Wood and Mineral Fillers for Injection Molding Grade Polypropylene
|
|
|
- Emory Curtis
- 5 years ago
- Views:
Transcription
1 Wood and Mineral Fillers for Injection Molding Grade Polypropylene Brent English, Industrial Specialist Nicole Stark, Chemical Engineer Craig Clemens, Chemical Engineer, USDA Forest Service Forest Products Laboratory Madison, Wisconsin, USA November 1996 ABSTRACT This paper discusses the results of a filler study conducted by the USDA Forest Service, Forest Products Laboratory, that compared various wood fillers to commercially available mineral and glass fillers in injection molding grade polypropylene. Little documentation exists that directly compares wood and mineral fillers using the same polymers, industrial-scale processing equipment, and standard test methods. This study was intended to provide baseline information for such a comparison. Homopolymer and high impact copolymer polypropylenes were selected to represent the wide range of performance available with unfilled polypropylene. Comparisons were made at both equal weight and approximately equal volume filler loadings. This distinction is important because most minerals have a specific gravity about 2.7 to 2.8, and fiberglass has a specific gravity of 2.5. When compressed to its maximum density by the melt pressures incurred during compounding and injection molding, wood has a specific gravity of approximately 1.4. Therefore, wood displaces about twice the volume of polymer as does minerals at the same weight loadings. The same processing and test equipment were used throughout the study. From our study, we conclude that for the homopolymer polypropylene, wood fillers had similar performance to talc, with lower specific gravity. For the copolymer polypropylene, wood fillers also had similar performance to talc with lower specific gravity, with the exception of unnotched Izod impact performance.
2 INTRODUCTION This paper discusses the results of a filler study conducted at the USDA Forest Sevice, Forest Products Laboratory, that compared various wood fillers with commercially available mineral and glass fillers in injection molding grade polypropylene. Use of wood fillers in extruded plastic products is a fairly common pracrice, and injection molding applications are growing (1). A thorough search of the literature yielded no citations where a comparison was made between wood fillers and mineral fillers using the same polymers, industrial-scale processing equipment, and standard test methods. Our study was intended to provide baseline information for such a comparison. We did not intend to optimize any particular performance attribute or conduct a study of coupling agents. comparabilizers, or impact modifiers. As such, additives were not included in our study. We selected homopolymer and high impact copolymer polypropylenes to represent the wide range of performance available with unfilled polypropylene. In our study, comparisons were made at equal weight and approximately equal volume filler loadings. This distinction is important because most minerals have a specific gravity about 2.7 co 2.8, and fiberglass has a specific gravity about 2.5. When compressed to its maximum density by the melt pressures incurred during compounding and injection molding, wood has a specific gravity of approximately 1.3 to 1.4. Therefore, wood displaces about twice the volume of polymer as does minerals at the same weight loadings. The same processing and test equipment were used throughout the study. EXPERIMENTAL Materials The formulations we chose for evaluation are listed in Table 1. Formulations were made in either homopolymer or high impact block copolymer polypropylenes. The homopolymer was Solvay , with a 36.5 melt index (MI). The high impact copolymer was Montell Pro-fax SB-642 with an MI of 22. Data on the unfilled performance of the polymers are included for comparison. The wood fillers were either wood flour or demolition wood fiber. The wood flour selected was nominal 40-mesh pine (PI) supplied by American Wood Fibers, Schofield, Wisconsin. Wood flour is typically derived from clean post-industrial sources, such as residue from window and door manufacture. The demolition wood fiber was supplied by Wood Recycling, Inc., Woburn, Massachusetts. Demolition wood (DW) comes from post-consumer recycled sources, such as demolished buildings, old pallets, and urban tree trimmings. It is currently used for hydromulch and a few select composite applications. For purposes of our study, demolition wood was screened to -40 mesh to approximate the physical size of the wood flour. Minerals were recommended and supplied by their respective manufacturer for the homopolymer. The calcium carbonate (CC) was Optifil-T, supplied by J. M. Huber, Quincy, Illinois,. The T denotes treatment with 0.75% to 1.5% stearic acid, used as a dispersing agent. The fiberglass (FG) was 144A, supplied by Owens Corning, Toledo, Ohio. The talc (TA) was VERTAL 710, supplied by Luzenac America, Englewood, Colorado. Variations of these fillers, often with additives, may provide more optimal performance. 1 The use of trade or firm names in this publication is for reader information and does not imply endorsement by the U.S. Department of Agriculture of any product or service. 2
3 All formulations reported are based on weight percentage. Wood-filled formulations with 20% loadings are intended to approximate the same volumetric polymer displacement as the 40% mineral- and glassfilled formulations. Average list price for truck load quantities, standard packaging (bags or boxes on pallets), f.o.b. location of manufacture, for mid-june 1996, are included for informational purposes in Table 2. 3
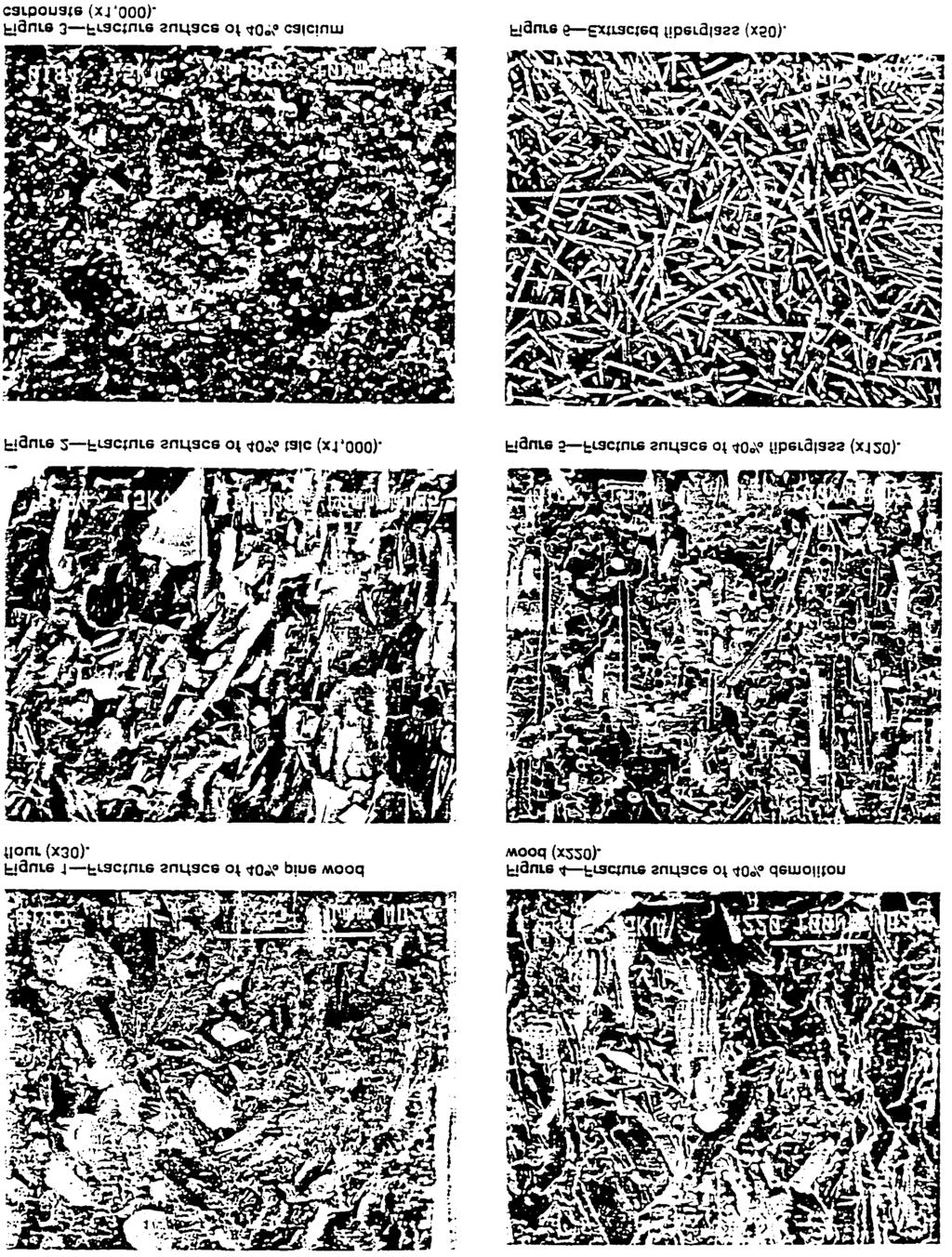
4 Processing Compounding was conducted using a 32-mm Davis Standard Corporation (Pawcatuck, Connecticut) corotating, intermeshing twin-screw extruder. The extruder has segmented screws with a length to diameter ratio of 32 to 1. There are eight electrically heated, water-cooled barrel sections, with vent zones at the fourth and seventh sections. Power is supplied by a 15 hp DC drive, and a four-hole strand die is fitted to the discharge end. All materials were compounded with the same screw configuration, but power and feed rates varied somewhat in order to keep melt temperatures relatively equal at about 190 C. Discharge rates were between 20 and 40 kg/hour. Extrudate was cooled in a water trough and cut into pellets. All materials were dried in an oven at 105 C for at least 24 hours before injection molding into standard ASTM test specimens at 190 C. The injection molder was a 33-ton Cincinnati Milacron (Batavia, Ohio) reciprocating screw type. All materials were molded under the same conditions. Testing Testing was conducted according to ASTM standards for plastics (2). Notched and unnotched Izod impact testing were carried out according to ASTM D256. Flexural and tensile properties were determined using ASTM D790 and D638. Shrinkage rates were determined using ASTM D955. Heat deflection temperatures were taken according to ASTM D648 (264 lb/in 2 ). Melt flow index measurements were performed according to D 1238 with one notable exception. Melt flow index for polypropylene (PP) is usually measured at 230 C, which is well above the thermal degradation point for wood. Therefore, melt flow index for all materials was taken at 190 C. Scanning Electron Micrographs Izod impact fractured surfaces were coated with gold and examined using a JSM-840 scanning electron microscope (SEM). The condition of the fibers after processing was also examined by SEM after extracting the polypropylene from the composite specimens in xylene. RESULTS Figures 1-6 are scanning electron microgaphs of the fracture surface of the Izod impact specimens. They are included to show tiller dispersion, distribution. and fiber length retention. Results of the testing for the homopolymer and copolymer formulations are given in Tables 3 and 4, respectively. 4
5 DISCUSSION Our discussion is divided into three sections. The first discusses SEM investigation. The second section comments on the results as presented in Tables 3 and 4. The third section discusses notched impact, flexural modulus, and maximum tensile strength when specific gravity is taken into account. SEM Discussion Figures 1-6 are representative micrographs of the SEM investigations. Photographs of fracture surfaces of the various composites as well as fibers extracted from the fiberglass are shown. Various magnifications were used for the different fillers in order to adequately show the microstructure of the composites. No visual difference was found between the filled homopolymer and filled copolymer, so only homopolymer micrographs are included. Several general observations were made. First, the fracture surfaces show void-free composites with well dispersed and distributed fillers and good contact between filler and matrix. Second, the varying nature of the fillers represented in this study are readily apparent. For instance, it is easy to see the difference between wood flour and demolition wood fiber. Third, glass fiber length of approximately 0.1 to 1.0 mm can be seen, indicating good length retention after compounding and injection molding General Discussion Specific Gravity Specific gravity values reported agree with other sources (1,3). The slightly lower specific gravity of demolition wood fiber compared with wood flour may be due to minor processing losses incurred while handlimg this relatively low bulk density material. Melt Index As mentioned previously, to keep the wood fillers from degrading, melt index (MI) measurements were taken at 190 C instead of 230 C. The lower temperature resulted in a significant decrease of the measured MI for the unfilled polymers, indicating that MI measurements taken at this low temperature should be used for comparative purposes only. The formulations containing calcium carbonate had the highest MI of the filled formulations; this was probably helped by the stearic acid added by the supplier. AS might be expected, the 20% wood-filled formulations had higher readings than did the 40% wood-filled formulations. The 20% wood-filled 5
6 formulations were similar to fiberglass, suggesting that fibrous materials at relatively equal volume fractions may have similar MI values. Our experience suggests that wood-filled formulations actually injection mold much better than their MI values taken at 190 C would indicate. Viscosity data at shear rates typical of injection molding would be useful to understand this observation. Mold Shrinkage Mold shrinkage values reported for the minerals agree with published sources (3). As a group, all the 20% wood-tilled specimens had similar shrinkage, as did all the 40% wood-filled specimens. Impact Performance Calcium carbonate is known for its excellent impact performance, and the numbers indicate its overall superior performance. The pine wood flour and demolition wood had similar performance at either 20% or 40% loadings. The notched copolymer data show that the 20% wood filled and the talc had similar performance. Unnotched copolymer data for talc were superior to all the wood fillers. The relatively poor performance of fiberglass in the copolymer can reasonably be attributed to a lack of a coupling agent. Statistical variability in the notched homopolymer data precludes definitive discussion. Tensile Properties For all practical purposes, the pine wood flour and demolition wood performed about the same, with elongation decreasing and modulus increasing with fiber content. As a class, all the wood fillers outperformed the calcium carbonate, but fiberglass had better overall performance. In the homopolymer, talc performed better than any of the wood fillers, but not quite as good as fiberglass. In the copolymer, talc performed about in the middle of the range described by the wood fillers. Flexural Properties Strength values for demolition wood and pine wood flour were about the same, with modulus increasing with filler amount. All the wood-filled formulations were nearly equal or better than calcium carbonate in respect to strength and modulus. Talc and fiberglass were somewhat stronger than the wood-filled formulations, but the 40% wood-filled formulations had similar modulus. Heat Deflection Temperatures Fiberglass had the highest heat deflection temperatures, with the 40% demolition wood formulations a close second. Talc performed about the same as pine wood flour and demolition wood at 40% in the homopolymer, but in the copolymer, only talc performed about the same as pine wood flour and demolition wood at 20%. Pine wood flour and demolition wood performed better than calcium carbonate regardless of the loading. Specific Performance Differences in mineral and wood fillers become more apparent when they are compared on the basis of their specific gravity. This is important when part weight is critical to overall product performance. The properties previously discussed were derived by testing samples of a given voiume, but differing densities. Testing of equal weight samples is impractical, so discussion in this section is based on results of dividing the property value of a given formulation by its specific gravity. This was done for tensile strength, flexural MOE, and notched Izod impact (Table 5 for homopolymer. Table 6 for copolymer). Figures 7-12 show the relative performance for both test and specific performance values.
7 Notched Izod (Specific performance) For the homopolymer, the relative performance of the fillers could be considered equal. For the copolymer, calcium carbonate had the best performance, followed by the 20% wood-loaded formulations. Talc performed about midway between the range described by the wood fillers. The poor performance of fiberglass is likely attributable to the lack of coupling agent. Flexural MOE (Specific Performance) In the homopolymer, 40% loaded demolition wood and pine wood flour had nearly identical performance to fiberglass and talc. The 20% loaded demolition wood and pine wood flour had similar performance to each other, followed by calcium carbonate. For the copolymer, the 40% demolition wood had better performance than talc or fiberglass. The 40% loaded pine wood flour, fiberglass, and talc had equivalent performance. Calcium carbonate had the lowest performance of any fillers in this category. Maximum Tensile Strength (Specific Performance) For the homopolymer, fiberglass, talc, pine wood flour, and demolition wood at 20% had nearly equivalent performance, perhaps as a result of approximately the same polymer displacement. Pine wood flour and demolition wood at 40% loadings performed better than calcium carbonate, which had the poorest performance in this class. For the copolymer, fiberglass had the best performance, followed by demolition wood at 40%. The performance of talc, pine wood flour at 40% and 20%, and demolition wood at 20% was about the same. Caicium carbonate had the lowest performance. 7
8 CONCLUSIONS We conducted this study to determine some baseline comparative data between several wood fillers and mineral and glass fillers in injection molding grade polypropylene. Because it was not our purpose to optimize any particular performance aspect of the fillers, no additional coupling agents, compatabilizers, or impact modifiers were included in the study. For the fillers and polymer used in this study, we conclude the following: Fiberglass is a useful filler for applications needing high levels of modulus of elasticity (MOE) and maximum tensile strength (MTS), where cost and specific gravity are of minimal concern. Calcium carbonate is a useful filler for impact properties, but gains in MOE and MTS were minimal. For the homopolymer, wood fillers had similar performance to talc, with lower specific gravity. For the copolymer polypropylene, wood fillers also had similar performance to talc with lower specific gravity, with the exception of unnotched Izod impact performance. The data do not substantiate a consistent relationship between equivalent volume percentage loadings (20% wood-filled formulations compared with 40% mineral- or glass-filled formulations). REFERENCES 8
9 9
10
Weight Reduction: Wood versus Mineral Fillers in Polypropylene
 The Fourth International Conference on Woodfiber-Plastic Composites Weight Reduction: Wood versus Mineral Fillers in Polypropylene Brent English Nicole Stark Craig Clemons Abstract This paper compares
The Fourth International Conference on Woodfiber-Plastic Composites Weight Reduction: Wood versus Mineral Fillers in Polypropylene Brent English Nicole Stark Craig Clemons Abstract This paper compares
Effect of Particle Size on Properties of Wood-Flour Reinforced Polypropylene Composites
 The Fourth International Conference on Woodfiber-Plastic Composites Effect of Particle Size on Properties of Wood-Flour Reinforced Polypropylene Composites Nicole M. Stark Mark J. Berger Abstract Research
The Fourth International Conference on Woodfiber-Plastic Composites Effect of Particle Size on Properties of Wood-Flour Reinforced Polypropylene Composites Nicole M. Stark Mark J. Berger Abstract Research
FibreTuff Low moisture, wood, cellulose flour composite pellet with improved performance and cost structure
 FibreTuff Low moisture, wood, cellulose flour composite pellet with improved performance and cost structure Presentation by Robert Joyce of March 14, 2013 , Inc Robert Joyce President of Innovative Plastic
FibreTuff Low moisture, wood, cellulose flour composite pellet with improved performance and cost structure Presentation by Robert Joyce of March 14, 2013 , Inc Robert Joyce President of Innovative Plastic
Woodpulp fibres as reinforcements for high-melting engineering thermoplastics for under-the-hood automotive applications
 Woodpulp fibres as reinforcements for high-melting engineering thermoplastics for under-the-hood automotive applications Daniel F. Caulfield (1), and Rodney E. Jacobson (1), Karl D. Sears, (2) and John
Woodpulp fibres as reinforcements for high-melting engineering thermoplastics for under-the-hood automotive applications Daniel F. Caulfield (1), and Rodney E. Jacobson (1), Karl D. Sears, (2) and John
Compounding and Processing Additives for Woodfiber-Plastic Composites
 Struktol Company of America 201 E. Steels Corners Road P.O. Box 1649 Stow, OH 44224-0649 (330) 928-5188 Fax (330) 928-8726 Compounding and Processing Additives for Woodfiber-Plastic Composites Presented
Struktol Company of America 201 E. Steels Corners Road P.O. Box 1649 Stow, OH 44224-0649 (330) 928-5188 Fax (330) 928-8726 Compounding and Processing Additives for Woodfiber-Plastic Composites Presented
Dynamic Fracture Toughness of Cellulose- Fiber-Reinforced Polypropylene: Preliminary Investigation of Microstructural Effects
 Dynamic Fracture Toughness of Cellulose- Fiber-Reinforced Polypropylene: Preliminary Investigation of Microstructural Effects CRAIG M. CLEMONS* AND DANIEL F. CAULFIELD USDA Forest Service Forest Products
Dynamic Fracture Toughness of Cellulose- Fiber-Reinforced Polypropylene: Preliminary Investigation of Microstructural Effects CRAIG M. CLEMONS* AND DANIEL F. CAULFIELD USDA Forest Service Forest Products
Laboratory Tests on Fungal Resistance of Wood Filled Polyethylene Composites
 Laboratory Tests on Fungal Resistance of Wood Filled Polyethylene Composites Craig M. Clemons, USDA ForestService, ForestProducts Laboratory Rebecca E. Ibach, USDA ForestService, ForestProducts Laboratory
Laboratory Tests on Fungal Resistance of Wood Filled Polyethylene Composites Craig M. Clemons, USDA ForestService, ForestProducts Laboratory Rebecca E. Ibach, USDA ForestService, ForestProducts Laboratory
PUSHTRUSION TM DIRECT IN-LINE (D-LFT) COMPOUNDING TECHNOLOGY VERSUS LFT PELLETS AND GMT SHEET
 COMPOUNDING TECHNOLOGY VERSUS LFT PELLETS AND GMT SHEET") PUSHTRUSION TM DIRECT IN-LINE (D-LFT) COMPOUNDING TECHNOLOGY VERSUS LFT PELLETS AND GMT SHEET Eric Wollan PlastiComp, LLC Abstract PlastiComp s Direct In-Line (D-LFT) compounding process provides processors
PUSHTRUSION TM DIRECT IN-LINE (D-LFT) COMPOUNDING TECHNOLOGY VERSUS LFT PELLETS AND GMT SHEET Eric Wollan PlastiComp, LLC Abstract PlastiComp s Direct In-Line (D-LFT) compounding process provides processors
Automotive: Applications, Processes and products -- Fiberglass for PA Reinforcement. Dr. Heinz Zhang. Product R&D Center
 Automotive: Applications, Processes and products -- Fiberglass for PA Reinforcement Dr. Heinz Zhang Product R&D Center Overview 1 Fiberglass Reinforced Thermoplastic Composites 2 PA & Fiberglass Reinforced
Automotive: Applications, Processes and products -- Fiberglass for PA Reinforcement Dr. Heinz Zhang Product R&D Center Overview 1 Fiberglass Reinforced Thermoplastic Composites 2 PA & Fiberglass Reinforced
Processing Guide Rev.No. 1
 Compounding high heat PLA/PDLA Introduction This processing guide describes the handling and compounding of high heat PLA. Compounding is a process of melt-mixing PLA with polymers, additives, fillers
Compounding high heat PLA/PDLA Introduction This processing guide describes the handling and compounding of high heat PLA. Compounding is a process of melt-mixing PLA with polymers, additives, fillers
High Modulus Carbon Fibres in Super-Structural Compounds
 High Modulus Carbon Fibres in Super-Structural Compounds As a matter of fact, even if composite properties guarantee the best answer to the most severe project requirements, many industrial products can
High Modulus Carbon Fibres in Super-Structural Compounds As a matter of fact, even if composite properties guarantee the best answer to the most severe project requirements, many industrial products can
Heat Release Rate of Wood-Plastic Composites
 Abstract Wood-plastic composites are becoming more important as a material that ful fills recycling needs. In this study, fire performance tests were conducted on several compositions of wood and plastic
Abstract Wood-plastic composites are becoming more important as a material that ful fills recycling needs. In this study, fire performance tests were conducted on several compositions of wood and plastic
EFFECT OF INDIAN LIGNOCELLULOSIC FILLERS ON IMPACT PROPERTY OF GPPS
 EFFECT OF INDIAN LIGNOCELLULOSIC FILLERS ON IMPACT PROPERTY OF GPPS D.K.Verma 1*, M. A. Siddiqui 2,S.C.Srivastava 3 1* M.Tech, Department of Mechanical Engineering, Aligarh Muslim University deepak.vermag@gmail.com
EFFECT OF INDIAN LIGNOCELLULOSIC FILLERS ON IMPACT PROPERTY OF GPPS D.K.Verma 1*, M. A. Siddiqui 2,S.C.Srivastava 3 1* M.Tech, Department of Mechanical Engineering, Aligarh Muslim University deepak.vermag@gmail.com
LIGHTER WEIGHT AUTOMOTIVE PARTS, NATURALLY
 : LIGHTER WEIGHT AUTOMOTIVE PARTS, NATURALLY A new natural fiber reinforced thermoplastic material can reduce part weight by 5% or more with no performance tradeoffs. PolyOne Corporation 33587 Walker Road
: LIGHTER WEIGHT AUTOMOTIVE PARTS, NATURALLY A new natural fiber reinforced thermoplastic material can reduce part weight by 5% or more with no performance tradeoffs. PolyOne Corporation 33587 Walker Road
TECHNYL A 205F. Key Properties. Description. Benefits. Applications. Product Data Sheet. Regional Availability
 TECHNYL A 205F Description TECHNYL A 205F is an unreinforced polyamide 66 for injection moulding. It is available in natural color. Key Properties General purpose Fast cycle High fluidity Benefits The
TECHNYL A 205F Description TECHNYL A 205F is an unreinforced polyamide 66 for injection moulding. It is available in natural color. Key Properties General purpose Fast cycle High fluidity Benefits The
Reinforcement of Engineering Themoplastics with High Purity Wood Cellulose Fibers
 The Sixth International Conference on Woodfiber- Plastic Composites ~ Reinforcement of Engineering Themoplastics with High Purity Wood Cellulose Fibers Karl D. Sears, Rodney Jacobson, Daniel F. Caulfield,
The Sixth International Conference on Woodfiber- Plastic Composites ~ Reinforcement of Engineering Themoplastics with High Purity Wood Cellulose Fibers Karl D. Sears, Rodney Jacobson, Daniel F. Caulfield,
WHITE PAPER THE EFFECTS OF PROCESSING ON THERMOPLASTICS QUADRANT S SHAPE DATA APPROACH. Find us
 WHITE PAPER QUADRANT S SHAPE DATA APPROACH THE EFFECTS OF PROCESSING ON THERMOPLASTICS NA: 800-366-0300 EU: 49[0] 2564 3010 Find us online @quadrantepp PAGE 2 THE EFFECTS OF PROCESSING ON THERMOPLASTICS
WHITE PAPER QUADRANT S SHAPE DATA APPROACH THE EFFECTS OF PROCESSING ON THERMOPLASTICS NA: 800-366-0300 EU: 49[0] 2564 3010 Find us online @quadrantepp PAGE 2 THE EFFECTS OF PROCESSING ON THERMOPLASTICS
Development of Advanced Structural Foam Injection Molding. Kye Kim. A thesis submitted in partial fulfillment of the requirements for the degree of
 Development of Advanced Structural Foam Injection Molding Kye Kim A thesis submitted in partial fulfillment of the requirements for the degree of BACHELOR OF APPLIED SCIENCE Supervisor: Park, C.B. Department
Development of Advanced Structural Foam Injection Molding Kye Kim A thesis submitted in partial fulfillment of the requirements for the degree of BACHELOR OF APPLIED SCIENCE Supervisor: Park, C.B. Department
Effects of Melt Temperature and Hold Pressure on the Tensile and Fatigue Properties of an Injection Molded Talc-Filled Polypropylene
 Effects of Melt Temperature and Hold Pressure on the Tensile and Fatigue Properties of an Injection Molded Talc-Filled Polypropylene Yuanxin Zhou, P.K. Mallick Center for Lightweighting Automotive Materials
Effects of Melt Temperature and Hold Pressure on the Tensile and Fatigue Properties of an Injection Molded Talc-Filled Polypropylene Yuanxin Zhou, P.K. Mallick Center for Lightweighting Automotive Materials
Product Information Plastics Dow Corning MB Masterbatch
 Product Information Plastics Dow Corning MB50-001 Masterbatch FEATURES & BENEFITS Imparts processing improvements and modified surface characteristics Improved throughput Reduced energy consumption Enhanced
Product Information Plastics Dow Corning MB50-001 Masterbatch FEATURES & BENEFITS Imparts processing improvements and modified surface characteristics Improved throughput Reduced energy consumption Enhanced
INFLUENCE OF HOT MELT ADHESIVE CONTAMINANTS ON THE MECHANICAL PROPERTIES OF RECOMPOUNDED THERMOPLASTICS
 International Journal of Environmentally Conscious Design & Manufacturing, Vol. 1, No. 4, 21 Printed in the U.S.A. INFLUENCE OF HOT MELT ADHESIVE CONTAMINANTS ON THE MECHANICAL PROPERTIES OF RECOMPOUNDED
International Journal of Environmentally Conscious Design & Manufacturing, Vol. 1, No. 4, 21 Printed in the U.S.A. INFLUENCE OF HOT MELT ADHESIVE CONTAMINANTS ON THE MECHANICAL PROPERTIES OF RECOMPOUNDED
VESTAMID Terra. High performance biopolyamides reinforced with high performance biofibers. High Performance Polymers Growth Line Resource Efficiency
 VESTAMID Terra High performance biopolyamides reinforced with high performance biofibers High Performance Polymers Growth Line Resource Efficiency Dr. Benjamin Brehmer, June 18 th, 2013 Natural fibers
VESTAMID Terra High performance biopolyamides reinforced with high performance biofibers High Performance Polymers Growth Line Resource Efficiency Dr. Benjamin Brehmer, June 18 th, 2013 Natural fibers
Application Data Sheet for Polypropylene (PP)
") FR-20 Magnesium hydroxide [Mg(OH)2] Application Data Sheet for Polypropylene (PP) FR-20, a series of high purity grades magnesium hydroxide, is offered by ICL-IP as inorganic halogen free flame retardants
FR-20 Magnesium hydroxide [Mg(OH)2] Application Data Sheet for Polypropylene (PP) FR-20, a series of high purity grades magnesium hydroxide, is offered by ICL-IP as inorganic halogen free flame retardants
Co-Rotating Twin-Screw Extruder Herausgegeben von Klemens Kohlgrüber
 Co-Rotating Twin-Screw Extruder Herausgegeben von Klemens Kohlgrüber ISBN-10: 3-446-41372-3 ISBN-13: 978-3-446-41372-6 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-41372-6
Co-Rotating Twin-Screw Extruder Herausgegeben von Klemens Kohlgrüber ISBN-10: 3-446-41372-3 ISBN-13: 978-3-446-41372-6 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-41372-6
Applications of Polyamide/Cellulose Fiber/Wollastonite Composites for Microcellular Injection Molding
 Applicats of Polyamide/Cellulose Fiber/Wollastonite Composites for Microcellular Inject Molding Herman Winata 1, Lih-Sheng Turng 1*, Daniel F. Caulfield 2,Tom Kuster 2, Rick Spindler 3, Rod Jacobson 4
Applicats of Polyamide/Cellulose Fiber/Wollastonite Composites for Microcellular Inject Molding Herman Winata 1, Lih-Sheng Turng 1*, Daniel F. Caulfield 2,Tom Kuster 2, Rick Spindler 3, Rod Jacobson 4
BLOW MOULDING. Blow moulding is a process used to produce hollow objects from thermoplastic.
 1 BLOW MOULDING Blow moulding is a process used to produce hollow objects from thermoplastic. The basic blow moulding process has two fundamental phases. First, a parison (or a preform) of hot plastic
1 BLOW MOULDING Blow moulding is a process used to produce hollow objects from thermoplastic. The basic blow moulding process has two fundamental phases. First, a parison (or a preform) of hot plastic
More. with 3M Glass Bubbles. High-strength additives for reduced part weight, improved dimensional stability, enhanced processing and much more.
 3M Glass Bubbles For Resin Systems Injection molding image courtesy of AP Plasman. Do More with 3M Glass Bubbles High-strength additives for reduced part weight, improved dimensional stability, enhanced
3M Glass Bubbles For Resin Systems Injection molding image courtesy of AP Plasman. Do More with 3M Glass Bubbles High-strength additives for reduced part weight, improved dimensional stability, enhanced
D-LFT PROCESS: IN-LINE COMPOUNDING & COMPRESSION MOLDING OF LONG-GLASS-FIBER REINFORCED POLYMERS
 D-LFT PROCESS: IN-LINE COMPOUNDING & COMPRESSION MOLDING OF LONG-GLASS-FIBER REINFORCED POLYMERS Daniel Schwendemann and Gerald Münz Coperion Werner & Pfleiderer GmbH & Co. KG Abstract Long fiber-reinforced
D-LFT PROCESS: IN-LINE COMPOUNDING & COMPRESSION MOLDING OF LONG-GLASS-FIBER REINFORCED POLYMERS Daniel Schwendemann and Gerald Münz Coperion Werner & Pfleiderer GmbH & Co. KG Abstract Long fiber-reinforced
Improved Processing of Thermoplastics and Thermoplastic Elastomers
 Struktol Company of America 201 E. Steels Corners Road P.O. Box 1649 Stow, OH 44224-0649 (330) 928-5188 Fax (330) 928-8726 Improved Processing of Thermoplastics and Thermoplastic Elastomers Presented by
Struktol Company of America 201 E. Steels Corners Road P.O. Box 1649 Stow, OH 44224-0649 (330) 928-5188 Fax (330) 928-8726 Improved Processing of Thermoplastics and Thermoplastic Elastomers Presented by
THE EFFECT OF PHTHALOCYANINE PIGMENT ON THE MICROSTRUCTURAL AND MECHANICAL PERFORMANCE OF PROPYLENE- ETHYLENE BLOCK COPOLYMER
 THE EFFECT OF PHTHALOCYANINE PIGMENT ON THE MICROSTRUCTURAL AND MECHANICAL PERFORMANCE OF PROPYLENE- ETHYLENE BLOCK COPOLYMER Major, I.F.M and McNally, G.M. Polymer Processing Research Centre, Queen s
THE EFFECT OF PHTHALOCYANINE PIGMENT ON THE MICROSTRUCTURAL AND MECHANICAL PERFORMANCE OF PROPYLENE- ETHYLENE BLOCK COPOLYMER Major, I.F.M and McNally, G.M. Polymer Processing Research Centre, Queen s
Twin-Screw Extruder FED-MT
 Twin-Screw Extruder FED-MT FEDDEM GmbH & Co. KG Member of the Feddersen Group Mosaikweg 19 53489 Sinzig Germany Phone: +49 2642 90781-30 Fax: +49 2642 90781-99 info@feddem.com www.feddem.com A Young Company
Twin-Screw Extruder FED-MT FEDDEM GmbH & Co. KG Member of the Feddersen Group Mosaikweg 19 53489 Sinzig Germany Phone: +49 2642 90781-30 Fax: +49 2642 90781-99 info@feddem.com www.feddem.com A Young Company
DEVELOPMENT OF POLYURETHANE SHEET MOLDING COMPOUND
 DEVELOPMENT OF POLYURETHANE SHEET MOLDING COMPOUND D. Park 1, R. Maertens 2, M. Connolly 3, K. Gleich 4, V. Ugresic 1, F. Henning 2 1 Fraunhofer Project Centre for Composites Research 2 Department of Polymer
DEVELOPMENT OF POLYURETHANE SHEET MOLDING COMPOUND D. Park 1, R. Maertens 2, M. Connolly 3, K. Gleich 4, V. Ugresic 1, F. Henning 2 1 Fraunhofer Project Centre for Composites Research 2 Department of Polymer
Productivity Benefits of 3M Glass Bubbles in Injection Molded Thermoplastics via Increased Cooling Rates
 Technical Paper Productivity Benefits of 3M Glass Bubbles in Injection Molded Thermoplastics via Increased Cooling Rates Baris Yalcin, Steve E. Amos, Mark J. Williams, I. Sedat Gunes, Troy K. Ista, 3M
Technical Paper Productivity Benefits of 3M Glass Bubbles in Injection Molded Thermoplastics via Increased Cooling Rates Baris Yalcin, Steve E. Amos, Mark J. Williams, I. Sedat Gunes, Troy K. Ista, 3M
Short Jute Fiber-Reinforced Polypropylene Composites: Effect of Compatibilizer
 Short Jute Fiber-Reinforced Polypropylene Composites: Effect of Compatibilizer A. K. RANA, 1 A. MANDAL, 1 B.C. MITRA, 1 R. JACOBSON, 2 R. ROWELL, 2 A. N. BANERJEE 3 1 Indian Jute Industries' Research Association,
Short Jute Fiber-Reinforced Polypropylene Composites: Effect of Compatibilizer A. K. RANA, 1 A. MANDAL, 1 B.C. MITRA, 1 R. JACOBSON, 2 R. ROWELL, 2 A. N. BANERJEE 3 1 Indian Jute Industries' Research Association,
HIGH PERFORMANCE CLEAR THERMOPLASTICS ELASTOMER. Jiren Gu, Tom Castile and Krishna Venkataswamy GLS Corporation 833 Ridgeview Dr., McHenry, IL 60050
 HIGH PERFORMANCE CLEAR THERMOPLASTICS ELASTOMER Jiren Gu, Tom Castile and Krishna Venkataswamy GLS Corporation 833 Ridgeview Dr., McHenry, IL 60050 Abstract High performance clear TPE products are developed
HIGH PERFORMANCE CLEAR THERMOPLASTICS ELASTOMER Jiren Gu, Tom Castile and Krishna Venkataswamy GLS Corporation 833 Ridgeview Dr., McHenry, IL 60050 Abstract High performance clear TPE products are developed
Examination of the Performance of a High Speed Single Screw Extruder for Several Different Extrusion Applications
 Examination of the Performance of a High Speed Single Screw Extruder for Several Different Extrusion Applications Modified on Monday, 04 May 2015 10:19 PM by mpieler Categorized as: Paper of the Month
Examination of the Performance of a High Speed Single Screw Extruder for Several Different Extrusion Applications Modified on Monday, 04 May 2015 10:19 PM by mpieler Categorized as: Paper of the Month
PROCESSING METHODS OF HIGH DENSITY POLYETHYLENE- EXFOLIATED GRAPHENE NANOPLATELET NANOCOMPOSITES FOR AUTOMOTIVE FUEL TANKS APPLICATIONS
 PROCESSING METHODS OF HIGH DENSITY POLYETHYLENE- EXFOLIATED GRAPHENE NANOPLATELET NANOCOMPOSITES FOR AUTOMOTIVE FUEL TANKS APPLICATIONS K. Honaker, F. Vautard, L.T. Drzal Composite Materials and Structures
PROCESSING METHODS OF HIGH DENSITY POLYETHYLENE- EXFOLIATED GRAPHENE NANOPLATELET NANOCOMPOSITES FOR AUTOMOTIVE FUEL TANKS APPLICATIONS K. Honaker, F. Vautard, L.T. Drzal Composite Materials and Structures
Effect of Processing Method on Surface and Weathering Characteristics of Wood Flour/HDPE Composites
 Effect of Processing Method on Surface and Weathering Characteristics of Wood Flour/HDPE Composites Nicole M. Stark, 1 Laurent M. Matuana, 2 Craig M. Clemons 1 1 U.S. Department of Agriculture, Forest
Effect of Processing Method on Surface and Weathering Characteristics of Wood Flour/HDPE Composites Nicole M. Stark, 1 Laurent M. Matuana, 2 Craig M. Clemons 1 1 U.S. Department of Agriculture, Forest
VECTRA A150 LCP Glass Reinforced
 Description Improved creep resistance over A130. May reduce warpage in some parts compared to A130. 50% glass reinforced. Chemical abbreviation according to ISO 1043-1 : LCP Inherently flame retardant
Description Improved creep resistance over A130. May reduce warpage in some parts compared to A130. 50% glass reinforced. Chemical abbreviation according to ISO 1043-1 : LCP Inherently flame retardant
Ductile Transition in Nylon-Rubber Blends: Influence of Water
 Ductile Transition in Nylon-Rubber Blends: Influence of Water R. J. GAYMANS, R. J. M. BORGGREVE, and A. B. SPOELSTRA, Department of Chemical Technology, University of Twente, P.O. Box 21 7,7500 AE Enschede,
Ductile Transition in Nylon-Rubber Blends: Influence of Water R. J. GAYMANS, R. J. M. BORGGREVE, and A. B. SPOELSTRA, Department of Chemical Technology, University of Twente, P.O. Box 21 7,7500 AE Enschede,
STRENGTH+ High Modulus Carbon Fiber Reinforced LNP. High performance compounds for structural healthcare applications
 STRENGTH+ Stiffness High Modulus Carbon Fiber Reinforced LNP THERMOCOMP and LUBRICOMP Compounds High performance compounds for structural healthcare applications SABIC Founded in 1976, SABIC is today the
STRENGTH+ Stiffness High Modulus Carbon Fiber Reinforced LNP THERMOCOMP and LUBRICOMP Compounds High performance compounds for structural healthcare applications SABIC Founded in 1976, SABIC is today the
HIGH PERFORMANCE HAR TALCS IN PLASTICS
 HIGH PERFORMANCE HAR TALCS IN PLASTICS Superior flexural modulus enabling downgauging Excellent dimensional stability Good stiffness/impact balance Figure 1. Lamellarity of HAR s versus conventional s
HIGH PERFORMANCE HAR TALCS IN PLASTICS Superior flexural modulus enabling downgauging Excellent dimensional stability Good stiffness/impact balance Figure 1. Lamellarity of HAR s versus conventional s
TECHNYL A 218 V35 BLACK 21N
 TECHNICAL DATA SHEET TECHNYL A 218 V35 Black 21N is a polyamide 66, reinforced with 35% of glass fibre, heat stabilized, for injection moulding. This grade offers an excellent combination between thermal
TECHNICAL DATA SHEET TECHNYL A 218 V35 Black 21N is a polyamide 66, reinforced with 35% of glass fibre, heat stabilized, for injection moulding. This grade offers an excellent combination between thermal
Amodel AS-1133 HS. polyphthalamide. Technical Data Sheet
 Technical Data Sheet Amodel AS-1133 HS Amodel AS-1133 HS is a 33% glass reinforced, heat stabilized (PPA) resin that provides excellent structural integrity in molded parts, even those with wall thicknesses
Technical Data Sheet Amodel AS-1133 HS Amodel AS-1133 HS is a 33% glass reinforced, heat stabilized (PPA) resin that provides excellent structural integrity in molded parts, even those with wall thicknesses
Core Compressive Strength / Modulus. Humid Aging of Rigid Cellural Plastics
 TestID AAH 58260 Fiber Tensile AASHTO T 250-6 TS-4c ANSI 77 2007 Ceneter Cover Test ANSI 77 2007 Lateral Wall Test ANSI 77 2007 Vertical Wall Test ANSI Z 124 ASTM B117 ASTM C 1147 ASTM C 158 ASTM C 271
TestID AAH 58260 Fiber Tensile AASHTO T 250-6 TS-4c ANSI 77 2007 Ceneter Cover Test ANSI 77 2007 Lateral Wall Test ANSI 77 2007 Vertical Wall Test ANSI Z 124 ASTM B117 ASTM C 1147 ASTM C 158 ASTM C 271
Twin-screw extruder FED-MT
 Twin-screw extruder -MT DEM GmbH & Co. KG Member of the Feddersen Group Tradition in engineering DEM GmbH & Co. KG belongs to the internationally active Feddersen Group based in Hamburg. In addition to
Twin-screw extruder -MT DEM GmbH & Co. KG Member of the Feddersen Group Tradition in engineering DEM GmbH & Co. KG belongs to the internationally active Feddersen Group based in Hamburg. In addition to
Solef & Hylar PVDF. Polyvinylidene fluoride Typical properties
 Solef & Hylar PVDF Polyvinylidene fluoride Typical properties Solef and Hylar PVDF A remarkable combination of properties PVDF is a fluorinated semicrystalline thermoplastic which is obtained by polymerizing
Solef & Hylar PVDF Polyvinylidene fluoride Typical properties Solef and Hylar PVDF A remarkable combination of properties PVDF is a fluorinated semicrystalline thermoplastic which is obtained by polymerizing
PARALOID EXL-2690 IMPACT MODIFIER
 Technical Data Sheet EXL-269 IMPACT MODIFIER For Polycarbonate and Polycarbonate Blends Regional Availability Asia Pacific EMEA North America Description EXL-269 Impact Modifier is a methyl methacrylate-butadiene-styrene
Technical Data Sheet EXL-269 IMPACT MODIFIER For Polycarbonate and Polycarbonate Blends Regional Availability Asia Pacific EMEA North America Description EXL-269 Impact Modifier is a methyl methacrylate-butadiene-styrene
Effect of Processing Parameters on Polypropylene Film Properties
 Vol.2, Issue.5, Sep.-Oct. 2012 pp-3056-3060 ISSN: 2249-6645 Effect of Processing Parameters on Polypropylene Film Properties Ikilem Gocek 1, Sabit Adanur 2 1 (Department of Textile Engineering, Istanbul
Vol.2, Issue.5, Sep.-Oct. 2012 pp-3056-3060 ISSN: 2249-6645 Effect of Processing Parameters on Polypropylene Film Properties Ikilem Gocek 1, Sabit Adanur 2 1 (Department of Textile Engineering, Istanbul
NEW COUPLING AGENT FOR CARBON FIBER REINFORCED POLYPROPYLENE
 NEW COUPLING AGENT FOR CARBON FIBER REINFORCED POLYPROPYLENE Tamotsu Harada, David Deeds, Taku Koda Mitsui Chemicals America, Inc. Akihide Mori, Hironori Matsumoto, Shigeyuki Yasui Mitsui Chemicals, Inc.
NEW COUPLING AGENT FOR CARBON FIBER REINFORCED POLYPROPYLENE Tamotsu Harada, David Deeds, Taku Koda Mitsui Chemicals America, Inc. Akihide Mori, Hironori Matsumoto, Shigeyuki Yasui Mitsui Chemicals, Inc.
DuPont Hytrel. Hytrel Product Information. thermoplastic polyester elastomer. plastics.dupont.com
 DuPont Hytrel thermoplastic polyester elastomer is a high modulus grade with nominal hardness of 72D. It contains non-discoloring stabilizer. It can be processed by many conventional thermoplastic processing
DuPont Hytrel thermoplastic polyester elastomer is a high modulus grade with nominal hardness of 72D. It contains non-discoloring stabilizer. It can be processed by many conventional thermoplastic processing
Options. The following is a list of our most popular options. If you don t find what you need, please call us. HARDWARE
 Options The following is a list of our most popular options. If you don t find what you need, please call us. HARDWARE VENTS AND INLET PORTS: Add 3 vents in a 36:1 L/D for the ultimate in gas extraction.
Options The following is a list of our most popular options. If you don t find what you need, please call us. HARDWARE VENTS AND INLET PORTS: Add 3 vents in a 36:1 L/D for the ultimate in gas extraction.
Compressive Properties and Morphology of Polypropylene/Polycarbonate Blends
 2011 International Conference on Environment and Industrial Innovation IPCBEE vol.12 (2011) (2011) IACSIT Press, Singapore Compressive Properties and Morphology of Polypropylene/Polycarbonate Blends Muhammad
2011 International Conference on Environment and Industrial Innovation IPCBEE vol.12 (2011) (2011) IACSIT Press, Singapore Compressive Properties and Morphology of Polypropylene/Polycarbonate Blends Muhammad
Gelimat Technology. Ultrahigh-Speed Thermokinetic Mixing, Compounding & Fluxing. Processing Excellence in Motion DUSATEC DUSATEC, INC.
 Gelimat Technology Ultrahigh-Speed Thermokinetic Mixing, Compounding & Fluxing Processing Excellence in Motion www.dusatec.com DUSATEC, Inc. 19 Spear Road Ramsey, NJ 07446 USA Phone: +1-201-773-8000 E-mail:
Gelimat Technology Ultrahigh-Speed Thermokinetic Mixing, Compounding & Fluxing Processing Excellence in Motion www.dusatec.com DUSATEC, Inc. 19 Spear Road Ramsey, NJ 07446 USA Phone: +1-201-773-8000 E-mail:
EFFECTS OF GRAPHITE SELECTION ON THERMALLY CONDUCTIVE COMPOUNDS FOR LED LAMP HEAT SINKS
 EFFECTS OF GRAPHITE SELECTION ON THERMALLY CONDUCTIVE COMPOUNDS FOR LED LAMP HEAT SINKS Daniele Bonacchi IMERYS Graphite & Carbon, Bodio Switzerland Abstract Thermally conductive compounds are viewed as
EFFECTS OF GRAPHITE SELECTION ON THERMALLY CONDUCTIVE COMPOUNDS FOR LED LAMP HEAT SINKS Daniele Bonacchi IMERYS Graphite & Carbon, Bodio Switzerland Abstract Thermally conductive compounds are viewed as
Magnesium hydroxide [Mg(OH)2] Application Data Sheet for Ethylene-Vinyl Acetate copolymer (EVA)
![Magnesium hydroxide [Mg(OH)2] Application Data Sheet for Ethylene-Vinyl Acetate copolymer (EVA)](/thumbs/74/70074256.jpg "Magnesium hydroxide [Mg(OH)2] Application Data Sheet for Ethylene-Vinyl Acetate copolymer (EVA)") FR-20 Magnesium hydroxide [Mg(OH)2] Application Data Sheet for Ethylene-Vinyl Acetate copolymer (EVA) FR-20, a series of high purity grades magnesium hydroxide, is offered by ICL-IP as inorganic halogen-free
FR-20 Magnesium hydroxide [Mg(OH)2] Application Data Sheet for Ethylene-Vinyl Acetate copolymer (EVA) FR-20, a series of high purity grades magnesium hydroxide, is offered by ICL-IP as inorganic halogen-free
 www.reedychemicalfoam.com FOAMS 2016 Kinetic Nucleators maximize cell distribution in foam extrusion September 14-15, 2016 2 1. Why Use Chemical Foam? 2. CFA types 3. Modern CFA Expectations 4. Nucleation
www.reedychemicalfoam.com FOAMS 2016 Kinetic Nucleators maximize cell distribution in foam extrusion September 14-15, 2016 2 1. Why Use Chemical Foam? 2. CFA types 3. Modern CFA Expectations 4. Nucleation
Olof Frisk. Fibre damage in WPC for two different compounding processes WSE2016 Riga
 Olof Frisk Fibre damage in WPC for two different compounding processes WSE2016 Riga Presentation WPC&NFC Compounding techniques The challange The fibre Methods Overview Olof Frisk 50% Industrial PhD student
Olof Frisk Fibre damage in WPC for two different compounding processes WSE2016 Riga Presentation WPC&NFC Compounding techniques The challange The fibre Methods Overview Olof Frisk 50% Industrial PhD student
FCFC TAIRILAC ABS RESINS TECHNICAL INFORMATIONS
 FCFC TAIRILAC ABS RESINS TECHNICAL INFORMATIONS High Flow Grade TAIRILAC AF3500 TAIRILAC AF3800 FORMOSA CHEMICALS & FIBRE CORPORATION PLASTICS DIVISION 1 Contents 1. Introduction...1 Table 1. Properties
FCFC TAIRILAC ABS RESINS TECHNICAL INFORMATIONS High Flow Grade TAIRILAC AF3500 TAIRILAC AF3800 FORMOSA CHEMICALS & FIBRE CORPORATION PLASTICS DIVISION 1 Contents 1. Introduction...1 Table 1. Properties
EVALUATION OF INJECTION MOLDING CONDITION ON THE MECHANICAL PROPERTIES OF IN SITU POLYPROPYLENE BLENDS
 EVALUATION OF INJECTION MOLDING CONDITION ON THE MECHANICAL PROPERTIES OF IN SITU POLYPROPYLENE BLENDS Fernando Costa Almada¹, Marcelo Farah¹, Susana Liberman¹ and Raquel Mauler² 1 - Braskem S. A., Polymer
EVALUATION OF INJECTION MOLDING CONDITION ON THE MECHANICAL PROPERTIES OF IN SITU POLYPROPYLENE BLENDS Fernando Costa Almada¹, Marcelo Farah¹, Susana Liberman¹ and Raquel Mauler² 1 - Braskem S. A., Polymer
PROCESSING MICA BASED PIGMENT MASTERBATCH
 PROCESSING MICA BASED PIGMENT MASTERBATCH Robert Roden, STEER Engineering Prakash Hadimani, STEER Engineering Dr Pradeep Bakshi, STEER Engineering Abstract Many effect pigments used in thermoplastics such
PROCESSING MICA BASED PIGMENT MASTERBATCH Robert Roden, STEER Engineering Prakash Hadimani, STEER Engineering Dr Pradeep Bakshi, STEER Engineering Abstract Many effect pigments used in thermoplastics such
MILITARY SPECIFICATION. PLASTIC MOLDING and EXTRUSION MATERIAL, POLYETHERETHERKETONE (PEEK)
") 20 June l984 1. SCOPE MILITARY SPECIFICATION PLASTIC MOLDING and EXTRUSION MATERIAL, POLYETHERETHERKETONE (PEEK) This specification is approved for use by all Departments and Agencies of the Department
20 June l984 1. SCOPE MILITARY SPECIFICATION PLASTIC MOLDING and EXTRUSION MATERIAL, POLYETHERETHERKETONE (PEEK) This specification is approved for use by all Departments and Agencies of the Department
Fluoroguard. General Overview. Polymer Additive
 General Overview Fluoroguard is a range of colorless, odorless, and chemically inert polymer additives based on fluorinated synthetic oil. Fluoroguard is designed for a variety of uses in gears, bushings,
General Overview Fluoroguard is a range of colorless, odorless, and chemically inert polymer additives based on fluorinated synthetic oil. Fluoroguard is designed for a variety of uses in gears, bushings,
Standard Classification System for Polyamide-Imide (PAI) Molding and Extrusion Materials 1
 Molding and Extrusion Materials 1") Designation: D 5204 03 Standard Classification System for Polyamide-Imide (PAI) Molding and Extrusion Materials 1 This standard is issued under the fixed designation D 5204; the number immediately following
Designation: D 5204 03 Standard Classification System for Polyamide-Imide (PAI) Molding and Extrusion Materials 1 This standard is issued under the fixed designation D 5204; the number immediately following
Cellulose Nanofiber-reinforced Unsaturated Polyester as a Potential Substitute for Glass Fiber-reinforced Plastics.
 Cellulose Nanofiber-reinforced Unsaturated Polyester as a Potential Substitute for Glass Fiber-reinforced Plastics. A. N. Nakagaito a,b, S. Sato a,c, A. Sato a,d and H. Yano a a Research Institute for
Cellulose Nanofiber-reinforced Unsaturated Polyester as a Potential Substitute for Glass Fiber-reinforced Plastics. A. N. Nakagaito a,b, S. Sato a,c, A. Sato a,d and H. Yano a a Research Institute for
MICROCELLULAR NANOCOMPOSITE INJECTION MOLDING PROCESS
 MICROCELLULAR NANOCOMPOSITE INJECTION MOLDING PROCESS Mingjun Yuan (1),Lih-Sheng Turng (1)*, Rick Spindler (2), Daniel Caulfield (3),Chris Hunt (3) (1) Dept. of Mechanical Engineering, University of Wisconsin-Madison,
MICROCELLULAR NANOCOMPOSITE INJECTION MOLDING PROCESS Mingjun Yuan (1),Lih-Sheng Turng (1)*, Rick Spindler (2), Daniel Caulfield (3),Chris Hunt (3) (1) Dept. of Mechanical Engineering, University of Wisconsin-Madison,
Riteflex thermoplastic polyester elastomer Short Term Properties Brochure Riteflex
 Riteflex thermoplastic polyester elastomer Short Term Properties Brochure Thermoplastic polyester elastomer Riteflex Thermoplastic polyester elastomer RF-4 Ticona A business of Celanese AG Riteflex Thermoplastic
Riteflex thermoplastic polyester elastomer Short Term Properties Brochure Thermoplastic polyester elastomer Riteflex Thermoplastic polyester elastomer RF-4 Ticona A business of Celanese AG Riteflex Thermoplastic
ELONGATIONAL FLOW IN MULTIPLE SCREW EXTRUDERS
 ELONGATIONAL FLOW IN MULTIPLE SCREW EXTRUDERS J. E. Loukus and A. C. Halonen M. Gupta GS Engineering Plastic Flow, LLC Houghton, MI 4993 Houghton, MI 4993 Abstract Flows of a low-density polyethylene in
ELONGATIONAL FLOW IN MULTIPLE SCREW EXTRUDERS J. E. Loukus and A. C. Halonen M. Gupta GS Engineering Plastic Flow, LLC Houghton, MI 4993 Houghton, MI 4993 Abstract Flows of a low-density polyethylene in
CRD Mixing Technology
 CRD Mixing Technology Chris Rauwendaal Rauwendaal Extrusion Engineering, Inc. (REE) 12693 Roble Veneno Lane, Los Altos Hills, CA 94022-2668 Phone: 1-650-948-6266, fax: 1-650-948-0555 Email: Chris@Rauwendaal.com,
CRD Mixing Technology Chris Rauwendaal Rauwendaal Extrusion Engineering, Inc. (REE) 12693 Roble Veneno Lane, Los Altos Hills, CA 94022-2668 Phone: 1-650-948-6266, fax: 1-650-948-0555 Email: Chris@Rauwendaal.com,
Extruded Bagasse Fiber Plastic Composites: - Creep Performance
 Extruded Bagasse Fiber Plastic Composites: - Creep Performance Wu, Q. 1, Y. Xu 1, Y. Lei 1, C. M. Clemons 2 1 School of Renewable Natural Resources, Louisiana State University AgCenter, Baton Rouge, LA
Extruded Bagasse Fiber Plastic Composites: - Creep Performance Wu, Q. 1, Y. Xu 1, Y. Lei 1, C. M. Clemons 2 1 School of Renewable Natural Resources, Louisiana State University AgCenter, Baton Rouge, LA
Product and Properties Guide Alcryn fi MPR
 Advanced Polymer Alloys Product and Properties Guide Alcryn fi MPR What Is Alcryn MPR? Alcryn melt-processible rubber (MPR) is a true rubber, based on a partially cross-linked, chlorinated olefin interpolymer
Advanced Polymer Alloys Product and Properties Guide Alcryn fi MPR What Is Alcryn MPR? Alcryn melt-processible rubber (MPR) is a true rubber, based on a partially cross-linked, chlorinated olefin interpolymer
FORTRON 1140L4 PPS Glass Reinforced
 Description Fortron 1140L4 is a 40% glass-reinforced grade that is the strongest and toughest product available. It exhibits excellent heat and chemical resistance, good electrical properties and is inherently
Description Fortron 1140L4 is a 40% glass-reinforced grade that is the strongest and toughest product available. It exhibits excellent heat and chemical resistance, good electrical properties and is inherently
1 : TECHNICAL BASICS P SS. Axial distance, z
 TWIN SCREW versus SINGLE SCREW IN FEED EXTRUSION PROCESSING HD 1. Technical basics 2. TSE improves your final product quality 3. TSE flexibility reduces raw material costs 4. TSE improves your throughput
TWIN SCREW versus SINGLE SCREW IN FEED EXTRUSION PROCESSING HD 1. Technical basics 2. TSE improves your final product quality 3. TSE flexibility reduces raw material costs 4. TSE improves your throughput
Studies on Mechanical, Thermal, Eletrical Properties and Characterisation of Recycled PET with ABS Compatibilized By Glycerol
 IOSR Journal of Applied Chemistry (IOSR-JAC) e-issn: 2278-5736.Volume 7, Issue 12 Ver. II. (Dec. 2014), PP 11-16 Studies on Mechanical, Thermal, Eletrical Properties and Characterisation of Recycled PET
IOSR Journal of Applied Chemistry (IOSR-JAC) e-issn: 2278-5736.Volume 7, Issue 12 Ver. II. (Dec. 2014), PP 11-16 Studies on Mechanical, Thermal, Eletrical Properties and Characterisation of Recycled PET
Twin Screw Extrusion Systems to Process PLA More Efficiently
 Extrusion Technology Twin Screw Extrusion Systems to Process PLA More Efficiently Innovation Takes Root 2012 Charlie Martin/Leistritz Ph: 908/685-2333, E-mail: cmartin@alec-usa.com February 22, 2012 Twin
Extrusion Technology Twin Screw Extrusion Systems to Process PLA More Efficiently Innovation Takes Root 2012 Charlie Martin/Leistritz Ph: 908/685-2333, E-mail: cmartin@alec-usa.com February 22, 2012 Twin
Ready to serve the biobased economy
 Ready to serve the biobased economy Martin H.B. Snijder 5 th International Congress on Bio-based Plastics and Composites March 14 th 15 st 2012, Maternushaus, Köln What is GreenGran? Production and sales
Ready to serve the biobased economy Martin H.B. Snijder 5 th International Congress on Bio-based Plastics and Composites March 14 th 15 st 2012, Maternushaus, Köln What is GreenGran? Production and sales
Photo. Materials Testing for Manufacturers and Retailers
 Photo Materials Testing for Manufacturers and Retailers UL helps you bring safe, high performance materials to the market while protecting your brand When end-product manufacturers are searching for materials
Photo Materials Testing for Manufacturers and Retailers UL helps you bring safe, high performance materials to the market while protecting your brand When end-product manufacturers are searching for materials
Contents. 1. Making a Blue Tank 2. Material Production Options 3. Methods for Adding Color 4. Grinding the Pellets 5. Benefits of Using Micros
 Contents 1. Making a Blue Tank 2. Material Production Options 3. Methods for Adding Color 4. Grinding the Pellets 5. Benefits of Using Micros Making a Blue Tank Additives Process Stabilizers (Phosphates)
Contents 1. Making a Blue Tank 2. Material Production Options 3. Methods for Adding Color 4. Grinding the Pellets 5. Benefits of Using Micros Making a Blue Tank Additives Process Stabilizers (Phosphates)
Vectra. Product Information. Europe
 Europe Vectra liquid crystal polymers (LCP) high melt flow, easily fills long, thin complicated flow paths with minimal warpage heat deflection up to 300 C high mechanical strength excellent dimensional
Europe Vectra liquid crystal polymers (LCP) high melt flow, easily fills long, thin complicated flow paths with minimal warpage heat deflection up to 300 C high mechanical strength excellent dimensional
Developments in Small Scale Twin Screw Extruders for Color Development. Charlie Martin, Leistritz Extruson. Abstract. Background
 Developments in Small Scale Twin Screw Extruders for Color Development Charlie Martin, Leistritz Extruson Abstract Plastics is a major worldwide industry that plays a role in all facets of modern life,
Developments in Small Scale Twin Screw Extruders for Color Development Charlie Martin, Leistritz Extruson Abstract Plastics is a major worldwide industry that plays a role in all facets of modern life,
MAKING PROPERTIES AND PROFITS
 AKING PROPERTIES AND PROFITS Twin-Screw Extrusion Seminar September 13-14, 2017 Seminar Leader: Adam Dreiblatt Akron Polymer Technology Services Akron, OH Program Overview This two-day seminar focuses
AKING PROPERTIES AND PROFITS Twin-Screw Extrusion Seminar September 13-14, 2017 Seminar Leader: Adam Dreiblatt Akron Polymer Technology Services Akron, OH Program Overview This two-day seminar focuses
FEASIBILITY OF USING SALTCEDAR AS A FILLER IN INJECTION-MOLDED POLYETHYLENE COMPOSITES 1. Craig M. Clemons* Nicole M. Stark
 FEASIBILITY OF USING SALTCEDAR AS A FILLER IN INJECTION-MOLDED POLYETHYLENE COMPOSITES 1 Craig M. Clemons* Materials Research Engineer Nicole M. Stark Chemical Engineer USDA Forest Service Forest Products
FEASIBILITY OF USING SALTCEDAR AS A FILLER IN INJECTION-MOLDED POLYETHYLENE COMPOSITES 1 Craig M. Clemons* Materials Research Engineer Nicole M. Stark Chemical Engineer USDA Forest Service Forest Products
Chemical Foaming Alternatives to Azodicarbonamide
 Chemical Foaming Alternatives to Azodicarbonamide 2 Foaming Agents What are they and how do you use them? CFA Endothermic & Exothermic Challenges - Regulatory and Technical Case Study: PP Foam Cellular
Chemical Foaming Alternatives to Azodicarbonamide 2 Foaming Agents What are they and how do you use them? CFA Endothermic & Exothermic Challenges - Regulatory and Technical Case Study: PP Foam Cellular
REVIEW. E N H A N C I N G MELTING AND MIXING in a Twin-Screw Extruder. Capabilities. Page 1 of 5
 REVIEW E N H A N C I N G MELTING AND MIXING Capabilities Page 1 of 5 Melting and Mixing Capability Enhancement: Technology Revealed Babu Padmanabhan An extruder is a vessel for continuous processing of
REVIEW E N H A N C I N G MELTING AND MIXING Capabilities Page 1 of 5 Melting and Mixing Capability Enhancement: Technology Revealed Babu Padmanabhan An extruder is a vessel for continuous processing of
Soft, Processable SEBS Polymers for Compounds
 Back to Index Soft, Processable SEBS Polymers for Compounds Dale Handlin Ph.D., Ching Ting Ph.D., Ziv Cheng, and Parashar Davé TSRC-Dexco Polymers, Plaquemine, LA, USA Abstract Two of the important trends
Back to Index Soft, Processable SEBS Polymers for Compounds Dale Handlin Ph.D., Ching Ting Ph.D., Ziv Cheng, and Parashar Davé TSRC-Dexco Polymers, Plaquemine, LA, USA Abstract Two of the important trends
POLY(LACTIC ACID) BASED SINGLE COMPOSITES
 BASED SINGLE COMPOSITES") POLY(LACTIC ACID) BASED SINGLE COMPOSITES S. Ouajai 1*, T. Ungtrakul 1, A. Reung-u-rai 1 and R.A. Shanks 2 1 Department of Industrial Chemistry, Faculty of Applied Science, KMUTNB 1518 Piboonsongkarm road,
POLY(LACTIC ACID) BASED SINGLE COMPOSITES S. Ouajai 1*, T. Ungtrakul 1, A. Reung-u-rai 1 and R.A. Shanks 2 1 Department of Industrial Chemistry, Faculty of Applied Science, KMUTNB 1518 Piboonsongkarm road,
High Performance Plastics for the Chemical Processing Industry
 High Performance Plastics for the Chemical Processing Industry 8/2017 Thermoplastics Areas of application Steel pickling Plants Over the last two decades, polypropylenes have become a more common solution
High Performance Plastics for the Chemical Processing Industry 8/2017 Thermoplastics Areas of application Steel pickling Plants Over the last two decades, polypropylenes have become a more common solution
Flame-Retardant Formulations for HIPS and Polyolefins Using Chlorinated Paraffins
 Flame-Retardant Formulations for HIPS and Polyolefins Using Chlorinated Paraffins Abstract Chlorinated paraffins are one the lowest cost flame-retardants available. Solid chlorinated paraffins have been
Flame-Retardant Formulations for HIPS and Polyolefins Using Chlorinated Paraffins Abstract Chlorinated paraffins are one the lowest cost flame-retardants available. Solid chlorinated paraffins have been
The Analysis of physical and mechanical behaviour of PP matrix reinforced with filler material and Flame Retardant as an additive
 The Analysis of physical and mechanical behaviour of PP matrix reinforced with filler material and Flame Retardant as an additive Darshan Kumar.C.D 1, Asha Rani.N 2 Assistant professor, Department of Mechanical
The Analysis of physical and mechanical behaviour of PP matrix reinforced with filler material and Flame Retardant as an additive Darshan Kumar.C.D 1, Asha Rani.N 2 Assistant professor, Department of Mechanical
High-Performance Plastics for. Drivetrain Systems SPECIALTY
 High-Performance Plastics for Drivetrain Systems SPECIALTY POLYMERS Designed for Higher Performance Better than Metal Light weight for improved fuel efficiency Parts consolidation for lower manufacturing
High-Performance Plastics for Drivetrain Systems SPECIALTY POLYMERS Designed for Higher Performance Better than Metal Light weight for improved fuel efficiency Parts consolidation for lower manufacturing
Flow Behaviour and Viscoelasticity of Polypropylene-Kaolin Composites Extruded at Different Temperatures
 Pertanika J. Sci. & Technol. 19 (2): 383 388 (2011) ISSN: 0128-7680 Universiti Putra Malaysia Press Flow Behaviour and Viscoelasticity of Polypropylene-Kaolin Composites Extruded at Different Temperatures
Pertanika J. Sci. & Technol. 19 (2): 383 388 (2011) ISSN: 0128-7680 Universiti Putra Malaysia Press Flow Behaviour and Viscoelasticity of Polypropylene-Kaolin Composites Extruded at Different Temperatures
BAYBLEND T45, T65, and T85
 BAYBLEND T45, T65, and T85 Polycarbonate/ABS Blends General-Purpose Grades Product Information Description Bayblend T45, T65, and T85 resins are thermoplastic blends of Makrolon polycarbonate and Lustran
BAYBLEND T45, T65, and T85 Polycarbonate/ABS Blends General-Purpose Grades Product Information Description Bayblend T45, T65, and T85 resins are thermoplastic blends of Makrolon polycarbonate and Lustran
Plastics Overview Gary Phillips
 Plastics Overview Gary Phillips Wollastonite Business Unit Manager gary.phillips@nycominerals.com Company Business Overview World s largest wollastonite supplier for reinforced and filled polymers Family
Plastics Overview Gary Phillips Wollastonite Business Unit Manager gary.phillips@nycominerals.com Company Business Overview World s largest wollastonite supplier for reinforced and filled polymers Family
Technical Research. The Effects of Inert Mineral Fillers on the Corrosion Resistance of Unsaturated Polyester Resins
 Technical Research The Effects of Inert Mineral Fillers on the Corrosion Resistance of Unsaturated Polyester Resins INTERPLASTIC CORPORATION Thermoset Resins Division 1 ABSTRACT Fillers have been used
Technical Research The Effects of Inert Mineral Fillers on the Corrosion Resistance of Unsaturated Polyester Resins INTERPLASTIC CORPORATION Thermoset Resins Division 1 ABSTRACT Fillers have been used
An Introduction to Single Screw Extrusion
 An Introduction to Single Screw Extrusion Sponsored by Dynisco Feb 14 2017 Table of Contents Single Screw Extrusion Extrusion and Thermoplastics Extruder Classification Machine Construction Post Extrusion
An Introduction to Single Screw Extrusion Sponsored by Dynisco Feb 14 2017 Table of Contents Single Screw Extrusion Extrusion and Thermoplastics Extruder Classification Machine Construction Post Extrusion
CELCON M25 POM Unfilled
 Description Celcon acetal copolymer grade M25 is a high molecular weight, higher toughness and impact resistance grade primarily used for extrusion and selected injection molding applications. Physical
Description Celcon acetal copolymer grade M25 is a high molecular weight, higher toughness and impact resistance grade primarily used for extrusion and selected injection molding applications. Physical
THERMOPLASTIC PREPREG INSERT INJECTION MOLDING COMPOSITES: MECHANICAL AND ADHESIVE PROPERTIES. Introduction
 THERMOPLASTIC PREPREG INSERT INJECTION MOLDING COMPOSITES: MECHANICAL AND ADHESIVE PROPERTIES Badin Pinpathomrat, Akihiko Imajo, Supaphorn Thumsorn, Hiroyuki Hamada Kyoto Institute of Technology, Kyoto,
THERMOPLASTIC PREPREG INSERT INJECTION MOLDING COMPOSITES: MECHANICAL AND ADHESIVE PROPERTIES Badin Pinpathomrat, Akihiko Imajo, Supaphorn Thumsorn, Hiroyuki Hamada Kyoto Institute of Technology, Kyoto,
Calcium Carbonate in Blown HDPE Film
 Calcium Carbonate in Blown HDPE Film New Developments to Increase Productivity and Profitability by Gil Morieras - Marketing Manager Polyolefines (Omya) and Dr. Gerard Schaeffer (GS Technology) Many interesting
Calcium Carbonate in Blown HDPE Film New Developments to Increase Productivity and Profitability by Gil Morieras - Marketing Manager Polyolefines (Omya) and Dr. Gerard Schaeffer (GS Technology) Many interesting
New Mineral Opportunities in Polymers Mica
 New Mineral Opportunities in Polymers Mica A High Reinforcement Alternative in Polypropylene Compounds Jim Harper Applications Development Manager Imerys Performance Additives (jim.harper@imerys.com) 770
New Mineral Opportunities in Polymers Mica A High Reinforcement Alternative in Polypropylene Compounds Jim Harper Applications Development Manager Imerys Performance Additives (jim.harper@imerys.com) 770