TOPIC 2 : WORK METHODS 2.1 Elemental breakdowns 2.2 Performance rating 2.3 Personal, fatigue, unavoidable delay allowances 2.4 Workload and line balan
|
|
|
- Rodney Atkinson
- 6 years ago
- Views:
Transcription


1 TOPIC 2 WORK METHODS
2 TOPIC 2 : WORK METHODS 2.1 Elemental breakdowns 2.2 Performance rating 2.3 Personal, fatigue, unavoidable delay allowances 2.4 Workload and line balancing 2.5 Machine and process studies
3 LEARNING OUTCOME Upon successful completion of this topic, the student will be able to:- 1. Breakdown the elements 2. Calculate the fatigue factor, rating and the allowances. 3. Construct the workload and line balancing
4 WORK METHODS Work Method is the way of job is being performed. Method study is the systematic recording and critical examination of existing and proposed ways of doing work, as a means of developing and applying easier and more effective methods and reducing costs. The scope of work method is not restricted to only manufacturing industries. This techniques can be applied effectively in service sector as wall. It can be applied in offices, hospitals, banks and other service organization
5 WORK METHODS The areas to which work method can be applied successfully in manufacturing are:- 1. To improve work method and procedure. 2. To determine the best sequence of doing work. 3. To smoothen material flow with minimum of back tracking and to improve layout. 4. To improve the working conditions and hence to improve labour efficiency. 5. To reduce monotony in the work. 6. To improve plant utilisation and material utilisation. 7. Elimination of waste and unproductive operations. 8. To reduce the manufacturing costs through reducing cycle time of operations.
6 METHODS STUDY PROCEDURE 1. Select :- Work which can be studied with economic advantage 2. Record :- All facts about the job operation 3. Examine :- The facts critically (purpose, place, sequence, persons) seek alternatives, simplify, eliminate, combine or change 4. Develop :- A record of an improved method under prevailing condition re-examine and select best method 5. Define :- Method, procedure, layout, equipment working conditions, materials, quality instructions. 6. Install :- The improve method, plan arrange and implement 7. Maintain :- Verify at regular intervals that the improved is in use
7 Work Measurement The objective of work measurement system is to determine the time it should take an average, trained person to a task if he or she were doing under working conditions and working at normal pace.
8 Normal Time The time required for an average, trained operator to perform a task under usual working conditions and working at normal pace. Normal Pace The pace of an average, trained and conscientious operator working over 8 hour day Actual Time The observed time required for an operator to perform a task
9 2.1 ELEMENTAL BREAKDOWN Guides for the motion and operation breakdown to the elements 1. Contents of each element should be homogeneous as possible 2. Hand and machine times should be placed in different elements. 3. Each element should be a relatively constant or variable time value 4. Each element should be have a definite start and end point.
10 2.2 PERFORMANCE RATING The rating is a systematic attempt to relate the observed performance to the expected performance. This rating is depend on skill qualification, method, condition and pace. The rating involves consideration of several rules: The rating involves consideration of several rules: 1. All raters must practice fairness. 2. All raters must use the basic reference 3. All raters must be consistent and accurate in their judgement 4. Rating must be concrete and based on some observable 5. Management and labor must understand and agree to the basis rating
11 2.2 PERFORMANCE RATING (cont.) 6. Rating judgement must involve the determination of the effect of the operator s skill, aptitude and degree of exertion Rating calculation : Rating = (time observe/ time expected) X 100%
12 2.3 PERSONAL, FATIGUE, UNAVOIDABLE DELAY ALLOWANCES Allowances are the amount of the time added to the normal time to provide for personal needs, unavoidable delays, and fatigue. OT PRF PA RPA SA PoA NT STANDARD TIME OT - Observed Time PRF - Performance Rating Factor NT - Normal Time PA - Process Allowances RPA - Rest and Personal Allowances SA - Special Allowances PoA - Policy Allowances
13 2.3 PERSONAL, FATIGUE, UNAVOIDABLE DELAY ALLOWANCES Allowances are categorised as 1. Relaxation allowance (Fixed allowance) 2. Variable allowance 3. Interference allowance 4. Contingency allowance 5. Policy allowance
14 1. RELAXATION ALLOWANCE a) Fixed Allowance i) Personal needs allowances:- to attend personal needs, drinking 5% for man & 7% for woman water, smoking, washing hands, etc. ii) Basic Fatigue allowances:- for energy expanded during working 4% of basic time 2. VARIABLE ALLOWANCE is working under poor environmental conditions. i) Standing allowance 2% ii) Abnormal position allowance - Awkward (bending) 2% - Very awkward (lying, stretching) 7% iii) Use of force or muscular energy in lifting, pulling, pushing


15
16 3. INTERFERENCE ALLOWANCE This is the unavoidable loss of production due to simultaneous stoppage of two or more machines being operated. This is applicable for machine or process controlled jobs. 4. CONTINGENCY ALLOWANCE For small unavoidable delays due to:- Not exceed 5% - Tool breakage - Power failures - Obtaining the necessary tools and gauges 5. POLICY ALLOWANCE Is to line up standard times with requirements of wage of agreement between employers and unions
17 Motion Study The usual procedures in motion study involve the use of : 1. Process Chart 2. Flow Chart/ Work Chart 3. Operation Chart 4. Micromotion chart

18 Process Chart Process chart is the series of steps in making an article or the series of events a person goes through in completing a job assignment Operation Transportation Inspection Delay Storage Combined activity
19 Process Chart Process Chart is helpful to :- 1. Visualize the complete sequence of the operation and inspection in the process. 2. Know where the operation selected for detailed study fits into the entire process. 3. In operation process chart, the graphic representation of the points at which materials are introduced into the process and what operations and inspections are carried on them are shown.
20 Example : PROCESS CHART NUMBER PAGE NO NO OF PCS PROCESS Prepare bottled Coco-Cola to drink X MAN OR MATERIAL ACTION NO SUMMARY PRESENT TIME NO PROPOSED TIME DEFERENCE NO TIME OPERATION CHART BEGINS CHARTED BY ORGANIZATION CHART ENDS DATE John 01/01/09 TARANSPORT INSPECTION DELAY STORAGE ANALYSIS ANALYSIS DETAILS OF PRESENT PROPOSED METHOD OPERATION TRANSPORT INSPECTION DELAY STORAGE DISTANCE QUANTITY TIME WHAT? WHERE? WHEN? WHO? HOW? NOTES ELIMINATE COMBINE SEQUENCE PLACE PERSON IMPROVE Rest on sofa Stand up Walk to refrigerator 30 ft Open refrigerator door Get bottle of Coco -Cola Close refrigerator door Walk to opener (on wall) 9 ft Open bottle Walk to wall cabinet 19 ft Get a glass Walk to sink 12 ft Pour Coco-Cola into glass Set bottle aside in sink Walk to sofa 30 ft Sit down Rest on sofa
21 Flow Chart Flow chart is a supporting route of travel that an article or person may take in completing a series of steps in a job assignment. This chart is usually used to supplement the process chart. The flow chart is useful :- 1. to reduce the distance traveled by men or materials, 2. to avoid waiting time and unnecessary delays, 3. to reduce the cycle time by combining or eliminating operations, 4. to fix up the sequence of operations. 5. to relocate the inspection stages


22 e Example : STANDARD WORK CHART (FLOW CHART) OPERATION START : QUALITY CHECK SYIMBOL SAFETY STANDARD STOCK CYCLE TIME WORKSHEET NUMBER CONTENT FINISH : INSPECTION Inspection Table NG Bin OK Part Ultrasonic Machin Chute Example 2 Example 1
23 Operation Chart Operation chart (two handed process chart) is a detailed analysis of just what an employee does in a specific step or task. Which an activities of the workers hands are recorded in relation to one another. It is normally confined to work carried out at single workplace. This also gives synchronized and graphical representation of the sequence of manual activities of the worker. The operation chart is useful :- 1. to visualize the complete sequence of activities in a repetitive task 2. to study the work station layout.


24 Example :
25 Micromotion (SIMO) Chart Micromotion (SIMO) chart is a elaborate breakdown of an operation chart into very fine motion pattern, showing what the employee does in a specific step or task. A SIMO chart is a chart based on the film analysis.
26 MOTION AND TIME STUDY TOPIC 2 WORK METHODS
27 Assembly Line Balancing 30cm 50cm 50cm 30cm 30cm 30cm 50cm
28 Outline What is Assembly Line Balancing? How can Assembly Line Balancing benefit your operations? Classic approach to ALB Let s practice! ALB in the real world Conclusions
29 What is Assembly Line Balancing (ALB)? ALB is the procedure to assign tasks to workstations so that: Precedence relationship is complied with No workstation takes more than the cycle time to complete Operational idle time is minimized
30 How can Assembly Line Balancing benefit your operations? A balanced line: Promotes one piece flow Avoids excessive work load in some stages (overburden) Minimizes wastes (over-processing, inventory, waiting, rework, transportation, motion) Reduces variation

31 Unbalanced Line Work Station 1 Work Station 2 Work Station 3 Work Station 4 Undesirable waiting
32 Balanced Line Work Station 1 Work Station 2 Work Station 3 Work Station 4 Promote one piece flow Avoids overburden Minimizes wastes Reduces variation
33 Line Balancing prerequisites Prior to balancing a line we must: Determine the required workstation cycle time (or TAKT time), matching the pace of the manufacturing process to customer demand Standardize the process
34 Classic approach to ALB Also known as SALBP* (Simple Assembly Line Balancing Problem), the classic approach to ALB is an heuristic process to optimize assembly lines simplifying the problem to a basic level of complexity
35 Example The next table shows the tasks performed in a production line. Our goal is to combine them into workstations. The assembly line operates 8 hours per day and the expected customer demand is 1000 units per day. Balance the line and calculate the efficiency and theoretical minimum number of workstations.

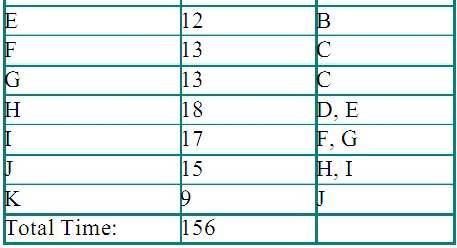
36 Example
37 SOLUTION Step 1:Draw a process flow according to the given sequential relationship 20 SEC 11 SEC D 18 SEC B H E 13 SEC 15 SEC 9 SEC A 12 SEC 13 SEC J K F C I 15 SEC G 17 SEC 13 SEC
38 Step 2: Determine Takt time or Workstation Cycle Time Takt Time = Production time per day / Customer demand (or output per day) sec Takt Time = 28,800 sec (8 hours) / 1,000 units = 28.8 Step 3: Determine the theoretical number of workstations required N = Total Task Time / Takt time N = 156 / 28.8 = 5.42 (~6 workstations)
39 Step 4: Define your assignment rules. For this example our primary rule will be number of following tasks and the secondary rule will be longest operation time Step 5: Assign tasks to workstations following the assignment rules and meeting precedence and cycle time requirements
40 To form Workstation 1 : 11 SEC B 13 SEC A Lot 15 > 11 C WS 1: A+C = 28sec Cycle Time met 15 SEC
41 To form Workstation 2 : 20 SEC 11 SEC D B + D > TT 13 SEC B E Lot F & G > E A 12 SEC 13 SEC F WS 2: B + F =24 sec < TT C 15 SEC G 13 SEC Arbitrarily choose F
42 To form Workstation 3 & 4 : 20 SEC 11 SEC D WS 3 : D < TT B 13 SEC E A 12 SEC 13 SEC F WS 2: B + F =24 sec < TT C 15 SEC G 13 SEC WS 4 : G+E = 25sec < TT
43 To form Workstation 5, 6 & 7: WS 2 : B+F=24 sec 11 SEC 20 SEC D H B WS 3 : D=20sec 18 SEC WS 5 : H=18sec 13 SEC E 15 SEC 9 SEC A 12 SEC 13 SEC WS 4 : E+G=25sec J K F WS 7 : D=24sec C I 15 SEC G 17 SEC WS 6 : D=17sec WS 1 : A+C=28sec 13 SEC TAKT TIME 28.8 SEC


44 Following the same criteria we achieve our balancing wi 7 workstations 2 4 7
45 Step 6: Calculate Efficiency Time) Efficiency = Total Task Time / (Actual number of workstations * Takt Efficiency = 156 / (7*28.8) = 77%
46 ALB in the real world The simple ALB problem approach is limited by some constraints: Balance on existing and operating lines Workstations have spatial constraints Some workstations cannot be eliminated Need to smooth workload among workstations Multiple operators per workstation Different paces among operators, different lead times within the same workstation
47 ALB in the real world (cont.) Operator spatial constraints Different workstation imposed working positions More than one task to be performed in what should be the space for one task Multiple Products Coping with different products, some operations are needed for some products but not for others Some products can introduce ³peak times in some workstations Different task times performed in different shifts Particularly when introducing new employees or workers with some degree of incapacity
48 Conclusion Simply Assembly Line Balancing is a valid method to optimize assembly lines. However, many variables found in real operating lines increase the complexity of the problem. More complex algorithms have been developed to solve the difficult task of balancing large scale industrial lines. Some of them are commercially available in software.
49 20 SEC 11 SEC D 18 SEC B H 13 SEC E 15 SEC 9 SEC A 12 SEC 13 SEC J K F C I 15 SEC G 17 SEC 13 SEC
50 MOTION AND TIME STUDY TOPIC 2 - WORK METHODS 2.5 Machine and Process Study
51 Learning Outcome When you complete this chapter, you should be able to: Identify or Define: Process flow Man machine chart
52 Learning Outcome When you complete this chapter, you should be able to: Describe or Explain : Usage of process flow Advantages and disadvantages of process flow
53 Process Chart Process chart is the series of steps in making an article or the series of events a person goes through in completing a job assignment Process Chart is helpful to :- 1. Visualize the complete sequence of the operation and inspection in the process. 2. Know where the operation selected for detailed study fits into the entire process. 3. In operation process chart, the graphic representation of the points at which materials are introduced into the process and what operations and inspections are carried on them are shown.
54 Process Chart Operation Transportation Inspection Delay Storage
55 Process Chart Operation An operation occurs when an object is intentionally changed in one or more of its characteristics (physical or chemical) Examples of operation are : turning, drilling, milling, etc a chemical reaction welding, brazing and riveting lifting, loading, unloading getting instructions from supervisor Taking dictation
56 Process Chart Inspection An inspection occurs when an object is examined and compared with standard for quality and quantity. The inspection examples are: Visual observation for finish Count of quantity of incoming material Checking the dimension
57 Process Chart Transportation A transport indicates the movement of workers, materials or equipment from one place to another Examples of transportation are: Movement of materials from one workstation to another Workers travelling to bring tools
58 Process Chart Delay A delay occurs when the immediate performance of the next planned thing does not take place Examples of delay are: Work waiting between consecutive operation Workers waiting at tool cribs Operators waiting for instructions from supervisor
59 Process Chart Storage Storage occurs when the object is kept in an authorised custody and is protected against unauthorised removal. Examples of delay are: Material kept in stores to be distributed to various work
60 Process Chart

61 Process Chart Figure 10.5 (c)


62 Operation Chart Figure 10.7
INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processe
 INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processes, the Value-Added and Non-Value Added. 2. The later
INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processes, the Value-Added and Non-Value Added. 2. The later
INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processe
 INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processes, the Value-Added and Non-Value Added. 2. The later
INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processes, the Value-Added and Non-Value Added. 2. The later
Some Definitions. Introduction to Work Measurement
 Introduction to Work Measurement Some Definitions Chapter 12 Sections: 1. Time Standards and How They Are Determined 2. Prerequisites for Valid Time Standards 3. Allowances in Time Standards Work measurement
Introduction to Work Measurement Some Definitions Chapter 12 Sections: 1. Time Standards and How They Are Determined 2. Prerequisites for Valid Time Standards 3. Allowances in Time Standards Work measurement
Work Study and Ergonomics
 UNIT-I Work Study and Ergonomics Work Study Work Study is a generic term for management services and system engineering techniques, used to investigate: Methods of performing work (Method Study). The time
UNIT-I Work Study and Ergonomics Work Study Work Study is a generic term for management services and system engineering techniques, used to investigate: Methods of performing work (Method Study). The time
METHOD STUDY. Definition: WHY:
 1 METHOD STUDY Definition: It is a systematic recording and critical examination of existing and proposed ways of doing work, as a means of developing and applying easier and more effective methods and
1 METHOD STUDY Definition: It is a systematic recording and critical examination of existing and proposed ways of doing work, as a means of developing and applying easier and more effective methods and
WORK STUDY COMPONENTS
 WORK STUDY WORK STUDY It is a generic term for those techniques, method study and work measurement which are used in the examination of human work in all its context. And which lead systematically to the
WORK STUDY WORK STUDY It is a generic term for those techniques, method study and work measurement which are used in the examination of human work in all its context. And which lead systematically to the
International Journal of Technical Research (IJTR) Vol. 5, Issue 1, Mar-Apr 2016
 Vol. 5, Issue 1, Mar-Apr 2016") Experimental Study For Assembly Line Balancing Using Largest Candidate Rule Algorithm In Automoblie Lighting Industries A Case Study Ankur Malik 1, Umed Khod 2 1 M.Tech, Scholar, 2 Assistant Prof. Department
Experimental Study For Assembly Line Balancing Using Largest Candidate Rule Algorithm In Automoblie Lighting Industries A Case Study Ankur Malik 1, Umed Khod 2 1 M.Tech, Scholar, 2 Assistant Prof. Department
FACTORY ORGANIZATION AND MANAGEMENT WORK STUDY
 FACTORY ORGANIZATION AND MANAGEMENT WORK STUDY WORK STUDY A generic term for those techniques, particularly METHOD STUDY and WORK MEASUREMENT, which are used in the examination of human work in all its
FACTORY ORGANIZATION AND MANAGEMENT WORK STUDY WORK STUDY A generic term for those techniques, particularly METHOD STUDY and WORK MEASUREMENT, which are used in the examination of human work in all its
A term used to embrace the techniques of method study and work measurement, which are employed to ensure the best possible use of human and material
 A term used to embrace the techniques of method study and work measurement, which are employed to ensure the best possible use of human and material resources in carrying out specified activity. A generic
A term used to embrace the techniques of method study and work measurement, which are employed to ensure the best possible use of human and material resources in carrying out specified activity. A generic
Industrial Engineering
 Industrial Engineering UNIT III Work measurements Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik Contact
Industrial Engineering UNIT III Work measurements Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik Contact
Motion and Time Study
 IE 101-Industrial Engineering Orientation Fall 2009 Motion and Time Study Engin Topan Defining Work Systems Work consists of tasks Tasks consist of work elements Work elements consist of basic motion elements
IE 101-Industrial Engineering Orientation Fall 2009 Motion and Time Study Engin Topan Defining Work Systems Work consists of tasks Tasks consist of work elements Work elements consist of basic motion elements
Charting and Diagramming Techniques for Operations Analysis. How to Analyze the Chart or Diagram. Checklist of Questions - Example
 Chapter 9 Charting and Diagramming Techniques for Operations Analysis Sections: 1. Overview of Charting and Diagramming Techniques 2. Network Diagrams 3. Traditional Engineering Charting and Diagramming
Chapter 9 Charting and Diagramming Techniques for Operations Analysis Sections: 1. Overview of Charting and Diagramming Techniques 2. Network Diagrams 3. Traditional Engineering Charting and Diagramming
Overview of standardized work Introduction to standardized work Objective of standardized work Elements of standardized work Takt time Cycle time
 Overview of standardized work Introduction to standardized work Objective of standardized work Elements of standardized work Takt time Cycle time Standard time Time Study on Continuous Observation Standardized
Overview of standardized work Introduction to standardized work Objective of standardized work Elements of standardized work Takt time Cycle time Standard time Time Study on Continuous Observation Standardized
INDUSTRIAL MANAGEMENT
 INDUSTRIAL MANAGEMENT 14-03-2014 00:43:54 BY: MAYANK PANDEY ASSISTANT PROFESSOR NIET BUSINESS SHOOL UNIT-2 Management Function: Principles of Management. Management Tools: time and motion study, work simplification-
INDUSTRIAL MANAGEMENT 14-03-2014 00:43:54 BY: MAYANK PANDEY ASSISTANT PROFESSOR NIET BUSINESS SHOOL UNIT-2 Management Function: Principles of Management. Management Tools: time and motion study, work simplification-
İŞL 343 Üretim İşlemler Yönetimi Bahar Dönemi. Chapter 6. Melike Meterelliyoz Kuyzu
 İŞL 343 Üretim İşlemler Yönetimi 2010-2011 Bahar Dönemi Chapter 6 Melike Meterelliyoz Kuyzu Learning Objectives Explain the strategic importance of process selection. Explain the influence that process
İŞL 343 Üretim İşlemler Yönetimi 2010-2011 Bahar Dönemi Chapter 6 Melike Meterelliyoz Kuyzu Learning Objectives Explain the strategic importance of process selection. Explain the influence that process
IT 470a Six Sigma Chapter X
 Chapter X Lean Enterprise IT 470a Six Sigma Chapter X Definitions Raw Materials component items purchased and received from suppliers WIP work in process, items that are in production on the factory floor
Chapter X Lean Enterprise IT 470a Six Sigma Chapter X Definitions Raw Materials component items purchased and received from suppliers WIP work in process, items that are in production on the factory floor
Finished goods available to meet Takt time when variations in customer demand exist.
 Delaware Valley Industrial Resource Center 2905 Southampton Road Philadelphia, PA 19154 Tel: (215) 464-8550 Fax: (215) 464-8570 www.dvirc.org Term Batch-and-Queue Processing Buffer Stock Catchball Cell
Delaware Valley Industrial Resource Center 2905 Southampton Road Philadelphia, PA 19154 Tel: (215) 464-8550 Fax: (215) 464-8570 www.dvirc.org Term Batch-and-Queue Processing Buffer Stock Catchball Cell
Time study is not rocket science, but it is possible to get in big-time trouble with incorrect application. Briefly,
 Jackson Productivity Research Inc. 843-422-1298 Contact me for help with your project. Also, for on-line articles on this and similar subjects, click on http://jacksonproductivity.com/artts.htm http://jacksonproductivity.com
Jackson Productivity Research Inc. 843-422-1298 Contact me for help with your project. Also, for on-line articles on this and similar subjects, click on http://jacksonproductivity.com/artts.htm http://jacksonproductivity.com
GOOD MORNING AND WELCOME
 GOOD MORNING AND WELCOME Intro Patrick Carlson Consolidated Precision Products (Minneapolis Operation) Responsible Level 3 for Non-Destructive Testing LEAN MANUFACTURING IN AN ALUMINUM / MAGNESIUM FOUNDRY
GOOD MORNING AND WELCOME Intro Patrick Carlson Consolidated Precision Products (Minneapolis Operation) Responsible Level 3 for Non-Destructive Testing LEAN MANUFACTURING IN AN ALUMINUM / MAGNESIUM FOUNDRY
ENM102 INTRODUCTION TO INDUSTRIAL ENGINEERING
 Res. Asis. Dr. Gülçin Dinç Yalçın ENM102 INTRODUCTION TO INDUSTRIAL ENGINEERING Work Design, Organizational Performance and Work Measurement Productivity Organizational productivity is simply a measurement
Res. Asis. Dr. Gülçin Dinç Yalçın ENM102 INTRODUCTION TO INDUSTRIAL ENGINEERING Work Design, Organizational Performance and Work Measurement Productivity Organizational productivity is simply a measurement
Chapter 5 Productivity Improvement Techniques
 Chapter 5 Productivity Improvement Techniques L E A R N I N G O U T C O M E S After reading this chapter, you will be able to: LO 5.1 Understand the industrial engineering techniques and economic analysis
Chapter 5 Productivity Improvement Techniques L E A R N I N G O U T C O M E S After reading this chapter, you will be able to: LO 5.1 Understand the industrial engineering techniques and economic analysis
CHAPTER 1 INTRODUCTION
 1 CHAPTER 1 INTRODUCTION 1.1 MANUFACTURING SYSTEM Manufacturing, a branch of industry, is the application of tools and processes for the transformation of raw materials into finished products. The manufacturing
1 CHAPTER 1 INTRODUCTION 1.1 MANUFACTURING SYSTEM Manufacturing, a branch of industry, is the application of tools and processes for the transformation of raw materials into finished products. The manufacturing
LEAN MANUFACTURING & TPM.
 LEAN MANUFACTURING & TPM www.fourprinciples.com BACKGROUND The core area of any manufacturing facility is the shop floor. Manufacturing is most often also the largest function within an organisation. In
LEAN MANUFACTURING & TPM www.fourprinciples.com BACKGROUND The core area of any manufacturing facility is the shop floor. Manufacturing is most often also the largest function within an organisation. In
LEAN PRODUCTION FACILITY LAYOUT.
 LEAN PRODUCTION FACILITY LAYOUT www.fourprinciples.com BACKGROUND The production facility layout is as important as the technology it houses and has a significant impact on business performance. The layout
LEAN PRODUCTION FACILITY LAYOUT www.fourprinciples.com BACKGROUND The production facility layout is as important as the technology it houses and has a significant impact on business performance. The layout
EDMM Cycle Time Definitions and Line Balancing (Yamazumi) Charting
 Charting") EDMM 487 Cycle Time Definitions and Line Balancing (Yamazumi) Charting 1 EDMM 487 2 EDMM 487 Ideal Cycle Time: The maximum time (generally in seconds) to perform a process; in terms of Standardized Work,
EDMM 487 Cycle Time Definitions and Line Balancing (Yamazumi) Charting 1 EDMM 487 2 EDMM 487 Ideal Cycle Time: The maximum time (generally in seconds) to perform a process; in terms of Standardized Work,
Ch 15 Manual Assembly Lines
 Ch 15 Manual Assembly Lines Sections: 1. Fundamentals of Manual Assembly Lines 2. Analysis of Single Model Assembly Lines 3. Line Balancing Algorithms 4. Mixed Model Assembly Lines 5. Workstation Considerations
Ch 15 Manual Assembly Lines Sections: 1. Fundamentals of Manual Assembly Lines 2. Analysis of Single Model Assembly Lines 3. Line Balancing Algorithms 4. Mixed Model Assembly Lines 5. Workstation Considerations
Methods of Solving Assembly Line Balancing Problem
 Methods of Solving Assembly Line Balancing Problem Dr. Raju N. Panchal 1, Anant D.Awasare 2,Sarafaraj.J.Mulani 3 1 Professor, Mechanical Engineering Dept, AGTI s DACOE Karad, (India) 2,3 Assistant Professor,
Methods of Solving Assembly Line Balancing Problem Dr. Raju N. Panchal 1, Anant D.Awasare 2,Sarafaraj.J.Mulani 3 1 Professor, Mechanical Engineering Dept, AGTI s DACOE Karad, (India) 2,3 Assistant Professor,
Historical Phases of Production
 Lean 101 Overview Lean Background Taiichi Ohno and Shigeo Shingo developed Lean Manufacturing at Toyota over a period of 20-30 years. Their intention was not to develop some sort of unified field theory
Lean 101 Overview Lean Background Taiichi Ohno and Shigeo Shingo developed Lean Manufacturing at Toyota over a period of 20-30 years. Their intention was not to develop some sort of unified field theory
Tech 45: Unit 2. Manufacturing Facilities Design Procedures and Analysis Tools
 Tech 45: Unit 2 Manufacturing Facilities Design Procedures and Analysis Tools Introduction Like all industrial activities, manufacturing facilities design requires proper planning and coordination of critical
Tech 45: Unit 2 Manufacturing Facilities Design Procedures and Analysis Tools Introduction Like all industrial activities, manufacturing facilities design requires proper planning and coordination of critical
CHAPTER 3 FLOW, SPACE, AND ACTIVITY RELATIONSHIPS. In determining the requirement of a facility, three important consideration are: Flow
 1 CHAPTER 3 FLOW, SPACE, AND ACTIVITY RELATIONSHIPS Asst.Prof.Dr.BusabaPhruksaphanrat IE333 Industrial Plant Design Introduction 2 In determining the requirement of a facility, three important consideration
1 CHAPTER 3 FLOW, SPACE, AND ACTIVITY RELATIONSHIPS Asst.Prof.Dr.BusabaPhruksaphanrat IE333 Industrial Plant Design Introduction 2 In determining the requirement of a facility, three important consideration
Chapter 11. In-Time and Lean Production
 Chapter 11 Just-In In-Time and Lean Production What is JIT? Producing only what is needed, when it is needed A philosophy An integrated management system JIT s mandate: Eliminate all waste Basic Elements
Chapter 11 Just-In In-Time and Lean Production What is JIT? Producing only what is needed, when it is needed A philosophy An integrated management system JIT s mandate: Eliminate all waste Basic Elements
Plant Layout and Material Handling
 Plant Layout and Material Handling IV year-ii semester COURSE CODE A80365 Prepared by G S Vivek, Assistant Professor A.Venu Prasad, Assistant Professor MECHANICAL ENGINEERING INSTITUTE OF AERONAUTICAL
Plant Layout and Material Handling IV year-ii semester COURSE CODE A80365 Prepared by G S Vivek, Assistant Professor A.Venu Prasad, Assistant Professor MECHANICAL ENGINEERING INSTITUTE OF AERONAUTICAL
MATERIAL HANDLING CHAPTER OUTLINE
 3 MATERIAL HANDLING CHAPTER OUTLINE 3.1 Introduction and Meaning 3.2 Objectives of Material Handling 3.3 Principles of Material Handling 3.4 Selection of Material Handling Equipments 3.5 Evaluation of
3 MATERIAL HANDLING CHAPTER OUTLINE 3.1 Introduction and Meaning 3.2 Objectives of Material Handling 3.3 Principles of Material Handling 3.4 Selection of Material Handling Equipments 3.5 Evaluation of
Chapter 5 Location and Layout Strategies
 Chapter 5 Location and Layout Strategies Outline The Strategic Importance Of Location Factors That Affect Location Decisions Methods Of Evaluating Location Alternatives The Strategic Importance Of Layout
Chapter 5 Location and Layout Strategies Outline The Strategic Importance Of Location Factors That Affect Location Decisions Methods Of Evaluating Location Alternatives The Strategic Importance Of Layout
Time and Motion Study & Work Measurement
 Department of Industrial Engineering Time and Motion Study & Work Measurement 1 Definitions Motion study or work methods design:for finding the preferred method of doing work. That is, the ideal method
Department of Industrial Engineering Time and Motion Study & Work Measurement 1 Definitions Motion study or work methods design:for finding the preferred method of doing work. That is, the ideal method
Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar. L9: Lean synchronization
 Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar L9: Lean synchronization 1 Lean operations Operations strategy Design Improvement Lean operations Planning and control The market requires
Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar L9: Lean synchronization 1 Lean operations Operations strategy Design Improvement Lean operations Planning and control The market requires
A CASE STUDY OF PRODUCTION LINE BALANCING WITH SIMULATION
 A CASE STUDY OF PRODUCTION LINE BALANCING WITH SIMULATION Intan Bazliah Mohd Faculty of Engineering Technology, Universiti Malaysia Pahang, Lebuhraya Tun Razak, 26300 Kuantan, Pahang Email: intanbazliahmohd80@gmail.com
A CASE STUDY OF PRODUCTION LINE BALANCING WITH SIMULATION Intan Bazliah Mohd Faculty of Engineering Technology, Universiti Malaysia Pahang, Lebuhraya Tun Razak, 26300 Kuantan, Pahang Email: intanbazliahmohd80@gmail.com
Human Resources, Job Design, and Work Measurement
 Human Resources, Job Design, and Work Measurement Outline Global Company Profile: Rusty Wallace's NASCAR Racing Team Human Resource Strategy for Competitive Advantage Labor Planning Job Design Ergonomics
Human Resources, Job Design, and Work Measurement Outline Global Company Profile: Rusty Wallace's NASCAR Racing Team Human Resource Strategy for Competitive Advantage Labor Planning Job Design Ergonomics
Planning manufacturing systems
 Planning manufacturing systems When planning manufacturing systems, the degree of automation that can economically be justified must be considered. Experience has shown that the most successful ones are
Planning manufacturing systems When planning manufacturing systems, the degree of automation that can economically be justified must be considered. Experience has shown that the most successful ones are
CHAPTER 1 INTRODUCTION
 1 CHAPTER 1 INTRODUCTION 1.1 FACILITY LAYOUT DESIGN Layout design is nothing but the systematic arrangement of physical facilities such as production machines, equipments, tools, furniture etc. A plant
1 CHAPTER 1 INTRODUCTION 1.1 FACILITY LAYOUT DESIGN Layout design is nothing but the systematic arrangement of physical facilities such as production machines, equipments, tools, furniture etc. A plant
IARJSET. International Advanced Research Journal in Science, Engineering and Technology AGNI-PANKH 16
 Concept of Heijunka Akshay M. Ramekar 1, Vivek D. Muneshwar 2, Ajinkya S. Kute 3, Ashish M. Choube 4 1, 2, 3 Student, Mechanical Engineering, JDIET, Yavatmal, India Assistant Professor, Mechanical Engineering
Concept of Heijunka Akshay M. Ramekar 1, Vivek D. Muneshwar 2, Ajinkya S. Kute 3, Ashish M. Choube 4 1, 2, 3 Student, Mechanical Engineering, JDIET, Yavatmal, India Assistant Professor, Mechanical Engineering
Chapter 17. Synchronizing and Balancing Processes. Level the master production schedule. Production. Time
 Chapter 17 Synchronizing and Balancing Processes 1 Goal Achieve uniform flow Level the master production schedule Production Time Avg. Reduce the size of batches produced for final assembly Production
Chapter 17 Synchronizing and Balancing Processes 1 Goal Achieve uniform flow Level the master production schedule Production Time Avg. Reduce the size of batches produced for final assembly Production
TIME STUDY MODEL OF A COMPACT FLUORESCENT LAMP MANUFACTURER IN INDIA: A CASE STUDY
 Int. J. Mech. Eng. & Rob. Res. 2014 Ashutosh Gauniyal et al., 2014 Research Paper ISSN 2278 0149 www.ijmerr.com Special Issue, Vol. 1, No. 1, January 2014 National Conference on Recent Advances in Mechanical
Int. J. Mech. Eng. & Rob. Res. 2014 Ashutosh Gauniyal et al., 2014 Research Paper ISSN 2278 0149 www.ijmerr.com Special Issue, Vol. 1, No. 1, January 2014 National Conference on Recent Advances in Mechanical
Manufacturing Systems & Single Station Manufacturing. Lecture 2
 Manufacturing Systems & Single Station Manufacturing Lecture 2 Manufacturing Systems in Production Sstem System Manufacturing System Defined A collection o of integrated equipment e and human resources,
Manufacturing Systems & Single Station Manufacturing Lecture 2 Manufacturing Systems in Production Sstem System Manufacturing System Defined A collection o of integrated equipment e and human resources,
Line Balancing through Cycle Time Reduction
 International Journal of Advance Industrial Engineering E-ISSN 2320 5539 2016 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijaie/ Research Article Kanagaraj A #, Vivek C #,
International Journal of Advance Industrial Engineering E-ISSN 2320 5539 2016 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijaie/ Research Article Kanagaraj A #, Vivek C #,
Operations Management - 5 th Edition
 Chapter 15 Lean Production Operations Management - 5 th Edition Roberta Russell & Bernard W. Taylor, III Copyright 2006 John Wiley & Sons, Inc. Beni Asllani University of Tennessee at Chattanooga Lecture
Chapter 15 Lean Production Operations Management - 5 th Edition Roberta Russell & Bernard W. Taylor, III Copyright 2006 John Wiley & Sons, Inc. Beni Asllani University of Tennessee at Chattanooga Lecture
PLUS VALUE STREAM MAPPING
 LEAN PRINCIPLES PLUS VALUE STREAM MAPPING Lean Principles for the Job Shop (v. Aug 06) 1 Lean Principles for the Job Shop (v. Aug 06) 2 Lean Principles for the Job Shop (v. Aug 06) 3 Lean Principles for
LEAN PRINCIPLES PLUS VALUE STREAM MAPPING Lean Principles for the Job Shop (v. Aug 06) 1 Lean Principles for the Job Shop (v. Aug 06) 2 Lean Principles for the Job Shop (v. Aug 06) 3 Lean Principles for
Manual Assembly Lines
 Manual Assembly Lines Sections: 1. Fundamentals of Manual Assembly Lines 2. Analysis of Single Model Assembly Lines 3. Line Balancing Algorithms 4. Other Considerations in Assembly Line Design 5. Alternative
Manual Assembly Lines Sections: 1. Fundamentals of Manual Assembly Lines 2. Analysis of Single Model Assembly Lines 3. Line Balancing Algorithms 4. Other Considerations in Assembly Line Design 5. Alternative
Chapter 24. Time/Job. Work Measurement. Goal: determine standard time for a task. Techniques
 Chapter 24 Time/Job 1 Work Measurement Goal: determine standard time for a task. Techniques Direct Time Study Predetermined Time Systems Standard Data Systems Work Sampling 2 Determining Time Standards
Chapter 24 Time/Job 1 Work Measurement Goal: determine standard time for a task. Techniques Direct Time Study Predetermined Time Systems Standard Data Systems Work Sampling 2 Determining Time Standards
The Quality Group. All Rights Reserved
 Online Student Guide The Quality Group. All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 LEAN VALUE STREAM... 4 CALCULATING TAKT TIME... 5 TAKT TIME OVERVIEW... 5 TAKT
Online Student Guide The Quality Group. All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 LEAN VALUE STREAM... 4 CALCULATING TAKT TIME... 5 TAKT TIME OVERVIEW... 5 TAKT
Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa. JIT --Intro 02/11/03 page 1 of 28
 Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa JIT --Intro 02/11/03 page 1 of 28 Pull/Push Systems Pull system: System for moving work where a workstation pulls output
Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa JIT --Intro 02/11/03 page 1 of 28 Pull/Push Systems Pull system: System for moving work where a workstation pulls output
Allowance and Time Study
 Department of Industrial Engineering Allowance and Time Study Time Study and Work Measurement Normal Performance Apace of working that can be maintained by aproperly trained average worker throughout an
Department of Industrial Engineering Allowance and Time Study Time Study and Work Measurement Normal Performance Apace of working that can be maintained by aproperly trained average worker throughout an
UNIT II WORK STUDY: METHOD STUDY Definition of method study Objectives of method study: Processes analysis:
 UNIT II WORK STUDY: It is a general term for the techniques: methods study and work measurement which are used in the examination; of human work in all its contexts and systematically investigate all factors
UNIT II WORK STUDY: It is a general term for the techniques: methods study and work measurement which are used in the examination; of human work in all its contexts and systematically investigate all factors
Before we try and identify waste it is important to understand what elements work is made up of.
 1. What Makes Up Work? Before we try and identify waste it is important to understand what elements work is made up of. Consider all aspects of a day at work. What tasks might be performed? Examples of
1. What Makes Up Work? Before we try and identify waste it is important to understand what elements work is made up of. Consider all aspects of a day at work. What tasks might be performed? Examples of
February END 202 Work analysis and design
 END 202 Work Analysis and Design SibelALUMUR ALEV February 2011 Method engineering steps 1. Select project (Pareto, Fish diagram, Gantt, PERT) 2. Get and present data (charts, computations) 3. Analyze
END 202 Work Analysis and Design SibelALUMUR ALEV February 2011 Method engineering steps 1. Select project (Pareto, Fish diagram, Gantt, PERT) 2. Get and present data (charts, computations) 3. Analyze
Antti Salonen PPU411
 PPU411 1 What is layout? Layout refers to the configuration of departments, work centers and equipment with particular emphasis on movement of work (customers or materials) through the system. The need
PPU411 1 What is layout? Layout refers to the configuration of departments, work centers and equipment with particular emphasis on movement of work (customers or materials) through the system. The need
TYPICAL FACTORY LAYOUT vs THE TOYOTA APPROACH
 TYPICAL FACTORY LAYOUT vs WHAT IS THE TYPICAL FACTORY LAYOUT IN MASS MANUFACTURING APPROACH? WHAT IS THE APPROACH TO FACTORY LAYOUT IN TOYOTA? RACHEL TATE @00441881 VALERIE CARDOZ @00442956 5/1/16 LEAN
TYPICAL FACTORY LAYOUT vs WHAT IS THE TYPICAL FACTORY LAYOUT IN MASS MANUFACTURING APPROACH? WHAT IS THE APPROACH TO FACTORY LAYOUT IN TOYOTA? RACHEL TATE @00441881 VALERIE CARDOZ @00442956 5/1/16 LEAN
World Journal of Engineering Research and Technology WJERT
 wjert, 2018, Vol. 4, Issue 1, 176-190. Review Article ISSN 2454-695X Mallikarjun et al. WJERT www.wjert.org SJIF Impact Factor: 4.326 INCREASING PRODUCTIVITY THROUGH LEAN MANUFACTURING SYSTEM IN INDUSTRIES
wjert, 2018, Vol. 4, Issue 1, 176-190. Review Article ISSN 2454-695X Mallikarjun et al. WJERT www.wjert.org SJIF Impact Factor: 4.326 INCREASING PRODUCTIVITY THROUGH LEAN MANUFACTURING SYSTEM IN INDUSTRIES
Where to Use Automated Production Lines. Automated Production Lines. Benefits of Automated Production Lines. Automated Production Line - Defined
 High production of parts requiring multiple processing operations Fixed automation Applications: Transfer lines used for machining Robotic spot welding lines in automotive final assembly Sheet metal stamping
High production of parts requiring multiple processing operations Fixed automation Applications: Transfer lines used for machining Robotic spot welding lines in automotive final assembly Sheet metal stamping
Work System Design Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology Roorkee
 Work System Design Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology Roorkee Lecture - 01 Introduction Namashkar friends. Today we are going to start
Work System Design Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology Roorkee Lecture - 01 Introduction Namashkar friends. Today we are going to start
Uncertain Supply Chain Management
 Uncertain Supply Chain Management 3 (215) 165 172 Contents lists available at GrowingScience Uncertain Supply Chain Management homepage: www.growingscience.com/uscm An application of Aluminum windows assembly
Uncertain Supply Chain Management 3 (215) 165 172 Contents lists available at GrowingScience Uncertain Supply Chain Management homepage: www.growingscience.com/uscm An application of Aluminum windows assembly
Factors that influence layout
 Facility Layout Design : Arrangement of machines, storage areas, and/or work areas usually within the confines of a physical structure, such as a retail store, an office, a warehouse, or a manufacturing
Facility Layout Design : Arrangement of machines, storage areas, and/or work areas usually within the confines of a physical structure, such as a retail store, an office, a warehouse, or a manufacturing
Chapter 07 Design of Work Systems
 Chapter 07 Design of Work Systems True / False Questions 1. Ergonomics is the use of computers and robots in the workplace. TLO: 2 2. Specialization is one of the sources of disagreement between the efficiency
Chapter 07 Design of Work Systems True / False Questions 1. Ergonomics is the use of computers and robots in the workplace. TLO: 2 2. Specialization is one of the sources of disagreement between the efficiency
A Computer based novel approach of ergonomic study and analysis of a workstation in a manual process
 A Computer based novel approach of ergonomic study and analysis of a workstation in a manual process Mr. Gurunath V. Shinde 1, Prof.V.S.Jadhav 2 1 PG student, Department of Mechanical Engineering, Government
A Computer based novel approach of ergonomic study and analysis of a workstation in a manual process Mr. Gurunath V. Shinde 1, Prof.V.S.Jadhav 2 1 PG student, Department of Mechanical Engineering, Government
Just-In-Time (JIT) Manufacturing. Overview
 Manufacturing. Overview") Just-In-Time (JIT) Manufacturing Overview The Just-in-Time (JIT) Manufacturing Philosophy Prerequisites for JIT Manufacturing Elements of JIT Manufacturing Benefits of JIT Manufacturing Success and JIT
Just-In-Time (JIT) Manufacturing Overview The Just-in-Time (JIT) Manufacturing Philosophy Prerequisites for JIT Manufacturing Elements of JIT Manufacturing Benefits of JIT Manufacturing Success and JIT
MANUFACTURING SYSTEM BETP 3814 INTRODUCTION TO MANUFACTURING SYSTEM
 MANUFACTURING SYSTEM BETP 3814 INTRODUCTION TO MANUFACTURING SYSTEM Tan Hauw Sen Rimo 1, Engr. Mohd Soufhwee bin Abd Rahman 2, 1 tanhauwsr@utem.edu.my, 2 soufhwee@utem.edu.my LESSON OUTCOMES At the end
MANUFACTURING SYSTEM BETP 3814 INTRODUCTION TO MANUFACTURING SYSTEM Tan Hauw Sen Rimo 1, Engr. Mohd Soufhwee bin Abd Rahman 2, 1 tanhauwsr@utem.edu.my, 2 soufhwee@utem.edu.my LESSON OUTCOMES At the end
Human Resources, Job Design, and Work Measurement
 Human Resources, Job Design, and Work Measurement 10 PowerPoint presentation to accompany Heizer and Render Operations Management, Eleventh Edition Principles of Operations Management, Ninth Edition PowerPoint
Human Resources, Job Design, and Work Measurement 10 PowerPoint presentation to accompany Heizer and Render Operations Management, Eleventh Edition Principles of Operations Management, Ninth Edition PowerPoint
Islamic University of Gaza - Palestine. Department of Industrial Engineering
 Department of Industrial Engineering Maintenance Definition British Standard Glossary of terms (3811:1993) defined maintenance as: the combination of all technical and administrative actions, including
Department of Industrial Engineering Maintenance Definition British Standard Glossary of terms (3811:1993) defined maintenance as: the combination of all technical and administrative actions, including
Operations Management
 7-1 Design of Work Systems 7-2 Design of Work Systems Operations Management William J. Stevenson CHAPTER 7 Design of Work Systems 8 th edition McGraw-Hill/Irwin Operations Management, Eighth Edition, by
7-1 Design of Work Systems 7-2 Design of Work Systems Operations Management William J. Stevenson CHAPTER 7 Design of Work Systems 8 th edition McGraw-Hill/Irwin Operations Management, Eighth Edition, by
TPS Basics. What defines worth? Value: The key focus. Delivery. Worth Value= Cost. Functionality: what the product will do Performance Features
 TPS Basics Value: The key focus. Worth Value= Cost Eyes of customer Incurred during production Toyota s strategy is achieve total quality and maximum cost reduction through variation and waste elimination
TPS Basics Value: The key focus. Worth Value= Cost Eyes of customer Incurred during production Toyota s strategy is achieve total quality and maximum cost reduction through variation and waste elimination
Space Requirements. Space Requirements
 Facility Location, Layout, and 96 Production Rate Determination Market forecast is translated into production quantities» Desired output = O n = (1+Safety Factor)*Forecast» For k = n,...,1 Ok Ik = 1 P
Facility Location, Layout, and 96 Production Rate Determination Market forecast is translated into production quantities» Desired output = O n = (1+Safety Factor)*Forecast» For k = n,...,1 Ok Ik = 1 P
Motion Study and Work Design
 Motion Study and Work Design Sections: 1. Basic Motion Elements and Work Analysis part 1 2. Micromotion Analysis part 1 3. Principles of Motion Economy and Work Design part 2 Definitions Motion study -
Motion Study and Work Design Sections: 1. Basic Motion Elements and Work Analysis part 1 2. Micromotion Analysis part 1 3. Principles of Motion Economy and Work Design part 2 Definitions Motion study -
Energy Savings through Lean Thinking. Learning to See through Value Stream Mapping
 Learning to See through Value Stream Mapping Value Stream Mapping Continuous Improvement Teams Pull/Kanban Cellular/Flow Changeover Reduction Batch Reduction Visual Control Supermarkets Quality 5S Standard
Learning to See through Value Stream Mapping Value Stream Mapping Continuous Improvement Teams Pull/Kanban Cellular/Flow Changeover Reduction Batch Reduction Visual Control Supermarkets Quality 5S Standard
The Book of Value Stream Maps II
 The Book of Value Stream Maps II Plant Level Maps for Process Industries Solutions to common value stream mapping problems with example maps Supplier Process Customer By: Dilesh Patel, Herman Ranpuria,
The Book of Value Stream Maps II Plant Level Maps for Process Industries Solutions to common value stream mapping problems with example maps Supplier Process Customer By: Dilesh Patel, Herman Ranpuria,
British Standard Glossary of terms (3811:1993) defined maintenance as:
 defined maintenance as:") Department of Industrial Engineering Dr. Abed Schokry Introduction to Maintenance Second semester 2010/2011 Maintenance Definition British Standard Glossary of terms (3811:1993) defined maintenance as:
Department of Industrial Engineering Dr. Abed Schokry Introduction to Maintenance Second semester 2010/2011 Maintenance Definition British Standard Glossary of terms (3811:1993) defined maintenance as:
Development of Lean Enterprise Simulation Tools
 Development of Lean Enterprise Simulation Tools NSRP Program Dr. Alok K. Verma P.E., CMfgE Ray Ferrari Professor & Principle Investigator Old Dominion University William McHenry Lean Training Coordinator
Development of Lean Enterprise Simulation Tools NSRP Program Dr. Alok K. Verma P.E., CMfgE Ray Ferrari Professor & Principle Investigator Old Dominion University William McHenry Lean Training Coordinator
The Thinking Approach LEAN CONCEPTS , IL Holdings, LLC All rights reserved 1
 The Thinking Approach LEAN CONCEPTS All rights reserved 1 Tools to Drive Kaizen Activity CREATING A LEAN TRANSFORMATION All rights reserved 2 IMPLEMENTATION PLANNING MILESTONES: 1. Setting targets quantify
The Thinking Approach LEAN CONCEPTS All rights reserved 1 Tools to Drive Kaizen Activity CREATING A LEAN TRANSFORMATION All rights reserved 2 IMPLEMENTATION PLANNING MILESTONES: 1. Setting targets quantify
Project and Production Management Prof. Arun Kanda Department of Mechanical Engineering Indian Institute of Technology, Delhi
 Project and Production Management Prof. Arun Kanda Department of Mechanical Engineering Indian Institute of Technology, Delhi Lecture - 31 Layout Planning In the last lecture we were talking about some
Project and Production Management Prof. Arun Kanda Department of Mechanical Engineering Indian Institute of Technology, Delhi Lecture - 31 Layout Planning In the last lecture we were talking about some
Introduction to Work Measurement
 Introduction to Work Measurement Sections: 1. Time Standards and How They Are Determined part 1 2. Prerequisites for Valid Time part 2 3. Allowances in Time part 2 Introduction Some Definitions Time Study,
Introduction to Work Measurement Sections: 1. Time Standards and How They Are Determined part 1 2. Prerequisites for Valid Time part 2 3. Allowances in Time part 2 Introduction Some Definitions Time Study,
Tech 45: Unit 4. Manufacturing Facilities Design and Analysis: Employee Office Layout and Auxiliary Services
 Tech 45: Unit 4 Manufacturing Facilities Design and Analysis: Employee Office Layout and Auxiliary Services Chapter 12: Office Layout Techniques and Space Requirements The type, task, and organization
Tech 45: Unit 4 Manufacturing Facilities Design and Analysis: Employee Office Layout and Auxiliary Services Chapter 12: Office Layout Techniques and Space Requirements The type, task, and organization
MAM5C/ OPERATIONS MANAGEMENT UNIT I -V
 MAM5C/ OPERATIONS MANAGEMENT UNIT I -V Unit 1 - syllabus Introduction Nature and Scope of Operations Management Production Design Process Planning Plant Location 2 MAM5C/ Operations Management 2 INTRODUCTION
MAM5C/ OPERATIONS MANAGEMENT UNIT I -V Unit 1 - syllabus Introduction Nature and Scope of Operations Management Production Design Process Planning Plant Location 2 MAM5C/ Operations Management 2 INTRODUCTION
Simultaneous Perspective-Based Mixed-Model Assembly Line Balancing Problem
 Tamkang Journal of Science and Engineering, Vol. 13, No. 3, pp. 327 336 (2010) 327 Simultaneous Perspective-Based Mixed-Model Assembly Line Balancing Problem Horng-Jinh Chang 1 and Tung-Meng Chang 1,2
Tamkang Journal of Science and Engineering, Vol. 13, No. 3, pp. 327 336 (2010) 327 Simultaneous Perspective-Based Mixed-Model Assembly Line Balancing Problem Horng-Jinh Chang 1 and Tung-Meng Chang 1,2
Optimal Designing of Distribution Center Operation Process
 Send Orders for Reprints to reprints@benthamscience.ae The Open Cybernetics & Systemics Journal, 2015, 9, 2229-2236 2229 Optimal Designing of Distribution Center Operation Process Open Access Sun Jing
Send Orders for Reprints to reprints@benthamscience.ae The Open Cybernetics & Systemics Journal, 2015, 9, 2229-2236 2229 Optimal Designing of Distribution Center Operation Process Open Access Sun Jing
Methods Engineering. Methods Engineering
 Methods Engineering 1 Methods Engineering Part II Chapters: 8. Introduction to Methods Engineering and Operations Analysis 9. Charting Techniques 10.Motion Study and Work Design 2 1 Chapter 8 Introduction
Methods Engineering 1 Methods Engineering Part II Chapters: 8. Introduction to Methods Engineering and Operations Analysis 9. Charting Techniques 10.Motion Study and Work Design 2 1 Chapter 8 Introduction
Ch 16 Automated Production Lines
 Ch 16 Automated Production Lines Sections: 1. Fundamentals of Automated Production Lines 2. Applications of Automated Production Lines 3. Analysis of Transfer Lines Automation, Production Systems, and
Ch 16 Automated Production Lines Sections: 1. Fundamentals of Automated Production Lines 2. Applications of Automated Production Lines 3. Analysis of Transfer Lines Automation, Production Systems, and
Thorough Elimination Of Muri, Mura And Muda To Achieve Customer Satisfaction
 ISSN: 2278 0211 (Online) Thorough Elimination Of Muri, Mura And Muda To Achieve Customer Satisfaction Mr. Hanamant Rabakavi M Tech (MEM) Student, Department Of Industrial Engineering and Management, DSCE,
ISSN: 2278 0211 (Online) Thorough Elimination Of Muri, Mura And Muda To Achieve Customer Satisfaction Mr. Hanamant Rabakavi M Tech (MEM) Student, Department Of Industrial Engineering and Management, DSCE,
This article is on Facility Layout and Types of Layouts. It contains concepts like -
 This article is on Facility Layout and Types of Layouts It contains concepts like - Facility Layouts in Industries Types of Layouts in industries Plant Layout Process Layout Product Layout Combined Layout
This article is on Facility Layout and Types of Layouts It contains concepts like - Facility Layouts in Industries Types of Layouts in industries Plant Layout Process Layout Product Layout Combined Layout
COMPUTER INTAGRATED MANUFACTURING
 COMPUTER INTAGRATED MANUFACTURING 1 2 Production System A collection of people, equipment, and procedures organized to accomplish the manufacturing operations of a company Two categories: Facilities the
COMPUTER INTAGRATED MANUFACTURING 1 2 Production System A collection of people, equipment, and procedures organized to accomplish the manufacturing operations of a company Two categories: Facilities the
ENM 102 Introduction to Industrial Engineering. Chapter 4 Facilities Location and Layout
 ENM 102 Introduction to Industrial Engineering Chapter 4 Facilities Location and Layout 1 Introduction A facility is something built or established to serve a purpose. Facilities management is a location
ENM 102 Introduction to Industrial Engineering Chapter 4 Facilities Location and Layout 1 Introduction A facility is something built or established to serve a purpose. Facilities management is a location
Introduction. Steps to Lean IT. Sample Lean IT Processes
 Introduction Topic: Making IT a Lean, Mean, Fighting Machine Presenter: John Frein, MBA, PMP Process Improvement Consultant Spectrum Health Grand Rapids, MI 1 Spectrum Health Steps to Lean IT 1.Organize
Introduction Topic: Making IT a Lean, Mean, Fighting Machine Presenter: John Frein, MBA, PMP Process Improvement Consultant Spectrum Health Grand Rapids, MI 1 Spectrum Health Steps to Lean IT 1.Organize
LEAN REVERSE LOGISTICS.
 LEAN REVERSE LOGISTICS www.fourprinciples.com BACKGROUND In the early days, the reverse logistics focus was on the front-end of the retailer s return process. It was meant to provide the customers with
LEAN REVERSE LOGISTICS www.fourprinciples.com BACKGROUND In the early days, the reverse logistics focus was on the front-end of the retailer s return process. It was meant to provide the customers with
Process Selection and Facility Layout. Chapter 6
 Process Selection and Facility Layout Chapter 6 Introduction Process selection and capacity planning influence system design Capital intensity Process flexibility 2 Technology Refers to applications of
Process Selection and Facility Layout Chapter 6 Introduction Process selection and capacity planning influence system design Capital intensity Process flexibility 2 Technology Refers to applications of
Production planning and. Unit 3
 1 Production planning and scheduling Unit 3 2 Background Because the aircraft manufacturing industry is highly sensitive to fluctuating demands and to their corresponding impact on production costs, a
1 Production planning and scheduling Unit 3 2 Background Because the aircraft manufacturing industry is highly sensitive to fluctuating demands and to their corresponding impact on production costs, a
Short-Term. Scheduling
 Short-Term 15 Scheduling PowerPoint presentation to accompany Heizer, Render, Munson Operations Management, Twelfth Edition Principles of Operations Management, Tenth Edition PowerPoint slides by Jeff
Short-Term 15 Scheduling PowerPoint presentation to accompany Heizer, Render, Munson Operations Management, Twelfth Edition Principles of Operations Management, Tenth Edition PowerPoint slides by Jeff
Unit WorkBook 1 Level 5 ENG U48 Manufacturing Systems Engineering UniCourse Ltd. All Rights Reserved. Sample
 Pearson BTEC Levels 5 Higher Nationals in Engineering (RQF) Unit 48: Manufacturing Systems Engineering Unit Workbook 1 in a series of 1 for this unit Learning Outcome LO1 to LO4 Manufacturing Systems Engineering
Pearson BTEC Levels 5 Higher Nationals in Engineering (RQF) Unit 48: Manufacturing Systems Engineering Unit Workbook 1 in a series of 1 for this unit Learning Outcome LO1 to LO4 Manufacturing Systems Engineering
RESTORATION TECHNICIAN. Job Description
 RESTORATION TECHNICIAN Job Description FLSA STATUS: Non-Exempt CLASS: Full-Time; Benefit Eligible/Class 2 WAGE RANGE: 60 ($12.50 Min; $15.00 Mid; $18.00 Max) DEPARTMENT: Restoration DEPARTMENT #: 601 REPORTS
RESTORATION TECHNICIAN Job Description FLSA STATUS: Non-Exempt CLASS: Full-Time; Benefit Eligible/Class 2 WAGE RANGE: 60 ($12.50 Min; $15.00 Mid; $18.00 Max) DEPARTMENT: Restoration DEPARTMENT #: 601 REPORTS
Leadership and the Toyota Production System
 AME 2002 Conference Leadership and the Toyota Production System Hajime Ohba Cindy Kuhlman-Voss, Inc , Inc Toyota Supplier Support Center () Formed 1992 in response to increasing interest in the Toyota
AME 2002 Conference Leadership and the Toyota Production System Hajime Ohba Cindy Kuhlman-Voss, Inc , Inc Toyota Supplier Support Center () Formed 1992 in response to increasing interest in the Toyota
Safety Statement Including Risk Assessment
 Safety Statement Including Risk Assessment Health and Safety Authority 6th March 2012 Health & Safety Policy I / We of am / are committed to working in accordance with the provisions of the Safety, Health
Safety Statement Including Risk Assessment Health and Safety Authority 6th March 2012 Health & Safety Policy I / We of am / are committed to working in accordance with the provisions of the Safety, Health
Cost Oriented Assembly Line Balancing Problem with Sequence Dependent Setup Times
 Australian Journal of Basic and Applied Sciences, 5(9): 878-884, 2011 ISSN 1991-8178 Cost Oriented Assembly Line Balancing Problem with Sequence Dependent Setup Times 1 Vahid Yazdanparast, 2 Hamid Hajihosseini,
Australian Journal of Basic and Applied Sciences, 5(9): 878-884, 2011 ISSN 1991-8178 Cost Oriented Assembly Line Balancing Problem with Sequence Dependent Setup Times 1 Vahid Yazdanparast, 2 Hamid Hajihosseini,
PRODUCTION SCHEDULING PART-A
 PRODUCTION SCHEDULING PART-A 1. List out any five priority sequencing rules. (Nov-2017) First come, first served (FCFS) Last come, first served (LCFS) Earliest due date (EDD) Shortest processing time (SPT)
PRODUCTION SCHEDULING PART-A 1. List out any five priority sequencing rules. (Nov-2017) First come, first served (FCFS) Last come, first served (LCFS) Earliest due date (EDD) Shortest processing time (SPT)