Metallurgy in Production
|
|
|
- Tiffany Lane
- 5 years ago
- Views:
Transcription

1 In the Name of Allah University of Hormozgan Metallurgy in Production First semester Mohammad Ali Mirzai 1
2 Chapter 7 - Part 1: Heat Treatment of Steels 2
3 The kinds of treatments for improve properties In general three kinds of treatments are: (i) Thermal (heat treatment), (ii) Mechanical (working), (iii) Chemical (alteration of composition). A combination of these treatments are also possible (e.g. thermomechanical treatments, thermo-chemical treatments). Treatments Bulk Thermal (heat treatment) E.g. heat and quench Mechanical E.g. shot peening Chemical Or a combination (Thermo-mechanical, thermo-chemical) E.g. case carburizing 3 Surface
 4")
4 Definition of heat treatment The controlled heating and cooling of metals to obtain a desired microstructure to achieve certain predetermined properties (strength, ductility, hardness, toughness, machinability, etc) 4
5 Objectives of heat treatment The major objectives are to increase strength, harness and wear resistance (bulk hardening, surface hardening) to increase ductility and softness (tempering, recrystallization annealing) to increase toughness (tempering, recrystallization annealing) to obtain fine grain size (recrystallization annealing, full annealing, normalising) to remove internal stresses induced by differential deformation by cold working, non-uniform cooling from high temperature during casting and welding (stress relief annealing) 5
6 Objectives of heat treatment to improve machineability (full annealing and normalising) to improve cutting properties of tool steels (hardening and tempering) to improve surface properties (surface hardening, corrosion resistance-stabilising treatment and high temperature resistance-precipitation hardening, surface treatment) to improve electrical properties (recrystallization, tempering, age hardening) to improve magnetic properties (hardening, phase transformation) 6
7 An overview of important heat treatments A broad classification of heat treatments possible are given below. Many more specialized treatments or combinations of these are possible. HEAT TREATMENT BULK SURFACE ANNEALING Full Annealing Recrystallization Annealing Stress Relief Annealing NORMALIZING HARDENING & TEMPERING MARTEMPERING AUSTEMPERING THERMAL Flame Induction LASER THERMO- CHEMICAL Carburizing Nitriding Carbo-nitriding Spheroidization Annealing Electron Beam 7
8 Ranges of temperature Ranges of temperature where Annealing, Normalizing and Spheroidization treatment are carried out for hypo- and hyper-eutectoid steels. 910 C A cm A C Full Annealing A 1 T Spheroidization Recrystallization Annealing Stress Relief Annealing % Wt% C Metallurgy in Production Chapter7-Lecture 10 University of Hormozgan, Mirzai, 95-96
9 Ranges of temperature 9
")
10 Time Temperature Transformation (TTT) Diagrams 10

11 Isothermal transformation diagram 11

12 Isothermal transformation diagram 12
13 Isothermal transformation diagram 13

14 Time Temperature Transformation - Austenite to Pearlite Transformation TTT 14 Metallurgy in Production University of Hormozgan, Mirzai, 95-96
")
15 Continuous Cooling Transformation (CCT) Diagrams 15
")
16 Continuous Cooling Transformation (CCT) Diagrams 16

17 Softening Processes 17
18 Full Annealing The steel is heated above A 3 (for hypo-eutectoid steels) & A 1 (for hyper-eutectoid steels) (hold) then the steel is furnace cooled to obtain Coarse Pearlite. 910 C Full Annealing A cm A C Full Annealing A 1 T Wt% C %
19 Full Annealing The purpose of this heat treatment is to obtain a material with high ductility. A microstructure with coarse pearlite (i.e. pearlite having high interlamellar spacing) is endowed with such properties. Coarse Pearlite has low ( ) Hardness but high ( ) Ductility. For hyper-eutectoid steels the heating is not done above A cm to avoid a continuous network of proeutectoid cementite along prior Austenite grain boundaries (presence of cementite along grain boundaries provides easy path for crack propagation). 19
20 Recrystallization Annealing During any cold working operation (such as cold rolling), the material becomes harder (due to work hardening), but loses its ductility. To continue deformation the material needs to be recrystallized. Heat below A 1 Sufficient time Recrystallization Hence, recrystallization annealing is used as an intermediate step in (cold) deformation processing. 910 C T 723 C A 3 Recrystallization Annealing A cm A % Wt% C
21 Stress Relief Annealing Due to various processes like quenching (differential cooling of surface and interior), machining, phase transformations (like martensitic transformation), welding, etc. the residual stresses develop in the sample. Residual stress can lead to undesirable effects like warpage of the component. Residual stresses Heat below A 1 Recovery Annihilation of dislocations, Differential cooling 910 C Machining and cold working Martensite formation 723 C Stress Relief Annealing A 1 Welding T 21 Wt% C 0.8 %
22 Spheroidization Annealing This is a very specific heat treatment given to high carbon steel requiring extensive machining prior to final hardening & tempering. The main purpose of the treatment is to increase the ductility of the sample. Like stress relief annealing the treatment is 910 done just below A 1. C A cm A 3 Long time heating leads 723 cementite plates to form C A Spheroidization 1 cementite spheroids. T Wt% C %
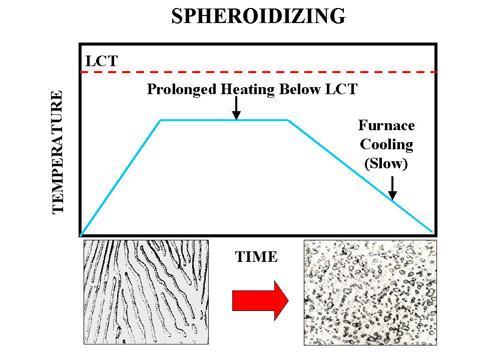
23 Spheroidization Annealing 23
24 Normalizing In hypo-eutectoid steels normalizing is done 50 C above the annealing temperature. In hyper-eutectoid steels normalizing done above A cm due to faster cooling cementite does not form a continuous film along GB. 910 C A 3 Normalization Normalization A cm 723 C A 1 T Wt% C 0.8 % 24
25 Normalizing Normalizing Heat Treatment process is heating a steel above the critical temperature, holding for a period of time long enough for transformation to occur, and air cooling. Normalized heat treatment establishes a more uniform carbide size and distribution which facilitates later heat treatment operations and produces a more uniform final product Fine pearlite has a reasonably good hardness and ductility. The list of uses of normalizing are listed below. Purposes Refine grain structure prior to hardening To harden the steel slightly To reduce segregation in casting or forgings 25

26 End Weblog: Password: MP