Electron Beam Welding (EBW)
|
|
|
- Osborne Terry
- 6 years ago
- Views:
Transcription
 Process Overview EBW is a fusion joining process that produces coalescence of materials with heat obtained by impinging a beam composed")
1 Electron Beam Welding (EBW) Professor Pedro Vilaça * * Contacts Address: P.O. Box 14200, FI Aalto, Finland Visiting address: Puumiehenkuja 3, Espoo pedro.vilaca@aalto.fi ; Skype: fsweldone January 2015 Electron Beam welding (EBW) Process Overview EBW is a fusion joining process that produces coalescence of materials with heat obtained by impinging a beam composed primarily of high energy electrons onto the joint to be welded: transformation of Mechanical energy into Heat energy Principles of Operation The heart of the EBW process is the electron beam gun/column assembly Electrons are generated by heating a negatively charged emitting material to its thermionic emission temperature range, causing electrons to "boil off" this emitter or cathode and be attracted to the positively charged anode. Bias cup surrounding the emitter provides the electrostatic field geometry that then simultaneously accelerates and shapes these electrons into the beam. The beam then exits the gun through an opening in the anode. 1 1
2 Generation Acceleration Focusing Guidance Working zone Simplified Representation of a Triode Electron Beam Gun Column 2 Upon exiting the gun, this beam of electrons accelerates to speeds in the range of 30 to 70 % of the speed of light, when gun operating voltages are in the range of V = 25kV to 200kV. The mechanical power of a beam of electrons can be calculated from the following analysis, based on the kinetic energy of the beam per unit of time: E Pkinetic t Where : m v e e v luz typicaly : v kinetic e 1 me n v kg m / s 0.3;0.7 v luz 2 e n number of electrons per unit of time Typical Power are in the range of: 1 to 5 kw 3 2
3 In practice, the rate of Heat Input to the weld joint is controlled by the following four basic variables: 1. Number of electrons per second being impinged on the workpiece (beam current) 2. Magnitude of velocity of these electrons (beam accelerating voltage) 3. Degree to which this beam is concentrated at workpiece (focal beam spot size) 4. Travel speed with which workpiece or electron beam is being moved (welding speed) 4 Selection Of Welding Variables The rate of energy input to the workpiece during EBS is: Energy input (heat input), J/mm Where: V = beam accelerating voltage, V I = beam current, A P = beam power, W or J/s v = travel speed, mm/s = fusion efficiency Heat input V I P v v beam 5 3
 Beam current: for any given accelerating voltage: the penetration achievable will increase with beam current. (I = 0.")

4 Change in individual welding variables will affect the penetration and bead geometry in the following manner: Accelerating voltage: as the accelerating voltage is increased, the depth of penetration achievable will also increase. (V = 25 to 200 kv) Beam current: for any given accelerating voltage: the penetration achievable will increase with beam current. (I = 0.05 to 1 A) Travel speed: for any given beam power level, the weld bead will become narrow and the penetration will decrease as the travel speed is increased Beam Spot size: sharp focus of the beam will produce a narrow, parallel-sided weld geometry because the effective beam power density will be maximum (diameter = 0.25 to 0.75 mm) Note: Defocusing the beam, either by over focusing or under focusing, will increase the effective beam diameter and reduce beam power density 6 Equipment: Classifications of EBW Equipment 7 4

5 Equipment: Level of Vacuum in Gun and Working Cameras Variants: High-Vacuum: 10-3 to 10-6 Torr Fine-Vacuum: 25 to 10-3 Torr Non-vacuum (1 atm 760 Torr) High-vacuum chamber equipment for EBW 8 Equipment: Level of Vacuum in Gun and Working Cameras. High-vacuum, medium-vacuum, and non-vacuum (atmospheric pressure) EBW equipment employs: i) electron beam gun / column assembly; ii) one or more vacuum pumping systems; iii) power supply. Gun Working camera 9 5
6 Equipment: Importance of Level of Vacuum in Gun and Working Cameras. Increased divergence of electron beam Reduce the speed of electrons by friction and collision with atmospheric particles To avoid oxidation of the cathode the compressions in beam source are always needed and are always equal or higher than the ones in the working chamber 10 Equipment: Influence of Level of Vacuum in EBW Penetration. 11 6



7 Equipment: Influence of Level of Vacuum in EBW quality. Fine-Vacuum High-Vacuum Non-vacuum 12 Effect of Travel Speed on Penetration of Non-vacuum Electron Beam Welds in Steel 13 7



8 Equipment: Different machine concepts 14 Equipment: Different machine concepts 15 8
9 Equipment: Geometric shape and type of cathodes. Filament Tape Helicoidally Spiral 16 Equipment: Material of cathodes. 17 9


10 Equipment: Sample of an electronic scanning for joint tracking. 18 Once the beam exits from the gun, it will gradually broaden with distance travelled In order to counteract this inherent divergence effect, an electromagnetic lens system is used to converge the beam, which focuses it into a small spot on the workpiece The beam divergence and convergence angles are relatively small, which gives the concentrated beam a long usable focal range, or depth of focus 19 10

 which is surrounded by molten metal As the beam advances along the joint molten metal from the forward portion of the keyhole flows around its")
11 The resulting beam power levels and power densities attainable from these units can reach values as high as 100 kw and 1.55 x 10 4 W/mm². Such power densities are significantly higher than those possible with arc welding processes At power densities on the order (1.55 x 10² W/mm²), and greater, the electron beam is capable of instantly penetrating into a solid workpiece or a butt joint and forming a vapour capillary (keyhole) which is surrounded by molten metal As the beam advances along the joint molten metal from the forward portion of the keyhole flows around its periphery and solidifies at the rear to form weld metal
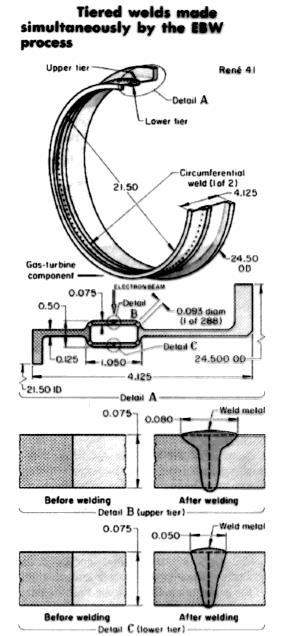
12 The weld penetration formed is much deeper than it is wide, and the heat affected zone produced is very narrow. For example, the width of a butt weld in 13 mm thick steel plate may be as small as 0.8 mm. This stands in remarkable contrast to the weld zone produced in arc and gas welded joints, where penetration is achieved primarily through conduction melting. 1. EBW 2. GTAW 3. OGW 22 Advantages 23 12
13 Advantages The following advantages of electron beam welding: - The EBW directly converts electrical energy into beam output mechanical energy. Thus the process is extremely efficient - Electron beam weldments exhibit a high depth-to-width ratio. This feature allows for single-pass welding of thick joints - The heat input per unit length for a given depth of penetration can be much lower than with arc welding. The resulting narrow weld zone results in low distortion, and fewer deleterious thermal effects 24 - A high-purity environment (vacuum for welding) minimizes contamination of the metal by oxygen and nitrogen - The ability to project the beam over distance of several centimetres in vacuum often allows welds to be made in otherwise inaccessible locations - Rapid travel speeds are possible because of the high melting rates associated with this concentrated heat source. This reduces welding time and increases productivity and energy efficiency - Reasonably square butt joints in both thick and relatively thin plates can be welded in one pass without filler metal addition 25 13
14 - Hermetic closures can be welded with the high or medium-vacuum modes of operation while retaining a vacuum inside the component - The beam of electrons can be magnetically deflected to produce various shape welds and magnetically oscillated to improve weld quality or increase penetration - The forced beam of electrons has a relatively long depth of focus, which will accommodate a broad range of work distances - Full penetration, single-pass welds with nearly parallel sides, and exhibiting nearly symmetrical shrinkage, can be produced - Dissimilar metals and metals with high thermal conductivity such as copper can be welded 26 Limitations 27 14
15 Limitations Capital costs are substantially higher than those of arc welding equipment depending on the volume of parts to be produced, however, the final per piece part costs attainable with EBW can be highly competitive Preparation for welds with high depth-to-width ratio requires precision machining of the joint edges, exacting joint alignment, and good fit-up The rapid solidification rates achieved can cause cracking in highly constrained, low ferrite stainless steel For high and medium vacuum welding, work chamber size must be large enough to accommodate the assembly operation. The time needed to evacuate the chamber will influence production costs 28 Partial penetration welds with high depth-to-width ratios are susceptible to root voids and porosity Because the electron beam is deflected by magnetic fields, non-magnetic or properly degaussed metals should be used for tooling and fixturing close to the beam path With the non-vacuum mode of electron beam welding, the restriction on work distance from the bottom of the electron beam gun column to the work will limit the product design in areas directly adjacent to the weld joint With all modes of EBW, radiation shielding must be maintained to ensure that there is no exposure of personnel to the X-radiation generated by EB welding 29 15
16 Adequate ventilation is required with non vacuum EBW, to ensure proper removal of ozone and other harmful gases formed during this mode of EB welding Full penetration, single-pass welds with nearly parallel sides, and exhibiting nearly symmetrical shrinkage, can be produced Dissimilar metals and metals with high thermal conductivity such as copper can be welded 30 Characteristics of Welds Produces weld metal geometries that differ significantly from made by conventional arc welding process. The geometry of typical electron beam weld exhibits a weld depth-to-width ratio that is very large in comparison to that of an arc weld This feature results from the high-power density of the electron beam. The high depth-to-width ratios of electron beam welds account for two important advantages of the process: Relatively thick joints can be welded in a single pass For a given thickness, the travel speed is much greater than can be attained with arc welding 31 16
17 Welding Procedures Joint Designs Butt, corner, lap, edges, and T-joints can be made by EBW using square-butt joints or seam welds Fillet welds are difficult to make and are not generally attempted 32 Joint Preparation and Fit-Up When no filler wire is added, the fit-up of parts must be more precise then for arc welding processes. The beam must impinge on and melt both members simultaneously, except for seam welds where the beam penetrates through the top sheet Underfill or incomplete fusion will result from poor fit-up, and lap joints which are not clamped sufficiently will burn through 33 17
18 Typical Joint Designs for EBW Seam Appearance at Atmospheric EB-Welding Seam Appearance for EB-Welding in Vacuum 34 Metals Welded In general, all metals and its alloys that can be fusion welded by other welding processes can also be joined by EBW This includes similar and dissimilar metal combinations that are metallurgically compatible However, if EBW is applied to metals that are subject to hot cracking or porosity, the welds will often contain such discontinuities 35 18
19 Steels Rimmed and Killed Steels Note: Rimmed steels differ from killed steels in that the amount of deoxidising agent (manganese, ferrosilicon and aluminium, resulting in Al 2 O 3 ) added is less. Killed steels are totally deoxidised, whereas rimmed steels are only partially deoxidised. Chemical reaction that occurs between carbon and oxygen to form carbon monoxide gas (CO) will occur in the molten weld pool As a result, violent weld pool action, spatter, and porosity in the solidified weld metal are expected with this type of steel Electron beam welds in rimmed steel can be improved if deoxidizers, such as manganese, silicon, or aluminium, are incorporated through filler metal additions 36 Hardenable Steel Thick sections of hardenable steels may crack when electron beam welded without preheat Stainless Steels Austenitic Stainless Steels- EBW helps to inhibit carbide precipitation in stainless steels because of the short time that the weld zone is in the sensitizing temperature range. However, the high cooling rate may cause cracking in highly constrained, low ferrite grades of material Martensitic Stainless Steels- Hardness and susceptibility to cracking increase with increasing carbon content and cooling rate. Prevented by preheating the base materials before welding 37 19
20 Precipitation-Hardening Stainless Steels- The semi-austenitic types, such as 17-7PH and PH14-8 Mo, can be welded as readily as the 18-8 types of austenitic stainless steels In the more martensitic types, such as 17-4 PH and 15-5 PH, the low carbon content precludes formation of hard martensite in the weld metal and heat-affected zone 38 Aluminum Alloys- In general, aluminum alloys that can be readily welded by gas tungsten arc and gas metal arc welding can be electron beam welded Titanium and zirconium- These materials and their alloys must be welded in an inert environment. High vacuum electron beam welding is best for both metals, but medium vacuum and non-vacuum welding with inert gas shielding may be acceptable for some titanium applications. Refractory metals- Excellent process for joining the refractory metals, because the high-power density allows the joint to be welded with minimum heat input. (Ta, Mo) 39 20
21 Silver Aluminium Gold Beryllium Cobalt Copper Iron Magnesium Molybdenum Niobium Nickel Platinum Rhenium Tin Tantalum Titanium Tungsten Weldability Dissimilar Metal Combinations 1. Very desirable (solid solubility in all combinations) 2. Probably acceptable (complex structures may exist) 3. Use with caution (Insufficient data for proper evaluation) 4. Use with extreme caution (data not available) 5. Undesirable combinations (intermediate compounds formed) 40 Weldability Dissimilar Metal Combinations (continued) Iron Magnesium Molybdenum Niobium Nickel
22 Silver Aluminium Gold Beryllium Cobalt Copper Iron Magnesium Molybdenum Niobium Nickel Platinum Rhenium Tin Tantalum Titanium Tungsten Silver Aluminium Gold Beryllium Cobalt Copper Iron Magnesium Molybdenum Niobium Nickel Platinum Rhenium Tin Tantalum Titanium Tungsten Weldability Dissimilar Metal Combinations (continued) Platinum Rhenium Tin Tantalum Titanium Weldability Dissimilar Metal Combinations (continued) Tungsten Zirconium

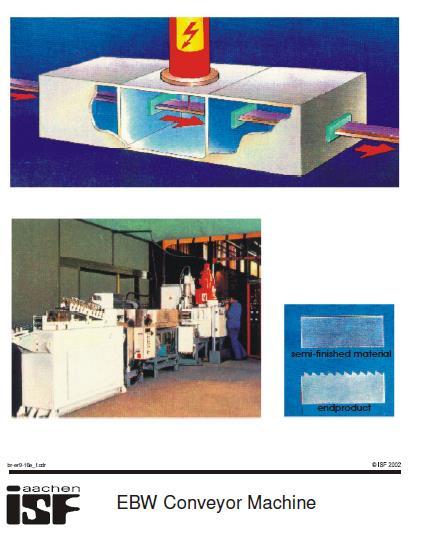
23 Applications 44 Applications EBW is primarily used for two distinctly different types of applications: high precision high production low weldability advanced engineering materials high penetration/width with low heat input Types of applications are mainly in the nuclear, aircraft, aerospace, and electronic industries: Typical products include nuclear fuel elements, special alloy jet engine components, pressure vessels for rocket propulsion components, pressure vessels for rocket propulsion system, and hermetically sealed vacuum devices Others examples are gears, frames, steering columns, and transmission and drive-train parts for automobiles; thin-wall tubing; band saw and hacksaw blades; and other bimetal strip applications 45 23
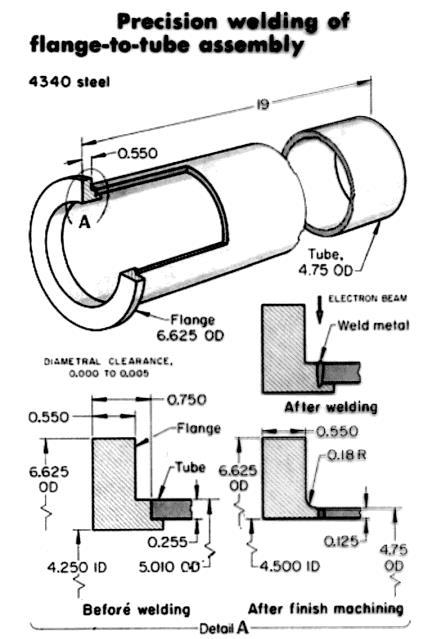
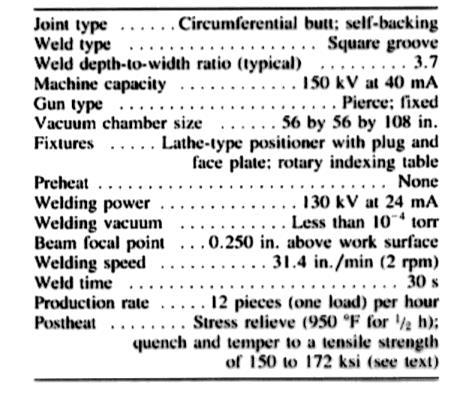
24 Application Sample 1 46 Application Sample
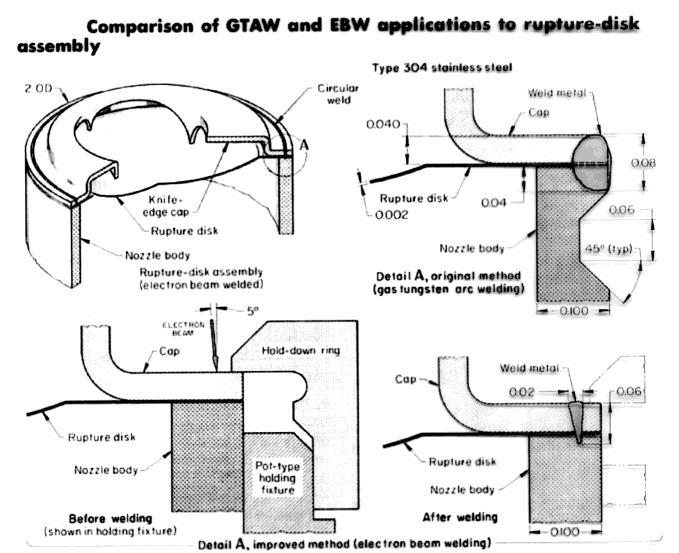
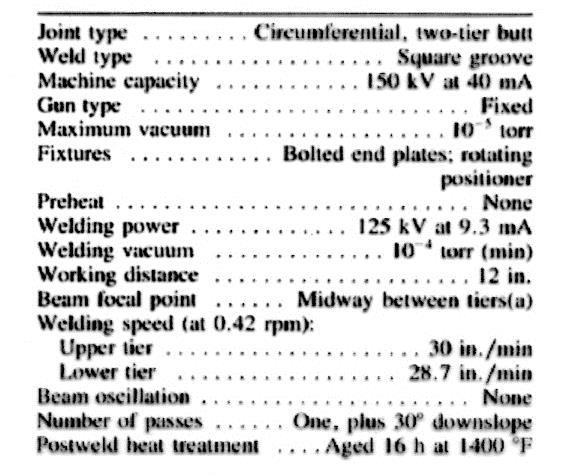
25 Application Sample 3 48 Application Sample
26 Other Electron Beam Processing Welding Cladding and Surfacing Cutting 50 Other Electron Beam Processing: Production of metal ingot by fusion Electron beam gun Visualization Electron beam Base Material (BM) Vacuum System BM pool Fusion Chamber BM liquid drops Refrigeration system with water Ingot extraction Ingot 51 26

27 Other Electron Beam Processing: Drilling and thermal machining Liquid BM Expelled out BM 52 Other Electron Beam Processing: Cladding by evaporation projection Substrate heating resistance Electron beam gun Subtract Thin cladding Vacuum System Surface beamed by electrons BM pool water-cooled melting pot Working chamber Material A melting pot Material B melting pot 53 27
28 Health & Safety The process requires users to observe safety precautions not normally necessary with other types of fusion welding equipment The four primary potential dangers associated with electron beam equipment are: 1. Electric shock 2. X-ray radiation 3. Fumes and gases 4. Explosion danger of vacuum systems 54 28
Welding Processes. Consumable Electrode. Non-Consumable Electrode. High Energy Beam. Fusion Welding Processes. SMAW Shielded Metal Arc Welding
 Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Introduction. Online course on Analysis and Modelling of Welding. G. Phanikumar Dept. of MME, IIT Madras
 Introduction Online course on Analysis and Modelling of Welding G. Phanikumar Dept. of MME, IIT Madras Classification of Manufacturing Processes Manufacturing Processes Ingot Casting Shape Casting Power
Introduction Online course on Analysis and Modelling of Welding G. Phanikumar Dept. of MME, IIT Madras Classification of Manufacturing Processes Manufacturing Processes Ingot Casting Shape Casting Power
Materials & Processes in Manufacturing
 2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 37 Arc Processes Chapter 38 Resistance Welding Chapter 39 Brazing and Soldering 1 Introduction Arc welding processes produce fusion
2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 37 Arc Processes Chapter 38 Resistance Welding Chapter 39 Brazing and Soldering 1 Introduction Arc welding processes produce fusion
PULSED LASER WELDING
 PULSED LASER WELDING Girish P. Kelkar, Ph.D. Girish Kelkar, Ph.D, WJM Technologies, Cerritos, CA 90703, USA Laser welding is finding growing acceptance in field of manufacturing as price of lasers have
PULSED LASER WELDING Girish P. Kelkar, Ph.D. Girish Kelkar, Ph.D, WJM Technologies, Cerritos, CA 90703, USA Laser welding is finding growing acceptance in field of manufacturing as price of lasers have
Design for welding: Design recommendations
 Design for welding: Design recommendations Arc welding can be used to weld almost any kind of assembly, including even complex structures. Arc weldments use a wide variety of ferrous and non ferrous metals.
Design for welding: Design recommendations Arc welding can be used to weld almost any kind of assembly, including even complex structures. Arc weldments use a wide variety of ferrous and non ferrous metals.
GAS METAL ARC WELDING (GMAW)
") GAS METAL ARC WELDING (GMAW) INTRODUCTION Gas Metal Arc Welding (GMAW) is also called Metal Inert Gas (MIG) arc welding. It uses consumable metallic electrode. There are other gas shielded arc welding
GAS METAL ARC WELDING (GMAW) INTRODUCTION Gas Metal Arc Welding (GMAW) is also called Metal Inert Gas (MIG) arc welding. It uses consumable metallic electrode. There are other gas shielded arc welding
The principle Of Tungsten Inert Gas (TIG) Welding Process
 Welding Process") The principle Of Tungsten Inert Gas (TIG) Welding Process This chapter presents the principle of tungsten inert gas (TIG) welding process besides important components of TIG welding system and their role.
The principle Of Tungsten Inert Gas (TIG) Welding Process This chapter presents the principle of tungsten inert gas (TIG) welding process besides important components of TIG welding system and their role.
Metallurgical Processes
 Metallurgical Processes Chapter Thirty One: Welding Processes Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Welding processes divide into two major categories: Fusion Welding:
Metallurgical Processes Chapter Thirty One: Welding Processes Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Welding processes divide into two major categories: Fusion Welding:
Joining. 10. Tool Design for Joining. Joining. Joining. Physical Joining. Physical Joining
 Joining 10. Tool Design for Joining Nageswara Rao Posinasetti The joining processes are generally divided into two classes: mechanical and physical. Mechanical joining does not ordinarily involve changes
Joining 10. Tool Design for Joining Nageswara Rao Posinasetti The joining processes are generally divided into two classes: mechanical and physical. Mechanical joining does not ordinarily involve changes
Dissimilar Metals DISSIMILAR METALS. Weld Tech News VOL 1. NO. 14
 Dissimilar Metals Weld Tech News VOL 1. NO. 14 WELD TECH NEWS is a newsletter for welders working primarily in maintenance and repair. Each issue contains useful information on materials (cast irons, steels,
Dissimilar Metals Weld Tech News VOL 1. NO. 14 WELD TECH NEWS is a newsletter for welders working primarily in maintenance and repair. Each issue contains useful information on materials (cast irons, steels,
EML 2322L -- MAE Design and Manufacturing Laboratory. Welding
 EML 2322L -- MAE Design and Manufacturing Laboratory Welding Intro to Welding A weld is made when separate pieces of material to be joined combine and form one piece when heated to a temperature high enough
EML 2322L -- MAE Design and Manufacturing Laboratory Welding Intro to Welding A weld is made when separate pieces of material to be joined combine and form one piece when heated to a temperature high enough
Available online at ScienceDirect. Physics Procedia 56 (2014 ) Veli Kujanpää*
 Veli Kujanpää*") Available online at www.sciencedirect.com ScienceDirect Physics Procedia 56 (2014 ) 630 636 8 th International Conference on Photonic Technologies LANE 2014 Thick-section laser and hybrid welding of austenitic
Available online at www.sciencedirect.com ScienceDirect Physics Procedia 56 (2014 ) 630 636 8 th International Conference on Photonic Technologies LANE 2014 Thick-section laser and hybrid welding of austenitic
ANSI/AWS D R An American National Standard. Recommended Practices for Root Pass Welding of Pipe Without Backing
 ANSI/AWS D10.11-87R An American National Standard Recommended Practices for Root Pass Welding of Pipe Without Backing Key WordS Root pass welding, pipe, gas purging, consumable inserts, gas tungsten arc,
ANSI/AWS D10.11-87R An American National Standard Recommended Practices for Root Pass Welding of Pipe Without Backing Key WordS Root pass welding, pipe, gas purging, consumable inserts, gas tungsten arc,
VAC AERO International Inc. Training Manual BASIC HEAT TREATING
 Training Manual BASIC HEAT TREATING What is Heat Treating? -1- BASIC HEAT TREATING Heat treating is a process involving controlled heating and cooling of a solid metal to produce a desired change in the
Training Manual BASIC HEAT TREATING What is Heat Treating? -1- BASIC HEAT TREATING Heat treating is a process involving controlled heating and cooling of a solid metal to produce a desired change in the
Thermal Evaporation. Theory
 Thermal Evaporation Theory 1. Introduction Procedures for depositing films are a very important set of processes since all of the layers above the surface of the wafer must be deposited. We can classify
Thermal Evaporation Theory 1. Introduction Procedures for depositing films are a very important set of processes since all of the layers above the surface of the wafer must be deposited. We can classify
INTRODUCTION. Think HSS
 INTRODUCTION Think HSS SUMMARY METALLURGY 2 Excellent strength 3 A super sharp edge 4 Safe and reliable tools Alloy elements 6 The influence of alloy elements 7 Standard compositions of HSS 8 The HSS-PM
INTRODUCTION Think HSS SUMMARY METALLURGY 2 Excellent strength 3 A super sharp edge 4 Safe and reliable tools Alloy elements 6 The influence of alloy elements 7 Standard compositions of HSS 8 The HSS-PM
Welding Recommendations for welding of metallic materials Part 7: Electron beam welding
 CEN/TC 121/SC 4 N 385 Date: 2002-12 pren 1011-7 CEN/TC 121 Secretariat: DS Welding Recommendations for welding of metallic materials Part 7: Electron beam welding Schweißen Empfehlungen zum Schweißen metallischer
CEN/TC 121/SC 4 N 385 Date: 2002-12 pren 1011-7 CEN/TC 121 Secretariat: DS Welding Recommendations for welding of metallic materials Part 7: Electron beam welding Schweißen Empfehlungen zum Schweißen metallischer
WELDING AND CUTTING PROCESS. Module-III
 WELDING AND CUTTING PROCESS Module-III Fabrication is often known as secondary manufacturing process as the method relies on the raw material obtained from the manufacturing process like extrusion and
WELDING AND CUTTING PROCESS Module-III Fabrication is often known as secondary manufacturing process as the method relies on the raw material obtained from the manufacturing process like extrusion and
RA17-4 stainless. Introduction
 RA17-4 stainless Introduction RA17-4 is an age-hardening martensitic alloy combining high strength with the corrosion resistance of stainless steel. Hardening is achieved by a short-time, simple lowtemperature
RA17-4 stainless Introduction RA17-4 is an age-hardening martensitic alloy combining high strength with the corrosion resistance of stainless steel. Hardening is achieved by a short-time, simple lowtemperature
ATI 718 ATI 718. Technical Data Sheet. Nickel-Base Superalloy INTRODUCTION FORMS AND CONDITIONS AVAILABLE SPECIFICATIONS. (UNS Designation N07718)
") ATI 718 Nickel-Base Superalloy (UNS Designation N07718) INTRODUCTION ATI 718 alloy (N07718) is an austenitic nickel-base superalloy which is used in applications requiring high strength to approximately
ATI 718 Nickel-Base Superalloy (UNS Designation N07718) INTRODUCTION ATI 718 alloy (N07718) is an austenitic nickel-base superalloy which is used in applications requiring high strength to approximately
These elements are in carbon steels in minimal amounts, usually less than 1%.
 Alloy Steels Weld Tech News VOL 1. NO. 11 WELD TECH NEWS is a newsletter for welders working primarily in maintenance and repair. Each issue contains useful information on materials (cast irons, steels,
Alloy Steels Weld Tech News VOL 1. NO. 11 WELD TECH NEWS is a newsletter for welders working primarily in maintenance and repair. Each issue contains useful information on materials (cast irons, steels,
71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding. Weld Metal - Chemistry
 Flux Cored Wire 71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding Description: Provides a stable arc, low spatter, easy to remove slag, and neat weld metal.
Flux Cored Wire 71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding Description: Provides a stable arc, low spatter, easy to remove slag, and neat weld metal.
The ATI 17-4 precipitation hardening stainless steel (S17400) is covered by the following wrought product specifications.
 is covered by the following wrought product specifications.") ATI 17-4 Precipitation Hardening Stainless Steel (UNS S17400) INTRODUCTION ATI 17-4 precipitation hardening stainless steel (S17400), Type 630, is a chromium-nickel-copper precipitation hardening stainless
ATI 17-4 Precipitation Hardening Stainless Steel (UNS S17400) INTRODUCTION ATI 17-4 precipitation hardening stainless steel (S17400), Type 630, is a chromium-nickel-copper precipitation hardening stainless
The electron beam at atmosphere NVEBW A re-discovered welding process
 The electron beam at atmosphere NVEBW A re-discovered welding process History of electron beam welding Re-discovery - new introduced 1948 to 1951 the physicist Dr. K. H. Steigerwald (ZEISS) pioneers its
The electron beam at atmosphere NVEBW A re-discovered welding process History of electron beam welding Re-discovery - new introduced 1948 to 1951 the physicist Dr. K. H. Steigerwald (ZEISS) pioneers its
Sample Questions for Welding Engineering Examinations
 Sample Questions for Welding Engineering Examinations AWS Welding Engineer Revision 2 August 2003 Part 1 Basic Fundamentals of Science Examination Mathematics 1. Determine the acute angle _ when tan 63
Sample Questions for Welding Engineering Examinations AWS Welding Engineer Revision 2 August 2003 Part 1 Basic Fundamentals of Science Examination Mathematics 1. Determine the acute angle _ when tan 63
ATI 825 ATI 825. Technical Data Sheet. Nickel-base Alloy INTRODUCTION PRODUCT FORMS SPECIFICATIONS & CERTIFICATES (UNS N08825)
") ATI 825 Nickel-base (UNS N08825) INTRODUCTION ATI 825 alloy (UNS N08825) is an austenitic nickel-iron-chromium-molybdenum-copper alloy containing high levels of chromium, nickel, molybdenum and copper
ATI 825 Nickel-base (UNS N08825) INTRODUCTION ATI 825 alloy (UNS N08825) is an austenitic nickel-iron-chromium-molybdenum-copper alloy containing high levels of chromium, nickel, molybdenum and copper
THE IMPORTANCE OF FRICTION STIR WELDING TOOL
 Production Processes and Systems, vol. 6. (2013) No. 1., pp. 25-34. THE IMPORTANCE OF FRICTION STIR WELDING TOOL Ákos Meilinger, Imre Török University of Miskolc, Department of Mechanical Technology Abstract
Production Processes and Systems, vol. 6. (2013) No. 1., pp. 25-34. THE IMPORTANCE OF FRICTION STIR WELDING TOOL Ákos Meilinger, Imre Török University of Miskolc, Department of Mechanical Technology Abstract
Solid-State Welding Processes
 Solid-State Welding Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 31 Solid-State State Welding Processes Joining takes place without fusion
Solid-State Welding Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 31 Solid-State State Welding Processes Joining takes place without fusion
API-582. a practical approach for industrial welding practices. All rights reserved to thepetrostreet team
 Recommended Welding Guidelines API-582 a practical approach for industrial welding practices By The PetroStreet Team CONTENTS Key Sections: Θ Section 6 WELDING CONSUMABLES Θ Section 7 SHIELDING AND PURGING
Recommended Welding Guidelines API-582 a practical approach for industrial welding practices By The PetroStreet Team CONTENTS Key Sections: Θ Section 6 WELDING CONSUMABLES Θ Section 7 SHIELDING AND PURGING
Chapter 12. Flux Cored Arc Welding Equipment, Setup, and Operation Delmar, Cengage Learning
 Chapter 12 Flux Cored Arc Welding Equipment, Setup, and Operation Objectives Explain the FCA welding process Describe what equipment is needed for FCA welding List the advantages of FCA welding, and explain
Chapter 12 Flux Cored Arc Welding Equipment, Setup, and Operation Objectives Explain the FCA welding process Describe what equipment is needed for FCA welding List the advantages of FCA welding, and explain
9. Welding Defects 109
 9. Welding Defects 9. Welding Defects 109 Figures 9.1 to 9.4 give a rough survey about the classification of welding defects to DIN 8524. This standard does not classify existing welding defects according
9. Welding Defects 9. Welding Defects 109 Figures 9.1 to 9.4 give a rough survey about the classification of welding defects to DIN 8524. This standard does not classify existing welding defects according
Resistance Spot Welding, Resistance Projection Welding. and Resistance Seam Welding
 8. Resistance Spot Welding, Resistance Projection Welding and Resistance Seam Welding 8. Resistance Spot-, Resistance Projection- and Resistance Seam Welding 05 Figure 8. shows an extract from the classification
8. Resistance Spot Welding, Resistance Projection Welding and Resistance Seam Welding 8. Resistance Spot-, Resistance Projection- and Resistance Seam Welding 05 Figure 8. shows an extract from the classification
Finite Element Simulation of Nd:YAG laser lap welding of AISI 304 Stainless steel sheets
 Finite Element Simulation of Nd:YAG laser lap welding of AISI 304 Stainless steel sheets N. SIVA SHANMUGAM 1*, G. BUVANASHEKARAN 2 AND K. SANKARANARAYANASAMY 1 1 Department of Mechanical Engineering, National
Finite Element Simulation of Nd:YAG laser lap welding of AISI 304 Stainless steel sheets N. SIVA SHANMUGAM 1*, G. BUVANASHEKARAN 2 AND K. SANKARANARAYANASAMY 1 1 Department of Mechanical Engineering, National
Metal Powder - the Raw Material of Future Production
 Metal Powder - the Raw Material of Future Production BY GÜNTER BUSCH* SYNOPSIS Alongside Mobile Internet, Cloud Computing, Robotics, Energy Storage and Autonomous Vehicles, Additive Manufacturing is one
Metal Powder - the Raw Material of Future Production BY GÜNTER BUSCH* SYNOPSIS Alongside Mobile Internet, Cloud Computing, Robotics, Energy Storage and Autonomous Vehicles, Additive Manufacturing is one
Welding Inspection Defects/Repairs Course Reference WIS 5
 Copy from Welding Inspection Defects/Repairs Course Reference WIS 5 Weld Defects Defects which may be detected by visual inspection can be grouped under five headings Cracks Surface irregularities Contour
Copy from Welding Inspection Defects/Repairs Course Reference WIS 5 Weld Defects Defects which may be detected by visual inspection can be grouped under five headings Cracks Surface irregularities Contour
Design for Forging. Forging processes. Typical characteristics and applications
 Design for Forging Forging processes Forging is a controlled plastic deformation process in which the work material is compressed between two dies using either impact or gradual pressure to form the part.
Design for Forging Forging processes Forging is a controlled plastic deformation process in which the work material is compressed between two dies using either impact or gradual pressure to form the part.
Material and Process. Specification
 s 146-67- 1 of 7 Document By: Title Name 1. Purpose 1.1 This document defines approved revision levels of Material and Process specifications used by Onboard Systems. This list is for supplier reference
s 146-67- 1 of 7 Document By: Title Name 1. Purpose 1.1 This document defines approved revision levels of Material and Process specifications used by Onboard Systems. This list is for supplier reference
Prevention Strategies Design and Coatings
 Lecture 14 Prevention Strategies Design and Coatings Keywords: Corrosion Prevention, Designs, Protective Coatings. There are a number of methods to control corrosion. The choice of any one control technique
Lecture 14 Prevention Strategies Design and Coatings Keywords: Corrosion Prevention, Designs, Protective Coatings. There are a number of methods to control corrosion. The choice of any one control technique
SEMASPEC Test Method for Metallurgical Analysis for Gas Distribution System Components
 SEMASPEC Test Method for Metallurgical Analysis for Gas Distribution System Components Technology Transfer 91060574B-STD and the logo are registered service marks of, Inc. 1996, Inc. SEMASPEC Test Method
SEMASPEC Test Method for Metallurgical Analysis for Gas Distribution System Components Technology Transfer 91060574B-STD and the logo are registered service marks of, Inc. 1996, Inc. SEMASPEC Test Method
Observation and numerical simulation of melt pool dynamic and beam powder interaction during selective electron beam melting
 Observation and numerical simulation of melt pool dynamic and beam powder interaction during selective electron beam melting T. Scharowsky, A. Bauereiß, R.F. Singer, C. Körner *Department of Materials
Observation and numerical simulation of melt pool dynamic and beam powder interaction during selective electron beam melting T. Scharowsky, A. Bauereiß, R.F. Singer, C. Körner *Department of Materials
WELDING Welding Weldability Factors affecting Weldability Types of welding 1.Plastic Welding pressure welding 2. Fusion Welding
 1 UNIT II WELDING Welding Welding is a process of joining similar metals by application of heat with or without application of pressure and addition of filler material Weldability The term weldability
1 UNIT II WELDING Welding Welding is a process of joining similar metals by application of heat with or without application of pressure and addition of filler material Weldability The term weldability
Cast steel: Group of ASTM standards for steel castings and forgings
 Cast steel: Group of ASTM standards for steel castings and forgings Abstract: This group of ASTM specifications covers standard properties of steel and iron castings and forgings for valves, flanges, fittings,
Cast steel: Group of ASTM standards for steel castings and forgings Abstract: This group of ASTM specifications covers standard properties of steel and iron castings and forgings for valves, flanges, fittings,
RESISTANCE WELDING MANUAL
 FTZSTSTA RWMA RESISTANCE WELDING MANUAL Revised Fourth Edition RWMA CONTENTS PREFACE ACKNOWLEDGEMENTS Section 1 PROCESSES Fundamentals Of Resistance Welding ;M INTRODUCTION 1-1 RESISTANCE WELDING PROCESSES
FTZSTSTA RWMA RESISTANCE WELDING MANUAL Revised Fourth Edition RWMA CONTENTS PREFACE ACKNOWLEDGEMENTS Section 1 PROCESSES Fundamentals Of Resistance Welding ;M INTRODUCTION 1-1 RESISTANCE WELDING PROCESSES
ELECTRIC WELDING. Types Resistance, Electric arc, gas welding. Ultrasonic, Welding electrodes of various metals, Defects in welding.
 ELECTRIC WELDING Types Resistance, Electric arc, gas welding. Ultrasonic, Welding electrodes of various metals, Defects in welding. Introduction Welding is the process of joining two pieces of metal or
ELECTRIC WELDING Types Resistance, Electric arc, gas welding. Ultrasonic, Welding electrodes of various metals, Defects in welding. Introduction Welding is the process of joining two pieces of metal or
Different forces acting in a typical welding arc zone
 Different forces acting in a typical welding arc zone This chapter presents the different forces acting in a typical welding arc zone and their effect on welding. Further, influence of electrode polarity
Different forces acting in a typical welding arc zone This chapter presents the different forces acting in a typical welding arc zone and their effect on welding. Further, influence of electrode polarity
Lecture 23. Chapter 30 Fusion Welding Processes. Introduction. Two pieces are joined together by the application of heat
 Lecture 23 Chapter 30 Fusion Welding Processes Introduction Fusion welding Two pieces are joined together by the application of heat Melting and fusing the interface Filler metal Extra metal added (melted)
Lecture 23 Chapter 30 Fusion Welding Processes Introduction Fusion welding Two pieces are joined together by the application of heat Melting and fusing the interface Filler metal Extra metal added (melted)
Lecture 13 Submerged Arc Welding 13.1 Introduction 13.2 Components of SAW System
 Lecture 13 Submerged Arc Welding This chapter presents the principle of submerged arc welding process besides methods of manufacturing and characteristics of different types of fluxes used in this process.
Lecture 13 Submerged Arc Welding This chapter presents the principle of submerged arc welding process besides methods of manufacturing and characteristics of different types of fluxes used in this process.
GMAW (MIG) / FCAW / MCAW
 / FCAW / MCAW") Welding Processes GMAW () / FCAW / MCAW Gas Metal Arc Welding (GMAW), Flux Cored Arc Welding (FCAW) and Metal Cored Arc Welding (MCAW) Gas Metal Arc Welding (GMAW) GMA commonly referred to as Metal Inert
Welding Processes GMAW () / FCAW / MCAW Gas Metal Arc Welding (GMAW), Flux Cored Arc Welding (FCAW) and Metal Cored Arc Welding (MCAW) Gas Metal Arc Welding (GMAW) GMA commonly referred to as Metal Inert
316/316L STAINLESS STEEL
 316/316L STAINLESS STEEL P r o d u c t D ata B u l l e t i n Valve and Pump Trim Digesters Chemical Equipment Evaporators Pharmaceutical and Photographic Equipment Type 316 Stainless Steel is widely used
316/316L STAINLESS STEEL P r o d u c t D ata B u l l e t i n Valve and Pump Trim Digesters Chemical Equipment Evaporators Pharmaceutical and Photographic Equipment Type 316 Stainless Steel is widely used
In-process Monitoring and Adaptive Control during Micro Welding with CW Fiber Laser
 In-process Monitoring and Adaptive Control during Micro Welding with CW Fiber Laser Yousuke KAWAHITO*, Masaharu KAWASAKI* and Seiji KATAYAMA* * Osaka University, Joining and Welding Research Institute
In-process Monitoring and Adaptive Control during Micro Welding with CW Fiber Laser Yousuke KAWAHITO*, Masaharu KAWASAKI* and Seiji KATAYAMA* * Osaka University, Joining and Welding Research Institute
ISO/TR TECHNICAL REPORT. Welding Recommendations for welding of metallic materials Part 6: Laser beam welding
 TECHNICAL REPORT ISO/TR 17671-6 First edition 2005-02-15 Welding Recommendations for welding of metallic materials Part 6: Laser beam welding Soudage Recommandations pour le soudage des matériaux métalliques
TECHNICAL REPORT ISO/TR 17671-6 First edition 2005-02-15 Welding Recommendations for welding of metallic materials Part 6: Laser beam welding Soudage Recommandations pour le soudage des matériaux métalliques
LOW HEAT INPUT WELDING ALLOYS
 ASTRALOY 662 CHARACTERISTICS: An all position AC/DC electrode for high strength, crack free joining of low/medium carbon, and medium tensile steels of various compositions. Low alloy medium carbon steels,
ASTRALOY 662 CHARACTERISTICS: An all position AC/DC electrode for high strength, crack free joining of low/medium carbon, and medium tensile steels of various compositions. Low alloy medium carbon steels,
Galvanic Corrosion Prevention Guide for Water Cooling Systems
 WATER COOLED DEVICES Galvanic Corrosion Prevention Guide for Water Cooling Systems November 2017 White Paper Created by Helen E. Kane, Advanced Energy Industries, Inc. Water Cooled Devices Abstract This
WATER COOLED DEVICES Galvanic Corrosion Prevention Guide for Water Cooling Systems November 2017 White Paper Created by Helen E. Kane, Advanced Energy Industries, Inc. Water Cooled Devices Abstract This
APPLICATIONS OF Fe-C PHASE DIAGRAM
 APPLICATIONS OF Fe-C PHASE DIAGRAM KEY POINTS OF Fe-C Diagram Phases: Liquid Fe-Tmin=1148C @ 4.3%C 1394 C
APPLICATIONS OF Fe-C PHASE DIAGRAM KEY POINTS OF Fe-C Diagram Phases: Liquid Fe-Tmin=1148C @ 4.3%C 1394 C
Steel Making. Modern Long Product Manufacturing. Process Flow Chart
 Rolling Process Metallurgical Aspects Material Specifications and Chemistries Standard Mill Practices Miscellaneous Tables & Data Elastic Section Modulus Plastic Section Modulus Moment of Inertia SI Conversion
Rolling Process Metallurgical Aspects Material Specifications and Chemistries Standard Mill Practices Miscellaneous Tables & Data Elastic Section Modulus Plastic Section Modulus Moment of Inertia SI Conversion
EQUIPMENT AND SYSTEM FOR VACUUM COATING METALLIZING, SPUTTERING, PLASMA and PECVD. Hybrid system KOLZER DGK 36
 email : carlo.gennari@fastwebnet.it web site : http://carlogennariforni.beepworld.it/kolzer.htm EQUIPMENT AND SYSTEM FOR VACUUM COATING METALLIZING, SPUTTERING, PLASMA and PECVD Hybrid system KOLZER DGK
email : carlo.gennari@fastwebnet.it web site : http://carlogennariforni.beepworld.it/kolzer.htm EQUIPMENT AND SYSTEM FOR VACUUM COATING METALLIZING, SPUTTERING, PLASMA and PECVD Hybrid system KOLZER DGK
Hardfacing Electrodes. Special tubular construction requiring low operating currents. Hardness : 650/700 HB.
 Hardfacing Electrodes Special tubular construction requiring low operating currents. Hardness : 650/700 HB. These electrodes have been engineered to provide extended service life at ambiant and elevated
Hardfacing Electrodes Special tubular construction requiring low operating currents. Hardness : 650/700 HB. These electrodes have been engineered to provide extended service life at ambiant and elevated
Power density and welding process Keywords: 4.1 Introduction
 Power density and welding process In this chapter, energy density and temperature associated with different welding processes have been presented. Further, the influence of energy density on the performance
Power density and welding process In this chapter, energy density and temperature associated with different welding processes have been presented. Further, the influence of energy density on the performance
DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION. T.W. Skszek and M. T. J. Lowney. Abstract. DMD Process Overview
 DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION T.W. Skszek and M. T. J. Lowney Abstract POM Company, Inc., located in Plymouth, Mich., has successfully commercialized the laser-based,
DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION T.W. Skszek and M. T. J. Lowney Abstract POM Company, Inc., located in Plymouth, Mich., has successfully commercialized the laser-based,
High Carbon Steel Welding. A Quick Insight Into Problems When Welding High Carbon Steels Mike Doyle
 High Carbon Steel Welding A Quick Insight Into Problems When Welding High Carbon Steels Mike Doyle CARBON STEELS WHAT IS CARBON STEEL? Carbon Steel is principally a mixture (or Alloy) of Iron and Carbon
High Carbon Steel Welding A Quick Insight Into Problems When Welding High Carbon Steels Mike Doyle CARBON STEELS WHAT IS CARBON STEEL? Carbon Steel is principally a mixture (or Alloy) of Iron and Carbon
LASER GUIDED AND STABILIZED GAS METAL ARC WELDING PROCESSES (LGS-GMA)
") LASER GUIDED AND STABILIZED GAS METAL ARC WELDING PROCESSES (LGS-GMA) Jörg Hermsdorf Laser Zentrum Hannover, Germany OUTLINE Motivation Innovation Technology Project Concept Welding and Cladding Results
LASER GUIDED AND STABILIZED GAS METAL ARC WELDING PROCESSES (LGS-GMA) Jörg Hermsdorf Laser Zentrum Hannover, Germany OUTLINE Motivation Innovation Technology Project Concept Welding and Cladding Results
Subway Cars. Applications Potential
 301 STAINLESS STEEL P R O D U C T D ATA B U L L E T I N Aircraft Structural Parts Roof Drainage Cooking Utensils Automotive Trim Subway Cars Applications Potential Type 301 is an austenitic chromium-nickel
301 STAINLESS STEEL P R O D U C T D ATA B U L L E T I N Aircraft Structural Parts Roof Drainage Cooking Utensils Automotive Trim Subway Cars Applications Potential Type 301 is an austenitic chromium-nickel
The Many Facets and Complexities of 316L and the Effect on Properties
 The Many Facets and Complexities of 316L and the Effect on Properties Ingrid Hauer Miller Höganäs AB, Höganäs, Sweden state and country Ingrid.hauer@hoganas.com, +46702066244 Abstract One of the most widely
The Many Facets and Complexities of 316L and the Effect on Properties Ingrid Hauer Miller Höganäs AB, Höganäs, Sweden state and country Ingrid.hauer@hoganas.com, +46702066244 Abstract One of the most widely
HASTELLOY B-3 alloy Principal Features
 HASTELLOY B-3 alloy Principal Features Exceptional resistance to HCl and H 2 SO 4 and enhanced structural stability HASTELLOY B-3 alloy (UNS N10675) exhibits extremely high resistance to pure hydrochloric,
HASTELLOY B-3 alloy Principal Features Exceptional resistance to HCl and H 2 SO 4 and enhanced structural stability HASTELLOY B-3 alloy (UNS N10675) exhibits extremely high resistance to pure hydrochloric,
Electron Emission. The reader is familiar with the current conduction (i.e. flow of electrons) through a conductor. 28 Principles of Electronics
 through a conductor. 28 Principles of Electronics") 28 Principles of Electronics 2 Electron Emission 2.1 Electron Emission 2.2 Types of Electron Emission 2.3 Thermionic Emission 2.4 Thermionic Emitter 2.5 Commonly Used Thermionic Emitters 2.6 Cathode Construction
28 Principles of Electronics 2 Electron Emission 2.1 Electron Emission 2.2 Types of Electron Emission 2.3 Thermionic Emission 2.4 Thermionic Emitter 2.5 Commonly Used Thermionic Emitters 2.6 Cathode Construction
MuShield s High Permeability Magnetic Shielding per ASTM A753 Alloy Type 4
 MuShield s High Permeability Magnetic Shielding per ASTM A753 Alloy Type 4 Available in coil, sheet, rod, billet, wire, and bar form, MuShield s High Permeability Magnetic Shielding is a soft magnetic
MuShield s High Permeability Magnetic Shielding per ASTM A753 Alloy Type 4 Available in coil, sheet, rod, billet, wire, and bar form, MuShield s High Permeability Magnetic Shielding is a soft magnetic
ELA-6, ELA -30V, ELA -60V, ELA -120 ELECTRON-BEAM WELDING EQUIPMENT
 ELECTRON- BEAM WELDING IN VACUUM ELA-6, ELA -30V, ELA -60V, ELA -120 ELECTRON-BEAM WELDING EQUIPMENT Single pass welding of metals and of different thickness from 0,1 up to 400 mm in vacuum. ELECTRON-BEAM
ELECTRON- BEAM WELDING IN VACUUM ELA-6, ELA -30V, ELA -60V, ELA -120 ELECTRON-BEAM WELDING EQUIPMENT Single pass welding of metals and of different thickness from 0,1 up to 400 mm in vacuum. ELECTRON-BEAM
AL 29-4C AL 29-4C. Technical Data Sheet. Stainless Steel: Superferritic INTRODUCTION (UNS S44735)
") AL 29-4C Stainless Steel: Superferritic (UNS S44735) INTRODUCTION AL 29-4C alloy, is a superferritic stainless steel developed by ATI in the early 1980s specifically for power plant surface condenser tubing.
AL 29-4C Stainless Steel: Superferritic (UNS S44735) INTRODUCTION AL 29-4C alloy, is a superferritic stainless steel developed by ATI in the early 1980s specifically for power plant surface condenser tubing.
A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY
 ME8109: Casting And Solidification of Material A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY Department of Mechanical & Industrial Engineering Graduate Program in Mechanical Engineering
ME8109: Casting And Solidification of Material A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY Department of Mechanical & Industrial Engineering Graduate Program in Mechanical Engineering
Titanium Welding Technology
 UDC 669. 295 : 621. 791. 754 Titanium Welding Technology Tadayuki OTANI* 1 Abstract In order to establish titanium welding technology TIG arc weldability and MIG arc weldability were surveyed. For TIG
UDC 669. 295 : 621. 791. 754 Titanium Welding Technology Tadayuki OTANI* 1 Abstract In order to establish titanium welding technology TIG arc weldability and MIG arc weldability were surveyed. For TIG
CHAPTER 3: TYPES OF WELDING PROCESS, WELD DEFECTS AND RADIOGRAPHIC IMAGES. Welding is the process of coalescing more than one material part at
 41 CHAPTER 3: TYPES OF WELDING PROCESS, WELD DEFECTS AND RADIOGRAPHIC IMAGES 3.0. INTRODUCTION Welding is the process of coalescing more than one material part at their surface of contact by the suitable
41 CHAPTER 3: TYPES OF WELDING PROCESS, WELD DEFECTS AND RADIOGRAPHIC IMAGES 3.0. INTRODUCTION Welding is the process of coalescing more than one material part at their surface of contact by the suitable
FUNDAMENTALS OF ARC WELDING
 FUNDAMENTALS OF ARC WELDING Welding is the process of joining two pieces of metal by intense heating with or without the application of pressure or by the application of pressure alone (without heating)
FUNDAMENTALS OF ARC WELDING Welding is the process of joining two pieces of metal by intense heating with or without the application of pressure or by the application of pressure alone (without heating)
304/304L STAINLESS STEEL
 304/304L STAINLESS STEEL P R O D U C T D ATA B U L L E T I N Architectural Moldings and Trim Textile Kitchen Equipment Paper Pharmaceutical and Chemical Industry Processing Equipment Applications Potential
304/304L STAINLESS STEEL P R O D U C T D ATA B U L L E T I N Architectural Moldings and Trim Textile Kitchen Equipment Paper Pharmaceutical and Chemical Industry Processing Equipment Applications Potential
WE01A GMA (MIG) Plug Weld
 Plug Weld") Uniform Procedures For Collision Repair WE01A GMA (MIG) Plug Weld 1. Description This procedure describes methods for making and evaluating gas metal arc (GMA) plug welds (MIG plug welds) on all types
Uniform Procedures For Collision Repair WE01A GMA (MIG) Plug Weld 1. Description This procedure describes methods for making and evaluating gas metal arc (GMA) plug welds (MIG plug welds) on all types
In-Process Monitoring and Adaptive Control in Micro Welding with a Single-Mode Fiber Laser.
 Title Author(s) In-Process Monitoring and Adaptive Control in Micro Welding with a Single-Mode Fiber Laser KAWAHITO, Yousuke; KATAYAMA, Seiji Citation Transactions of JWRI. 38(2) P.5-P.11 Issue Date 2009-12
Title Author(s) In-Process Monitoring and Adaptive Control in Micro Welding with a Single-Mode Fiber Laser KAWAHITO, Yousuke; KATAYAMA, Seiji Citation Transactions of JWRI. 38(2) P.5-P.11 Issue Date 2009-12
Cladding in the Field of Industrial Applications
 Cladding in the Field of Industrial Applications Repair work with orbital welding equipment. Repair welding on the primary circuit of a nuclear power plant: a branch pipe is reconditioned by internal cladding
Cladding in the Field of Industrial Applications Repair work with orbital welding equipment. Repair welding on the primary circuit of a nuclear power plant: a branch pipe is reconditioned by internal cladding
Optimization of Titanium Welding used in Aircrafts
 Optimization of Titanium used in Aircrafts Prof. Anand Lahane 1, Shubham Devanpalli 2, Ritesh Patil 3, Suraj Thube 4 1 Assistant Professor, Dept. of Mechanical Engineering, Shatabdi Institute of Engineering
Optimization of Titanium used in Aircrafts Prof. Anand Lahane 1, Shubham Devanpalli 2, Ritesh Patil 3, Suraj Thube 4 1 Assistant Professor, Dept. of Mechanical Engineering, Shatabdi Institute of Engineering
Hot-crack test for aluminium alloys welds using TIG process
 EPJ Web of Conferences 6, 07001 (2010) DOI:10.1051/epjconf/20100607001 Owned by the authors, published by EDP Sciences, 2010 Hot-crack test for aluminium alloys welds using TIG process A. Niel,a, F. Deschaux-beaume,
EPJ Web of Conferences 6, 07001 (2010) DOI:10.1051/epjconf/20100607001 Owned by the authors, published by EDP Sciences, 2010 Hot-crack test for aluminium alloys welds using TIG process A. Niel,a, F. Deschaux-beaume,
SMAW. Shielded metal arc welding (SMAW) is commonly referred to as stick welding
 is commonly referred to as stick welding") SMAW EQUIPMENT SMAW Shielded metal arc welding (SMAW) is commonly referred to as stick welding An electric arc between the stick electrode and the base metal creates heat. Heat melts the base metal and
SMAW EQUIPMENT SMAW Shielded metal arc welding (SMAW) is commonly referred to as stick welding An electric arc between the stick electrode and the base metal creates heat. Heat melts the base metal and
Defects and Discontinuities. Tim Turner Elizabethtown Technical College
 Defects and Discontinuities Tim Turner Elizabethtown Technical College Defect A flaw or flaws that by nature or accumulated effect render a part or product unable to meet minimum applicable acceptance
Defects and Discontinuities Tim Turner Elizabethtown Technical College Defect A flaw or flaws that by nature or accumulated effect render a part or product unable to meet minimum applicable acceptance
Keyhole Double-Sided Arc Welding Process
 Keyhole Double-Sided Arc Welding Process A process is developed for deep joint penetration welding in a narrow groove on plate up to 1 2-in. thick Y Y. M. ZHANG, S.. ZHANG, AND M. JIANG ASTRACT. Double-sided
Keyhole Double-Sided Arc Welding Process A process is developed for deep joint penetration welding in a narrow groove on plate up to 1 2-in. thick Y Y. M. ZHANG, S.. ZHANG, AND M. JIANG ASTRACT. Double-sided
A SHORT NOTE ON MANUFACTURING PROCESS OF METAL POWDERS
 INTERNATIONAL JOURNAL OF RESEARCH IN COMPUTER APPLICATIONS AND ROBOTICS ISSN 2320-7345 A SHORT NOTE ON MANUFACTURING PROCESS OF METAL POWDERS 1 R.Raja, 2 M.Rajkumar 1 Assistant Lecturer, St. Joseph College
INTERNATIONAL JOURNAL OF RESEARCH IN COMPUTER APPLICATIONS AND ROBOTICS ISSN 2320-7345 A SHORT NOTE ON MANUFACTURING PROCESS OF METAL POWDERS 1 R.Raja, 2 M.Rajkumar 1 Assistant Lecturer, St. Joseph College
GENERAL CONTENTS SECTION I - NUCLEAR ISLAND COMPONENTS
 - June 2013 Addendum GENERAL CONTENTS SECTION I - NUCLEAR ISLAND COMPONENTS SUBSECTION "A" : GENERAL RULES SUBSECTION "B" : CLASS 1 COMPONENTS SUBSECTION "C" : CLASS 2 COMPONENTS SUBSECTION "D" : CLASS
- June 2013 Addendum GENERAL CONTENTS SECTION I - NUCLEAR ISLAND COMPONENTS SUBSECTION "A" : GENERAL RULES SUBSECTION "B" : CLASS 1 COMPONENTS SUBSECTION "C" : CLASS 2 COMPONENTS SUBSECTION "D" : CLASS
Ferrous Alloys. Steels
 Ferrous Alloys Ferrous alloys those of which iron is the prime constituent are produced in larger quantities than any other metal type. They are especially important as engineering construction materials.
Ferrous Alloys Ferrous alloys those of which iron is the prime constituent are produced in larger quantities than any other metal type. They are especially important as engineering construction materials.
Effect of Welding Parameters Controlling Submerged ARC Welding Process
 International Journal of ChemTech Research CODEN (USA): IJCRGG, ISSN: 0974-4290, ISSN(Online):2455-9555 Vol.10 No.4, pp 473-480, 2017 Effect of Welding Parameters Controlling Submerged ARC Welding Process
International Journal of ChemTech Research CODEN (USA): IJCRGG, ISSN: 0974-4290, ISSN(Online):2455-9555 Vol.10 No.4, pp 473-480, 2017 Effect of Welding Parameters Controlling Submerged ARC Welding Process
AWS G2.4/G2.4M:2007 An American National Standard. Guide for the Fusion Welding of Titanium and Titanium Alloys
 An American National Standard Guide for the Fusion Welding of Titanium and Titanium Alloys An American National Standard Approved by the American National Standards Institute September 20, 2006 Guide for
An American National Standard Guide for the Fusion Welding of Titanium and Titanium Alloys An American National Standard Approved by the American National Standards Institute September 20, 2006 Guide for
Applications Potential
 P R O D U C T D A T A B U L L E T I N STAINLESS 301STEEL UNS S30100 High Strength and Good Ductility When Cold Worked Excellent Corrosion Resistance Readily Welded Readily Formed and Drawn Economical Oxidation
P R O D U C T D A T A B U L L E T I N STAINLESS 301STEEL UNS S30100 High Strength and Good Ductility When Cold Worked Excellent Corrosion Resistance Readily Welded Readily Formed and Drawn Economical Oxidation
Hot rolled Steel Plates, Sheets and Coils
 Hot rolled Steel Plates, Sheets and Coils Steels resistant to wear and surface pressure AR Hardened steel resistant to abrasive wear cause by rolling contact and high surface pressure can be used to signiþ
Hot rolled Steel Plates, Sheets and Coils Steels resistant to wear and surface pressure AR Hardened steel resistant to abrasive wear cause by rolling contact and high surface pressure can be used to signiþ
Experimental Study on Autogenous TIG Welding of Mild Steel Material Using Lathe Machine
 Experimental Study on Autogenous TIG Welding of Mild Steel Material Using Lathe Machine Abhimanyu Chauhan M Tech. Scholar Production Engineering, Marudhar Engineering College, Bikaner, Rajasthan, India,
Experimental Study on Autogenous TIG Welding of Mild Steel Material Using Lathe Machine Abhimanyu Chauhan M Tech. Scholar Production Engineering, Marudhar Engineering College, Bikaner, Rajasthan, India,
NONFERROUS METALS AND ALLOYS
 NONFERROUS METALS AND ALLOYS Chapter 7 7.1 Introduction Usage of nonferrous metals and alloys has increased due to technology Possess certain properties that ferrous materials do not have Resistance to
NONFERROUS METALS AND ALLOYS Chapter 7 7.1 Introduction Usage of nonferrous metals and alloys has increased due to technology Possess certain properties that ferrous materials do not have Resistance to
Transmission Electron Microscopy (TEM) Prof.Dr.Figen KAYA
 Prof.Dr.Figen KAYA") Transmission Electron Microscopy (TEM) Prof.Dr.Figen KAYA Transmission Electron Microscope A transmission electron microscope, similar to a transmission light microscope, has the following components along
Transmission Electron Microscopy (TEM) Prof.Dr.Figen KAYA Transmission Electron Microscope A transmission electron microscope, similar to a transmission light microscope, has the following components along
Encyclopedia of Aluminum and Its Alloys
 Encyclopedia of Aluminum and Its Alloys Aerospace Fasteners: Use in Structural Applications --Manuscript Draft-- Manuscript Number: Full Title: EAIA-1032 Aerospace Fasteners: Use in Structural Applications
Encyclopedia of Aluminum and Its Alloys Aerospace Fasteners: Use in Structural Applications --Manuscript Draft-- Manuscript Number: Full Title: EAIA-1032 Aerospace Fasteners: Use in Structural Applications
Multispot laser welding to improve process stability
 Lasers in Manufacturing Conference 2015 Multispot laser welding to improve process stability K.S. Hansen a *, F.O. Olsen a, M. Kristiansen b, O. Madsen b a IPU Technology Development, Produktionstorvet
Lasers in Manufacturing Conference 2015 Multispot laser welding to improve process stability K.S. Hansen a *, F.O. Olsen a, M. Kristiansen b, O. Madsen b a IPU Technology Development, Produktionstorvet
Cutting Tool Materials and Cutting Fluids. Dr. Mohammad Abuhaiba
 Cutting Tool Materials and Cutting Fluids HomeWork #2 22.37 obtain data on the thermal properties of various commonly used cutting fluids. Identify those which are basically effective coolants and those
Cutting Tool Materials and Cutting Fluids HomeWork #2 22.37 obtain data on the thermal properties of various commonly used cutting fluids. Identify those which are basically effective coolants and those
A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304
 A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304 Chen Zhang, Ming Gao, Geng Li, Xiaoyan Zeng Wuhan National Laboratory for Optoelectronics,
A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304 Chen Zhang, Ming Gao, Geng Li, Xiaoyan Zeng Wuhan National Laboratory for Optoelectronics,
The fundamentals of weld joint design
 The fundamentals of joint design The performance of joints is determined by not only the load resisting cross sectional area of joint but also properties of region close to the metal i.e. heat affected
The fundamentals of joint design The performance of joints is determined by not only the load resisting cross sectional area of joint but also properties of region close to the metal i.e. heat affected
THE PRACTICAL REFERENCE GUIDE for WELDING TITANIUM
 THE PRACTICAL REFERENCE GUIDE for WELDING TITANIUM Compiled/Edited/Written by Eugene G. Hornberger Consultant Hampton, Virginia This publication is designed to provide information in regard to the subject
THE PRACTICAL REFERENCE GUIDE for WELDING TITANIUM Compiled/Edited/Written by Eugene G. Hornberger Consultant Hampton, Virginia This publication is designed to provide information in regard to the subject