Solidification of Metals in Molds
|
|
|
- Sydney Goodman
- 6 years ago
- Views:
Transcription
1 Metal Casting
2 Solidification of Metals in Molds Pure Metals - Solidify at a constant temperature Planar solidification front Columnar crystals Eutectics - Solidify at a constant temperature Planar solidification front Lamellar crystals Solid Solutions Solidify over freezing range (solidus liquidus) Dendritic structure
3 Basic Engineering Principles Heat Transfer Degree of Superheat Material Properties Die Properties External Heating/Cooling Part Geometry Chvorinov s Rule t s C. V A 2 Fluid Flow Degree of Superheat Part Geometry Material Properties (viscosity) Die Properties Continuity Equation A 0 v 0 = A 1 v 1 Bernoulli Equation Max Flow without turbulence Reynold s Number Re r. v. D m
4 Microsegregation Microsegregation or coring
5 Macrosegregation Macrosegregation caused by compositional difference over long distances within a casting.
6 Fluidity Fluidity is used to characterize the mold filling ability, sometimes castability. Superheat = (T melt T L )/T L
7 Shape Casting Processes Expendable Mold Permanent Pattern Sand Casting Plaster Molding Expendable Pattern Lost Foam Lost Wax (investment casting) Permanent Mold Gravity Low Pressure/Vacuum Die casting Moderate to high pressures Hot Chamber Cold Chamber

8 Sand, Investment, and Lost Foam Casting Use gravity to fill the mold Mold is destroyed to remove casting Metal flow is slow Walls are much thicker than in die casting Cycle time is longer than die casting because of inability of mold material to remove heat

9 Pattern for shape Pack sand around pattern Remove Pattern Put Cope and Drag together Pour - gravity fed Take part out of sand - recycle sand. Sand Casting
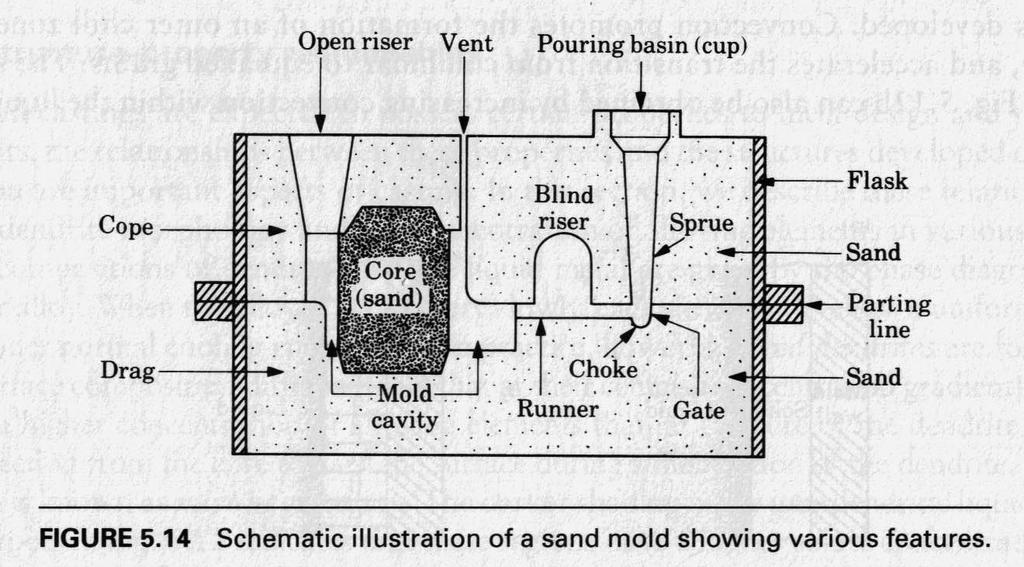
10 Casting Terminology
11 Sand Casting Advantages/Disadvantages Advantages Inexpensive mold Complex geometry All alloys Unlimited size Economical in low quantities Disadvantages Cost per part is higher Labor intensive Slower production rate Rough surface finish Loose tolerances Requires relatively thick walls (0.120 )

12 Investment Casting Create Wax Pattern Assemble Wax Tree Coat with Ceramic Melt out wax Pour in molten metal Break off ceramic
13 Investment Casting Adv/Disadv Advantages Good dimensional accuracy Relatively inexpensive mold Rapid production rates possible Complex shapes Very high temp materials - Titanium Disadvantages Long production cycle leads to high cost per part Mold is not reusable

14 Permanent Mold Casting Mold removed, not destroyed Uses gravity to fill mold Metal flow is slow Mold is steel - has comparatively good thermal conductivity Machines smaller

15 Die Casting Liquid metal injected into reusable steel mold, or die, very quickly with high pressures Reusable steel tooling and injection of liquid metal with high pressures differentiates die casting from other metal casting processes
16 Die Casting - Two Major Types Hot Chamber Zn or Zn alloys only Higher production rate 15 cycles per minute for small parts Metal injected directly from melt zone Cold Chamber Al, Mg, Zn Melt is poured into cylinder, which is then shot into chamber
17 Adv/Disadv of Die Casting Advantages High production rates possible, with high level of automation Very thin walls possible (0.020 for Mg die casting) Good surface finish Economical in large quantities Better control of mold temps Disadvantages High tooling cost Long lead times (months) Limited size (<25 lbs) Limited in alloys (low temperature only) Zn Al Mg Cu
18 Casting Defects Porosity Impurities - oxides Cold Shut Hot Tearing Dimensional tolerance and part geometry Warping Shrinkage
19 Casting Die Design Fill completely with metal Solidify quickly without defects Eject readily from the die
20 Six Die Design Principles Wall thickness should be as consistent as possible Wall section possesses a dense fine-grained skin. Defects likely in material in between walls. Wall sections should be as uniform as possible. Thinner walls contribute a lesser heat load than heavier walls and will have a longer die life. Intersections of walls, ribs and gussets should blend with transitions and generous radii Generous radii and transitions promote metal flow and internal integrity. Radii and fillets enhance structural integrity. Fillets reduce heat concentration in both the die and castings. Specify standard draft Draft is highly desirable on surfaces parallel to the direction of die draw. Recommended draft is determined by the alloy, the length of the dimension parallel to the die draw, and If the dimension is an inside or outside wall Eliminate or minimize sharp corners Accommodate them at parting lines and at the junctions of die components. Break them with radii or chamfers. Avoid undercuts May require machining operations or additional die components, such as retractable core slides Dimensions with critical tolerances should relate to only one die member Precision is reduced for relationships across the parting line or to moving components


21 Casting of Single Crystal Components Jet engine turbine blades
22 Mass Continuity Fluid Flow Characteristics Q = Av = 1 1 A2v 2 where Q is the volumetric rate of flow, m 3 /s, A is the cross sectional area of the liquid stream, and v is the velocity of the liquid in that location. vdr Re = Reynolds number h where v is the velocity of the liquid, D is the diameter of the channel, r is the density, and h is the viscosity. For casting, Re = 2,000 20,000
23 Bernoulli s Theorem Under steady well-developed flow conditions, the total energy of a unit volume of material must be a constant at every part of the system. 2 2 rv0 rv1 p rgh0 = p1 + + rgh f where p is the pressure, v is the velocity, h is the height above a reference plane, f is the energy losses due to friction, and r is the density.
 Solidification _ Time = Ê Á Ë volume surface _ area")
24 Heat Extraction The solidification time is a function of the volume of the casting and its surface area (Chvorinov s rule) Solidification _ Time = Ê Á Ë volume surface _ area ˆ 2
Fundamentals of Casting
 Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
PART II: Metal Casting Processes and Equipment
 Manufacturing Engineering Technology in SI Units, 6 th Edition PART II: Metal Casting Processes and Equipment Introduction Casting involves pouring molten metal into a mold cavity Process produce intricate
Manufacturing Engineering Technology in SI Units, 6 th Edition PART II: Metal Casting Processes and Equipment Introduction Casting involves pouring molten metal into a mold cavity Process produce intricate
Casting Process Part 2
 Mech Zone Casting Process Part 2 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Sand Casting cope: top half drag: bottom half core: for internal cavities funnel sprue runners gate cavity {risers, vents}
Mech Zone Casting Process Part 2 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Sand Casting cope: top half drag: bottom half core: for internal cavities funnel sprue runners gate cavity {risers, vents}
Metal Casting. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian Schmid 2008, Pearson Education ISBN No.
 Metal Casting Important factors in casting Solidification of the metal from its molten state and accompanying shrinkage Flow of the molten metal into the mold cavity Heat transfer during solidification
Metal Casting Important factors in casting Solidification of the metal from its molten state and accompanying shrinkage Flow of the molten metal into the mold cavity Heat transfer during solidification
7. Design for Castability
 7. Design for Castability Castability implies ease of producing a casting, minimising cost, defects and lead-time. This is facilitated by high compatibility between product requirements and process capabilities.
7. Design for Castability Castability implies ease of producing a casting, minimising cost, defects and lead-time. This is facilitated by high compatibility between product requirements and process capabilities.
Temperature & Density for Castings
 Temperature & Density for Castings FIGURE 5.1 (a) Temperature as a function of time for the solidification of pure metals. Note that freezing takes place at a constant temperature. (b) Density as a function
Temperature & Density for Castings FIGURE 5.1 (a) Temperature as a function of time for the solidification of pure metals. Note that freezing takes place at a constant temperature. (b) Density as a function
FILLING SIMULATION OF TILT CASTING DÁNIEL MOLNÁR 1
 Materials Science and Engineering, Volume 42, No. 1 (2017), pp. 94 101. FILLING SIMULATION OF TILT CASTING DÁNIEL MOLNÁR 1 Reliable fluidity data for commercial aluminium foundry alloys are not readily
Materials Science and Engineering, Volume 42, No. 1 (2017), pp. 94 101. FILLING SIMULATION OF TILT CASTING DÁNIEL MOLNÁR 1 Reliable fluidity data for commercial aluminium foundry alloys are not readily
Thixomolding of Magnesium
 Thixomolding of Magnesium Basic Features of Magnesium ASTM Mg alloy designation system - Alloys- Major alloying ingredient, aluminum Secondary alloying ingredient, zinc Fourth composition of this alloy
Thixomolding of Magnesium Basic Features of Magnesium ASTM Mg alloy designation system - Alloys- Major alloying ingredient, aluminum Secondary alloying ingredient, zinc Fourth composition of this alloy
Outline CASTING PROCESS - 2. The Mold in Casting. Sand Casting Mold Terms. Assoc Prof Zainal Abidin Ahmad Universiti Teknologi Malaysia
 Outline CASTING PROCESS - 2 Assoc Prof Zainal Abidin Ahmad Universiti Teknologi Malaysia Casting Molds Gating system pouring basin, sprue, runner, gate Riser Core Heating and melting Melting furnaces Pouring
Outline CASTING PROCESS - 2 Assoc Prof Zainal Abidin Ahmad Universiti Teknologi Malaysia Casting Molds Gating system pouring basin, sprue, runner, gate Riser Core Heating and melting Melting furnaces Pouring
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module 03 Melting, Fluidity and Solidification Lecture 03 Fluidity of Molten
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module 03 Melting, Fluidity and Solidification Lecture 03 Fluidity of Molten
Casting Simulations with STAR-Cast. Julian Gänz, CD-adapco
 Casting Simulations with STAR-Cast Julian Gänz, CD-adapco Need for Casting Simulation Processes Permanent Mold Market Overview [Mio tons] Tilt Casting Low Pressure-Casting High Pressure Die 9 19,4 13,6
Casting Simulations with STAR-Cast Julian Gänz, CD-adapco Need for Casting Simulation Processes Permanent Mold Market Overview [Mio tons] Tilt Casting Low Pressure-Casting High Pressure Die 9 19,4 13,6
Simulation of High Pressure Die Casting (HPDC) via STAR-Cast
 via STAR-Cast") Simulation of High Pressure Die Casting (HPDC) via STAR-Cast STAR Global Conf. 2012, 19-21 March, Noordwijk Romuald Laqua, Access e.v., Aachen High Pressure Die Casting: Machines and Products Common Materials:
Simulation of High Pressure Die Casting (HPDC) via STAR-Cast STAR Global Conf. 2012, 19-21 March, Noordwijk Romuald Laqua, Access e.v., Aachen High Pressure Die Casting: Machines and Products Common Materials:
Copyright Notice. HCL Technologies Ltd. All rights reserved. A DEFINITIVE GUIDE TO DESIGN FOR MANUFACTURING SUCCESS
 Title Subtitle Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted,
Title Subtitle Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted,
A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY
 ME8109: Casting And Solidification of Material A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY Department of Mechanical & Industrial Engineering Graduate Program in Mechanical Engineering
ME8109: Casting And Solidification of Material A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY Department of Mechanical & Industrial Engineering Graduate Program in Mechanical Engineering
Dr. M. Medraj Mech. Eng. Dept. - Concordia University Mech 421/6511 lecture 12/2
 POWDER METALLURGY Characterization of Engineering Powders Production of Metallic Powders Conventional Pressing and Sintering Alternative Pressing and Sintering Techniques Materials and Products for PM
POWDER METALLURGY Characterization of Engineering Powders Production of Metallic Powders Conventional Pressing and Sintering Alternative Pressing and Sintering Techniques Materials and Products for PM
Print Friendly Version (PDF 163KB)
") Print Friendly Versi (PDF 163KB) Descripti Metals Size Range Tolerances * Tooling Costs+ Part Price+ Design Freedom + Surface Finish Minimum Draft Requirements** Minimum Secti Thickness+ + Ordering Quantities
Print Friendly Versi (PDF 163KB) Descripti Metals Size Range Tolerances * Tooling Costs+ Part Price+ Design Freedom + Surface Finish Minimum Draft Requirements** Minimum Secti Thickness+ + Ordering Quantities
Part HD head control arm
 Part HD head control arm Quality characteristics Dimension: height, width, wall thickness Mechanical properties of materials: hardness, brittleness, and porosity. Machining Dimension: holes, grooves, and
Part HD head control arm Quality characteristics Dimension: height, width, wall thickness Mechanical properties of materials: hardness, brittleness, and porosity. Machining Dimension: holes, grooves, and
Metallurgy - Lecture (2) Solidification
 Solidification") Metallurgy - Lecture (2) Solidification When molten metal enters a mold cavity, its heat is transferred through the mold wall. In the case of pure metals and eutectics, the solidification proceeds layer-bylayer
Metallurgy - Lecture (2) Solidification When molten metal enters a mold cavity, its heat is transferred through the mold wall. In the case of pure metals and eutectics, the solidification proceeds layer-bylayer
INJECTION MOLDING DESIGN GUIDELINES
 INJECTION MOLDING DESIGN GUIDELINES INJECTION MOLDED PARTS Injection molding is used for manufacturing a wide variety of parts, from small components like AAA battery boxes to large components like truck
INJECTION MOLDING DESIGN GUIDELINES INJECTION MOLDED PARTS Injection molding is used for manufacturing a wide variety of parts, from small components like AAA battery boxes to large components like truck
FLUIDITY OF Al-Cu ALLOYS IN FUSED SILICA AND CRISTOBALITE INVESTMENT SHELL MOULDS
 FLUIDITY OF Al-Cu ALLOYS IN FUSED SILICA AND CRISTOBALITE INVESTMENT SHELL MOULDS 1 G. S. Rao and A. Chennakesava Reddy 2 1 PG Student, Department of Mechanical Engineering, JNTU College of Engineering,
FLUIDITY OF Al-Cu ALLOYS IN FUSED SILICA AND CRISTOBALITE INVESTMENT SHELL MOULDS 1 G. S. Rao and A. Chennakesava Reddy 2 1 PG Student, Department of Mechanical Engineering, JNTU College of Engineering,
Casting-Comparisons. Mech 423 #2 1
 Casting-Comparisons Mech 423 #2 1 MECH 423 Casting, Welding, Heat Treating and NDT Time: W _ F 14:45-16:00 Credits: 3.5 Session: Fall Introduction Lecture 2 Mech 423 #2 2 Solidification/Freezing Casting
Casting-Comparisons Mech 423 #2 1 MECH 423 Casting, Welding, Heat Treating and NDT Time: W _ F 14:45-16:00 Credits: 3.5 Session: Fall Introduction Lecture 2 Mech 423 #2 2 Solidification/Freezing Casting
Solidification and Crystallisation 5. Formation of and control of granular structure
 MME 345 Lecture 08 Solidification and Crystallisation 5. Formation of and control of granular structure Ref: [1] A. Ohno, The Solidification of Metals, Chijin Shokan Co. Ltd., 1976 [2] P. Beeley, Foundry
MME 345 Lecture 08 Solidification and Crystallisation 5. Formation of and control of granular structure Ref: [1] A. Ohno, The Solidification of Metals, Chijin Shokan Co. Ltd., 1976 [2] P. Beeley, Foundry
THIS DOCUMENT IS FOR USE BY REGISTERED TEACHERS ONLY NOT FOR STUDENT USE!
 MANUFACTURING AND DESIGN, 1 st edition, 2014 Erik Tempelman, Hugh Shercliff, Bruno Ninaber van Eyben Chapter 3: Casting of metals ANSWERS THIS DOCUMENT IS FOR USE BY REGISTERED TEACHERS ONLY NOT FOR STUDENT
MANUFACTURING AND DESIGN, 1 st edition, 2014 Erik Tempelman, Hugh Shercliff, Bruno Ninaber van Eyben Chapter 3: Casting of metals ANSWERS THIS DOCUMENT IS FOR USE BY REGISTERED TEACHERS ONLY NOT FOR STUDENT
Powder Metallurgy Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014
 Powder Metallurgy Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 TOPIC OUTLINE What Is Powder Metallurgy (P.M)? Powder Metallurgy Processes Blending And Mixing Compaction
Powder Metallurgy Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 TOPIC OUTLINE What Is Powder Metallurgy (P.M)? Powder Metallurgy Processes Blending And Mixing Compaction
Physical Properties of Materials
 Physical Properties of Materials Manufacturing Materials, IE251 Dr M. Saleh King Saud University Manufacturing materials --- IE251 lect-7, Slide 1 PHYSICAL PROPERTIES OF MATERIALS 1. Volumetric and Melting
Physical Properties of Materials Manufacturing Materials, IE251 Dr M. Saleh King Saud University Manufacturing materials --- IE251 lect-7, Slide 1 PHYSICAL PROPERTIES OF MATERIALS 1. Volumetric and Melting
NEW HEAT TREATMENT FOR Al HIGH PRESSURE DIE-CASTINGS
 NEW HEAT TREATMENT FOR Al HIGH PRESSURE DIE-CASTINGS Conventionally produced H aluminum alloy high pressure die-castings containing normal porosity levels can be successfully heat treated without incurring
NEW HEAT TREATMENT FOR Al HIGH PRESSURE DIE-CASTINGS Conventionally produced H aluminum alloy high pressure die-castings containing normal porosity levels can be successfully heat treated without incurring
Processes and Equipment; Heat Treatment
 4 4 6. 3 0 5 A M A N U F A C T U R I N G P R O C E S S E S Chapter 5. Metal-Casting Processes and Equipment; Heat Treatment Sung-Hoon Ahn School of Mechanical and Aerospace Engineering Seoul National University
4 4 6. 3 0 5 A M A N U F A C T U R I N G P R O C E S S E S Chapter 5. Metal-Casting Processes and Equipment; Heat Treatment Sung-Hoon Ahn School of Mechanical and Aerospace Engineering Seoul National University
Slurry-Based Semi-Solid Die Casting
 Accepted for Publication in Advanced Materials and Processes, 159(10), October 2001 Slurry-Based Semi-Solid Die Casting Chris S. Rice and Patricio F. Mendez A new approach to semi-solid forming is described.
Accepted for Publication in Advanced Materials and Processes, 159(10), October 2001 Slurry-Based Semi-Solid Die Casting Chris S. Rice and Patricio F. Mendez A new approach to semi-solid forming is described.
Manufacturing Technology II. Exercise 1. Casting
 Lehrstuhl für Technologie der Fertigungsverfahren Laboratorium für Werkzeugmaschinen und Betriebslehre Manufacturing Technology II Exercise 1 Casting Werkzeugmaschinenlabor Lehrstuhl für Technologie der
Lehrstuhl für Technologie der Fertigungsverfahren Laboratorium für Werkzeugmaschinen und Betriebslehre Manufacturing Technology II Exercise 1 Casting Werkzeugmaschinenlabor Lehrstuhl für Technologie der
Chapter 15 Fundamentals of Metal Forming. Materials Processing. Deformation Processes. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 15 Fundamentals of Metal Forming Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
MET 33800 Manufacturing Processes Chapter 15 Fundamentals of Metal Forming Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
CONSISTENCY FOR HIGH QUALITY IS OUR ROAD MAP
 ADVANTAGES OF OUR INVESTMENT CASTING TECHNIQUE; High surface finishes quality (Ra 3.2-6.4) Close linear tolerances (DIN VDG P690) Near net shape Cevik Technical Metallurgy was founded in 2011 in Tuzla-Istanbul,
ADVANTAGES OF OUR INVESTMENT CASTING TECHNIQUE; High surface finishes quality (Ra 3.2-6.4) Close linear tolerances (DIN VDG P690) Near net shape Cevik Technical Metallurgy was founded in 2011 in Tuzla-Istanbul,
CHAPTER 1 INTRODUCTION
 1 CHAPTER 1 INTRODUCTION 1.1 ALUMINIUM ALLOYS Aluminium and its alloys offer an extremely wide range of capability and applicability, with a unique combination of advantages that make the material of choice
1 CHAPTER 1 INTRODUCTION 1.1 ALUMINIUM ALLOYS Aluminium and its alloys offer an extremely wide range of capability and applicability, with a unique combination of advantages that make the material of choice
SCHOOL OF ENGINEERING
 SCHOOL OF ENGINEERING JÖNKÖPING UNIVERSITY ANALYSIS OF CASTING PROCESS FOR COMPLEX ELECTRONIC UNIT Endrias Teklu Rebal Marcos THESIS WORK 2009 PRODUCT DEVELOPMENT AND MATERIALS ENGINEERING SCHOOL OF ENGINEERING
SCHOOL OF ENGINEERING JÖNKÖPING UNIVERSITY ANALYSIS OF CASTING PROCESS FOR COMPLEX ELECTRONIC UNIT Endrias Teklu Rebal Marcos THESIS WORK 2009 PRODUCT DEVELOPMENT AND MATERIALS ENGINEERING SCHOOL OF ENGINEERING
COMPUTER SIMULATION AND EXPERIMENTAL RESEARCH OF CAST PISTON POROSITY
 Tome V (year 2007), Fascicole 2, (ISSN 1584 2665) COMPUTER SIMULATION AND EXPERIMENTAL RESEARCH OF CAST PISTON POROSITY D. KAKAS, L. KOVACEVIC, P. TEREK UNIVERSITY OF NOVI SAD, FACULTY OF TECHNICAL SCIENCES,
Tome V (year 2007), Fascicole 2, (ISSN 1584 2665) COMPUTER SIMULATION AND EXPERIMENTAL RESEARCH OF CAST PISTON POROSITY D. KAKAS, L. KOVACEVIC, P. TEREK UNIVERSITY OF NOVI SAD, FACULTY OF TECHNICAL SCIENCES,
RAPID PATTERN BASED POWDER SINTERING TECHNIQUE AND RELATED SHRINKAGE CONTROL
 RAPID PATTERN BASED POWDER SINTERING TECHNIQUE AND RELATED SHRINKAGE CONTROL Jack G. Zhou and Zongyan He ABSTRACT Department of Mechanical Engineering and Mechanics Drexel University 3141 Chestnut Street
RAPID PATTERN BASED POWDER SINTERING TECHNIQUE AND RELATED SHRINKAGE CONTROL Jack G. Zhou and Zongyan He ABSTRACT Department of Mechanical Engineering and Mechanics Drexel University 3141 Chestnut Street
Methods of manufacture
 1 Methods of manufacture For Ceramics (see (b)) Crush raw materials Shape the crushed raw materials (various means) Dry & fire Apply finishing operations, as needed; to achieve required dimensional tolerances
1 Methods of manufacture For Ceramics (see (b)) Crush raw materials Shape the crushed raw materials (various means) Dry & fire Apply finishing operations, as needed; to achieve required dimensional tolerances
Module - 2 Advanced Metal Casting Processes Lecture - 1 Metal Casting basics, Gating and Risering design
 Advanced Manufacturing Processes Prof. Dr. Apurbba Kumar Sharma Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 2 Advanced Metal Casting Processes Lecture
Advanced Manufacturing Processes Prof. Dr. Apurbba Kumar Sharma Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 2 Advanced Metal Casting Processes Lecture
ANSWER ONLY FIVE QUESTIONS
 Ministry of Higher Education & Scientific Research, Baghdad-Iraq University Of Technology Department of Materials Engineering وزارة التعليم العالي والبحث العلمي بغاد - العراق الجامعت التكنولوجيت قسم هندست
Ministry of Higher Education & Scientific Research, Baghdad-Iraq University Of Technology Department of Materials Engineering وزارة التعليم العالي والبحث العلمي بغاد - العراق الجامعت التكنولوجيت قسم هندست
RUNNING HOT. Sub-topics. Fuel cells Casting Solidification
 RUNNING HOT Sub-topics 1 Fuel cells Casting Solidification CONCEPT OF FUEL CELLS International concerns regarding the emission of greenhouse gases and the trend toward distributed power generation are
RUNNING HOT Sub-topics 1 Fuel cells Casting Solidification CONCEPT OF FUEL CELLS International concerns regarding the emission of greenhouse gases and the trend toward distributed power generation are
Injection Molding Design Guidelines
 Injection Molding Design Guidelines General Design Guidelines Issue VI, Mar 2015 2 Copyright Notice Geometric Limited. All rights reserved. No part of this document (whether in hardcopy or electronic form)
Injection Molding Design Guidelines General Design Guidelines Issue VI, Mar 2015 2 Copyright Notice Geometric Limited. All rights reserved. No part of this document (whether in hardcopy or electronic form)
University of Saskatchewan College of Engineering Dept. of Mech. Engineering ME Final Exam Solution December 19, 2018
 University of Saskatchewan College of Engineering Dept. of Mech. Engineering ME 330.3 Final Exam Solution December 19, 2018 Time: 3 Hours Open Book Exam. Instructor: Chris Zhang Name: Student Number: This
University of Saskatchewan College of Engineering Dept. of Mech. Engineering ME 330.3 Final Exam Solution December 19, 2018 Time: 3 Hours Open Book Exam. Instructor: Chris Zhang Name: Student Number: This
Prediction of mechanical properties of Al alloys with change of cooling rate
 November 2012 Overseas Foundry Prediction of mechanical properties of Al alloys with change of cooling rate Quan-Zhi Dong 1, Young-Sim Choi 2, Jun-Ho Hong 2 and *Ho-Young Hwang 2 (1. Dept. of Virtual Engineering,
November 2012 Overseas Foundry Prediction of mechanical properties of Al alloys with change of cooling rate Quan-Zhi Dong 1, Young-Sim Choi 2, Jun-Ho Hong 2 and *Ho-Young Hwang 2 (1. Dept. of Virtual Engineering,
CHAPTER INTRODUCTION
 1 CHAPTER-1 1.0 INTRODUCTION Contents 1.0 Introduction 1 1.1 Aluminium alloys 2 1.2 Aluminium alloy classification 2 1.2.1 Aluminium alloys (Wrought) 3 1.2.2 Heat treatable alloys (Wrought). 3 1.2.3 Aluminum
1 CHAPTER-1 1.0 INTRODUCTION Contents 1.0 Introduction 1 1.1 Aluminium alloys 2 1.2 Aluminium alloy classification 2 1.2.1 Aluminium alloys (Wrought) 3 1.2.2 Heat treatable alloys (Wrought). 3 1.2.3 Aluminum
AL LM6 HOLLOW CYLINDER FABRICATED USING CENTRIFUGAL CASTING
 AL LM6 HOLLOW CYLINDER FABRICATED USING CENTRIFUGAL CASTING Saifulnizan Jamian 1, Safwan Yutiman 2 and Haffidzudin Hehsan 3 1 Crashworthiness and Collisions Research Group, Universiti Tun Hussein Onn Malaysia,
AL LM6 HOLLOW CYLINDER FABRICATED USING CENTRIFUGAL CASTING Saifulnizan Jamian 1, Safwan Yutiman 2 and Haffidzudin Hehsan 3 1 Crashworthiness and Collisions Research Group, Universiti Tun Hussein Onn Malaysia,
Investigation on the Rate of Solidification and Mould Heating in the Casting of Commercially Pure Aluminium in Permanent Moulds of varying Thicknesses
 IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684 Volume 6, Issue 1 (Mar. - Apr. 2013), PP 33-37 Investigation on the Rate of Solidification and Mould Heating in the Casting
IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684 Volume 6, Issue 1 (Mar. - Apr. 2013), PP 33-37 Investigation on the Rate of Solidification and Mould Heating in the Casting
EXPERIMENTAL INVESTIGATION ON COOLING RATE FOR CENTRIFUGAL CASTING Kirti Kanaujiya, Yugesh Mani Tiwari Department of Mechanical Engineering
 ISSN 2320-9135 1 International Journal of Advance Research, IJOAR.org Volume 3, Issue 9, September 2015, Online: ISSN 2320-9135 EXPERIMENTAL INVESTIGATION ON COOLING RATE FOR CENTRIFUGAL CASTING Kirti
ISSN 2320-9135 1 International Journal of Advance Research, IJOAR.org Volume 3, Issue 9, September 2015, Online: ISSN 2320-9135 EXPERIMENTAL INVESTIGATION ON COOLING RATE FOR CENTRIFUGAL CASTING Kirti
Fundamentals of Metal Forming
 Fundamentals of Metal Forming Chapter 15 15.1 Introduction Deformation processes have been designed to exploit the plasticity of engineering materials Plasticity is the ability of a material to flow as
Fundamentals of Metal Forming Chapter 15 15.1 Introduction Deformation processes have been designed to exploit the plasticity of engineering materials Plasticity is the ability of a material to flow as
Metal extrusion. Metal stamping
 Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
SME 2713 Processing of Polymers - 2
 SME 2713 Processing of Polymers - 2 Outline 1. Introduction 2. Extrusion process 3. Injection molding process 4. Blow molding process 5. Rotational molding 6. Thermoforming 7. Compression molding 8. Transfer
SME 2713 Processing of Polymers - 2 Outline 1. Introduction 2. Extrusion process 3. Injection molding process 4. Blow molding process 5. Rotational molding 6. Thermoforming 7. Compression molding 8. Transfer
Kirti Kanaujiya, Yugesh Mani Tiwari
 International Journal of Scientific & Engineering Research, Volume 6, Issue 9, September-2015 1336 Experimental Investigation on Solidification Rate and Grain Size for Centrifugal Casting Kirti Kanaujiya,
International Journal of Scientific & Engineering Research, Volume 6, Issue 9, September-2015 1336 Experimental Investigation on Solidification Rate and Grain Size for Centrifugal Casting Kirti Kanaujiya,
Module 22. Solidification & Binary Phase Diagrams V. Lecture 22. Solidification & Binary Phase Diagrams V
 Module 22 Solidification & Binary Phase Diagrams V ecture 22 Solidification & Binary Phase Diagrams V 1 NPTE Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering
Module 22 Solidification & Binary Phase Diagrams V ecture 22 Solidification & Binary Phase Diagrams V 1 NPTE Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering
Slide 1. Slide 2. Slide 3. Chapter 10: Solid Solutions and Phase Equilibrium. Learning Objectives. Introduction
 Slide 1 Chapter 10: Solid Solutions and Phase Equilibrium 10-1 Slide 2 Learning Objectives 1. Phases and the phase diagram 2. Solubility and solid solutions 3. Conditions for unlimited solid solubility
Slide 1 Chapter 10: Solid Solutions and Phase Equilibrium 10-1 Slide 2 Learning Objectives 1. Phases and the phase diagram 2. Solubility and solid solutions 3. Conditions for unlimited solid solubility
Metallurgical Processes
 Metallurgical Processes Chapter Sixteen: Powder Metallurgy Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Powder Metallurgy (PM): is a metal processing technology in which parts
Metallurgical Processes Chapter Sixteen: Powder Metallurgy Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Powder Metallurgy (PM): is a metal processing technology in which parts
The cause and avoidance of sink marks on plastic injection molded parts
 The cause and avoidance of sink marks on plastic injection molded parts Sink marks may occur where there is a thicker section of plastic compared to the general wall thickness. The greater the difference
The cause and avoidance of sink marks on plastic injection molded parts Sink marks may occur where there is a thicker section of plastic compared to the general wall thickness. The greater the difference
Die Design and Development for Ladder Frame
 IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684,p-ISSN: 2320-334X PP. 01-08 www.iosrjournals.org Die Design and Development for Ladder Frame M.Manohar, V.Nageshwara Rao,
IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684,p-ISSN: 2320-334X PP. 01-08 www.iosrjournals.org Die Design and Development for Ladder Frame M.Manohar, V.Nageshwara Rao,
Principle No. 3 Design for Optimum Economy Factor #2 Machining cost Factor #1 Strength required Factor #3 Cooling rate
 Principle No. 3 Design for Optimum Economy The price of a casting quoted by the foundry is relatively unimportant both to the ultimate user and to the designer. Instead, the contribution of the casting
Principle No. 3 Design for Optimum Economy The price of a casting quoted by the foundry is relatively unimportant both to the ultimate user and to the designer. Instead, the contribution of the casting
Sub-Liquidus Casting: Process Concept &
 Sub-Liquidus Casting: Process Concept & Product Properties PRESENTATION OUTLINE SSM Process Advantages & Cost- Effectiveness The SLC Slurry Process What Makes SLC Work? Properties and Characteristics Summary
Sub-Liquidus Casting: Process Concept & Product Properties PRESENTATION OUTLINE SSM Process Advantages & Cost- Effectiveness The SLC Slurry Process What Makes SLC Work? Properties and Characteristics Summary
Mould filling observations of aluminium melts in vacuumsealed
 Mould filling observations of aluminium melts in vacuumsealed sand moulds Jonas Bäckman *, Ingvar L. Svensson * and Yasuhiro Maeda ** * Division of Component Technology, School of Engineering Jönköping
Mould filling observations of aluminium melts in vacuumsealed sand moulds Jonas Bäckman *, Ingvar L. Svensson * and Yasuhiro Maeda ** * Division of Component Technology, School of Engineering Jönköping
Ceramic and glass technology
 1 Row materials preperation Plastic Raw materials preperation Solid raw materials preperation Aging wet milling mastication Mixing seving Grain size reduction Milling Crushing Very fine milling Fine milling
1 Row materials preperation Plastic Raw materials preperation Solid raw materials preperation Aging wet milling mastication Mixing seving Grain size reduction Milling Crushing Very fine milling Fine milling
Metallurgy of Aluminum Die Casting Alloys EC 305 Dave Neff
 Metallurgy of Aluminum Die Casting Alloys EC 305 Dave Neff Dave Neff OUTLINE Where aluminum comes from Why alloys are useful Alloy designation and nomenclature Specific roles of alloy elements Properties
Metallurgy of Aluminum Die Casting Alloys EC 305 Dave Neff Dave Neff OUTLINE Where aluminum comes from Why alloys are useful Alloy designation and nomenclature Specific roles of alloy elements Properties
MAKING OF DIE CASTING TOOL
 MAKING OF DIE CASTING TOOL Sivamurugan. K 1, Saravanakumar. R 2, Saravanan. S.T 3 1 Lecturer (S.S), Dept of Mechanical Engineering, VSVN Polytechnic College, Tamilnadu, India 2 Lecturer, Dept of Plastic
MAKING OF DIE CASTING TOOL Sivamurugan. K 1, Saravanakumar. R 2, Saravanan. S.T 3 1 Lecturer (S.S), Dept of Mechanical Engineering, VSVN Polytechnic College, Tamilnadu, India 2 Lecturer, Dept of Plastic
DESIGN AND ANALYSIS OF RISER FOR SAND CASTING
 DESIGN AND ANALYSIS OF RISER FOR SAND CASTING C. M. Choudhari, Nikhil S. Dalal, Akshay P. Ghude 1, Pratik P. Sankhe, Ashutosh M.Dhotre Mechanical Department, Fr.C.Rodrigues Insitute of Technology, Vashi,
DESIGN AND ANALYSIS OF RISER FOR SAND CASTING C. M. Choudhari, Nikhil S. Dalal, Akshay P. Ghude 1, Pratik P. Sankhe, Ashutosh M.Dhotre Mechanical Department, Fr.C.Rodrigues Insitute of Technology, Vashi,
Semi-solid casting of pure magnesium
 Semi-solid casting of pure magnesium CURLE Ulyate A. a* and WILKINS Jeremias D. b Light Metals, Materials Science and Manufacturing, Council for Scientific and Industrial Research Pretoria, South Africa
Semi-solid casting of pure magnesium CURLE Ulyate A. a* and WILKINS Jeremias D. b Light Metals, Materials Science and Manufacturing, Council for Scientific and Industrial Research Pretoria, South Africa
THE HIGH PRESSURE ZINC DIE CASTING PROCESS: MATERIALS
 www.dynacast.com THE HIGH PRESSURE ZINC DIE CASTING PROCESS: MATERIALS Zn die casting with zinc-based alloys is one of the most efficient and versatile high-production methods used for the ZnPressure manufacturing
www.dynacast.com THE HIGH PRESSURE ZINC DIE CASTING PROCESS: MATERIALS Zn die casting with zinc-based alloys is one of the most efficient and versatile high-production methods used for the ZnPressure manufacturing
Powder-Metal Processing and Equipment
 Powder-Metal Processing and Equipment Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 17 Powder Metallurgy Metal powders are compacted into desired and
Powder-Metal Processing and Equipment Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 17 Powder Metallurgy Metal powders are compacted into desired and
2nd International Conference on Electronics, Network and Computer Engineering (ICENCE 2016)
") 2nd International Conference on Electronics, Network and Computer Engineering (ICENCE 2016) Computer Simulation on Injection Molding Process of Automotive Engine Air intake Manifold Based on Moldflow Hanwu
2nd International Conference on Electronics, Network and Computer Engineering (ICENCE 2016) Computer Simulation on Injection Molding Process of Automotive Engine Air intake Manifold Based on Moldflow Hanwu
K S T S ' = K L T L ' + vl v
 Heat Flow and Interface Stability Elemental metals - solidification rate controlled by rate at which latent of fusion can be conducted away from the solid/liquid interface Heat conduction can be either
Heat Flow and Interface Stability Elemental metals - solidification rate controlled by rate at which latent of fusion can be conducted away from the solid/liquid interface Heat conduction can be either
ZINC DIE CASTING ALLOYS
 ZINC DIE CASTING ALLOYS Overview Eastern Alloys manufactures the complete range of zinc die casting alloys. ZAMAK alloys were first developed during the 1920's by The New Jersey Zinc Company. The name
ZINC DIE CASTING ALLOYS Overview Eastern Alloys manufactures the complete range of zinc die casting alloys. ZAMAK alloys were first developed during the 1920's by The New Jersey Zinc Company. The name
Powder Metallurgy. Powder-Metal Processing and Equipment 11/10/2009
 Powder Metallurgy Powder-Metal Processing and Equipment Metal powders are compacted into desired and often complex shapes and sintered* to form a solid piece * Sinter: To heat without melting Text Reference:
Powder Metallurgy Powder-Metal Processing and Equipment Metal powders are compacted into desired and often complex shapes and sintered* to form a solid piece * Sinter: To heat without melting Text Reference:
Module 3 Selection of Manufacturing Processes. IIT Bombay
 Module 3 Selection of Manufacturing Processes Lecture 3 Design for Bulk Deformation Processes Instructional objectives By the end of this lecture, the students are expected to learn the working principle
Module 3 Selection of Manufacturing Processes Lecture 3 Design for Bulk Deformation Processes Instructional objectives By the end of this lecture, the students are expected to learn the working principle
Geometry Dependency of Filling Related Defects
 Geometry Dependency of Filling Related Defects Tejas Prajapati #1, Mayur Sutaria *2 1, 2 Mechanical Engineering Department, CSPIT Changa, Gujarat, India. Abstract During mould filling in casting process,
Geometry Dependency of Filling Related Defects Tejas Prajapati #1, Mayur Sutaria *2 1, 2 Mechanical Engineering Department, CSPIT Changa, Gujarat, India. Abstract During mould filling in casting process,
Chapter 11: Applications and Processing of Metal Alloys
 Chapter 11: Applications and Processing of Metal Alloys ISSUES TO ADDRESS... What are some of the common fabrication techniques for metals? What heat treatment procedures are used to improve the mechanical
Chapter 11: Applications and Processing of Metal Alloys ISSUES TO ADDRESS... What are some of the common fabrication techniques for metals? What heat treatment procedures are used to improve the mechanical
Dr. M. Sayuti, ST.,M.Sc JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS MALIKUSSALEH
 POWDER METALLURGY Dr. M. Sayuti, ST.,M.Sc JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS MALIKUSSALEH 1- INTRODUCTION Powder metallurgy is the name given to the process by which fine powdered materials
POWDER METALLURGY Dr. M. Sayuti, ST.,M.Sc JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS MALIKUSSALEH 1- INTRODUCTION Powder metallurgy is the name given to the process by which fine powdered materials
1 INTRODUCTION TO HIGH INTEGRITY DIE CASTING PROCESSES 1.1 ORIGINS OF HIGH PRESSURE DIE CASTING
 INTRODUCTION 1 INTRODUCTION TO HIGH INTEGRITY DIE CASTING PROCESSES 1.1 ORIGINS OF HIGH PRESSURE DIE CASTING Casting processes are among the oldest methods for manufacturing metal goods. In most early
INTRODUCTION 1 INTRODUCTION TO HIGH INTEGRITY DIE CASTING PROCESSES 1.1 ORIGINS OF HIGH PRESSURE DIE CASTING Casting processes are among the oldest methods for manufacturing metal goods. In most early
Introduction. The Process
 Introduction The management and staff at CMH have been designing and building permanent mold casting machines since 1959 and the resulting machine is one of the highest profit makers in the field today.
Introduction The management and staff at CMH have been designing and building permanent mold casting machines since 1959 and the resulting machine is one of the highest profit makers in the field today.
Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 14 Reaction in Weld Region & Welding Defects
Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 14 Reaction in Weld Region & Welding Defects
3 Department of Mechanical Engineering Technology, Universiti Tun Hussein Onn Malaysia, Batu Pahat, Malaysia,
 AL LM6 HOLLOW CYLINDER FABRICATED USING CENTRIFUGAL CASTING Saifulnizan Jamian 1, Safwan Yutiman 2 and Haffidzudin Hehsan 3 1 Department of Engineering Mechanics, Universiti Tun Hussein Onn Malaysia, Batu
AL LM6 HOLLOW CYLINDER FABRICATED USING CENTRIFUGAL CASTING Saifulnizan Jamian 1, Safwan Yutiman 2 and Haffidzudin Hehsan 3 1 Department of Engineering Mechanics, Universiti Tun Hussein Onn Malaysia, Batu
SECTION ADDRESSED TO FOUNDRIES
 SECTION ADDRESSED TO FOUNDRIES NOTE: 1) All the information implemented will be anonymously processed in view of the targets of StaCast Project. 2) The results of statistics elaboration from data will
SECTION ADDRESSED TO FOUNDRIES NOTE: 1) All the information implemented will be anonymously processed in view of the targets of StaCast Project. 2) The results of statistics elaboration from data will
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module 02 Sand Casting Process Lecture 12 Design Of Risering System-IV Good
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module 02 Sand Casting Process Lecture 12 Design Of Risering System-IV Good
Workshop Series 2016
 Workshop Series 2016 Hands-on Approach to Cycle Time Reduction and Productivity Improvement Vishu Shah, Consultek Consulting Group April 21, 2016 ENGEL North America California Technical Center Corona
Workshop Series 2016 Hands-on Approach to Cycle Time Reduction and Productivity Improvement Vishu Shah, Consultek Consulting Group April 21, 2016 ENGEL North America California Technical Center Corona
R.E. Showman, R.C. Aufderheide, N.P. Yeomans
 Advances in Thin-Wall Sand Casting R.E. Showman, R.C. Aufderheide, N.P. Yeomans Ashland Casting Solutions, Dublin, Ohio, USA Abstract Economic and environmental pressures continue to force metalcasters
Advances in Thin-Wall Sand Casting R.E. Showman, R.C. Aufderheide, N.P. Yeomans Ashland Casting Solutions, Dublin, Ohio, USA Abstract Economic and environmental pressures continue to force metalcasters
Influence of Silicon, Superheat and Injection Speed on the Fluidity of HPDC Al-Si Alloys
 Proceedings of the 12th International Conference on Aluminium Alloys, September 5-9, 2010, Yokohama, Japan 2010 The Japan Institute of Light Metals pp. 1780-1785 1780 Influence of Silicon, Superheat and
Proceedings of the 12th International Conference on Aluminium Alloys, September 5-9, 2010, Yokohama, Japan 2010 The Japan Institute of Light Metals pp. 1780-1785 1780 Influence of Silicon, Superheat and
MATERIALS TECHNOLOGY LABORATORY DESIGN PARAMETERS FOR LEAD-FREE COPPER-BASE ENGINEERING ALLOYS IN PERMANENT MOLDS
 MATERIALS TECHNOLOGY LABORATORY DESIGN PARAMETERS FOR LEAD-FREE COPPER-BASE ENGINEERING ALLOYS IN PERMANENT MOLDS F.A. Fasoyinu, D. Cousineau, R. Bouchard, M. Elboujdaini and M. Sahoo EXECUTIVE SUMMARY
MATERIALS TECHNOLOGY LABORATORY DESIGN PARAMETERS FOR LEAD-FREE COPPER-BASE ENGINEERING ALLOYS IN PERMANENT MOLDS F.A. Fasoyinu, D. Cousineau, R. Bouchard, M. Elboujdaini and M. Sahoo EXECUTIVE SUMMARY
Steel Making. Modern Long Product Manufacturing. Process Flow Chart
 Rolling Process Metallurgical Aspects Material Specifications and Chemistries Standard Mill Practices Miscellaneous Tables & Data Elastic Section Modulus Plastic Section Modulus Moment of Inertia SI Conversion
Rolling Process Metallurgical Aspects Material Specifications and Chemistries Standard Mill Practices Miscellaneous Tables & Data Elastic Section Modulus Plastic Section Modulus Moment of Inertia SI Conversion
Process Design Optimization through Numerical Experimentation for a Brake Disc Casting
 Materials Transactions, Vol. 49, No. 6 (2008) pp. 1372 to 1379 #2008 The Japan Institute of Metals Process Design Optimization through Numerical Experimentation for a Brake Disc Casting Chun-Ping Yeh 1;
Materials Transactions, Vol. 49, No. 6 (2008) pp. 1372 to 1379 #2008 The Japan Institute of Metals Process Design Optimization through Numerical Experimentation for a Brake Disc Casting Chun-Ping Yeh 1;
Papers focusing on magnesium metallurgy and casting, compiled from the Transactions of the American Foundry Society and the International Journal of
 Papers focusing on magnesium metallurgy and casting, compiled from the Transactions of the American Foundry Society and the International Journal of Metalcasting, and articles from Modern Casting and Metal
Papers focusing on magnesium metallurgy and casting, compiled from the Transactions of the American Foundry Society and the International Journal of Metalcasting, and articles from Modern Casting and Metal
Autonomous Engineering Applied to Investment Casting Process. ICI Conference October 15-18, 2017
 Autonomous Engineering Applied to Investment Casting Process ICI Conference October 15-18, 2017 Overview What is Autonomous Engineering? Traditional simulations vs new approach Case Study #1 Using Autonomous
Autonomous Engineering Applied to Investment Casting Process ICI Conference October 15-18, 2017 Overview What is Autonomous Engineering? Traditional simulations vs new approach Case Study #1 Using Autonomous
AMETAL AMETAL AMETAL APPLICATIONS GENERAL
 AMETAL - TA S DEZINCIFICATION RESISTANT COPPER ALLOY AMETAL is a patented special copper alloy, combining excellent corrosion resistance with high mechanical strength. 1 AMETAL TA s dezincification-resistant
AMETAL - TA S DEZINCIFICATION RESISTANT COPPER ALLOY AMETAL is a patented special copper alloy, combining excellent corrosion resistance with high mechanical strength. 1 AMETAL TA s dezincification-resistant
Preliminary Model of Ideal Soft Reduction
 ANNUAL REPORT 2011 UIUC, August 18, 2011 Preliminary Model of Ideal Soft Reduction Pete Srisuk, Y. Wang, L. Hibbeler, BG Thomas Department of Mechanical Science and Engineering University of Illinois at
ANNUAL REPORT 2011 UIUC, August 18, 2011 Preliminary Model of Ideal Soft Reduction Pete Srisuk, Y. Wang, L. Hibbeler, BG Thomas Department of Mechanical Science and Engineering University of Illinois at
Metals are used by industry for either one or combination of the following properties
 Basic Metallurgy Metals are the backbone of the engineering industry being the most important Engineering Materials. In comparison to other engineering materials such as wood, ceramics, fabric and plastics,
Basic Metallurgy Metals are the backbone of the engineering industry being the most important Engineering Materials. In comparison to other engineering materials such as wood, ceramics, fabric and plastics,
EXPERIMENTAL ANALYSIS OF CYLINDRICAL RISER DESIGN FOR LM6 ALUMINIUM ALLOY CASTINGS
 EXPERIMENTAL ANALYSIS OF CYLINDRICAL RISER DESIGN FOR LM6 ALUMINIUM ALLOY CASTINGS Siva.T 1, Melkin.M.S 2, YugendraRajan.D 3 1,2,3 PG ScholarsDepartment of Mechanical Engineering, James College of Engineering
EXPERIMENTAL ANALYSIS OF CYLINDRICAL RISER DESIGN FOR LM6 ALUMINIUM ALLOY CASTINGS Siva.T 1, Melkin.M.S 2, YugendraRajan.D 3 1,2,3 PG ScholarsDepartment of Mechanical Engineering, James College of Engineering
Numerical Simulation on the Die Casting Forming Process of a Magnesium Alloy Bearing Block Hanwu Liua, Huihui Sunb, Junming Liuc, Zhiping Zhang
 6th International Conference on Mechatronics, Materials, Biotechnology and Environment (ICMMBE 2016) Numerical Simulation on the Die Casting Forming Process of a Magnesium Alloy Bearing Block Hanwu Liua,
6th International Conference on Mechatronics, Materials, Biotechnology and Environment (ICMMBE 2016) Numerical Simulation on the Die Casting Forming Process of a Magnesium Alloy Bearing Block Hanwu Liua,
Numerical Simulation of Core Gas Defects in Steel Castings
 Numerical Simulation of Core Gas Defects in Steel Castings Copyright 2014 American Foundry Society L. Xue Flow Science, Inc., Santa Fe, New Mexico M.C. Carter Flow Science, Inc., Santa Fe, New Mexico A.V.
Numerical Simulation of Core Gas Defects in Steel Castings Copyright 2014 American Foundry Society L. Xue Flow Science, Inc., Santa Fe, New Mexico M.C. Carter Flow Science, Inc., Santa Fe, New Mexico A.V.
Powder metallurgy. R.D.Makwana, IT, NU
 Powder metallurgy History 1829 Woolaston- paper published Edison-electric light-filament 1909 Coolidge tungsten worked at elevated temperature New method of fabrication-refractory metals 1 Advantages of
Powder metallurgy History 1829 Woolaston- paper published Edison-electric light-filament 1909 Coolidge tungsten worked at elevated temperature New method of fabrication-refractory metals 1 Advantages of
Principals of Billet Making
 Billet quality directly controls the quality of extrusions and affects productivity, in term profitability. The quality of billets& cost are the two important considerations for extrusion producers. Day
Billet quality directly controls the quality of extrusions and affects productivity, in term profitability. The quality of billets& cost are the two important considerations for extrusion producers. Day
EFFECTS OF COOLING MEDIA ON THE MECHANICAL PROPERTIES AND MICROSTRUCTURE OF SAND AND DIE CASTING ALUMINIUM ALLOYS
 EFFECTS OF COOLING MEDIA ON THE MECHANICAL PROPERTIES AND MICROSTRUCTURE OF SAND AND DIE CASTING ALUMINIUM ALLOYS B.O. Adewuyi and J.A. Omotoyinbo Department of Metallurgical and Materials Engineering,
EFFECTS OF COOLING MEDIA ON THE MECHANICAL PROPERTIES AND MICROSTRUCTURE OF SAND AND DIE CASTING ALUMINIUM ALLOYS B.O. Adewuyi and J.A. Omotoyinbo Department of Metallurgical and Materials Engineering,
Liquid-Solid Phase Change Modeling Using Fluent. Anirudh and Joseph Lam 2002 Fluent Users Group Meeting
 Liquid-Solid Phase Change Modeling Using Fluent Anirudh and Joseph Lam 2002 Fluent Users Group Meeting Solidification Model FLUENT can be used to solve fluid flow problems involving both solidification
Liquid-Solid Phase Change Modeling Using Fluent Anirudh and Joseph Lam 2002 Fluent Users Group Meeting Solidification Model FLUENT can be used to solve fluid flow problems involving both solidification
Solidification Process(2) - Polymer Processing (Chapter 8, 12)
 - Polymer Processing (Chapter 8, 12)") Solidification Process(2) - Polymer Processing (Chapter 8, 12) Seok-min Kim smkim@cau.ac.kr Plastic Products Plastics can be shaped into a wide variety of products: Molded parts Extruded sections Films
Solidification Process(2) - Polymer Processing (Chapter 8, 12) Seok-min Kim smkim@cau.ac.kr Plastic Products Plastics can be shaped into a wide variety of products: Molded parts Extruded sections Films
What to do for Increase Mechanical Properties of Aluminum alloy in HPDC
 Our Passion, Your Business! The die casting Partner for Innovation What to do for Increase Mechanical Properties of Aluminum alloy in HPDC Rev: B Modify: 27/10/14 In Casting process, Mechanical Properties
Our Passion, Your Business! The die casting Partner for Innovation What to do for Increase Mechanical Properties of Aluminum alloy in HPDC Rev: B Modify: 27/10/14 In Casting process, Mechanical Properties
EFFECT OF THICKNESS ON MICROSTRUCTURE AND POROSITY OF AL-SI ALLOY IN VORTEX GATING SYSTEM
 EFFECT OF THICKNESS ON MICROSTRUCTURE AND POROSITY OF AL-SI ALLOY IN VORTEX GATING SYSTEM R. Ahmad and M. B. A. Asmael Department of Manufacturing and Industrial Engineering, Faculty of Mechanical and
EFFECT OF THICKNESS ON MICROSTRUCTURE AND POROSITY OF AL-SI ALLOY IN VORTEX GATING SYSTEM R. Ahmad and M. B. A. Asmael Department of Manufacturing and Industrial Engineering, Faculty of Mechanical and