turns to solid Shrinkage of the solid as it contracts while cooling to room temperature Depends on co-eff of thermal contraction and superheat Liquid contraction can be compensated by liquid in the gating system While material changes from liquidus to solidus state, shrinkage can occur, depends on the metal or alloy (not all metals shrink) Mech 423 #2 42
43 Solidification Shrinkage Solidification Shrinkages (%) of some common engg. metals Aluminum 6.6 Copper 4.9 Magnesium 4.0 Zinc 3.7 Low-carbon steel High-carbon steel 4.0 White cast iron Gray cast iron -1.9 Need to control shrinkage void Short freezing range metals and alloys tend to form large cavities or pipes (Al ingots) design these to have void in riser (feeder) Alloys with long freezing ranges have mushy zone. Difficult to feed new liquid into cavity. Dispersed porosity results, poor properties Patterns need to compensate for shrinkage when solid gets to room temperature Mech 423 #2 43
44 Solidification Shrinkage Mech 423 #2 44


45 Solidification Shrinkage Eject casting immediately in die casting to avoid cracking? Mech 423 #2 45
46 Risers and Riser Design Added reservoirs to feed liquid metal to solidifying casting. Aim to reduce solidification shrinkage & porosity. Filling & Feeding are different - Filling is quick, Feeding is slower Rules: 1. Feeder must NOT solidify before casting 2. Feeder must contain enough liquid to meet volume contraction requirements 3. Junction of feeder & casting should not form a hot-spot 4. There must be a path for liquid to reach required regions 5. Sufficient pressure differential to feed liquid in right direction Mech 423 #2 46
47 Risers and Riser Design Design casting to solidify directionally from extremities towards riser (sometimes multiple risers required). Design riser to feed properly WITH minimum metal (scrap) - sprue+gate+runner+riser+casting = total liquid metal required. Sphere is best theoretical shape (vol/s.area is high) but impractical for casting. Cylindrical shape is common. Make modulus (V/A) of feeder > modulus of casting. Thickest sections are usually last to freeze so attach riser to them Mech 423 #2 47
 Open Riser - top of riser open to atmosphere Live (hot) Riser - receives last")

48 Risers and Riser Design Top Riser - sits on top of casting (short feeding distance) Side Riser - sits next to casting Blind Riser - contained within mould (must be vented) Open Riser - top of riser open to atmosphere Live (hot) Riser - receives last hot metal poured (metal in mould already may have started to cool) smaller than dead riser (part of gating system) Dead (cold) Riser - filled before or concurrent with cavity by metal that has flown through the mould. (top riser dead riser) Mech 423 #2 48
49 Risers and Riser Design Use Chvorinov s Rule. Mould constant, B is the same, Assume n = 2. t s V B A n Make riser take 25% longer to freeze, i.e.; t riser = 1.25t casting V A riser riser 2 V 1.25 A casting casting 2 Insert modulus of casting and then calculate riser size. Note: Only use riser areas that allow heat loss - discount common surfaces. Other methods exist. Mech 423 #2 49
50 Risers and Riser Design Modulus of common shapes Design should take into account if there is uncooled based where the riser and casting share a surface Small - to reduce scrap and low modulus to solidify last Mech 423 #2 50
51 Risers and Riser Design Riser has to be removed from casting (as well as runner/gate) Make connection small - easier to cut off But if too small link freezes before feeding. Use short connections placing riser close to casting. Note: Risers are not always required. For alloys with large freezing ranges feeding does not work well - fine dispersed porosity is common. Die-casting, pressure casting, centrifugal casting pressure provides feeding action to compensate for freezing. Mech 423 #2 51
52 Risering Aids Methods developed for risers to perform their job Promote directional solidification Reduce the number and size of riser to increase yield Generally done by Chills speeding solidification of casting Sleeves or Toppings retard the solidification in riser Mech 423 #2 52
53 Risering Aids CHILLS - External and Internal Aim to speed (directional) solidification of casting External Chills - chunk of high-heat-capacity, high thermal conductivity, material placed in mould wall next to casting to accelerate cooling and promote directional solidification. (Made from steel, graphite, copper) - reduce shrinkage defects. Internal Chills - Pieces of metal placed IN mould cavity to absorb heat and promote rapid solidification. Becomes part of casting same metal as casting. Mech 423 #2 53
54 Risering Aids To slow cooling of a riser: Switch from Blind to Open riser Place insulating sleeves and toppings on risers Place exothermic material around feeder to add heat only around the riser Mech 423 #2 54
55 Risers and Riser Design General design rules for riser necks used in iron castings; a. general riser b. side riser for plates c. top round riser Mech 423 #2 55
56 Gating System Design Figure 5.10 (a) Castings with blind feeders, F2 is correctly vented but has mixed results on sections S3 and S4. Feeder F3 is not vented and therefore does not feed at all. The unfavourable pressure gradient draws liquid from a fortuitous skin puncture in section S8. The text contains more details of the effects. (b) The plastic coffee cup analogue: the water is held up in the upturned cup and cannot be released until air is admitted via a puncture. The liquid it contains is then immediately released. Mech 423 #2 56
57 Gating System Design Mech 423 #2 57

58 Gating System Design Mech 423 #2 58
59 Gating System Design Mech 423 #2 59
60 Gating System Design A - gates B - runner C - Sprue exit (Choke) System is often designed to follow ratio of (CSA) 1:2:2, or 1:4:4 WRT: Sprue exit CSA C : total runner Un-pressurized system reduces metal velocity and turbulence Pressurized systems usually reduce size and weight of gating system (pressure at constriction CSA B: total gate CSA A Gating system is un-pressurized if area is increasing (e.g. 1:4:4) or pressurized if there is a constriction (4:8:3). (gate) causes metal to completely fill runner more quickly) Mech 423 #2 60
61 Mech 423 #2 61

62 Surface Films Mech 423 #2 62