Deposition of Metallic Coatings on Polymer Surfaces using 1 Cold Spray
|
|
|
- Isabella Harvey
- 6 years ago
- Views:
Transcription
1 Deposition of Metallic Coatings on Polymer Surfaces using 1 Cold Spray R. Lupoi and W. O Neill Institute for Manufacturing, Department of Engineering, University of Cambridge 17 Charles Babbage Road, Cambridge, CB3 0FS, UK Corresponding author is R. Lupoi rl372@cam.ac.uk phone: (+44) fax: (+44) ABSTRACT Current coating technologies such as plasma spray, High Velocity Oxy Fuel (HVOF) or laser cladding involve the delivery of molten materials during the deposition process. However, such processes are not well suited to the deposition of metallic coatings on polymers and composites. 1 Cold Spray (CS) has attracted much industrial interest over the past two decades. In this method, a material in powder form is accelerated on passage through a converging-diverging nozzle to high speeds via a high pressure coaxial carrier gas jet. The high impact kinetic energy deforms the particles, which creates effective bonding to the substrate. This paper presents the results of an initial study on the potential of the 1 CS process to produce metallic coatings on non-metallic surfaces such as polymers and composites for engineering applications. Experimental and Computational Fluid Dynamics (CFD) results when spraying copper, aluminium and tin powder on a range of substrates such as PC/ABS, polyamide-6, polypropylene, polystyrene and a fibre-glass composite material are presented and analyzed. KEYWORDS: Cold Spray, Deposition, Plastic coatings, Polymers, Composites, CFD. 1
2 1-INTRODUCTION There is a high demand for the production of metallic coatings in various industrial sectors, from simple engineering application such aesthetic layers to more complex applications like electronic devices. Coatings of various types are frequently laid on mechanical components to protect against hostile environments, or on instruments such as machining tools in such a way to enhance their performance and durability. When considering the manufacturing of metallic coatings on surfaces, thermal spray methods are widely used for industrial applications [1]. In such processes, the feedstock metal, typically in the form of powder or wire, is heated to melting point and propelled as individual droplets towards the working surface. The energy required for the melting process is usually generated by combustible gases or an electric arc. As the particles impinge on the substrate, they splat (deform) and solidify. Due to the nature of this process, coatings typically exhibit high levels of porosity caused by the incomplete bonding of the sprayed material, especially when processing course powders [2]. Coatings may also exhibit high levels of oxidation due to the in-flight entrainment of oxygen from ambient air [3]. A variant to the standard thermal spray is the High Velocity Oxygen Fuel (HVOF) process [4]. In this case, the combustion of several types of fuel (kerosene, acetylene or propylene) generate a hot high pressure gas stream in which powder is injected and accelerated through the centreline of the nozzle to be deposited on the substrate. An alternative coating method is 1 Cold Spray (CS) [5]. In this case the feedstock powder is not melted, but only accelerated to high velocities through gases travelling at supersonic speed, typically nitrogen, air or helium, delivered by a converging-diverging type nozzle. On particle impact with the substrate, the high kinetic energy of the particles results in severe plastic deformation and the creation of a deposition layer. CS coatings typically show high bond strength and excellent mechanical characteristics, including metals of strong engineering interest such as aluminium, titanium and their alloys [6,7,8,9]. The deposition of thermoplastic powder has also been achieved onto metallic and non-metallic substrates [10]. 2
3 Bray et al. have further improved the process by adding thermal energy to the deposition zone with the use a laser source, in such a way to reduce particle yield stresses, facilitate greater bond strengths and promote higher coating densities for lower particle kinetic energies [11]. Of particular interest for engineering applications are metallic coatings on surfaces such as plastics, fabrics or composite materials. The nature of such substrate makes the process of metal deposition particularly difficult. Successful coatings have been achieved with thermal spray through complete melting of the feedstock material. As an example, 5 Voyer et al. have successfully managed to deposit aluminium on fabric materials by using flame spray [12]. It was possible to achieve coating conductivity, despite the high level of internal porosity. Also, in this case it was necessary to incorporate in the system a cooling apparatus, to protect the fabric material from the high temperature molten sprayed metal. Spraying without cooling system was only possible at standoff distances in excess of 250mm, resulting in low deposition efficiencies. Nevertheless, the increasing demand for low energy, environmental friendly, efficient and low-cost processes is driving away research from current methods to alternative techniques such as Cold Spray (CS). There are few reports of the application of CS in the production of metallic coatings on polymer substrates. Zhang et al. [13] have investigated the effect of substrate type when spraying aluminium powder (99.9wt%, average size = 25 m). The range of materials included ABS and glass. Results have shown that deposits on non-metallic surfaces were thin and not continuous; only relatively small particles (<5 m) were adhered and heavy erosion of the plastic substrate was observed. Lee et al. [14, 15] suggested that mixing the feedstock powder with ceramic material such as Al 2 O 3 may facilitate the deposition of metals onto hard non-metallic surfaces. The authors concluded that the ceramic material forms craters on the substrate, therefore creating a favourable surface topology to initiate the deposition process. 3
4 On the other hand, Sturgeon et al. [16] have successfully formed aluminium coatings of about 600 m thickness on Carbon Fibre Reinforced Polymer (CFRP) surfaces. In this case, helium was used as carrier gas, heated up to a temperature of C. A De-Laval convergingdiverging nozzle geometry was utilized, with an inlet pressure of 20bar. Results showed good deposition characteristics, although the authors noted that the types of reinforced polymers on which metal deposition was achievable required further studies. This paper further investigates the use of the CS process to form metallic coatings on polymer surfaces. Metals of general engineering interest such as copper, aluminium and tin have been sprayed onto substrates including a commercial blend of polycarbonate and ABS (PC/ABS), polystyrene, polyamide-6, polypropylene and a glass fibre composite material. 2-1 CS APPLICATION TO NON-METALLIC SUBSTRATES An in-house Cold Spray facility developed at the University of Cambridge was used for experimental testing. The CS system is shown in Figure 1. Figure 1 A nitrogen gas source of maximum pressure 30bar is fed through a converging-diverging nozzle. 2 The system does not incorporate a gas-heater, therefore spraying is carried out at room temperature. The nozzles are typically made out of tool steel, with a variable diverging section length (from 70mm up to 180mm). Such devices are capable of generating a supersonic gas stream travelling at the speed region of 650m/s. On the other hand, powder feedstock is injected above the nozzle throat using a commercial high pressure powder feeder (wheel delivery type, Praxair Inc. 1264HP). The high gas speed imposes a significant drag force on the powder, which can be accelerated at velocities in the excess of 500m/s towards 4
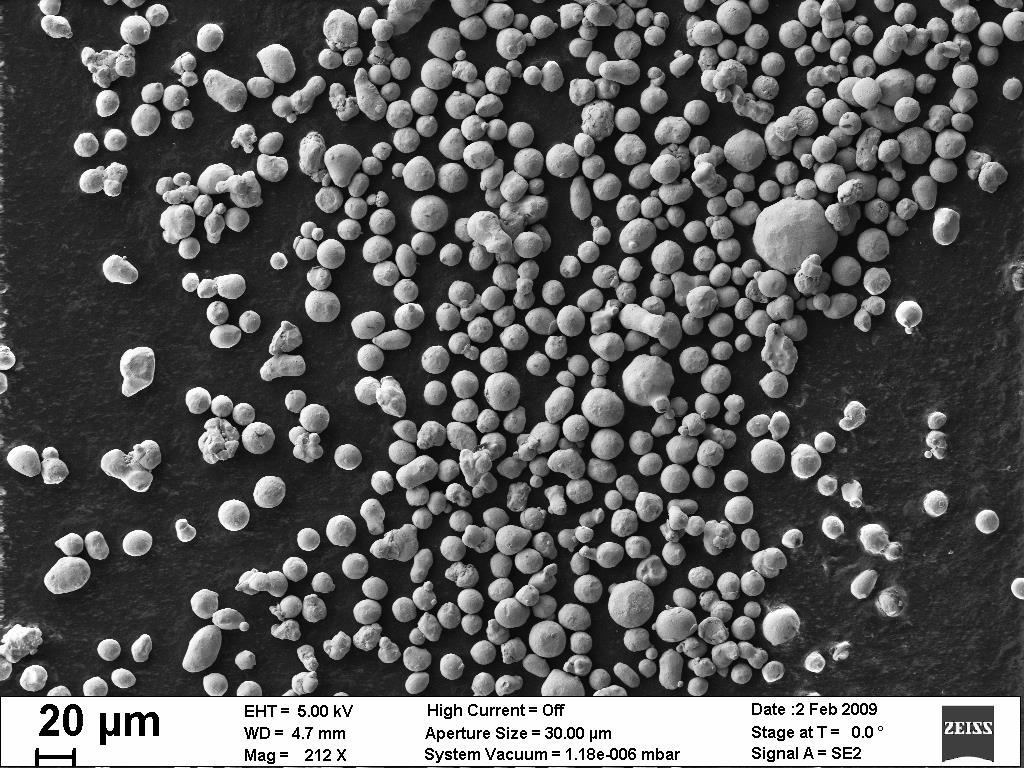
5 the substrate to form the coating. However, the maximum achievable velocity is dependent on the powder material and size. Figure 2 Figure 3 Figure 4 Powders materials and geometries typically used in engineering applications were tested in theses initial trials. Specifically, Figure 2, 3 and 4 show Scanning Electron Microscope (SEM) images of the powder feedstock used, i.e. commercial aluminium, copper and tin. The aluminium was acquired from the Aluminium Powder Company Ltd., m size distribution. On the other hand, the copper (HC Cu) and tin (SC10) powders are from Sandvik Ospray Ltd., characterized by m size distribution. The aluminium powder was produced by the water atomization process, therefore it exhibited irregular prismatic geometries; on the other hand the copper and tin particles were gas atomized giving a more regular and spherical shape. In order to study the effect of powder impact speed on deposition characteristics, the nozzle inlet pressure was varied across the range 5-30bar. As an example of such relationship, Figure 5 shows the calculated centreline velocity magnitude of a spherical particle (20 m diameter) against the carrier gas (Nitrogen) inlet pressure, from a Computational Fluid Dynamic (CFD) analysis using Fluent Inc.(version ). The supersonic nozzle was De-Laval type, with 2mm and 6mm throat and exit diameter respectively. Also, the converging and diverging sections of the nozzle were 30mm and 180mm long. The model was created and meshed with Gambit by following a 2D-axialsymmetric methodology, with a total number of grid 5
6 elements of nearly The high-mach-number drag law algorithm was used in this case [17], suitable for spherical high speed particles. Pressure-inlet and pressure-outlet boundary conditions were set at the inlet and outlet surfaces of the computational domain, and the k- realizable turbulence model was used. The simulations were converged up to the second order discretization scheme, by following the density-based solver algorithm. The graph in the figure shows the calculated speeds at the nozzle throat and exit, for 20 m diameter particles of aluminium, copper and tin. It can be appreciated that at increasing values of inlet pressure the speed of the particles within the nozzle grows. Also when spraying at the pressure of 30bar the particle velocity raises of about double than the value at 5bar nearby the throat, and increases of approximately 50% at the exit of the nozzle. In addition, aluminium is shown to travel faster in comparison to copper and tin, due to its low specific weight. Developed commercial CFD packages are nowadays valuable instruments to predict particles and flow characteristics in cold spray applications. Nickel et al. [18] have implemented Fluent to model supersonic flow over a shock tube spraying device, and also used the high-machnumber algorithm to model the particles drag law. On the other hand, Bray et al. [11] have extensively compared metallic particle velocities by a CFD analysis with Fluent against experimental measurements. Despite commercial powders may not be regarded as perfectly spherical, it was observed that computational and experimental results were in close agreement (<5%) at both low and higher nozzle inlet pressures. Figure 5 6
7 3.2-Spray trials Experiments were carried out in order to identify best process parameters setting, on untreated commercial polycarbonate-abs blend (PC/ABS - Cycoloy C1100HF), polystyrene (Nova 124N), polyamide-6 (DSM Akulon F136-C1), polypropylene (Basell Moplen HP561R) and a glass-fibre composite material. Figure 6 shows a close up picture of coatings obtained at 5bar and 30bar nozzle inlet pressure when spraying copper powder onto PC/ABS and the glassfibre reinforced composite material. The supersonic nozzle used in this case was characterized by an internal De-Laval profile with a diverging section length of 180mm. The 5bar coating on PC/ABS, shown in Figure 6a, was obtained with a distance nozzle exit substrate, the Standoff distance SoD, of 40mm, substrate transverse speed of 8.3mm/s and by imposing a rotational speed of 15rpm to the powder feeder wheel. On the other hand, the optimum operational settings for the 5bar coating on the composite material (Figure 6b) were same as above, but a visible coating could only be observed at lower powder flow rates, i.e. with 5rpm wheel speed. Results from Figure 6a and 6b shows that a relatively thin layer of metal can be deposited on the surface at the imposed process conditions. On the other hand, Figure 6c shows an example of a 30bar coating on PC/ABS, produced with a SoD of 40mm, transverse speed of 16.6mm/s and a feeder speed of 18rpm. The 30bar coating on the composite material is shown in Figure 6d, obtained with 40mm SoD, transverse speed of 8.3mm/s and 12rpm feeder speed. For these last two cases, the change of the parameters settings (at the fixed inlet pressure of 30bar) resulted in very small variations to the tracks shown in Figure 6c and 6d, however the best observable results were obtained with the settings presented in this paper. Consequently, when the nozzle is fed by nitrogen at 30bar, it is observed that less metal is laid down in comparison with the lower pressure case. In general, it was demonstrated that more material can be deposited at lower inlet pressures. A possible explanation of such result is given by the coating analysis in Figure 7, which shows optical micrographs of the transverse 7
8 cross-sectional profiles, where the substrate material is below the coating. At small inlet pressures, i.e. when low energy impacts occurs, a first layer of particles embeds below the surface, as shown in Figure 7a and 7b. Powder material impacting on top of this first layer does not adhere and recoils off the surface. Once the first layer is deposited, subsequent impacts do not carry sufficient energy to adhere to the lower metal layer due to their low speed. In this case the impact energy is only sufficient to penetrate the plastic surface, but not to form a solid metal-to-metal coating. Such behaviour suggests that once the metal seed layer is deposited, the deposition mechanism on subsequent layers is similar to the one observed for metallic surfaces. In fact, powder interactions with the plastic material can only occur on the first coating stratum. Figure 6 When increasing the nozzle inlet pressure (i.e. the particles speed) in the attempt to form a solid coating, heavy erosion of the substrate occurs as shown in Figure 7c. Empty craters are clearly visible on the cross-section of the PC/ABS. In this particular case, although the particle speed is optimal for the copper to create a metal coating, the impact energy and related impact stresses transmitted from the particle to the substrate go beyond the material strength, hence heavy erosion takes place. Figure 7d shows the same effect, when using a glass-fibre reinforced composite. Despite the reinforced characteristics of this material, broken fibres are visible. Figure 7 In addition, an attempt was made to deposit the non-spherical aluminium powder from Figure 2 on pure polycarbonate. The nozzle inlet pressure was set to its maximum level of 30bar. In 8
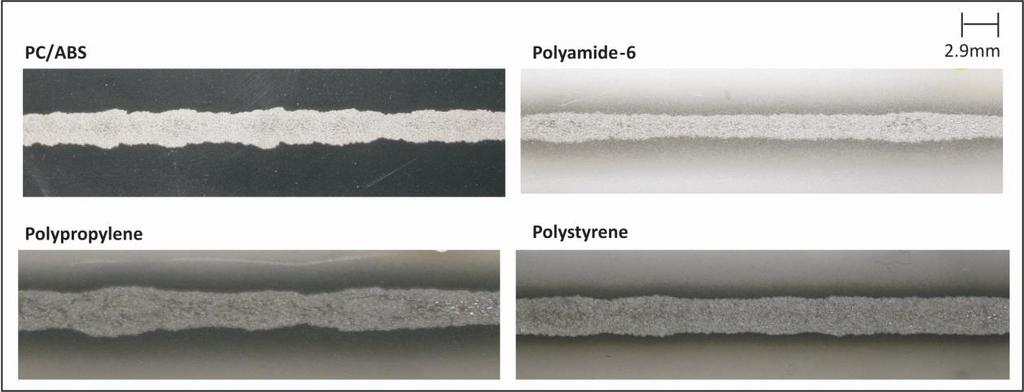
9 this case, particle impacts did not impose severe damage to the polymer surface and no deposition was achieved. This effect could be due to the relatively low density of aluminium, being incapable of generating enough impact energy with the substrate in comparison to other materials, i.e. erosion is negligible [19]. However, it was not possible to deposit aluminium in this case. A reason for this relies upon its relatively high critical velocity, in the region of 600m/s [20], which may be beyond the maximum achievable with the current cold spray system with no gas-heating implemented. Experimental results when using copper and aluminium powders have suggested that the ideal material to obtain metal deposition on substrates made out of plastic or composite surfaces may be characterized by both low density and critical speed, in order to avoid erosion of the substrate and at the same time uneconomic arrangements capable of accelerating particles to high velocity levels. With this respect, experiments were carried out with tin powder. The mechanical characteristics of tin may propose this material to be more suitable to initialize a coating formation onto plastic substrates. Studies have demonstrated that tin particles can begin to deposit at velocities as low as 200m/s [20,21], approximately three times lesser than aluminium and half the speed of copper; while the tin density stands between the two. Experimental trials were carried out, and the deposition of this type of metal was successful. It was possible to optimize nozzle type and spraying conditions to obtain thin solid coatings made of the tin powder from Figure 4 on a variety of plastic substrates (PC/ABS, polyamide- 6, polypropylene and polystyrene), as shown in the close-up pictures in Figure 8. Specifically, a nozzle with a diverging section of 70mm long was employed. Air at 30bar was used as carrier gas in this case. Being tin a relatively soft metal, clogging of the nozzle at correspondence of its throat may occur. In order to avoid this problem, powder was injected axially after the throat, through a low-pressure powder feeder (Powder Feed Dynamic Inc., MARK XV), screw-delivery type. Optimum coating conditions were achieved with a SoD of 9
10 103mm and by setting the rotational speed of the screw feeder to 200rpm. Tin deposited well at the substrate transverse speed of 14mm/s in all cases. In order to better identify the coatings characteristics, cross-sections were cut and visualized with the optical microscope and pictures shown in Figure 9. It can be clearly seen that with all substrate materials considered in this paper it was possible to achieve coatings 3 in the range between 45 m and 100 m thickness. Deposited particles can be clearly identified in Figure 9d, as the coating in this case was chemically etched. Figure 8 Figure 9 Their final geometry, when compared to the initial shape, suggests that plastic deformation occurred and particles deposited one on top of the other to form a multi-layer coating geometry. These type of coatings had shown good 5 electrical conductivity, without the necessity of any post-treatment or pre-treatment. 3 Coatings thickness following one pass varied from 45 m on the PC/ABS and polystyrene materials to nearly 100 m on the polymamide-6 substrate. The attempt of a second pass on top of the formed first layer of tin resulted in the destruction of the coating in all cases. Reasons and causes for such behaviour are currently under investigation. By using the spraying parameters as input, it was therefore possible to calculate throughout a CFD analysis the average deposition velocity of the tin particles to form the coatings shown in Figure 8 and 9. Such speed was computed to be 310m/s, which stands within the theoretical deposition velocity range given by Schmidt for tin powder [19] on a metallic substrate. 10
11 3.3-Process Characterization Experimental results obtained with copper, aluminium and tin powders have been summarized in the chart shown in Figure 10, which describes an initial characterization of the CS process applied to polymer substrates. Results obtained with copper had shown heavy erosion of the substrate, while aluminium only produced slight surface erosion but no deposition. On the other hand, tin has performed well and coatings were achieved on a variety of plastics over a range of parameters. As a consequence, the chart in Figure 10 has been divided into sections, each of them describing the probable deposition behaviour for the correspondent powder type. In this initial characterization chart, the zones boundaries are for simplicity straight lines. The chart reports the powder material, against the correspondent impact energy of particles travelling at optimum deposition speed. Values for the deposition/critical velocity of different materials and particle sizes can be calculated by the theoretical approach given by Schmidt [20]. For this case, a 25 m particle diameter was assumed, and the average velocity within the deposition window was selected for each material. Dense and relatively strong particle materials, such as copper, can generate single energy impacts E of nearly 0.02mJ (E=1/2mv 2 ), where m is the particle mass and v is the deposition velocity. As particle sizes are in the order of microns for cold spray applications, this level of impact energy can result in severe contact stresses; therefore erosion of the polymer substrate is in all probability to occur. On the other hand, for lower strength metals such as tin, the critical velocity is most likely to diminish; therefore the impact energy transmitted on the substrate can dramatically decrease and deposition becomes achievable. It can be appreciated from Figure 10, that a particle of copper can generate about 10.7 times more energy at impact 5 than tin. In contrast, light materials (such as aluminium), characterized by both low density and high deposition velocity, can generate negligible erosion levels on the substrate as the 11
12 impact energy is relatively low, however deposition may be accomplished only with more complex and costly systems capable of accelerating particles up to their critical velocity magnitudes, such as with gas-heating or Helium cold spray. A prediction of the behaviour of other metals, based upon the experimental results with aluminium, copper and tin powders, is included in Figure 10. Particles of stainless steel 316L would generate higher impact energy 5 than copper, therefore erosion of the polymer substrate is in all probability to be predominant. Despite its high density, lead (Pb) would only produce relatively low levels of impact energy resulting in possible deposition. On the other hand, titanium (Ti) places himself on the boundary within the transition window alongside aluminium. For these cases erosion may be negligible, however the critical velocity is high. Figure 10 4-CONCLUSIONS 1 Cold Spray (CS) is a relatively simple and inexpensive coating technique, which uses high speed gases in order to accelerate solid particles at high velocities. When impact with a substrate occurs, particles can bond together and form a coating. This technique has been widely used to obtain metal coatings onto surfaces of similar characteristics, such as other metals. This paper has investigated the compatibility of this process to produce metallic coatings onto surfaces such as polymers or composite materials. Powders for general engineering applications, such as commercial copper, aluminium, and tin have been sprayed onto a range of plastic materials (PC/ABS, polyamide-6, polypropylene, polystyrene) and a fibre-glass reinforced composite. Results have demonstrated that materials in the range of 12
13 copper travelling at deposition velocities, can generate single particle impact energies in the order of 0.02mJ. This leads to severe contact stresses, therefore the predominant effect is erosion of the polymer. Aluminium, due to its low specific weight, does not bring any considerable damage to the surface; however its critical velocity could not be achieved with the cold spray system used in the experiments. On the other hand, it was possible to adjust the spraying parameters and select a suitable nozzle type to obtain coatings of tin on a variety of plastic substrate materials. 3 The coating thickness was measured to be in the region between 45 m and nearly 100 m, while the average critical velocity was estimated throughout a CFD analysis to be 310m/s. The theoretical impact energy of tin powder was calculated to be 10.7 times lower 5 than copper, resulting in negligible erosion. No surface pre-treatment was applied prior the spraying procedure, also coatings have shown good electrical conductivity. A process characterization chart has been therefore initialized, showing the relationship between properties of feedstock powders against deposition behaviour. By analyzing experimental results with aluminium, copper and tin, it was predicted that stainless steel 316L would cause erosion such as copper. On the other hand, titanium would perform similar to aluminium, and lead is most likely to successfully deposit. ACKNOWLEGMENTS The authors wish to express their gratitude to DTI/TSB, Pera, GKN, Hybrids, Haswell Mouldings, QPP, IFS, Dyne, for providing valuable industrial support and for contributing to the development of this work. 13
14 REFERENCES [1] L. Pawlowski, The science and engineering of thermal spray coatings, Wiley, [2] S. Deshpande, A. Kulkarni, S. Sampath, H. Herman, Application of image analysis for characterization of porosity in thermal spray coatings and correlation with small angle neutron scattering, Surface & Coatings Technology, 187 (2004), [3] M.P. Planche, H. Liao, C. Coddet Oxidation control in atmospheric plasma spraying coating, Surface & Coatings Technology, 202 (2007), [4] V.V. Sobolev, J.Gilemany, J.M. Gilemany HVOF spraying: theory and applications, The Institute of Materials, [5] V.K. Champagne, The cold spray material deposition process: fundamentals and applications, Woodhead Publishing Limited, [6] Hong-Ren Wang, Bao-Rong Hou, Jun Wang, Qi Wang, and Wen-Ya Li, Effect of process conditions on microstructure and corrosion resistance of cold-sprayed Ti Coatings, Journal of Thermal Spray Technology, Volume 17 (5-6), 2008, [7] E. Sansoucy, G.E. Kim, A.L. Moran, and B. Jodoin, Mechanical characteristics of Al-Co- Ce coatings produced by the Cold Spray Process, Journal of Thermal Spray Technology, Volume 16 (5-6), 2007, [8] T. Marrocco, D.G. McCartney, P.H. Shipway, and A.J. Sturgeon, Production of Titanium Deposits by Cold-Gas Dynamic Spray: Numerical Modeling and Experimental Characterization, Journal of Thermal Spray Technology, Volume 15 (2), 2006, [9] G. Bae, S. Kumar, Sanghoon Yoon, Kicheol Kang, Hyuntaek Na, Hyung-Jun Kim, Changhee Lee, Bonding features and associated mechanisms in kinetic sprayed titanium coatings, Acta Materialia, 57 (2009), [10] Y. Xu, I.M. Hutchings, Cold spray deposition of thermoplastic powder, Surface & Coatings Technology, 201 (2006), [11] M. Bray, A. Cockburn, W. O Neill The laser assisted cold spray process and deposit characterization, Surface & Coatings Technology, 203 (2009),
15 [12] Joel Voyer, Peter Schulz, and Martha Schreiber, Electrically conductive flame sprayed aluminum coatings on textile substrates, Journal of Thermal Spray Technology, Volume 17 (5-6), 2008, [13] D. Zhang, P.H. Shipway, and D.G. McCartney, Cold Gas Dynamic Spraying of Aluminum: The Role of Substrate Characteristics in Deposit Formation, Journal of Thermal Spray Technology, 14(1), March 2005, 109. [14] Ha Yong Lee, Se Hun Jung, Soo Yong Lee, Young Ho You, Kyung Hyun Ko, Correlation between Al 2 O 3 particles and interface of Al Al 2 O 3 coatings by cold spray, Applied Surface Science, 252 (2005), [15] Ha Yong Lee, Young Ho Yu, Young Cheol Lee, Young Pyo Hong, and Kyung Hyun Ko, Cold Spray of SiC and Al 2 O 3 with soft metal incorporation: A Technical Contribution, Journal of Thermal Spray Technology, Volume 13(2), June 2004, [16] A. Sturgeon, B. Dunn, S. Celotto, W.O Neill, Cold sprayed coatings for polymer composite substrate European Space Agency, (Special Publication), ESA SP, n616, September [17] Fluent User Guide. [18] R. Nickel, K. Bobzin, E. Lugscheider, D. Parkot, W. Varava, H. Olivier, X. Luo, Numerical Studies of the Application of Shock Tube Technology for Cold Gas Dynamic Spray Process, Journal of Thermal Spray Technology, Volume 16 (5-6), 2005, [19] J. Vlcek, L. Gimeno, H. Huber, and E. Lugscheider, A systematic approach to material eligibility for the Cold-Spray Process, Journal of Thermal Spray Technology, Volume 14 (1), 2005, [20] Tobias Schmidt, Hamid Assadi, Frank Gartner, Horst Richter, Thorsten Stoltenhoff, Heinrich Kreye, Thomas Klassen, From Particle Acceleration to Impact and Bonding in Cold Spraying, Journal of Thermal Spray Technology, 18(5-6), Mid-December 2009, [21] Tobias Schmidt, Frank Gartner, Hamid Assadi, Heinrich Kreye, Development of a generalized parameter window for cold spray deposition, Acta Materialia, 54 (2006),
16 LIST OF FIGURE CAPTIONS Figure 1: The 1 Cold Spray (CS) system. Figure 2: SEM image of aluminium powder. Figure 3: SEM picture of copper powder. Figure 4: SEM picture of tin powder. Figure 5: Computed particle speed (20 m diameter) at nozzle exit and throat for 5,15,30bar nozzle inlet pressure with nitrogen. Figure 6: Close up pictures of copper tracks. (a), (b) on PC/ABS and glass-fibre reinforced composite with 5bar inlet pressure. (c), (d) 30bar inlet pressure. Figure 7: Micrographs of track cross-section when spraying copper powder. (a),(b) low speed 5bar nozzle inlet pressure onto PC/ABS and glass-fibre reinforced composite. (c), (d) high speed 30 bar inlet pressure onto PC/ABS and glass-fibre reinforced composite. Figure 8: Tin tracks on various polymer substrates. Figure 9: Micrographs of tin coatings cross-sections on a variety of polymer substrates. Figure 10: 1 Cold Spray (CS) process initial characterization chart for polymer substrates. 16
 Figure")
17 FIGURES Figure 1 (modified according to Reviewer 2) Figure 2 17

18 Figure 3 Figure 4 18
19 Figure 5 19

20 Figure 6 20

21 Figure 7 Figure 8 21

22 Figure 9 22
23 4 Figure 10 (modified according to Reviewer 1) 23
High Speed Titanium Coatings by Supersonic Laser Deposition
 High Speed Titanium Coatings by Supersonic Laser Deposition R. Lupoi, M. Sparkes, A. Cockburn and W. O Neill Institute for Manufacturing, Department of Engineering, University of Cambridge, 17 Charles
High Speed Titanium Coatings by Supersonic Laser Deposition R. Lupoi, M. Sparkes, A. Cockburn and W. O Neill Institute for Manufacturing, Department of Engineering, University of Cambridge, 17 Charles
AN INVESTIGATION ON POWDER STREAM IN COLD GAS SPRAY (CGS) NOZZLES
 NOZZLES") V European Conference on Computational Fluid Dynamics ECCOMAS CFD 2010 J. C. F. Pereira and A. Sequeira (Eds) Lisbon, Portugal, 14 17 June 2010 AN INVESTIGATION ON POWDER STREAM IN COLD GAS SPRAY (CGS)
V European Conference on Computational Fluid Dynamics ECCOMAS CFD 2010 J. C. F. Pereira and A. Sequeira (Eds) Lisbon, Portugal, 14 17 June 2010 AN INVESTIGATION ON POWDER STREAM IN COLD GAS SPRAY (CGS)
Laser assisted Cold Spray
 2009-02-16 Laser assisted Cold Spray Andrew Cockburn, Matthew Bray, Rocco Lupoi Bill O Neill Innovative Manufacturing Research Centre (IMRC) Institute for Manufacturing, Department of Engineering, University
2009-02-16 Laser assisted Cold Spray Andrew Cockburn, Matthew Bray, Rocco Lupoi Bill O Neill Innovative Manufacturing Research Centre (IMRC) Institute for Manufacturing, Department of Engineering, University
Powder Stream Characteristics in Cold Spray Nozzles
 Powder Stream Characteristics in Cold Spray Nozzles R. Lupoi and W. O Neill Institute for Manufacturing, Department of Engineering, University of Cambridge 17 Charles Babbage Road, CB3 0FS, Cambridge (UK)
Powder Stream Characteristics in Cold Spray Nozzles R. Lupoi and W. O Neill Institute for Manufacturing, Department of Engineering, University of Cambridge 17 Charles Babbage Road, CB3 0FS, Cambridge (UK)
THERMAL SPRAY COATINGS
 THERMAL SPRAY COATINGS THERMAL SPRAY is a group of processes in which metals, alloys, ceramics, plastics and composite materials in the form of powder, wire, or rod are fed to a torch or gun with which
THERMAL SPRAY COATINGS THERMAL SPRAY is a group of processes in which metals, alloys, ceramics, plastics and composite materials in the form of powder, wire, or rod are fed to a torch or gun with which
Consolidation of Magnesium Alloys Using Cold Spray. Theresa Dillon, Victor Champagne, and Matthew Trexler US Army Research Laboratory.
 Consolidation of Magnesium Alloys Using Cold Spray Theresa Dillon, Victor Champagne, and Matthew Trexler US Army Research Laboratory Abstract The cold spray process is a powder consolidation method that
Consolidation of Magnesium Alloys Using Cold Spray Theresa Dillon, Victor Champagne, and Matthew Trexler US Army Research Laboratory Abstract The cold spray process is a powder consolidation method that
Study of Nozzle Clogging During Cold Spray
 Study of Nozzle Clogging During Cold Spray Presenter: Matt Siopis UTRC Team Members: A. Nardi, A. Espinal, L. Binek, T. Landry Portions of this Research were sponsored by the Army Research Laboratories
Study of Nozzle Clogging During Cold Spray Presenter: Matt Siopis UTRC Team Members: A. Nardi, A. Espinal, L. Binek, T. Landry Portions of this Research were sponsored by the Army Research Laboratories
Lecture-52 Surface Modification Techniques: HVOF and Detonation Spraying
 Fundamentals of Surface Engineering: Mechanisms, Processes and Characterizations Prof.D.K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology-Roorkee Lecture-52
Fundamentals of Surface Engineering: Mechanisms, Processes and Characterizations Prof.D.K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology-Roorkee Lecture-52
Analysis of Bending Stresses On Coating Materials by Experimental and FE Method
 Analysis of Bending Stresses On Coating Materials by Experimental and FE Method Umesh G 1, Biradar Mallikarjun 2, Dr. C.S.Ramesh 3 1 Student, IV th Semester M.Tech.(Machine Design), 2 Associate Professor,
Analysis of Bending Stresses On Coating Materials by Experimental and FE Method Umesh G 1, Biradar Mallikarjun 2, Dr. C.S.Ramesh 3 1 Student, IV th Semester M.Tech.(Machine Design), 2 Associate Professor,
Optimal design of a convergent-barrel cold spray nozzle by numerical method
 Applied Surface Science 253 (2006) 708 713 www.elsevier.com/locate/apsusc Optimal design of a convergent-barrel cold spray nozzle by numerical method Wen-Ya Li a, *, Hanlin Liao a, Hong-Tao Wang b, Chang-Jiu
Applied Surface Science 253 (2006) 708 713 www.elsevier.com/locate/apsusc Optimal design of a convergent-barrel cold spray nozzle by numerical method Wen-Ya Li a, *, Hanlin Liao a, Hong-Tao Wang b, Chang-Jiu
Novel Cold Spray Nanostructured Aluminum. Aberdeen Proving Ground Maryland USA 2 University of Central Florida
 Novel Cold Spray Nanostructured Aluminum Victor K. Champagne 1, Matthew Trexler 1, Yongho Sohn 2, and George E. Kim 3 1 US Army Research Laboratory Aberdeen Proving Ground Maryland 21005-5069 USA 2 University
Novel Cold Spray Nanostructured Aluminum Victor K. Champagne 1, Matthew Trexler 1, Yongho Sohn 2, and George E. Kim 3 1 US Army Research Laboratory Aberdeen Proving Ground Maryland 21005-5069 USA 2 University
Thermal Durability and Abradability of Plasma Sprayed Al-Si-Polyimide Seal Coatings p. 85
 Trends in Automotive Applications of Thermal Spray Technology in Japan p. 1 Production Plasma in the Automotive Industry: A European Viewpoint p. 7 The Effect of Microstructure on the Wear Behavior of
Trends in Automotive Applications of Thermal Spray Technology in Japan p. 1 Production Plasma in the Automotive Industry: A European Viewpoint p. 7 The Effect of Microstructure on the Wear Behavior of
Microstructure and Phase Composition of Titanium Coatings Plasma Sprayed with a Shroud
 Microstructure and Phase Composition of Titanium Coatings Plasma Sprayed with a Shroud Hong Zhou 1*, Zhi Liu 2 and Liancong Luo 3 1 Centre for Engineering, Waikato Institute of Technology, Hamilton 3240,
Microstructure and Phase Composition of Titanium Coatings Plasma Sprayed with a Shroud Hong Zhou 1*, Zhi Liu 2 and Liancong Luo 3 1 Centre for Engineering, Waikato Institute of Technology, Hamilton 3240,
ATZ Entwicklungszentrum Expose
 Our Objective Our Focus Our Scale Our Approach Processes & Materials for Energy Technology Energy from Biomass Wear an Corrosion Protection in Energy Technology Process Development up to Pilot Scale Plants
Our Objective Our Focus Our Scale Our Approach Processes & Materials for Energy Technology Energy from Biomass Wear an Corrosion Protection in Energy Technology Process Development up to Pilot Scale Plants
Thermal spraying Terminology, classification
 Provläsningsexemplar / Preview INTERNATIONAL STANDARD ISO 14917 Second edition 2017-03 Thermal spraying Terminology, classification Projection thermique Terminologie, classification Reference number ISO
Provläsningsexemplar / Preview INTERNATIONAL STANDARD ISO 14917 Second edition 2017-03 Thermal spraying Terminology, classification Projection thermique Terminologie, classification Reference number ISO
HARD CHROME REPLACEMENT
 bv Impact 4, 6921 RZ Duiven P.O. Box 1027, 6920 BA Duiven The Netherlands Tel: +31 263190140 Fax: +31 263190141 E-mail: info@fst.nl Homepage: www.fst.nl Inc. 3040 Charlevoix Dr. SE Suite 203 I Grand Rapids,
bv Impact 4, 6921 RZ Duiven P.O. Box 1027, 6920 BA Duiven The Netherlands Tel: +31 263190140 Fax: +31 263190141 E-mail: info@fst.nl Homepage: www.fst.nl Inc. 3040 Charlevoix Dr. SE Suite 203 I Grand Rapids,
Cold Spray - Improved Corrosion and Wear Resistant Coatings by Cold Spray
 PUBLISHABLE SUMMARY 19043 Background With the high price of corrosion and wear resistant alloys in bulk form, there are major financial incentives to use coated, lower cost substrates. However, despite
PUBLISHABLE SUMMARY 19043 Background With the high price of corrosion and wear resistant alloys in bulk form, there are major financial incentives to use coated, lower cost substrates. However, despite
Analysis of Surface Properties of Al 2 O 3 Coating over Mild Steel Using Plasma Spray Process
 Analysis of Surface Properties of Al 2 O 3 Coating over Mild Steel Using Plasma Spray Process I Arul raj 1, S Ramachandran 2 Research scholar, Faculty of Mechanical Engineering, Sathyabama University,
Analysis of Surface Properties of Al 2 O 3 Coating over Mild Steel Using Plasma Spray Process I Arul raj 1, S Ramachandran 2 Research scholar, Faculty of Mechanical Engineering, Sathyabama University,
Gas Dynamics of Cold Spray & Control of Deposition
 Gas Dynamics of Cold Spray & Control of Deposition Ozan Ç. Özdemir, Christian A. Widener Advanced Materials Processing and Joining Laboratory South Dakota School of Mines and Technology 31 January 2017
Gas Dynamics of Cold Spray & Control of Deposition Ozan Ç. Özdemir, Christian A. Widener Advanced Materials Processing and Joining Laboratory South Dakota School of Mines and Technology 31 January 2017
Cold Spray Action Team Materials Characterization of Pure Copper Consolidated by Liquid Particle Acceleration and the Cold Gas- Dynamic Spray Process
 Cold Spray Action Team Materials Characterization of Pure Copper Consolidated by Liquid Particle Acceleration and the Cold Gas- Dynamic Spray Process Victor Champagne Materials Characterization of Pure
Cold Spray Action Team Materials Characterization of Pure Copper Consolidated by Liquid Particle Acceleration and the Cold Gas- Dynamic Spray Process Victor Champagne Materials Characterization of Pure
Deposition of Amorphous Aluminium Powder Using Cold Spray
 Thermal Spray 2012: Proceedings from the International Thermal Spray Conference and Exposition May 21 24, 2012, Houston, Texas, USA R.S. Lima, A. Agarwal, M.M. Hyland, Y.-C. Lau, C.-J. Li, A. McDonald,
Thermal Spray 2012: Proceedings from the International Thermal Spray Conference and Exposition May 21 24, 2012, Houston, Texas, USA R.S. Lima, A. Agarwal, M.M. Hyland, Y.-C. Lau, C.-J. Li, A. McDonald,
WHAT TO DO? ELECTROPLATING OR METAL SPRAYING?
 WHAT TO DO? ELECTROPLATING OR METAL SPRAYING? S. de Vries, J.W. Rauhorst, B. Plasse & F. Kemeling The first step to improve and control the quality of a metal product starts at the desk of the designer.
WHAT TO DO? ELECTROPLATING OR METAL SPRAYING? S. de Vries, J.W. Rauhorst, B. Plasse & F. Kemeling The first step to improve and control the quality of a metal product starts at the desk of the designer.
Institute for Diagnostic Imaging Research
 Institute for Diagnostic Imaging Research (Repair applications of the LPCS process) Roman Gr. Maev, Emil Strumban, Volf Leshchinskiy, and Dmitry Dzhurinskiy CSAT 2014, Worcester, MA Low Pressure Cold Spray
Institute for Diagnostic Imaging Research (Repair applications of the LPCS process) Roman Gr. Maev, Emil Strumban, Volf Leshchinskiy, and Dmitry Dzhurinskiy CSAT 2014, Worcester, MA Low Pressure Cold Spray
Water Erosion Experiment Update. T.Davenne O.Caretta S.Bennetton 5 th Dec 2013
 Water Erosion Experiment Update T.Davenne O.Caretta S.Bennetton 5 th Dec 2013 Motivation ISIS water cooled tungsten targets are clad with tantalum to avoid tungsten corrosion problems that occur when in
Water Erosion Experiment Update T.Davenne O.Caretta S.Bennetton 5 th Dec 2013 Motivation ISIS water cooled tungsten targets are clad with tantalum to avoid tungsten corrosion problems that occur when in
Investigation of Fecraly Coating on Corrosion Behaviour of Mild Steel
 Investigation of Fecraly Coating on Corrosion Behaviour of Mild Steel Department of Mechanical Engineering, Federal University of Technology, Minna, Nigeria E-mail: joe_agboola@yahoo.com Abstract Steel
Investigation of Fecraly Coating on Corrosion Behaviour of Mild Steel Department of Mechanical Engineering, Federal University of Technology, Minna, Nigeria E-mail: joe_agboola@yahoo.com Abstract Steel
Liquid Accelerated Cold Spray
 Liquid Accelerated Cold Spray CSAT Meeting Presentation 10/30/12 PI: Tom Butler, Ormond, LLC 253-852-1298 TPOC: Victor Champagne, ARL Phase II SBIR Contract # W911QX-11-C-0002 1 Presentation Summary Introduction
Liquid Accelerated Cold Spray CSAT Meeting Presentation 10/30/12 PI: Tom Butler, Ormond, LLC 253-852-1298 TPOC: Victor Champagne, ARL Phase II SBIR Contract # W911QX-11-C-0002 1 Presentation Summary Introduction
Recent Progress in Droplet-Based Manufacturing Research
 Recent Progress in Droplet-Based Manufacturing Research H.-Y. Kim, J.-P. Cherng, and J.-H. Chun Abstract This article reports the recent progress of research made in the Droplet-Based Manufacturing Laboratory
Recent Progress in Droplet-Based Manufacturing Research H.-Y. Kim, J.-P. Cherng, and J.-H. Chun Abstract This article reports the recent progress of research made in the Droplet-Based Manufacturing Laboratory
Advances in high velocity oxygen fuel spraying enhance long-term durability in Bosch Rexroth large hydraulic cylinder rods
 profile Drive & Control Technical Article Advances in high velocity oxygen fuel spraying enhance long-term durability in Bosch Rexroth large hydraulic cylinder rods Gas Temperature (10 3 ºF) 30 25 20 15
profile Drive & Control Technical Article Advances in high velocity oxygen fuel spraying enhance long-term durability in Bosch Rexroth large hydraulic cylinder rods Gas Temperature (10 3 ºF) 30 25 20 15
STUDY ON HYDROXYAPATITE COATING ON BIOMATERIALS BY PLASMA SPRAY METHOD
 STUDY ON HYDROXYAPATITE COATING ON BIOMATERIALS BY PLASMA SPRAY METHOD Dr. Hanumantharaju H. G 1, Dr. H. K. Shivanand 2, Prashanth K. P 3, K. Suresh Kumar 4, S. P. Jagadish 5 1,2 UVCE, Department of Mechanical
STUDY ON HYDROXYAPATITE COATING ON BIOMATERIALS BY PLASMA SPRAY METHOD Dr. Hanumantharaju H. G 1, Dr. H. K. Shivanand 2, Prashanth K. P 3, K. Suresh Kumar 4, S. P. Jagadish 5 1,2 UVCE, Department of Mechanical
Applied Surface Science
 Applied Surface Science 255 (2009) 3933 3939 Contents lists available at ScienceDirect Applied Surface Science journal homepage: www.elsevier.com/locate/apsusc Characteristics and heat treatment of cold-sprayed
Applied Surface Science 255 (2009) 3933 3939 Contents lists available at ScienceDirect Applied Surface Science journal homepage: www.elsevier.com/locate/apsusc Characteristics and heat treatment of cold-sprayed
Interfacial state and characteristics of cold-sprayed copper coatings on aluminum substrate
 IOP Conference Series: Materials Science and Engineering OPEN ACCESS Interfacial state and characteristics of cold-sprayed copper coatings on aluminum substrate To cite this article: Yuichiro Yamauchi
IOP Conference Series: Materials Science and Engineering OPEN ACCESS Interfacial state and characteristics of cold-sprayed copper coatings on aluminum substrate To cite this article: Yuichiro Yamauchi
STUDIES ON THE APPLICABILITY OF THE HIGH VELOCITY THERMAL SPRAY USED IN THE AUTOMOTIVE INDUSTRY
 STUDIES ON THE APPLICABILITY OF THE HIGH VELOCITY THERMAL SPRAY USED IN THE AUTOMOTIVE INDUSTRY D. PETRE 1 R. IOVANAŞ 1 A. PASCU 1 Abstract: The thermal spray is a domain connected to the welding process
STUDIES ON THE APPLICABILITY OF THE HIGH VELOCITY THERMAL SPRAY USED IN THE AUTOMOTIVE INDUSTRY D. PETRE 1 R. IOVANAŞ 1 A. PASCU 1 Abstract: The thermal spray is a domain connected to the welding process
Shrouding of Thermal Plasma Jets Generated by Gas-Water Torch
 WDS'05 Proceedings of Contributed Papers, Part II, 337 342, 2005. ISBN 80-86732-59-2 MATFYZPRESS Shrouding of Thermal Plasma Jets Generated by Gas-Water Torch T. Kavka, M. Hrabovsky, O. Chumak, and V.
WDS'05 Proceedings of Contributed Papers, Part II, 337 342, 2005. ISBN 80-86732-59-2 MATFYZPRESS Shrouding of Thermal Plasma Jets Generated by Gas-Water Torch T. Kavka, M. Hrabovsky, O. Chumak, and V.
THE TECHNOLOGY AND PROPERTIES OF COMBINED SPRAYED BARRIER COATINGS
 PROFESSIONAL STUDIES: THE TECHNOLOGY AND PROPERTIES OF COMBINED SPRAYED BARRIER COATINGS Toomas Pihl Tallinn University of Applied Sciences Estonia Valdek Mikli Tallinn University of Technology Estonia
PROFESSIONAL STUDIES: THE TECHNOLOGY AND PROPERTIES OF COMBINED SPRAYED BARRIER COATINGS Toomas Pihl Tallinn University of Applied Sciences Estonia Valdek Mikli Tallinn University of Technology Estonia
INTRO TO THERMAL SPRAY
 INTRO TO THERMAL SPRAY Thermal Spray is a process were a material heated and propelled in a gas stream on to a substrate forming splats. The splats build up to create a coating. What is Thermal Spray?
INTRO TO THERMAL SPRAY Thermal Spray is a process were a material heated and propelled in a gas stream on to a substrate forming splats. The splats build up to create a coating. What is Thermal Spray?
PYREJET A MULTI-FUNCTION COMBUSTION/INJECTION SYSTEM FOR EAF STEELMAKING
 PYREJET A MULTI-FUNCTION COMBUSTION/INJECTION SYSTEM FOR EAF STEELMAKING ACI has developed a PyrJet a new proprietary multi-functional burner/injection system for the Electric Arc Furnace (EAF). The new
PYREJET A MULTI-FUNCTION COMBUSTION/INJECTION SYSTEM FOR EAF STEELMAKING ACI has developed a PyrJet a new proprietary multi-functional burner/injection system for the Electric Arc Furnace (EAF). The new
Available online at Materials and Design 29 (2008)
") Available online at www.sciencedirect.com Materials and Design 29 (28) 297 34 Materials & Design www.elsevier.com/locate/matdes Effect of standoff distance on coating deposition characteristics in cold
Available online at www.sciencedirect.com Materials and Design 29 (28) 297 34 Materials & Design www.elsevier.com/locate/matdes Effect of standoff distance on coating deposition characteristics in cold
The Effect of Fracture Toughness on the Deposition Efficiency of Ceramic Particles in Cold Spray
 The Effect of Fracture Toughness on the Deposition Efficiency of Ceramic Particles in Cold Spray Yik Tung Roy Lee Sayed Hossein Ashrafizadeh Dr. Gary Fisher Dr. André G. McDonald Introduction Metal Matrix
The Effect of Fracture Toughness on the Deposition Efficiency of Ceramic Particles in Cold Spray Yik Tung Roy Lee Sayed Hossein Ashrafizadeh Dr. Gary Fisher Dr. André G. McDonald Introduction Metal Matrix
Heat Transfer Simulation to Determine the Impact of Al-5Mg Arc Sprayed Coating onto 7075 T6 Al Alloy Fatigue Performance
 11 th International LS-DYNA Users Conference Simulation (5) Heat Transfer Simulation to Determine the Impact of Al-5Mg Arc Sprayed Coating onto 7075 T6 Al Alloy Fatigue Performance G. D Amours, B. Arsenault,
11 th International LS-DYNA Users Conference Simulation (5) Heat Transfer Simulation to Determine the Impact of Al-5Mg Arc Sprayed Coating onto 7075 T6 Al Alloy Fatigue Performance G. D Amours, B. Arsenault,
DEPOSITION OF ALUMINA (ALUMINUMOXIDE) NANOLAYER USING PLASMA TORCH
 NANOLAYER USING PLASMA TORCH") DEPOSITION OF ALUMINA (ALUMINUMOXIDE) NANOLAYER USING PLASMA TORCH *Yousefzadeh M. 1, Sobhanian S. 2 and Naghshara H. 3 1 Department of Physics, East Azarbaijan Sience and Research Branch, Islamic Azad
DEPOSITION OF ALUMINA (ALUMINUMOXIDE) NANOLAYER USING PLASMA TORCH *Yousefzadeh M. 1, Sobhanian S. 2 and Naghshara H. 3 1 Department of Physics, East Azarbaijan Sience and Research Branch, Islamic Azad
Examination of tribological properties of oxide-polymer and carbide-polymer coatings formed by flame, plasma and HVOF spray processes
 Examination of tribological properties of oxide-polymer and carbide-polymer coatings formed by flame, plasma and HVOF spray processes R. Samur 1, H. Demirer 2 1 Department of Metallurgy, Faculty of Technical
Examination of tribological properties of oxide-polymer and carbide-polymer coatings formed by flame, plasma and HVOF spray processes R. Samur 1, H. Demirer 2 1 Department of Metallurgy, Faculty of Technical
Alternative Methods of Yttria Deposition For Semiconductor Applications. Rajan Bamola Paul Robinson
 Alternative Methods of Yttria Deposition For Semiconductor Applications Rajan Bamola Paul Robinson Origin of Productivity Losses in Etch Process Aggressive corrosive/erosive plasma used for etch Corrosion/erosion
Alternative Methods of Yttria Deposition For Semiconductor Applications Rajan Bamola Paul Robinson Origin of Productivity Losses in Etch Process Aggressive corrosive/erosive plasma used for etch Corrosion/erosion
Cost-efficient wear / corrosion protective coatings using High Velocity Oxy Fuel Wire Spraying
 Published Technical Paper Int. Conference EUROMAT 99 in Munich, Sept. 1999 Cost-efficient wear / corrosion protective coatings using High Velocity Oxy Fuel Wire Spraying Johannes Wilden, Andreas Wank Institute
Published Technical Paper Int. Conference EUROMAT 99 in Munich, Sept. 1999 Cost-efficient wear / corrosion protective coatings using High Velocity Oxy Fuel Wire Spraying Johannes Wilden, Andreas Wank Institute
DRY SLIDING WEAR PERFORMANCE OF THERMAL SPRAYED MICRO- NANO BORON CARBIDE COATING ON 410 GRADE STEEL
 DRY SLIDING WEAR PERFORMANCE OF THERMAL SPRAYED MICRO- NANO BORON CARBIDE COATING ON 410 GRADE STEEL K. V. Sreenivas Rao, Girisha K. G. and Anil K. C. Akash R&D Center, Department of Mechanical Engineering,
DRY SLIDING WEAR PERFORMANCE OF THERMAL SPRAYED MICRO- NANO BORON CARBIDE COATING ON 410 GRADE STEEL K. V. Sreenivas Rao, Girisha K. G. and Anil K. C. Akash R&D Center, Department of Mechanical Engineering,
Cold Spray Activities in Canada
 Cold Spray Activities in Canada André G. McDonald, University of Alberta Bertrand Jodoin, University of Ottawa Stephen Yue, Richard Chromik, and Jun Song, McGill University Julio Villafuerte, SST Centerline,
Cold Spray Activities in Canada André G. McDonald, University of Alberta Bertrand Jodoin, University of Ottawa Stephen Yue, Richard Chromik, and Jun Song, McGill University Julio Villafuerte, SST Centerline,
High Pressure Cold Spray Makes Structural Repairs Possible
 High Pressure Cold Spray Makes Structural Repairs Possible Robert H. Hrabe, CEO Dr. Christian A. Widener, CTO Dr. Craig J. Bailey, COO VRC METAL SYSTEMS, LLC 525 University Loop, Suite 211 Rapid City,
High Pressure Cold Spray Makes Structural Repairs Possible Robert H. Hrabe, CEO Dr. Christian A. Widener, CTO Dr. Craig J. Bailey, COO VRC METAL SYSTEMS, LLC 525 University Loop, Suite 211 Rapid City,
INFLUENCE OF HEAT TREATMENT PARAMETERS, TEMPERATURE AND TIME, ON WEAR AND MICROHARDNESS OF NICRBSI FLAME SPRAYED COATINGS APPLIED ON CK45 SUBSTRATES
 Iranian Journal of Materials Science & Engineering Vol. 10, Number 2, June 2013 INFLUENCE OF HEAT TREATMENT PARAMETERS, TEMPERATURE AND TIME, ON WEAR AND MICROHARDNESS OF NICRBSI FLAME SPRAYED COATINGS
Iranian Journal of Materials Science & Engineering Vol. 10, Number 2, June 2013 INFLUENCE OF HEAT TREATMENT PARAMETERS, TEMPERATURE AND TIME, ON WEAR AND MICROHARDNESS OF NICRBSI FLAME SPRAYED COATINGS
AIRCRAFT COLD SPRAY REPAIR COLD SPRAY REPAIR SERVICES
 AIRCRAFT COLD SPRAY REPAIR COLD SPRAY REPAIR SERVICES Moog Inc. is best known as a worldwide designer, manufacturer, and integrator of precision motion control products and systems. While very proud of
AIRCRAFT COLD SPRAY REPAIR COLD SPRAY REPAIR SERVICES Moog Inc. is best known as a worldwide designer, manufacturer, and integrator of precision motion control products and systems. While very proud of
CFD Analysis for Production of Carbon Nanotubes
 International Journal of Current Engineering and Technology ISSN 2277-4106 2014 INPRESSCO. All Rights Reserved. Available at http://inpressco.com/category/ijcet Research Article CFD Analysis for Production
International Journal of Current Engineering and Technology ISSN 2277-4106 2014 INPRESSCO. All Rights Reserved. Available at http://inpressco.com/category/ijcet Research Article CFD Analysis for Production
Exercises in Welding Process and Equipment --- Part 4: Cutting Process and Equipment ---
 JICA_OHJI Exercises in Welding Process and Equipment --- Part 4: Cutting Process and Equipment --- Takayoshi OHJI Professor Emeritus, Osaka University Dr. of Engineering VIRTUAL WELD CO.,LTD t-ohji@alvec.co.jp
JICA_OHJI Exercises in Welding Process and Equipment --- Part 4: Cutting Process and Equipment --- Takayoshi OHJI Professor Emeritus, Osaka University Dr. of Engineering VIRTUAL WELD CO.,LTD t-ohji@alvec.co.jp
SURFACE BEHAVIOUR OF CU-AL AND CU INTERMETALLIC COATING PRODUCED BY ARC SPRAYED. Yıldız Y.ÖZBEK*, Nuray KARAKUŞ, Ekrem ALTUNCU, Fatih ÜSTEL
 SURFACE BEHAVIOUR OF CU-AL AND CU INTERMETALLIC COATING PRODUCED BY ARC SPRAYED Yıldız Y.ÖZBEK*, Nuray KARAKUŞ, Ekrem ALTUNCU, Fatih ÜSTEL Sakarya University, Engineering Faculty, Department of Metallurgy
SURFACE BEHAVIOUR OF CU-AL AND CU INTERMETALLIC COATING PRODUCED BY ARC SPRAYED Yıldız Y.ÖZBEK*, Nuray KARAKUŞ, Ekrem ALTUNCU, Fatih ÜSTEL Sakarya University, Engineering Faculty, Department of Metallurgy
Numerical Simulation of High Velocity Impact of a Single Polymer Particle during Cold Spray Deposition
 University of Massachusetts Amherst ScholarWorks@UMass Amherst Masters Theses Dissertations and Theses 2016 Numerical Simulation of High Velocity Impact of a Single Polymer Particle during Cold Spray Deposition
University of Massachusetts Amherst ScholarWorks@UMass Amherst Masters Theses Dissertations and Theses 2016 Numerical Simulation of High Velocity Impact of a Single Polymer Particle during Cold Spray Deposition
Integrated Robotic Plasma Spraying System for Advanced Materials Processing
 PIERS ONLINE, VOL. 4, NO. 8, 2008 876 Integrated Robotic Plasma Spraying System for Advanced Materials Processing Weisheng Xia 1,2, Haiou Zhang 2, Gui-Lan Wang 1, Yunzhen Yang 1, Guangchao Han 3, and Haiping
PIERS ONLINE, VOL. 4, NO. 8, 2008 876 Integrated Robotic Plasma Spraying System for Advanced Materials Processing Weisheng Xia 1,2, Haiou Zhang 2, Gui-Lan Wang 1, Yunzhen Yang 1, Guangchao Han 3, and Haiping
Repetition: Electrochemistry
 Repetition: Electrochemistry Process types Cathodic deposition Anodic oxidation Electroless deposition Repetition: Cathodic Deposition Basic set up Potential curve - + U(x) - Me + S - + - K 300 nm + +
Repetition: Electrochemistry Process types Cathodic deposition Anodic oxidation Electroless deposition Repetition: Cathodic Deposition Basic set up Potential curve - + U(x) - Me + S - + - K 300 nm + +
Study on NiCr-Cr 3 C 2 Deposition Efficiency of Two Supersonic Spraying
 Available online at www.sciencedirect.com Procedia Earth and Planetary Science 2 ( 2011 ) 122 126 The Second International Conference on Mining Engineering and Metallurgical Technology Study on NiCr-Cr
Available online at www.sciencedirect.com Procedia Earth and Planetary Science 2 ( 2011 ) 122 126 The Second International Conference on Mining Engineering and Metallurgical Technology Study on NiCr-Cr
Corrosion Repair of Magnesium Rotorcraft Components
 Corrosion Repair of Magnesium Rotorcraft Components Phillip F. Leyman US Army Research Laboratory Weapons & Materials Research Directorate Presented at Aging Aircraft Conference April 20 2007 - Program
Corrosion Repair of Magnesium Rotorcraft Components Phillip F. Leyman US Army Research Laboratory Weapons & Materials Research Directorate Presented at Aging Aircraft Conference April 20 2007 - Program
Influence of substrate cooling method on compositional shift and deposition efficiency of HVOF-sprayed WC-Co type coatings
 Influence of substrate cooling method on compositional shift and deposition efficiency of HVOF-sprayed WC-Co type coatings Z. Zurecki, L. A. Mercando and R. Ghosh, Air Products and Chemicals, Inc., Allentown,
Influence of substrate cooling method on compositional shift and deposition efficiency of HVOF-sprayed WC-Co type coatings Z. Zurecki, L. A. Mercando and R. Ghosh, Air Products and Chemicals, Inc., Allentown,
Influence of Spraying Conditions on Properties of Zr-Based Metallic Glass Coating by Gas Tunnel Type Plasma Spraying
 Influence of Spraying Conditions on Properties of Zr-Based Metallic Glass by Gas Tunnel Type Plasma Spraying KOBAYASHI Akira *, KURODA Toshio *, KIMURA Hisamichi ** and INOUE Akihisa ** Abstract Metallic
Influence of Spraying Conditions on Properties of Zr-Based Metallic Glass by Gas Tunnel Type Plasma Spraying KOBAYASHI Akira *, KURODA Toshio *, KIMURA Hisamichi ** and INOUE Akihisa ** Abstract Metallic
Splat formation in plasma-spray coating process*
 Pure Appl. Chem., Vol. 74, No. 3, pp. 441 445, 2002. 2002 IUPAC Splat formation in plasma-spray coating process* Javad Mostaghimi and Sanjeev Chandra Centre for Advanced Coating Technologies, University
Pure Appl. Chem., Vol. 74, No. 3, pp. 441 445, 2002. 2002 IUPAC Splat formation in plasma-spray coating process* Javad Mostaghimi and Sanjeev Chandra Centre for Advanced Coating Technologies, University
Evaluation of Tungsten Carbide Coatings Sprayed with High Velocity Plasma using a Process Map
 Evaluation of Tungsten Carbide Coatings Sprayed with High Velocity Plasma using a Process Map R. McCullough, R. Molz, D. Hawley Sulzer Metco (US) Inc. Westbury, NY, USA Abstract Process mapping is an ideal
Evaluation of Tungsten Carbide Coatings Sprayed with High Velocity Plasma using a Process Map R. McCullough, R. Molz, D. Hawley Sulzer Metco (US) Inc. Westbury, NY, USA Abstract Process mapping is an ideal
IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY THERMAL SPRAY COATING: A STUDY Rakesh Kumar 1 & Santosh Kumar *2 1
 IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY THERMAL SPRAY COATING: A STUDY Rakesh Kumar 1 & Santosh Kumar *2 1 Assistant Professor, Department of Mechanical Engineering,
IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY THERMAL SPRAY COATING: A STUDY Rakesh Kumar 1 & Santosh Kumar *2 1 Assistant Professor, Department of Mechanical Engineering,
Chapter 3: Powders Production and Characterization
 Chapter 3: Powders Production and Characterization Course Objective... To introduce selective powder production processes and characterization methods. This course will help you : To understand properties
Chapter 3: Powders Production and Characterization Course Objective... To introduce selective powder production processes and characterization methods. This course will help you : To understand properties
MECHANICAL COMPATIBILITY OF TI COATINGS DEPOSITED BY HVOF THERMAL SPRAYING
 MECHANICAL COMPATIBILITY OF TI COATINGS DEPOSITED BY HVOF THERMAL SPRAYING Elena Simona CUTEAN a, Ion MITELEA a, Viorel Aurel ŞERBAN a, Florin Marian CORNEA a Politehnica University of Timişoara, Faculty
MECHANICAL COMPATIBILITY OF TI COATINGS DEPOSITED BY HVOF THERMAL SPRAYING Elena Simona CUTEAN a, Ion MITELEA a, Viorel Aurel ŞERBAN a, Florin Marian CORNEA a Politehnica University of Timişoara, Faculty
ME 239: Rocket Propulsion. Real Nozzles. J. M. Meyers, PhD
 ME 239: Rocket Propulsion Real Nozzles J. M. Meyers, PhD 1 Most Typical Real Nozzle Effects 1) Divergence of the flow 2) Low nozzle contraction ratios ( / ) 3) Boundary Layer Flow 4) Multiphase Flow 5)
ME 239: Rocket Propulsion Real Nozzles J. M. Meyers, PhD 1 Most Typical Real Nozzle Effects 1) Divergence of the flow 2) Low nozzle contraction ratios ( / ) 3) Boundary Layer Flow 4) Multiphase Flow 5)
Global Journal of Engineering Science and Research Management
 DIFFUSION BONDING OF AL ALLOY USING DIFFERENT IINTERLAYERS Assist. Prof. Dr. Ahmed A. Akbar*, Samer K. Khaleel * Asst. Prof. Dr. at University of Technology, Production Engineering and Metallurgy, Iraq
DIFFUSION BONDING OF AL ALLOY USING DIFFERENT IINTERLAYERS Assist. Prof. Dr. Ahmed A. Akbar*, Samer K. Khaleel * Asst. Prof. Dr. at University of Technology, Production Engineering and Metallurgy, Iraq
EVALUATION OF THE BOND STRENGT OF THE THERMALLY SPRAYED COATINGS
 EVALUATION OF THE BOND STRENGT OF THE THERMALLY SPRAYED COATINGS Michaela KAŠPAROVÁ a, František ZAHÁLKA b, Šárka HOUDKOVÁ c a ŠKODA VÝZKUM Ltd., Tylova 1/57, 316 00 Plzeň, Česká republika, michaela.kasparova@skodavzykum.cz
EVALUATION OF THE BOND STRENGT OF THE THERMALLY SPRAYED COATINGS Michaela KAŠPAROVÁ a, František ZAHÁLKA b, Šárka HOUDKOVÁ c a ŠKODA VÝZKUM Ltd., Tylova 1/57, 316 00 Plzeň, Česká republika, michaela.kasparova@skodavzykum.cz
Bronze Powder Research and Development for Cold Spray Repair
 Bronze Powder Research and Development for Cold Spray Repair Dan Kaplowitz, PhD Near Net Shape Processing Team US Army Research Laboratory Center for Cold Spray June 23, 2015 Cold Spray Action Team Meeting
Bronze Powder Research and Development for Cold Spray Repair Dan Kaplowitz, PhD Near Net Shape Processing Team US Army Research Laboratory Center for Cold Spray June 23, 2015 Cold Spray Action Team Meeting
Enhancement Surface Mechanical Properties of 2024 Al-Alloys Using Pulsed Nd:YAG Laser Cladding
 Enhancement Surface Mechanical Properties of 2024 Al-Alloys Using Pulsed Nd:YAG Laser Cladding 1 1 2 Raid M.HadiP P, Mahmoad Sh. MahmoadP P and Ali H.AbdalhadiP Institute of laser for postgraduate studies,
Enhancement Surface Mechanical Properties of 2024 Al-Alloys Using Pulsed Nd:YAG Laser Cladding 1 1 2 Raid M.HadiP P, Mahmoad Sh. MahmoadP P and Ali H.AbdalhadiP Institute of laser for postgraduate studies,
LASER CLADDING OF ALUMINIUM USING TiB 2
 LASER CLADDING OF ALUMINIUM USING TiB 2 (Paper Number 1202) Sanjay Kumar and Sisa Pityana CSIR National Laser Centre, PO Box 395, Pretoria 0001, South Africa Abstract Modification of Aluminium surface
LASER CLADDING OF ALUMINIUM USING TiB 2 (Paper Number 1202) Sanjay Kumar and Sisa Pityana CSIR National Laser Centre, PO Box 395, Pretoria 0001, South Africa Abstract Modification of Aluminium surface
A Novel Extrusion Microns Embossing Method of Polymer Film
 Modern Mechanical Engineering, 2012, 2, 35-40 http://dx.doi.org/10.4236/mme.2012.22005 Published Online May 2012 (http://www.scirp.org/journal/mme) A Novel Extrusion Microns Embossing Method of Polymer
Modern Mechanical Engineering, 2012, 2, 35-40 http://dx.doi.org/10.4236/mme.2012.22005 Published Online May 2012 (http://www.scirp.org/journal/mme) A Novel Extrusion Microns Embossing Method of Polymer
Numerical modelling of shielding gas flow and heat transfer in laser welding process
 Numerical modelling of shielding gas flow and heat transfer in laser welding process Alireza Javidi Shirvan 1, Isabelle Choquet 1, Håkan Nilsson 2 1 University West, Department of Engineering Science,
Numerical modelling of shielding gas flow and heat transfer in laser welding process Alireza Javidi Shirvan 1, Isabelle Choquet 1, Håkan Nilsson 2 1 University West, Department of Engineering Science,
Application of DC-Arc Plasma Coating
 Application of DC-Arc Introduction Application of Plasma Coating is nearly unlimited and is used in almost all sectors of industry; Table1. In many industries the quality of their products and the productivity
Application of DC-Arc Introduction Application of Plasma Coating is nearly unlimited and is used in almost all sectors of industry; Table1. In many industries the quality of their products and the productivity
Corrosion Protection of Light Metal Using cold Spray Technique
 IOSR Journal of Computer Engineering (IOSR-JCE) e-issn: 2278-0661,p-ISSN: 2278-8727 PP 72-78 www.iosrjournals.org Corrosion Protection of Light Metal Using cold Spray Technique Amar Yekane 1,Vishal Deshmukh
IOSR Journal of Computer Engineering (IOSR-JCE) e-issn: 2278-0661,p-ISSN: 2278-8727 PP 72-78 www.iosrjournals.org Corrosion Protection of Light Metal Using cold Spray Technique Amar Yekane 1,Vishal Deshmukh
Cold Spray Coatings of Al Alloys for Corrosion Resistance
 1 Cold Spray Coatings of Al Alloys for Corrosion Resistance Benjamin Hauch Benjamin Maier, DJ Devan, Kumar Sridharan*, Todd Allen University of Wisconsin - Madison *Contact: kumar@engr.wisc.edu 1 Presentation
1 Cold Spray Coatings of Al Alloys for Corrosion Resistance Benjamin Hauch Benjamin Maier, DJ Devan, Kumar Sridharan*, Todd Allen University of Wisconsin - Madison *Contact: kumar@engr.wisc.edu 1 Presentation
New powder port holder geometry to avoid lump formation in APS.
 New powder port holder geometry to avoid lump formation in APS. I. Choquet¹, S. Björklund¹, J. Johansson², J. Wigren² 1Department of Technology, Trollhättan/Uddevalla University, Trollhättan, Sweden 2Volvo
New powder port holder geometry to avoid lump formation in APS. I. Choquet¹, S. Björklund¹, J. Johansson², J. Wigren² 1Department of Technology, Trollhättan/Uddevalla University, Trollhättan, Sweden 2Volvo
Downloaded from MIL-DTL w/int. AMENDMENT 1 26 September 2014 USED IN LIEU OF. 12 May 2014 DETAIL SPECIFICATION
 INCH-POUND 26 September 2014 USED IN LIEU OF 12 May 2014 DETAIL SPECIFICATION ALUMINUM-BASED POWDERS FOR COLD SPRAY DEPOSITION This specification is approved for interim use by the U.S. Army Research Laboratory,
INCH-POUND 26 September 2014 USED IN LIEU OF 12 May 2014 DETAIL SPECIFICATION ALUMINUM-BASED POWDERS FOR COLD SPRAY DEPOSITION This specification is approved for interim use by the U.S. Army Research Laboratory,
Comparison of Titanium Cold Spray Coatings
 Comparison of Titanium Cold Spray Coatings U.S. Army Research, Development and Engineering Command Brian M. Gabriel Matthew D. Trexler Victor K. Champagne US Army Research Laboratory Aaron Nardi United
Comparison of Titanium Cold Spray Coatings U.S. Army Research, Development and Engineering Command Brian M. Gabriel Matthew D. Trexler Victor K. Champagne US Army Research Laboratory Aaron Nardi United
Modern Applications of the Low Pressure Cold Spray
 Modern Applications of the Low Pressure Cold Spray Kashirin A., Klyuev O., Buzdygar T., Shkodkin A., Obninsk / RUSSIA 1 Introduction The gas dynamic spray or cold spray process [1, 2] offers an advantage
Modern Applications of the Low Pressure Cold Spray Kashirin A., Klyuev O., Buzdygar T., Shkodkin A., Obninsk / RUSSIA 1 Introduction The gas dynamic spray or cold spray process [1, 2] offers an advantage
HIGH TEMPERATURE EROSION OF THERMAL SPRAYING PROCESSES ON AISI-310 BOILER STEEL SUBSTRATE
 I J M S E Serials Publications 8(1) 2017 : January-June pp. 77-84 HIGH TEMPERATURE EROSION OF THERMAL SPRAYING PROCESSES ON AISI-310 BOILER STEEL SUBSTRATE ARSHPREET KAUR¹, JASMANINDER SINGH GREWAL² AND
I J M S E Serials Publications 8(1) 2017 : January-June pp. 77-84 HIGH TEMPERATURE EROSION OF THERMAL SPRAYING PROCESSES ON AISI-310 BOILER STEEL SUBSTRATE ARSHPREET KAUR¹, JASMANINDER SINGH GREWAL² AND
Ceramic Processing Research
 Journal of Ceramic Processing Research. Vol. 11, No. 1, pp. 100~106 (2010) J O U R N A L O F Ceramic Processing Research Factors affecting surface roughness of Al 2 O 3 films deposited on Cu substrates
Journal of Ceramic Processing Research. Vol. 11, No. 1, pp. 100~106 (2010) J O U R N A L O F Ceramic Processing Research Factors affecting surface roughness of Al 2 O 3 films deposited on Cu substrates
Microstructural Studies of Thermal Spray Coating
 Microstructural Studies of Thermal Spray Coating Chennupati Vijaya Kumar SSIT, Sathupally-Khammam, India Subhash Kamal, PhD Universiti Teknologi Petronas, Malaysia ABSTRACT Chromium carbide nickel chrome,
Microstructural Studies of Thermal Spray Coating Chennupati Vijaya Kumar SSIT, Sathupally-Khammam, India Subhash Kamal, PhD Universiti Teknologi Petronas, Malaysia ABSTRACT Chromium carbide nickel chrome,
GMAW SHIELDING GAS FLOW OPTIMISATION BY REFINEMENT OF NOZZLE GEOMETRY
 GMAW SHIELDING GAS FLOW OPTIMISATION BY REFINEMENT OF NOZZLE GEOMETRY S.W. Campbell 1, A.M. Galloway 1, N.A. McPherson 2 1 Dept. of Mechanical & Aerospace Engineering, University of Strathclyde, Glasgow,
GMAW SHIELDING GAS FLOW OPTIMISATION BY REFINEMENT OF NOZZLE GEOMETRY S.W. Campbell 1, A.M. Galloway 1, N.A. McPherson 2 1 Dept. of Mechanical & Aerospace Engineering, University of Strathclyde, Glasgow,
Improvement of corrosion resistance of HVOF thermal sprayed coatings by gas shroud
 Improvement of corrosion resistance of HVOF thermal sprayed coatings by gas shroud Jin Kawakita, Takeshi Fukushima, Seiji Kuroda, and Toshiaki Kodama National Research Institute for Materials Science Abstract
Improvement of corrosion resistance of HVOF thermal sprayed coatings by gas shroud Jin Kawakita, Takeshi Fukushima, Seiji Kuroda, and Toshiaki Kodama National Research Institute for Materials Science Abstract
Šárka Houdková a Radek Enžl b Olga Bláhová c Petra Pechmanová a Jitka Hlinková c
 METAL 22 MECHANICAL PROPERTIES OF THERMALLY SPRAYED COATINGS Šárka Houdková a Radek Enžl b Olga Bláhová c Petra Pechmanová a Jitka Hlinková c a Institute of Interdisciplinary Studies, University of West
METAL 22 MECHANICAL PROPERTIES OF THERMALLY SPRAYED COATINGS Šárka Houdková a Radek Enžl b Olga Bláhová c Petra Pechmanová a Jitka Hlinková c a Institute of Interdisciplinary Studies, University of West
INVESTIGATION OF HVOF THERMAL SPRAYED MICRO B4C, MICRO- 1%, 2%, 3% NANO B4C COATINGS ON DRY SLIDING WEAR PERFORMANCE OF 410 GRADE STEEL
 INVESTIGATION OF HVOF THERMAL SPRAYED MICRO B4C, MICRO- 1%, 2%, 3% NANO B4C COATINGS ON DRY SLIDING WEAR PERFORMANCE OF 410 GRADE STEEL Girisha K. G. 1, Anil K. C. 2, Akash 1 and K. V. Sreenivas Rao 1
INVESTIGATION OF HVOF THERMAL SPRAYED MICRO B4C, MICRO- 1%, 2%, 3% NANO B4C COATINGS ON DRY SLIDING WEAR PERFORMANCE OF 410 GRADE STEEL Girisha K. G. 1, Anil K. C. 2, Akash 1 and K. V. Sreenivas Rao 1
Laser Cladding Services
 Laser Cladding Services Alabama Laser provides laser cladding services, using lasers to deposit a layer of material onto a substrate by way of powder or wire. This process is emerging as a strategic technique
Laser Cladding Services Alabama Laser provides laser cladding services, using lasers to deposit a layer of material onto a substrate by way of powder or wire. This process is emerging as a strategic technique
Cold Spray Developments at UTRC
 Hamilton Sundstrand Sikorsky Pratt & Whitney UTC Fire & Security Otis Elevator UTC Power Carrier Cold Spray Developments at UTRC Aaron Nardi United Technologies Research Center Cold Spray Action Team (CSAT)
Hamilton Sundstrand Sikorsky Pratt & Whitney UTC Fire & Security Otis Elevator UTC Power Carrier Cold Spray Developments at UTRC Aaron Nardi United Technologies Research Center Cold Spray Action Team (CSAT)
PULSED LASER WELDING
 PULSED LASER WELDING Girish P. Kelkar, Ph.D. Girish Kelkar, Ph.D, WJM Technologies, Cerritos, CA 90703, USA Laser welding is finding growing acceptance in field of manufacturing as price of lasers have
PULSED LASER WELDING Girish P. Kelkar, Ph.D. Girish Kelkar, Ph.D, WJM Technologies, Cerritos, CA 90703, USA Laser welding is finding growing acceptance in field of manufacturing as price of lasers have
Applications through Partnership and Innovation
 PYROGENESIS S.A. Advanced Materials Thermal Spray Technologies Technological Park Lavrion Technological Park of Lavrio THERMAL SPRAY INDUSTRIAL APPLICATIONS Applications through Partnership and Innovation
PYROGENESIS S.A. Advanced Materials Thermal Spray Technologies Technological Park Lavrion Technological Park of Lavrio THERMAL SPRAY INDUSTRIAL APPLICATIONS Applications through Partnership and Innovation
Formation of Fe-base Metal Glass Coating by Gas Tunnel Type Plasma Spraying
 Formation of Fe-base Metal Glass Coating by Gas Tunnel Type Plasma Spraying KOBAYASHI Akira*, YANO Shoji**, KIMURA Hisamichi***, and INOUE Akihisa*** Abstract Metal glass has excellent functions such as
Formation of Fe-base Metal Glass Coating by Gas Tunnel Type Plasma Spraying KOBAYASHI Akira*, YANO Shoji**, KIMURA Hisamichi***, and INOUE Akihisa*** Abstract Metal glass has excellent functions such as
Powder Metallurgy Preparation of metal powders by Atomization Electrolytic process Reduction. 15CY104: Material Technology SRM University 2
 Powder Metallurgy Preparation of metal powders by Atomization Electrolytic process Reduction 15CY104: Material Technology SRM University 2 Powder metallurgy is a term covering a wide range of ways in which
Powder Metallurgy Preparation of metal powders by Atomization Electrolytic process Reduction 15CY104: Material Technology SRM University 2 Powder metallurgy is a term covering a wide range of ways in which
Thermal Spray Process Training
 1 of 8 Thermal Spray Process Training Sauer Engineering John P. Sauer jopsauer@fuse.net 513-290-3617 Thermal Spray Process Course 2 of 8 Course offerings would be a combination of days and topics below
1 of 8 Thermal Spray Process Training Sauer Engineering John P. Sauer jopsauer@fuse.net 513-290-3617 Thermal Spray Process Course 2 of 8 Course offerings would be a combination of days and topics below
2017 WJTA-IMCA Conference and Expo October 25-27, 2017 New Orleans, Louisiana Paper
 2017 WJTA-IMCA Conference and Expo October 25-27, 2017 New Orleans, Louisiana Paper AN ANALYSIS OF THE ABRASİVE WATER JET MACHINING OF POLYETHYLENE USING L9 ORTHOGONAL ARRAY F. Kartal The University of
2017 WJTA-IMCA Conference and Expo October 25-27, 2017 New Orleans, Louisiana Paper AN ANALYSIS OF THE ABRASİVE WATER JET MACHINING OF POLYETHYLENE USING L9 ORTHOGONAL ARRAY F. Kartal The University of
High Quality Ceramic Coatings Sprayed by High Efficiency Hypersonic Plasma Spraying Gun Sheng Zhu, Binshi Xu and JiuKun Yao
 Materials Science Forum Online: 2005-01-15 ISSN: 1662-9752, Vols. 475-479, pp 3981-3984 doi:10.4028/www.scientific.net/msf.475-479.3981 2005 Trans Tech Publications, Switzerland High Quality Ceramic Coatings
Materials Science Forum Online: 2005-01-15 ISSN: 1662-9752, Vols. 475-479, pp 3981-3984 doi:10.4028/www.scientific.net/msf.475-479.3981 2005 Trans Tech Publications, Switzerland High Quality Ceramic Coatings
Evaluation of Direct Diode Laser Deposited Stainless Steel 316L on 4340 Steel Substrate for Aircraft Landing Gear Application
 Evaluation of Direct Diode Laser Deposited Stainless Steel 316L on 4340 Steel Substrate for Aircraft Landing Gear Application Tian Fu 1, Todd E. Sparks 1, Frank Liou 1, Joseph Newkirk 2, Zhiqiang Fan 1,
Evaluation of Direct Diode Laser Deposited Stainless Steel 316L on 4340 Steel Substrate for Aircraft Landing Gear Application Tian Fu 1, Todd E. Sparks 1, Frank Liou 1, Joseph Newkirk 2, Zhiqiang Fan 1,
Plasma spheroidization of nickel powders in a plasma reactor
 Bull. Mater. Sci., Vol. 27, No. 5, October 2004, pp. 453 457. Indian Academy of Sciences. Plasma spheroidization of nickel powders in a plasma reactor G SHANMUGAVELAYUTHAM and V SELVARAJAN* Department
Bull. Mater. Sci., Vol. 27, No. 5, October 2004, pp. 453 457. Indian Academy of Sciences. Plasma spheroidization of nickel powders in a plasma reactor G SHANMUGAVELAYUTHAM and V SELVARAJAN* Department
PRE-MIXED POWDERS W. Li a, J. W. Zhang a, X. C. Zhang a, S. Karnati a, F. Liou a. Technology, Rolla, MO 65409, United States
 Solid Freeform Fabrication 2017: Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference Reviewed Paper EFFECT OF OPTIMIZING PARTICLE SIZE
Solid Freeform Fabrication 2017: Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference Reviewed Paper EFFECT OF OPTIMIZING PARTICLE SIZE
Effects of thickness of Al thermal spray coating for STS 304
 Effects of thickness of Al thermal spray coating for STS 304 Min-Su HAN 1, Yong-Bin WOO 1, Seok-Cheol KO 2, Young-Jae JEONG 3, Seok-Ki JANG 1, Seong-Jong KIM 1 1. Division of Marine Engineering, Mokpo
Effects of thickness of Al thermal spray coating for STS 304 Min-Su HAN 1, Yong-Bin WOO 1, Seok-Cheol KO 2, Young-Jae JEONG 3, Seok-Ki JANG 1, Seong-Jong KIM 1 1. Division of Marine Engineering, Mokpo
A NOVEL METHOD FOR THE IMPROVEMENT IN THERMOELECTRIC PROPERTY OF TIN OXIDE THIN FILMS AND ITS APPLICATION IN GAS SENSING
 INTERNATIONAL JOURNAL ON SMART SENSING AND INTELLIGENT SYSTEMS, VOL. 1, NO. 2, JUNE 2008 A NOVEL METHOD FOR THE IMPROVEMENT IN THERMOELECTRIC PROPERTY OF TIN OXIDE THIN FILMS AND ITS APPLICATION IN GAS
INTERNATIONAL JOURNAL ON SMART SENSING AND INTELLIGENT SYSTEMS, VOL. 1, NO. 2, JUNE 2008 A NOVEL METHOD FOR THE IMPROVEMENT IN THERMOELECTRIC PROPERTY OF TIN OXIDE THIN FILMS AND ITS APPLICATION IN GAS
Mobile repair of hard coated rolls and machine components. ICE Europe Technical Program, Dr. A. Barth,
 Mobile repair of hard coated rolls and machine components ICE Europe Technical Program, Dr. A. Barth, 22.03.2017 Technological Competence and Scope Full Service Surface Technology Surface Treatments Mechanical
Mobile repair of hard coated rolls and machine components ICE Europe Technical Program, Dr. A. Barth, 22.03.2017 Technological Competence and Scope Full Service Surface Technology Surface Treatments Mechanical