JOHN DEERE FOUNDRY WATERLOO
|
|
|
- Bertina McBride
- 5 years ago
- Views:
Transcription


1 JOHN DEERE FOUNDRY WATERLOO Simulation: John Deere s Communication & Profitability Tool
2 John Deere s Casting Center of Excellence Outside Casting Suppliers Outside Designers Casting Center of Excellence John Deere Designers John Deere Foundry Waterloo 2
3 John Deere s Casting Center of Excellence Communicate between designers and foundry personnel inside John Deere. Communicate between designers and foundry personnel of John Deere and outside suppliers. Achieve Lowest Costs of castings purchased/made by John Deere. Achieve Highest Quality of castings purchased/made by John Deere. Assure Delivery of castings purchased/made by John Deere. Implement Improvement Proposals for castings purchased/made by John Deere. 3
4 Cost Avoidance vs. Cost Improvement Cost avoidance is escaping the dollars associated with a project before the geometry hits the lockedin phase. Cost improvement is reducing costs by revisiting a project once tooling has been built and castings are being produced. Cost avoidance is the preferred method! Cost improvement involves the absorption of costs related to production of castings such as scrap, x- ray, additional castings made to replace scrap, machining costs, etc. 4
5 Role of Casting Process Simulation Enable Communication as Designers can see and understand the castability of a design in cooperation with foundry personnel. Achieve Lowest Costs by moving the trial and error process into the virtual world and determine the cost of different design and process options. Achieve Highest Quality by unlocking the entire casting process and visualize it. Assure Delivery by minimizing real world trial and error (and surprises) making castings right the first time. Enable Implementation of Improvement Proposals as new cutting edge designs and processes can be tried out in a low cost environment. 5
6 The N313462/N Continuous Improvement Project

7 Natural Simulation A natural simulation is running casting geometry in a correct size sand mold without risers or gating. This allows the foundry personnel to gather information such as feed modulus, hotspots, and the solidification pattern. 7

8 Solidification Simulation A solidification simulation is running the casting geometry with feeders. This allows the operator to gather information on porosity tendency, feeding, and solidification pattern. The next step is to develop the complete gating system and run a full filling and solidification simulation. 8


9 A full simulation will allow the MAGMASOFT user to review the filling for temperature, velocities, and possible mold erosion. It will determine the solidification pattern with the full gating system. The temperature results will help in adjusting the gating system to prevent cold iron defects. The velocity results will allow the gating system to be modified to reduce/eliminate any slag defects due to excess turbulence. The mold erosion results will allow for reduction of sand defects due to sand being carried into the mold cavities. Full Simulation 9

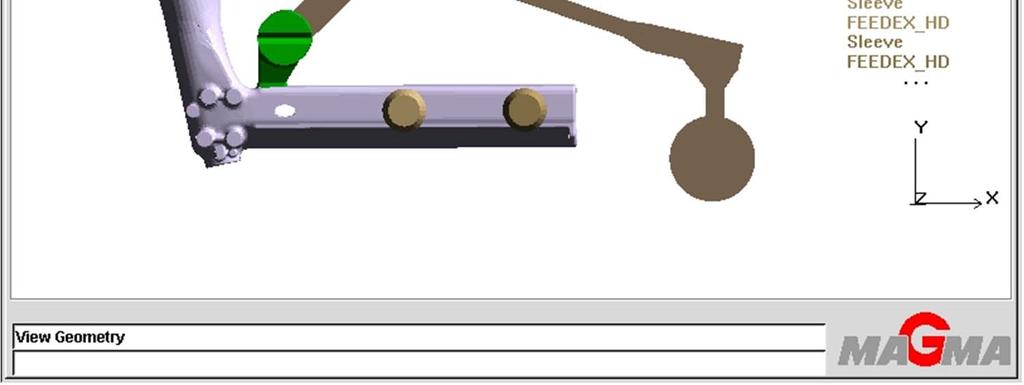
10 Current Gating 10
11 Costs Related to the Knee Castings for Des Moines Teton Program
12 Costs Incurred Jan. 1, Aug. 31, 2010 Shrink scrap N $28, Shrink scrap N $43, % X-ray costs for both $4, Machining charge-backs $3, TOTAL COSTS FOR SHRINK $80, Currently costs expected for the year exceed $120,000.00! Remember, this does not reflect the loss of production, the costs associated with pouring replacement castings, the additional cleaning, and the additional handling charges. 12



13 Example of Scrap from X-Ray 5 out of 18 scrap = 28% The range of shrink level from casting to casting is the problem with having consistent wall thickness 13
14 Root Cause Analysis What is the problem? The Teton Program knees continue to produce approximately $10,000 per month in shrink scrap, x-ray, and machining charge-back costs. Why did it happen? The length of the casting made solidification and porosity extremely unpredictable. What specifically should be done to correct it? Using lessons learned, it was determined that if a casting wall is tapered from thin to thick that the solidification pattern is predictable and risers may be placed that will feed the casting as expected. 14
15 Revised Geometry and Schedule to Production

16 Revised Geometry Consistent Wall Thickness Current Geometry Tapered Walls The taper is very subtle and hard to see here but the solidification pattern shows how effective it is Revised Geometry 16
17 Schedule for Permanent Design Change Scrap data collected and reviewed with root cause analysis Decision made to follow up with Design Engineers on a possible continuous improvement project Casting models created for MAGMASOFT simulations Simulation work completed and presented to Design Engineers and Continuous Improvement Engineers Request for quotes sent out for prototype and production tooling Tooling costs of $22,000 for prototype and production tooling determined to be recovered in approximately 2.2 months CI project approved for analysis work to be performed Models released to Design Engineers for finite element (FE) analysis FE analysis reviewed and approved Prototype core boxes produced and prototype castings poured Prototype castings sent for bench and field testing Prototype castings approved for production Production core box sent out for revisions Castings released into production Timeline of approximately 6 months 17
18 Outcome of the N313462/N Continuous Improvement Project
19 Outcome of CI Project Reduction of internal scrap, external scrap, x-ray, and machining charge-back costs for approximately $120,000 annual savings Increased mold utilization through reduction in unnecessary molds ran to replace scrap Savings of $3.74 per mold and increased mold yield through the removal of (2) V-83 exothermic sleeves Design Engineers considering cost avoidance instead of cost improvement in the future The Design Engineers modeling in wall tapers on new program castings such as the Aspen project knees early in the concept phase due to lessons learned Mutual respect for our MAGMASOFT simulation tool and its power 19



20 New Aspen Project Knees All of the new knees are tapered internally and the simulations look excellent. 20
21 The R282335/R Continuous Improvement Project
22 R282335/R Axle Extensions Original Geometry Casting Weight = 459 lbs EAU = 1200 each part number 22


23 Original Cope and Drag Pattern Cope 23 Drag

24 Original Gating Geometry Mold Weight = 1675 lbs 24

25 Filling Process 25

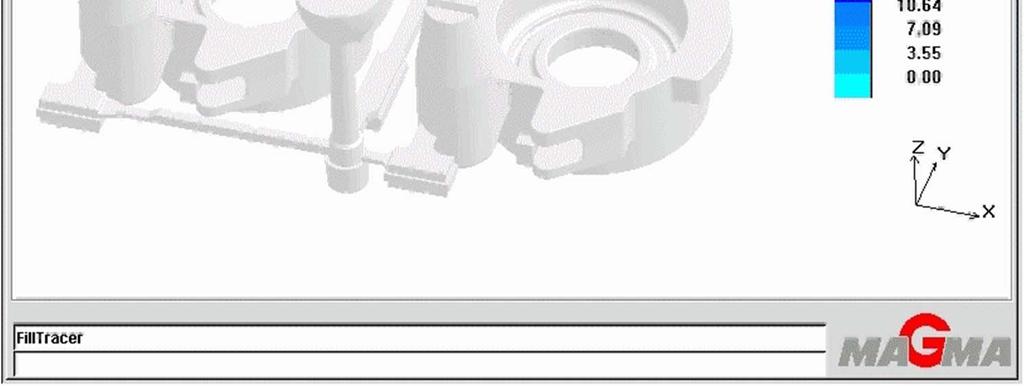
26 Tracer Particles 26

27 Solidification Process 27
28 Hotspots Issues seen included hotspots remaining in the castings 28


29 Thermal Modulus The feed modulus of the feeders is 20% greater than the casting and is still unable to adequately supply the castings with material 29

30 Porosity Porosity tendency in the flange is up to 5%. In a casting this size this may produce level 3-4 shrink with suck-down on the flange surface. 30
31 Porosity Opposite from the large flange side shows up to 5% porosity tendency and by the brake groove up to 10% porosity tendency. If the porosity by the brake groove migrates, it will open up in machining and result in a scrap casting. 31
32 Porosity Feeding results were used to correlate the porosity results. 32
33 Summary of Issues and Next Steps Low Mold Yield of 58% - Target is 65! 10.3% Scrap for sand, slag, porosity, and suck down at the flange transition costing $1,527.53/week or $79, annually! Geometry Change deemed necessary after reviewing MAGMASOFT results. New Geometry Developed by Foundry Engineering using MAGMASOFT results. Approval Given after FE analysis. 33

34 New Geometry Changes were made that removed 26.4 lbs per casting or 6% of the total weight. Current cast weight = lbs 34

35 New Gating Geometry Mold Weight = 1349 lbs A savings of 326 lbs per mold 35

36 Filling Process 36

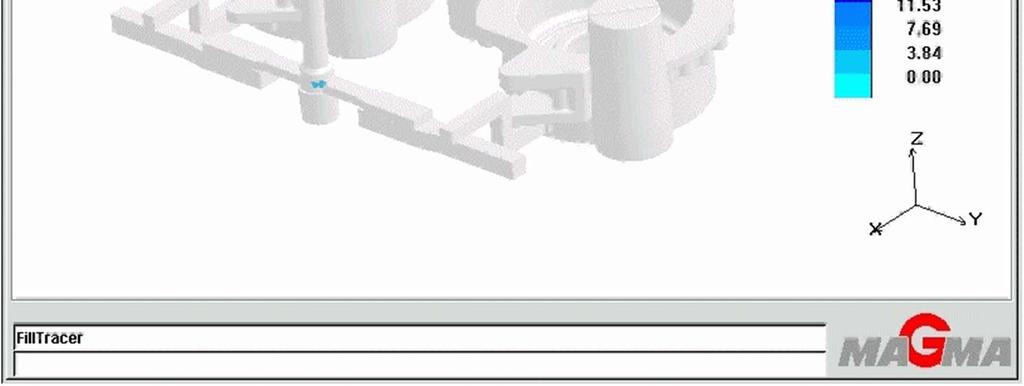
37 Tracer Particles 37


38 Solidification Process 38


39 Hotspots Hot spots are now contained entirely in the feeders. 39

40 Thermal Modulus The feed modulus of the feeders is <20% but the reduction of weight in the flange and repositioning of the feeders allows for complete feeding of the castings with no porosity evident. 40
41 Porosity No porosity evident in the castings. 41
42 Summary Sand/Slag Defects Greatly Reduced through bottom filling vs. top filling. Weight Reduced by modifying the thick continuous flange to individual bolt bosses. Stress Load Reduced by spreading it out over a larger area with single bosses. Porosity and Suck down Reduced/Eliminated by reducing Modulus (thinner flange) and increased surface area (better heat extraction). Two-Fold Use of Simulation: Develop New Geometry. Cost Justification for management to make changes 42
43 Savings 26.4lbs Weight Reduction per Casting (5.8%) - $6,331.00/year savings in material costs Scrap Reduced from 10.3% to 1.4% - $66,936.48/year savings Mold Yield Increased from 58% to 64% - $66,000.00/year savings Weight Savings of 1,200 molds/year 200 tons more capacity on a line that ran at 100%! 43
44 Savings and Cost Avoidance Casting ran for one year with high scrap and low yield! New Design Total 1 st Year Savings:$139, Pattern Mod. + Engineering: - $120, Cost Net Savings 1 st Year: $ 19, Potential Cost Avoidance if Simulation and New Design would have been used right away: Year 0 : $139, Year 1 : $139, Avoided Pattern Mod. + Eng.: $120, Total: $399, Cost Avoidance is better than Cost Savings or Cost Improvement! 44
45 Casting Process Simulation is Integral Tool of Cost Avoidance Enables Communication as Designers can see and understand the castability of a design in cooperation with foundry personnel. Achieves Lowest Costs by moving the trial and error process into the virtual world and determine the cost of different design and process options. Achieves Highest Quality by unlocking the entire casting process and visualize it. Assures Delivery by minimizing real world trial and error (and surprises) making castings right the first time. Enables Implementation of Improvement Proposals as new cutting edge designs and processes can be tried out in a low cost environment. 45


46 Questions?
YIELD IMPROVEMENT CASE STUDY: STACKED SPRING CAPS
 YIELD IMPROVEMENT CASE STUDY: STACKED SPRING CAPS Shouzhu Ou 1, Kent Carlson 1, Malcolm Blair 2, Graham Jones 3, Richard Hardin 1 and Christoph Beckermann 4 1 Research Engineers, Department of Mechanical
YIELD IMPROVEMENT CASE STUDY: STACKED SPRING CAPS Shouzhu Ou 1, Kent Carlson 1, Malcolm Blair 2, Graham Jones 3, Richard Hardin 1 and Christoph Beckermann 4 1 Research Engineers, Department of Mechanical
Fundamentals of Casting
 Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
7. Design for Castability
 7. Design for Castability Castability implies ease of producing a casting, minimising cost, defects and lead-time. This is facilitated by high compatibility between product requirements and process capabilities.
7. Design for Castability Castability implies ease of producing a casting, minimising cost, defects and lead-time. This is facilitated by high compatibility between product requirements and process capabilities.
Numerical Simulation of Reverse Engineered Automotive Casting
 Numerical Simulation of Reverse Engineered Automotive Casting Aditya Ravikumar Savanur 1, Dr. N. D. Prasanna 2, Raja Hussain 3, K. N. Ganapathi 4 1 Student, M. Tech, Department of Mechanical Engineering
Numerical Simulation of Reverse Engineered Automotive Casting Aditya Ravikumar Savanur 1, Dr. N. D. Prasanna 2, Raja Hussain 3, K. N. Ganapathi 4 1 Student, M. Tech, Department of Mechanical Engineering
ISSN (Print) Research Article. DOI: /sjet *Corresponding author Titas Nandi
 Research Article. DOI: /sjet *Corresponding author Titas Nandi") DOI: 10.21276/sjet.2016.4.7.4 Scholars Journal of Engineering and Technology (SJET) Sch. J. Eng. Tech., 2016; 4(7):312-324 Scholars Academic and Scientific Publisher (An International Publisher for Academic
DOI: 10.21276/sjet.2016.4.7.4 Scholars Journal of Engineering and Technology (SJET) Sch. J. Eng. Tech., 2016; 4(7):312-324 Scholars Academic and Scientific Publisher (An International Publisher for Academic
Simulation evolves to autonomous optimization
 Simulation evolves to autonomous optimization Ingo Hahn and Jörg C. Sturm, MAGMA GmbH, Aachen, Germany Almost 30 years after its introduction into the metal casting industry, casting process simulation
Simulation evolves to autonomous optimization Ingo Hahn and Jörg C. Sturm, MAGMA GmbH, Aachen, Germany Almost 30 years after its introduction into the metal casting industry, casting process simulation
Innovative Simulation of Castings A Technology to Improve Quality of Castings as per Global Specifications with Case Studies
 Innovative Simulation of Castings A Technology to Improve Quality of Castings as per Global Specifications with Case Studies S. K. Paknikar Metallurgical and Foundry Consultant, Pune, E-mail : skpaknikar@gmail.com
Innovative Simulation of Castings A Technology to Improve Quality of Castings as per Global Specifications with Case Studies S. K. Paknikar Metallurgical and Foundry Consultant, Pune, E-mail : skpaknikar@gmail.com
DESIGN AND ANALYSIS OF RISER FOR SAND CASTING
 DESIGN AND ANALYSIS OF RISER FOR SAND CASTING C. M. Choudhari, Nikhil S. Dalal, Akshay P. Ghude 1, Pratik P. Sankhe, Ashutosh M.Dhotre Mechanical Department, Fr.C.Rodrigues Insitute of Technology, Vashi,
DESIGN AND ANALYSIS OF RISER FOR SAND CASTING C. M. Choudhari, Nikhil S. Dalal, Akshay P. Ghude 1, Pratik P. Sankhe, Ashutosh M.Dhotre Mechanical Department, Fr.C.Rodrigues Insitute of Technology, Vashi,
NUMERICAL SIMULATION AND PROCESS OPTIMIZATION ON CAST STEEL BEARING SLEEVE
 Engineering Review, Vol. 35, Issue 1, 19-25, 2015. 19 NUMERICAL SIMULATION AND PROCESS OPTIMIZATION ON CAST STEEL BEARING SLEEVE G. Mi 1 C. Li 1 * L. Chen 2 L. Xu 3 1 School of Material Science and Engineering,
Engineering Review, Vol. 35, Issue 1, 19-25, 2015. 19 NUMERICAL SIMULATION AND PROCESS OPTIMIZATION ON CAST STEEL BEARING SLEEVE G. Mi 1 C. Li 1 * L. Chen 2 L. Xu 3 1 School of Material Science and Engineering,
Solidification Analysis and Optimization Using Pro-Cast
 Solidification Analysis and Optimization Using Pro-Cast BHUPENDRA J. CHUDASAMA Master of engineering Department of mechanical engineering S. P. B. Patel Engineering College, Linch (Mehsana) Gujarat (India)
Solidification Analysis and Optimization Using Pro-Cast BHUPENDRA J. CHUDASAMA Master of engineering Department of mechanical engineering S. P. B. Patel Engineering College, Linch (Mehsana) Gujarat (India)
Optimizing the Production of Structural Components
 Optimizing the Production of Structural Components Structural components made of aluminum, magnesium, or zinc are crash-relevant and load-bearing components, and in many cases have visible surface areas.
Optimizing the Production of Structural Components Structural components made of aluminum, magnesium, or zinc are crash-relevant and load-bearing components, and in many cases have visible surface areas.
Optimum Design and Analysis of Riser for Sand Casting
 Optimum Design and Analysis of Riser for Sand Casting C. M. Choudhari 1, B. E. Narkhede 1, S. K. Mahajan 2 1 Department of Production Engineering, V.J.T.I., Mumbai, India 2 Director, Technical Education,
Optimum Design and Analysis of Riser for Sand Casting C. M. Choudhari 1, B. E. Narkhede 1, S. K. Mahajan 2 1 Department of Production Engineering, V.J.T.I., Mumbai, India 2 Director, Technical Education,
Computer Design of Feeding Systems for Iron Castings. Or, How to Avoid Years of Problems with 20 Minutes of Analysis
 Computer Design of Feeding Systems for Iron Castings Or, How to Avoid Years of Problems with 20 Minutes of Analysis L E Smiley Finite Solutions Inc, Hamilton, OH D C Schmidt Finite Solutions Inc, Slinger,
Computer Design of Feeding Systems for Iron Castings Or, How to Avoid Years of Problems with 20 Minutes of Analysis L E Smiley Finite Solutions Inc, Hamilton, OH D C Schmidt Finite Solutions Inc, Slinger,
STUDY OF PISTON SLEEVE MANUFACTURED BY SAND CASTING PROCESS TO REDUCE REJECTION RATE USING SIMULATION SOFTWARE
 International Journal of Mechanical and Production Engineering Research and Development (IJMPERD) ISSN 2249-6890 Vol. 3, Issue 2, Jun 2013, 161-168 TJPRC Pvt. Ltd. STUDY OF PISTON SLEEVE MANUFACTURED BY
International Journal of Mechanical and Production Engineering Research and Development (IJMPERD) ISSN 2249-6890 Vol. 3, Issue 2, Jun 2013, 161-168 TJPRC Pvt. Ltd. STUDY OF PISTON SLEEVE MANUFACTURED BY
CALCULATION OF FEEDER SIZE
 Department of Materials and Metallurgical Engineering Bangladesh University of Engineering and Technology, Dhaka MME345 Foundry Engineering Lecture 13: Case Study in Design of Feeding a System 1. CALCULATION
Department of Materials and Metallurgical Engineering Bangladesh University of Engineering and Technology, Dhaka MME345 Foundry Engineering Lecture 13: Case Study in Design of Feeding a System 1. CALCULATION
MAGMAsoft Helps Assure Quality in a Progressive Australian Iron Foundry
 MAGMAsoft Helps Assure Quality in a Progressive Australian Iron Foundry Dayalan Gunasegaram Toowoomba Foundry Pty. Ltd., P O Box 109, Toowoomba QLD 4350. Benjamin Smith BJJS & Associates Pty. Ltd., P O
MAGMAsoft Helps Assure Quality in a Progressive Australian Iron Foundry Dayalan Gunasegaram Toowoomba Foundry Pty. Ltd., P O Box 109, Toowoomba QLD 4350. Benjamin Smith BJJS & Associates Pty. Ltd., P O
Computer-aided Casting Design and Simulation
 STTP, V.N.I.T. Nagpur, July 21, 2009 Computer-aided Casting Design and Simulation Dr. B. Ravi, Professor Mechanical Engineering, Indian Institute of Technology, Bombay Phone: +91.22.2576.7510, E-mail:
STTP, V.N.I.T. Nagpur, July 21, 2009 Computer-aided Casting Design and Simulation Dr. B. Ravi, Professor Mechanical Engineering, Indian Institute of Technology, Bombay Phone: +91.22.2576.7510, E-mail:
Thermophysical Properties for ASK Chemical and Exochem Riser Sleeves for Steel Castings
 Thermophysical Properties for ASK Chemical and Exochem Riser Sleeves for Steel Castings Thomas J. Williams, Richard A. Hardin, Christoph Beckermann Department of Mechanical and Industrial Engineering The
Thermophysical Properties for ASK Chemical and Exochem Riser Sleeves for Steel Castings Thomas J. Williams, Richard A. Hardin, Christoph Beckermann Department of Mechanical and Industrial Engineering The
Quality improvement in cover support casting using Auto-CAST software
 Quality improvement in cover support casting using Auto-CAST software N. D. Jadhav 1, Bipin Diwakar 2 1Assistant Professor, Mechanical Department, Ashokrao Mane Group Of Institutions, Vatahar, Kolhapur,India.
Quality improvement in cover support casting using Auto-CAST software N. D. Jadhav 1, Bipin Diwakar 2 1Assistant Professor, Mechanical Department, Ashokrao Mane Group Of Institutions, Vatahar, Kolhapur,India.
Optimization of Casting Process Parameters through Simulations
 Optimization of Casting Process Parameters through Simulations Tushar Rupnavar 1,Prof.B.R.Jadhav 2 1,2 Department of Mechanical Engineering,, Maharashtra, India Abstract Foundry industry suffers from poor
Optimization of Casting Process Parameters through Simulations Tushar Rupnavar 1,Prof.B.R.Jadhav 2 1,2 Department of Mechanical Engineering,, Maharashtra, India Abstract Foundry industry suffers from poor
Numerical Simulation for Casting Defect Prediction of Steel Casting -A Case Study
 Numerical Simulation for Casting Defect Prediction of Steel Casting -A Case Study Umesh S. Patil 1, Dr. K. H. Inamdar 2 PG Student, Department of Mechanical Engineering, Walchand College of Engineering,
Numerical Simulation for Casting Defect Prediction of Steel Casting -A Case Study Umesh S. Patil 1, Dr. K. H. Inamdar 2 PG Student, Department of Mechanical Engineering, Walchand College of Engineering,
Feeding Aids. SQ Group
 Feeding Aids SQ Group Reminder of some principles regarding feeding of castings in foundries. Volume variation during solidification The metal shrinks when cooling down (with the exception of grey iron
Feeding Aids SQ Group Reminder of some principles regarding feeding of castings in foundries. Volume variation during solidification The metal shrinks when cooling down (with the exception of grey iron
Die casting Design Simulation
 Die casting Design Simulation Introduction In the process of zinc alloy die casting, feeding the die is of crucial importance both for the quality, the strength and the finish of the product and for the
Die casting Design Simulation Introduction In the process of zinc alloy die casting, feeding the die is of crucial importance both for the quality, the strength and the finish of the product and for the
Optimization of Riser size of Aluminium alloy (LM6) castings by using conventional method and computer simulation technique
 castings by using conventional method and computer simulation technique") International Journal Of Scientific & Engineering Research, Volume 2, Issue 11, November-2011 1 Optimization of Riser size of Aluminium alloy (LM6) castings by using conventional method and computer simulation
International Journal Of Scientific & Engineering Research, Volume 2, Issue 11, November-2011 1 Optimization of Riser size of Aluminium alloy (LM6) castings by using conventional method and computer simulation
DESIGN AND ANALYSIS OF GATING SYSTEM FOR PUMP CASING
 DESIGN AND ANALYSIS OF GATING SYSTEM FOR PUMP CASING N.JAYAKUMAR¹, Dr.S.MOHANAMURUGAN², Dr.R.RAJAVEL³ ¹ Ph.D research scholar, School of Mechanical Engineering, AMET University, Chennai, India ² Professor
DESIGN AND ANALYSIS OF GATING SYSTEM FOR PUMP CASING N.JAYAKUMAR¹, Dr.S.MOHANAMURUGAN², Dr.R.RAJAVEL³ ¹ Ph.D research scholar, School of Mechanical Engineering, AMET University, Chennai, India ² Professor
PREDICTION OF HOT TEAR DEFECTS IN STEEL CASTINGS USING A DAMAGE BASED MODEL
 PREDICTION OF HOT TEAR DEFECTS IN STEEL CASTINGS USING A DAMAGE BASED MODEL Zhiping Lin 1, Charles A. Monroe 2, Richard K. Huff 1 and Christoph Beckermann 2 1 Caterpillar Inc., Peoria, Illinois, 61629,
PREDICTION OF HOT TEAR DEFECTS IN STEEL CASTINGS USING A DAMAGE BASED MODEL Zhiping Lin 1, Charles A. Monroe 2, Richard K. Huff 1 and Christoph Beckermann 2 1 Caterpillar Inc., Peoria, Illinois, 61629,
Autonomous Engineering Applied to Investment Casting Process. ICI Conference October 15-18, 2017
 Autonomous Engineering Applied to Investment Casting Process ICI Conference October 15-18, 2017 Overview What is Autonomous Engineering? Traditional simulations vs new approach Case Study #1 Using Autonomous
Autonomous Engineering Applied to Investment Casting Process ICI Conference October 15-18, 2017 Overview What is Autonomous Engineering? Traditional simulations vs new approach Case Study #1 Using Autonomous
HOT TOPICS Issue 2, 2003
 HOT TOPICS Issue 2, 2003 Casting Defect: Surface Defects 1. Defect Code: D 231 -DI-GI-GS (Ductile iron, Gray Iron, in Green Sand) 2. Name: Scab, Expansion Scabbing 3. Description Usually a very rough metallic
HOT TOPICS Issue 2, 2003 Casting Defect: Surface Defects 1. Defect Code: D 231 -DI-GI-GS (Ductile iron, Gray Iron, in Green Sand) 2. Name: Scab, Expansion Scabbing 3. Description Usually a very rough metallic
Yield Improvement of Cast Part Using Computer Aided Casting Simulation
 Yield Improvement of Cast Part Using Computer Aided Casting Simulation Mohamad Riyaz S H 1, Prasad U Raikar 2 1 Student, Product Design and Manufacturing, PG Center VTU, Belagavi, Karnataka 2 Asst. Prorf.,
Yield Improvement of Cast Part Using Computer Aided Casting Simulation Mohamad Riyaz S H 1, Prasad U Raikar 2 1 Student, Product Design and Manufacturing, PG Center VTU, Belagavi, Karnataka 2 Asst. Prorf.,
Predicting the Casting Defects through Simulation
 Predicting the Casting Defects through Simulation Dr. P.Prabhakara Rao Kakatiya Institute Of Technology & Science, Warangal B. Shradesh Kumar 1 UG Student Kakatiya institute of technology and science Warangal
Predicting the Casting Defects through Simulation Dr. P.Prabhakara Rao Kakatiya Institute Of Technology & Science, Warangal B. Shradesh Kumar 1 UG Student Kakatiya institute of technology and science Warangal
SUCCESSFUL BUYER / SUPPLIER PARTNERSHIP TO ACHIEVE LONG MOLD LIFE
 www.rammglobal.com SUCCESSFUL BUYER / SUPPLIER PARTNERSHIP TO ACHIEVE LONG MOLD LIFE FROM SUPPLIER: FULL CAPABILITY ON TIME DELIVERY QUALITY ASSURANCE ( ISO 9000 ) TECHNOLOGICAL CAPABILITY TO MAKE THE
www.rammglobal.com SUCCESSFUL BUYER / SUPPLIER PARTNERSHIP TO ACHIEVE LONG MOLD LIFE FROM SUPPLIER: FULL CAPABILITY ON TIME DELIVERY QUALITY ASSURANCE ( ISO 9000 ) TECHNOLOGICAL CAPABILITY TO MAKE THE
The Next Level of Casting, Coremaking Process Simulation
 The Next Level of Casting, Coremaking Process Simulation Allowing engineers to focus on defining setups and assessing results, hastening results and significantly improving casting quality and cost Autonomous
The Next Level of Casting, Coremaking Process Simulation Allowing engineers to focus on defining setups and assessing results, hastening results and significantly improving casting quality and cost Autonomous
Modeling and Simulation of Solidification in Alloy Steel Sand Castings
 International Journal of Thermal Technologies, Vol.1, No.1 (Dec. 2011) ISSN 2277-4114 Research Article Modeling and Simulation of Solidification in Alloy Steel Sand Castings P. Prabhakara Rao a *, G. Chakraverthi
International Journal of Thermal Technologies, Vol.1, No.1 (Dec. 2011) ISSN 2277-4114 Research Article Modeling and Simulation of Solidification in Alloy Steel Sand Castings P. Prabhakara Rao a *, G. Chakraverthi
Principle No. 3 Design for Optimum Economy Factor #2 Machining cost Factor #1 Strength required Factor #3 Cooling rate
 Principle No. 3 Design for Optimum Economy The price of a casting quoted by the foundry is relatively unimportant both to the ultimate user and to the designer. Instead, the contribution of the casting
Principle No. 3 Design for Optimum Economy The price of a casting quoted by the foundry is relatively unimportant both to the ultimate user and to the designer. Instead, the contribution of the casting
Modeling and Simulation of Solidification in Alloy Steel Sand Castings
 International Journal of Thermal Technologies, Vol.1, No.1 (Dec. 2011) ISSN 2277-4114 Research Article Modeling and Simulation of Solidification in Alloy Steel Sand Castings P. Prabhakara Rao a *, G. Chakraverthi
International Journal of Thermal Technologies, Vol.1, No.1 (Dec. 2011) ISSN 2277-4114 Research Article Modeling and Simulation of Solidification in Alloy Steel Sand Castings P. Prabhakara Rao a *, G. Chakraverthi
Design Optimization of Gating System by Fluid Flow and Solidification Simulation for Wheel Hub by Sand Casting.
 Design Optimization of Gating System by Fluid Flow and Solidification Simulation for Wheel Hub by Sand Casting. Keertikumar1, Bharat.S.Kodli2 1 M.Tech Scholar, Department of Mechanical Engineering, PDA
Design Optimization of Gating System by Fluid Flow and Solidification Simulation for Wheel Hub by Sand Casting. Keertikumar1, Bharat.S.Kodli2 1 M.Tech Scholar, Department of Mechanical Engineering, PDA
Quantification of Feeding Effects of Spot Feeding Ductile Iron castings. made in Vertically Parted Molds
 Quantification of Feeding Effects of Spot Feeding Ductile Iron castings made in Vertically Parted Molds N.K. Vedel-Smith, N.S. Tiedje Technical University of Denmark, Kgs. Lyngby, Denmark J. Sällström
Quantification of Feeding Effects of Spot Feeding Ductile Iron castings made in Vertically Parted Molds N.K. Vedel-Smith, N.S. Tiedje Technical University of Denmark, Kgs. Lyngby, Denmark J. Sällström
JRC IMPROVING CASTING INTEGRITY THROUGH THE USE OF SIMULATION SOFTWARE AND ADVANCED INSPECTION METHODS
 Proceedings of the 2012 Joint Rail Conference JRC2012 April 17-19, 2012, Philadelphia, Pennsylvania, USA JRC2012-74 IMPROVING CASTING INTEGRITY THROUGH THE USE OF SIMULATION SOFTWARE AND ADVANCED INSPECTION
Proceedings of the 2012 Joint Rail Conference JRC2012 April 17-19, 2012, Philadelphia, Pennsylvania, USA JRC2012-74 IMPROVING CASTING INTEGRITY THROUGH THE USE OF SIMULATION SOFTWARE AND ADVANCED INSPECTION
Casting Simulation and Optimisation: Benefits, Bottlenecks, and Best Practices
 Technical Paper for Indian Foundry Journal January 2008 Special Issue Casting Simulation and Optimisation: Benefits, Bottlenecks, and Best Practices Dr. B. Ravi, Professor Mechanical Engineering Department
Technical Paper for Indian Foundry Journal January 2008 Special Issue Casting Simulation and Optimisation: Benefits, Bottlenecks, and Best Practices Dr. B. Ravi, Professor Mechanical Engineering Department
Solidification of Metals in Molds
 Metal Casting Solidification of Metals in Molds Pure Metals - Solidify at a constant temperature Planar solidification front Columnar crystals Eutectics - Solidify at a constant temperature Planar solidification
Metal Casting Solidification of Metals in Molds Pure Metals - Solidify at a constant temperature Planar solidification front Columnar crystals Eutectics - Solidify at a constant temperature Planar solidification
(Full length research article) Modeling and Simulation of Solidification in Alloy Steel Sand Castings
 Modeling and Simulation of Solidification in Alloy Steel Sand Castings") ijesm www.ijesm.com International Journal of Engineering, Science and Metallurgy (Full length research article) Modeling and Simulation of Solidification in Alloy Steel Sand Castings P. Prabhakara Rao
ijesm www.ijesm.com International Journal of Engineering, Science and Metallurgy (Full length research article) Modeling and Simulation of Solidification in Alloy Steel Sand Castings P. Prabhakara Rao
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module 02 Sand Casting Process Lecture 12 Design Of Risering System-IV Good
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module 02 Sand Casting Process Lecture 12 Design Of Risering System-IV Good
Module - 2 Advanced Metal Casting Processes Lecture - 1 Metal Casting basics, Gating and Risering design
 Advanced Manufacturing Processes Prof. Dr. Apurbba Kumar Sharma Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 2 Advanced Metal Casting Processes Lecture
Advanced Manufacturing Processes Prof. Dr. Apurbba Kumar Sharma Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 2 Advanced Metal Casting Processes Lecture
Multi-Physics Simulation and Casting Defect Prediction Using FLOW +
 Multi-Physics Simulation and Casting Defect Prediction Using FLOW + S. Savithri 1, Roschen Sasikumar 1, Elizabeth Jacob 1, Vivek Chourasia 2, Y.V.M. Siva Kumar 2 and Baba Prasad Lanka 2 1 Computational
Multi-Physics Simulation and Casting Defect Prediction Using FLOW + S. Savithri 1, Roschen Sasikumar 1, Elizabeth Jacob 1, Vivek Chourasia 2, Y.V.M. Siva Kumar 2 and Baba Prasad Lanka 2 1 Computational
Casting Defect Analysis using Design of Experiments (DoE) and Computer Aided Casting Simulation Technique
 and Computer Aided Casting Simulation Technique") Available online at www.sciencedirect.com Procedia CIRP 7 (2013 ) 616 621 Forty Sixth CIRP Conference on Manufacturing Systems 2013 Casting Defect Analysis using Design of Experiments (DoE) and Computer
Available online at www.sciencedirect.com Procedia CIRP 7 (2013 ) 616 621 Forty Sixth CIRP Conference on Manufacturing Systems 2013 Casting Defect Analysis using Design of Experiments (DoE) and Computer
Some Study on Determination of Riser Sizes for Aluminium Alloy Castings by Using Shape Factor Method
 Some Study on Determination of Riser Sizes for Aluminium Alloy Castings by Using Shape Factor Method T. Nandi 1, S. Koyal 2 and G. Sutradhar 3 1 Associate Professor, Mechanical Engineering Department,
Some Study on Determination of Riser Sizes for Aluminium Alloy Castings by Using Shape Factor Method T. Nandi 1, S. Koyal 2 and G. Sutradhar 3 1 Associate Professor, Mechanical Engineering Department,
Casting-Comparisons. Mech 423 #2 1
 Casting-Comparisons Mech 423 #2 1 MECH 423 Casting, Welding, Heat Treating and NDT Time: W _ F 14:45-16:00 Credits: 3.5 Session: Fall Introduction Lecture 2 Mech 423 #2 2 Solidification/Freezing Casting
Casting-Comparisons Mech 423 #2 1 MECH 423 Casting, Welding, Heat Treating and NDT Time: W _ F 14:45-16:00 Credits: 3.5 Session: Fall Introduction Lecture 2 Mech 423 #2 2 Solidification/Freezing Casting
An investigation of the effect of five different inoculants on the metal expansion penetration in grey cast iron
 1 An investigation of the effect of five different inoculants on the metal expansion penetration in grey cast iron Izudin Dugic and Ingvar L Svensson Division of Component Technology Jönköping University,
1 An investigation of the effect of five different inoculants on the metal expansion penetration in grey cast iron Izudin Dugic and Ingvar L Svensson Division of Component Technology Jönköping University,
Quality Prediction of Cast Ingots
 Quality Prediction of Cast Ingots I. Hahn, M. Schneider* J. Terhaar, J. Jarolimeck, R. Sauermann** *MAGMA Giessereitechnologie GmbH, Aachen, Germany **Saarschmiede GmbH Freiformschmiede, Völklingen, Germany
Quality Prediction of Cast Ingots I. Hahn, M. Schneider* J. Terhaar, J. Jarolimeck, R. Sauermann** *MAGMA Giessereitechnologie GmbH, Aachen, Germany **Saarschmiede GmbH Freiformschmiede, Völklingen, Germany
Simulation of High Pressure Die Casting (HPDC) via STAR-Cast
 via STAR-Cast") Simulation of High Pressure Die Casting (HPDC) via STAR-Cast STAR Global Conf. 2012, 19-21 March, Noordwijk Romuald Laqua, Access e.v., Aachen High Pressure Die Casting: Machines and Products Common Materials:
Simulation of High Pressure Die Casting (HPDC) via STAR-Cast STAR Global Conf. 2012, 19-21 March, Noordwijk Romuald Laqua, Access e.v., Aachen High Pressure Die Casting: Machines and Products Common Materials:
Feeding Against Gravity with Spot Feeders in High Silicon Ductile Iron
 Feeding Against Gravity with Spot Feeders in High Silicon Ductile Iron N.K. Vedel-Smith 1 and N.S. Tiedje 1 1 Department of Mechanical Engineering, Technical University of Denmark, Kgs. Lyngby, Denmark
Feeding Against Gravity with Spot Feeders in High Silicon Ductile Iron N.K. Vedel-Smith 1 and N.S. Tiedje 1 1 Department of Mechanical Engineering, Technical University of Denmark, Kgs. Lyngby, Denmark
Process Design Optimization through Numerical Experimentation for a Brake Disc Casting
 Materials Transactions, Vol. 49, No. 6 (2008) pp. 1372 to 1379 #2008 The Japan Institute of Metals Process Design Optimization through Numerical Experimentation for a Brake Disc Casting Chun-Ping Yeh 1;
Materials Transactions, Vol. 49, No. 6 (2008) pp. 1372 to 1379 #2008 The Japan Institute of Metals Process Design Optimization through Numerical Experimentation for a Brake Disc Casting Chun-Ping Yeh 1;
Preventing shrinkage defects in investment casting of SUS310 stainless steel feather keys
 IOP Conference Series: Earth and Environmental Science PAPER OPEN ACCESS Preventing shrinkage defects in investment casting of SUS310 stainless steel feather keys To cite this article: Pei-Hsing Huang
IOP Conference Series: Earth and Environmental Science PAPER OPEN ACCESS Preventing shrinkage defects in investment casting of SUS310 stainless steel feather keys To cite this article: Pei-Hsing Huang
R.E. Showman, R.C. Aufderheide, N.P. Yeomans
 Advances in Thin-Wall Sand Casting R.E. Showman, R.C. Aufderheide, N.P. Yeomans Ashland Casting Solutions, Dublin, Ohio, USA Abstract Economic and environmental pressures continue to force metalcasters
Advances in Thin-Wall Sand Casting R.E. Showman, R.C. Aufderheide, N.P. Yeomans Ashland Casting Solutions, Dublin, Ohio, USA Abstract Economic and environmental pressures continue to force metalcasters
for Pump Casing by Sand Casting. M.Tech Scholar, Department of Mechanical Engineering, PDA College of Engineering, Gulbarga, Karnataka (INDIA)
") Design Optimization of Gating System by Fluid Flow and Solidification Simulation for Pump Casing by Sand Casting. Naveenkumar 1, Bharat.S.Kodli 2 1 M.Tech Scholar, Department of Mechanical Engineering,
Design Optimization of Gating System by Fluid Flow and Solidification Simulation for Pump Casing by Sand Casting. Naveenkumar 1, Bharat.S.Kodli 2 1 M.Tech Scholar, Department of Mechanical Engineering,
Outline CASTING PROCESS - 2. The Mold in Casting. Sand Casting Mold Terms. Assoc Prof Zainal Abidin Ahmad Universiti Teknologi Malaysia
 Outline CASTING PROCESS - 2 Assoc Prof Zainal Abidin Ahmad Universiti Teknologi Malaysia Casting Molds Gating system pouring basin, sprue, runner, gate Riser Core Heating and melting Melting furnaces Pouring
Outline CASTING PROCESS - 2 Assoc Prof Zainal Abidin Ahmad Universiti Teknologi Malaysia Casting Molds Gating system pouring basin, sprue, runner, gate Riser Core Heating and melting Melting furnaces Pouring
PART II: Metal Casting Processes and Equipment
 Manufacturing Engineering Technology in SI Units, 6 th Edition PART II: Metal Casting Processes and Equipment Introduction Casting involves pouring molten metal into a mold cavity Process produce intricate
Manufacturing Engineering Technology in SI Units, 6 th Edition PART II: Metal Casting Processes and Equipment Introduction Casting involves pouring molten metal into a mold cavity Process produce intricate
Defects analysis, minimize metal wastages and yield improvement for grey cast iron casting: A case study
 Volume 11 Issue 6 ISSN : 0974-7486 Defects analysis, minimize metal wastages and yield improvement for grey cast iron : A case study K.M.Ranasiri 1, A.M.Muzathik 2 * 1 Institute of Technology, University
Volume 11 Issue 6 ISSN : 0974-7486 Defects analysis, minimize metal wastages and yield improvement for grey cast iron : A case study K.M.Ranasiri 1, A.M.Muzathik 2 * 1 Institute of Technology, University
Feeding Against Gravity with Spot Feeders in High Silicon Ductile Iron
 Feeding Against Gravity with Spot Feeders in High Silicon Ductile Iron N.K. Vedel-Smith 1 and N.S. Tiedje 1 1 Department of Mechanical Engineering, Technical University of Denmark, Kgs. Lyngby, Denmark
Feeding Against Gravity with Spot Feeders in High Silicon Ductile Iron N.K. Vedel-Smith 1 and N.S. Tiedje 1 1 Department of Mechanical Engineering, Technical University of Denmark, Kgs. Lyngby, Denmark
Geometry Dependency of Filling Related Defects
 Geometry Dependency of Filling Related Defects Tejas Prajapati #1, Mayur Sutaria *2 1, 2 Mechanical Engineering Department, CSPIT Changa, Gujarat, India. Abstract During mould filling in casting process,
Geometry Dependency of Filling Related Defects Tejas Prajapati #1, Mayur Sutaria *2 1, 2 Mechanical Engineering Department, CSPIT Changa, Gujarat, India. Abstract During mould filling in casting process,
The TOCA Ductile Iron Foundry in Dingzou
 The TOCA Ductile Iron Foundry in Dingzou Foundry entrance and office Foundry buildings Ingot shed (with correct material sign) Documenting the Foundry Process A view of the mold shop is on the right TOCA
The TOCA Ductile Iron Foundry in Dingzou Foundry entrance and office Foundry buildings Ingot shed (with correct material sign) Documenting the Foundry Process A view of the mold shop is on the right TOCA
NUMERICAL SIMULATION AND OPTIMIZATION OF THE CASTING PROCESS OF A CASTING-STEEL WHEEL
 Engineering Review, Vol. 33, Issue 2, 93-99, 2013. 93 NUMERICAL SIMULATION AND OPTIMIZATION OF THE CASTING PROCESS OF A CASTING-STEEL WHEEL G. Mi 1* C. Li 1 Y. Liu 1 B. Zhang 2 G. Song 3 1 School of Materials
Engineering Review, Vol. 33, Issue 2, 93-99, 2013. 93 NUMERICAL SIMULATION AND OPTIMIZATION OF THE CASTING PROCESS OF A CASTING-STEEL WHEEL G. Mi 1* C. Li 1 Y. Liu 1 B. Zhang 2 G. Song 3 1 School of Materials
Usage Of An Integrated CAD/CAE/CAM System In Foundries
 Usage Of An Integrated CAD/CAE/CAM In Foundries Prof. Gunjan Bhatt Assistant Professor, Institute of Diploma Studies, Nirma University. Abstract In today s competitive age foundries are required to be
Usage Of An Integrated CAD/CAE/CAM In Foundries Prof. Gunjan Bhatt Assistant Professor, Institute of Diploma Studies, Nirma University. Abstract In today s competitive age foundries are required to be
Design Optimization of Feeding System and Solidification Simulation for Cast Iron
 Available online at www.sciencedirect.com ScienceDirect Procedia Technology 14 (2014 ) 357 364 2nd International Conference on Innovations in Automation and Mechatronics Engineering, ICIAME 2014 Design
Available online at www.sciencedirect.com ScienceDirect Procedia Technology 14 (2014 ) 357 364 2nd International Conference on Innovations in Automation and Mechatronics Engineering, ICIAME 2014 Design
Universal Ductile Iron Tensile Bar Part II Design Proposal. Prepared By: Joyworks, LLC. Jeremy Lipshaw Shawn Van Dyke
 Universal Ductile Iron Tensile Bar Part II Design Proposal Prepared By: Joyworks, LLC Jeremy Lipshaw Shawn Van Dyke Prepared For: Ductile Iron Society (DIS) Date Submitted April 2017 1 INTRODUCTION Tensile
Universal Ductile Iron Tensile Bar Part II Design Proposal Prepared By: Joyworks, LLC Jeremy Lipshaw Shawn Van Dyke Prepared For: Ductile Iron Society (DIS) Date Submitted April 2017 1 INTRODUCTION Tensile
Optimized Design of Risering System for Casted Component by Using Web Based Online Simulation E-Tool
 Volume: 03 Issue: 03 Mar-2016 www.irjet.net p-issn: 2395-0072 Optimized Design of Risering System for Casted Component by Using Web Based Online Simulation E-Tool Bhushan S. Kamble 1, Pradnyesh V. Kadam
Volume: 03 Issue: 03 Mar-2016 www.irjet.net p-issn: 2395-0072 Optimized Design of Risering System for Casted Component by Using Web Based Online Simulation E-Tool Bhushan S. Kamble 1, Pradnyesh V. Kadam
FEEDEX. + + Maximum yield
 COATINGS FILTRATION FEEDING SYSTEMS MELT SHOP REFRACTORIES METALLURGICAL AND POURING CONTROL BINDERS + + Maximum yield FEEDEX HIGH DENSITY exothermic FEEDER SLEEVES + + Smallest footprint + + Minimum fettling
COATINGS FILTRATION FEEDING SYSTEMS MELT SHOP REFRACTORIES METALLURGICAL AND POURING CONTROL BINDERS + + Maximum yield FEEDEX HIGH DENSITY exothermic FEEDER SLEEVES + + Smallest footprint + + Minimum fettling
Casting Simulations with STAR-Cast. Julian Gänz, CD-adapco
 Casting Simulations with STAR-Cast Julian Gänz, CD-adapco Need for Casting Simulation Processes Permanent Mold Market Overview [Mio tons] Tilt Casting Low Pressure-Casting High Pressure Die 9 19,4 13,6
Casting Simulations with STAR-Cast Julian Gänz, CD-adapco Need for Casting Simulation Processes Permanent Mold Market Overview [Mio tons] Tilt Casting Low Pressure-Casting High Pressure Die 9 19,4 13,6
A Review on Optimization of Gating System for Reducing Defect
 A Review on Optimization of Gating System for Reducing Defect Swapnil A. Ambekar 1 Dr. S. B. Jaju 2 1 M.Tech Student, Department of Mechanical Engineering, GHRCE, Nagpur 2 Dean, R&D Department, Department
A Review on Optimization of Gating System for Reducing Defect Swapnil A. Ambekar 1 Dr. S. B. Jaju 2 1 M.Tech Student, Department of Mechanical Engineering, GHRCE, Nagpur 2 Dean, R&D Department, Department
Efficiency in Steel Melting: Ladle Development
 Missouri University of Science and Technology Scholars' Mine Materials Science and Engineering Faculty Research & Creative Works Materials Science and Engineering 1-1-25 Efficiency in Steel Melting: Ladle
Missouri University of Science and Technology Scholars' Mine Materials Science and Engineering Faculty Research & Creative Works Materials Science and Engineering 1-1-25 Efficiency in Steel Melting: Ladle
Rapidest Prototyping: Automotive Prototype Castings with 3D Printing. Sonhar Balagopalan Key Accounts Asia Pacific
 Rapidest Prototyping: Automotive Prototype Castings with 3D Printing Sonhar Balagopalan Key Accounts Asia Pacific Give your customers Good surprises! Lets find all bad surprises before start of production!!
Rapidest Prototyping: Automotive Prototype Castings with 3D Printing Sonhar Balagopalan Key Accounts Asia Pacific Give your customers Good surprises! Lets find all bad surprises before start of production!!
Reducing Leaks in Cast Pump and Valve Bodies using Solidification Simulation
 Reducing Leaks in Cast Pump and Valve Bodies using Solidification Simulation Raymond Monroe, Steel Founders Society of America 780 McArdle Unit G Crystal Lake, IL 60014 monroe@sfsa.org Malcolm Blair, Steel
Reducing Leaks in Cast Pump and Valve Bodies using Solidification Simulation Raymond Monroe, Steel Founders Society of America 780 McArdle Unit G Crystal Lake, IL 60014 monroe@sfsa.org Malcolm Blair, Steel
FILLING SIMULATION OF TILT CASTING DÁNIEL MOLNÁR 1
 Materials Science and Engineering, Volume 42, No. 1 (2017), pp. 94 101. FILLING SIMULATION OF TILT CASTING DÁNIEL MOLNÁR 1 Reliable fluidity data for commercial aluminium foundry alloys are not readily
Materials Science and Engineering, Volume 42, No. 1 (2017), pp. 94 101. FILLING SIMULATION OF TILT CASTING DÁNIEL MOLNÁR 1 Reliable fluidity data for commercial aluminium foundry alloys are not readily
Reduction of Oxide Inclusions in Aluminum Cylinder Heads through Virtual Design of Experiments
 Lubos Pavlak and Jörg C. Sturm, MAGMA GmbH Reduction of Oxide Inclusions in Aluminum Cylinder Heads through Virtual Design of Experiments Executive Summary Oxide inclusions, which are created during the
Lubos Pavlak and Jörg C. Sturm, MAGMA GmbH Reduction of Oxide Inclusions in Aluminum Cylinder Heads through Virtual Design of Experiments Executive Summary Oxide inclusions, which are created during the
Casting Process Part 2
 Mech Zone Casting Process Part 2 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Sand Casting cope: top half drag: bottom half core: for internal cavities funnel sprue runners gate cavity {risers, vents}
Mech Zone Casting Process Part 2 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Sand Casting cope: top half drag: bottom half core: for internal cavities funnel sprue runners gate cavity {risers, vents}
Optimization of Casting Process Parameters through Simulation
 Optimization of Casting Process Parameters through Simulation 1 Mr. Vivek S. Gondkar, 2 Dr. K.H.Inamdar 1 Student, 2 Professror Department of Mechanical Engineering, Walchand College of Engineering, Sangli,
Optimization of Casting Process Parameters through Simulation 1 Mr. Vivek S. Gondkar, 2 Dr. K.H.Inamdar 1 Student, 2 Professror Department of Mechanical Engineering, Walchand College of Engineering, Sangli,
STEEL FOUNDERS' SOCIETY OF AMERICA TECHNICAL SERVICE REPORT #124 ANALYSIS OF DEFECTS OF THE BORED SURFACE OF SIX 1025 CARBON STEEL CASTINGS
 STEEL FOUNDERS' SOCIETY OF AMERICA TECHNICAL SERVICE REPORT #124 ANALYSIS OF DEFECTS OF THE BORED SURFACE OF SIX 1025 CARBON STEEL CASTINGS Published by the STEEL FOUNDERS' SOCIETY OF AMERICA Malcolm Blair
STEEL FOUNDERS' SOCIETY OF AMERICA TECHNICAL SERVICE REPORT #124 ANALYSIS OF DEFECTS OF THE BORED SURFACE OF SIX 1025 CARBON STEEL CASTINGS Published by the STEEL FOUNDERS' SOCIETY OF AMERICA Malcolm Blair
DEFECT ANALYSIS OF INLET TUBE CASTING BY COMPUTER SIMULATION VIPUL VASAVA
 International Journal of Mechanical and Production Engineering Research and Development (IJMPERD) ISSN (P): 2249-6890; ISSN (E): 2249-8001 Vol. 7, Issue 3, Jun 2017, 133-146 TJPRC Pvt. Ltd. DEFECT ANALYSIS
International Journal of Mechanical and Production Engineering Research and Development (IJMPERD) ISSN (P): 2249-6890; ISSN (E): 2249-8001 Vol. 7, Issue 3, Jun 2017, 133-146 TJPRC Pvt. Ltd. DEFECT ANALYSIS
Thermophysical Properties and Performance of Riser Sleeves for Steel Castings. Thomas J. Williams, Richard A. Hardin & Christoph Beckermann
 Thermophysical Properties and Performance of Riser Sleeves for Steel Castings Thomas J. Williams, Richard A. Hardin & Christoph Beckermann International Journal of Metalcasting ISSN 1939-5981 Volume 10
Thermophysical Properties and Performance of Riser Sleeves for Steel Castings Thomas J. Williams, Richard A. Hardin & Christoph Beckermann International Journal of Metalcasting ISSN 1939-5981 Volume 10
Simulating Macro-Porosity in Aluminum Lost Foam Castings
 Simulating Macro-Porosity in Aluminum Lost Foam Castings P. Scarber, Jr. The University of Alabama at Birmingham H. Littleton The University of Alabama at Birmingham Copyright 2008 American Foundry Society
Simulating Macro-Porosity in Aluminum Lost Foam Castings P. Scarber, Jr. The University of Alabama at Birmingham H. Littleton The University of Alabama at Birmingham Copyright 2008 American Foundry Society
Reducing rejection rate of castings using Simulation Model
 ISSN (Online) : 2319-8753 ISSN (Print) : 2347-6710 International Journal of Innovative Research in Science, Engineering and Technology An ISO 3297: 2007 Certified Organization, Volume 2, Special Issue
ISSN (Online) : 2319-8753 ISSN (Print) : 2347-6710 International Journal of Innovative Research in Science, Engineering and Technology An ISO 3297: 2007 Certified Organization, Volume 2, Special Issue
Design for Manufacturability Forward or Reverse?
 Invited Keynote Paper 3 rd International and 24 th AIMTDR 2010, AU College of Engineering, Andhra University, Visakhapatnam, 13-15 December 2010 Design for Manufacturability Forward or Reverse? Dr. B.
Invited Keynote Paper 3 rd International and 24 th AIMTDR 2010, AU College of Engineering, Andhra University, Visakhapatnam, 13-15 December 2010 Design for Manufacturability Forward or Reverse? Dr. B.
NCADOMS-2016 Special Issue 1 Page 466
 CASTING SIMULATION OF WHEEL HUB USING ADSTEFAN SIMULATION SOFTWARE Keertikumar 1, Bharat.S.Kodli 2, Santhosh Kumar A. S 3, S Shamasundar 4 1 M.Tech Scholar, Department of Mechanical Engineering, PDA College
CASTING SIMULATION OF WHEEL HUB USING ADSTEFAN SIMULATION SOFTWARE Keertikumar 1, Bharat.S.Kodli 2, Santhosh Kumar A. S 3, S Shamasundar 4 1 M.Tech Scholar, Department of Mechanical Engineering, PDA College
DESIGN OPTIMIZATION OF GATING SYSTEM BY FLUID FLOW AND SOLIDIFICATION SIMULATION FOR WHEEL HUB BY SAND CASTING
 DESIGN OPTIMIZATION OF GATING SYSTEM BY FLUID FLOW AND SOLIDIFICATION SIMULATION FOR WHEEL HUB BY SAND CASTING Keertikumar 1, Bharat.S.Kodli 2 1 Post graduate student, Department of Mechanical Engineering,
DESIGN OPTIMIZATION OF GATING SYSTEM BY FLUID FLOW AND SOLIDIFICATION SIMULATION FOR WHEEL HUB BY SAND CASTING Keertikumar 1, Bharat.S.Kodli 2 1 Post graduate student, Department of Mechanical Engineering,
Design of Butterfly Valve Components
 Design of Butterfly Valve Components Ajitha R Nair, Rinson Rajan, Sony C Sunny, Tony Varghese Department Of Mechanical Engineering Musaliar College of Engineering and Technology, Pathanamthitta, Kerala,
Design of Butterfly Valve Components Ajitha R Nair, Rinson Rajan, Sony C Sunny, Tony Varghese Department Of Mechanical Engineering Musaliar College of Engineering and Technology, Pathanamthitta, Kerala,
REAL-TIME RADIOGRAPHY AND MODELING OF POROSITY FORMATION IN AN A356 ALUMINUM ALLOY WEDGE CASTING
 Shape Casting: 6th International Symposium Edited by: Murat Tiryakioǧlu, Mark Jolly, and Glenn Byczynski TMS (The Minerals, Metals & Materials Society), 2016 REAL-TIME RADIOGRAPHY AND MODELING OF POROSITY
Shape Casting: 6th International Symposium Edited by: Murat Tiryakioǧlu, Mark Jolly, and Glenn Byczynski TMS (The Minerals, Metals & Materials Society), 2016 REAL-TIME RADIOGRAPHY AND MODELING OF POROSITY
Selected Principles of Feeding Systems Design: Simulation vs Industrial Experience
 A R C H I V E S o f F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 14 Issue 4/2014 77 82 15/4 Selected
A R C H I V E S o f F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 14 Issue 4/2014 77 82 15/4 Selected
Research and optimization of the technological process of manufacturing a GTE blades using computer-aided design
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Research and optimization of the technological process of manufacturing a GTE blades using computer-aided design To cite this
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Research and optimization of the technological process of manufacturing a GTE blades using computer-aided design To cite this
The Current State of Casting Yield: Results from the 1997 Steel Founders Society of America Casting Yield Survey
 The Current State of Casting Yield: Results from the 1997 Steel Founders Society of America Casting Yield Survey Richard A. Hardin - Research Engineer Christoph Beckermann - Professor Solidification Laboratory
The Current State of Casting Yield: Results from the 1997 Steel Founders Society of America Casting Yield Survey Richard A. Hardin - Research Engineer Christoph Beckermann - Professor Solidification Laboratory
COMPUTER SIMULATION AND EXPERIMENTAL RESEARCH OF CAST PISTON POROSITY
 Tome V (year 2007), Fascicole 2, (ISSN 1584 2665) COMPUTER SIMULATION AND EXPERIMENTAL RESEARCH OF CAST PISTON POROSITY D. KAKAS, L. KOVACEVIC, P. TEREK UNIVERSITY OF NOVI SAD, FACULTY OF TECHNICAL SCIENCES,
Tome V (year 2007), Fascicole 2, (ISSN 1584 2665) COMPUTER SIMULATION AND EXPERIMENTAL RESEARCH OF CAST PISTON POROSITY D. KAKAS, L. KOVACEVIC, P. TEREK UNIVERSITY OF NOVI SAD, FACULTY OF TECHNICAL SCIENCES,
Die Design and Development for Ladder Frame
 IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684,p-ISSN: 2320-334X PP. 01-08 www.iosrjournals.org Die Design and Development for Ladder Frame M.Manohar, V.Nageshwara Rao,
IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684,p-ISSN: 2320-334X PP. 01-08 www.iosrjournals.org Die Design and Development for Ladder Frame M.Manohar, V.Nageshwara Rao,
Improved ingot casting by using numerical simulation
 Improved ingot casting by using numerical simulation I.Hahn, E.Hepp MAGMA GmbH, Aachen, Germany The ingot casting process is characterized by the progressive solidification of the poured steel from the
Improved ingot casting by using numerical simulation I.Hahn, E.Hepp MAGMA GmbH, Aachen, Germany The ingot casting process is characterized by the progressive solidification of the poured steel from the
CASTING SIMULATION OF INSULATOR FOR QUALITY IMPROVEMENT
 CASTING SIMULATION OF INSULATOR FOR QUALITY IMPROVEMENT Dhaval P Chauhan 1, Jaydeep R Shah 2, Alpesh M Patel 3 1 P.G Student, Shri S ad Vidya Mandal Institute of Technology, Bharuch,Gujarat,India 2 Asst.
CASTING SIMULATION OF INSULATOR FOR QUALITY IMPROVEMENT Dhaval P Chauhan 1, Jaydeep R Shah 2, Alpesh M Patel 3 1 P.G Student, Shri S ad Vidya Mandal Institute of Technology, Bharuch,Gujarat,India 2 Asst.
New theory on how casting filters work
 New theory on how casting filters work The desire for optimised casting quality and the production costs to achieve this quality must be kept within a reasonable relationship. Today ceramic filters are
New theory on how casting filters work The desire for optimised casting quality and the production costs to achieve this quality must be kept within a reasonable relationship. Today ceramic filters are
Risering System Design
 Section two Risering System Design Please note: Risering must be done before gating system can be calculated. Bottle shaped (Heine) risers are now the riser of choice in the majority of systems. 19 2.0
Section two Risering System Design Please note: Risering must be done before gating system can be calculated. Bottle shaped (Heine) risers are now the riser of choice in the majority of systems. 19 2.0
Optimization of Casting Process Parameters through Simulation
 Optimization of Casting Process Parameters through Simulation Vivek S.Gondkar 1, K.H. Inamdar 2 1 M. Tech Student, Department of Mechanical Engineering, Walchand College of Engineering, Sangli, Maharashtra,
Optimization of Casting Process Parameters through Simulation Vivek S.Gondkar 1, K.H. Inamdar 2 1 M. Tech Student, Department of Mechanical Engineering, Walchand College of Engineering, Sangli, Maharashtra,
APPLIED PRESSURE CONTROL RISERING OF A DUCTILE IRON SAND CASTING. Claudia FLORES, Eudoxio RAMOS, Marco RAMÍREZ and Carlos GONZÁLEZ.
 APPLIED PRESSURE CONTROL RISERING OF A DUCTILE IRON SAND CASTING Claudia FLORES, Eudoxio RAMOS, Marco RAMÍREZ and Carlos GONZÁLEZ. Department of Metallurgical Engineering, Facultad de Química, Universidad
APPLIED PRESSURE CONTROL RISERING OF A DUCTILE IRON SAND CASTING Claudia FLORES, Eudoxio RAMOS, Marco RAMÍREZ and Carlos GONZÁLEZ. Department of Metallurgical Engineering, Facultad de Química, Universidad
Computer simulation applied to jewellery casting: challenges, results and future possibilities
 IOP Conference Series: Materials Science and Engineering Computer simulation applied to jewellery casting: challenges, results and future possibilities To cite this article: Dario Tiberto and Ulrich E
IOP Conference Series: Materials Science and Engineering Computer simulation applied to jewellery casting: challenges, results and future possibilities To cite this article: Dario Tiberto and Ulrich E
This procedure applies to the operations of two 5000 lb. capacity furnaces with one 1250 kw variable frequency power unit to melt steel.
 PAGE: 1 of 10 1.0 SCOPE This procedure applies to the operations of two 5000 lb. capacity furnaces with one 1250 kw variable frequency power unit to melt steel. 2.0 RESPONSIBILITY The melter is responsible
PAGE: 1 of 10 1.0 SCOPE This procedure applies to the operations of two 5000 lb. capacity furnaces with one 1250 kw variable frequency power unit to melt steel. 2.0 RESPONSIBILITY The melter is responsible
Investigation of Solidification Affecting Parameters of Sand Casting using ANOVA
 IJSTE - International Journal of Science Technology & Engineering Volume 1 Issue 12 June 2015 ISSN (online): 2349-784X Investigation of Solidification Affecting Parameters of Sand Casting using ANOVA Y.V.
IJSTE - International Journal of Science Technology & Engineering Volume 1 Issue 12 June 2015 ISSN (online): 2349-784X Investigation of Solidification Affecting Parameters of Sand Casting using ANOVA Y.V.