Hot and Cold Cleaning Methods: CO 2 Laser Ablation and Cryoblasting
|
|
|
- Daisy Amanda Grant
- 5 years ago
- Views:
Transcription



1
2 Hot and Cold Cleaning Methods: CO 2 Laser Ablation and Cryoblasting G.W.Critchlow 1, R.Litchfield 1, C.Curtis 2 and M.Owens 2 1 Department of Materials, Loughborough University, UK 2 Cryogenesis UK Ltd
3 Summary of Presentation 1 Cleaning of RTM Moulds 2 Potential Solutions 2.1 Laser ablation 2.2 High Temperature Cleaning using Sodium Hydride Fused Alkali Bath 2.3 CO 2 Cryoblasting 3 Other Applications of CO 2 Cryoblasting 4. Concluding Remarks
4 1. Cleaning of RTM moulds the problem!
5 2. Potential Solutions 2.1 Laser ablation CO 2 versus Nd:YAG 2.2 High Temperature Cleaning using Sodium Hydride Fused Alkali Bath 2.3 CO 2 Cryoblasting
6 2.1 Laser Ablation Comparison of Laser Ablation Cleaning using Pulsed CO 2 TEA laser (10.6 micron wavelength) and Nd:YAG laser (1.06 micron wavelength).

7 Laser Ablation Process

8 Laboratory set-up showing plasma at metal substrate after removal of contamination using pulsed CO 2 laser
9 Substrate Reflectivity versus wavelength
10 Key features of laser cleaning Substrate damage avoided using fast laser pulses (<50nsec) with very high peak power Pulse duration shorter than the time required to conduct heat energy from surface to substrate High reflectivity of exposed substrate means process is self-limiting
11 For Laser Cleaning Need: large area defocused beam profile (few square centimetres) even spatial distribution of energy over beam profile short pulses need KW power lasers to satisfy above

12 Strong absorption of CO 2 laser radiation occurs for thick layers of cured resin resulting in efficient laser ablation. Laser fluence of 8J/cm 2 used.

13 SEM showing cleanliness of CO 2 laser cleaned steel
14 Measuring surface cleanliness water contact angles Difficult to achieve angles lower than about 30 on industrial samples. Typical values after treatment. High angle indicative of extreme sensitivity of technique rather than poor cleaning. Very efficient extraction of ablated material necessary to avoid cross contamination of freshly cleaned substrate.
15 Features of pulsed CO 2 lasers Advantage Quick cleaning Very effective No damage to tool surface Disadvantage Purpose built laser design high cost Complex optics Requires robotic control Isolated cell to treat tooling for safety
16 Features of Nd:YAG laser Advantage Stocked systems-small footprint-modest cost Disadvantage Limited power-can Q- switch to boost power Simple fibre optic beam guide manual delivery Slower cleaning rates than pulsed CO 2 Solid state high Reliability -safe to use Slight substrate damage

17 Cleaning with Nd:YAG laser


18 Overlaid macro images of laser cleaned nickel plate. Nd:Yag laser with square beam profile was scanned across surface.



19 Successively higher magnification SEM overlaid images of laser cleaned nickel. Thermal damage is slight compared to abrasive cleaning.


20 Nd:YAG laser cleaned Ni tooling
21 Cleanliness of nickel surface following laser removal of of 150 micron thick layer of cured resin. Residue less than 30nm measured by AES. AT% conc versus etch time(s) for resin residue on Ni plate after Nd:Yag laser cleaning AT% Etch Time Carbon Oxygen Nickel

22 YAG laser energy is weakly absorbed by 40 micron thick cured resin. Mechanism of removal is predominantly by detachment since the metal oxide interface preferentially absorbs the laser energy and breaks down. XPS shows metal oxide to be present on the underside of the detached resin.


23 Effect of CO 2 laser on RTM6 resin on composite tooling

24 Effect of Nd:YAG laser on RTM6 resin on composite tooling.tooling is damaged.

25 SEM of CO 2 Laser damage on composite tooling fibres exposed
26 Typical cost estimates(2000) for laser cleaning solutions Electronics Industry $150,000 Tyre Manufacturers (mould cleaning) $500,000 Aircraft paint stripping $1,000,000 to $2,000,000 The faster you want to clean and the larger the area the greater the cost!
27 Laser Cleaning Conclusions Results show it to be very effective in cleaning metal mould tooling Ablation process is complex dependent on substrate and contaminant properties Very difficult to clean composite tooling without substrate damage
28 2.2 High Temperature Cleaning using Sodium Hydride Fused Alkali Bath
29 Sodium Hydride Cleaning Process Developed DuPont (1942) to remove oxide scale and sand residues from castings Uses fused alkali bath at 360 C through which hydrogen bubbled Samples immersed in bath for one hour Will clean complex shaped metal tooling Extremely searching process
. Resin in reduced to black residue easily removed by washing.")
30 Contaminated nickel tooling before and after removal from sodium hydride bath (Lenton Treatments, Leicester UK). Resin in reduced to black residue easily removed by washing.


31 Sodium hydride cleaned nickel tooling
32 EDXA spectrum from sodium hydride cleaned nickel.trace level contaminants arise from other materials cleaned in the treatment bath.
33 Surface contaminants less than 100nm as measured by AES AES etch profile for residue surface contaminants for resin removed from nickel plate by sodium hydride cleaning At% Carbon Oxygen Nickel Etch time(s)
.")
34 Macro photograph of Sodium Hydride cleaned nickel tooling plate (after water jet washing & drying). Water contact angle of 32 measured.
35 Disadvantages of Sodium Hydride Cleaning Toxic and hazardous process Requires experienced operators Usually applied to small parts parts have to be lowered into bath For cost & safety reasons, best suited to parts which can be cleaned off-site
36 2.3 CO 2 Cryoblasting: Studies made with assistance of Cryogenesis Ltd, Sussex UK

37 Solid CO 2 pellets

38 Cleaning process very noisy and requires operation in well ventilated area

39 Dry Ice Cleaning Investigated briefly.can be applied to composite tooling Can use sodium bicarbonate to accelerate removal of contamination
40 Dry-ice cleaning process variables Operating pressure evaluations made using 3,4,5,7 & 10 bar Duration of blasting various times up to 20 seconds used Pellet size & presence of abrasive additive (sodium bicarbonate)
41 Key features of Dry ice blasting as cleaning solution Easy to clean metal moulds no significant damage to tooling. Cleaned tooling very cold so will ice up. Contaminants will condense onto the cold surface necessitating post cleaning and thorough drying before mould release can be applied Can be used on composites but need careful control of pressure and duration of treatment to avoid damage
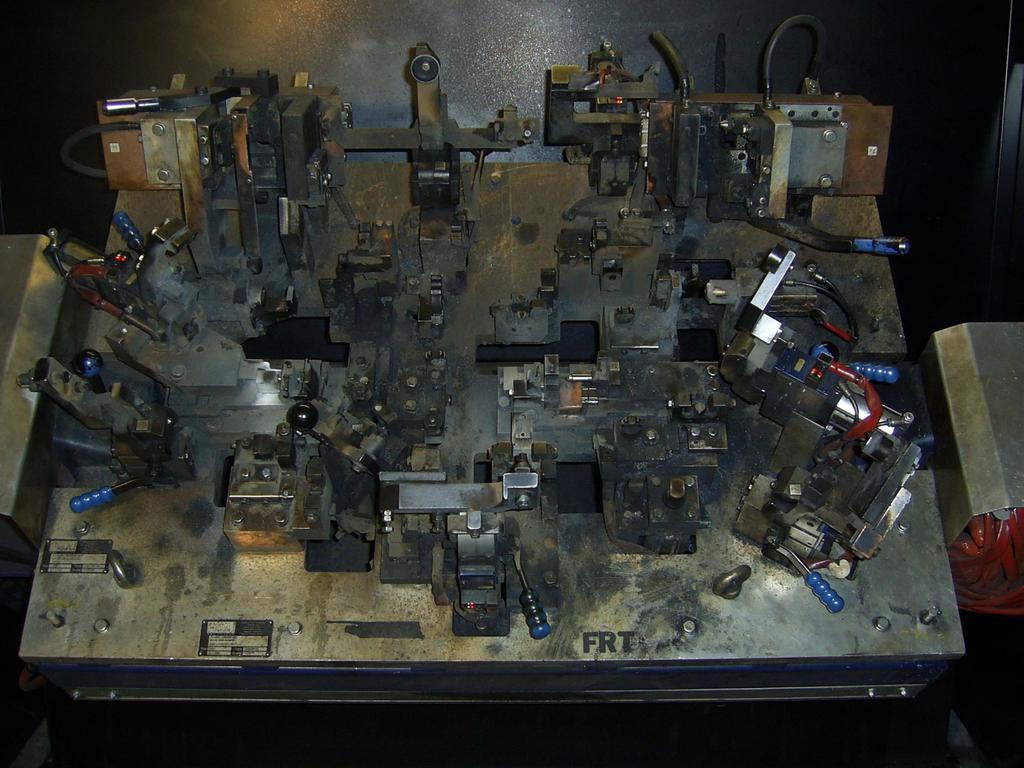
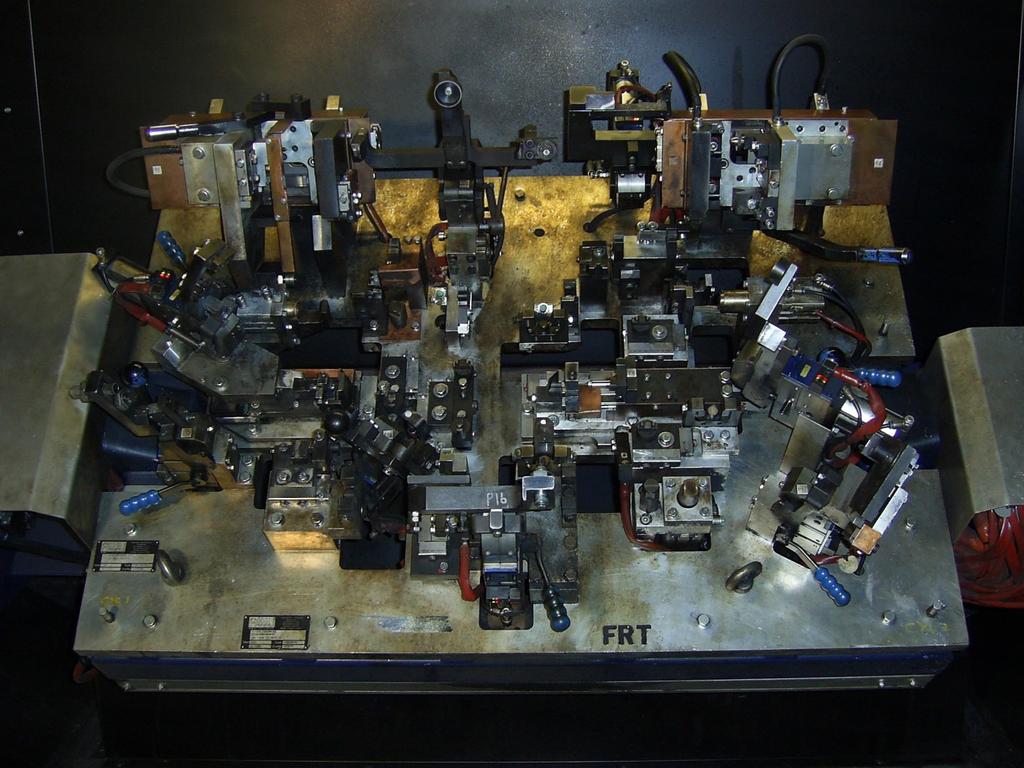
42 3 Other Applications of CO 2 Cryoblasting 1. Adhesive dispensing brush 2. Glue container Welding machine Dairy

43

44

45

46
47
48

49

50
51 4. Concluding Remarks In addition to mechanical abrasion methods there are a large number of cleaning options available. Chosen method will depend on: Type of contamination Substrate material Degree of cleanliness required Available plant or facilities Health&Safety or environmental issues Cost