Content. 1. Introduction Solvent Bonding Principle Solvents Procedure Design for solvent bonding 9
|
|
|
- Basil Moore
- 5 years ago
- Views:
Transcription
1 GLUING
2 2
3 Content 1. Introduction 5 2. Solvent Bonding Principle Solvents Procedure Design for solvent bonding 9 3. Adhesive Bonding Principle Adhesive types Compatible adhesives and substrates Adhesive properties Pre-treatments Recommendations for DSM products Design for adhesive bonding Quick adhesive test How to select the best adhesive? Double-Sided Tape Surface wetting Cleaning 33 3
4 4
5 1. Introduction 5
6 Gluing for assembly of plastic parts is an effective method of making permanent connections. This method produces esthetic clean looking joints with low weight and sufficiently strong connections. This is a very effective joining method for heat sensitive plastics that would normally deform if welded. In order to achieve a strong bond, it is important that the selection of the glue, the application technique and the shape of the connection are all integral parts of the design process. 6
7 2. Solvent Bonding 7

8 2.1. Principle Solvent bonding or solvent welding is a process in which the surfaces of the parts to be joined are treated with a solvent. This swells and softens the surface and by applying pressure to the joint and with the evaporation of the solvent, the two surfaces bond. Adhesives are not used. Specific advantages of solvent bonding are: homogeneous distribution of mechanical loads good esthetics / no special requirements to hide the bond economic assembly low weight, no heavy screws, bolts and nuts able to join heat sensitive constructions or materials which welding would distort or destroy good sealing and insulating properties. There are three different gluing processes: solvent bonding, adhesion bonding and bonding with double sided tape. These will be discussed in more detail in the chapters 2, 3 and 4. Surface wetting and cleaning, which are important for all gluing processes, are discussed in the chapters 5 and 6. Potential limitations are: entrapment of solvent in the joint stress cracking or crazing dissimilar materials can only be joined if both are soluble in a common solvent or in a mixture of solvents differences in thermal expansion of components are not compensated in a thick adhesive layer if dissimilar materials are bonded reproducibility / process control curing time no disassembly possible assembly hazards such as fire or toxicity. Table 1 Suitable solvents for some DSM products Solvents Suitable solvents for bonding selected DSM products are given in the table 1. Arnite and Arnitel are generally bonded by other techniques such as adhesive bonding. Different solvents can be mixed to produce a mixture with optimal properties. For instance, if two dissimilar materials are to be joined, a mixture of two miscible solvents specific to the different polymers can be used. A slurry made of solvent and up to 25% of the base resin can be used to produce a smooth filled joint when the mating parts do not fit perfectly. Adding base resin makes the solvent easier to use. It is important to consult the Material Safety Data Sheet of the solvent used, for health and safety information and for proper handling and protection equipment. 2.3 Procedure Good wetting of the surface with the solvent is a requisite to achieve good solvent bonding. Chapter 5 describes the key parameters that are involved in surface wetting. The mating surfaces must be clean and free of grease before bonding. Cleaning with a suitable solvent may be necessary, see par. 6. Parts that have a single joining surface are simply pressed against a sponge or felt pad that has been impregnated with solvent. The quantity of solvent used should be kept to a minimum to avoid drips and crazing. More complex multiplane joining surfaces require contoured solvent applicators made from wood or a metal. It may be necessary to allow a few seconds to ensure sufficient swelling. The parts are then clamped together with a moderate pressure. The parts are removed from the clamping equipment and must not be used for a period of 24 to 48 hours to ensure that full strength has been attained. Heat can be used to accelerate the overall rate of evaporation and reduce the cycle time. 8

9 Figure 1 The load can be applied in several ways. 2.4 Design for solvent bonding The load on the assembly can be applied in several ways as indicated in figure 1. General design guidelines are: design for lap-shear loads maximize the bonding surface; for instance, use a scarfed or a dovetail joint avoid stress concentrations at thick-thin sections ensure that there is sufficient venting. Gates should be located away from the areas to be bonded. Caution should also be exercized when working with closed parts, to avoid getting solvent trapped inside the part. The designer should take account of the fact that the material strength in the bond between two parts made of glass fibre reinforced materials will never exceed the material strength of the matrix material, because the glass fibres do not bridge the gap between the two parts. Scarf or dovetail joints should be relatively shallow, so that solvent entrapment is avoided. Entrapped solvent can cause crazing over time and lead to part failure. The parts should therefore be molded with a minimum of internal stress. 9
10 10
11 3. Adhesive Bonding 11

12 3.1. Principle The main criteria for achieving good adhesive bonding are surface wetting and curing of the adhesive. Important variables for the application of an adhesive and distribution on a substrate are surface wetting, adhesive viscosity and chemical resistance of the substrate to the adhesive. The principles of surface wetting are described in more detail in paragraph 5. In general, adhesion is based on various mechanisms as shown (see figure 2). - Mechanical interlocking can contribute to the strength of the bond if the substrate surface is rough, thus enabling the glue to flow into the micro holes. - The same physical forces of the wetting process also play an important role for the adhesion of the cured glue to the substrate. A good adhesion between the molecules of the substrate and the glue contributes to the bonding strength. When polair groups (e.g. COOH, -C=O, -NH, -NH2) are present at the surface of a substrate a strong interaction is possible between the glue and the substrate. - In some cases there is a chemical reaction between the reactive groups of the glue and the substrate. Very high bonding strength can be achieved with a relatively small amount of these chemical bonds. - Molecular interdiffusion can also occur on a molecular level. An interpenetrating network. This could happen when the surface of a plastic dissolves in the glue. A kind of third phase is formed between the substrate and the glue where the polymer chains are mixed on a molecular level (interdiffusion). Molecular interdiffusion is limited by crystallites, therefore it is more difficult to achieve good adhesion on semi-crystalline thermoplastics compared to amorphous ones. Adhesion on non-polar thermoplastics, e.g. polyolefins, will improve considerably when the surface is pretreated using corona, UV, plasma or flame treatments. Figure 2 Different adhesion mechanisms. Poor bonding occurs when the adhesive layer does not stick properly to the substrate. Pretreatment may be helpful, e.g. cleaning, degreasing and sanding, see paragraphs 3.5 and 5. Specific advantages of adhesive bonding are: - application on various substrates like thermoplastics, thermosets, elastomers and metals - homogeneous distribution of mechanical loads - differences in thermal expansion of components can be compensated by using a thick adhesive layer - good esthetics / no special requirements to hide the bond - economic assembly - low weight, no heavy screws, bolts and nuts - able to join heat sensitive constructions or materials, which welding would distort or destroy - no thermal stresses introduced - good sealing and insulating properties - in many cases cheaper (no high investment costs, no additional costs of metal parts). Potential limitations are: - long term behavior may not be very good - stress cracking or crazing of the plastic may occur - dissimilar materials can only be joined if both are compatible with the adhesive - reproducibility / process control - curing time can be long, depending on the adhesive - no disassembly possible - assembly hazards such as fire or toxicity - sometimes requires a complex process (pretreatment, special equipment, curing) 12
13 3.2 Adhesive types A wide variety of adhesives are commercially available. Epoxy Various epoxy adhesives are available, with different characteristics and properties. The various curing mechanisms are: - 2 component hot or cold curing - 1 component hot curing - UV-curing. Standard epoxy adhesives are very strong but brittle and show low peel strength. To improve toughness, modified epoxy adhesives have been developed. The use temperature varies between - 40 C and 80 C (-40 F F) for cold curing systems. Hot curing epoxies can normally be used up to 150 C (300 F). Epoxies have a good moisture resistance. In general, large deviations are found in lap-shear bonding strength, depending on the particular combination of adhesive and material. With some plastics, pretreatment can give a considerable improvement. Oils and grease negatively affect the adhesion of epoxies. Polyurethane Polyurethane adhesives are relatively inexpensive and show good adhesion. Varieties exist from elastomeric to rigid. Several types of curing mechanisms are available: - 1 component thermosetting - 2 component catalyzed - reactive hot melts. Polyurethane adhesives are tough and show a high peel strength. They can be used at temperatures between -80 C and 100 C (-110 F F). Adhesion on engineering plastics is good. Degreasing is often sufficient to obtain the required bonding strength. Acrylic Acrylics are flexible and tough. Fast curing takes place at room temperature. Care should be taken when joining amorphous thermoplastics such as PC, as environmental stress cracking may occur. Several systems are available: - 1 component UV-curing used for transparent plastics - 2 component premix - 2 component no-mix Use temperature is between -55 C and 120 C (-70 F F). Acrylics show excellent peel strength and are tough. Good adhesion is obtained on amorphous thermoplastics. Pretreatment may improve the lap shear bonding strength considerably. Cyanoacrylate Cyano-acrylics are fast curing systems (under the catalytic effect of moisture from the air on the surface, an anionic reaction) but rather brittle, which results in low peel strength and impact properties in the joint. Rubber modified cyanoacrylics have been developed to improve toughness. Cyanoacrylate adhesives are specially developed for small surfaces and are not suited for outdoor applications. A very high lap shear bonding strength can be obtained with most engineering thermoplastics. Unfilled polyesters (Arnite PET and PBT) show moderate results. Effective primers are available to improve the bonding strength on polyolefins. Silicone Silicone adhesives react under the catalytic effect of water. Humidity in the air or some moisture on the surface of the parts is sufficient. The reaction times are relatively long, compared to cyano-acrylics. Silicone adhesives offer a high elasticity. Silicone adhesives show very good weathering and temperature resistance. MS (Modified silane polymer) Modified silane adhesives achieve good adhesion to various substrates and have good UV resistance. UV Cure UV curable adhesives use ultraviolet light to initiate polymerization and contain no solvents. Curing time is short, typically 3 to10 seconds. UV curable adhesives have a high bond strength and can easily be applied to transparent materials like polycarbonate. (However, this does not apply when UV-blockers have been added). Contact glue These are solvent based adhesives that are formulated with different raw material groups, including natural and synthetic rubbers and suitable resin combinations (Naphtas, ketones, esters or aromatics). Adhesive films will be formed upon evaporation of solvents. Assemblies may be made by contact bonding (adhesive application to both surfaces) or wet bonding (applied to one of the bond surfaces). Most of the contact adhesives are based on polychloroprene rubber. They display good initial strengths and achieve high strengths on numerous substrates. The typical contact pressure during assemby is 0.5 MPa. Hot melt Hot melt adhesives are thermoplastics, available as pellets, or in block, tape or foil shape. The adhesive is heated above its melting temperature and applied to the surfaces to be bonded with special equipment like rollers, nozzles or calandars. The bond is formed after the melt cools to a solid. The operating equipment has to operate fast for effective bonding. These adhesives are fairly viscous, solvent free and have good gap filling abilities. 13

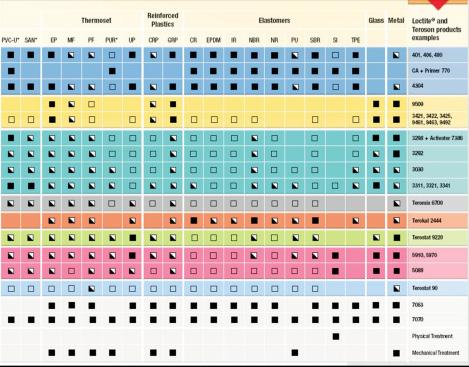
14 3.3 Compatible adhesives and substrates Figure 3 gives an impression of good solutions for adhesion bonding of plastics. The matrix with substrates and adhesives gives an indication of compatible combinations. Combinations that deliver a bond with a high strength have been indicated by a black rectangle. Good bonds are indicated by a black and white rectangle, and moderate bonds are indicated by a white rectangle. Figure 3 Compatibility of substrates and glue types (Courtesy Henkel) 14
15 15





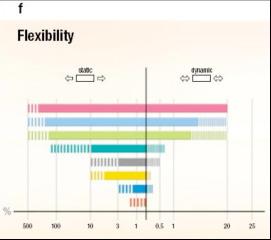
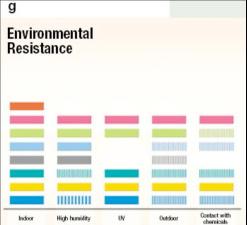
16 3.4 Adhesive properties Each adhesive type is characterized by a set of typical properties, as demonstrated by figure 4. - The adhesion time required to reach the desired bonding strength highly depends on the type of adhesive, and may vary between a few seconds to up to 24 hours, see figure 4a. The minimum bonding strength of 1 N/mm2 should be reached by then. - The time required for complete curing up to the maximum strength may take considerably longer, see figure 4b. - The design working temperature of the construction should not exceed the maximum allowable use temperature of the adhesive given in figure 4c. - Figure 4d gives an impression of the shear strength of the different adhesive types. - The gap filling capacity in millimetres for the different adhesives is shown in figure 4e. - The flexibility of the adhesive is important for constructions that are subjected to large strains, see figure 4f. - Figure 4g gives an impression of the resistance against environmental influence Figure 4 Adhesive properties (Courtesy Henkel) 16
17 17
. Gluing should be done in a dust free environment.")

18 3.5 Pre-treatments The surfaces to be adhesion bonded must be clean and free of oils, grease, mold- release agents and other foreign materials for good adhesion of the adhesive, so it may be necessary to clean the parts (see par. 6). Gluing should be done in a dust free environment. Apart from cleaning, several other pretreatments exist to enhance adhesion of the adhesive to the substrate: - Flaming is a simple and widely used process, in which a gas flame is moved a few centimetres above the surface of the part. The speed with which the flame is moved is in the order of 0.1 m/sec. Propane, butane and natural gas can be used to fuel the flame. - Corona treatment is an electrical discharge process. A high voltage, high frequency electrode is moved over the surface of the part at a distance of 1 to 2 mm, activating the surface through oxidation. As a side effect, ozone is formed. This process is normally used for parts with flat surfaces and is especially suitable for sheet material. - Low pressure plasma treatment is specifically suited for complex parts, with surfaces that can not easily be reached in flame or corona treatments. In this batchwise process, the parts are exposed to gas discharge at low pressure. - In-line plasma treatment by Openair atmospheric-pressure plasma technology was developed by Plasmatreat GmbH, Steinhagen. This plasma process, patented as early as 1995, is characterized, amongst others, by the fact that the plasma beam, which in this case emerges from jets (see figure 5), is electrically neutral. Its intensity is so high that treatment speeds of several 100 m/min can be achieved. In doing so, the plastic surfaces heat up by less than 20 C. The jets can be used for the most diverse parts (3-dimensional workpieces with grooves or undercuts etc.). They are also compatible with robots and can be integrated into existing product lines. The Openair system brings about multiple effects: it activates the surface by selective oxidation processes and increases its free surface energy by a significant factor. In this way, values of more than 72 mn/m are possible on many plastics. At the same time the surface is statically discharged and cleaned very thoroughly. Moreover, by adding a precursor, selective nanocoatings may also be applied in order to influence product properties in particular ways. This makes it possible to produce plastics with surfaces particularly receptive to adhesive bonding. Plasma treatment may result in better adhesion, but (atmospheric) plasma equipment is generally 2 to 3 times more expensive than corona equipment. The surface is dried by the atmospheric plasma, so that complete curing may require some more time in case cyanoacrylate adhesive is used. Five minute intervals between the plasma treatment and the gluing operation are generally sufficient to admit moisture from the air for the polymerization reaction. - Priming. - Sanding. Figure 5 Plasma jets (Images provided by courtesy of Plasmatreat GmbH) 18
19 3.6 Recommendations for DSM products In this chapter recommendations are given for DSM products and their compatibility with some adhesive types is shown on the basis of shear tests that were done on small strips. Shear tests The shear tests were conducted according to ISO4587, on strips with a thickness of 1 to 3 mm, a width of 25 mm and an overlap of 12.5 mm. 19 different DSM engineering plastics grades - representing material clusters - were tested, in combination with four different adhesives grades from Henkel: The curing time before testing was seven days. All materials were tested with a tensile speed of 10 mm/min, except the low modulus Arnitel TPE, which was tested at 50 mm/min. Mechanical considerations about shear tests The interpretation of shear test results is not a simple matter. The flexible strips are bent during the test, which results in additional bending stresses. Local tensile stresses can easily be twice as high as the nominal stress. Figure 6 gives an impression of the high local tensile stresses at the edges of the overlap. These high stresses may cause breakage of - cyanoacrylate (Loctite 406) - 2 component epoxy (Loctite Hysol 9466) - 2 component polyurethane (Terokal ) - modified silane polymer (Terostat MS-937) The Akulon and Stanyl strips were brought in the moist state in advance of the test by accelerated conditioning at 70 C and 62% relative humidity. Three different pretreatment procedures were followed: - cleaning by wiping with IPA (isopropyl alcohol) - cleaning by wiping with IPA, followed by a corona treatment for 30 seconds - cleaning by wiping with IPA, roughening with a Scotch Brite general purpose hand pad, type 3M 7447 (very fine), followed by wiping with IPA Figure 6 Local high bending stresses are at present near the overlap during a shear test The thickness of the adhesive layer was adjusted using thin metal wire as a spacer, as follows: Gap size cyanoacrylate (Loctite 406) 0.05 mm 2 component epoxy (Loctite Hysol 9466) 0.1 mm 2 component polyurethane (Terokal ) 0.1 mm modified silane polymer (Terostat MS-937) 2 mm Figure 7 Peaks in the shear stress and the normal stress are present at the edges of the overlap 19

20 Figure 8 the strips before the adhesive fails. Several strips did indeed break during the shear tests, before cohesive or adhesive failure of the glue layer could take place. These broken strips have been indicated by an asterisk in the figures 8 to 13. Moremore, the shear stress is not uniform over the total length of the overlap, as demonstrated by the stress calculation in figure 6. Stress concentrations are present at the edges, indicated by the blue line in figure 7. A normal stress is also present, with peaks at the edges of the overlap, indicated by the red line in figure 7. Figures 6 and 7 clearly show that shear tests only provide a rough ranking for adhesive performance, and should not be used for precise calculations. Akulon (PA6 and PA66) Cyanoacrylate, epoxy, polyurethane, silicone and hot melt adhesives are suitable for bonding Akulon PA6 and PA66. Shear tests were performed on four different Akulon grades, see figure 8. A high shear strength was found for cyanoacrylate adhesive, indicated by the blue bars in figure 8. Roughening of the surface gave no significant improvement for cyanoacrylate adhesive. The results for 2-component epoxy (the yellow bars in figure 8) and the 2-component polyurethane (the grey bars in figure 5) were also good, especially after roughening or corona treatment. The corona treatment generally gave somewhat better results than the roughening treatment. As expected, the strength of modified silane adhesive is relatively low, as indicated by the green bars in figure 8. This elastic adhesive has excellent gap-filling capacities (a gap size of 2 mm was chosen in the test for this adhesive) and must be regarded as an elastic sealant/adhesive. The shear strength of the unfilled Akulon F223-D was considerably lower than the strength of the three glass-filled materials, which is understandable, as the stiffness of this material is much lower, so that the strips will be bent more during the test and the adhesive layer will be loaded more easily in an unfavourable peel mode. Stanyl (PA46) Although many different glues can be applied to polyamides, only a few are recommended for use in Stanyl at high temperatures of 120 C 150 C. A selection of possible adhesives for Stanyl is listed in table 2. Applicable pretreatments for Stanyl are: - Abrading the surface with medium grit (80150) emery paper or grit blasting (especially effective for polyurethanes and acrylates) - Etching the surface (3 minutes at 20 C) with a mixture of sulphuric acid (90%), potassium dichromate (4%) and water (6%) - Priming the surface by means of a 20
 The adhesive forms the weakest link in a glued Stanyl component, due to the lower temperature resistance of the adhesive.")
21 mixture of resorcinol, ethanol and p-tolueensulfonacid, a nitrilphenol based solution or by means of a resin based on resorcinformaldehyde - Plasma or UV/ozone pretreatment (especially effective in combination with glues based on epoxies) The adhesive forms the weakest link in a glued Stanyl component, due to the lower temperature resistance of the adhesive. Consequently adhesive bonding is not a preferred joining technique for Stanyl. More stable systems are achieved using welding techniques or mechanical fasteners. Table 2 High temperature resistance adhesives for Stanyl. The strength of glued Stanyl parts depends on: - The moisture content of the polyamide parts: dry as molded parts give higher strengths than conditioned parts. - Environmental conditions (chemical attack), size and kind of loading, size of the gap between the mating parts. - The application of a pretreatment. Shear tests were conducted on three different Stanyl grades, see figure 9. The cyanoacrylate adhesive showed a high shear strength, indicated by the blue bars in figure 9. Roughening of the surface did not improve the results for cyanoacrylate adhesive, on the contrary, the strength was even lower. The 2-component epoxy (the yellow bars in figure 9) provided moderate results if a cleaning operation was only performed. Roughening already gave some improvement, but the best results are found for corona treatment. The 2-component polyurethane (the grey bars in figure 9) produced moderate to good results. Roughening or corona treatment do not result in a big improvement. 21
 and must be regarded as an elastic sealant/ adhesive.")
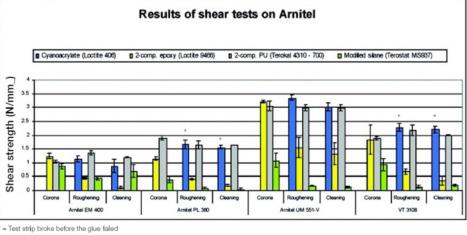
22 Figure 9 The strength of modified silane adhesive is relatively low, as expected (see the green bars in figure 9). This adhesive has excellent gap-filling capacities (a gap size of 2 mm was chosen in the test for this adhesive) and must be regarded as an elastic sealant/ adhesive. On average the unfilled Stanyl TW 341 has a lower shear strength than the two glass filled Stanyl types, just as was found for unfilled Akulon, but the result is less significant. Arnite (PBT and PET) Ethylcyanacrylate, methacrylatelastomer, ethyl, methyl, polyethane, epoxy and silicone type adhesives are suitable for Arnite PBT and PET. Hot melt adhesives can also be applied. The area to be joined should be lightly roughened and free of grease. A corona treatment is even more effective than roughening. The adhesion strength obtained, however, will be below the spectfied product strength. Shear tests conducted on four different Arnite grades showed a high shear strength for cyanoacrylate adhesive, see the blue bars in figure 10. The strength can even be improved considerably by roughening of the surface. The strength of 2-component epoxy (the yellow bars in figure 10) provided low to moderate results if only a cleaning operation was performed. Roughening already gave a significant improvement, but the best results were attained with the corona treatment. The 2-component polyethane (the grey bars in figure 10) produced moderate to good results. Roughening and especially corona treatment brings a big improvement. The strength of modified silane adhesive is relatively low, as expected (see green bars in figure 10). MS-adhesive excellent gap-filling capacities (a gap size of 2 mm was chosen in the test for this adhesive) and can be regarded as an elastic sealant/adhesive. Arnitel (TPE) Good bonding results can be achieved on Arnitel components with polyurethane adhesives. Normally two-component systems are used, with isocyanate or di-isocyanate hardeners. Arnitel can be laminated (e.g. to fabric) with a TPU (thermoplastic Polyurethane) hot melt adhesive. The high temperature during melting of the adhesive activates the hardener in the hot melt. Shear tests have been done on four different Arnite grades, as shown in figure 11. The grades UM 551-V and VT 3108 are harder and stiffer than the grades EM 400 and PL 380, and had a higher shear strength. The deflection of these stiffer test strips under the load will be lower, so that the adhesive layer will be not be loaded in an unfavorable peel mode. A good shear strength was found for cyanoacrylate (the blue bars in figure 11) after a cleaning operation only. The strength could not be improved significantly by roughening of the surface. The shear strength of the 2-component epoxy (the yellow bars in figure 11) is quite low after cleaning, but can be improved considerably by a roughening operation. A corona treatment gives even better results. The 2-component polyurethane (the grey bars in figure 11) provided results that are comparable with those of cyano-acrylate. Roughening or corona treatment gave no signifi cant improvement. The strength of modified silane adhesive is relatively low, as expected, shown by the green bars in figure 11. This kind of adhesive has excellent gap-filling capacities (a gap size of 2 mm was chosen in the test for this adhesive) and should be regarded as an elastic sealant/adhesive. 22

23 Figure 10 Figure 11 23
24 3.7 Design for adhesive bonding The load on the assembly can be applied in a similar way to solvent bonding, see figure 1. Thin layers are advisable in case of lapshear. Peel and split loads are best taken up by a thick layer of adhesive. General design guidelines are: - design for lap-shear loads - maximize the bonding surface; for instance, use a scarfed or a dovetail joint - avoid stress concentrations at thick-thin sections - ensure sufficient venting on substrate. Figure 14 Designs for adhesion bonding Recommended joint designs are given in figure in 14. Hermetic seals required for containers and bottles may be achieved with the designs shown in figure A and B. Joint C is more universal. To ensure successful joining with adhesives it is important to know the functional requirements of the assembly and the possibilities and limitations of the adhesive in combination with the substrate. The following checklist may prove useful: - product: design joints specifically for adhesives - mechanical load: lap-shear, peel, split or tensile - life of joint: use temperature, environment, relative humidity - thermoplastic substrate: mechanical properties, wetting, moisture absorption - adhesive: temperature and chemical resistance - pretreatment: cleaning, etching, sanding, oxidation, primer - safety: MSDS (Material Safety Data Sheet) chart. - process: numbers, curing conditions, application techniques The moisture content of polyamides does not strongly influence the bond strength. However, it is advisable to conduct some bonding tests with conditioned parts prior to production. 24
25 3.8 Quick adhesive test The compatibility of a substrate and an adhesive can quickly be tested as follows. 1. Dispense a drop of the adhesive onto the sample and cure accordingly. When testing multiple adhesives, apply each adhesive to the substrate and cure them all at once. Label each adhesive. 2. Allow the part to cool for approximately 1-2 minutes (the adhesive may produce different results when warm). 3. Conduct the adhesion test: Pick the adhesive off with the tip of a dental pick or a safety razor. Rate products for their adhesion on the specific substrate. Evaluating adhesion is somewhat subjective and may vary from person to person. Having more than one person perform the test and using a composite rating minimizes this error. Record results. More rigorous pick tests may include exposure of cured adhesive to hot or cold temperatures or to water or other solvents if adhesion under those conditions is important. must flow (or not flow) on the part after the adhesive is applied. Part geometry, process geometry and assembly speeds and methods should all be considered when selecting a viscosity. Step 3. Physical properties If an application requires an adhesive with a special set of physical properties, this step should be considered before viscosity. Product data sheets of the adhesives include a more extensive list of product properties i.e., hardness, tensile properties, shrinkage and water absorption. Figure 4d shows that glues can be devided into two groups. Epoxy, acrylic, cyanoacrylate, polyurethane and contact glues are bonders with high strengths (figure 4d) and relatively short curing times (figures 4a and 4b). Flexible PU, MS-polymer and silicone glues have a high gap filling capacity (figure 4e) and are very flexible (figure 4f), but they have a relatively low strength. The figures 4c and 4g given an impression of the use temperature range and the environmental resistance. Modified silane adhesives can be used in a wide range, but epoxy and acrylic adhesives also have excellent temperature resistance. The environmental resistance of epoxies and silicones is very good. Step 5. Curing equipment Light curing adhesives are formulated to react optimally with specific types of light. Best cure results are obtained when the output of the curing lamp is matched with the absorption spectrum of the adhesive. Step 6. Price The price per kilo of glues varies considerably, as demonstrated by figure 15. The cheapest glue type that fulfils all the technical requirements should be selected. 3.9 How to select the best adhesive? Step 1. Adhesion The first and most basic property that all adhesives must have is good adhesion to all of the substrates that need to be bonded. The substrate selector guide in figure 3 may be a good place to start the selection process. When a single substrate material is to be bonded (for example PA6 to PA6) the process of selecting possible adhesives is straightforward. When two different substrates are to be bonded, i.e., PA6 to PBT a range of possibilities should be evaluated. After a few pick tests (see paragraph 3.8) it will be obvious which substrate is more difficult to bond and choices can be optimized for that substrate. Step 2. Viscosity In determining viscosity, consideration should be given to how the adhesive Figure 15 Rough price index per kilo of different adhesive types. The adhesives at the bottom of the pyramid are the high-volume types. Step 7. Use testing Final adhesive selection should include a sound evaluation of suitable adhesives by application and cure of adhesive to actual parts subjected to real-life stress conditions. Use testing should also include process validation tests, which include the 25
26 production of parts using planned adhesive application and curing methods. Adhesive use testing should include stresses somewhat higher than those expected for assembled parts. The severity of this testing is best determined by part designers. DSM s Technical Service Department for engineering plastics may be consulted for all gluing advices. 26
27 4. Double-Sided Tape 27
28 Double-sided coated tapes are adhesivecoated on both sides of paper, film or tissue. This increases the adhesive s dimensional stability for easy handling and application. Double-sided pressure sensitive tapes are available with a variety of carriers, adhesives and load bearing capabilities. Specific advantages of double-sided tapes are: - homogeneous distribution of mechanical loads - dampen vibrations and noise - absorb impact - join dissimilar materials - resist plasticizer migration, avoiding stress cracking problems - good esthetics / no special requirements to hide the bond - economic assembly / minimal application training / no investment in major equipment - low weight, no heavy bolts and nuts - differences in thermal expansion of components can be compensated by a thick adhesive layer - ability to join heat sensitive constructions or materials, which welding would distort or destroy Potential limitations are: - stress cracking or crazing caused by the adhesive - reproducibility / process control - disassembly. Adhesive transfer tape consists of a pressure-sensitive adhesive pre-applied to a special release liner. The tape is simply applied to a surface and the liner is peeled off. This leaves a clean, dry strip of acrylic adhesive for joining of lightweight materials. Pressure-sensitive tapes require a clean surface for optimal strength. Cleaning of the part may be necessary to remove oil, grease, mold release agent and other foreign materials, see par 6. 28
29 5. Surface wetting 29

30 The wetting of the surface is characterized by the contact angle of the liquid with the surface, as shown in figure 16. If the contact angle is 90 or larger, wetting will be incomplete. The surface contact angle in its turn is determined by the surface tension of the liquid and the surface free energy of the plastic. Good wetting and distribution of the solvent or the adhesive on the substrate can be achieved only when the surface tension of the liquid is lower than the surface free energy of the substrate. The surface free energy of the substrate can be measured in various different ways. One procedure is to measure the contact angle of a drop of de-ionized water that is applied to the substrate with a hand-held measuring device as shown in figure 17. The measuring results can be represented on a PC-screen, see figure 18. Figure 16 The relation between the surface contact angle and wetting of the surface. 30


 Figure 18 Screen presentation of the")
31 Figure 17 Hand-held measuring device, enabling measurement of the contact angle on the substrate without any sample preparation. The system looks from the side on the applied droplet and measures in this way the contact angle, the base, the height and the volume of the droplet, in both static and dynamic mode (= measurement as a function of time). (Images provided by courtesy of Rycobel - Belgium) Figure 18 Screen presentation of the contact angle measurements. The contact angle, the drop width and the drop height are presented as a function of time. 31

32 Figure 19 Shows some typical surface energy values of DSM polymers that were measured in this way. The values were all high enough to ensure good wetting of the surface with an adhesive. If much lower surface energies are found, this could be an indication that the surface is not clean. 32
33 6. Cleaning 33

.")
34 The surfaces of parts that must be joined together by a gluing process, must be clean and free of foreign materials, such as dirt particles, oil, grease or mold release agent in order to achieve a strong bond. If the plastic pellets do not contain a mold release agent and if no mold release agent has been sprayed in the mold during the injection molding process and the parts were not touched with bare hands, cleaning in an air bath to remove dust particles may suffice. Table 3 Cleaning solvents for Akulon (PA6 & PA66). The use of a mold release agent can be avoided by designing the parts with generous release angles. If necessary, persistent contaminants can be removed by washing in a suitable solvent. Tables 3 to 6 give some examples of solvents that may be used for DSM s thermoplastics, assuming that the parts will not be exposed to these cleaning solvents for more than 10 minutes. Atmospheric plasma enables both a cleaning and an activation effect on the polymer surface where there is a low level of contamination. Some solvents may cause environmental stresscracking in polycarbonate and polycarbonate blend parts which are subjected to internal or external stresses. Chlorinated and aromatic solvents, as well as ketones, should therefore be avoided for these polymers. Table 4 Cleaning solvent for Stanyl (PA46). It is important to consult the Material Safety Data Sheet of the solvent used, for health and safety information and for proper handling and protective equipment. An automated cleaning line may be useful to speed up the cleaning process and improve quality control. An ultrasonic bath or a spraying installation could be considered. 34


35 Table 5 Cleaning solvent for Arnite (PBT and PET). Table 6 Cleaning solvents for Arnitel TPE. 35
Assembly Adhesives by Patrick J. Courtney, Engineering Project Manager, and Mike Shannahan, OEM Market Manager, Henkel Loctite Corporation
 Assembly Adhesives by Patrick J. Courtney, Engineering Project Manager, and Mike Shannahan, OEM Market Manager, Henkel Loctite Corporation To compete in today s global marketplace, manufacturers are under
Assembly Adhesives by Patrick J. Courtney, Engineering Project Manager, and Mike Shannahan, OEM Market Manager, Henkel Loctite Corporation To compete in today s global marketplace, manufacturers are under
Hot-Dip Galvanized Fabrication Considerations
 Hot-Dip Galvanized Fabrication Considerations TECHNICAL BULLETIN JANUARY 27, 2016 Forming Hot-dip galvanized sheet can be formed almost as readily as uncoated cold rolled sheet. It can be formed in a variety
Hot-Dip Galvanized Fabrication Considerations TECHNICAL BULLETIN JANUARY 27, 2016 Forming Hot-dip galvanized sheet can be formed almost as readily as uncoated cold rolled sheet. It can be formed in a variety
Rotec flange bonding, two component adhesive system
 Note! This system is to be used with type A Fixed and Stub Flanges only. Rotec Adhesive Injection System Location of drillings for gluing flanges The Rotec Injection Adhesive System for bonding of Rotec
Note! This system is to be used with type A Fixed and Stub Flanges only. Rotec Adhesive Injection System Location of drillings for gluing flanges The Rotec Injection Adhesive System for bonding of Rotec
PART 10 ADHESIVES AND SEALANTS. Adhesives Sealants Tapes
 PART 10 ADHESIVES AND SEALANTS Adhesives Sealants Tapes 10.1 Adhesives Safety Types of Adhesive Surface Preparation Setting Processes Types of Joint Modes of Failure Safety of Adhesives Many adhesives
PART 10 ADHESIVES AND SEALANTS Adhesives Sealants Tapes 10.1 Adhesives Safety Types of Adhesive Surface Preparation Setting Processes Types of Joint Modes of Failure Safety of Adhesives Many adhesives
Need an Adhesive to Bond Composites?
 Need an Adhesive to Bond Composites? Try the 3M Scotch-Weld Structural Adhesive Selector Start Now Choose Your Substrate Combination Select button to view recommended 3M Scotch-Weld Structural Adhesive
Need an Adhesive to Bond Composites? Try the 3M Scotch-Weld Structural Adhesive Selector Start Now Choose Your Substrate Combination Select button to view recommended 3M Scotch-Weld Structural Adhesive
LOCTITE 406. Technical Data Sheet. (TDS for new formulation of Loctite 406 ) February-2012
 February-2012") Technical Data Sheet LOCTITE 46 (TDS for new formulation of Loctite 46 ) February-212 PRODUCT DESCRIPTION LOCTITE 46 provides the following product characteristics: Technology Cyanoacrylate Chemical Type
Technical Data Sheet LOCTITE 46 (TDS for new formulation of Loctite 46 ) February-212 PRODUCT DESCRIPTION LOCTITE 46 provides the following product characteristics: Technology Cyanoacrylate Chemical Type
3 Scotch-Weld TE-100 Thermoset Adhesive
 3 Scotch-Weld Product Data Sheet Product Description Extrudable grade with medium set time and low viscosity ideal for bonding wood. Bonds selected plastics. Yields thin glue lines. Scotch-Weld Thermoset
3 Scotch-Weld Product Data Sheet Product Description Extrudable grade with medium set time and low viscosity ideal for bonding wood. Bonds selected plastics. Yields thin glue lines. Scotch-Weld Thermoset
bondingsolutions Double-sided tapes as a true alternative to conventional fastening methods bondingsolutions/monika Meyer March 16 Page 1
 Double-sided tapes as a true alternative to conventional fastening methods bondingsolutions/monika Meyer March 16 Page 1 Introduction We manufacture adhesive solutions with more than a century of experience
Double-sided tapes as a true alternative to conventional fastening methods bondingsolutions/monika Meyer March 16 Page 1 Introduction We manufacture adhesive solutions with more than a century of experience
Parabond 600 Elastic adhesive sealant with high initial bonding strength.
 Parabond 600 Elastic adhesive sealant with high initial bonding strength. Product: Parabond 600 is an MS-polymer based, durable and fast curing elastic adhesive. Applications: Parabond 600 has a very high
Parabond 600 Elastic adhesive sealant with high initial bonding strength. Product: Parabond 600 is an MS-polymer based, durable and fast curing elastic adhesive. Applications: Parabond 600 has a very high
Parabond Construction REV Page 1
 Parabond Construction REV. 7 042016 Page 1 Parabond Construction Construction adhesive and sealant. Product Parabond Construction is a one-component, neutral curing, ready to use, Hybrid-Polymer based
Parabond Construction REV. 7 042016 Page 1 Parabond Construction Construction adhesive and sealant. Product Parabond Construction is a one-component, neutral curing, ready to use, Hybrid-Polymer based
Scotch-Weld Structural Plastic Adhesives DP8010 Blue
 Scotch-Weld Structural Plastic Adhesives DP8010 Blue Preliminary Product Data Sheet Date: March 2015 Supersedes: February 2015 Product Description 3M Scotch-Weld Structural Plastic Adhesives DP8010 Blue
Scotch-Weld Structural Plastic Adhesives DP8010 Blue Preliminary Product Data Sheet Date: March 2015 Supersedes: February 2015 Product Description 3M Scotch-Weld Structural Plastic Adhesives DP8010 Blue
Parabond 600 Elastic glue and adhesive with extremely high initial bonding
 Parabond 600 Elastic glue and adhesive with extremely high initial bonding Product: Parabond 600 is a high-quality, quickly drying, durable MS-Polymer based elastic glue and adhesive with a very high initial
Parabond 600 Elastic glue and adhesive with extremely high initial bonding Product: Parabond 600 is a high-quality, quickly drying, durable MS-Polymer based elastic glue and adhesive with a very high initial
Automotive. 3M TM HPW 2011 (High Performance Wipe) The use of the name cleaning agents above depends on the surface material to be cleaned.
 The use of the name cleaning agents above depends on the surface material to be cleaned.") Automotive Technical Data Sheet October 2013 Usage of 3M Acrylic Foam und 3M Acrylic Plus Tapes General Information Description Based on its excellent performance properties 3M Acrylic Foam are used for
Automotive Technical Data Sheet October 2013 Usage of 3M Acrylic Foam und 3M Acrylic Plus Tapes General Information Description Based on its excellent performance properties 3M Acrylic Foam are used for
DURABILITY OF PRESSURE SENSITIVE ADHESIVE JOINTS
 DURABILITY OF PRESSURE SENSITIVE ADHESIVE JOINTS Paul Ludwig Geiss, Daniel Vogt Kaiserslautern University of Technology, Faculty Mechanical and Process Engineering, Workgroup Materials and Surface Technologies
DURABILITY OF PRESSURE SENSITIVE ADHESIVE JOINTS Paul Ludwig Geiss, Daniel Vogt Kaiserslautern University of Technology, Faculty Mechanical and Process Engineering, Workgroup Materials and Surface Technologies
Adhesion Promoter/Primer 3M Adhesion Promoter AP596
 Adhesion Promoter/ 3M Adhesion Promoter AP596 3M All Purpose P591 3M Metal P592 Technical Data October 2017 Product Description 3M Adhesion Promoter AP596 and 3M s P591, P592, and are low viscosity adhesion
Adhesion Promoter/ 3M Adhesion Promoter AP596 3M All Purpose P591 3M Metal P592 Technical Data October 2017 Product Description 3M Adhesion Promoter AP596 and 3M s P591, P592, and are low viscosity adhesion
3M Plastic Primer P591. Color Clear Black Black Clear Black Clear. (Ford Cup) Solids (%) VOC (g/l)
 Solids (%) VOC (g/l)") Cleaner/ 3M Cleaner C596 3M Fritted P590 3M Plastic P591 3M Metal P592 3M Teak & P595 3M Teak & P597, Clear Technical Data August, 2010 Product Description 3M Cleaner C596 and 3M s P590, P591, P592, P595
Cleaner/ 3M Cleaner C596 3M Fritted P590 3M Plastic P591 3M Metal P592 3M Teak & P595 3M Teak & P597, Clear Technical Data August, 2010 Product Description 3M Cleaner C596 and 3M s P590, P591, P592, P595
Parabond 600 Elastic adhesive sealant with high initial bonding strength.
 Parabond 600 Elastic adhesive sealant with high initial bonding strength. Product: Parabond 600 is an MS-polymer based, durable and fast curing elastic adhesive. Applications: Parabond 600 has a very high
Parabond 600 Elastic adhesive sealant with high initial bonding strength. Product: Parabond 600 is an MS-polymer based, durable and fast curing elastic adhesive. Applications: Parabond 600 has a very high
Scotch-Weld Multi-Material & Composite Urethane Adhesives DP6310NS and DP6330NS
 Adhesives Preliminary Technical Data Sheet January, 2017 Product Description 3M TM Scotch-Weld Adhesives are multi-purpose urethane adhesives for bonding a variety of composites, plastics, metals and wood.
Adhesives Preliminary Technical Data Sheet January, 2017 Product Description 3M TM Scotch-Weld Adhesives are multi-purpose urethane adhesives for bonding a variety of composites, plastics, metals and wood.
Scotch-Weld Metal Bonder Acrylic Adhesive DP8407NS Gray
 Scotch-Weld Metal Bonder Acrylic Adhesive Preliminary Technical Data Sheet October 2017 Product Description is a high performance, two-part acrylic adhesive that offers excellent shear, peel, and impact
Scotch-Weld Metal Bonder Acrylic Adhesive Preliminary Technical Data Sheet October 2017 Product Description is a high performance, two-part acrylic adhesive that offers excellent shear, peel, and impact
3 Scotch-Weld TM. Instant Wood Adhesives and Surface Activator. Technical Data April, 2007
 3 Scotch-Weld TM Technical Data April, 2007 Product Description 3M Scotch-Weld Instant Wood Adhesives and 3M Surface Activator are single component, room temperature-curing adhesives that provide remarkable
3 Scotch-Weld TM Technical Data April, 2007 Product Description 3M Scotch-Weld Instant Wood Adhesives and 3M Surface Activator are single component, room temperature-curing adhesives that provide remarkable
Innovations in Hybrid Structural Instant Adhesive Technologies
 Success Secured With LOCTITE Innovations in Hybrid Structural Instant Adhesive Technologies By Nicole Lavoie, Application Engineer Henkel Corporation Contact Us Abstract Over the last century, adhesive
Success Secured With LOCTITE Innovations in Hybrid Structural Instant Adhesive Technologies By Nicole Lavoie, Application Engineer Henkel Corporation Contact Us Abstract Over the last century, adhesive
Composite Solutions for the Automotive Industry
 Composite Solutions for the Automotive Industry 2 COMPOSITE SOLUTIONS FOR THE AUTOMOTIVE INDUSTRY Reduce weight. Reduce costs. Increase quality. Henkel offers composite solutions for the automotive industry.
Composite Solutions for the Automotive Industry 2 COMPOSITE SOLUTIONS FOR THE AUTOMOTIVE INDUSTRY Reduce weight. Reduce costs. Increase quality. Henkel offers composite solutions for the automotive industry.
Using Structural Adhesives to Make Permanent Bonds to Plastics May 24, 2016
 Using Structural Adhesives to Make Permanent Bonds to Plastics May 24, 2016 Outline Adhesion Basics Adhesion Surface energy Classification of plastics Surface Preparation Common techniques Structural Adhesives
Using Structural Adhesives to Make Permanent Bonds to Plastics May 24, 2016 Outline Adhesion Basics Adhesion Surface energy Classification of plastics Surface Preparation Common techniques Structural Adhesives
Acrylic Structural Adhesives. Features and Recent Advancements
 Acrylic Structural Adhesives Features and Recent Advancements 1 Structural adhesives can replace welding, bolts, screws, spot welding, and other traditional attachments in a wide variety of industrial
Acrylic Structural Adhesives Features and Recent Advancements 1 Structural adhesives can replace welding, bolts, screws, spot welding, and other traditional attachments in a wide variety of industrial
Dynamic Bonding Systems B.V. A division of Dutch Bonding Group B.V.
 for the bonding of facade cladding with KOMO-certified bonding system Dynamic Bond METALS - HPL - FIBRECEMENT Dynamic Bond For panels up to the maximum diagonal. Based on MS-hybrid-polymers, one component.
for the bonding of facade cladding with KOMO-certified bonding system Dynamic Bond METALS - HPL - FIBRECEMENT Dynamic Bond For panels up to the maximum diagonal. Based on MS-hybrid-polymers, one component.
White Paper. Bonding Low Surface Energy Plastics. New Adhesive Systems Provide Alternative Fastening Methods For Low Surface Energy Plastics
 White Paper Bonding Low Surface Energy Plastics New Adhesive Systems Provide Alternative Fastening Methods For Low Surface Energy Plastics Thermoplastic olefins offer durability, flexibility, and resistance
White Paper Bonding Low Surface Energy Plastics New Adhesive Systems Provide Alternative Fastening Methods For Low Surface Energy Plastics Thermoplastic olefins offer durability, flexibility, and resistance
Low Odour Acrylic Adhesives DP8805NS Green DP8810NS Green DP8825NS Green. Preliminary Technical Data Sheet May 2017
 Scotch-Weld Preliminary Technical Data Sheet May 2017 Product Description 3M Scotch-Weld are high-performance, two-part acrylic adhesives with lower odour than most acrylic adhesives. These toughened products
Scotch-Weld Preliminary Technical Data Sheet May 2017 Product Description 3M Scotch-Weld are high-performance, two-part acrylic adhesives with lower odour than most acrylic adhesives. These toughened products
Technical Data Sheet February 2014
 Scotch-Weld Technical Data Sheet February 2014 Product Description s are high performance, two-part acrylic adhesives with lower odor than most acrylic adhesives. These toughened products offer excellent
Scotch-Weld Technical Data Sheet February 2014 Product Description s are high performance, two-part acrylic adhesives with lower odor than most acrylic adhesives. These toughened products offer excellent
Joint design is critical to the optimum performance of a bond. Factors to be considered in choosing a joint design include
 Adhesive bonding Adhesive bonding in SABIC Innovative Plastics applications Adhesive bonding is a convenient method of assembling a plastic part to either a similar or dissimilar (including non-plastic)
Adhesive bonding Adhesive bonding in SABIC Innovative Plastics applications Adhesive bonding is a convenient method of assembling a plastic part to either a similar or dissimilar (including non-plastic)
HOME APPLIANCES START WITH SMART SOLUTIONS
 HOME APPLIANCES START WITH SMART SOLUTIONS 1 OUR CORE COMPETENCIES CONTENT Manufacturers of home appliances strive for aesthetic appeal and functionality as well as process optimization and innovation.
HOME APPLIANCES START WITH SMART SOLUTIONS 1 OUR CORE COMPETENCIES CONTENT Manufacturers of home appliances strive for aesthetic appeal and functionality as well as process optimization and innovation.
LOCTITE WEBINAR SERIES Designing with Adhesives
 LOCTITE WEBINAR SERIES Designing with Adhesives Designing with Adhesives Meet your presenters Doug Lescarbeau Austen Williams Market Development Director Doug.Lescarbeau@Henkel.com Application Engineer
LOCTITE WEBINAR SERIES Designing with Adhesives Designing with Adhesives Meet your presenters Doug Lescarbeau Austen Williams Market Development Director Doug.Lescarbeau@Henkel.com Application Engineer
Two component transparent polyurethane adhesive. transparent fast curing UV stable Suitable for bonding a variety of metal and plastic substrates
 Advanced Materials Araldite 2028-1 Structural Adhesives Araldite 2028-1 Two component transparent polyurethane adhesive Key properties transparent fast curing UV stable Suitable for bonding a variety of
Advanced Materials Araldite 2028-1 Structural Adhesives Araldite 2028-1 Two component transparent polyurethane adhesive Key properties transparent fast curing UV stable Suitable for bonding a variety of
Joining & Bonding of Composite Parts The Structural Adhesive Advantage
 Joining & Bonding of Composite Parts The Structural Adhesive Advantage Recent trends and advancements in the manufacturing and cost reduction of composite materials has increased their usage in the transportation,
Joining & Bonding of Composite Parts The Structural Adhesive Advantage Recent trends and advancements in the manufacturing and cost reduction of composite materials has increased their usage in the transportation,
Two component transparent polyurethane adhesive. transparent fast curing UV stable Suitable for bonding a variety of metal and plastic substrates
 Advanced Materials Araldite 2028-1 Structural Adhesives Araldite 2028-1 Two component transparent polyurethane adhesive Key properties transparent fast curing UV stable Suitable for bonding a variety of
Advanced Materials Araldite 2028-1 Structural Adhesives Araldite 2028-1 Two component transparent polyurethane adhesive Key properties transparent fast curing UV stable Suitable for bonding a variety of
LORD 309-1D/309-2D and 309-1D GB/309-2D Epoxy Adhesives Description
 LORD 309-1D/309-2D and 309-1D GB/309-2D Epoxy Adhesives Description LORD 309-1D/309-2D and 309-1D GB/309-2D adhesives are high performance, thixotropic, two-component epoxy adhesive systems used for applications
LORD 309-1D/309-2D and 309-1D GB/309-2D Epoxy Adhesives Description LORD 309-1D/309-2D and 309-1D GB/309-2D adhesives are high performance, thixotropic, two-component epoxy adhesive systems used for applications
Bonding for the future. Solving the challenge of bonding composites and multi-materials.
 Bonding for the future Solving the challenge of bonding composites and multi-materials. Assembly Solutions: Common applications Across industries, applications, and substrates, 3M offers a wide range of
Bonding for the future Solving the challenge of bonding composites and multi-materials. Assembly Solutions: Common applications Across industries, applications, and substrates, 3M offers a wide range of
We do not sell adhesives. We use the adhesives below to construct products for our customers.
 ADHESIVE GUIDE We do not sell adhesives. We use the adhesives below to construct products for our customers. Manufacturing Process Adhesive Formulations Adhesive Comparison Chart Choosing and Adhesives
ADHESIVE GUIDE We do not sell adhesives. We use the adhesives below to construct products for our customers. Manufacturing Process Adhesive Formulations Adhesive Comparison Chart Choosing and Adhesives
Magna-Tac E645 Product Information Sheet
 Epoxy Adhesive Part A: Part B: Viscosity Color Base Wgt/Gal Solids Diluant Shelf Life 6000 cps Clear amber Modified epoxy 9.3 77 % Solvent 1 year Water thin Clear 8.4 12% Solvent 1 year Magna-Tac E645
Epoxy Adhesive Part A: Part B: Viscosity Color Base Wgt/Gal Solids Diluant Shelf Life 6000 cps Clear amber Modified epoxy 9.3 77 % Solvent 1 year Water thin Clear 8.4 12% Solvent 1 year Magna-Tac E645
3M Scotch-Weld Structural Adhesives. Bonding Composite Parts to Multiple Materials
 3M Scotch-Weld Structural Adhesives Bonding Composite Parts to Multiple Materials Bonding for the Future Solving the challenge of bonding composites and multiple materials. Advantages of Adhesives for
3M Scotch-Weld Structural Adhesives Bonding Composite Parts to Multiple Materials Bonding for the Future Solving the challenge of bonding composites and multiple materials. Advantages of Adhesives for
ULTRA STRONG BONDING SOLUTIONS Foamed Acrylic Double Sided Tape Range
 ULTRA STRONG BONDING SOLUTIONS Foamed Acrylic Double Sided Tape Range UHB Ultra High Bond Foamed Acrylic Double Sided Tapes The UHB range is made of a technically advanced closed cell foamed acrylic adhesive
ULTRA STRONG BONDING SOLUTIONS Foamed Acrylic Double Sided Tape Range UHB Ultra High Bond Foamed Acrylic Double Sided Tapes The UHB range is made of a technically advanced closed cell foamed acrylic adhesive
Industry. General Guidelines Bonding and Sealing with Sikaflex. August 2006 / Version 3
 Industry General Guidelines Bonding and Sealing with Sikaflex August 2006 / Version 3 Table of Content 1. Introduction 3 2. Selecting Adhesives and Sealants 3 3. Design and Dimensions of Adhesive Joints
Industry General Guidelines Bonding and Sealing with Sikaflex August 2006 / Version 3 Table of Content 1. Introduction 3 2. Selecting Adhesives and Sealants 3 3. Design and Dimensions of Adhesive Joints
3 700-Series Hybrid Products:
 3 700-Series Hybrid Products: 3M 3M 3M Technical Data December, 2009 Product Description 3M 700-Series Hybrid Sealant and Hybrid Adhesive Sealant products are one component, moisture curing products which
3 700-Series Hybrid Products: 3M 3M 3M Technical Data December, 2009 Product Description 3M 700-Series Hybrid Sealant and Hybrid Adhesive Sealant products are one component, moisture curing products which
Introduction to Joining Processes
 1. CLASSIFICATION OF JOINING METHODS The three basic options available for assembly and joining of engineering components may be designated: 1. mechanical 2. chemical 3. physical Some familiar examples:
1. CLASSIFICATION OF JOINING METHODS The three basic options available for assembly and joining of engineering components may be designated: 1. mechanical 2. chemical 3. physical Some familiar examples:
Two component flexible polyurethane adhesive. Property Component A (resin) Component B (hardener) Mixed Adhesive
 Component B (hardener) Mixed Adhesive") Advanced Materials Araldite 2045 Structural Adhesives TECHNICAL DATA SHEET Araldite 2045 Two component flexible polyurethane adhesive Key properties Ideal for bonding plastics Good flexibility Ideal for
Advanced Materials Araldite 2045 Structural Adhesives TECHNICAL DATA SHEET Araldite 2045 Two component flexible polyurethane adhesive Key properties Ideal for bonding plastics Good flexibility Ideal for
DIVISION 7 - THERMAL AND MOISTURE PROTECTION Section Joint Sealers Elastomeric and non-elastomeric sealant
 Spec Component: SC-073-03/11 Sikadur Combiflex SG Part 1 - General DIVISION 7 - THERMAL AND MOISTURE PROTECTION Section 07900 Joint Sealers Elastomeric and non-elastomeric sealant 1.01 Summary A. This
Spec Component: SC-073-03/11 Sikadur Combiflex SG Part 1 - General DIVISION 7 - THERMAL AND MOISTURE PROTECTION Section 07900 Joint Sealers Elastomeric and non-elastomeric sealant 1.01 Summary A. This
3M Scotch-Weld Acrylic Adhesive
 Scotch-Weld TM Technical Data February, 2016 Product Description s DP807, DP812, and DP825 are two-part, mix ratio, toughened acrylic structural adhesives. They exhibit excellent shear and peel strengths
Scotch-Weld TM Technical Data February, 2016 Product Description s DP807, DP812, and DP825 are two-part, mix ratio, toughened acrylic structural adhesives. They exhibit excellent shear and peel strengths
Joining of Dissimilar Automotive Materials
 Joining of Dissimilar Automotive Materials P.K. Mallick William E. Stirton Professor of Mechanical Engineering Director, Center for Lighweighting Automotive Materials and Processing University of Michigan-Dearborn
Joining of Dissimilar Automotive Materials P.K. Mallick William E. Stirton Professor of Mechanical Engineering Director, Center for Lighweighting Automotive Materials and Processing University of Michigan-Dearborn
Extreme Sealing Tape 4412N
 Extreme Sealing Tape 4412N Exterior Durability Report Technical Bulletin October, 21 Summary of Technical Data: This report provides accelerated aging data, temperature and humidity resistance, and solvent
Extreme Sealing Tape 4412N Exterior Durability Report Technical Bulletin October, 21 Summary of Technical Data: This report provides accelerated aging data, temperature and humidity resistance, and solvent
RTV123. Technical Data Sheet RTV123
 Technical Data Sheet RTV123 RTV123 Description RTV122, RTV123 and RTV128 adhesive sealants are one-component, ready-to-use, and cure to a tough, resilient silicone rubber on exposure to atmospheric moisture
Technical Data Sheet RTV123 RTV123 Description RTV122, RTV123 and RTV128 adhesive sealants are one-component, ready-to-use, and cure to a tough, resilient silicone rubber on exposure to atmospheric moisture
RTV128. Technical Data Sheet
 Technical Data Sheet RTV128 Description RTV122, RTV123 and RTV128 adhesive sealants are one-component, ready-to-use, and cure to a tough, resilient silicone rubber on exposure to atmospheric moisture at
Technical Data Sheet RTV128 Description RTV122, RTV123 and RTV128 adhesive sealants are one-component, ready-to-use, and cure to a tough, resilient silicone rubber on exposure to atmospheric moisture at
Two component transparent polyurethane adhesive. transparent fast curing UV stable Suitable for bonding a variety of metal and plastic substrates
 Advanced Materials Araldite 2028 Structural Adhesives Araldite 2028 Two component transparent polyurethane adhesive Key properties transparent fast curing UV stable Suitable for bonding a variety of metal
Advanced Materials Araldite 2028 Structural Adhesives Araldite 2028 Two component transparent polyurethane adhesive Key properties transparent fast curing UV stable Suitable for bonding a variety of metal
Professional Cyanoacrylate Adhesives - Single Part, Fast Cure
 Description adhere Cyanoacrylate Adhesives are superior quality, high purity single part s which have numerous applications in all aspects of high technology, high performance assembly. Curing at room
Description adhere Cyanoacrylate Adhesives are superior quality, high purity single part s which have numerous applications in all aspects of high technology, high performance assembly. Curing at room
VHB 9460PC Adhesive Transfer Tape
 VHB 9460PC Adhesive Transfer Product Data Sheet Updated : August 2003 Supersedes : November 2001 Product Description A-10 is a very firm acrylic pressure-sensitive system. It features very high shear holding
VHB 9460PC Adhesive Transfer Product Data Sheet Updated : August 2003 Supersedes : November 2001 Product Description A-10 is a very firm acrylic pressure-sensitive system. It features very high shear holding
Araldite AW 146 with Hardener HV 957
 Advanced Materials Araldite AW 146 with Hardener HV 957 Structural Adhesives Araldite AW 146 with Hardener HV 957 Two component epoxy paste adhesive Key properties High shear and peel strength Tough and
Advanced Materials Araldite AW 146 with Hardener HV 957 Structural Adhesives Araldite AW 146 with Hardener HV 957 Two component epoxy paste adhesive Key properties High shear and peel strength Tough and
Frequently asked questions about Alcolin PU Sealant & Adhesive
 Frequently asked questions about Alcolin PU Sealant & Adhesive 1. What is a grab adhesive? This is an adhesive designed with a strong wet tack which enables the adhesive to grab or hold the substrates
Frequently asked questions about Alcolin PU Sealant & Adhesive 1. What is a grab adhesive? This is an adhesive designed with a strong wet tack which enables the adhesive to grab or hold the substrates
LES FACILITAMOS HOJA TÉCNICA.
 LES FACILITAMOS HOJA TÉCNICA www.comprarpegamento.com pegamento@comprarpegamento.com Advanced Materials Araldite AY 103-1 / Hardener HY 991 Structural Adhesives Key properties Araldite AY 103-1 / Hardener
LES FACILITAMOS HOJA TÉCNICA www.comprarpegamento.com pegamento@comprarpegamento.com Advanced Materials Araldite AY 103-1 / Hardener HY 991 Structural Adhesives Key properties Araldite AY 103-1 / Hardener
Parabond Construction Construction adhesive and sealant
 Parabond Construction Construction adhesive and sealant Product: Parabond Construction is a one-component, neutral curing, ready to use, Hybrid Polymer based sealant adhesive with permanent elasticity.
Parabond Construction Construction adhesive and sealant Product: Parabond Construction is a one-component, neutral curing, ready to use, Hybrid Polymer based sealant adhesive with permanent elasticity.
Araldite AV / Hardener HV 997
 Advanced Materials Araldite AV 144-2 / Hardener HV 997 Structural Adhesives TECHNICAL DATA SHEET Key properties Metal coloured paste Araldite AV 144-2 / Hardener HV 997 Two component epoxy paste adhesive
Advanced Materials Araldite AV 144-2 / Hardener HV 997 Structural Adhesives TECHNICAL DATA SHEET Key properties Metal coloured paste Araldite AV 144-2 / Hardener HV 997 Two component epoxy paste adhesive
Scotch-Weld Acrylic Adhesives
 Scotch-Weld Acrylic Adhesives Technical Data Sheet October 2016 Product Description s are high performance, two-part acrylic adhesives that offer excellent shear, peel, and impact performance. These toughened
Scotch-Weld Acrylic Adhesives Technical Data Sheet October 2016 Product Description s are high performance, two-part acrylic adhesives that offer excellent shear, peel, and impact performance. These toughened
3 Scotch-Weld TM. Epoxy Adhesive 1838 B/A Green 1838 B/A Tan 1838-L B/A Translucent. Technical Data August, 2010
 3 Scotch-Weld TM Epoxy Adhesive Technical Data August, 2010 Product Description 3M TM Scotch-Weld TM 1838 B/A Green and Tan are controlled flow products; Scotch-Weld 1838-L B/A Translucent Adhesive is
3 Scotch-Weld TM Epoxy Adhesive Technical Data August, 2010 Product Description 3M TM Scotch-Weld TM 1838 B/A Green and Tan are controlled flow products; Scotch-Weld 1838-L B/A Translucent Adhesive is
Araldite AW4858/ Hardener HW4858
 Advanced Materials Araldite AW4858/ Hardener HW4858 Structural Adhesives ARALDITE AW4858/ Hardener HW4858 Two component epoxy adhesive system Key properties Very high lap shear and peel strength Bonds
Advanced Materials Araldite AW4858/ Hardener HW4858 Structural Adhesives ARALDITE AW4858/ Hardener HW4858 Two component epoxy adhesive system Key properties Very high lap shear and peel strength Bonds
Araldite AW4858/ Hardener HW4858
 Advanced Materials Araldite AW4858/ Hardener HW4858 Structural Adhesives ARALDITE AW4858/ Hardener HW4858 Two component epoxy adhesive system Key properties Very high lap shear and peel strength Bonds
Advanced Materials Araldite AW4858/ Hardener HW4858 Structural Adhesives ARALDITE AW4858/ Hardener HW4858 Two component epoxy adhesive system Key properties Very high lap shear and peel strength Bonds
Araldite AW4858/ Hardener HW4858
 Advanced Materials Araldite AW4858/ Hardener HW4858 Structural Adhesives Araldite AW4858/ Hardener HW4858 Two component epoxy adhesive system Key properties Very high lap shear and peel strength Bonds
Advanced Materials Araldite AW4858/ Hardener HW4858 Structural Adhesives Araldite AW4858/ Hardener HW4858 Two component epoxy adhesive system Key properties Very high lap shear and peel strength Bonds
Primers & Adhesion. August 2008
 Primers & Adhesion August 2008 Primers: Coupling Agent Definition: Silicone primers are formulated silanes, supplied in a solvent. They are used to improve the bond strength between a silicone rubber or
Primers & Adhesion August 2008 Primers: Coupling Agent Definition: Silicone primers are formulated silanes, supplied in a solvent. They are used to improve the bond strength between a silicone rubber or
Adjustable rigid or flexible casting according to the mixing ratio Perfectly transparent Very good UV resistance
 TDS - 14/04/2008- See technote N 5 RESOLTECH CLEAR EPOXY CASTING SYSTEM Adjustable rigid or flexible casting according to the mixing ratio Perfectly transparent Very good UV resistance Resoltech is a unique
TDS - 14/04/2008- See technote N 5 RESOLTECH CLEAR EPOXY CASTING SYSTEM Adjustable rigid or flexible casting according to the mixing ratio Perfectly transparent Very good UV resistance Resoltech is a unique
3 500-Series Polyurethane Products:
 3 500-Series Polyurethane Products: 3M Polyurethane Construction Sealant 525 3M Polyurethane Construction Sealant 535 3M Polyurethane Sealant 540 3M Polyurethane Adhesive Sealant Fast Cure 550 3M Polyurethane
3 500-Series Polyurethane Products: 3M Polyurethane Construction Sealant 525 3M Polyurethane Construction Sealant 535 3M Polyurethane Sealant 540 3M Polyurethane Adhesive Sealant Fast Cure 550 3M Polyurethane
The flange protection challenge
 The flange protection challenge The integrity of flanged connections is critical to the containment of fluids in a piping system. Loss of containment, whether in chemical lines such as hydrocarbons and
The flange protection challenge The integrity of flanged connections is critical to the containment of fluids in a piping system. Loss of containment, whether in chemical lines such as hydrocarbons and
Araldite AW 106 / Hardener HV 953 U
 Advanced Materials Araldite AW 106 / Hardener HV 953 U Structural Adhesives TECHNICAL DATA SHEET Araldite AW 106 / Hardener HV 953 U Two component epoxy paste adhesive Key properties Multi purpose Long
Advanced Materials Araldite AW 106 / Hardener HV 953 U Structural Adhesives TECHNICAL DATA SHEET Araldite AW 106 / Hardener HV 953 U Two component epoxy paste adhesive Key properties Multi purpose Long
HYDRAULIC GATE SEALS. Industrial Rubber Supply (1995) Ltd.
 Ltd.") Industrial Rubber Supply (1995) Ltd. Manufacturers of Quality Industrial Products 55 Dunlop Avenue, Winnipeg, Manitoba, Canada R2X 2V2 Phone (204) 694-4444 - Fax (204) 632-6767 - www.indrub.com ISO 9001:2000
Industrial Rubber Supply (1995) Ltd. Manufacturers of Quality Industrial Products 55 Dunlop Avenue, Winnipeg, Manitoba, Canada R2X 2V2 Phone (204) 694-4444 - Fax (204) 632-6767 - www.indrub.com ISO 9001:2000
Two component PU adhesive system. Property 2018/A 2018/B 2018 (mixed)
") Advanced Materials Araldite 2018 Structural Adhesives TECHNICAL DATA SHEET Araldite 2018 Two component PU adhesive system Key properties Good UV stability Ideal for bonding thermoplastics Low shrinkage
Advanced Materials Araldite 2018 Structural Adhesives TECHNICAL DATA SHEET Araldite 2018 Two component PU adhesive system Key properties Good UV stability Ideal for bonding thermoplastics Low shrinkage
Effects of Atmospheric Pressure Plasma on Adhesion
 Effects of Atmospheric Pressure Plasma on Adhesion Josh Sherwood, Loctite Industrial Adhesives, Henkel Corporation Presented at ANTEC - May, 2010 Abstract: Like any manufacturer, adhesive customers are
Effects of Atmospheric Pressure Plasma on Adhesion Josh Sherwood, Loctite Industrial Adhesives, Henkel Corporation Presented at ANTEC - May, 2010 Abstract: Like any manufacturer, adhesive customers are
DURABILITY OF GLUED JOINTS BETWEEN ALUMINUM AND END-GRAIN BALSA
 DURABILITY OF GLUED JOINTS BETWEEN ALUMINUM AND END-GRAIN BALSA September 1947 This Report Is One of a Series Issued In Cooperation with the ARMY-NAVY-CIVIL COMMIlTEE on AIRCRAFT DESIGN CRITERIA Under
DURABILITY OF GLUED JOINTS BETWEEN ALUMINUM AND END-GRAIN BALSA September 1947 This Report Is One of a Series Issued In Cooperation with the ARMY-NAVY-CIVIL COMMIlTEE on AIRCRAFT DESIGN CRITERIA Under
Sikaflex Silane Terminated Polymer Technology
 Sikaflex Silane Terminated Polymer Technology Performance, Versatility, Sustainability, Ease of Use Core Product Range Whenever an elastic bonding or sealing is needed, Sika offers a wide range of solutions
Sikaflex Silane Terminated Polymer Technology Performance, Versatility, Sustainability, Ease of Use Core Product Range Whenever an elastic bonding or sealing is needed, Sika offers a wide range of solutions
LOCTITE WEBINAR SERIES LOCTITE Instant Adhesives
 LOCTITE WEBINAR SERIES LOCTITE Instant Adhesives Meet Your Presenters Doug Lescarbeau Austen Williams Market Development Director Doug.Lescarbeau@Henkel.com Application Engineer Austen.Williams@Henkel.com
LOCTITE WEBINAR SERIES LOCTITE Instant Adhesives Meet Your Presenters Doug Lescarbeau Austen Williams Market Development Director Doug.Lescarbeau@Henkel.com Application Engineer Austen.Williams@Henkel.com
Easy-to-use, safe, and clean adhesive featuring one-part solventless agent capable of quick curing at normal temperature is provided.
 HOME > Products > Super-X Series Super-X Series Super-X Features 1. Pressuresensitive adhesion 2. One-part solventless agent providing quick curing at normal temperature Cemedine Super-X is an epoch-making
HOME > Products > Super-X Series Super-X Series Super-X Features 1. Pressuresensitive adhesion 2. One-part solventless agent providing quick curing at normal temperature Cemedine Super-X is an epoch-making
3M Thermally Conductive Adhesive Transfer Tapes
 Technical Data April, 2008 M Thermally Conductive Adhesive Transfer Tapes Product Description M Thermally Conductive Adhesive Transfer Tapes 9882, 9885, and 9890 are designed to provide a preferential
Technical Data April, 2008 M Thermally Conductive Adhesive Transfer Tapes Product Description M Thermally Conductive Adhesive Transfer Tapes 9882, 9885, and 9890 are designed to provide a preferential
ARALDITE 420 A/B Two component epoxy adhesive system
 Advanced Materials Araldite 420 A/B Structural Adhesives ARALDITE 420 A/B Two component epoxy adhesive system Key properties Very high lap shear and peel strength Bonds a wide variety of materials (metal,
Advanced Materials Araldite 420 A/B Structural Adhesives ARALDITE 420 A/B Two component epoxy adhesive system Key properties Very high lap shear and peel strength Bonds a wide variety of materials (metal,
Color Clear Black Black Clear Black. Viscosity seconds seconds Water Thin (DIN Cup) (Ford Cup) Water Thin 50 MPa*s
 (Ford Cup) Water Thin 50 MPa*s") 3 Cleaner/Primer 3M Cleaner C596 3M Fritted Glass Primer P590 3M Plastic Primer P591 3M Metal Primer P592 3M Teak & Glass Primer P595 Technical Data April, 2009 Product Description 3M Cleaner C596 and
3 Cleaner/Primer 3M Cleaner C596 3M Fritted Glass Primer P590 3M Plastic Primer P591 3M Metal Primer P592 3M Teak & Glass Primer P595 Technical Data April, 2009 Product Description 3M Cleaner C596 and
Two component gap filling epoxy adhesive with flame retardant properties
 Advanced Materials Araldite 2033 Structural Adhesives Technical Data Key properties Araldite 2033 Two component gap filling epoxy adhesive with flame retardant properties Self extinguishing UL 94 V-0 Gap
Advanced Materials Araldite 2033 Structural Adhesives Technical Data Key properties Araldite 2033 Two component gap filling epoxy adhesive with flame retardant properties Self extinguishing UL 94 V-0 Gap
Professional Quality Materials
 Since 1970 Professional Quality Materials Formulated Exclusively for the Reinforced Composites and Cast Polymer Industries RELEASES COMPOUNDS POLISHES SEALERS Serving the FRP and Cast Polymer markets for
Since 1970 Professional Quality Materials Formulated Exclusively for the Reinforced Composites and Cast Polymer Industries RELEASES COMPOUNDS POLISHES SEALERS Serving the FRP and Cast Polymer markets for
Shear strength of adhesively bonded polyolefins with minimal surface preparation
 Shear strength of adhesively bonded polyolefins with minimal surface preparation A.M. Guedes Pinto, A.G. Magalhães,. Gomes da Silva, A.P. Monteiro Baptista ABSTRACT Interest in polyethylene and polypropylene
Shear strength of adhesively bonded polyolefins with minimal surface preparation A.M. Guedes Pinto, A.G. Magalhães,. Gomes da Silva, A.P. Monteiro Baptista ABSTRACT Interest in polyethylene and polypropylene
3 Bonding Film AF111 for Electronics Applications
 Technical Data March, 2004 Product Description 3M AF111 is an epoxy, thermoset film adhesive developed for structural bonding of metals and high-strength plastic materials (epoxy and phenolic). AF111 must
Technical Data March, 2004 Product Description 3M AF111 is an epoxy, thermoset film adhesive developed for structural bonding of metals and high-strength plastic materials (epoxy and phenolic). AF111 must
Scotch-Weld TM Polyurethane Reactive Adhesives
 TE031 TE040 TS115 HGS TS230 Technical Data November 2017 Product Description s are a family of onecomponent, moisture curing, urethane adhesives. These adhesives are applied warm and bond a wide variety
TE031 TE040 TS115 HGS TS230 Technical Data November 2017 Product Description s are a family of onecomponent, moisture curing, urethane adhesives. These adhesives are applied warm and bond a wide variety
3 Thermally Conductive Tapes
 3 Thermally Conductive Tapes Technical Data July, 21 Product Description 3M Thermally Conductive Tapes 885, 881, and 8815 are designed to provide a preferential heat-transfer path between heat-generating
3 Thermally Conductive Tapes Technical Data July, 21 Product Description 3M Thermally Conductive Tapes 885, 881, and 8815 are designed to provide a preferential heat-transfer path between heat-generating
Two component epoxy paste adhesive. Property 2013/A 2013/B 2013 (mixed)
") Advanced Materials Araldite 2013 Structural Adhesives TECHNICAL DATA SHEET Araldite 2013 Two component epoxy paste adhesive Key properties Metal coloured paste Suitable for vertical applications Low shrinkage
Advanced Materials Araldite 2013 Structural Adhesives TECHNICAL DATA SHEET Araldite 2013 Two component epoxy paste adhesive Key properties Metal coloured paste Suitable for vertical applications Low shrinkage
Scotch-Weld Low-Odour Acrylic Adhesive DP810
 Scotch-Weld DP810 Product Data Sheet Updated : February 2000 Supersedes : January 1999 Product Description 3M Scotch-Weld Low-Odour Acrylic Adhesive is a two-part, 1:1 mix ratio, toughened structural adhesive
Scotch-Weld DP810 Product Data Sheet Updated : February 2000 Supersedes : January 1999 Product Description 3M Scotch-Weld Low-Odour Acrylic Adhesive is a two-part, 1:1 mix ratio, toughened structural adhesive
XL0897 HIGH-FLASH POE CHAIN OIL
 XL0897 XL0897 HIGH-FLASH POE CHAIN OIL XL0897 is a polyolester-based lubricant formulated with highly stable polymers to increase its viscosity index. This helps prevent the formation of varnish and carbon
XL0897 XL0897 HIGH-FLASH POE CHAIN OIL XL0897 is a polyolester-based lubricant formulated with highly stable polymers to increase its viscosity index. This helps prevent the formation of varnish and carbon
Product Specification
 Cladseal EXT Cladseal EXT is an elastomeric waterproofing strip based on the rubber polymer EPDM with a low water vapour transmission factor. The product is used as a vapour control layer such as façade
Cladseal EXT Cladseal EXT is an elastomeric waterproofing strip based on the rubber polymer EPDM with a low water vapour transmission factor. The product is used as a vapour control layer such as façade
Light Curing - Bonds that Last
 Light Curing - Bonds that Last Quick, Clean and Effective INTRODUCTION Light curing adhesive technology is the solution for various types of assembly applications. It features a wide range of performance
Light Curing - Bonds that Last Quick, Clean and Effective INTRODUCTION Light curing adhesive technology is the solution for various types of assembly applications. It features a wide range of performance
Zinc Silicate (Inorganic)
") Product code: 477-041: part A 477-042: part B General description: Two-component, zinc-ethyl silicate-. Forms a continuous coat of metallic zinc that provides cathodic protection to metal (as in hot galvanization).
Product code: 477-041: part A 477-042: part B General description: Two-component, zinc-ethyl silicate-. Forms a continuous coat of metallic zinc that provides cathodic protection to metal (as in hot galvanization).
Scotch-Weld Low-Odour Acrylic Adhesive DP810
 Scotch-Weld Product Data Sheet Updated : Supersedes : January 1999 Product Description Features 3M Scotch-Weld Low-Odour Acrylic Adhesive DP-810 is a two-part, 1:1 mix ratio, toughened structural adhesive
Scotch-Weld Product Data Sheet Updated : Supersedes : January 1999 Product Description Features 3M Scotch-Weld Low-Odour Acrylic Adhesive DP-810 is a two-part, 1:1 mix ratio, toughened structural adhesive
This presentation is courtesy of
 This presentation is courtesy of Adhesive Design Considerations Originally presented at: Assembly Tech Expo 2004 Chicago, IL Courtesy 1 Agenda The Three P s Types of Force Width vs. Overlap Effect of Gap
This presentation is courtesy of Adhesive Design Considerations Originally presented at: Assembly Tech Expo 2004 Chicago, IL Courtesy 1 Agenda The Three P s Types of Force Width vs. Overlap Effect of Gap
Araldite Advanced Materials. Two component epoxy paste adhesive. Structural Adhesives TECHNICAL DATA SHEET. Key properties Metal coloured paste
 Advanced Materials Araldite 2013 Structural Adhesives TECHNICAL DATA SHEET Araldite 2013 Two component epoxy paste adhesive Key properties Metal coloured paste Suitable for vertical applications Low shrinkage
Advanced Materials Araldite 2013 Structural Adhesives TECHNICAL DATA SHEET Araldite 2013 Two component epoxy paste adhesive Key properties Metal coloured paste Suitable for vertical applications Low shrinkage
Extreme Sealing Tape
 Extreme Sealing Tape Technical Data September, 2014 Product Description 3M Extreme Sealing Tape is a family of single coated, pressure sensitive adhesive tapes designed for difficult sealing applications.
Extreme Sealing Tape Technical Data September, 2014 Product Description 3M Extreme Sealing Tape is a family of single coated, pressure sensitive adhesive tapes designed for difficult sealing applications.
VHB Tape Design Guide
 3M VHB Tape Design Guide Dream. Design. Deliver. Technical Information: The technical information, recommendations and other statements contained in this document are based upon tests or experience that
3M VHB Tape Design Guide Dream. Design. Deliver. Technical Information: The technical information, recommendations and other statements contained in this document are based upon tests or experience that
BFF1113 Engineering Materials DR. NOOR MAZNI ISMAIL FACULTY OF MANUFACTURING ENGINEERING
 BFF1113 Engineering Materials DR. NOOR MAZNI ISMAIL FACULTY OF MANUFACTURING ENGINEERING Course Guidelines: 1. Introduction to Engineering Materials 2. Bonding and Properties 3. Crystal Structures & Properties
BFF1113 Engineering Materials DR. NOOR MAZNI ISMAIL FACULTY OF MANUFACTURING ENGINEERING Course Guidelines: 1. Introduction to Engineering Materials 2. Bonding and Properties 3. Crystal Structures & Properties
Elan-tech AS 90/AW 90 FAST 100:45
 EN Product Information Elan-tech AS 90/AW 90 FAST 100:45 Kit in cartucce ADH 90.90 Resilient structural adhesive ELANTAS EUROPE Sales offices: Strada Antolini n 1 loc. Lemignano 43044 Collecchio (PR) Italy
EN Product Information Elan-tech AS 90/AW 90 FAST 100:45 Kit in cartucce ADH 90.90 Resilient structural adhesive ELANTAS EUROPE Sales offices: Strada Antolini n 1 loc. Lemignano 43044 Collecchio (PR) Italy
Frequently asked questions about Alcolin MS Uses
 Frequently asked questions about Alcolin MS37 1000 Uses 1. What is a grab adhesive? This is an adhesive designed with a strong wet tack which enables the adhesive to grab or hold the substrates together
Frequently asked questions about Alcolin MS37 1000 Uses 1. What is a grab adhesive? This is an adhesive designed with a strong wet tack which enables the adhesive to grab or hold the substrates together
Scotch-Weld TM. Epoxy Adhesive/Coating Technical Data July, 2011
 Scotch-Weld TM Technical Data July, 2011 Product Description 3M Scotch-Weld is an amber tinted thermosetting adhesive/coating for metal to metal bonding and coating. It can be used to assemble laminated
Scotch-Weld TM Technical Data July, 2011 Product Description 3M Scotch-Weld is an amber tinted thermosetting adhesive/coating for metal to metal bonding and coating. It can be used to assemble laminated
Two component epoxy paste adhesive. Araldite 2030 is a two component, room temperature curing, paste adhesive of high strength and toughness.
 Advanced Materials Araldite 2030 Structural Adhesives TECHNICAL DATA SHEET Araldite 2030 Two component epoxy paste adhesive Key properties Multi purpose Medium open time Low shrinkage Description Araldite
Advanced Materials Araldite 2030 Structural Adhesives TECHNICAL DATA SHEET Araldite 2030 Two component epoxy paste adhesive Key properties Multi purpose Medium open time Low shrinkage Description Araldite