Rethinking dispersion
|
|
|
- Karin Greer
- 5 years ago
- Views:
Transcription
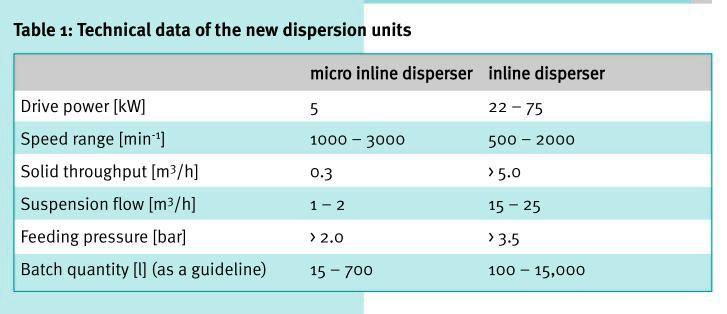
1 Rethinking dispersion A shear-free inline dispersion process for high volume automatic production. Lumps, or more scientifically, agglomerates, can render a complex product such as a formulated paint useless - and consequently, grinding and dispersion are the most expensive and time-comsuming process steps in coatings production. However, a new ultrafast inline-dispersion technology is setting out to change this. Peter Schertenleib.* Starting with the fundamental idea of wetting finely dispersed powder in a large liquid surface, a new inline disperser has been developed**. Effective wetting of solid particles by high-quality dispersion improves quality and enables effective operation at high production rates. ** Trade name: "Ψ-MIX", Netzsch Feinmahltrechnik GmbH The inline disperser combines a new dispersion method with an emission-free inline process. The solid components are dispersed of a large liquid surface created by passing the suspension at a high flow rate through a narrow process zone. As both low- and high-viscosity suspensions can be processed, the entire application range of dispersion technology is covered. The process chamber has been designed to enable processing of temperature-sensitive and shear-thickening materials. Compared to conventional rotor-stator systems, this machine uses significantly less energy for dispersion. Temperature-sensitive products and materials with a broad viscosity range can be processed. The new inline disperser can be integrated into the equipment in automated plants that process large batches. It is also suited for emission-free and explosion-proof operations (Figure 1a). A special feature of the machine is the fact that foreign bodies in the pigment suspension do not cause damage of the system. A further feature of the new inline disperser is the deaeration function that occurs automatically within the operating process. This is a major improvement for the processing of water-borne suspensions. The pilot plant and small batch version, the new micro inline disperser (Figure 1b), can process batch sizes from 15 l up to 700 litres of suspension. Whilst it has been designed for tests and the production of small batches, a scale-up to the production machine guarantees a high degree of safety and flexibility. The production sized machine can deal with batch sizes between 100 and 15,000 litres. A summary of the technical data of both versions is given in Table 1. Various methods for dispersion For highly viscous products, low speed systems exist, such as butterfly and high speed mixers with finely toothed discs based on cavitations (cavitations disk). All these systems are used to wet dry particles, but their efficiency factors cannot be quantitatively compared. A very special method called sub-level feeding shows energy savings. Today, the wetting process is often referred to as a dispersion process. However, because this expression only defines the resulting quality, new definitions such as coating or wetting process of micro powders may have to be used in the future. When comparing the variety of different dispersing systems, the relevant literature does not consider production parameters. Equations mainly use the mechanical layout of mixing systems to determine power requirements. Their efficiency in use and information on specific energy has yet to be defined. Figure 2 shows the most common systems using saw disks and butterfly tools in comparison to the new inline disperser, by installed power, which gives an indication of installation and running costs. The energy input on the new inline disperser relates only to the powder feeding time. The volumetric dosing rate of up to 5 m³/h together with the bulk density of the dry components gives the batch time. Additional rework, in most cases, is not necessary. Most methods are based on producing wet agglomerates, which can be broken up by rotation. One of the problems with conventional technology is the broad size distribution of the agglomerated particles initially produced by the wetting process, from 10 microns (µm) to 2.0 mm and above. The request for more dust-free and process-reliable powder handling leads to granulates and palletised raw materials. This goes against the basic idea of wetting micronized primary particles. This wide distribution of grades of dry agglomerates (Figure 3) results in an obvious difference in required specific energy input to achieve a specific degree of dispersion. Considering the subsequent fine grinding (fine dispersion) in bead mills, the energy differences inherent in this type of pre-dispersion process become even more obvious. The efficiency factor of the pre-dispersion process is reflected in the subsequent process (bead milling). When using a system like the new inline mixer, the milling time is reduced by far more than 50% compared to a conventional mixing system like a HS-Disk (Figure 4): - Conventional system: E HS-Disk = 70 kwh/t, E BM B = 180 kwh/t; E total = 250 kwh/t - New inline disperser: E"Ψ -MIX" = 10 kwh/t, E BM A = 90 kwh/t; E total = 100 kwh/t Thus, the combination of the new inline disperser process and a bead mill (BM A or BM B) shows significant energy savings. Thus, only half of the specific energy input is required. For completeness, the total calculation should also consider maintenance and cooling systems. The new process treats pigments gently and it is expected to develop new quality standards in the future. Controlled formation of wet agglomerates The advantages of in-line processing of solids into liquids are well known. The novelty of the new system is the treatment of the solids and liquids during initial wetting. The solid material is no longer simply added to the liquid phase, but is atomized under dry conditions before addition. A design criterion was the controlled formation of wet agglomerates, with the aim of an "optimum dispersion", i.e. the required degree of dispersion. In contrast, an "ideal dispersion" is when every primary particle is completely wetted. In most cases, the quality specification does not call for an ideal dispersion. Rather it requires the degree of dispersion or fineness of grinding that has been developed by conventional methods. One problem for an effective wetting process is the quantity of micro air trapped in the solid components. This air is inherent in the dry agglomerates. When these are immersed into the liquid, the capillary path on the exterior of the particle is filled, sealing the interior of the dry agglomerate. In the core, an air pocket is created that stops the wetting process. High shearing speeds break apart these stable, wet agglomerates (Figure 5) and new dry solid surfaces are released. Sub-level vacuum feeding or the condensation
2 principle with gas exchange can be an acceptable solution to this problem. Optimum dispersion within milliseconds By connecting the individual process stages within a small area, an optimum dispersion can be achieved within milliseconds. Figure 6 shows details of the process. The rotary valve attached to the solids feeding station seals off the dispersion chamber from the atmosphere and adds the powder at the correct dosage. In the feeding tunnel, that is under vacuum, the dry agglomerate is deaerated and fed to the atomizer. The vacuum is produced by a hydro cyclone effect similar in concept to a liquid ring vacuum pump. The pump transports a liquid stream tangentially to a ring-shaped acceleration chamber where it is hydraulically accelerated into rotation. The rotation corresponds approximately to the speed of the rotor, which prevents uncontrolled splashing of the liquid into the solids feeding tunnel. A "free-falling liquid curtain" is created and levelled by centrifugal forces. After about 100 mm, this liquid layer merges with the rotor, forming a seal and is discharged at high speed. The finely atomized solids falling from above are spun by the rotor towards the outside onto the liquid layer. Wetting occurs during the immersion of the individual solids and is helped by the immediate increase in pressure. When the material emerges from the machine, wetting is already completed and cannot be improved by further processing with a disperser. The necessary rotary motion of the rotor leads some shearing, but this is negligible due to the wide gap between the rotor and the housing. This is also the reason for the low induced specific power input of this equipment. Micro-cavitation occurs in a rapid transition from vacuum vapour phase to process overpressure, further improving the dispersion process. A further aspect for the optimum wetting process is the quickly flowing liquid surface, which provides a surface of more than two square meters per second. The large surface area of the liquid compared to the specific surface of the atomized solid agglomerates provides an explanation of the basic principle of the new inline disperser. Both the continuous addition of liquids and solids on the one hand or batch circulation with continuous powder feed on the other hand are possible. For quality control reasons, the batch circulation is the most favoured method. - Reactive slurries - Chemical suspensions - Ceramic slurries - Nano size suspensions - Food products - Life science products In summary, the new dispersion technology sets new benchmarks for modern production processes in all fields where micronised, pulverised solids have to be mixed as fine and as homogenously as possible. This defines a new era in the market for dispersing equipment, and manufacturers of mills will need to adapt to accommodate the higher throughput rates. The presented concept should initiate some rethinking about the dispersion process and should encourage to look at an innovative dispersion technology. Results at a glance - A new inline disperser has been developed to wet finely dispersed powders in a large liquid surfacer. - The process is emission-free. - Less energy is used than in conventional methods. - Products with a wide range of solids and degrees of ease of wetting can be dealt with. The author: -> Peter Schertenleib studied mechanical engineering, and then joined Gebr. Netzsch Maschinenfabrik. In 1981, he specialized in the technology of grinding and dispersion within Netzsch-Feinmahltechnik GmbH. * Contact: Peter Schertenleib, Netzsch-Feinmahltechnik GmbH, Selb, Germany, Tel , Fax , info@nft.netzsch.com This paper was presented at the Nürnberg Congress 2007, Nuremberg, Germany, 7-9 May 2007 Particular strengths at difficult dispersion tasks Both the micro-inline mixer and standard model show their real strength in processing products with a high solid content, a low solid portion in large liquid batches, difficult wetting solids and extremely fine solids. Temperature sensitive products as well as suspensions with viscosities ranging from low to so high that they are barely pumpable that cover the entire field of dispersing technology can be processed. Examples are - Liquid Inks - Paste Inks - Ink-jet Inks - High viscosity extenders - Usage of granulate - Usage of resin chips - UV systems (both liquid and paste) - Industrial paints - Automotive paints - Matting paste and fillers - High load dispersions - Plastisol based suspensions - Fumed silica slurries - Nano size suspensions - Mineral slurries
...")
3 Figure 1: The new inline disperser in the full process version (a)...

4 ... and laboratory version (b).

5 Figure 2: Comparison of different dispersing systems.

6 Figure 3: Granulated and beaded conditions.

7 Figure 4:Specific energy comparison.

8 Figure 5: Wet agglomerate.

9 Figure 6: Function principle of the new inline dispersion system.
10 .