Methods for quantifying the stable sintering region in laser sintered polyamide-12
|
|
|
- Neil Conley
- 6 years ago
- Views:
Transcription
1 Loughborough University Institutional Repository Methods for quantifying the stable sintering region in laser sintered polyamide-12 This item was submitted to Loughborough University's Institutional Repository by the/an author. Citation: VASQUEZ, M., HAWORTH, B. and HOPKINSON, N., Methods for quantifying the stable sintering region in laser sintered polyamide-12. Polymer Engineering and Science, 53 (6), pp Additional Information: This is the peer reviewed version of the following article: VASQUEZ, M., HAWORTH, B. and HOPKINSON, N., Methods for quantifying the stable sintering region in laser sintered polyamide-12. Polymer Engineering and Science, 53 (6), pp , which has been published in final form at This article may be used for non-commercial purposes in accordance With Wiley Terms and Conditions for self-archiving. Metadata Record: Version: Accepted for publication Publisher: Wiley / c Society of Plastics Engineers Rights: This work is made available according to the conditions of the Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International (CC BY-NC-ND 4.0) licence. Full details of this licence are available at: Please cite the published version.
2 Methods for Quantifying the Stable Sintering Region in Laser Sintered Polyamide-12 By M.Vasquez 1, B. Haworth 2, N. Hopkinson 3 1 Additive Manufacturing Research Group Loughborough University, Loughborough, Leicestershire LE11 3TU, UK 2 Department of Materials Loughborough University, Loughborough, Leicestershire LE11 3TU, UK 3 Department of Mechanical Engineering, The University of Sheffield, S10 2TN UK
3 Abstract Manufacturing complex parts by the laser sintering process requires a minimum amount of energy input for consolidation of polymer particles to occur, however too much energy can result in a decline in mechanical properties. This decrease is thought to be the result of polymer chain degradation. A Stable Sintering Region (SSR) has been proposed to describe the optimum temperature range for successful laser sintering. This paper will aim to quantify the SSR for polyamide-12 by using thermogravimetric analysis (TGA) to provide a framework for identifying key laser sintering processing parameters. Weight loss with respect to temperature is the main measurement output of the TGA procedure. However, the precise temperature and thermal history of a material is difficult to quantify during the laser sintering process; instead an energy input approach has been developed. A degradation energy was calculated from the TGA data and was used in conjunction with a laser sintering formula called Energy Melt Ratio (EMR) to prescribe build parameters for laser sintered parts. The mechanical properties of these parts illustrated the effect of degradation at various levels of energy input. Implications for this work include optimizing the material selection process for polymer laser sintering materials beyond polyamide-12.
4 Introduction Laser sintering is an additive manufacturing technology that uses a laser to consolidate prototype and end-use 3-Dimensional computer aided design objects from powdered material.[1] Although metal and ceramic powders are frequently processed using laser sintering, the focus of this work will be on polymers, specifically nylon (polyamide)-12. Polyamide 12 is the most commonly used laser sintering polymer (currently around 95% of the total laser sintering polymer market) however the range of available polymer materials is fairly limited in comparison to competitive processes such as injection moulding.[2] One of the main advantages of laser sintering over traditional moulding techniques is geometric freedom in part design, which has allowed successful utilisation of the process in diverse applications including ducting for fighter aircraft, i-phone cases, and even rideable snowboard binding prototypes During laser sintering, the build process takes place in a nitrogen controlled chamber. The polymer is heated to an elevated temperature prior to the commencement of the build. The actual sintering takes place on a bed of powder which in the case of polyamide 12, is heated to a temperature about 12ºC below the crystalline peak melt temperature. Polyamide 12 is a semi-crystalline polymer that has a wide super-cooling region; this has been shown to be a key factor for laser sintering processing.[3] A direct beam CO 2 laser applies energy to the material to take it above the melting point and to consolidate the specified area. After a layer of powder is sintered another layer of material is deposited onto the build using a counter-rotating roller or a blade. Typically the laser absorbance for laser sintering processes exceeds 90%. [4][5][6] The unsintered powder surrounding the consolidated cross-section serves as a partsupport structure. This allows complex shapes to be constructed without the need for moulds and tooling.[7] When the build is complete the part is cleaned by removing this loose powder. Control of the thermal conditions inside the laser sintering machine is one of the fundamental requirements for creating parts with good mechanical properties, since this is controlled by the rheological properties of the polymers at low deformation rates, specifically the temperature dependence of viscosity.[8][9] The factors that the operator controls while running the machine include laser power, laser scan count, scan spacing, and part bed temperature. There has been previous work to quantitatively
5 correlate laser sintering inputs, including the Andrew s number and also the Energy Melt Ratio (EMR).[10] EMR is the ratio of the applied energy density relative to the theoretical energy to melt a single layer of material.[10] It is currently the most comprehensive and practical method to compare laser sintering parameters: EMR = P V C V s V B z,c p (T m T b ) + h f 7 (δ s )(δ d ) (1) Where P, V c, V s, V B, z, C p, T m, T b, h f, δ s, δ d are laser power, scan count, scan spacing, beam speed, layer thickness, specific heat capacity, melting temperature, powder bed temperature, enthalpy of melt, material density, and packing density (respectively). The effect of increasing energy density on part mechanical properties was investigated by Caulfield et al. [11] This work showed that tensile strength, modulus, and elongation at break generally increase with more input energy. Ho [12] obtained similar results with laser sintered bisphenol-a polycarbonate (PC) and Majewski [13] showed the same pattern exists following High Speed Sintering. These studies suggest that higher energy promotes more complete consolidation of powders during manufacture. The link between sintering variables and component properties is the development of internal structure during thermal processing. Zarringhalam examined the microstructure of a laser sintered PA-12 part which showed un-melted cores within a spherulitic texture, an indication that insufficient energy was delivered to induce full melting.[14] However, an optimum energy density appears to be reached, after which mechanical properties decline due to polymer degradation. Vasquez established the term Stable Sintering Region to characterize the thermal window for effective laser sintering prior to the onset of significant material degradation[15].
6 There have been several other studies that have investigated thermal phenomena during the laser sintering process. Childs [5] and Dong [4] created two-dimensional and three-dimensional finite element simulations of the laser sintering process, respectively. Online optical temperature monitoring has also been adapted by Chivel for the process on customized machines.[16] Williams modelled the effect of various machine parameters like laser power and scan spacing on the laser sintering process.[17] Wiria et al. modelled the heat transfer process during laser sintering for tissue engineering scaffolds.[18] Using optical thermography it was shown that temperatures in the central part of the incident laser could increase by as much as 20ºC with the addition of 1 Watt on the laser power setting.[18] Most polymers do not have an exact point of degradation, which is induced by thermally-activated chemical reactions; however attempts have been made to assess the acceptable thermal processing regions for more established technologies such as injection moulding. Work by Colin et al. used a combination of temperature and molar mass data to create polymer processability windows.[19] Because factors other than temperature can account for degradation (process residence time and mechanical stress), including mechanisms such as hydrolysis and themo-oxidation, thermal stability is not easily defined and is also difficult to predict in a manufacturing environment. Previous work by Ghosh and Herrera has outlined the chemical reactions that occur during degradation for polymers such as polyamide.[20][21] However, these studies did not examine the exact chemical reactions occurring during the laser sintering process for polyamide-12; instead, the aim of this research was to develop a quantitative method to connect the material characterisation data for PA-12 from TGA and then to utilise it to prescribe an optimum window for sintering, before the onset of degradation affects mechanical properties. Bates et al. outlined a method to use TGA to create a thermal model to predict temperature distributions at a weld interface during transmission welding.[22] The method predicted an upper limit for the energy delivered to the interface of the weld. A similar method was implemented in the present study, applied to the laser sintering process.
7 The Kissinger Method for analyzing degradation kinetics using TGA was the primary means for translating raw TGA data into a measure of energy required for degradation.[23] The mathematical explanation behind the method is described in the following section. Dynamic TGA records the weight loss of a material as it is heated at a controlled rate through a defined temperature region. It is noted that TGA measurements only record degradation indirectly, as it pertains to weight loss, and therefore circumstances where volatile compounds are released. An outline of the assumptions for the Kissinger method is described below and has been adapted from Pramoda et al.[24] The rate of reaction can be defined as the ratio of actual weight loss to the total weight loss corresponding to the degradation process. This ratio (α) is shown in Equation 2 where M, M 0, M f are the actual mass, initial mass, and final mass, respectively. (2) Equation 3 is the basic rate equation used in kinetic studies (where k is the rate constant, f(α) is the rate of conversion, and dα/dt is the rate of degradation), illustrating that f(α) is proportional to the concentration of reaction material. (3) The Arrhenius expression (4) is then used to describe the temperature dependence of the rate constant. Generally for the Arrhenius equation, k can be considered as the number of collisions that result in a given reaction per second. The pre-exponential factor (A) represents the total number of collisions (leading to a reaction or not) per second and the term (-E a /RT) is the probability that for any given collision, a reaction will occur where E a and R are the activation energy and gas constant, respectively.
8 (4) The TGA protocol measures weight loss using a constant heating rate of β: (5) Combining equations results in equation 6 and simplifies to Equation 7: (6) (7) Equation 1.8 can be integrated within the constraints of initial temperature (T o ) corresponding to a degree of conversion (α o ) and a peak temperature (T p ) corresponding to α p (8) (9) The Kissinger method for solving equation 8 assumes that n = (1-α) n-1 =1 (10) (11)
9 Based on equation 11 one can solve for the activation energy (E A ) by plotting ln(β/t 2 max ) as an ordinate, versus 1/T max at various heating rates. This results in a linear plot whose slope can be evaluated to determine the activation energy for degradation. Equation 11 was therefore applied to analyse the PA12 TGA data in the following sections of this paper. Methods Two thermal techniques were employed to characterize a virgin laser sintering grade of polyamide-12, PA 2200 supplied by EOS Gmbh (Munich, Germany) with an average particle size of 56µm.[25] Standard differential scanning calorimetry (DSC) and thermogravimetric analysis techniques were used to outline the Stable Sintering Region of the material. Further analysis using the Kissinger method was applied to the TGA results, as described in the previous section. The combination of DSC and TGA allowed for a complete analysis of the thermal response to a dynamic heating scan, from solid-state to melt-phase and finally to chemical breakdown. DSC Differential Scanning Calorimetry is a thermal measurement technique that tracks the heat flow to / from a sample during phase transitions, when subjected to a thermal scan. It is a common technique used for characterizing polymer laser sintering materials. A TA Instruments Q200 was used to perform the thermal analysis on the polyamide-12 powder sample. The ASTM D protocol was followed for heating and sample preparation.[26] Two separate samples of mass 6.6±0.1mg from the virgin batch of material were heated from ºC at 10ºC-min -1. Samples were sealed inside an aluminium container and nitrogen gas was used to create an inert atmosphere, circulated at a flow rate of 50cm 3 min -1. Results were analyzed using TA Universal Analysis Software. TGA Thermogravimetric Analysis is another common tool for assessing the thermal characteristics of a material. TGA is primarily used to investigate degradation in materials and can provide insight into
10 volatility, moisture content, lifetime prediction, and to determine fillers or other inorganic media. An indium calibrated TA Instruments SDT 2960 was used to test powder samples heated from 30ºC to 600ºC in a 95% nitrogen atmosphere. The choice of atmosphere was made to simulate the conditions that are commonly used in laser sintering machines. Three separate tests were completed on samples of the virgin powder and data was analyzed using TA Universal Analysis software at heating rates of 5ºC-min -1, 10ºCmin -1, and 20ºC- min -1. Hot Stage Microscopy Hot stage microscopy was used as a practical measurement of the coalescence of PA-12 powder particles to complement the predicted sintering onset position. A Leica light microscope with a dynamic heating rate program between 40ºC - 220ºC at 10ºC-min -1 was used to observe the behaviour of a thin layer of polymer particles on a glass slide. Gel Permeation Chromatography In order to calculate the energy values required for thermally induced polymer chain degradation it was necessary to perform molecular weight measurements on the PA 2200 samples. This was completed at Smithers Rapra Technology Limited (Shawbury, UK) using conventional high temperature gel permeation chromatography. A single solution of the sample was prepared using 10 ml solvent (1,1,1,3,3,3- hexafluoro-2-propanol) to 20 mg of PA 2200 powder. The mixture was left overnight to dissolve and then was mixed and filtered through a 0.45µm PTFE membrane prior to chromatography. Laser Sintering Build The energy values calculated from the TGA data were converted to Energy Melt Ratio values that corresponded to the predicted energy required to impart degradation. The details of this procedure are outlined in the next section. An EOS P100 laser sintering machine was used to produce Type IV tensile specimens according to the ASTM Standard D Standard Test Method for tensile properties.[27] Figure 1 shows the build setup and the dimensions of the test pieces. There was a 6mm layer before the first sintered layer and 3 mm after the final sintered layer. The tensile bars were built in the so-called YX
11 direction on the build area, ie. on the horizontal plane of the bed, with the long dimension of the test piece in the Y-direction. Laser power (between 6 25 W) was chosen to be the primary variable between the test specimens. Sets of seven tensile bars were built at each power setting, five of which were used for testing. Table 1 shows the machine parameters used during the build. Tensile Testing Test specimens were conditioned at 20ºC (±1ºC) and at 50 percent (±5%) relative humidity prior to testing. A Zwick Z030 tensometer fitted with a long travel contact extensometer was used to perform the tests. Modulus data were measured at 1mm/min crosshead speed to 0.25% strain, following which the tensile strength and elongation at break were measured at 5mm/min until specimen failure. The software provided by Zwick, TestXpert, was used to for the calculation of the tensile strength, Young s Modulus, and elongation at break for each of the parts. Results The laser sintering grade of PA12 has a crystalline melting point of 185ºC and a melt enthalpy of 97.2 J/g. PA-12 is a semi-crystalline polymer and has relatively sharp melt and recrystallization peaks. The specific heat capacity of the material was 3250 J-kg -1 -K -1. Figure 2 illustrates a slight correction for the TGA data in order to account for the moisture content existing in the powder. Moisture content can be a concern for polymer powders especially for polyamides Throughton [28]. Because the physical moisture uptake of the polymer can occur quickly it was decided that for the TGA protocol the polymer would be tested as received and not pre-dried before testing. In order to correct for any excess moisture that the sample of powder may absorb during handling, the TGA results were adjusted to take this into account. The amount of weight loss that the sample showed from 0-100ºC was subtracted from the total mass data and a secondary graph was created. The remaining graphs in the results section have been adjusted with the moisture content factor subtracted, so that further analysis of weight percent is independent of moisture content. On average the moisture content in the samples was in the range % for PA-12. Modified TGA data for the various heating rates tested are shown in Figures 3-4.
12 The minimum onset temperature to allow polymer flow during laser sintering is towards the lower region of the graph (verified in practice using optical hot stage microscopy in Figure 5). This is a practical technique in which sintering kinetics can be observed and predicted sintering rates can be assessed using the Frenkel model. The upper temperature limit was selected in this instance from TGA, for 1% weight loss for a heating rate of 10ºC min -1. The stable sintering region resulting from the two analytical techniques (DSC; TGA) is shown in Figure 6. TGA Kissinger Method Calculation Thermal analysis data from TGA were analysed using the Kissinger Method, applied to PA12 at various heating rates. The key data points that were necessary to perform the calculation are highlighted in Figure 7. The temperature at which the maximum degradation occurred, identified by the derivative mass loss data, was identified for each of the heating rates. The T max values for the three heating rates are shown in Table 2. Figure 8 shows the resultant Kissinger plot for PA-12. The GPC molecular weight data are shown in Figure 9 and were used to convert the Kissinger result of kj-mol -1 to a value of kj-g -1. Procedure to Determine Laser Sintering Parameters using EMR The Energy Melt Ratio (EMR) (Starr et al) was used as a conduit between the Kissinger TGA data and the physical settings for the laser sintering machine. The following steps outline the procedure developed to predict machine settings that would induce degradation and quantify the upper limit of the stable sintering region. EMR is obtained from practical energy density data, relative to the theoretical amount of thermal energy required to melt a given layer of polymer within the sintering process. The first step is to determine the energy density corresponding to degradation onset as determined by TGA (equation 12). Table 3 shows the values needed for the calculations where T DegOnset, E A, M w are the temperature for degradation onset, activation energy, and molecular weight, respectively. (12)
13 Therefore:!!"# = 0.43!!!!!!!!!!!!!!!!!!!!! Next, the energy required to melt a single layer of PA-12 powder was calculated according to the denominator of the Energy Melt Ratio equation. Table 4 includes the relevant variables that are necessary for equation 13 where E m is the energy required to melt a layer of material and p is the packing density. (13) E! = An energy melt ratio required for degradation is obtained by dividing equations [12] by [13]. (14) The Energy Melt Ratio corresponding to degradation was 6.2. This predicted EMR was then used to determine the machine parameters (laser power, scan spacing, layer thickness, and beam speed) that would induce degradation in the material. The only variable that was changed for the laser sintering builds was laser power. The scan spacing, beam speed, layer thickness, and scan count were all kept constant and their values are shown in Table 5. Calculate machine parameters at degradation EMR (15) Using this theoretical approach, the predicted laser power for degradation under these processing settings was 21 Watts. Therefore a set of tensile bars were constructed in the same build ranging from 6-25 Watts to explore possible effects of process induced material degradation. Figure 8 shows the visual effect of increasing the input energy for the build. The tensile specimens on the left appear lighter in colour,
14 suggesting that just the top surface of particles are being melted. In contrast, the higher laser power specimens scatter more light (appear more glossy ) suggesting a greater degree of melting, overall. Note that seven layers of parts were made in the build and the position of each part according to laser power was randomised to minimise any effects of position in the build bed on properties =!!!"## (!.!)!.!" Tensile properties data (Young s Modulus, Tensile Strength, and Elongation at Break) are plotted as a function of Energy Melt Ratio in Figures Each of the figures identify the predicted point of degradation (6.2 EMR). The initial positive relationships observed in the plots are induced by increased efficiency in the sintering process, as more thermal energy is transferred to the PA-12 powder; melt-state viscosity decreases with temperature (Haworth et al, 2011) once the EMR is sufficiently high to raise the typical sintering temperature above the crystalline melting endotherm. Similar qualitative trends are observed for all properties investigated (Figures 11-13); however modulus data show the highest level of variability, due to the non-linear behaviour of the PA12 materials. As EMR increases, resulting in a progressive increase in powder sintering temperature, properties increase towards optimum levels, before detectable decreases are observed. Since this region corresponds to the EMR at the predicted degradation point, practical verification of the approach has been achieved. Discussion The tensile data have shown that there are plateaus and declines in the mechanical properties that are consistent with previous reported research. Furthermore, the peaks and onset of plateaus surround the predicted degradation Energy Melt Ratio proposed in this paper. The Young s modulus peaked at an EMR value less than predicted and stayed fairly constant however the property values were still roughly 15% below the maximum value. The peak stress was maximal at 53.9 (±1) MPa at 18W power, then decreased at both 22 and 25 Watts (a 3.5% decrease in properties from the maximum value beyond the point of predicted degradation). There was a very clear peak in mechanical properties for the elongation at break
15 parameter, the maximum occurred very close to the predicted EMR. Above 22W (6.38 EMR) however there was a about a 5% decline in properties and this trend would have been expected to continue, at higher power input levels. These results confirm the existence of a stable sintering region between the melting endotherm and the onset of material decomposition. The estimated degradation point is based upon an assumption that a 1% weight loss is the critical point at which mechanical properties would be affected for polyamide-12 in laser sintering processes. This weight loss percent corresponded to the upper processing temperature range for injection moulding and was deemed as a reasonable estimation of the temperature region that would start to affect properties. However, based on the tensile data above, the critical EMR might be close to, but slightly higher: around 6.38 EMR (or 22 Watts power). Utilizing the method outlined in the previous sections an EMR value of 6.38 at these specific laser sintering parameters would suggest a measurable TGA weight loss between 1%-1.25%. In commercial practice, it would be best most useful for users to maintain energy input values just below the critical point of degradation from input of the laser. The small discrepancy in degradation point could be due to several reasons including thermal inefficiency, such that the total amount of energy imparted by the laser is only partially absorbed by the polymer. Laser sintering is a difficult process on which to predict exact outcomes, based on a complex set of independent but interactive variables and some inherent differences from machine to machine. However, one of the main benefits of the reported approach is that through a set of analytical tests on competitive materials (DSC, TGA, GPC), it is possible to specify a set of parameters that are close to the values of property maxima. This could be beneficial not only for future development of materials, but also to allow optimum process parameters to be specified more exactly based upon measured physio-chemical properties of the polymers. Laser sintering can be quite time consuming due to long warm up and cool down times and this can limit the amount of materials development that is possible on a single machine, thus restricting the commercial potential of the process to some extent. In the current study, it is also noted that PA12 s large super cooling window enables a significant range of energy inputs to be tested, which might be difficult to recreate with materials that have a small super-cooling process windows that tend to curl or crash builds when large temperature differences are introduced between the sintered area and the fresh powder being applied for the next layer.
16 Conclusion This research has utilised DSC and TGA thermal characterisation methods to quantify the stable sintering region for PA-12, in terms of the Energy Melt Ratio parameter defined elsewhere. It has been shown that data so-derived can be used in a theoretical approach using the Kissinger method, in conjunction with the energy melt ratio, to assess and define the upper limit for machine parameters for PA- 12. Practical data has verified that component mechanical properties reached maximum values within the stable sintering region, then decreased at higher energy input values corresponding to those determined theoretically. The predicted values of power / EMR required so that 1% degradation causes significant property deterioration were slightly high for tensile modulus but were much closer for elongation at break and peak stress, which showed roughly 5% and 3.5% decline in properties above this point, respectively. A theoretical approach to define a stable region for laser sintering of polymers is therefore proposed. Ongoing work will aim to validate the concept with the same technique, using other laser sintering materials. Understanding the stable sintering region in a quantitative manner could help to expedite the selection process for new laser sintering materials. It is believed that materials with a broader process window (wider stable sintering region) would prove to be better candidates for development in laser sintering. This science-based methodology also offers improved process control and consistency, thereby reducing lead-time for maximizing part properties, such that the current trial and error and experience-based methods can be eliminated, offering potential to save time and material whilst improving part consistency. References 1. N. Hopkinson, R. Hague, and P. Dickens, (eds), Rapid Manufacturing and Industrial Revolution for the Digital Age, Chichester: John Wiley and Sons Ltd (2005). 2. T. Wohlers. Wohlers Report. Wohlers Associates, 250 (2009). 3. E. Dickens.; Lee, B.; Taylor, G.; Magistro, A.; Hendra, N.; McAlea, K.; Forderhase, P. United States Patent, 5,527,877 (1996).
17 4. L. Dong; A. Makradi; S. Ahzi; Y. Remond. J. Matls Proc Tech, 209, (2009). 5. T. Childs, C. Hauser, M.Taylor, A. Tontowi, Proc. Solid Freeform Symp-Austin, TX , (2000) 6. A. Franco, M. Lanzetta, L. Romoli, J. Cleaner Production, 18, , (2010). 7. R.Goodridge, C. Tuck, R.Hague, Prog in Mat Sci. 57, (2011). 8. P. Hornsby, A. Maxwell, J. Mat. Sci., 27, (1992). 9. B. Haworth,. Hopkinson, Hitt, D., Zhong, X. Rapid Proto. J., Accepted for Publication, (2012). 10. T. Starr, T. Gornet, J. Usher, C. Schwerzer, Solid Freeform Symposium, Austin, Texas (2009). 11. B. Caulfield, P. McHugh S. Lohfeld, J. Matls. Proc. Tech (2007). 12. H. Ho, W. Cheung, I. Gibson, I. Ind. Eng. Chem. Res (2003). 13. C. Majewski, B. Hobbs, N. Hopkinson. Virtual and Physical Prototyping, 2 pp , (2007). 14. H. Zarringhalam, C. Majewski, N. Hopkinson, N., Rapid Proto. J, 15, (2009). 15. M. Vasquez, B. Haworth, N. Hopkinson, Proc. IMechE Part B: J. Eng. Manuf (2011) 16. Y. Chivel, I. Smurov, Physics Procedia. 5, (2010). 17. J. Williams, C. Deckard, C. Rapid Proto J (1998) 18. F. Wiria, K. Leong, C. Chua, Rapid Proto J (2010). 19. X. Colin, J. Verdu, CR Chimie (2006). 20. S. Ghosh, D. Rastgir, A. Bhowmick, P. Mukinda. Polym Deg and Stab (2000) 21. M. Herrera, G. Matushchuk, A. Kettrup Chemosphere , (2001). 22. P. Bates, S. Khosravi, G. Zak, ANTEC Proceedings of the 69 th Annual Technical Conference and Exhibition, Boston, , (2011). 23. H. Kissinger, Analytical Chemistry (1957). 24. K. Pramoda, T. Chung, S. Liu, H. Oikawa. A. Yamaguchi,. Polym Deg Stab, , (2000). 25. EOS Data Sheet PA American Society for Testing and Materials. D ASTM International. (2008) 27. American Standards and Testing Methods. D638-10, (2010). 28. M. Troughton, Handbook of Plastics Joining: A Practical Guide. William Andrew Publishing (2008)
18 .
19 Table 1 EOS P100 Build Settings Parameter Set point Layer Thickness 0.1 mm Part Bed Temperature 172 ºC Removal chamber temperature 150 ºC Laser power (hatching) 6,10,14,18,22,25 W Scan speed (hatching) 2500 mm s -1 Scan Spacing 0.20 mm Pre-heat time 2 hr
20 Table 2 Kissinger data points for PA- 12 TGA Polyamide-12 Heating Rate (ºC/min) T at 1% weight loss (ºC) T-max (ºC)
21 Table 3 Physical parameters for determination of degradation energy E Deg J mm - 3 T DegOnset 325 ºC T m 185 ºC C p 3155 J kg - 1 K - 1 E a kj mol - 1 M w g mol - 1 δ 0.97 g cm - 1
22 Table 4 Physical Parameters for energy to melt layer E m J mm - 3 T b 172 ºC T m 185 ºC C p 3250 J kg - 1 K - 1 h f 97.2 W.g p 0.5 Dimensionless δ s 0.97 g cm - 1
23 Table 5 Laser Sintering build parameters P W V c 1 Dimensionless V s 0.20 mm V b 2500 mm s - 1 Z 0.1 mm Figure Captions Figure 1 Figure 2 Figure 3 Figure 4 Figure 5 Figure 6 Laser sintering test specimen and build setup side view Moisture content adjustment for PA-12 powders PA-12: Modified TGA results at variable heating rates TGA results for 1% weight loss at various heating rates Hot Stage microscopy for PA-12 Stable Sintering Region for PA-12
24 Figure 7 Typical TGA and derivative weight loss plot with onset temperature and maximum conversion temperature Figure 8 Figure 9 Figure 10 Kissinger plot for experimental TGA work at variable heating rates using PA-12 Molecular weight distribution for PA-12 using GPC In-process image of the effect of variable laser power (6-25W) on tensile specimens Figure 11 Figure 12 Figure 13 PA-12 tensile properties data: tensile strength PA-12 tensile properties data: elongation at break PA-12 tensile properties data: Young s Modulus


25 Figure 1: Laser sintering test specimen and build setup side view
26 Figure 2: TGA Moisture content adjustment for PA-12 powders
27 Figure 3: PA12 modified TGA results at variable heating rates.

28 Figure 4: TGA results for 1% weight loss at various heating rates.


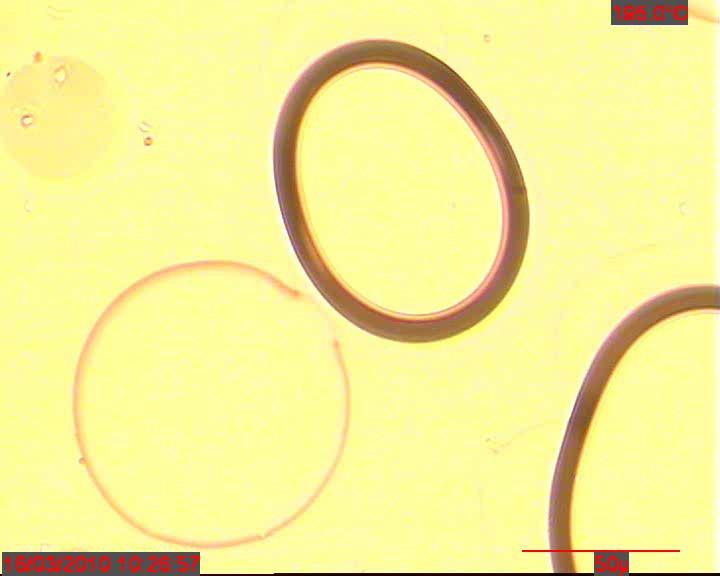
29 184ºC 186ºC 195ºC Figure 5: Hot Stage Microscopy for PA-12

30 Figure 6: Stable Sintering Region for PA12 Figure 7 Typical TGA and derivative weight loss plot with onset temperature and maximum conversion temperature
31 Figure 7 Typical TGA and derivative weight loss plot with onset temperature and maximum conversion temperature
32 Figure 8 Kissinger plot for experimental TGA work at variable heating rates using PA-12
33 Figure 9 Molecular weight distribution for PA-12 using GPC
 on the tensile")
34 Figure 10 In-process image of the effect of variable laser power (6-25W) on the tensile specimens
35 Figure 11 PA-12 Tensile properties data: tensile strength
36 Figure 12 PA-12 Tensile properties data: elongation at break
37 Figure 13 PA-12 Tensile properties data: Young s modulus
Effect of section thickness and build orientation on tensile properties and material characteristics of Laser Sintered nylon-12 parts
 Effect of section thickness and build orientation on tensile properties and material characteristics of Laser Sintered nylon-12 parts Majewski, C.E. and Hopkinson, N. Additive Manufacturing Research Group,
Effect of section thickness and build orientation on tensile properties and material characteristics of Laser Sintered nylon-12 parts Majewski, C.E. and Hopkinson, N. Additive Manufacturing Research Group,
Additive Manufacturing Research Group, Wolfson School, Loughborough University, Ashby Road, Loughborough, United Kingdom. LE11 3TU
 Powder pre-conditioning for the LS process Majewski, C.E., Horsford, P.M., and Hopkinson, N., Additive Manufacturing Research Group, Wolfson School, Loughborough University, Ashby Road, Loughborough, United
Powder pre-conditioning for the LS process Majewski, C.E., Horsford, P.M., and Hopkinson, N., Additive Manufacturing Research Group, Wolfson School, Loughborough University, Ashby Road, Loughborough, United
LASER SINTERING OF PA12/PA4,6 POLYMER COMPOSITES. D. Strobbe*, P. Van Puyvelde, J.-P. Kruth*, B. Van Hooreweder*,
 Solid Freeform Fabrication 2018: Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference Reviewed Paper LASER SINTERING OF PA12/PA4,6 POLYMER
Solid Freeform Fabrication 2018: Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference Reviewed Paper LASER SINTERING OF PA12/PA4,6 POLYMER
Use of an Alternative Ink in the High Speed Sintering Process
 Use of an Alternative Ink in the High Speed Sintering Process Luke Fox, Adam Ellis & Neil Hopkinson Department of Mechanical Engineering, The University of Sheffield, Sheffield, S1 3JD, UK Abstract REVIEWED
Use of an Alternative Ink in the High Speed Sintering Process Luke Fox, Adam Ellis & Neil Hopkinson Department of Mechanical Engineering, The University of Sheffield, Sheffield, S1 3JD, UK Abstract REVIEWED
Impact of Laser Power and Build Orientation on the Mechanical Properties of Selectively Laser Sintered Parts
 Proceedings of The National Conference On Undergraduate Research (NCUR) 2013 University of Wisconsin La Crosse, WI April 11 13, 2013 Impact of Laser Power and Build Orientation on the Mechanical Properties
Proceedings of The National Conference On Undergraduate Research (NCUR) 2013 University of Wisconsin La Crosse, WI April 11 13, 2013 Impact of Laser Power and Build Orientation on the Mechanical Properties
SELECTIVE LASER SINTERING OF POLYAMIDE12 COMPOSITES. Mengxue Yan, Xiaoyong Tian* and Gang Pengr
 21 st International Conference on Composite Materials Xi an, 20-25 th August 2017 SELECTIVE LASER SINTERING OF POLYAMIDE12 COMPOSITES Mengxue Yan, Xiaoyong Tian* and Gang Pengr State Key Laboratory of
21 st International Conference on Composite Materials Xi an, 20-25 th August 2017 SELECTIVE LASER SINTERING OF POLYAMIDE12 COMPOSITES Mengxue Yan, Xiaoyong Tian* and Gang Pengr State Key Laboratory of
EFFECT OF SINTERING PARAMETERS AND FLOW AGENT ON THE MECHANICAL PROPERTIES OF HIGH SPEED SINTERED ELASTOMER. Farhana Norazman and Neil Hopkinson
 EFFECT OF SINTERING PARAMETERS AND FLOW AGENT ON THE MECHANICAL PROPERTIES OF HIGH SPEED SINTERED ELASTOMER Farhana Norazman and Neil Hopkinson Department of Mechanical Engineering, The University of Sheffield,
EFFECT OF SINTERING PARAMETERS AND FLOW AGENT ON THE MECHANICAL PROPERTIES OF HIGH SPEED SINTERED ELASTOMER Farhana Norazman and Neil Hopkinson Department of Mechanical Engineering, The University of Sheffield,
Injection moulding: properties customization by varying process conditions
 Loughborough University Institutional Repository Injection moulding: properties customization by varying process conditions This item was submitted to Loughborough University's Institutional Repository
Loughborough University Institutional Repository Injection moulding: properties customization by varying process conditions This item was submitted to Loughborough University's Institutional Repository
Selective Laser Sintering Processing Behavior of Polyamide Powders
 Selective Laser Sintering Processing Behavior of Polyamide Powders Yuanyuan Wang, Christina M. DiNapoli, Gabby A. Tofig, Ross W. Cunningham and Raymond A. Pearson, Lehigh University, Bethlehem, PA Abstract
Selective Laser Sintering Processing Behavior of Polyamide Powders Yuanyuan Wang, Christina M. DiNapoli, Gabby A. Tofig, Ross W. Cunningham and Raymond A. Pearson, Lehigh University, Bethlehem, PA Abstract
FINAL PROJECT REPORT FORM
 FINAL PROJECT REPORT FORM IMCRC Project number 251 Budget code J11774 INVESTIGATOR DETAILS Principal Investigator Co-investigator 1 Co-investigator 2 Title Dr Mr Forename(s) Neil Barry Surname Hopkinson
FINAL PROJECT REPORT FORM IMCRC Project number 251 Budget code J11774 INVESTIGATOR DETAILS Principal Investigator Co-investigator 1 Co-investigator 2 Title Dr Mr Forename(s) Neil Barry Surname Hopkinson
PHYSICO-MECHANICAL PROPERTIES CHARACTERIZATION OF THE PARTS FROM PA 2200 MANUFACTURED BY SELECTIVE LASER SINTERING TECHNOLOGY
 PHYSICO-MECHANICAL PROPERTIES CHARACTERIZATION OF THE PARTS FROM PA 2200 MANUFACTURED BY SELECTIVE LASER SINTERING TECHNOLOGY Borzan C.Ş.; Berce P.; Chezan H.; Sabău E.; Radu S.A.; Ridzon M.; borzan_cristina@ymail.com
PHYSICO-MECHANICAL PROPERTIES CHARACTERIZATION OF THE PARTS FROM PA 2200 MANUFACTURED BY SELECTIVE LASER SINTERING TECHNOLOGY Borzan C.Ş.; Berce P.; Chezan H.; Sabău E.; Radu S.A.; Ridzon M.; borzan_cristina@ymail.com
Investigating mechanical anisotropy and end-of-vector effect in laser-sintered nylon parts
 Loughborough University Institutional Repository Investigating mechanical anisotropy and end-of-vector effect in laser-sintered nylon parts This item was submitted to Loughborough University's Institutional
Loughborough University Institutional Repository Investigating mechanical anisotropy and end-of-vector effect in laser-sintered nylon parts This item was submitted to Loughborough University's Institutional
Effect of infra-red power level on the sintering behaviour in the high speed sintering process
 Loughborough University Institutional Repository Effect of infra-red power level on the sintering behaviour in the high speed sintering process This item was submitted to Loughborough University's Institutional
Loughborough University Institutional Repository Effect of infra-red power level on the sintering behaviour in the high speed sintering process This item was submitted to Loughborough University's Institutional
Shear viscosity measurements on Polyamide-12 polymers for laser sintering
 Loughborough University Institutional Repository Shear viscosity measurements on Polyamide-12 polymers for laser sintering This item was submitted to Loughborough University's Institutional Repository
Loughborough University Institutional Repository Shear viscosity measurements on Polyamide-12 polymers for laser sintering This item was submitted to Loughborough University's Institutional Repository
THE MANUFACTURING AND MECHANICAL PROPERTIES OF PA6/PA12 BLENDS BY SELECTIVE LASER SINTERING
 THE MANUFACTURING AND MECHANICAL PROPERTIES OF PA6/PA12 BLENDS BY SELECTIVE LASER SINTERING Gean V. Salmoria 1, Janaina L. Leite 1, Alexandre Lago 1 Universidade Federal de Santa Catarina (UFSC), CIMJECT
THE MANUFACTURING AND MECHANICAL PROPERTIES OF PA6/PA12 BLENDS BY SELECTIVE LASER SINTERING Gean V. Salmoria 1, Janaina L. Leite 1, Alexandre Lago 1 Universidade Federal de Santa Catarina (UFSC), CIMJECT
Analysis of creep behavior of polypropylene fibers
 Loughborough University Institutional Repository Analysis of creep behavior of polypropylene fibers This item was submitted to Loughborough University's Institutional Repository by the/an author. Citation:
Loughborough University Institutional Repository Analysis of creep behavior of polypropylene fibers This item was submitted to Loughborough University's Institutional Repository by the/an author. Citation:
Effects of processing on microstructure and properties of SLS Nylon 12
 Loughborough University Institutional Repository Effects of processing on microstructure and properties of SLS Nylon 12 This item was submitted to Loughborough University's Institutional Repository by
Loughborough University Institutional Repository Effects of processing on microstructure and properties of SLS Nylon 12 This item was submitted to Loughborough University's Institutional Repository by
INFLUENCE OF PROCEES PARAMETERS ON DENSITY OF PARTS PRODUCED BY SELECTIVE LASER SINTERING
 INFLUENCE OF PROCEES PARAMETERS ON DENSITY OF PARTS PRODUCED BY SELECTIVE LASER SINTERING * Dr. Sushant Negi, ** Miss. Pallavi Chauhan, *** Dr. Sunil Thakur * Department of Mechanical Engineering, AP Goyal
INFLUENCE OF PROCEES PARAMETERS ON DENSITY OF PARTS PRODUCED BY SELECTIVE LASER SINTERING * Dr. Sushant Negi, ** Miss. Pallavi Chauhan, *** Dr. Sunil Thakur * Department of Mechanical Engineering, AP Goyal
Development of SLM quality system for gas turbines engines parts production
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Development of SLM quality system for gas turbines engines parts production To cite this article: V V Kokareva et al 2018 IOP
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Development of SLM quality system for gas turbines engines parts production To cite this article: V V Kokareva et al 2018 IOP
Research on relationship between depth of fusion and process parameters in lowtemperature T. KIGURE*, Y.YAMAUCHI*, T. NIINO
 Solid Freeform Fabrication 218: Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference Reviewed Paper Research on relationship between depth
Solid Freeform Fabrication 218: Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference Reviewed Paper Research on relationship between depth
Keywords Rapid Prototyping, Rapid Manufacture, Selective Laser Sintering, Post-processing, Material properties.
 POST-PROCESSING OF DURAFORM PARTS FOR RAPID MANUFACTURE H. Zarringhalam and N. Hopkinson Wolfson School of Mechanical and Manufacturing Engineering, Loughborough University, UK Abstract In recent years
POST-PROCESSING OF DURAFORM PARTS FOR RAPID MANUFACTURE H. Zarringhalam and N. Hopkinson Wolfson School of Mechanical and Manufacturing Engineering, Loughborough University, UK Abstract In recent years
Analytical Testing for Product Development Whitepaper Dan Clark Lab Manager Teel Plastics, Inc. August 30, 2017
 Analytical Testing for Product Development Whitepaper Dan Clark Lab Manager Teel Plastics, Inc. August 30, 2017 Background This paper provides information on the advantages of a comprehensive testing program
Analytical Testing for Product Development Whitepaper Dan Clark Lab Manager Teel Plastics, Inc. August 30, 2017 Background This paper provides information on the advantages of a comprehensive testing program
Recyclability of Flame Retarded Polycarbonate: Comparison of Non-halogenated to Halogenated Flame Retardants
 Recyclability of Flame Retarded Polycarbonate: Comparison of Non-halogenated to Halogenated Flame Retardants David Statler Jr., Evan Stajduhar, and Rakesh K. Gupta Department of Chemical Engineering, West
Recyclability of Flame Retarded Polycarbonate: Comparison of Non-halogenated to Halogenated Flame Retardants David Statler Jr., Evan Stajduhar, and Rakesh K. Gupta Department of Chemical Engineering, West
Comparison of Material Properties and Microstructure of Specimens Built Using the 3D Systems Vanguard HS and Vanguard HiQ+HS SLS Systems
 University of Dayton ecommons Mechanical and Aerospace Engineering Faculty Publications Department of Mechanical and Aerospace Engineering -007 Comparison of Material Properties and Microstructure of Specimens
University of Dayton ecommons Mechanical and Aerospace Engineering Faculty Publications Department of Mechanical and Aerospace Engineering -007 Comparison of Material Properties and Microstructure of Specimens
Material and Method Material
 Solid Freeform Fabrication 2016: Proceedings of the 26th 27th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference Reviewed Paper Implementation of tophat profile
Solid Freeform Fabrication 2016: Proceedings of the 26th 27th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference Reviewed Paper Implementation of tophat profile
Markforged: Taking a different approach to metal Additive Manufacturing
 Loughborough University Institutional Repository Markforged: Taking a different approach to metal Additive Manufacturing This item was submitted to Loughborough University's Institutional Repository by
Loughborough University Institutional Repository Markforged: Taking a different approach to metal Additive Manufacturing This item was submitted to Loughborough University's Institutional Repository by
Plastic Laser Sintering Challenges to Real Manufacturing Toshiki NIINO Institute of Industrial Science the University of TOKYO
 Plastic Laser Sintering Challenges to Real Manufacturing Toshiki NIINO Institute of Industrial Science the University of TOKYO TRAM 3 Conference 12th, September, 2012 Toshiki NIINO Outline Additive Manufacturing
Plastic Laser Sintering Challenges to Real Manufacturing Toshiki NIINO Institute of Industrial Science the University of TOKYO TRAM 3 Conference 12th, September, 2012 Toshiki NIINO Outline Additive Manufacturing
Production and Characterization of Uniform and Graded Porous Polyamide Structures Using Selective Laser Sintering
 Production and Characterization of Uniform and Graded Porous Polyamide Structures Using Selective Laser Sintering M. Erdal 1, S. Dag 2, Y. A. C. Jande 3 and C. M. Tekin 4 Department of Mechanical Engineering,
Production and Characterization of Uniform and Graded Porous Polyamide Structures Using Selective Laser Sintering M. Erdal 1, S. Dag 2, Y. A. C. Jande 3 and C. M. Tekin 4 Department of Mechanical Engineering,
THE EFFECT OF THE LASER PROCESS PARAMETERS IN THE MICROSTRUCTURE AND MECHANICAL PROPERTIES OF TI6AL4V PRODUCED BY SELECTIVE LASER SINTERING/MELTING
 THE EFFECT OF THE LASER PROCESS PARAMETERS IN THE MICROSTRUCTURE AND MECHANICAL PROPERTIES OF TI6AL4V PRODUCED BY SELECTIVE LASER SINTERING/MELTING João Batista FOGAGNOLO 1, Edwin SALLICA-LEVA 1, Eder
THE EFFECT OF THE LASER PROCESS PARAMETERS IN THE MICROSTRUCTURE AND MECHANICAL PROPERTIES OF TI6AL4V PRODUCED BY SELECTIVE LASER SINTERING/MELTING João Batista FOGAGNOLO 1, Edwin SALLICA-LEVA 1, Eder
Melting point: 133 C. Algro Brits. ph:
 CHAPTER 6 MATERIALS AND SAMPLE PREPARATION 6.1 Materials Two different urea-polymer systems were investigated as potential compoundable moulding compounds: Ethylene vinyl acetate (EVA) Glycerine plasticised
CHAPTER 6 MATERIALS AND SAMPLE PREPARATION 6.1 Materials Two different urea-polymer systems were investigated as potential compoundable moulding compounds: Ethylene vinyl acetate (EVA) Glycerine plasticised
EXTRUSION OF ELASTOMER FILM, EFFECTS OF ELASTOMER DESIGN ON CHILL ROLL STICKING
 EXTRUSION OF ELASTOMER FILM, EFFECTS OF ELASTOMER DESIGN ON CHILL ROLL STICKING Mary Ann Jones, Todd Hogan, and Sarah Gassner, The Dow Chemical Company, Midland, MI Abstract Sticking of plastic webs to
EXTRUSION OF ELASTOMER FILM, EFFECTS OF ELASTOMER DESIGN ON CHILL ROLL STICKING Mary Ann Jones, Todd Hogan, and Sarah Gassner, The Dow Chemical Company, Midland, MI Abstract Sticking of plastic webs to
The Importance of Material Characterization
 December 2018 The Importance of Material Characterization for Simulation Applications Problem: A PC/PBT resin was the selected material for an injection molding application. The material was not characterized
December 2018 The Importance of Material Characterization for Simulation Applications Problem: A PC/PBT resin was the selected material for an injection molding application. The material was not characterized
Accelerated testing of performance of thin film module
 Loughborough University Institutional Repository Accelerated testing of performance of thin film module This item was submitted to Loughborough University's Institutional Repository by the/an author. Citation:
Loughborough University Institutional Repository Accelerated testing of performance of thin film module This item was submitted to Loughborough University's Institutional Repository by the/an author. Citation:
This document is downloaded from DR-NTU, Nanyang Technological University Library, Singapore.
 This document is downloaded from DR-NTU, Nanyang Technological University Library, Singapore. Title Author(s) Citation Understanding The Link Between Process Parameters, Microstructure And Mechanical Properties
This document is downloaded from DR-NTU, Nanyang Technological University Library, Singapore. Title Author(s) Citation Understanding The Link Between Process Parameters, Microstructure And Mechanical Properties
Ultra High Molecular Weight Polyethylene (UHMWPE)
") Ultra High Molecular Weight Polyethylene (UHMWPE) Characteristics.... High impact strength Low coefficient of friction High abrasion resistance Chemical resistance injection blow extrusion UHMWPE H = 100~
Ultra High Molecular Weight Polyethylene (UHMWPE) Characteristics.... High impact strength Low coefficient of friction High abrasion resistance Chemical resistance injection blow extrusion UHMWPE H = 100~
DEVELOPMENT OF NANOFIBERS REINFORCED POLYMER COMPOSITE FOR SPACE APPLICATION
 DEVELOPMENT OF NANOFIBERS REINFORCED POLYMER COMPOSITE FOR SPACE APPLICATION H.M.S. Iqbal, S.Bhowmik, R.Benedictus Faculty of Aerospace Engineering, Delft University of Technology Kluyverweg 1, 2629 HS,
DEVELOPMENT OF NANOFIBERS REINFORCED POLYMER COMPOSITE FOR SPACE APPLICATION H.M.S. Iqbal, S.Bhowmik, R.Benedictus Faculty of Aerospace Engineering, Delft University of Technology Kluyverweg 1, 2629 HS,
MICROWAVE MEASUREMENTS OF NYLON-12 POWDER AGEING FOR ADDITIVE MANUFACTURING. N. Clark 1, F. Lacan and A. Porch
 Solid Freeform Fabrication 207: Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference Reviewed Paper MICROWAVE MEASUREMENTS OF NYLON-2 POWDER
Solid Freeform Fabrication 207: Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference Reviewed Paper MICROWAVE MEASUREMENTS OF NYLON-2 POWDER
Selective Laser Sintering of SiC/Polyamide Matrix Composites
 Selective Laser Sintering of SiC/Polyamide Matrix Composites Toby Gill and Bernard Hon Rapid Prototyping Centre Department of Engineering, The University of Liverpool, Uk. Abstract This paper presents
Selective Laser Sintering of SiC/Polyamide Matrix Composites Toby Gill and Bernard Hon Rapid Prototyping Centre Department of Engineering, The University of Liverpool, Uk. Abstract This paper presents
Ultra High Molecular Weight Polyethylene (UHMWPE)
") Ultra High Molecular Weight Polyethylene (UHMWPE) UTEC is the trade name of the Ultra High Molecular Weight Polyethylene (UHMWPE) developed and produced by Braskem with our own catalyst and production
Ultra High Molecular Weight Polyethylene (UHMWPE) UTEC is the trade name of the Ultra High Molecular Weight Polyethylene (UHMWPE) developed and produced by Braskem with our own catalyst and production
Silicone masterbatch additives for improved plastics processing
 Gummi Fasern Kunststoffe, No. 11, 2000, p. 778 masterbatch additives for improved plastics processing V.B. John and H. Rubroeder* Translation submitted by C. Hinchliffe Selected from International Polymer
Gummi Fasern Kunststoffe, No. 11, 2000, p. 778 masterbatch additives for improved plastics processing V.B. John and H. Rubroeder* Translation submitted by C. Hinchliffe Selected from International Polymer
Thermal effects on stereolithography tools during injection moulding
 Loughborough University Institutional Repository Thermal effects on stereolithography tools during injection moulding This item was submitted to Loughborough University's Institutional Repository by the/an
Loughborough University Institutional Repository Thermal effects on stereolithography tools during injection moulding This item was submitted to Loughborough University's Institutional Repository by the/an
The Effect of Build Orientation and Surface Modification on Mechanical Properties of High Speed Sintered Parts
 The Effect of Build Orientation and Surface Modification on Mechanical Properties of High Speed Sintered Parts Adam Ellis, *a Ryan Brown, a & Neil Hopkinson, a a Department of Mechanical Engineering, The
The Effect of Build Orientation and Surface Modification on Mechanical Properties of High Speed Sintered Parts Adam Ellis, *a Ryan Brown, a & Neil Hopkinson, a a Department of Mechanical Engineering, The
SIMULATION AND EXPERIMENTAL VERIFICATION OF CRYSTALLINE POLYMER AND DIRECT METAL SELECTIVE LASER SINTERING
 SIMULATION AND EXPERIMENTAL VERIFICATION OF CRYSTALLINE POLYMER AND DIRECT METAL SELECTIVE LASER SINTERING T. H. C. Childs, C. Hauser, C. M. Taylor and A. E. Tontowi School of Mechanical Engineering, University
SIMULATION AND EXPERIMENTAL VERIFICATION OF CRYSTALLINE POLYMER AND DIRECT METAL SELECTIVE LASER SINTERING T. H. C. Childs, C. Hauser, C. M. Taylor and A. E. Tontowi School of Mechanical Engineering, University
Ultra High Molecular Weight Polyethylene (UHMWPE)
") Ultra High Molecular Weight Polyethylene (UHMWPE) UTEC is the trade name of the Ultra High Molecular Weight Polyethylene (UHMWPE) developed and produced by Braskem with its own catalyst and production
Ultra High Molecular Weight Polyethylene (UHMWPE) UTEC is the trade name of the Ultra High Molecular Weight Polyethylene (UHMWPE) developed and produced by Braskem with its own catalyst and production
Characterisation of Ti6Al4V (ELI) Powder Used by the South African Collaborative Program in Additive Manufacturing by
 Powder Used by the South African Collaborative Program in Additive Manufacturing by") Characterisation of Powder Used by the South African Collaborative Program in Additive Manufacturing by K. Thejane 1, S. Chikosha 2, W. B. Du. Preez 3 1,3 Department of Mechanical Engineering Central University
Characterisation of Powder Used by the South African Collaborative Program in Additive Manufacturing by K. Thejane 1, S. Chikosha 2, W. B. Du. Preez 3 1,3 Department of Mechanical Engineering Central University
DIRECT LASER SINTERING OF BOROSILICATE GLASS
 DIRECT LASER SINTERING OF BOROSILICATE GLASS F. Klocke, A. McClung and C. Ader Fraunhofer Institute for Production Technology IPT, Aachen, Germany Reviewed, accepted August 4, 2004 Abstract Despite the
DIRECT LASER SINTERING OF BOROSILICATE GLASS F. Klocke, A. McClung and C. Ader Fraunhofer Institute for Production Technology IPT, Aachen, Germany Reviewed, accepted August 4, 2004 Abstract Despite the
IN-SITU-PULTRUSION STRUCTURAL THERMOPLASTIC FRP-PARTS
 IN-SITU-PULTRUSION STRUCTURAL THERMOPLASTIC FRP-PARTS Stefan Epple, Institut für Kunststofftechnik, University of Stuttgart, Germany Christian Bonten, Institut für Kunststofftechnik, University of Stuttgart,
IN-SITU-PULTRUSION STRUCTURAL THERMOPLASTIC FRP-PARTS Stefan Epple, Institut für Kunststofftechnik, University of Stuttgart, Germany Christian Bonten, Institut für Kunststofftechnik, University of Stuttgart,
High Speed Sintering for 3D printing applications
 High Speed Sintering for 3D printing applications High Speed Sintering for 3D printing applications Neil Hopkinson, Adam Ellis, Adam Strevens, Manolis Papastavrou and Torben Lange, Xaar plc Introduction
High Speed Sintering for 3D printing applications High Speed Sintering for 3D printing applications Neil Hopkinson, Adam Ellis, Adam Strevens, Manolis Papastavrou and Torben Lange, Xaar plc Introduction
MECHANICAL AND THERMAL PROPERTIES OF FDM PARTS MANUFACTURED WITH POLYAMIDE 12. F. Knoop1,2, V. Schoeppner1
 MECHANICAL AND THERMAL PROPERTIES OF FDM PARTS MANUFACTURED WITH POLYAMIDE 12 F. Knoop1,2, V. Schoeppner1 1 2 Kunststofftechnik Paderborn (KTP), University of Paderborn, 3398 Paderborn, Germany Direct
MECHANICAL AND THERMAL PROPERTIES OF FDM PARTS MANUFACTURED WITH POLYAMIDE 12 F. Knoop1,2, V. Schoeppner1 1 2 Kunststofftechnik Paderborn (KTP), University of Paderborn, 3398 Paderborn, Germany Direct
EFFECT OF EMPLOYING DIFFERENT GRADES OF RECYCLED POLYAMIDE 12 ON THE SURFACE TEXTURE OF LASER SINTERED (LS) PARTS
 PARTS") EFFECT OF EMPLOYING DIFFERENT GRADES OF RECYCLED POLYAMIDE 12 ON THE SURFACE TEXTURE OF LASER SINTERED (LS) PARTS WAY Yusoff *,D.T Pham **, K.Dotchev *** * Manufacturing and Materials Engineering Department
EFFECT OF EMPLOYING DIFFERENT GRADES OF RECYCLED POLYAMIDE 12 ON THE SURFACE TEXTURE OF LASER SINTERED (LS) PARTS WAY Yusoff *,D.T Pham **, K.Dotchev *** * Manufacturing and Materials Engineering Department
A REVIEW OF WATER RESISTANCE TEST METHODS FOR PRESSURE SENSITIVE ADHESIVES
 A REVIEW OF WATER RESISTANCE TEST METHODS FOR PRESSURE SENSITIVE ADHESIVES Laura J Donkus, Technical Service Scientist, The Dow Chemical Company, Collegeville, PA William B Griffith, PhD, Principal Scientist,
A REVIEW OF WATER RESISTANCE TEST METHODS FOR PRESSURE SENSITIVE ADHESIVES Laura J Donkus, Technical Service Scientist, The Dow Chemical Company, Collegeville, PA William B Griffith, PhD, Principal Scientist,
Quantitation of amorphous content
 13 Quantitation of amorphous content Amorphous fractions can significantly change the physicochemical properties of active pharmaceutical ingredients and drug products. Solvias offers a variety of analytical
13 Quantitation of amorphous content Amorphous fractions can significantly change the physicochemical properties of active pharmaceutical ingredients and drug products. Solvias offers a variety of analytical
SLS POWDER LIFE STUDY
 SLS POWDER LIFE STUDY J. Choren, V. Gervasi, T. Herman, S. Kamara, and J. Mitchell Rapid Prototyping Center, Milwaukee School of Engineering 1025 N. Broadway, Milwaukee, WI 53202 ABSTRACT Producing acceptable
SLS POWDER LIFE STUDY J. Choren, V. Gervasi, T. Herman, S. Kamara, and J. Mitchell Rapid Prototyping Center, Milwaukee School of Engineering 1025 N. Broadway, Milwaukee, WI 53202 ABSTRACT Producing acceptable
G16 - THERMAL ANALYSIS
 001-1012PDG.pdf 1 1 G16 - THERMAL ANALYSIS 2 3 4 5 6 7 8 9 Thermal analysis is a group of techniques in which the variation of a physical property of a substance is measured as a function of temperature.
001-1012PDG.pdf 1 1 G16 - THERMAL ANALYSIS 2 3 4 5 6 7 8 9 Thermal analysis is a group of techniques in which the variation of a physical property of a substance is measured as a function of temperature.
Microstructural analysis of non-woven fabrics using scanning electron microscopy and image processing. Part 2: application to hydroentangled fabrics
 Loughborough University Institutional Repository Microstructural analysis of non-woven fabrics using scanning electron microscopy and image processing. Part 2: application to hydroentangled fabrics This
Loughborough University Institutional Repository Microstructural analysis of non-woven fabrics using scanning electron microscopy and image processing. Part 2: application to hydroentangled fabrics This
Finite Element Analysis of Additively Manufactured Products
 Finite Element Analysis of Additively Manufactured Products Megan Lobdell, Brian Croop and Hubert Lobo DatapointLabs, Ithaca, NY, USA Summary With the growing interest in 3D printing, there is a desire
Finite Element Analysis of Additively Manufactured Products Megan Lobdell, Brian Croop and Hubert Lobo DatapointLabs, Ithaca, NY, USA Summary With the growing interest in 3D printing, there is a desire
INFLUENCE OF MOLD PROPERTIES ON THE QUALITY OF INJECTION MOLDED PARTS
 PERIODICA POLYTECHNICA SER. MECH. ENG. VOL. 49, NO. 2, PP. 115 122 (2005) INFLUENCE OF MOLD PROPERTIES ON THE QUALITY OF INJECTION MOLDED PARTS József Gábor KOVÁCS and Tibor BERCSEY Faculty of Mechanical
PERIODICA POLYTECHNICA SER. MECH. ENG. VOL. 49, NO. 2, PP. 115 122 (2005) INFLUENCE OF MOLD PROPERTIES ON THE QUALITY OF INJECTION MOLDED PARTS József Gábor KOVÁCS and Tibor BERCSEY Faculty of Mechanical
A comparison between stereolithography and aluminium injection moulding tooling
 Loughborough University Institutional Repository A comparison between stereolithography and aluminium injection moulding tooling This item was submitted to Loughborough University's Institutional Repository
Loughborough University Institutional Repository A comparison between stereolithography and aluminium injection moulding tooling This item was submitted to Loughborough University's Institutional Repository
SEMATECH Provisional Test Method for Evaluating Bulk Polymer Samples of UPW Distribution System Components (DSC and TGA Methods)
") Provisional Test Method for Evaluating Bulk Polymer Samples of UPW Distribution System Components (DSC and TGA Methods) Technology Transfer 92010939B-STD and the logo are registered service marks of, Inc.
Provisional Test Method for Evaluating Bulk Polymer Samples of UPW Distribution System Components (DSC and TGA Methods) Technology Transfer 92010939B-STD and the logo are registered service marks of, Inc.
Suspension polymerisation of vinyl chloride in presence of ultra fine filler particles
 Loughborough University Institutional Repository Suspension polymerisation of vinyl chloride in presence of ultra fine filler particles This item was submitted to Loughborough University's Institutional
Loughborough University Institutional Repository Suspension polymerisation of vinyl chloride in presence of ultra fine filler particles This item was submitted to Loughborough University's Institutional
Suspension polymerisation of vinyl chloride in presence of ultra fine filler particles
 Loughborough University Institutional Repository Suspension polymerisation of vinyl chloride in presence of ultra fine filler particles This item was submitted to Loughborough University s Institutional
Loughborough University Institutional Repository Suspension polymerisation of vinyl chloride in presence of ultra fine filler particles This item was submitted to Loughborough University s Institutional
Additive Manufacturing Technology November
 Additive Manufacturing Technology November 2012 www.3trpd.co.uk Phil Kilburn DMLS Sales Manager Agenda About 3T RPD Ltd Overview of Additive Manufacturing Manufacturing directly in metals Arcam - Electron
Additive Manufacturing Technology November 2012 www.3trpd.co.uk Phil Kilburn DMLS Sales Manager Agenda About 3T RPD Ltd Overview of Additive Manufacturing Manufacturing directly in metals Arcam - Electron
THE EFFECT OF PHTHALOCYANINE PIGMENT ON THE MICROSTRUCTURAL AND MECHANICAL PERFORMANCE OF PROPYLENE- ETHYLENE BLOCK COPOLYMER
 THE EFFECT OF PHTHALOCYANINE PIGMENT ON THE MICROSTRUCTURAL AND MECHANICAL PERFORMANCE OF PROPYLENE- ETHYLENE BLOCK COPOLYMER Major, I.F.M and McNally, G.M. Polymer Processing Research Centre, Queen s
THE EFFECT OF PHTHALOCYANINE PIGMENT ON THE MICROSTRUCTURAL AND MECHANICAL PERFORMANCE OF PROPYLENE- ETHYLENE BLOCK COPOLYMER Major, I.F.M and McNally, G.M. Polymer Processing Research Centre, Queen s
Injection Molding Guide for KEPITAL
 Injection Molding Guide for KEPITAL R&D Center 1. Safety recommendations (1) Safety precautions during processing In processing KEPITAL, an extraction hood should be equipped over the barrel unit and measures
Injection Molding Guide for KEPITAL R&D Center 1. Safety recommendations (1) Safety precautions during processing In processing KEPITAL, an extraction hood should be equipped over the barrel unit and measures
A chemical change indicates the onset of oxidation or degradation of the material. 2,3 There are
 Thermal analysis of Tin, Lead-Tin Alloy and Polyethylene Using DSC and TG-DTA Eman Mousa Alhajji North Carolina State University Department of Materials Science and Engineering MSE 335 Lab Report 201 A
Thermal analysis of Tin, Lead-Tin Alloy and Polyethylene Using DSC and TG-DTA Eman Mousa Alhajji North Carolina State University Department of Materials Science and Engineering MSE 335 Lab Report 201 A
Literature Review [P. Jacobs, 1992] Needs of Manufacturing Industry [X. Yan, P. Gu, 1996] Karapatics N., 1999]
![Literature Review [P. Jacobs, 1992] Needs of Manufacturing Industry [X. Yan, P. Gu, 1996] Karapatics N., 1999]](/thumbs/86/93204911.jpg "Literature Review [P. Jacobs, 1992] Needs of Manufacturing Industry [X. Yan, P. Gu, 1996] Karapatics N., 1999]") Literature Review Based on this knowledge the work of others relating to selective laser sintering (SLSLM) of metal is reviewed, leading to a statement of aims for this PhD project. Provides background
Literature Review Based on this knowledge the work of others relating to selective laser sintering (SLSLM) of metal is reviewed, leading to a statement of aims for this PhD project. Provides background
Supporting Information
 Supporting Information Novel Interwoven Polymer Composites via Dual- Electrospinning with Shape Memory/Self-healing Properties Jaimee M. Robertson, Hossein Birjandi Nejad, Patrick T. Mather* Syracuse Biomaterials
Supporting Information Novel Interwoven Polymer Composites via Dual- Electrospinning with Shape Memory/Self-healing Properties Jaimee M. Robertson, Hossein Birjandi Nejad, Patrick T. Mather* Syracuse Biomaterials
Investigation of Dimensional Accuracy/Mechanical Properties of Part Produced by Selective Laser Sintering
 International Journal of Applied Science and Engineering 2012. 10, 1: 59-68 Investigation of Dimensional Accuracy/Mechanical Properties of Part Produced by Selective Laser Sintering Sharanjit Singh *,
International Journal of Applied Science and Engineering 2012. 10, 1: 59-68 Investigation of Dimensional Accuracy/Mechanical Properties of Part Produced by Selective Laser Sintering Sharanjit Singh *,
Predicting stereolithography. injection mould tool behaviour using models to predict ejection. tool strength.
 Loughborough University Institutional Repository Predicting stereolithography injection mould tool behaviour using models to predict ejection force and tool strength. This item was submitted to Loughborough
Loughborough University Institutional Repository Predicting stereolithography injection mould tool behaviour using models to predict ejection force and tool strength. This item was submitted to Loughborough
Study on crystallization behaviour of co-polyamide 66 containing triaryl phosphine oxide
 Bull. Mater. Sci., Vol. 35, No. 2, April 212, pp. 233 242. c Indian Academy of Sciences. Study on crystallization behaviour of co-polyamide 66 containing triaryl phosphine oxide YANG XIAO FENG, LI QIAO
Bull. Mater. Sci., Vol. 35, No. 2, April 212, pp. 233 242. c Indian Academy of Sciences. Study on crystallization behaviour of co-polyamide 66 containing triaryl phosphine oxide YANG XIAO FENG, LI QIAO
INVESTIGATION THE EFFECT OF PARTICLE SIZE DISTRIBUTION ON PROCESSING PARAMETERS OPTIMISATION IN SELECTIVE LASER MELTING PROCESS
 INVESTIGATION THE EFFECT OF PARTICLE SIZE DISTRIBUTION ON PROCESSING PARAMETERS OPTIMISATION IN SELECTIVE LASER MELTING PROCESS Bochuan Liu, Ricky Wildman, Christopher Tuck, Ian Ashcroft, Richard Hague
INVESTIGATION THE EFFECT OF PARTICLE SIZE DISTRIBUTION ON PROCESSING PARAMETERS OPTIMISATION IN SELECTIVE LASER MELTING PROCESS Bochuan Liu, Ricky Wildman, Christopher Tuck, Ian Ashcroft, Richard Hague
ASTM Test Method. R&D Center
 ASTM Test Method R&D Center Density (ASTM D792, test method A) 1. Definition (1) Density : ratio of the mass of a sample to its volume expressed in kg/ m3 = 1,000 g/ cm3 (2) Specific gravity : the ratio
ASTM Test Method R&D Center Density (ASTM D792, test method A) 1. Definition (1) Density : ratio of the mass of a sample to its volume expressed in kg/ m3 = 1,000 g/ cm3 (2) Specific gravity : the ratio
Product Data Sheet MCP 137/Metspec 281 Alloy UPDATED ON
 TYPICAL USES The principal uses of the alloy depend on the density difference between liquid and solid and the dimensional changes after solidification being both very small, the actual magnitude of the
TYPICAL USES The principal uses of the alloy depend on the density difference between liquid and solid and the dimensional changes after solidification being both very small, the actual magnitude of the
PROBLEM 2: PREDICTING GLASS RIBBON SHAPE IN
 PROBLEM 2: PREDICTING GLASS RIBBON SHAPE IN THE TIN BATH Industry: Glass Industry Representative: Eddie Ferreira Moderator: TBD Student Moderator: TBD PROBLEM STATEMENT During the forming process, the
PROBLEM 2: PREDICTING GLASS RIBBON SHAPE IN THE TIN BATH Industry: Glass Industry Representative: Eddie Ferreira Moderator: TBD Student Moderator: TBD PROBLEM STATEMENT During the forming process, the
ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS
 Proceedings in Manufacturing Systems, Volume 11, Issue 2, 2016, 95 100 ISSN 2067-9238 ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS Karel RAZ 1,*, Martin ZAHALKA 2 1) PhD, Lecturer, Eng.,
Proceedings in Manufacturing Systems, Volume 11, Issue 2, 2016, 95 100 ISSN 2067-9238 ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS Karel RAZ 1,*, Martin ZAHALKA 2 1) PhD, Lecturer, Eng.,
PBT AND ITS ADVANTAGES
 AND ITS ADVANTAGES Polybutylene terephthalates () are semi-crystalline engineering plastic materials with outstanding properties. The product range covers from high impact with very low stiffness to highly
AND ITS ADVANTAGES Polybutylene terephthalates () are semi-crystalline engineering plastic materials with outstanding properties. The product range covers from high impact with very low stiffness to highly
THERMAL ENERGY STORAGE SYSTEMS STEARIC / LAURIC ACID MIXTURES AS PHASE CHANGE MATERIALS
 3.014 MATERIALS LABORATORY MODULE- β1 September 26 30, 2005 GEETHA P. BERERA THERMAL ENERGY STORAGE SYSTEMS STEARIC / LAURIC ACID MIXTURES AS PHASE CHANGE MATERIALS OBJECTIVES: Prepare stearic acid and
3.014 MATERIALS LABORATORY MODULE- β1 September 26 30, 2005 GEETHA P. BERERA THERMAL ENERGY STORAGE SYSTEMS STEARIC / LAURIC ACID MIXTURES AS PHASE CHANGE MATERIALS OBJECTIVES: Prepare stearic acid and
Solubility of Small-molecule Drugs into Polymer Excipients in Hot Melt Extruded Dosage Forms
 ANNUAL TRANSACTIONS OF THE NORDIC RHEOLOGY SOCIETY, VOL. 22, 204 Solubility of Small-molecule Drugs into Polymer Excipients in Hot Melt Extruded Dosage Forms Johanna Aho, Magnus Edinger, Johan P. Boetker,
ANNUAL TRANSACTIONS OF THE NORDIC RHEOLOGY SOCIETY, VOL. 22, 204 Solubility of Small-molecule Drugs into Polymer Excipients in Hot Melt Extruded Dosage Forms Johanna Aho, Magnus Edinger, Johan P. Boetker,
Validation of a Generic Metallurgical Phase Transformation Framework Applied to Additive Manufacturing Processes
 Validation of a Generic Metallurgical Phase Transformation Framework Applied to Additive Manufacturing Processes Tyler London 1, Victor Oancea 2, and David Griffiths 1 1 TWI Ltd, Cambridge, United Kingdom
Validation of a Generic Metallurgical Phase Transformation Framework Applied to Additive Manufacturing Processes Tyler London 1, Victor Oancea 2, and David Griffiths 1 1 TWI Ltd, Cambridge, United Kingdom
Frictional heating calculations for polymers
 Surface Effects and Contact Mechanics XI 3 Frictional heating calculations for polymers M. Conte, B. Pinedo & A. Igartua IK4-Tekniker, Eibar, Spain Abstract In a previous study, the authors highlighted
Surface Effects and Contact Mechanics XI 3 Frictional heating calculations for polymers M. Conte, B. Pinedo & A. Igartua IK4-Tekniker, Eibar, Spain Abstract In a previous study, the authors highlighted
MEASUREMENT OF RESIDUAL STRESSES IN CLEARWELDS USING PHOTOELASTICITY
 MEASUREMENT OF RESIDUAL STRESSES IN CLEARWELDS USING PHOTOELASTICITY Satish Anantharaman and Avraham Benatar, The Ohio State University Nicole Woosman and Scott Hartley, Gentex Corporation. Abstract Residual
MEASUREMENT OF RESIDUAL STRESSES IN CLEARWELDS USING PHOTOELASTICITY Satish Anantharaman and Avraham Benatar, The Ohio State University Nicole Woosman and Scott Hartley, Gentex Corporation. Abstract Residual
Fabrication of CdTe thin films by close space sublimation
 Loughborough University Institutional Repository Fabrication of CdTe thin films by close space sublimation This item was submitted to Loughborough University's Institutional Repository by the/an author.
Loughborough University Institutional Repository Fabrication of CdTe thin films by close space sublimation This item was submitted to Loughborough University's Institutional Repository by the/an author.
STUDY OF FIBER LENGTH AND MODELING OF PARTIALLY COMPACTED, COMMINGLED POLYPROPYLENE GLASS FIBER FLEECE COMPOSITES
 STUDY OF FIBER LENGTH AND MODELING OF PARTIALLY COMPACTED, COMMINGLED POLYPROPYLENE GLASS FIBER FLEECE COMPOSITES Blanca Maria Lekube 1, Wolfgang Hermann and Christoph Burgstaller 1 1 Transfercenter für
STUDY OF FIBER LENGTH AND MODELING OF PARTIALLY COMPACTED, COMMINGLED POLYPROPYLENE GLASS FIBER FLEECE COMPOSITES Blanca Maria Lekube 1, Wolfgang Hermann and Christoph Burgstaller 1 1 Transfercenter für
Highly Filled Formaldehyde-Free Natural Fiber Polypropylene. Composites 1
 Highly Filled Formaldehyde-Free Natural Fiber Polypropylene Composites 1 Anand R. Sanadi 2, Biological Systems Engineering, 460 Henry Mall, University of Wisconsin-Madison, WI, 53706, USA and Daniel F.
Highly Filled Formaldehyde-Free Natural Fiber Polypropylene Composites 1 Anand R. Sanadi 2, Biological Systems Engineering, 460 Henry Mall, University of Wisconsin-Madison, WI, 53706, USA and Daniel F.
Effect of Powder Compaction in Plastic Laser Sintering Fabrication
 Effect of Powder Compaction in Plastic Laser Sintering Fabrication Toshiki NIINO and Kazuki SATO Institute of Industrial Science, The University of Tokyo, Japan 4-6-1 Komaba Meguro Tokyo, 153-8505 Japan
Effect of Powder Compaction in Plastic Laser Sintering Fabrication Toshiki NIINO and Kazuki SATO Institute of Industrial Science, The University of Tokyo, Japan 4-6-1 Komaba Meguro Tokyo, 153-8505 Japan
TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL
 TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL Product description Grivory HTV-4X1 natural is a 40% glass-fibre reinforced engineering thermoplastic material based on a semi-crystalline, partially aromatic
TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL Product description Grivory HTV-4X1 natural is a 40% glass-fibre reinforced engineering thermoplastic material based on a semi-crystalline, partially aromatic
A METHOD TO ELIMINATE ANCHORS/SUPPORTS FROM DIRECTLY LASER MELTED METAL POWDER BED PROCESSES. K.Mumtaz*, P.Vora and N.Hopkinson*
 A METHOD TO ELIMINATE ANCHORS/SUPPORTS FROM DIRECTLY LASER MELTED METAL POWDER BED PROCESSES K.Mumtaz*, P.Vora and N.Hopkinson* Additive Manufacturing Research Group, Wolfson School of Mechanical Engineering,
A METHOD TO ELIMINATE ANCHORS/SUPPORTS FROM DIRECTLY LASER MELTED METAL POWDER BED PROCESSES K.Mumtaz*, P.Vora and N.Hopkinson* Additive Manufacturing Research Group, Wolfson School of Mechanical Engineering,
Rapid prototyping for direct manufacture
 Loughborough University Institutional Repository Rapid prototyping for direct manufacture This item was submitted to Loughborough University's Institutional Repository by the/an author. Citation: HOPKINSON,
Loughborough University Institutional Repository Rapid prototyping for direct manufacture This item was submitted to Loughborough University's Institutional Repository by the/an author. Citation: HOPKINSON,
Bemis Laboratory Services Your Reliable Test Partner
 Bemis Laboratory Services Your Reliable Test Partner Contents 1. Transportation Testing / Distribution Testing to ASTM D4169 and ISTA Page 4 2. Packaging Integrity /Sample Testing 6 3. Age Testing 8 4.
Bemis Laboratory Services Your Reliable Test Partner Contents 1. Transportation Testing / Distribution Testing to ASTM D4169 and ISTA Page 4 2. Packaging Integrity /Sample Testing 6 3. Age Testing 8 4.
Calcium Carbonate in Blown HDPE Film
 Calcium Carbonate in Blown HDPE Film New Developments to Increase Productivity and Profitability by Gil Morieras - Marketing Manager Polyolefines (Omya) and Dr. Gerard Schaeffer (GS Technology) Many interesting
Calcium Carbonate in Blown HDPE Film New Developments to Increase Productivity and Profitability by Gil Morieras - Marketing Manager Polyolefines (Omya) and Dr. Gerard Schaeffer (GS Technology) Many interesting
Improvement of recycle rate in laser sintering by low temperature process T. KIGURE*, T. NIINO
 Solid Freeform Fabrication 2017: Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference Reviewed Paper Improvement of recycle rate in laser
Solid Freeform Fabrication 2017: Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference Reviewed Paper Improvement of recycle rate in laser
A Study on Injection Moulding of Two Different Pottery Bodies
 A Study on Injection Moulding of Two Different Pottery Bodies M. Y. Anwar 1, M. Zubair 1, M. Ajmal 1, and M. T. Z. Butt 2 1. Department of Metallurgical & Materials Engineering, UET Lahore. 2. Faculty
A Study on Injection Moulding of Two Different Pottery Bodies M. Y. Anwar 1, M. Zubair 1, M. Ajmal 1, and M. T. Z. Butt 2 1. Department of Metallurgical & Materials Engineering, UET Lahore. 2. Faculty
International Journal of Advance Engineering and Research Development
 Scientific Journal of Impact Factor(SJIF): 3.134 International Journal of Advance Engineering and Research Development Volume 2,Issue 5, May -2015 e-issn(o): 2348-4470 p-issn(p): 2348-6406 PARAMETRIC INVESTIGATION
Scientific Journal of Impact Factor(SJIF): 3.134 International Journal of Advance Engineering and Research Development Volume 2,Issue 5, May -2015 e-issn(o): 2348-4470 p-issn(p): 2348-6406 PARAMETRIC INVESTIGATION
ISO INTERNATIONAL STANDARD
 INTERNATIONAL STANDARD ISO 11357-3 Second edition 2011-05-01 Plastics Differential scanning calorimetry (DSC) Part 3: Determination of temperature and enthalpy of melting and crystallization Plastiques
INTERNATIONAL STANDARD ISO 11357-3 Second edition 2011-05-01 Plastics Differential scanning calorimetry (DSC) Part 3: Determination of temperature and enthalpy of melting and crystallization Plastiques
Statistical Process Control Application to Polymer based SLS process
 Statistical Process Control Application to Polymer based SLS process S.O. Akande ac, K.W. Dalgarno a, J. Munguia a, J. Pallari b a School of Mechanical and Systems Engineering, Newcastle University, Newcastle,
Statistical Process Control Application to Polymer based SLS process S.O. Akande ac, K.W. Dalgarno a, J. Munguia a, J. Pallari b a School of Mechanical and Systems Engineering, Newcastle University, Newcastle,
Heat Transfer in Polymers
 Heat Transfer in Polymers Martin Rides, Crispin Allen, Angela Dawson and Simon Roberts 19 October 2005 Heat Transfer in Polymers - Summary Introduction Thermal Conductivity Heat Transfer Coefficient Industrial
Heat Transfer in Polymers Martin Rides, Crispin Allen, Angela Dawson and Simon Roberts 19 October 2005 Heat Transfer in Polymers - Summary Introduction Thermal Conductivity Heat Transfer Coefficient Industrial
EXPERIMENTAL INVESTIGATION ON INFLUENCE OF PROCESS PARAMETERS IN SELECTIVE LASER SINTERING ON ROUNDNESS USING TAGUCHI MEDTHOD
 International Journal of Mechanical and Production Engineering Research and Development (IJMPERD) ISSN (P): 2249-689; ISSN (E): 2249-81 Vol. 7, Issue 6, Dec 217, 45-52 TJPRC Pvt. Ltd EXPERIMENTAL INVESTIGATION
International Journal of Mechanical and Production Engineering Research and Development (IJMPERD) ISSN (P): 2249-689; ISSN (E): 2249-81 Vol. 7, Issue 6, Dec 217, 45-52 TJPRC Pvt. Ltd EXPERIMENTAL INVESTIGATION
Heat Transfer in Polymers
 Heat Transfer in Polymers Martin Rides, Angela Dawson Crispin Allen, Simon Roberts, Chris Brown 29 March 2006 Heat Transfer in Polymers - Summary Introduction Industrial Demonstrations: Corus, Zotefoams
Heat Transfer in Polymers Martin Rides, Angela Dawson Crispin Allen, Simon Roberts, Chris Brown 29 March 2006 Heat Transfer in Polymers - Summary Introduction Industrial Demonstrations: Corus, Zotefoams
PROCESS OPTIMIZATION FOR THE RAPID FABRICATION OF CELLULOSE ACETATE SCAFFOLDS BY SELECTIVE LASER SINTERING
 PROCESS OPTIMIZATION FOR THE RAPID FABRICATION OF CELLULOSE ACETATE SCAFFOLDS BY SELECTIVE LASER SINTERING Gean V. Salmoria 1, Priscila Klauss 1, Janaina L. Leite 1, Rodrigo A. Paggi 1, Alexandre Lago
PROCESS OPTIMIZATION FOR THE RAPID FABRICATION OF CELLULOSE ACETATE SCAFFOLDS BY SELECTIVE LASER SINTERING Gean V. Salmoria 1, Priscila Klauss 1, Janaina L. Leite 1, Rodrigo A. Paggi 1, Alexandre Lago
Manufacturing influences on the fatigue properties of quenched and tempered SAE 4140 specimens
 Available online at www.sciencedirect.com Procedia Engineering 10 (2011) 1184 1189 ICM11 Manufacturing influences on the fatigue properties of quenched and tempered SAE 4140 specimens M. Klein*,P. Starke,
Available online at www.sciencedirect.com Procedia Engineering 10 (2011) 1184 1189 ICM11 Manufacturing influences on the fatigue properties of quenched and tempered SAE 4140 specimens M. Klein*,P. Starke,