Accepted Manuscript. Subhasisa Nath, Indranil Manna, Jyotsna Dutta Majumdar
|
|
|
- Gwendoline Woods
- 6 years ago
- Views:
Transcription
00316-3 DOI: http://dx.doi.org/10.1016/j.corsci.2014.06.")
1 Accepted Manuscript Kinetics and Mechanism of Isothermal Oxidation of Compositionally Graded Yttria Stabilized Zirconia (YSZ) based Thermal Barrier Coating Subhasisa Nath, Indranil Manna, Jyotsna Dutta Majumdar PII: S X(14) DOI: Reference: CS 5921 To appear in: Corrosion Science Received Date: 10 April 2014 Accepted Date: 30 June 2014 Please cite this article as: S. Nath, I. Manna, J.D. Majumdar, Kinetics and Mechanism of Isothermal Oxidation of Compositionally Graded Yttria Stabilized Zirconia (YSZ) based Thermal Barrier Coating, Corrosion Science (2014), doi: This is a PDF file of an unedited manuscript that has been accepted for publication. As a service to our customers we are providing this early version of the manuscript. The manuscript will undergo copyediting, typesetting, and review of the resulting proof before it is published in its final form. Please note that during the production process errors may be discovered which could affect the content, and all legal disclaimers that apply to the journal pertain.
2 Kinetics and Mechanism of Isothermal Oxidation of Compositionally Graded Yttria Stabilized Zirconia (YSZ) based Thermal Barrier Coating Subhasisa Nath a1, Indranil Manna a,b2 a, 3*, Jyotsna Dutta Majumdar a Department of Metallurgical and Materials Engineering, Indian Institute of Technology, Kharagpur , West Bengal, India b Indian Institute of Technology, Kanpur , Uttar Pradesh, India 1 : sendsubha@gmail.com; 2 :imanna@metal.iitkgp.ernet.in; 3 :jyotsna@metal.iitkgp.ernet.in Abstract The present study concerns studying the isothermal oxidation behavior of compositionally graded thermal barrier coating (TBC) consisting of 100% CoNiCrAlY as bond coat developed by high velocity oxyfuel (HVOF) spraying on Inconel 718 substrate followed by several layers of CoNiCrAlY and YSZ in the weight ratios of 70:30, 50:50, 30:70, and 0:100 by plasma spraying. The kinetics of growth of the thermally grown oxide (TGO) layer developed due to oxidation of compositionally graded TBC was compared to the same grown during oxidation of conventional duplex TBC. The mechanism of oxidation was established. The residual stress developed on the surface before and after oxidation was studied in details. Keywords: A. Ceramic; A. Superalloys; B. XRD; B. SEM; C. Oxidation *Corresponding author, FAX:
3 1. Introduction Thermal barrier coating (TBC) consists of a low thermal conductivity yttria stabilized zirconia (YSZ) ceramic top coat and a metallic bond coat of MCrAlY type (where M= Co, Ni, or both) deposited on superalloy substrate to protect the gas turbine engine components such as combustors, blades, and vanes from high temperature degradation [1]. TBC system usually fails due to (a) thermal expansion mismatch between the ceramic top coat and metallic bond coat and (b) growth of thermally grown oxide (TGO) layer formed on the surface of bond coat during service [2,3]. The residual stress developed at the interface between top coat and bond coat may be minimized by application of a functionally graded coating achieved by the continuous variation of composition throughout the coating thickness eliminating sharp interface between two successive coating layers [4-7]. Khor et al. [8-11] used pre-alloyed composite powders to deposit functionally graded TBC without any sharp interface between successive layers, leading to a gradual variation of mechanical and thermal properties across the coating thickness, and thereby, improving the coating life. The bond strength and thermal cyclic resistance of the TBC was reported to be improved as a result of compositional gradation [12]. The growth of TGO during service on the bond coat alloy induces growth stress (< 1 GPa) and thermal expansion mismatch stress between the bond coat alloy and TGO and TGO and top coat which limits the component life [13]. Thus, lowering the TGO growth rate could be advantageous in enhancing the component life. Many investigations were carried out to improve the bond coat oxidation resistance by modifying the conventional bond coat alloy [14, 15]. The oxidation resistance of the bond coat alloy also improved by providing a gradient bond coating as well as proving an NiAl inter layer or diffusion barrier layer [16-19]. Modifications in the coating deposition 1
4 processes have also been effective in improving the oxidation resistance of the TBC system [20, 21]. Efforts have also been made to replace the conventional bond coats by the application of laminated Al 2 O 3 -Y 2 O 3 / YSZ laminated coating to improve the oxidation resistance as well as the mechanical properties of the TBC system [13, 22]. The compositionally graded interlayer also helped to improve the oxidation resistance by forming a protective Al 2 O 3 scales in the graded layers, whose growth rate is slower that the conventional TBC [9]. Chemical composition of TGO also plays a crucial role in the failure of TBC. Al 2 O 3 as TGO is preferable due to its dense microstructure, better adherence to the bond coat, and barrier to oxygen transport. In this regard, it is relevant to mention that even though a large numbers of studies have been undertaken on the oxidation behavior of YSZ based thermal barrier coating, only a few literatures concern the detailed investigation of the kinetics and mechanism of oxidation based on growth of TGO. Plasma spraying is a deposition process where, a high temperature plasma plume (>10000 K) is used for melting of powders and subsequently, the molten or semi-molten material is accelerated by high velocity gas towards the substrate to form coating [23, 24]. Presence of microcracks, and porosities in the microstructure of plasma sprayed ceramic top coating is beneficial in reducing the thermal conductivity of coating and increasing its strain tolerance during exposure to thermal cycling. It has been observed that a dense YSZ coating with high modulus (E= 200 GPa) when cooled from high temperature to ambient develops a large residual thermal stress than a plasma sprayed coating with low modulus (E= 50 GPa) [25]. Furthermore, the oxidation resistance property of plasma sprayed surface is inferior due to the presence of defects in the microstructure. However, the bond coat used for thermal spray deposition should offer a significant improvement in oxidation resistance property, which demands the presence of dense and pore free microstructure. High velocity oxy-fuel (HVOF) spraying is a technique for 2
5 the development of dense coating (with 99% density) which utilizes heat generated by combustion of oxygen and fuel to heat powder to its semi-molten/molten state and subsequently, deposited on the surface of the substrate at a velocity higher than sonic velocity [26, 27]. In the past, HVOF spraying has been successfully applied for the deposition of nano-boride dispersed coating on AISI 304 stainless steel and copper substrates with improved wear and corrosion resistance [28,29]. In an earlier attempt, the detailed characterization and non-isothermal oxidation behavior of compositionally graded CoNiCrAlY/YSZ thermal barrier coatings developed by hybrid deposition route has been studied and it was observed that compositionally graded thermal barrier coating showed superior oxidation behavior as compared to the duplex coating [30]. However, detailed studies on the isothermal oxidation behavior and the effect of oxidation on the scale properties have not been undertaken which is important for the possibility of its application in power generation. In the present study, a detailed investigation of the isothermal oxidation behavior (kinetics and mechanism) of compositionally graded YSZ/CoNiCrAlY TBC developed on Inconel 718 substrate has been undertaken and compared with the duplex coated substrate. Compositionally graded coating consisted of several layers of coatings with 100% CoNiCrAlY as bond coat developed by HVOF spraying on Inconel 718 substrate followed by several layers of CoNiCrAlY and YSZ in the weight ratios of 70:30 (of thickness 80 μm on the bond coat as the first intermediate layer), 50:50 (of thickness 80 μm as the second intermediate layer), 30:70 (of thickness 80 μm as the third intermediate layer), and 0:100 (of thickness 100 μm as the top layer) developed by plasma spray deposition technique. On the other hand, duplex coating consists of 100% YSZ top coating (developed by plasma spray deposition) on the top of 100% CoNiCrAlY 3
6 bond coat (developed by HVOF spray deposition). The effect of isothermal exposure on residual stress state of coating layers was also studied. 2. Experimental Ni-based superalloy (Inconel 718 with nominal compositions: Ni-18.8Fe-14Cr-7.3Nb-1.7Mo- 1.3Ti-0.7Al in wt.%) of 20 mm 20 mm 5 mm dimensions were used as substrate. CoNiCrAlY bond coat (Co-32Ni-21Cr-8Al-0.5Y in wt.%) was deposited on sand blasted Inconel 718 superalloy substrate using high velocity oxy-fuel spray (HVOF) technique. For the development of duplex thermal barrier coating (TBC), 7 wt% yttria stabilized zirconia (YSZ) powder (15-85 μm) was sprayed on the bond coated surface by atmospheric plasma spray technique (APS) using a 80 kw plasma torch (SG 100, Miller Thermal Inc. USA). For the development of compositionally graded thermal barrier coating, a mixtures of CoNiCrAlY and 7YSZ powders in the weight ratio of 70:30 (of thickness 80 μm on the bond coat as the first intermediate layer), 50:50 (of thickness 80 μm as the second intermediate layer), 30:70 (of thickness 80 μm as the third intermediate layer), and 0:100 (of thickness 100 μm as the top layer) were deposited sequentially in a layer by layer fashion by atmospheric plasma spray technique (APS) on HVOF spray deposited CoNiCrAlY coating. Isothermal oxidation studies of the coated and uncoated samples were undertaken by holding the diamond polished coated surface isothermally in air at temperatures ranging from 900 C to 1000 C and subsequently, measuring the weight change and the thickness of thermally grown oxide (TGO) layer at an interval of 24 hours up to a maximum of 96 hours. Thirty measurements were averaged out to calculate the TGO thickness. Followed by isothermal 4
7 oxidation, a detailed observation of the microstructure of the oxide scale was undertaken by scanning electron microscopy (SUPRA 40, Zeiss SMT AG, Germany). A detailed analysis of the phase and composition was carried out by the x-ray diffraction (XRD) technique (D8 Advances, Bruker AXS, Germany) and energy dispersive X-ray spectroscopy (EDS), respectively. Residual stress (both micro and macro) developed on the surface was carefully measured by XRD analysis using a stress Goniometer for macro-stress (PW 3040/60, Panalytical X pert Pro, Netherland) and peak broadening analysis using Scherrer s formula for micro-stress [31]. 3. Results and Discussion 3.1. As-sprayed microstructural analysis Fig. 1 shows the scanning electron micrographs of the (a) cross-section of the duplex thermal barrier coating developed by plasma spray deposition technique, (b) high magnification view of the same, (c) cross-section of high velocity oxy-fuel spray deposited CoNiCrAlY bond coat and the same at (d) high magnification. Fig. 1a shows the presence of voids and porosities heterogeneously distributed throughout the coating thickness of the top coat. Mechanical interlocking of the ceramic top with metallic bond coat can be seen at the interface between the top coat and bond coat. The high magnification view of Fig. 1a (cf. Fig. 1b) shows the presence of micro-porosities (labeled as 1), inter-lamellar pores (labeled as 2), intra-lamellar cracks (labeled as 3) and inter-lamellar cracks (labeled as 4). Improper melting and solidification of inflight powder particles and entrapment of carrier gas result in the formation of voids and porosities [14]. Porosity content is found to vary from 8 to 14% in duplex thermal barrier coating. Intra-lamellar cracks were formed due to the stress relaxation during rapid solidification of the individual splats [24]. The presence of inter-lamellar porosities and inter-lamellar cracks 5
8 were due to poor bonding between consecutive splats. It has been observed that presence of the micro-cracks, and porosities makes the ceramic coating more strain tolerant by accommodating stress during thermal cycling [32, 33]. Presence of horizontally oriented cracks/porosities is thought to have detrimental effect on coating integrity as they act as the source of delamination [34]. However, they help to minimize the thermal conductivity of the coating by providing active sites for phonon scattering[32-34]. Fig. 1c shows the microstructure of the cross-section of the bond coat revealing its dense nature. The light grey phase in Fig. 1d is the γ/γ' matrix and dark grey phase is β-coal. The γ/γ' and β phases are differentiated in terms of their aluminium concentration. The concentration of aluminium in β phase (with composition: at. % Co, at. % Ni, 6.46 at. % Cr, and 32.6 at. % Al) is higher than γ/γ' phase (with composition: 38 at. % Co, at. % Ni, at. % Cr, and 6.86 at. % Al) as observed from EDS analysis. The β phase acts as an aluminium reservoir in CoNiCrAlY coating which supplies aluminium towards the bond coat surface or bond coat and top coat interface in TBC during oxidation to form stable Al 2 O 3 [35]. The presence of γ/γ' and β phases are also confirmed by X-ray diffraction study (cf. Fig. 9, plot 1). The area fraction of porosities and microcracks is negligible in HVOF spray deposited coating. Fig. 2 represents the scanning electron micrographs (in back scattered mode) of (a) cross-section of as-sprayed compositionally graded thermal barrier coating and the different regions of the same at high magnification showing (b) top 100% YSZ layer (zone 1), (c) 70% YSZ+30% CoNiCrAlY (zone 2), (d) 50% YSZ+50% CoNiCrAlY (zone 3), and (e) 30% YSZ+70% CoNiCrAlY (zone 4). From Fig. 2a, it can be seen that the gradual variation in composition through the coating thickness, eliminates the formation of sharp interface between coating layers 6
9 which has also a beneficial effect in reducing the residual thermal stress in the coating [4-7]. The porosity content in the graded coating is found to vary between 7 to 10 %. The presence of porosities is beneficial in terms of enhancing the coating life by making it strain tolerant [32, 33]. The porosity distribution is not uniform throughout the coating thickness, which is attributed to the difference in the size of CoNiCrAlY powder and the YSZ powder particles and also difference in the density of CoNiCrAlY and YSZ powders. The formation of porosities in the coating depends on the deposition parameters [33]. But in the present study, we have maintained a set of constant parameters for the development of duplex as well as graded thermal barrier coating. From Fig. 2b, it can be seen that the 100% YSZ coating layers contains micro features such as cracks, porosity which are oriented both in horizontal as well as vertical direction (as observed in Fig. 1b). From Fig. 2c to e, it can be seen that the micro-cracks and inter-lamellar porosities varies with the volume fraction of CoNiCrAlY present in the graded layers. Presence of microcracks and porosities are maximum in 100% YSZ layer and reduces with depth in the subsequent layers which is due to stress relaxation by individual splats and poor bonding between splats. Only vertically oriented intra-splat cracks are found to be present in the 30% YSZ + 70% CoNiCrAlY layer due to quenching stress relaxation by the splat after solidification. The area fraction of inter-lamellar porosities in the 4 th layer (30% YSZ + 70% CoNiCrAlY) is significantly reduced which indicates a good bonding between splats of YSZ and CoNiCrAlY. The decrease in the porosity content in graded layer near to bond coat helps to improve the mechanical integrity of TBC. The different phases present in Fig. 2 are labeled as A-D. A detailed energy dispersive x-ray spectroscopic analysis was undertaken to determine the phases present in the different zones as labeled and are summarized in Table 1. From Table 1, it may be concluded that region A is predominantly YSZ, region B is CoNiCrAlY bond coat, region C is 7
10 Al 2 O 3 and region D is the oxides of Co, Ni, Cr and Al (spinel in nature), which is formed during plasma spraying due to oxidation of Al, Cr, Ni, Co present in the bond coat. The area fraction of oxide phase increased with increase in the volume fraction of CoNiCrAlY in the graded layers. It can be seen that the coating is having splat like appearance which is the characteristic of plasma spraying Growth kinetics of thermally grown oxide layer Oxidation of bond coat occurs due to the diffusion of atmospheric oxygen through the porous zirconia coating. The mechanism of diffusion through the top coat are; (i) ionic movement of oxygen, and (ii) oxygen ingress through interconnected pores and cracks [38]. Isothermal oxidation experiments were conducted on duplex thermal barrier coating, compositionally graded thermal barrier coating, and bond coated samples at 900 C, 950 C, and 1000 C to evaluate the kinetics and mechanism of oxidation. Fig. 3 shows the variation in thickness of thermally grown oxide layer (TGO) with time during isothermal exposure at (a) 900 C, (b) 950 C, and (c) 1000 C in air. In all the three reference temperatures, the kinetics of growth of TGO is very fast in the transient stage which approaches a steady state beyond a certain period of time. The initial higher kinetics of TGO formation is attributed to availability of aluminium and formation of Al 2 O 3 scale (due to its lowest free energy of formation). However, the slower kinetics of diffusion at a later stage is attributed to the coverage of the surface with Al 2 O 3 which acts as a diffusion barrier, offering resistance to further oxygen diffusion and approaching towards steady state [4, 9, 39, 40]. The variation of TGO thickness with time is found to follow parabolic law after the transient stage. The TGO growth kinetics can be expressed through a typical equation [36, 37]. 8
11 x n = k p t (1) where, x is the thermally grown oxide layer thickness (μm), t is the time (h), the value of exponent (n) is taken as 2 (assuming diffusion assisted the growth mechanism) and k p is the rate constant. From Fig. 3 it can be seen that the thickness and kinetics of TGO layer is higher in duplex coating than that of compositionally graded thermal barrier coatings at all three temperatures of oxidation. From Fig 3a, it can be noted that the difference in TGO growth rate of duplex and graded TBC is maximum at 900 C. However, with increase in oxidation temperature the difference in TGO growth rate in duplex and graded TBC reduces due to increased kinetics of diffusion at higher temperature as observed from Fig. 3b and c. In an earlier study, during non-isothermal oxidation similar behavior was observed [30]. A detailed study on the mechanism of non-isothermal oxidation showed that in duplex TBC, the protective oxide scale forms at the bond coat-top coat interface. On the other hand, in graded TBC, the oxide layers were found to form all throughout the coating in an intermittent manner, protecting the surface as a diffusion barrier and also closing the pores/cracks by the oxide scale [30]. This in turn creates a partial pressure drop at the bond coat-top coat interface in the case of compositionally graded TBC as compared to duplex TBC. A reduced supply of oxygen at the bond coat-top coat interface leads to a reduced oxidation in compositionally graded coating as compared to duplex TBC. These effects contribute to the lower growth rate of TGO in compositionally graded TBC. Figs. 4a and b show the variation of square of thermally grown oxide layer thickness with time of isothermal exposure for duplex and graded thermal barrier coatings, respectively. From the slope of kinetics plots in Fig. 4, the rate constants for the growth of TGO (for both the duplex 9
12 and graded TBC) were calculated and are summarized in Table 2. From Table 2, it may be noted that k p for graded coating is lower than the duplex one. The lower rate constant of the graded coating is attributed to a reduced rate of oxidation in graded coating as compared to the duplex one. Fig. 5 shows the Arrhenius plot showing the variation of parabolic rate constant (ln k p ) as a function of inverse of temperature (T). The Arrhenius parameters are summarized in Table 2. From Table 2, it may be noted that the apparent activation energies of isothermal oxidation (in the temperature range between 900 C to 1000 C) of duplex and compositionally graded thermal barrier coatings are 129 kj/mol and 175 kj/mol, respectively. Hence, it may be concluded that graded thermal barrier coating offers a higher oxidation resistance under isothermal oxidation than the duplex coating. In this regard, it is relevant to mention that the manufacturing cost for the development of a graded TBC is higher than that of duplex TBC, however, the graded TBC showed five times improvement in thermal cycling life than that of conventional duplex TBC [9], which justifies the applicability of the graded coating for thermal barrier application Post oxidation analysis To understand the mechanism of oxidation, a detailed study of the top surface and cross section of the oxide scale were undertaken by scanning electron microscopy, x-ray diffraction technique and energy dispersive spectroscopic analysis. 10
13 Microstructural Investigation Fig. 6 shows the scanning electron micrographs of the cross section of (a,c) duplex and (b,d) compositionally graded thermal barrier coating isothermally oxidized at 1000 C for 96 hours at (a,b) low and (c,d) high magnification. From Fig. 6a, it may be noted that the thermally grown oxide (TGO) layer is formed at the interface of CoNiCrAlY bond coat and YSZ top coat. The oxides formed at the bond coat-top coat interface helps to protect the substrate from oxidation by acting as a diffusion barrier against oxygen. Fig. 6b shows the microstructure of the compositionally graded TBC after isothermal oxidation at 1000 C for 96 hour. From the microstructure of oxidized compositionally graded TBC, it can be seen that oxide scales are distributed throughout the cross-section of the coating in an intermittent fashion instead of a monolithic oxide scale which is mainly composed of Al 2 O 3 at the bond coat-top coat interface. The presence of discontinuous oxide scales present in the graded layers was reported to improve the oxidation resistance of graded thermal barrier coating [9]. From Fig. 6c, it can be seen that a thermally grown oxide (TGO) layer has been formed in a continuous manner at the interface of metallic CoNiCrAlY bond coat and ceramic YSZ top coat. The formation of TGO is due to reaction of elements present in the CoNiCrAlY bond coat with oxygen transported through the YSZ top coat at elevated temperature. Fig. 6d shows the formation of continuous TGO layer at the interface between CoNiCrAlY bond coat and graded top coat as well as the formation of oxide layer at the graded region in an intermittent fashion. During oxidation, oxygen initially diffuses through the interconnected porosities and microcracks present in the coating and by lattice diffusion as YSZ is good ionic conductor, and thereby oxidizing the bond coat forming 11
14 TGO at the bond coat-top coat interface. As graded layers contain metallic bond coat in different fractions they initially get oxidized along with pure bond coat. As soon as stable oxides form, they retard oxygen diffusion further towards bond coat-top coat interface and thereby decreasing the partial pressure of oxygen at the bond coat-top coat interface. Decrease in partial pressure of oxygen reduces the growth kinetics of TGO in graded TBC. From Fig. 6c, it is evident that TGO consists of bi-layers, a dark grey oxide layer labeled as (1) which was found to be Al 2 O 3 (with composition of at. % Al and at. % O as determined by EDS analysis) and light grey oxide layer labeled as (2) which was found to be a mixed spinel oxides of Co, Ni, Cr, and Al (with composition: at. % Co, at. % Ni, at. % Cr, at. % Al and at. % O as determined by EDS analysis). CoNiCrAlY bond coat contains approximately 8 wt% of aluminum and 21 wt% of chromium which upon exposure to high temperature oxidizing environment forms various oxides of Al 2 O 3, Cr 2 O 3, spinels etc. on top of bond coat. The composition of TGO plays an important role in determining the life time of TBC as the presence of spinels reduces the toughness of the interface containing TGO. In addition, the higher growth kinetics of spinel oxide is found to have a detrimental effect on the life of TBC [35, 45]. Hence, a complete understanding on the mechanism of oxide formation needs to be undertaken to assess the kinetics of TGO growth. Figs. 7a and b show the scanning electron micrographs of the cross section of isothermally oxidized CoNiCrAlY bond coat at 1000 C for 96 hrs and (b) high magnification view of the same. From Fig. 7a, it is evident that the oxide scale forms on top of the bond coat. The oxide scale was found to be composed alumina, chromia and spinel oxides. From Fig. 7b, it can be seen that two phase regions (γ-co and β-coal) were observed in the oxidized crosssection of CoNiCrAlY bond coat samples. A close observation of Fig. 7b shows that the oxide 12
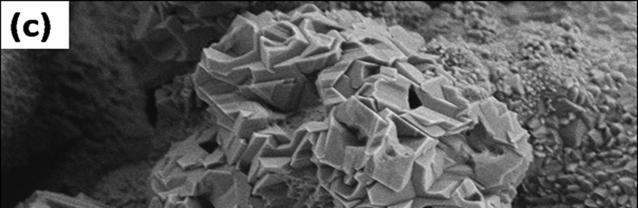
15 scale is composed of different phases along with a β-coal depleted zone in oxidized bond coat. Aluminum diffuses from β-coal for the formation and growth of alumina scale, thereby, causing a depletion of the β phase in the near surface of the bond coat. The composition of different phases in the oxide scale (labeled as 1, 2 and 3) are summarized in Table 3. The dark phase labeled as (1) was found to be Al and O reach and the other two phases labeled as (2) and (3) were found to be mixed oxides which formed on top of Al 2 O 3 scale whose compositions were shown in Table 3. A detailed microstructure and compositional analysis of the oxidized top surface of CoNiCrAlY bond coat was undertaken to observe the morphology and composition of oxide scale. Fig. 8a to e show the scanning electron micrographs of the top surface of bare bond coat after isothermal oxidation at 1000 C for 96 hours, showing (a) oxidized top surface at low magnification and high magnification view of (b) region 1, (c) region 2, (d) region 3 and (e) region 4, respectively. The EDS analysis of the different regions as labeled in Fig. 8a is summarized in Table 4. From Table 4 it may be noted that the zone labeled as 1 (shown in Fig. 8b) contains oxides of chromium. From Fig. 8b it may further be concluded that the morphology of chromium oxides are granular and contains a significant volume fraction of porosities, The size of the oxide particles ranges from 100 nm to 3 μm. The zone labeled as 2 (cf. Fig. 8c) is porous spinel oxides which is having a polygonal morphology, with the chemical formula near equivalent to CoCr 2 O 4 (as confirmed by x-ray diffraction study) and supported by the composition analysis as summarized in Table 4. The zone labeled as 3 (cf. Fig. 8d) is enriched in α-al 2 O 3 with trigonal crystal structure. The morphology of the oxide particles is elongated with a high aspect ratio and with uniform particle size/ aspect ratio. From the detailed EDS analysis (as summarized in Table 4) and XRD result, it is confirmed that the oxide is Al 2 O 3. The region 4 (as 13
16 shown in Fig. 8e) contains polyhedral shaped oxides whose composition analysis shows mixed oxides of Co and Ni, whose presence is also confirmed by XRD analysis (cf. Fig. 9 and Fig. 10) X-ray diffraction analysis Fig. 9 shows the x-ray diffraction profiles of the top surface of as-sprayed (plot 1) and asoxidized CoNiCrAlY bond coat at 900 C for 24 hours (plot 2), 900 C for 96 hours (plot 3) and at 1000 C for 96 hours (plot 4). From plot 1, it may be noted that the as-sprayed bond coat consists of γ/γ' matrix and β-coal phases. The β phase acts as an aluminum reservoir and helps in protecting the surface from oxidation [35]. From plot 2, it may be observed that after oxidation, there is formation of Al 2 O 3, CoO, CoCr 2 O 4, NiCr 2 O 4, NiAl 2 O 4, and CoAl 2 O 4 phases. A close comparison between plot 1 and plot 2 revealed that β phase was absent in as-oxidized surface, which is possibly attributed to the consumption of Al present in the β phase for the formation of Al 2 O 3. From plot 3, it is evident that along with Al 2 O 3, there is presence of other spinel oxides such as NiAl 2 O 4 and CoAl 2 O 4, which make the oxide scale less protective as they are porous and non adherent in nature [46]. Due to increase in oxidation temperature to 1000 C (plot 4), apart from formation of Al 2 O 3, CoO, CoCr 2 O 4, NiCr 2 O 4, NiAl 2 O 4, and CoAl 2 O 4 phases, Cr 2 O 3 phase was also formed as shown in plot 4. The intensities of the oxides were also found to increase with increase in the oxidation temperature due to increased quantity of oxide formation at increased temperature of oxidation. Fig. 10 shows the mass fraction of different phases present in the as-received CoNiCrAlY bond coat and the same after isothermal oxidation at 900 C for 24 hours, 900 C for 96 hours and 1000 C for 96 hours. From Fig. 10, it can be seen that the as-received CoNiCrAlY bond 14
17 coat contains γ Co matrix and β CoAl phase which is also confirmed by XRD analysis. After oxidation at 900 C for 24 hour and 96 hour, the Co and Al present in the bond coat alloy get oxidized to form their respective oxides. From the mass fraction calculation of different phases after thermal exposure at 900 C for 24 hour and 96 hour, it may be observed that mass fraction of γ Co initially decreased and then increased up to 96 hour oxidation. The initial decrease in volume fraction of γ-co phase may be attributed to the oxidation of Co which resulted in the formation of CoO. Increase in the mass fraction of γ Co at the later stage may be attributed to formation of the oxide scale with non-uniform thickness. The mass fractions of CoO and Al 2 O 3 were found to decrease with time of exposure, which might be attributed to the formation of spinel oxide. As the temperature of oxidation is increased to 1000 C, the kinetics of oxide formation is increased. Co and Al present in the bond coat alloy get oxidized to form its corresponding oxides. Comparing mass fractions of different phases after thermal exposure at 900 C for 96 hours and 1000 C for 96 hours, it may be noted that mass fraction of γ Co decreases with increase in temperature. The decreased mass fraction of γ Co with increase in temperature is attributed to oxidation of Co to form CoO. The mass fractions of CoO and Al 2 O 3 were found to increase with increase in temperature, which may be due to increased kinetics of growth of CoO and Al 2 O 3 with increase in temperature. Fig. 11 shows the x-ray diffraction profiles of duplex TBC in as-sprayed condition (plot 1) and the same after isothermal oxidation at 900 C for 24 hrs (plot 2) and 900 C for 96 hrs (plot 3) and 1000 C for 96 hours (plot 4). From Fig. 11 it may be noted that due to oxidation, there is no change in phase distribution in the coated surface. Hence, it may be concluded that the thermal barrier coating developed in the present study remains stable up to 96 hrs of thermal exposure at both 900 C and 1000 C. 15
18 Fig. 12 shows the x-ray diffraction profiles of the compositionally graded thermal barrier coating after isothermal oxidation at 900 C for 96 hours with 100% YSZ (plot 1), 70% YSZ + 30% CoNiCrAlY (plot 2), 50% YSZ + 50% CoNiCrAlY (plot 3), and 30% YSZ + 70% CoNiCrAlY (plot 4). In the microstructure of the top layer, i.e. 100% YSZ, there is presence of only t'-zro 2 as was observed for duplex TBC. However, with depth there are formation of oxide of aluminium (Al 2 O 3 ), cobalt (CoO) and spinels of nickel chromium oxide (NiCr 2 O 4 ), colablt chromium oxide (CoCr 2 O 4 ), nickel aluminium oxide (NiAl 2 O 4 ) and cobalt aluminium oxide (CoAl 2 O 4 ) along with the presence of t'-zro 2 phase. The peak intensities of t'-zro 2 phase decrease and metallic oxides/spinels (Al 2 O 3, CoO, NiAl 2 O 4 and CoAl 2 O 4 ) increase with depth of the coating. However, there was no signature of the presence of NiCr 2 O 4 and CoCr 2 O 4 peaks in plot 3 and 4, which concludes that with increase in depth the tendency to spinel formation and its kinetics decrease. Fig.13 shows the mass fraction of different phases present in graded TBC layers after isothermal oxidation at 900 C for 96 hours. From Fig. 13, it may be noted that the mass fraction of t'-zro 2 and γ-co phase decrease with depth and the mass fraction of CoO and Al 2 O 3 phase increase with depth. The mass fractions of CoO and Al 2 O 3 phase increases with increase with increase in depth which is due to the availability of more metallic CoNiCrAlY alloy with depth. Fig. 14 shows the x-ray diffraction profiles of each graded layers after isothermal oxidation at 1000 C for 96 hour. From plot 1, it can be seen that the top 100% YSZ contains the same phase as it was in case of as-sprayed coating. The composite layers contain different types of oxides such as Al 2 O 3, CoAl 2 O 4, NiAl 2 O 4, CoCr 2 O 4, and NiCr 2 O 4 as shown in Fig. 14. Fig. 15 compares the mass fraction of different phases formed in bond coat and graded thermal barrier coating for isothermal exposure in 1000 C for 96 hours. From Fig. 15, it may be noted that the mass 16
19 fraction of CoO phase increases with depth. This may be due to the presence of higher metallic CoNiCrAlY percentage in the graded layer which increases with depth. The mass fraction of Al 2 O 3 phase initially increases with depth and then finally decreases up to 30% YSZ + 70% CoNiCrAlY layer as observed from Fig Mechanism of Oxidation The formation of different oxides at the bond coat-top coat interface as well as in the graded layers may be explained from the standard free energy of individual oxide formation as shown in Table 5 [47]. The minimum thermodynamic activity of the elements to form their corresponding oxides may be calculated from the following equations and are summarized in Table 5 [47]. a 0 Al O 2 3 ΔG = RT ln K = RT ln ( ) (2) a P Al O 2 a 0 Cr O 2 3 ΔG = RT ln K = RT ln ( ) (3) a P Cr O 2 ( a 0 ΔG = RT ln K = RT ln CoO )( ) (4) a P Co O 2 ( a 0 ΔG = RT ln K = RT ln NiO )( ) (5) a P Ni O 2 17
20 where, a represents the thermodynamic activity of concerned phase shown as the subscript and K 1, K 2, K 3, and K 4 represents the equilibrium constant for the reactions (2) (5). Table 5 summarizes the standard Gibb s free energy of formation of different oxides and minimum thermodynamic activity of elements required to form their respective oxides at P O2 = 1 atm. From Table 5, it may be concluded that among all oxides, Al 2 O 3 is the preferred oxide to be formed initially. Furthermore, from Table 5 it is also evident that the minimum thermodynamic activity required for the formation of their respective oxide is lowest in aluminium. Hence, Al 2 O 3 is the preferred oxide to form at the bond coat-top coat interface as well as in the graded layers. In the onset of oxidation, growth of TGO was faster due to rapid oxidation of aluminium present in CoNiCrAlY. At later stage of oxidation, a protective Al 2 O 3 scale was formed and thereby, reducing TGO growth rate. As soon as the aluminium concentration in the CoNiCrAlY bond coat decreases below its critical value to form protective alumina scale, other elements such as Cr, Co, and Ni migrate towards oxide-gas interface to form Cr 2 O 3, CoO, and NiO scales according to their standard free energy of formation and minimum thermodynamic activities of elements required for the formation of their oxides as summarized in Table 5. The formation of these oxides was followed by formation of various spinel oxides such as CoAl 2 O 4, NiAl 2 O 4, CoCr 2 O 4, and NiCr 2 O 4 according to their standard free energy of formation as summarized in Table 5. The measured thickness of TGO at different time intervals includes thickness of both Al 2 O 3 and other spinel oxides. The formation of these oxides in the graded layers helps to reduce oxygen diffusion and in turn lowering the growth rate of TGO in compositionally graded TBC. The formation of these spinel oxides requires high oxygen activity and as a result of which these oxides formed on top of already grown Al 2 O 3 scales. In compositionally graded TBC, the oxygen activity at bond coat-top coat interface is less as compared to duplex TBC as the graded layer 18
21 which was oxidized during exposure at elevated temperature reduces the oxygen ingress towards bond coat-top coat interface. This helps to reduce the quantity of detrimental spinel oxide formation as these oxides grow under high oxygen activity [48]. This attributes to the lower growth rate of TGO in graded TBC than duplex TBC. Fig. 16 compares the schematic representation of different stages of oxidation in (a) CoNiCrAlY coated Inconel substrate, and the same after (b) duplex TBC coating and (c) graded TBC coating, where, T 0 represents the schematic of as-coated sample and (T 1 to T 4 ) represents the different stages of oxidation with increase in temperature or time of isothermal exposure in air. In the onset of oxidation, at T 1, thin Al 2 O 3 scale forms due to oxidation of Al at the surface of bare bond coat or at the interface between the top coat and bond coat of duplex and at the interface or between top coat and bond coat along with along different layers of graded TBC. As soon as a thin Al 2 O 3 scale forms on the surface of CoNiCrAlY, the Cr, Co and Ni ions diffuse through the Al 2 O 3 scale to form CoO, NiO and Cr 2 O 3 along with Al 2 O 3 at T 2 according to Table 5. At T 3, CoAl 2 O 4, NiAl 2 O 4, CoCr 2 O 4, and NiCr 2 O 4 spinel oxides form along with Al 2 O 3 according to Table Residual stress analysis Residual stress plays an important role in determining the service life of the coating. Residual stress may be developed in plasma sprayed thermal barrier coating due to a large quenching rate arising out from deposition of coating and its solidification. On the other hand, when the coated surface is subjected to isothermal heating, there is formation of TGO which also introduces residual stress in the coated surface. The quenching stress (σ q ) arises because of large temperature difference experienced during deposition of coating (Eq 6) and the thermal stress 19
22 (σ t ) arises as a result of thermal expansion mismatch between the substrate and coating during cooling (Eq 7). σ q and c c ( T T ) = α E (6) m ( α α ) ( T T ) E σ t 1 ν c s c c s d a = (7) where, α c and α s are the coefficient of thermal expansion of coating and substrate, respectively. T m, T s, T d and T a are the melting temperature of coating material, substrate temperature, deposition temperature and ambient temperature, respectively. E c and υ c are the Young s modulus and Poisson s ratio of the coating. The residual stress introduced in the coating (both the duplex and graded) in as-received state and the same after isothermal oxidation at 900 C and 1000 C are summarized in Table 6 and Table 7, respectively. From Table 6 and 7, it can be seen that the residual stress developed on the surface of the as-deposited thermal barrier coating (100 % YSZ) is tensile. The tensile nature of residual stress is attributed to rapid quenching of molten splats from melting temperature to the substrate temperature. After isothermal exposure at 900 C, the residual stress in 100% YSZ coating initially decreases up to 24 hours of exposure and then increases with increase in time. The initial decrease in residual stress with isothermal exposure for short duration is attributed to release in quench stress, which increases further with increase in time, possibly due to growth of TGO film. With increase in depth, there is introduction of compressive residual stress, the magnitude of which increases with increase in depth. The increased magnitude of residual compressive stress with increase in the metallic percentage in the composite layer is due to a large difference in coefficient of thermal expansion 20
23 between the ceramic (YSZ) and metallic CoNiCrAlY. Furthermore, the compressive stress developed in the below surface layer increases with increase in time of exposure. Fig. 17 shows the schematic representation of variation of coefficient of thermal expansion (α) and Young s modulus (E) of (a) duplex and (b) compositionally graded TBC. The coefficient of thermal expansion, α, increases with increase in the metallic CoNiCrAlY content in the coating due to a higher α of CoNiCrAlY than ceramic materials. Similarly, the Young s modulus (E) increases with increase in the metallic CoNiCrAlY content in the composite layer as the addition of metallic CoNiCrAlY decreases the defect (porosity, microcracks etc.) content in the composite layer [9]. From Eq 15, it is also evident that the residual stress in the graded layers increases with increase in the metallic content. The effect of porosity on residual stress has been studied by Portinha et al. [49] which showed an increase in compressive stress due to decrease in porosity content in the coating. With increase in thermal exposure, the metallic CoNiCrAlY gets oxidized and the formation of oxides produce strain in the composite layer which leads to increase in the value of Young s modulus of the composite layer, and thereby, increasing the residual compressive stress as shown in Table 6 and 7. It is relevant to mention that at low temperature of exposure, the underlying splats or substrate contributes to the development of tensile stress in the coating. The magnitude of the residual stress on the surface of 100% YSZ thermal barrier coating shows tensile nature with increase in the time of thermal exposure. On the other hand, the graded composite layers show compressive residual stress. The 70% YSZ + 30% CoNiCrAlY graded layer shows compressive stress developed on it which increases with time and temperature. A close comparison between the residual stress of the 100% YSZ layer and 70% YSZ + 30% CoNiCrAlY layer shows that the tensile residual stress in the 100% YSZ layer which increases with time and temperature is due to 21
24 the underlying 70% YSZ + 30% CoNiCrAlY layer whose compressive stress increases with time and temperature. The compressive nature of residual stress in composite layers is attributed to the thermal stress developed due to the thermal expansion mismatch between CoNiCrAlY and YSZ. By looking into the residual stress component σ 11, it can be seen that the residual stress in the graded layer changes from tensile in 100% YSZ to compressive in following graded layers till bond coat. 4. Conclusions In the present study, the isothermal oxidation behavior of the duplex as well as compositionally graded thermal barrier coating has been conducted at three reference temperatures 900 C, 950 C and 1000 C from 24 hours to 96 hours. From the detailed investigations, the following conclusions may be drawn: 1. The microstructure of plasma sprayed 100% YSZ coating consists of porosities and micro-cracks which help the coating to be strain tolerant, however, allow oxygen to diffuse through it leading to oxidation of bond coat. 2. The as-received microstructure of CoNiCrAlY bond coat shows a dual phase microstructure of γ/γ' matrix and β - CoAl. 3. The kinetics of growth of the TGO is parabolic in nature both in duplex and compositionally graded TBC at 900 C, 950 C and 1000 C. The growth rate TGO in compositionally graded TBC have been found to be slower than duplex TBC at 900 C, 950 C and 1000 C. The activation energy of duplex and compositionally graded TBC was found to be 129 kj/mol and 175 kj/mol, respectively. 22
25 4. Post-oxidation analysis of TGO shows the formation of Al 2 O 3 and spinel oxides of Co, Ni, Cr, and Al. The top surface of oxidized bare bond coat contains Al 2 O 3, Cr 2 O 3, CoCr 2 O 4, NiCr 2 O 4, CoAl 2 O 4, and NiAl 2 O The residual stress in 100% YSZ of as-received graded TBC shows tensile nature. The isothermal exposure of as-received graded TBC at 900 C for 24 hour and 72 hour shows tensile nature of residual stress with no significant variation of its magnitude with time of exposure. The magnitude of tensile stress in 100% YSZ, however, increased with increase in temperature of exposure. On the other hand, the graded composite layers showed compressive residual stress. The graded layer shows compressive stress which increases with time and temperature. Acknowledgements The partial financial support from the Department of Science and Technology (DST), New Delhi, Council of Scientific and Industrial Research, N. Delhi and Indian Space Research Organization (ISRO) are gratefully acknowledged. References 1. W. R Chen, X. Wu, B. R. Marple, P. C. Patnaik, Oxidation and crack nucleation/growth in an air-plasma-sprayed thermal barrier coating with NiCrAlY bond coat Surf. Coat. Technol. 197 (2005) A. Rico, J. Gómez-García, C.J. Múnez, P. Poza, V. Utrilla, Mechanical properties of thermal barrier coatings after isothermal oxidation: Depth sensing indentation analysis Surf. Coat. Technol. 203 (2009) A. Bolcavage, A. Feuerstein, J. Foster, P. Moore, Thermal shock testing of thermal barrier coating/bondcoat systems, J. Mater. Eng. Perform. 30 (2004)
26 4. W.Y. Lee, D.P. Stinton, C.C. Berndt, F. Erdogan, Y.D. Lee, Z. Mutasim, Concept of functionally graded materials for advanced thermal barrier coating applications: A review, J. Am. Ceram. Soc. 79 (1996) A.S. Demirkiran, E. Avci, Evaluation of Functionally Gradient Coatings Produced by Plasma-Spray Technique, Surf. Coat. Technol. 116 (1999) A Kawasaki, R Watanabe, Thermal fracture behavior of metal/ceramic functionally graded materials, Eng. Fract. Mech. 69 (2002) K.A. Khor, Y.W. Zu, Effects of residual stress on the performance of plasma sprayed functionally graded ZrO 2 : NiCoCrAlY coatings, Mater. Sci. Eng., A 277 (2000) K.A. Khor, Z.L. Dong, Y.W. Zu, Plasma sprayed functionally graded thermal barrier coatings, Mater. Lett. 38 (1999) K.A. Khor, Y.W. Zu, Thermal properties of plasma-sprayed functionally graded thermal barrier coatings, Thin Solid Films 372 (2000) K.A. Khor, Z.L. Dong, Y.W. Zu, Influence of oxide mixtures on mechanical properties of plasma sprayed functionally graded coating, Thin Solid Films 368 (2000) Z.L. Dong, K.A. Khor, Y.W. Zu, Microstructure formation in plasma-sprayed functionally graded NiCoCrAlY/yttria-stabilized zirconia coatings, Surf. Coat. Technol. 114 (1999) K.A. Khor, Y.W. Zu, Z.L. Dong, Plasma spraying of functionally graded yttria stabilized zirconia/nicocraly coating system using composite powders, J. Therm. Spray Technol. 9 (2000) J. Yao, Y. He, D. Wang, H. Peng, H. Guo, S.Gong, Thermal barrier coating bonded by (Al 2 O 3 Y 2 O 3 )/(Y 2 O 3 -stabilized ZrO 2 ) laminated composite coating prepared by two-step cyclic spray pyrolysis, Corros. Sci. 80 (2014) K. Shirvani, S. Mastali, A. Rashidghamat, H. Abdollahpour, The effect of silicon on thermal shock performance of aluminide-thermal barrier coatings, Corros. Sci. 75 (2013)
27 15. J. He, Y. Luan, H. Guo, H. Peng, Y. Zhang, T. Zhang, S. Gong, The role of Cr and Si in affecting high-temperature oxidation behavior of minor Dy doped NiAl alloys, Corros. Sci. 77 (2013) C.Z. Xu, S.M. Jiang, Z.B. Bao, J. Gong, C. Sun, Isothermal oxidation behaviour of a gradient NiCoCrAlSiY coating deposited by arc ion plating on a Ni-based single crystal superalloy, Corros. Sci. 51 (2009) Y.N. Wu, P.L. Ke, Q.M. Wang, C. Sun, F.H. Wang, High temperature properties of thermal barrier coatings obtained by detonation spraying, Corros. Sci. 46 (2004) W.Z. Li, Y.Q. Li, Q.M. Wang, C. Sun, X. Jiang, Oxidation of a NiCrAlYSi overlayer with or without a diffusion barrier deposited by one-step arc ion plating, Corros. Sci. 52 (2010) H.Q. Li, Q.M. Wang, S.M. Jiang, J. Ma, J. Gong, C. Sun, Oxidation and interfacial fracture behaviour of NiCrAlY/Al 2 O 3 coatings on an orthorhombic-ti 2 AlNb alloy, Corros. Sci. 53 (2011) F.H. Yuan, Z.X. Chen, Z.W. Huang, Z.G. Wang, S.J. Zhu, Oxidation behavior of thermal barrier coatings with HVOF and detonation-sprayed NiCrAlY bondcoats, Corros. Sci. 50 (2008) M.A. Helminiak, N.M. Yanar, F.S. Pettit, T.A. Taylor, G.H. Meier, The behavior of highpurity, low-density air plasma sprayed thermal barrier coatings, Surf. Coat. Technol. 204 (2009) J. Yao, Y. He, D. Wang, J. Lin, High-temperature oxidation resistance of (Al 2 O 3 Y 2 O 3 )/(Y 2 O 3 -stabilized ZrO 2 ) laminated coating on 8Nb TiAl alloy prepared by a novel spray Pyrolysis, Corros. Sci. 80 (2014) P. Chagnon and P. Fauchais, Thermal spraying of ceramics, Ceram. Int. 10 (1984) L. Pawlowski, The Science and Engineering of Thermal Spray Coating, second ed., John Wiley and Sons Ltd, England, A.G. Evans, D.R. Clarke, C.G. Levi, The influence of oxides on the performance of advanced gas turbines, J. Eur. Ceram. Soc. 28 (2008) A. Kulkarni, J. Gutleber, S. Sampath, A. Goland, W.B. Lindquist, H. Herman, A.J. Allen, B. Dowd, Studies of the microstructure and properties of dense ceramic coatings produced by high-velocity oxygen-fuel combustion spraying, Mater. Sci. Eng., A 369 (2004)
28 27. D.E. Crawmer, Thermal spray processes, in: J.R. Davis (Ed.), Handbook of Thermal Spray Technology, Thermal Spray Society and ASM International, Metals Park, OH, 2004, pp P. Sharma, J. Dutta Majumdar, Surface characterization and mechanical properties evaluation of boride-dispersed nickel-based coatings deposited on copper through thermal spray routes, J. Therm. Spray Technol. 21 (2012) P. Sharma, J. Dutta Majumdar, Microstructural characterization and properties evaluation of ni-based hardfaced coating on AISI 304 stainless steel by high velocity oxy-fuel coating technique, Metall. Mater. Trans. A 44 (2013) S. Nath, I. Manna, J. Dutta Majumdar, Compositionally graded thermal barrier coating by hybrid thermal spraying route and its non-isothermal oxidation behavior, J. Therm. Spray Technol. 22 (2013) B.D. Cullity, Elements of X-ray Diffraction, second ed., Addison-Wesley, Menlo Park, CA, Z. Wang, A. Kulkarni, S. Deshpande, T. Nakamura, H. Herman, Effects of pores and interfaces on effective properties of plasma sprayed zirconia coatings, Acta Mater. 51 (2003) L 33. A. Kulkarni, A. Vaidya, A. Goland, S. Sampath, H. Herman, Processing effects on porosity-property correlations in plasma sprayed yttria-stabilized zirconia coatings, Mater. Sci. Eng. A 359 (2003) A. D. Jadhav, N. P. Padture, E. H. Jordan, M. Gell, P. Miranzo, E. R. Fuller Jr., Lowthermal-conductivity plasma-sprayed thermal barrier coatings with engineered microstructures, Acta Mater. 54 (2006) P. Richer, M. Yandouzi, L. Beauvais, B. Jodoin, Oxidation behaviour of CoNiCrAlY bond coats produced by plasma, HVOF and cold gas dynamic spraying, Surface & Coatings Technology 204 (2010) M. Madhwal, E. H. Jordan, M. Gell, Failure mechanisms of dense vertically-cracked thermal barrier coatings, Mater. Sci. Eng. A 384 (2004) W.R. Chena, X. Wua, B.R. Marpleb, P.C. Patnaik, Oxidation and crack nucleation/growth in an air-plasma-sprayed thermal barrier coating with NiCrAlY bond coat, Surf. Coat. Technol. 197 (2005)
29 38. A.C. Fox, T.W. Clyne, Oxygen transport by gas permeation through the zirconia layer in plasma sprayed thermal barrier coatings, Surf. Coat. Technol. 184 (2004) B.C. Wu, E. Chang, D. Tu, S.L. Wang, Microstructures, properties and failure analysis of (ZrO 2-8wt.%Y 2 O 3 ) / ((Co, Ni)-Cr-AI-Y) Thermal barrier coatings, Mater. Sci. Eng. A 111 (1989) Y. J. Su, R. W. Trice, K. T. Faber, $ H. Wang, W. D. Porter, Thermal conductivity, phase stability, and oxidation resistance of Y 3 Al 5 O 12 (YAG)/Y 2 O 3 ZrO 2 (YSZ) thermal barrier coatings, Oxd. Met. 61 (2004) S. Sridharan, L. Xie, E. H. Jordan, M. Gell, K.S. Murphy, Damage evolution in an electron beam physical vapor deposited thermal barrier coating as a function of cycle temperature and time, Mater. Sci. Eng. A 393 (2005) W.R. Chen, X. Wu, B.R. Marple, P.C. Patnaik, Oxidation and crack nucleation/growth in an air-plasma-sprayed thermal barrier coating with NiCrAlY bond coat, Surf. Coat. Technol. 197 (2005) F.H. Yuan, Z.X. Chen, Z.W. Huang, Z.G. Wang, S.J. Zhu, Oxidation behavior of thermal barrier coatings with HVOF and detonation-sprayed NiCrAlY bondcoats, Corros. Sci. 50 (2008) D. Seo, K. Ogawa, Y. Nakao, H. Miura, T. Shoji, Influence of high-temperature creep stress on growth of thermally grown oxide in thermal barrier coatings, Surf. Coat. Technol. 203 (2009) P.K. Wright, A.G. Evans, Mechanisms governing the performance of thermal barrier coatings, Curr. Opin. Solid State Mater. Sci. 4 (1999) Y. Li, C. Li, Q. Zhang, L. Xing, G. Yang, Effect of chemical compositions and surface morphologies of MCrAlY coating on its isothermal oxidation behavior, J. Therm. Spray Technol. 20 (2011) W.F. Gale, T.C. Totemeir, Smithell metal reference book, eighth edition, Elsevier, Burlington, USA, F. Tang, L. Ajdelsztajn, J. M. Schoenung, Characterization of oxide scales formed on HVOF NiCrAlY coating with various oxygen contents introduced during thermal spraying, Scripta Mater. 51 (2004) A. Portinha, V. Teixeira, J. Carneiro, M.G. Beghi, C.E. Bottani, N. Franco, R. Vassen, D. Strover, A.D. Sequeira, Residual stresses and elastic modulus of thermal barrier coatings graded in porosity, Surf. Coat. Technol (2004)
30 List of Figures Fig. 1. Scanning electron micrographs of the (a) cross-section of as-sprayed duplex thermal barrier coating and (b) magnified cross-section of YSZ top coat, (c) cross-section of as-sprayed bond coat and (d) magnified cross-section of bond coat. Fig. 2. Scanning electron micrographs of cross-section of (a) as-sprayed compositional graded thermal barrier coating, and the magnified view of (b) region 1, (c) region 2, (d) region 3 and (e) region 4. Different phases in the microstructure are labeled as A, B, C and D. Fig. 3. Variation of thickness of thermally grown oxide layer of (1) duplex and (2) compositionally graded thermal barrier coating with time at (a) 900 C, (b) 950 C, and (c) 1000 C. Fig. 4. Square of thermally grown oxide layer thickness versus with time for (a) duplex and (b) compositionally graded thermal barrier coating at (1) 900 C, (2) 950 C, and (3) 1000 C. Fig. 5. Plot of logarithm of rate constant against inverse of absolute temperature for (1) duplex and (2) compositionally graded thermal barrier coating. Fig. 6. Scanning electron micrographs of cross-section of (a,c) duplex and (b,d) compositionally graded thermal barrier coating isothermally oxidized at 1000 C for 96 hours at (a,b) low magnification and (c,d) at high magnification, showing the presence of thermally grown layer (TGO) at the bond coat-top coat interface. Fig. 7. Scanning electron micrographs of the cross section of isothermally oxidized CoNiCrAlY bond coat at 1000 C for 96 hrs and (b) high magnification view of the same. Fig. 8. Scanning electron micrographs of the top surface of CoNiCrAlY bond coat oxidized at 1000 C for 96 hours showing (a) oxidized top surface at low magnification and high magnification view of (b) region 1, (c) region 2, (d ) region 3 and (e) region 4, respectively. Fig. 9. X-ray diffraction profiles of the top surface of as-received (plot 1) and isothermally oxidized CoNiCrAlY bond coat at 900 C for 24 hrs (plot 2) and 96 hrs (plot 3), and at 1000 C for 96 hour (plot 4). Fig.10. Mass fraction of different phases present in as-received CoNiCrAlY bond coat and isothermally oxidized CoNiCrAlY bond coat. Fig. 11. X-ray diffraction profiles of the duplex TBC in as-sprayed state (plot 1) and the same oxidized at 900 C for 24 hours (plot 2) and 96 hours (plot 3), and at 1000 C for 96 hours (4). 28
31 Fig. 12. X-ray diffraction profiles of the graded thermal barrier coating layers after isothermal oxidation at 900 C for 96 hours with 100% YSZ (plot 1), 70% YSZ + 30% CoNiCrAlY (plot 2), 50% YSZ + 50% CoNiCrAlY (plot 3), and 30% YSZ + 70% CoNiCrAlY (plot 4). Fig.13. Mass fraction of different phases present in graded TBC layers after isothermal oxidation at 900 C for 96 hours. Fig. 14. X-ray diffraction profiles of the graded thermal barrier coating layers after isothermal oxidation at 1000 C for 96 hours with 100% YSZ (plot 1), 70% YSZ + 30% CoNiCrAlY (plot 2), 50% YSZ + 50% CoNiCrAlY (plot 3), and 30% YSZ + 70% CoNiCrAlY (plot 4). Fig. 15. Mass fraction of different phases present in graded TBC layers after isothermal oxidation at 1000 C for 96 hours. Fig. 16. Schematic representation of mechanism of oxidation in (a) bare bond coat, (b) duplex TBC, and (c) compositionally graded TBC. Fig. 17. Schematic representation of thermal expansion and Young s modulus in (a) duplex thermal barrier coating and (b) compositionally graded thermal barrier coating. List of Tables Table 1: EDS compositional analysis (atomic %) of different zones observed in Fig. 2. Table 2: Rate constant and activation energy values for duplex and compositionally graded thermal barrier coating system. Table 3: EDS compositional analysis (atomic %) of oxides scales formed on the cross-section of bare bond coat oxidized at 1000 C for 96 hours as shown in Fig. 7b. Table 4: EDS compositional analysis (atomic %) of different oxides formed on top of bare bond coat oxidized at 1000 C for 96 hours as shown in Fig. 8a. Table 5: Gibb s free energy of formation and thermodynamic activity of elements present in the bond coat alloy to form their respective oxides at P O2 = 1 atm. Table 6: Residual stress after isothermal oxidation at 900 C in compositionally graded TBC. Table 7: Residual stress after isothermal oxidation at 1000 C in compositionally graded TBC. 29






32 30





33 31
34 32
35 33
36 34



37 35


38 36





39 37
40 38
41 39
42 40
43 41
44 42
45 43
46 44




47 45





48 46
Bond Coat Oxidation and Hot Corrosion Behavior of Plasma
 Bond Coat Oxidation and Hot Corrosion Behavior of Plasma Sprayed YSZ Coating on Ni Superalloy SAREMI Mohsen *, AFRASIABI Abbas ** and KOBAYASHI Akira *** Abstract Oxidation and hot corrosion are considered
Bond Coat Oxidation and Hot Corrosion Behavior of Plasma Sprayed YSZ Coating on Ni Superalloy SAREMI Mohsen *, AFRASIABI Abbas ** and KOBAYASHI Akira *** Abstract Oxidation and hot corrosion are considered
Correlating Thermal Barrier Coating Microstructure Between Engine Run Combustion Hardware and Furnace Cycle Testing
 Correlating Thermal Barrier Coating Microstructure Between Engine Run Combustion Hardware and Furnace Cycle Testing Kara Phillips Bridges Solar Turbines Incorporated Materials and Processes Engineering
Correlating Thermal Barrier Coating Microstructure Between Engine Run Combustion Hardware and Furnace Cycle Testing Kara Phillips Bridges Solar Turbines Incorporated Materials and Processes Engineering
, Brno, Czech Republic, EU
 STRUCTURAL STABILITY OF PLASMA SPRAYED THERMAL BARRIER COATINGS AFTER ISOTHERMAL EXPOSURE AT 1050 C David JECH a,b, Ladislav ČELKO a.b, Lenka KLAKURKOVÁ a,b, Simona HUTAŘOVÁ a,b, Martin JULIŠ a,b, Jiří
STRUCTURAL STABILITY OF PLASMA SPRAYED THERMAL BARRIER COATINGS AFTER ISOTHERMAL EXPOSURE AT 1050 C David JECH a,b, Ladislav ČELKO a.b, Lenka KLAKURKOVÁ a,b, Simona HUTAŘOVÁ a,b, Martin JULIŠ a,b, Jiří
AN INVESTIGATION OF THE THERMAL SHOCK BEHAVIOR OF THERMAL BARRIER COATINGS
 AN INVESTIGATION OF THE THERMAL SHOCK BEHAVIOR OF THERMAL BARRIER COATINGS ANDERSON.A Research scholar, Sathyabama University, Chennai, India. Email: anderson_ranji@yahoo.co.in, Phone: +91-9940223023 RAMACHANDRAN.S
AN INVESTIGATION OF THE THERMAL SHOCK BEHAVIOR OF THERMAL BARRIER COATINGS ANDERSON.A Research scholar, Sathyabama University, Chennai, India. Email: anderson_ranji@yahoo.co.in, Phone: +91-9940223023 RAMACHANDRAN.S
STRUCTURAL STABILITY OF THERMAL BARRIER COATINGS PRODUCED BY THERMAL SPRAYING
 STRUCTURAL STABILITY OF THERMAL BARRIER COATINGS PRODUCED BY THERMAL SPRAYING Ladislav ČELKO a,b, Lenka KLAKURKOVÁ a,b, Karel SLÁMEČKA a,b, Simona POSPÍŠILOVÁ a,b, Martin JULIŠ a,b, Karel NĚMEC a,b, Tomáš
STRUCTURAL STABILITY OF THERMAL BARRIER COATINGS PRODUCED BY THERMAL SPRAYING Ladislav ČELKO a,b, Lenka KLAKURKOVÁ a,b, Karel SLÁMEČKA a,b, Simona POSPÍŠILOVÁ a,b, Martin JULIŠ a,b, Karel NĚMEC a,b, Tomáš
HIGH TEMPERATURE THERMOCYCLIC BEHAVIOUR OF A PREOXIDIZED NI-BASE SUPERALLOY 601 AND HVOF SPRAYED Ni-Cr-B-Si- AND CoNiCrAlY COATINGS
 HIGH TEMPERATURE THERMOCYCLIC BEHAVIOUR OF A PREOXIDIZED NI-BASE SUPERALLOY 601 AND HVOF SPRAYED Ni-Cr-B-Si- AND CoNiCrAlY COATINGS Carsten STRÜBBE a, Viorel-Aurel SERBAN a, Gabriela MARGINEAN b, Waltraut
HIGH TEMPERATURE THERMOCYCLIC BEHAVIOUR OF A PREOXIDIZED NI-BASE SUPERALLOY 601 AND HVOF SPRAYED Ni-Cr-B-Si- AND CoNiCrAlY COATINGS Carsten STRÜBBE a, Viorel-Aurel SERBAN a, Gabriela MARGINEAN b, Waltraut
Materials Science and Engineering Department, University of Pittsburgh, Pittsburgh, PA, 15261
 PROCESSING EFFECTS ON THE FAILURE OF EBPVD TBCs ON MCrAlY AND PLATINUM ALUMINIDE BOND COATS N. M. Yanar, M.J. Stiger, G. H. Meier and F. S. Pettit Materials Science and Engineering Department, University
PROCESSING EFFECTS ON THE FAILURE OF EBPVD TBCs ON MCrAlY AND PLATINUM ALUMINIDE BOND COATS N. M. Yanar, M.J. Stiger, G. H. Meier and F. S. Pettit Materials Science and Engineering Department, University
SprayTech. Flame Spray Technologies. Flame Spray Technologies Service Centers. MCrAlY Powders. Head Quarters Flame Spray Technologies
 Service Centers, Italy Tel: (+39) 02 27 409151 Fax: (+39) 02 25 029434, UK Tel: (+44) 1252 78 22 97 Fax: (+44) 1252 78 13 62, USA Tel: (+1) 616 67 63 006 Fax: (+1) 616 67 63 660, Japan Tel: (+81) 3 5342
Service Centers, Italy Tel: (+39) 02 27 409151 Fax: (+39) 02 25 029434, UK Tel: (+44) 1252 78 22 97 Fax: (+44) 1252 78 13 62, USA Tel: (+1) 616 67 63 006 Fax: (+1) 616 67 63 660, Japan Tel: (+81) 3 5342
INFLUENCE OF ISOTHERMAL EXPOSURE ON MICROSTRUCTURAL CHANGES RESULTING IN DELAMINATION OF EUTECTIC AL 2O 3+ZRO 2+SIO 2 THERMAL BARRIER COATINGS
 INFLUENCE OF ISOTHERMAL EXPOSURE ON MICROSTRUCTURAL CHANGES RESULTING IN DELAMINATION OF EUTECTIC AL 2O 3+ZRO 2+SIO 2 THERMAL BARRIER COATINGS David JECH a,b, Ladislav ČELKO a,b, Tomáš CHRÁSKA c, Karel
INFLUENCE OF ISOTHERMAL EXPOSURE ON MICROSTRUCTURAL CHANGES RESULTING IN DELAMINATION OF EUTECTIC AL 2O 3+ZRO 2+SIO 2 THERMAL BARRIER COATINGS David JECH a,b, Ladislav ČELKO a,b, Tomáš CHRÁSKA c, Karel
Effect of Annealing on Plasma Sprayed Zirconia/ Alimina Composite Coating
 ransactions of JWRI, Vol. 35 (2006), No. 2 Effect of Annealing on Plasma Sprayed Zirconia/ Alimina Composite Coating KOBAYASHI Akira*, Shanmugavelayutham Gurusamy**, ANDO Yasutaka*** Abstract In thermal
ransactions of JWRI, Vol. 35 (2006), No. 2 Effect of Annealing on Plasma Sprayed Zirconia/ Alimina Composite Coating KOBAYASHI Akira*, Shanmugavelayutham Gurusamy**, ANDO Yasutaka*** Abstract In thermal
to which it is applied. Using this approach temperature drops of up to 170 o C at the metal
 Chapter 2 Thermal Barrier Coatings 2.1 Overview By attaching an adherent layer of a low thermal conductivity material to the surface of a internally cooled gas turbine blade, a temperature drop can be
Chapter 2 Thermal Barrier Coatings 2.1 Overview By attaching an adherent layer of a low thermal conductivity material to the surface of a internally cooled gas turbine blade, a temperature drop can be
MIKROSTRUCTURAL CHANGES OF AIR PLASMA SPRAYED CoNiCrAlY COATING AFTER REMELTING
 MIKROSTRUCTURAL CHANGES OF AIR PLASMA SPRAYED CoNiCrAlY COATING AFTER REMELTING Veronika ŘIČÁNKOVÁ a, Ladislav ČELKO a,b, Lenka KLAKURKOVÁ a,b, Jiří ŠVEJCAR a,b a Brno University of Technology (BUT), Faculty
MIKROSTRUCTURAL CHANGES OF AIR PLASMA SPRAYED CoNiCrAlY COATING AFTER REMELTING Veronika ŘIČÁNKOVÁ a, Ladislav ČELKO a,b, Lenka KLAKURKOVÁ a,b, Jiří ŠVEJCAR a,b a Brno University of Technology (BUT), Faculty
Lecture-52 Surface Modification Techniques: HVOF and Detonation Spraying
 Fundamentals of Surface Engineering: Mechanisms, Processes and Characterizations Prof.D.K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology-Roorkee Lecture-52
Fundamentals of Surface Engineering: Mechanisms, Processes and Characterizations Prof.D.K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology-Roorkee Lecture-52
Damage Evaluation of Yttria Stabilised Zirconia (YSZ) Thermal Barrier Coatings
 Thermal Barrier Coatings") More info about this article: http://www.ndt.net/?id=21192 Abstract: Damage Evaluation of Yttria Stabilised Zirconia (YSZ) Thermal Barrier Coatings B.B. Jha 1, R.K. Satpathy 2, T.K. Sahoo 1 & R. Sahoo
More info about this article: http://www.ndt.net/?id=21192 Abstract: Damage Evaluation of Yttria Stabilised Zirconia (YSZ) Thermal Barrier Coatings B.B. Jha 1, R.K. Satpathy 2, T.K. Sahoo 1 & R. Sahoo
Thermal Conductivity and Sintering Behavior of Hafnia-based Thermal Barrier Coating Using EB-PVD
 Proceedings of the International Gas Turbine Congress 2003 Tokyo November 2-7, 2003 IGTC2003Tokyo TS-131 Thermal Conductivity and Sintering Behavior of Hafnia-based Thermal Barrier Coating Using EB-PVD
Proceedings of the International Gas Turbine Congress 2003 Tokyo November 2-7, 2003 IGTC2003Tokyo TS-131 Thermal Conductivity and Sintering Behavior of Hafnia-based Thermal Barrier Coating Using EB-PVD
The oxidation behavior of classical thermal barrier coatings exposed to extreme temperature
 The oxidation behavior of classical thermal barrier coatings exposed to extreme temperature Alina DRAGOMIRESCU*,1,2, Adriana STEFAN 1, Alexandru MIHAILESCU 1, Cristina-Elisabeta PELIN 1, Victor MANOLIU
The oxidation behavior of classical thermal barrier coatings exposed to extreme temperature Alina DRAGOMIRESCU*,1,2, Adriana STEFAN 1, Alexandru MIHAILESCU 1, Cristina-Elisabeta PELIN 1, Victor MANOLIU
High Temperature Sintering and Oxidation Behavior in Plasma Sprayed TBCs [Single Splat Studies] Paper 1 Role of Heat Treatment Variations
![High Temperature Sintering and Oxidation Behavior in Plasma Sprayed TBCs [Single Splat Studies] Paper 1 Role of Heat Treatment Variations](/thumbs/89/98895017.jpg "High Temperature Sintering and Oxidation Behavior in Plasma Sprayed TBCs [Single Splat Studies] Paper 1 Role of Heat Treatment Variations") Journal of Surface Engineered Materials and Advanced Technology, 2013, 3, 106-115 http://dx.doi.org/10.4236/jsemat.2013.31a015 Published Online February 2013 (http://www.scirp.org/journal/jsemat) High
Journal of Surface Engineered Materials and Advanced Technology, 2013, 3, 106-115 http://dx.doi.org/10.4236/jsemat.2013.31a015 Published Online February 2013 (http://www.scirp.org/journal/jsemat) High
THE EFFECTS OF WATER VAPOR ON THE OXIDATION OF NICKEL-BASE SUPERALLOYS AND COATINGS AT TEMPERATURES FROM 700 C TO 1100 C
 Superalloys 24 Edited by K.A. Green, T.M. Pollock, H. Harada, T.E. Howson, R.C. Reed, J.J. Schirra, and S, Walston TMS (The Minerals, Metals & Materials Society), 24 THE EFFECTS OF WATER VAPOR ON THE OXIDATION
Superalloys 24 Edited by K.A. Green, T.M. Pollock, H. Harada, T.E. Howson, R.C. Reed, J.J. Schirra, and S, Walston TMS (The Minerals, Metals & Materials Society), 24 THE EFFECTS OF WATER VAPOR ON THE OXIDATION
Available online at ScienceDirect. Procedia Materials Science 5 (2014 ) 11 20
 11 20") Available online at www.sciencedirect.com ScienceDirect Procedia Materials Science 5 (2014 ) 11 20 International Conference on Advances in Manufacturing and Materials Engineering, AMME 2014 Oxidation Resistance
Available online at www.sciencedirect.com ScienceDirect Procedia Materials Science 5 (2014 ) 11 20 International Conference on Advances in Manufacturing and Materials Engineering, AMME 2014 Oxidation Resistance
The behavior of multilayer ceramic protections at quick thermal shock
 The behavior of multilayer ceramic protections at quick thermal shock Gheorghe IONESCU*,1, Victor MANOLIU 2, Elvira ALEXANDRESCU 3, Adriana STEFAN 1, Alexandru MIHAILESCU 1 *Corresponding author *,1 INCAS
The behavior of multilayer ceramic protections at quick thermal shock Gheorghe IONESCU*,1, Victor MANOLIU 2, Elvira ALEXANDRESCU 3, Adriana STEFAN 1, Alexandru MIHAILESCU 1 *Corresponding author *,1 INCAS
Fatigue Lifetime Approximation Based On Quantitative Microstructural Analysis For Air Plasma Sprayed Thermal Barrier Coatings
 University of Central Florida Electronic Theses and Dissertations Masters Thesis (Open Access) Fatigue Lifetime Approximation Based On Quantitative Microstructural Analysis For Air Plasma Sprayed Thermal
University of Central Florida Electronic Theses and Dissertations Masters Thesis (Open Access) Fatigue Lifetime Approximation Based On Quantitative Microstructural Analysis For Air Plasma Sprayed Thermal
Thermal Durability and Abradability of Plasma Sprayed Al-Si-Polyimide Seal Coatings p. 85
 Trends in Automotive Applications of Thermal Spray Technology in Japan p. 1 Production Plasma in the Automotive Industry: A European Viewpoint p. 7 The Effect of Microstructure on the Wear Behavior of
Trends in Automotive Applications of Thermal Spray Technology in Japan p. 1 Production Plasma in the Automotive Industry: A European Viewpoint p. 7 The Effect of Microstructure on the Wear Behavior of
Potential of High Velocity Oxy Fuel Thermal Spraying in Turbine Shaft Repairing. Production Technology Research Institute, branch of ACECR
 Potential of High Velocity Oxy Fuel Thermal Spraying in Turbine Shaft Repairing M. Jalali Azizpour 1 S. Norouzi H.Mohammadi Majd 3 D.Sajedipour 4 E. Pipelzadeh 5 B.Aslani 6 H.Talebi 7 A.Ghamari 8 1, 3,
Potential of High Velocity Oxy Fuel Thermal Spraying in Turbine Shaft Repairing M. Jalali Azizpour 1 S. Norouzi H.Mohammadi Majd 3 D.Sajedipour 4 E. Pipelzadeh 5 B.Aslani 6 H.Talebi 7 A.Ghamari 8 1, 3,
Crack prediction in EB-PVD thermal barrier coatings based on the simulation of residual stresses
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Crack prediction in EB-PVD thermal barrier coatings based on the simulation of residual stresses To cite this article: J W Chen
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Crack prediction in EB-PVD thermal barrier coatings based on the simulation of residual stresses To cite this article: J W Chen
Functionally Graded Thermal Barrier Composite Coatings Formed by Gas Tunnel Type Plasma Spraying
 Functionally Graded Thermal Barrier Composite Coatings Formed by Gas Tunnel Type Plasma Spraying Akira KOBAYASHI JWRI, Osaka University 11-1 Mihogaoka, Ibaraki, Osaka 567-0047, Japan Email: kobayasi@jwri.osaka-u.ac.jp
Functionally Graded Thermal Barrier Composite Coatings Formed by Gas Tunnel Type Plasma Spraying Akira KOBAYASHI JWRI, Osaka University 11-1 Mihogaoka, Ibaraki, Osaka 567-0047, Japan Email: kobayasi@jwri.osaka-u.ac.jp
Fabrication and thermal properties of Al 2 TiO 5 /Al 2 O 3 composites
 Materials Science-Poland, Vol. 28, No. 3, 2010 Fabrication and thermal properties of Al 2 TiO 5 /Al 2 O 3 composites M. LI, F. CHEN, Q. SHEN *, L. ZHANG State Key Lab of Advanced Technology for Materials
Materials Science-Poland, Vol. 28, No. 3, 2010 Fabrication and thermal properties of Al 2 TiO 5 /Al 2 O 3 composites M. LI, F. CHEN, Q. SHEN *, L. ZHANG State Key Lab of Advanced Technology for Materials
DRY SLIDING WEAR PERFORMANCE OF THERMAL SPRAYED MICRO- NANO BORON CARBIDE COATING ON 410 GRADE STEEL
 DRY SLIDING WEAR PERFORMANCE OF THERMAL SPRAYED MICRO- NANO BORON CARBIDE COATING ON 410 GRADE STEEL K. V. Sreenivas Rao, Girisha K. G. and Anil K. C. Akash R&D Center, Department of Mechanical Engineering,
DRY SLIDING WEAR PERFORMANCE OF THERMAL SPRAYED MICRO- NANO BORON CARBIDE COATING ON 410 GRADE STEEL K. V. Sreenivas Rao, Girisha K. G. and Anil K. C. Akash R&D Center, Department of Mechanical Engineering,
Analysis of Bending Stresses On Coating Materials by Experimental and FE Method
 Analysis of Bending Stresses On Coating Materials by Experimental and FE Method Umesh G 1, Biradar Mallikarjun 2, Dr. C.S.Ramesh 3 1 Student, IV th Semester M.Tech.(Machine Design), 2 Associate Professor,
Analysis of Bending Stresses On Coating Materials by Experimental and FE Method Umesh G 1, Biradar Mallikarjun 2, Dr. C.S.Ramesh 3 1 Student, IV th Semester M.Tech.(Machine Design), 2 Associate Professor,
EROSION OF GADOLINIA DOPED EB-PVD TBCs
 EROSION OF GADOLINIA DOPED EB-PVD TBCs R. Steenbakker, R.G Wellman and J.R Nicholls School of Industrial and Manufacturing Science Cranfield University, Bedford, MK 43 OAL, UK. Abstract Thermal barrier
EROSION OF GADOLINIA DOPED EB-PVD TBCs R. Steenbakker, R.G Wellman and J.R Nicholls School of Industrial and Manufacturing Science Cranfield University, Bedford, MK 43 OAL, UK. Abstract Thermal barrier
Influence of Annealing on the Grain Growth and Thermal Diffusivity of Nanostructured YSZ Thermal Barrier Coating
 J. Mater. Sci. Technol., Vol.22 No.6, 2006 793 Influence of Annealing on the Grain Growth and Thermal Diffusivity of Nanostructured YSZ Thermal Barrier Coating Na WANG, Chungen ZHOU, Shengkai GONG and
J. Mater. Sci. Technol., Vol.22 No.6, 2006 793 Influence of Annealing on the Grain Growth and Thermal Diffusivity of Nanostructured YSZ Thermal Barrier Coating Na WANG, Chungen ZHOU, Shengkai GONG and
LASER SURFACE ALLOYING (LSA) OF ALUMINIUM (AA 1200) WITH TiB 2 FOR HARDNESS IMPROVEMENT Paper (802)
 OF ALUMINIUM (AA 1200) WITH TiB 2 FOR HARDNESS IMPROVEMENT Paper (802)") LASER SURFACE ALLOYING (LSA) OF ALUMINIUM (AA 200) WITH TiB 2 FOR HARDNESS IMPROVEMENT Paper (802) Abimbola Patricia Popoola *, Sisa Pityana,2 Department of Chemical and Metallurgical Engineering, Tshwane
LASER SURFACE ALLOYING (LSA) OF ALUMINIUM (AA 200) WITH TiB 2 FOR HARDNESS IMPROVEMENT Paper (802) Abimbola Patricia Popoola *, Sisa Pityana,2 Department of Chemical and Metallurgical Engineering, Tshwane
MICROSTRUCTURAL TURBINE BLADES ANALYSES AFTER ENDURANCE TEST OF AIRCRAFT ENGINE
 MICROSTRUCTURAL TURBINE BLADES ANALYSES AFTER ENDURANCE TEST OF AIRCRAFT ENGINE Jaroslav TRNÍK a, Ján KAFRÍK a, Ondřej DVOŘÁČEK b a Faculty of Industrial Technologies, University of Alexander Dubček in
MICROSTRUCTURAL TURBINE BLADES ANALYSES AFTER ENDURANCE TEST OF AIRCRAFT ENGINE Jaroslav TRNÍK a, Ján KAFRÍK a, Ondřej DVOŘÁČEK b a Faculty of Industrial Technologies, University of Alexander Dubček in
Accumulation (%) Amount (%) Particle Size 0.1
 Amount (%) Particle Size 0.1") 100 10 Amount (%) 5 50 Accumulation (%) 0 0.1 1 Particle Size (µm) 10 0 Supplementary Figure 1. The particle size distribution of W-15 at% Cr after 20 hours milling. Supplementary Figure 2. a,b, X-ray
100 10 Amount (%) 5 50 Accumulation (%) 0 0.1 1 Particle Size (µm) 10 0 Supplementary Figure 1. The particle size distribution of W-15 at% Cr after 20 hours milling. Supplementary Figure 2. a,b, X-ray
PROCESS CONTROL OF THERMAL BARRIER COATING SYSTEM BY CURRENT VARIANT CHANGES TO ALTER THE MICROSTRUCTURAL AND MECHANICAL CHARACTERISTICS
 Volume XI, Issue I, June 2015, Page 129 135 PROCESS CONTROL OF THERMAL BARRIER COATING SYSTEM BY CURRENT VARIANT CHANGES TO ALTER THE MICROSTRUCTURAL AND MECHANICAL CHARACTERISTICS A. Imran 1, S. Alam
Volume XI, Issue I, June 2015, Page 129 135 PROCESS CONTROL OF THERMAL BARRIER COATING SYSTEM BY CURRENT VARIANT CHANGES TO ALTER THE MICROSTRUCTURAL AND MECHANICAL CHARACTERISTICS A. Imran 1, S. Alam
Characterisation of APS TBC system during isothermal oxidation at 1100 C
 Archives of Materials Science and Engineering Volume 28 Issue 12 December 2007 Pages 757-764 International Scientific Journal published monthly as the organ of the Committee of Materials Science of the
Archives of Materials Science and Engineering Volume 28 Issue 12 December 2007 Pages 757-764 International Scientific Journal published monthly as the organ of the Committee of Materials Science of the
High-Temperature Oxidation Behavior of a Ni-Cr-W-Al Alloy
 J. Mater. Sci. Technol., 2011, 27(9), 841-845. High-Temperature Oxidation Behavior of a Ni-Cr-W-Al Alloy Y.C. Ma, X.J. Zhao, M. Gao and K. Liu Institute of Metal Research, Chinese Academy of Sciences,
J. Mater. Sci. Technol., 2011, 27(9), 841-845. High-Temperature Oxidation Behavior of a Ni-Cr-W-Al Alloy Y.C. Ma, X.J. Zhao, M. Gao and K. Liu Institute of Metal Research, Chinese Academy of Sciences,
Swapan Kumar Karak. Department of Metallurgical and Materials Engineering NIT Rourkela, , India
 NMD-ATM Development of Nano-Y 2 O 3 Dispersed Ferritic Alloys for Nuclear Reactors S. K. Karak, J. Dutta Majumdar, W. Lojkowski and I. Manna by Swapan Kumar Karak Department of Metallurgical and Materials
NMD-ATM Development of Nano-Y 2 O 3 Dispersed Ferritic Alloys for Nuclear Reactors S. K. Karak, J. Dutta Majumdar, W. Lojkowski and I. Manna by Swapan Kumar Karak Department of Metallurgical and Materials
Improvement of the Oxidation Resistance of CoNiCrAlY Bond Coats Sprayed by High Velocity Oxygen-Fuel onto Nickel Superalloy Substrate
 Coatings 2011, 1, 3-16; doi:10.3390/coatings1010003 OPEN ACCESS coatings ISSN 2079-6412 www.mdpi.com/journal/coatings/ Article Improvement of the Oxidation Resistance of CoNiCrAlY Bond Coats Sprayed by
Coatings 2011, 1, 3-16; doi:10.3390/coatings1010003 OPEN ACCESS coatings ISSN 2079-6412 www.mdpi.com/journal/coatings/ Article Improvement of the Oxidation Resistance of CoNiCrAlY Bond Coats Sprayed by
Impact Fatigue Failure Investigation of HVOF Coatings
 C. N. David, 1 M. A. Athanasiou, 1 K. G. Anthymidis, 1 and P. K. Gotsis 1 Journal of ASTM International, Vol. 5, No. 6 Paper ID JAI101571 Available online at www.astm.org Impact Fatigue Failure Investigation
C. N. David, 1 M. A. Athanasiou, 1 K. G. Anthymidis, 1 and P. K. Gotsis 1 Journal of ASTM International, Vol. 5, No. 6 Paper ID JAI101571 Available online at www.astm.org Impact Fatigue Failure Investigation
INTERNATIONAL JOURNAL OF RESEARCH SCIENCE & MANAGEMENT
 DEVELOPMENT OF NI-BASED SUPERALLOY BY PACK CEMENTATION PROCESS Mustafa Nash at Jawhar *1 and Israa Abdul-Kadir Aziz 2 *1 M.Sc Research scholar, Production Engineering & Metallurgy Department, university
DEVELOPMENT OF NI-BASED SUPERALLOY BY PACK CEMENTATION PROCESS Mustafa Nash at Jawhar *1 and Israa Abdul-Kadir Aziz 2 *1 M.Sc Research scholar, Production Engineering & Metallurgy Department, university
Experimental O 3. Results and discussion
 Introduction Surface coatings to protect against oxidation extend the service temperature and the service life of basic metals. The commercially used coating systems can be divided into three main groups:
Introduction Surface coatings to protect against oxidation extend the service temperature and the service life of basic metals. The commercially used coating systems can be divided into three main groups:
The Study of High Temperature Oxidation Behavior of Different Microstructures of HVOF Thermally Sprayed Coatings
 A. Sabour Rouhaghdam et al, Journal of Advanced Materials and Processing, Vol.2, No. 2, 2014, 3-12 3 The Study of High Temperature Oxidation Behavior of Different Microstructures of HVOF Thermally Sprayed
A. Sabour Rouhaghdam et al, Journal of Advanced Materials and Processing, Vol.2, No. 2, 2014, 3-12 3 The Study of High Temperature Oxidation Behavior of Different Microstructures of HVOF Thermally Sprayed
Microstructural Studies of Thermal Spray Coating
 Microstructural Studies of Thermal Spray Coating Chennupati Vijaya Kumar SSIT, Sathupally-Khammam, India Subhash Kamal, PhD Universiti Teknologi Petronas, Malaysia ABSTRACT Chromium carbide nickel chrome,
Microstructural Studies of Thermal Spray Coating Chennupati Vijaya Kumar SSIT, Sathupally-Khammam, India Subhash Kamal, PhD Universiti Teknologi Petronas, Malaysia ABSTRACT Chromium carbide nickel chrome,
Structure Control of Plasma Sprayed Zircon Coating by Substrate Preheating and Post Heat Treatment
 Materials Transactions, Vol. 46, No. 3 (25) pp. 669 to 674 #25 Japan Thermal Spraying Society Structure Control of Plasma Sprayed Zircon Coating by Substrate Preheating and Post Heat Treatment Masato Suzuki,
Materials Transactions, Vol. 46, No. 3 (25) pp. 669 to 674 #25 Japan Thermal Spraying Society Structure Control of Plasma Sprayed Zircon Coating by Substrate Preheating and Post Heat Treatment Masato Suzuki,
CORROSION PROPERTIES OF CERMET COATINGS SPRAYED BY HIGH-VELOCITY OXYGEN-FUEL. Dragos UŢU, Iosif HULKA, Viorel-Aurel ŞERBAN, Hannelore FILIPESCU
 Abstract CORROSION PROPERTIES OF CERMET COATINGS SPRAYED BY HIGH-VELOCITY OXYGEN-FUEL Dragos UŢU, Iosif HULKA, Viorel-Aurel ŞERBAN, Hannelore FILIPESCU Politehnica University of Timisoara, Romania, dragosutu@yahoo.com,
Abstract CORROSION PROPERTIES OF CERMET COATINGS SPRAYED BY HIGH-VELOCITY OXYGEN-FUEL Dragos UŢU, Iosif HULKA, Viorel-Aurel ŞERBAN, Hannelore FILIPESCU Politehnica University of Timisoara, Romania, dragosutu@yahoo.com,
Thermal Spray Coatings in Severe Service Elaine Motyka 3/2/2017
 Thermal Spray Coatings in Severe Service Elaine Motyka 3/2/2017 In this session Basics of Thermal Spray Coatings Defining Thermal Spray Common processes Coating microstructures Properties affected by process
Thermal Spray Coatings in Severe Service Elaine Motyka 3/2/2017 In this session Basics of Thermal Spray Coatings Defining Thermal Spray Common processes Coating microstructures Properties affected by process
Fabrication of Ni-Al Intermetallic Compounds on the Al Casting alloy by SHS Process
 Fabrication of Ni-Al Intermetallic Compounds on the Al Casting alloy by SHS Process G.S. Cho *, K.R. Lee*, K.H. Choe*, K.W. Lee* and A. Ikenaga** *Advanced Material R/D Center, KITECH, 994-32 Dongchun-dong,
Fabrication of Ni-Al Intermetallic Compounds on the Al Casting alloy by SHS Process G.S. Cho *, K.R. Lee*, K.H. Choe*, K.W. Lee* and A. Ikenaga** *Advanced Material R/D Center, KITECH, 994-32 Dongchun-dong,
Durability Testing of Ceramic Coatings for Indirect Resistance Heat Treating in Vehicle Lightweighting Applications
 Durability Testing of Ceramic Coatings for Indirect Resistance Heat Treating in Vehicle Lightweighting Applications Warren Peterson and Jerry E. Gould EWI Abstract The need for vehicle lightweighting has
Durability Testing of Ceramic Coatings for Indirect Resistance Heat Treating in Vehicle Lightweighting Applications Warren Peterson and Jerry E. Gould EWI Abstract The need for vehicle lightweighting has
The effect of minor alloying elements in ferritic steels for interconnects in SOFCs
 Downloaded from orbit.dtu.dk on: Sep 27, 2018 The effect of minor alloying elements in ferritic steels for interconnects in SOFCs Schuisky, M.; Rosberg, A.; Mikkelsen, Lars; Hendriksen, Peter Vang; Christiansen,
Downloaded from orbit.dtu.dk on: Sep 27, 2018 The effect of minor alloying elements in ferritic steels for interconnects in SOFCs Schuisky, M.; Rosberg, A.; Mikkelsen, Lars; Hendriksen, Peter Vang; Christiansen,
IMPROVING WEAR BEHAVIOR OF GREY CAST IRON BY WC 12CO AND STELLITE-6 COATINGS
 IMPROVING WEAR BEHAVIOR OF GREY CAST IRON BY WC 12CO AND STELLITE-6 COATINGS Gobind 1, Ankush Batta 2 & Rajnesh Kumar 3 1,2,3 Department of Mechanical Engineering, S.B.S.S.T.C, Ferozepur, Punjab,( India)
IMPROVING WEAR BEHAVIOR OF GREY CAST IRON BY WC 12CO AND STELLITE-6 COATINGS Gobind 1, Ankush Batta 2 & Rajnesh Kumar 3 1,2,3 Department of Mechanical Engineering, S.B.S.S.T.C, Ferozepur, Punjab,( India)
Modeling: (i) thermal spray rapid solidification (ii) partially molten particle impact
 thermal spray rapid solidification (ii) partially molten particle impact") Modeling: (i) thermal spray rapid solidification (ii) partially molten particle impact Markus Bussmann Mechanical & Industrial Engineering Centre for Advanced Coating Technologies (CACT) University of
Modeling: (i) thermal spray rapid solidification (ii) partially molten particle impact Markus Bussmann Mechanical & Industrial Engineering Centre for Advanced Coating Technologies (CACT) University of
Modelling of the interdiffusion and oxidation of a multilayered chromia forming thermal barrier coating Taylor, Mary; Smith, P. J. R.
 Modelling of the interdiffusion and oxidation of a multilayered chromia forming thermal barrier coating Taylor, Mary; Smith, P. J. R.; Evans, Hugh DOI: 10.1002/maco.201508778 License: None: All rights
Modelling of the interdiffusion and oxidation of a multilayered chromia forming thermal barrier coating Taylor, Mary; Smith, P. J. R.; Evans, Hugh DOI: 10.1002/maco.201508778 License: None: All rights
PRODUCTION AND CHARACTERIZATION OF SELF-HEALING PROPERTIES OF B4C+SIC ADDED TBC.
 PRODUCTION AND CHARACTERIZATION OF SELF-HEALING PROPERTIES OF B4C+SIC ADDED TBC Fatih Üstel, Ahmet TÜRK, Garip Erdogan Sakarya University Eng. Fac. Materials, Sakarya/Serdivan, Turkey Abstract ustel@sakarya.edu.tr
PRODUCTION AND CHARACTERIZATION OF SELF-HEALING PROPERTIES OF B4C+SIC ADDED TBC Fatih Üstel, Ahmet TÜRK, Garip Erdogan Sakarya University Eng. Fac. Materials, Sakarya/Serdivan, Turkey Abstract ustel@sakarya.edu.tr
Improvement of Mild Steel Surface Properties by Fly-ash + Quartz + Illmenite Composite Coating
 Indian Institute of Technology Kharagpur From the SelectedWorks of Ajit Behera Winter December, 2012 Improvement of Mild Steel Surface Properties by Fly-ash + Quartz + Illmenite Composite Coating Ajit
Indian Institute of Technology Kharagpur From the SelectedWorks of Ajit Behera Winter December, 2012 Improvement of Mild Steel Surface Properties by Fly-ash + Quartz + Illmenite Composite Coating Ajit
O 4. coating on the oxidation behavior of Fe-20Cr ferritic stainless steels for SOFC interconnects
 IOP Conference Series: Earth and Environmental Science PAPER OPEN ACCESS The influence of Titanium alloying and Co 3 O 4 coating on the oxidation behavior of Fe-20Cr ferritic stainless steels for SOFC
IOP Conference Series: Earth and Environmental Science PAPER OPEN ACCESS The influence of Titanium alloying and Co 3 O 4 coating on the oxidation behavior of Fe-20Cr ferritic stainless steels for SOFC
Wear Resistance of AlN-Al Cermet Coatings Deposited by HVOF Spray Process. Matsumoto, Taihei; Cui, Lin; Nogi, Kiyoshi
 Title Author(s) Wear Resistance of AlN-Al Cermet Coatings Deposited by HVOF Spray Process Matsumoto, Taihei; Cui, Lin; Nogi, Kiyoshi Citation Transactions of JWRI. 36(1) P.35-P.39 Issue Date 27-7 Text
Title Author(s) Wear Resistance of AlN-Al Cermet Coatings Deposited by HVOF Spray Process Matsumoto, Taihei; Cui, Lin; Nogi, Kiyoshi Citation Transactions of JWRI. 36(1) P.35-P.39 Issue Date 27-7 Text
Chulalongkorn University, Bangkok, Thailand. Chulalongkorn University, Bangkok, Thailand; Abstract
 Journal of Metals, Materials and Minerals. Vol.16 No.2 pp.25-31, 2006 The Effect of Long-Term Thermal Exposure at Elevated Temperatures on Microstructures and Mechanical Properties in Centrifugally Casted
Journal of Metals, Materials and Minerals. Vol.16 No.2 pp.25-31, 2006 The Effect of Long-Term Thermal Exposure at Elevated Temperatures on Microstructures and Mechanical Properties in Centrifugally Casted
EVALUATION OF THE BOND STRENGT OF THE THERMALLY SPRAYED COATINGS
 EVALUATION OF THE BOND STRENGT OF THE THERMALLY SPRAYED COATINGS Michaela KAŠPAROVÁ a, František ZAHÁLKA b, Šárka HOUDKOVÁ c a ŠKODA VÝZKUM Ltd., Tylova 1/57, 316 00 Plzeň, Česká republika, michaela.kasparova@skodavzykum.cz
EVALUATION OF THE BOND STRENGT OF THE THERMALLY SPRAYED COATINGS Michaela KAŠPAROVÁ a, František ZAHÁLKA b, Šárka HOUDKOVÁ c a ŠKODA VÝZKUM Ltd., Tylova 1/57, 316 00 Plzeň, Česká republika, michaela.kasparova@skodavzykum.cz
Densification and grain growth of TiO 2 -doped ZnO
 Materials Science-Poland, Vol. 25, No. 4, 2007 Densification and grain growth of TiO 2 -doped ZnO K. YILDIZ *, N. KARAKU, N. TOPLAN, H. Ö. TOPLAN Sakarya University, Metallurgy and Materials Engineering,
Materials Science-Poland, Vol. 25, No. 4, 2007 Densification and grain growth of TiO 2 -doped ZnO K. YILDIZ *, N. KARAKU, N. TOPLAN, H. Ö. TOPLAN Sakarya University, Metallurgy and Materials Engineering,
EFFECTS OF DIFFERENT ELECTROLYTE SYSTEMS ON THE FORMATION OF MICRO-ARC OXIDATION CERAMIC COATINGS OF 6061 ALUMINUM ALLOY
 16 Rev. Adv. Mater. Sci. (01) 16-10 Y.J. Liu, EFFECTS OF DIFFERENT ELECTROLYTE SYSTEMS ON THE FORMATION OF MICRO-ARC OXIDATION CERAMIC COATINGS OF 6061 ALUMINUM ALLOY Y.J. Liu 1, J.Y. Xu1, W. Lin, C. Gao
16 Rev. Adv. Mater. Sci. (01) 16-10 Y.J. Liu, EFFECTS OF DIFFERENT ELECTROLYTE SYSTEMS ON THE FORMATION OF MICRO-ARC OXIDATION CERAMIC COATINGS OF 6061 ALUMINUM ALLOY Y.J. Liu 1, J.Y. Xu1, W. Lin, C. Gao
Oxidation and Hot Corrosion Study on Multi Layer Thermal Barrier Coating
 Oxidation and Hot Corrosion Study on Multi Layer Thermal Barrier Coating 1 K. Vijaya Bhaskar Reddy, 2 Shashi Bhushan Arya, 3 Gosipathala Sreedhar 1 Department of Mechanical Engineering, Chaitanya Bharathi
Oxidation and Hot Corrosion Study on Multi Layer Thermal Barrier Coating 1 K. Vijaya Bhaskar Reddy, 2 Shashi Bhushan Arya, 3 Gosipathala Sreedhar 1 Department of Mechanical Engineering, Chaitanya Bharathi
Arch. Metall. Mater. 62 (2017), 3,
, 3,") Arch. Metall. Mater. 62 (2017), 3, 1433-1437 DOI: 10.1515/amm-2017-0221 A. JASIK* # THE NUMERICAL MODELING OF THERMAL STRESS DISTRIBUTION IN THERMAL BARRIER COATINGS The paper presents the results of numerical
Arch. Metall. Mater. 62 (2017), 3, 1433-1437 DOI: 10.1515/amm-2017-0221 A. JASIK* # THE NUMERICAL MODELING OF THERMAL STRESS DISTRIBUTION IN THERMAL BARRIER COATINGS The paper presents the results of numerical
Oxidation Nitridation of Ni-Cr-Al Alloys
 Vol. Materials 7, No. Research, 1, 2004Vol. 7, No. 1, 11-16, 2004. Oxidation Nitridation of Ni-Cr-Al Alloys 2004 11 Oxidation Nitridation of Ni-Cr-Al Alloys Susan Han a,b *, David John Young a * a School
Vol. Materials 7, No. Research, 1, 2004Vol. 7, No. 1, 11-16, 2004. Oxidation Nitridation of Ni-Cr-Al Alloys 2004 11 Oxidation Nitridation of Ni-Cr-Al Alloys Susan Han a,b *, David John Young a * a School
Ceramic Processing Research
 Journal of Ceramic Processing Research. Vol. 12, No. 2, pp. 126~131 (2011) J O U R N A L O F Ceramic Processing Research Characterization of 3YSZ/LaPO 4 composites coatings made by an atmospheric plasma
Journal of Ceramic Processing Research. Vol. 12, No. 2, pp. 126~131 (2011) J O U R N A L O F Ceramic Processing Research Characterization of 3YSZ/LaPO 4 composites coatings made by an atmospheric plasma
Microstructure and Mechanical Properties of HA/ZrO2 Coatings by Gas Tunnel Plasma Spraying.
 Title Author(s) Microstructure and Mechanical Properties of HA/ZrO2 Coatings by Gas Tunnel Plasma Spraying MORKS, Magdi F.; KOBAYASHI, Akira Citation Transactions of JWRI. 36(1) P.47-P.51 Issue Date 2007-07
Title Author(s) Microstructure and Mechanical Properties of HA/ZrO2 Coatings by Gas Tunnel Plasma Spraying MORKS, Magdi F.; KOBAYASHI, Akira Citation Transactions of JWRI. 36(1) P.47-P.51 Issue Date 2007-07
Sintering and Deformation Mechanisms in Plasma-Sprayed 7 wt.% Y 2 O 3 -ZrO 2 Thermal Barrier Coatings
 Sintering and Deformation Mechanisms in Plasma-Sprayed 7 wt.% Y 2 O 3 -ZrO 2 Graeme Dickinson John Levin* Christophe Deschaseaux Rod Trice, Ph.D. School of Materials Engineering Purdue University October
Sintering and Deformation Mechanisms in Plasma-Sprayed 7 wt.% Y 2 O 3 -ZrO 2 Graeme Dickinson John Levin* Christophe Deschaseaux Rod Trice, Ph.D. School of Materials Engineering Purdue University October
Material Product Data Sheet Nickel Chromium Superalloy Thermal Spray Powders
 Material Data Sheet Nickel Chromium Superalloy Thermal Spray Powders Thermal Spray Powder s: Amdry 718, Amdry 718 Cl.B, Amdry 1718, Diamalloy 1006, Amdry 625, Diamalloy 1005, Diamalloy 1005A 1 Introduction
Material Data Sheet Nickel Chromium Superalloy Thermal Spray Powders Thermal Spray Powder s: Amdry 718, Amdry 718 Cl.B, Amdry 1718, Diamalloy 1006, Amdry 625, Diamalloy 1005, Diamalloy 1005A 1 Introduction
Oxidation Properties in CO 2 of Inconel Alloy 600 Coated by Simultaneous Aluminizing-Chromizing Process
 Chinese Journal of Aeronautics 20(2007) 134-139 Chinese Journal of Aeronautics www.elsevier.com/locate/cja Oxidation Properties in CO 2 of Inconel Alloy 600 Coated by Simultaneous Aluminizing-Chromizing
Chinese Journal of Aeronautics 20(2007) 134-139 Chinese Journal of Aeronautics www.elsevier.com/locate/cja Oxidation Properties in CO 2 of Inconel Alloy 600 Coated by Simultaneous Aluminizing-Chromizing
Alternative Thermal Barrier Coatings for Diesel Engines
 Alternative Thermal Barrier Coatings for Diesel Engines H. Samadi, T.W.Coyle Centre for Advanced Coating Technologies, University of Toronto, Toronto, Ontario, Canada Abstract The use of thermal barrier
Alternative Thermal Barrier Coatings for Diesel Engines H. Samadi, T.W.Coyle Centre for Advanced Coating Technologies, University of Toronto, Toronto, Ontario, Canada Abstract The use of thermal barrier
Chapter 7. Evaluation of Electrode Performance by. Electrochemical Impedance
 Chapter 7 Evaluation of Electrode Performance by Electrochemical Impedance Spectroscopy (EIS) 7.1 Introduction A significant fraction of internal resistance of a cell comes from the interfacial polarization
Chapter 7 Evaluation of Electrode Performance by Electrochemical Impedance Spectroscopy (EIS) 7.1 Introduction A significant fraction of internal resistance of a cell comes from the interfacial polarization
Effect of Co-Doping on High Temperature Phase Stability of Plasma-Sprayed Yttria-Stabilized Zirconia
 American Ceramic Society 106 th Annual Meeting Indianapolis, Indiana Effect of Co-Doping on High Temperature Phase Stability of Plasma-Sprayed Yttria-Stabilized Zirconia Zun Chen and Rodney Trice, Ph.D.
American Ceramic Society 106 th Annual Meeting Indianapolis, Indiana Effect of Co-Doping on High Temperature Phase Stability of Plasma-Sprayed Yttria-Stabilized Zirconia Zun Chen and Rodney Trice, Ph.D.
INVESTIGATION OF HVOF THERMAL SPRAYED MICRO B4C, MICRO- 1%, 2%, 3% NANO B4C COATINGS ON DRY SLIDING WEAR PERFORMANCE OF 410 GRADE STEEL
 INVESTIGATION OF HVOF THERMAL SPRAYED MICRO B4C, MICRO- 1%, 2%, 3% NANO B4C COATINGS ON DRY SLIDING WEAR PERFORMANCE OF 410 GRADE STEEL Girisha K. G. 1, Anil K. C. 2, Akash 1 and K. V. Sreenivas Rao 1
INVESTIGATION OF HVOF THERMAL SPRAYED MICRO B4C, MICRO- 1%, 2%, 3% NANO B4C COATINGS ON DRY SLIDING WEAR PERFORMANCE OF 410 GRADE STEEL Girisha K. G. 1, Anil K. C. 2, Akash 1 and K. V. Sreenivas Rao 1
Effect of sprayed powder particle size on the oxidation behavior of MCrAlY materials during high velocity oxygen-fuel deposition
 Surface and Coatings Technology 162 (2002) 31 41 Effect of sprayed powder particle size on the oxidation behavior of MCrAlY materials during high velocity oxygen-fuel deposition Chang-Jiu Li*, Wen-Ya Li
Surface and Coatings Technology 162 (2002) 31 41 Effect of sprayed powder particle size on the oxidation behavior of MCrAlY materials during high velocity oxygen-fuel deposition Chang-Jiu Li*, Wen-Ya Li
Influence of Alloy Microstructure on Oxide Growth in HCM12A in Supercritical Water
 Mater. Res. Soc. Symp. Proc. Vol. 1125 2009 Materials Research Society 1125-R06-05 Influence of Alloy Microstructure on Oxide Growth in HCM12A in Supercritical Water Jeremy Bischoff 1, Arthur T. Motta
Mater. Res. Soc. Symp. Proc. Vol. 1125 2009 Materials Research Society 1125-R06-05 Influence of Alloy Microstructure on Oxide Growth in HCM12A in Supercritical Water Jeremy Bischoff 1, Arthur T. Motta
Failure Mechanism Analysis and Life Prediction based on. Atmospheric Plasma-Sprayed and Electron Beam-Physical Vapor
 Failure Mechanism Analysis and Life Prediction based on Atmospheric Plasma-Sprayed and Electron Beam-Physical Vapor Deposition Thermal Barrier Coatings Bochun Zhang A thesis submitted to the Faculty of
Failure Mechanism Analysis and Life Prediction based on Atmospheric Plasma-Sprayed and Electron Beam-Physical Vapor Deposition Thermal Barrier Coatings Bochun Zhang A thesis submitted to the Faculty of
Microstructure and Properties of MoB/CoCr Cermet Coatings Fabricated by LPPS
 Australian Journal of Basic and Applied Sciences, 3(3): 2989-2994, 2009 ISSN 1991-8178 Microstructure and Properties of MoB/CoCr Cermet Coatings Fabricated by LPPS CHEN Xiao, ZHANG RenYuan, Li Feng Faculty
Australian Journal of Basic and Applied Sciences, 3(3): 2989-2994, 2009 ISSN 1991-8178 Microstructure and Properties of MoB/CoCr Cermet Coatings Fabricated by LPPS CHEN Xiao, ZHANG RenYuan, Li Feng Faculty
High Performance Corrosion Protection for Commercial Stainless Steels
 High Performance Corrosion Protection for Commercial Stainless Steels Presented to: Matthew M. Seabaugh, Ph.D Director June 2, 2015 Overview of Presentation Nexceris Introduction Potential of Coating Technology
High Performance Corrosion Protection for Commercial Stainless Steels Presented to: Matthew M. Seabaugh, Ph.D Director June 2, 2015 Overview of Presentation Nexceris Introduction Potential of Coating Technology
Thema: Erfahrungen mit Thermocalc und Dictra auf dem Gebiet der Bondcoat phasenbestimmung und Diffusion
 Thema: Erfahrungen mit Thermocalc und Dictra auf dem Gebiet der Bondcoat phasenbestimmung und Diffusion Prof. Dr. D. R. G. Achar Institut für Werkstoffe und verfahren der Energietechnik Thermocalc Anwendertreffen
Thema: Erfahrungen mit Thermocalc und Dictra auf dem Gebiet der Bondcoat phasenbestimmung und Diffusion Prof. Dr. D. R. G. Achar Institut für Werkstoffe und verfahren der Energietechnik Thermocalc Anwendertreffen
Available online at Fatigue G.S.Junior, H.J.C. Voorwald, L. F. S. Vieira, M. O. H. Cioffi, R.G.Bonora
 Available online at www.sciencedirect.com Procedia Procedia Engineering Engineering 2 (2010) 00 (2009) 649 656 000 000 Procedia Engineering www.elsevier.com/locate/procedia Fatigue 2010 Evaluation of WC-10Ni
Available online at www.sciencedirect.com Procedia Procedia Engineering Engineering 2 (2010) 00 (2009) 649 656 000 000 Procedia Engineering www.elsevier.com/locate/procedia Fatigue 2010 Evaluation of WC-10Ni
Effect of Sintering on Thermal Conductivity and Thermal Barrier Effects of Thermal Barrier Coatings
 Chinese Journal of Aeronautics 25 (2012) 811-816 Contents lists available at ScienceDirect Chinese Journal of Aeronautics journal homepage: www.elsevier.com/locate/cja Effect of Sintering on Thermal Conductivity
Chinese Journal of Aeronautics 25 (2012) 811-816 Contents lists available at ScienceDirect Chinese Journal of Aeronautics journal homepage: www.elsevier.com/locate/cja Effect of Sintering on Thermal Conductivity
Application of Fly-ash Composite in Plasma Surface Engineering
 Indian Institute of Technology Kharagpur From the SelectedWorks of Ajit Behera Winter December 14, 2012 Application of Flyash Composite in Plasma Surface Engineering Ajit Behera, Indian Institute of Technology
Indian Institute of Technology Kharagpur From the SelectedWorks of Ajit Behera Winter December 14, 2012 Application of Flyash Composite in Plasma Surface Engineering Ajit Behera, Indian Institute of Technology
Aluminization of High Purity Nickel by Powder Liquid Coating
 Chiang Mai J. Sci. 2009; 36(3) 331 Chiang Mai J. Sci. 2009; 36(3) : 331-339 www.science.cmu.ac.th/journal-science/josci.html Contributed Paper Aluminization of High Purity Nickel by Powder Liquid Coating
Chiang Mai J. Sci. 2009; 36(3) 331 Chiang Mai J. Sci. 2009; 36(3) : 331-339 www.science.cmu.ac.th/journal-science/josci.html Contributed Paper Aluminization of High Purity Nickel by Powder Liquid Coating
Oxidation Behavior of In Situ Synthesized TiB/Ti Composite in Air Environment
 Materials Transactions, Vol. 5, No. 12 (2) pp. 321 to 326 #2 The Japan Institute of Metals Oxidation Behavior of In Situ Synthesized TiB/Ti Composite in Air Environment Yexia Qin*, Weijie Lu, Jining Qin
Materials Transactions, Vol. 5, No. 12 (2) pp. 321 to 326 #2 The Japan Institute of Metals Oxidation Behavior of In Situ Synthesized TiB/Ti Composite in Air Environment Yexia Qin*, Weijie Lu, Jining Qin
Thermal Barrier Coatings for the 21st Century
 Thermal Barrier Coatings for the 21st Century M. J. Stiger, N. M. Yanar, M. G. Topping, F. S. Pettit, and G. H. Meier Department of Materials Science and Engineering University of Pittsburgh Pittsburgh,
Thermal Barrier Coatings for the 21st Century M. J. Stiger, N. M. Yanar, M. G. Topping, F. S. Pettit, and G. H. Meier Department of Materials Science and Engineering University of Pittsburgh Pittsburgh,
Characterization of Coatings on Grey Cast Iron Fabricated by Hot-dipping in Pure Al, AlSi11 and AlTi5 Alloys
 A R C H I V E S o f F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 14 Issue 1/2014 85 90 20/1 Characterization
A R C H I V E S o f F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 14 Issue 1/2014 85 90 20/1 Characterization
Characterization of Oxide Film Formed on Ck45 Steel by Plasma Electrolytic Oxidation Method
 Journal of Mechanical Research and Application ISSN: 2251-7383, eissn: 2251-7391 Vol. 4, No. 2, 2012, 57-61 Characterization of Oxide Film Formed on Ck45 Steel by Plasma Electrolytic Oxidation Method JMRA
Journal of Mechanical Research and Application ISSN: 2251-7383, eissn: 2251-7391 Vol. 4, No. 2, 2012, 57-61 Characterization of Oxide Film Formed on Ck45 Steel by Plasma Electrolytic Oxidation Method JMRA
Effect of Particle Size Range on Thermally Grown Oxide Scale Formation on Vacuum Plasma Sprayed CoNi- and CoCrAlY Coatings
 Effect of Particle ize Range on Thermally Grown Oxide cale Formation on Vacuum Plasma prayed CoNi- and CoCrAlY Coatings D. eo, K. Ogawa, T. hoji Fracture & Reliability Research Institute, Tohoku University,
Effect of Particle ize Range on Thermally Grown Oxide cale Formation on Vacuum Plasma prayed CoNi- and CoCrAlY Coatings D. eo, K. Ogawa, T. hoji Fracture & Reliability Research Institute, Tohoku University,
Codeposition of nanocrystalline aluminides on a copper substrate
 JOURNAL OF MATERIALS SCIENCE 36 (2001)1419 1424 Codeposition of nanocrystalline aluminides on a copper substrate I. MANNA, P. P. CHATTOPADHYAY, B. CHATTERJEE, S. K. PABI Metallurgical and Materials Engineering
JOURNAL OF MATERIALS SCIENCE 36 (2001)1419 1424 Codeposition of nanocrystalline aluminides on a copper substrate I. MANNA, P. P. CHATTOPADHYAY, B. CHATTERJEE, S. K. PABI Metallurgical and Materials Engineering
High Temperature Oxidation Behaviour of Nanostructured Alumina Titania APS Coatings
 Oxid Met (2010) 73:531 550 DOI 10.1007/s11085-010-9191-9 ORIGINAL PAPER High Temperature Oxidation Behaviour of Nanostructured Alumina Titania APS Coatings A. Rico J. Rodríguez E. Otero Received: 3 August
Oxid Met (2010) 73:531 550 DOI 10.1007/s11085-010-9191-9 ORIGINAL PAPER High Temperature Oxidation Behaviour of Nanostructured Alumina Titania APS Coatings A. Rico J. Rodríguez E. Otero Received: 3 August
THERMAL SPRAY COATINGS
 THERMAL SPRAY COATINGS THERMAL SPRAY is a group of processes in which metals, alloys, ceramics, plastics and composite materials in the form of powder, wire, or rod are fed to a torch or gun with which
THERMAL SPRAY COATINGS THERMAL SPRAY is a group of processes in which metals, alloys, ceramics, plastics and composite materials in the form of powder, wire, or rod are fed to a torch or gun with which
Hypereutectic aluminium alloy tubes with graded distribution of Mg Si particles prepared by centrifugal casting
 Ž. Materials and Design 1 000 149 153 Hypereutectic aluminium alloy tubes with graded distribution of Mg Si particles prepared by centrifugal casting Jian Zhang a,b,, Zhongyun Fan a, Yuqing Wang b, Benlian
Ž. Materials and Design 1 000 149 153 Hypereutectic aluminium alloy tubes with graded distribution of Mg Si particles prepared by centrifugal casting Jian Zhang a,b,, Zhongyun Fan a, Yuqing Wang b, Benlian
High-Temperature Oxidation Behavior of a New Ni-Cr-Mo-Si Alloy
 High-Temperature Oxidation Behavior of a New Ni-Cr-Mo-Si B. A. Baker and G. D. Smith Special Metals Corp. 32 Riverside Drive Huntington, WV 2575 B. A. Pint and L. R. Walker Oak Ridge National Laboratory
High-Temperature Oxidation Behavior of a New Ni-Cr-Mo-Si B. A. Baker and G. D. Smith Special Metals Corp. 32 Riverside Drive Huntington, WV 2575 B. A. Pint and L. R. Walker Oak Ridge National Laboratory
Global Journal of Engineering Science and Research Management
 DIFFUSION BONDING OF AL ALLOY USING DIFFERENT IINTERLAYERS Assist. Prof. Dr. Ahmed A. Akbar*, Samer K. Khaleel * Asst. Prof. Dr. at University of Technology, Production Engineering and Metallurgy, Iraq
DIFFUSION BONDING OF AL ALLOY USING DIFFERENT IINTERLAYERS Assist. Prof. Dr. Ahmed A. Akbar*, Samer K. Khaleel * Asst. Prof. Dr. at University of Technology, Production Engineering and Metallurgy, Iraq
SURFACE ALLOYING OF ALUMINUM WITH COPPER USING CO 2 LASER
 5 th International & 26 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12 th 14 th, 2014, IIT Guwahati, Assam, India SURFACE ALLOYING OF ALUMINUM WITH COPPER
5 th International & 26 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12 th 14 th, 2014, IIT Guwahati, Assam, India SURFACE ALLOYING OF ALUMINUM WITH COPPER
METHODS OF COATING FABRICATION
 METHODS OF COATING FABRICATION Zbigniew Grzesik http://home.agh.edu.pl/~grzesik Department of Physical Chemistry and Modelling DEFINITION The coating is the thin outer layer of the object, which physiochemical
METHODS OF COATING FABRICATION Zbigniew Grzesik http://home.agh.edu.pl/~grzesik Department of Physical Chemistry and Modelling DEFINITION The coating is the thin outer layer of the object, which physiochemical
A Numerical Study on Generation Mechanism of Vertical Cracks in Top Coat of TBCs During APS Deposition K. Ito, H. Kuriki, and M.
 JTTEE5 24:730 738 DOI: 10.1007/s11666-015-0232-4 1059-9630/$19.00 Ó ASM International Peer Reviewed A Numerical Study on Generation Mechanism of Vertical Cracks in Top Coat of TBCs During APS Deposition
JTTEE5 24:730 738 DOI: 10.1007/s11666-015-0232-4 1059-9630/$19.00 Ó ASM International Peer Reviewed A Numerical Study on Generation Mechanism of Vertical Cracks in Top Coat of TBCs During APS Deposition
Available online at Fatigue Fatigue in AISI 4340 steel thermal spray coating by HVOF for aeronautic application
 Available online at www.sciencedirect.com Procedia Procedia Engineering Engineering 2 (2010) 00 (2009) 1617 1623 000 000 Procedia Engineering www.elsevier.com/locate/procedia Fatigue 2010 Fatigue in AISI
Available online at www.sciencedirect.com Procedia Procedia Engineering Engineering 2 (2010) 00 (2009) 1617 1623 000 000 Procedia Engineering www.elsevier.com/locate/procedia Fatigue 2010 Fatigue in AISI
Effect of heat treatment on coating microstructure applied by high activity diffusion process on IN738LC
 Effect of heat treatment on coating microstructure applied by high activity diffusion process on IN738LC M. Mojaddami, S. Rastegari*, H. Arabi and H. Rafiee To study the effect of heat treatment on the
Effect of heat treatment on coating microstructure applied by high activity diffusion process on IN738LC M. Mojaddami, S. Rastegari*, H. Arabi and H. Rafiee To study the effect of heat treatment on the
THE STRUCTURE AND MECHANICAL PROPERTIES OF NiCrBSi COATINGS PREPARED BY LASER BEAM CLADDING
 Materials Engineering, Vol. 17, 2010, No. 1 11 THE STRUCTURE AND MECHANICAL PROPERTIES OF NiCrBSi COATINGS PREPARED BY LASER BEAM CLADDING Zita Iždinská 1, Ahmed Nasher 1, Karol Iždinský 2 Received 29
Materials Engineering, Vol. 17, 2010, No. 1 11 THE STRUCTURE AND MECHANICAL PROPERTIES OF NiCrBSi COATINGS PREPARED BY LASER BEAM CLADDING Zita Iždinská 1, Ahmed Nasher 1, Karol Iždinský 2 Received 29
Material Product Data Sheet Tungsten Carbide Nickel Chromium Self-Fluxing Powders
 Material Product Data Sheet Tungsten Carbide Nickel Chromium Self-Fluxing Powders Thermal Spray Powder Products: Metco 31C-NS, Metco 32C, Metco 34F, Metco 34FP, Metco 36C, WOKA 7701, WOKA 7702, WOKA 7703,
Material Product Data Sheet Tungsten Carbide Nickel Chromium Self-Fluxing Powders Thermal Spray Powder Products: Metco 31C-NS, Metco 32C, Metco 34F, Metco 34FP, Metco 36C, WOKA 7701, WOKA 7702, WOKA 7703,