WORK STUDY COMPONENTS
|
|
|
- Byron Ramsey
- 6 years ago
- Views:
Transcription
1 WORK STUDY
2 WORK STUDY It is a generic term for those techniques, method study and work measurement which are used in the examination of human work in all its context. And which lead systematically to the investigation of all the factors which affect the efficiency and economy of the situation being reviewed, in order to effect improvement 2
3 WORK STUDY COMPONENTS 3
4 Method study WORK STUDY It is the systematic recording & critical examination of existing and proposed ways of doing work, as a means of developing and applying easier and more effective methods and reducing cost Work measurement / Time study It is the application of techniques designed to establish the time for a qualified worker to carry out a specified job at a defined level of performance 4
5 WORK STUDY PROCEDURE SELECT RECORD EXAMINE DEVELOP MEASURE DEFINE INSTALL 5 MAINTAIN

6 INFLUENCE OF METHOD & TIME STUDY IN PRODUCTION ACIVITIES 6
7 WORK CONTENT Basic work content Excess work content 7
8 REASONS FOR EXCESS WORK CONTENT A. Defects in design B. Inefficient methods of manufacture C. Short-comings of the mgt. D. Work-man attributes 8
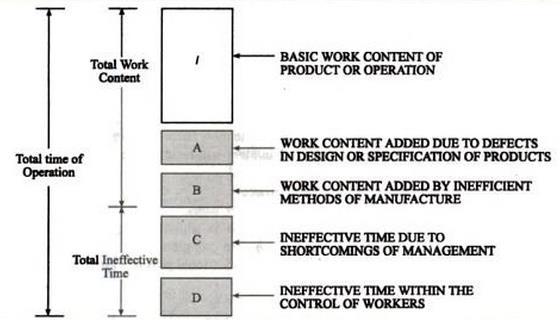
9 MANUFACTURING TIME 9
10 METHOD STUDY It is the systematic recording & critical examination of existing and proposed ways of doing work, as a means of developing and applying easier and more effective methods and reducing cost 10
11 METHOD STUDY Objectives Critical examination of facts Develop best possible solution Eliminate unnecessary operations Add value & Avoid delays Optimize 3M 11
12 METHOD STUDY PROCEDURE SELECT RECORD EXAMINE DEVELOP DEFINE INSTALL MAINTAIN 12
13 JOB SELECTION Economic aspect Technical aspect Human aspect 13
14 METHOD STUDY SYMBOLS 14
15 RECORDING TECHNIQUES CHARTS Macro-motion charts Micro-motion charts DIAGRAMS Flow & String diagrams Cycle graph & Chronocycle graph 15
16 RECORDING TECHNIQUES - CHARTS Primary Information required on the chart Adequate description of activities Chart for present or proposed method Specific reference to when the activities will begin & end If applicable, time & distance scales Name of person & date 16
17 RECORDING TECHNIQUES - CHARTS Macro-motion charts Operation/Outline process chart Flow process chart Multiple activity chart Two handed process chart 17
18 RECORDING TECHNIQUES - CHARTS Operation/Outline process chart Record major activities & inspections Operation & Inspection symbol used 18
19 19
20 20
21 RECORDING TECHNIQUES - CHARTS Flow process chart Material type Man type Equipment type 21
22 22
23 23
24 24
25 RECORDING TECHNIQUES - CHARTS Flow process chart usefulness: Reduce travel distance of man/material Avoid waiting time & unnecessary delays Reduce cycle time by combining or eliminating operations Fix up the sequence of operations Relocate the inspection stages 25
26 RECORDING TECHNIQUES - CHARTS Two handed process chart (Operator process chart) Records activity of workers hand Representing sequence of manual activities of the worker Studies work station layout & repetitive task Inspection touch/feel by hand is to be recorded Storage hand used as a grip or vice to hold the object 26

27 27
28 RECORDING TECHNIQUES - CHARTS Multiple activity chart Activities of more than one subject (man or equip.) are each recorded on a common time scale to show their inter-relationship Study idle time of man & machines Determing number of machines handled by one operator Determing number of operator required in 28 teamwork to perform given job

29 29
30 MICRO-MOTION STUDY Micro-motion/Therbligs Technique of recording and analyzing the timing of basic elements of an operation Developing best possible pattern of movement; operator minimum effort and fatigue, for repeated operations Consists of taking motion pictures of the operation with a clock in the picture (or with a 30 video camera running at a known speed)
31 MICRO-MOTION STUDY Micro-motion/Therbligs The speed of the camera used ranges from 960 to 1000 frames per minute. But faster cameras may be used to study very fast hand motions or complex operations. Micromotion study should be used when it is economical to do so (short cycle highly repetitive operations, large volume production or operation performed by a large number of 31 workers)


32 MICRO-MOTION STUDY Therbligs 32
33 MICRO-MOTION STUDY Therbligs Search (SH) attempt to find an object using eyes or hand Find (F) mental reaction at end of search Select (ST) choose among several objects in a group Grasp (G) grasp an object Hold (H) hold an object Transport loaded (TL) move an object with hand and arm Transport empty (TE) reach for an object Position (P) position object in defined location Assemble (A) join two parts Use (U) manipulate a tool Disassemble (DA) separate multiple parts that were previously joined Inspect (I) determine quality of object Pre-position (PP) position object for next operation Release load (RL) release control of an object Unavoidable delay (UD) waiting due to factors beyond worker control Avoidable delay (AD) worker waiting Plan (PN) decide on an action Rest (R) resting to overcome fatigue 33
34 MICRO-MOTION STUDY Micro-motion study involves the following steps: 1)Filming the operation to study 2)Analysis of the data from the films 3)Making recording of the data (using SIMO chart) 34
35 MICRO-MOTION STUDY SIMO chart format: (SImultaneous MOtion cycle chart) 35
36 MICRO-MOTION STUDY Provides a permanent record of motion study on films. A large number of operators can see the procedure at any time even after the completion of motion study work. Films can easily reveal the difference between the present and the proposed technique. Films can be demonstrated to large work force at any desired speed. It provides very accurate time for each operation 36 or motion in comparison to stop watch time study.
37 MICRO-MOTION STUDY It helps in making detailed and accurate analysis of the prevailing technique. To study the activities of the machine and the operator. To impart training to the workers or operators regarding motion; economy so that unnecessary movement by the workers may be avoided. To study the relationship between the activities of operator and the machine. To obtain motion time data for developing synthetic time standards for various elements. 37
38 MEMO-MOTION STUDY In memomotion study, the camera speed is at 60 or 100 frames per minute It is a form of time lapsed cine-photography Time interval lies b/w 1/2sec to 4sec 10 or 20 min. may be compressed into 1min 38
39 RECORDING TECHNIQUES - DIAGRAMS Diagrams Indicates the path of movement Study of traffic & frequency over different routes of plant Identification of back-tracking & obstacles during movements Study of different layout plans & select optimal layout 39
40 RECORDING TECHNIQUES - DIAGRAMS Flow Diagram 1)Layout of w/p is drawn to scale 2)Relative positions of m/c tools, work benches, etc are marked 3)Path followed by the subject under study is traced by drawing lines 4)Each movement is serially numbered and indicated by arrow for direction 40 5)Different colors are used to denote different types of movements
41 41
42 RECORDING TECHNIQUES - DIAGRAMS String Diagram String/Thread is used to measure the distance Records the pattern of movement of a worker working within a limited area during a certain period of time Repetitive movements can be conveniently traced 42
43 RECORDING TECHNIQUES - DIAGRAMS String Diagram 1)Layout of the w/p or factory is drawn to scale on a soft board 2)Pins are fixed into boards to mark the location of work stations, 3)Pins are also driven at the turning point of the routes 4)A measured length of thread is taken to trace the movement (path) 5)The distance covered by the object is obtained by 43 measuring the remaining part of the thread and subtracting it from the original length

44 44

45 45
46 RECORDING TECHNIQUES - DIAGRAMS Cycle graph & Chronocycle graph Both records the motion path of an operator & requires filming equipment Movements which are very fast and very difficult for the human eye to trace are traced by these techniques 46
47 RECORDING TECHNIQUES - DIAGRAMS Cycle graph Indicates a permanent record of the motion pattern employed in the form of a closed loop of continuous line. It does not indicate the direction or speed of motion. 47
48 RECORDING TECHNIQUES - DIAGRAMS Chronocycle graph Indicates short dashes of line spaced in proportion to the speed of the body member photographed Wide spacing would represent fast moves while close spacing would represent slow moves Jumbling of dots at one point would indicate fumbling or hesitation of the body member Used to study the motion pattern as well as to compute 48 velocity, acceleration and retardation experienced by the body member at different locations.
49 CRITICAL EXAMINATION A systematic and progressive series of questions with the purpose of determining true reasons Based on the reasons, improvements are found and adopted into a new method, called better method The use of questioning technique reduces the possibility of missing any information which 49 may be useful for the development of better method
50 CRITICAL EXAMINATION A popular procedure of carrying out critical examination uses two sets of questions: Primary questions (answers to these show up the necessity of carrying out the activity), & Secondary questions (answers to these allow considerations to alternative methods of doing the activity) Selection of the best way of doing each activity is later determined to develop new method which is 50 introduced as a standard practice.
51 CRITICAL EXAMINATION PRIMARY QUESTIONS the PURPOSE for which the PLACE at which the SEQUENCE in which the PERSON by whom the MEANS by which 51
52 CRITICAL EXAMINATION SECONDARY QUESTIONS PURPOSE: what is done? why is it done? what else might be done? what should be done? PLACE: where is it done? Why is it done there? Where else might it is done? Where should it be done? 52
53 SEQUENCE: CRITICAL EXAMINATION When is it done? Why is it done? When might it be done? When should it be done? PERSON: who does it? Why does that person do it? Who else might do it? Who should do it? MEANS: How is it done? Why is it done that way? How else might it be done? How should it be done? 53

54 CRITICAL EXAMINATION 54
55 DEVELOPMENT & SELECTION OF IMPROVED METHOD Eliminate all unnecessary operations Combine operations & elements Change the sequence of operations Simplify the necessary operations Steps in development & selection Evaluation (evaluate the alternatives) Investigation (tech. & eco. feasibility) Selection 55
56 PRINCIPLES OF MOTION ECONOMY These principles can be considered under three different groups; Those related to the use of the human body Those related to the workplace arrangement Those related to the design of tools & equipment 56
57 PRINCIPLES OF MOTION ECONOMY Principles related to the use of human body: Both hands should begin and end their basic divisions of activity simultaneously & should not be idle at the same instant, except during the rest periods Momentum should be employed to assist the worker wherever possible, and it should be reduced to a minimum if it must be overcome by muscular effort Continuous curved motions should be preferred to straight line motions involving sudden and sharp changes in the direction Work that can be done by the feet should be arranged so that it is done together with work being done by the hands Twisting motions should be performed with the elbows bent 57
58 PRINCIPLES OF MOTION ECONOMY Principles related to the arrangement & conditions of workplace: Fixed locations should be provided for all tools and materials so as to permit the best sequence and eliminate search and select Gravity bins and drop delivery should be used to reduce reach and move times Use may be made of ejectors for removing finished parts Work table height should permit work by the operator in alternately sitting and standing posture Glare-free adequate illumination, proper ventilation and proper temperature should be provided 58

59 PRINCIPLES OF MOTION ECONOMY 59
60 PRINCIPLES OF MOTION ECONOMY Principles related to the design of tools and equipment: Use colour, shape or size coding to maximize speed and minimize error in finding controls Use simple on/off, either/or indicators whenever possible All levers, handles, wheels and other control devices should be readily accessible to the operator and should be designed so as to give the best possible mechanical advantage Use quick acting fixture to hold the part/material upon which the work is being performed Use stop guides to reduce the control necessary in positioning motions Operating, set-up and emergency controls should be grouped according to the function 60
61 INSTALLATION OF THE PROPOSED METHOD Recommendation phase Implementation phase 61
62 MAINTAIN THE PROPOSED METHOD Follow-up Monitoring & control Audit of the savings Review of the approach Evaluation of effectiveness of proposed method 62
63 WORK MEASUREMENT / TIME STUDY The application of techniques designed to establish the time for a qualified worker to carry out a specified job at a defined level of performance Work measurement refers to the estimation of standard time for an activity, that is the time allowed for completing one piece of job by using the prescribed method. Standard time can be defined as the time taken by an average 63 experienced worker for the job with provisions for delays beyond the worker's control.
64 WORK MEASUREMENT OBJECTIVES Comparing alternative methods Assessing the correct initial manning Realistic costing Delivery date of goods Cost reduction & cost control Training new employees Find ineffective time in a process Evaluate worker's performance Facilitate operations scheduling Establish wage incentive schemes 64
65 WORK MEASUREMENT TECHNIQUES For repetitive work (short work cycle) or non-repetitive work; Time study (stop watch technique) Work sampling Synthetic data Analytical estimating Predetermined Motion Time Study (PMTS) Note - Time study & Work sampling involve direct observation while remaining are data-based & analytical in nature 65
66 WORK MEASUREMENT TECHNIQUES Techniques Applications Unit of measurements Time study Short cycle repetitive jobs. Widely used for direct work Centi-minute (0.01 min) Work sampling Long cycle jobs Minutes Synthetic data Short cycle repetitive jobs Centi-minute Analytical estimating MTM Short cycle non-repetitive jobs Manual operation confined to one work centre Minutes TMU (1 TMU = 0.006min) 66
67 TIME STUDY PROCEDURE SELECT OBTAIN & RECORD DEFINE MEASURE EXTEND DETERMINE COMPUTE 67
68 TIME STUDY BASIC STEPS a. Obtaining and recording all available information about the job, operator and the surrounding conditions likely to affect the execution of the work b. Recording the complete description of the method, breaking down the operation into 'elements' c. Measuring with a stopwatch and recording the time taken by the operator to perform each element of the operation d. Assessing the rating e. Extending observed time to 'basic times' f. Determining the allowances to be made over and above the basic time for the operation 68 g. Determining the 'standard time' for the operation
69 TYPES OF ELEMENTS A repetitive element An occasional element A constant element A variable element A manual element A machine element Governing element A foreign element 69
70 TIME STUDY EQUIPMENT There are two methods of timing using a stop watch. They are: Fly back or Snap back method Continuous or Cumulative method 70
71 TIME STUDY EQUIPMENT 1. Fly back Method: Here the stop watch is started at the beginning of the first element. At the end of the element the reading is noted in the study sheet. At the same time, the stop watch hand is snapped back to zero. This is done by pressing down the knob, immediately the knob is released. The hand starts moving from zero for timing the next element. Thus the timing for each element found is called observed time. 2. Continuous method: Here the stop watch is started at the beginning of the first element. The watch runs Continuously throughout the study. At the end of each element the watch readings are recorded on the study sheet. The time for each element is calculated by successive subtraction. The final reading of the stop watch gives the total time known as observed 71 time.
72 TIME STUDY EQUIPMENT Equipments used to measure time using Stop watch: Digital or electronics stop watch Electronic data collector and computer Observation board Observation sheet Stationary Pen, Pencil, Eraser, Calculator 72
73 PERFORMANCE RATING Process of adjusting the actual pace of working of an operator by comparing it with mental picture of pace of an operator working at normal speed Performance rating methods Speed rating Westing house method of rating (S,E,C,C) Synthetic rating (R = P/A) Objective rating 73
74 ALLOWANCES 74

75 STANDARD TIME COMPUTATION 75
76 WORK MEASUREMENT TECHNIQUES Work sampling (ratio delay study) A technique of getting facts about utilization of machines or human beings through a large number of instantaneous observations taken at random time intervals. The ratio of observations of a given activity to the total observations approximates the percentage of time that the process is in that state of activity. 76
77 WORK MEASUREMENT TECHNIQUES Work sampling Estimates percent of time a worker spends on various tasks Determines how employees allocate their time Used to set staffing levels, reassign duties, estimate costs, and set delay allowances 77
78 WORK MEASUREMENT TECHNIQUES Work sampling Procedure Step 1. Define the problem. Describe the job for which the standard time is to be determined. Unambiguously state and discriminate between the two classes of activities of operator on the job: what are the activities of job that would entitle him to be in working state. This would imply that when operator will be found engaged in any activity other than those would entitle him to be in Not Working state. Step 2. Design the sampling plan. Estimate satisfactory number of observations to be made. Decide on the period of study, e.g. two days, one week, etc. Prepare detailed plan for taking the observations. This will include observation schedule, exact method of observing, 78 design of observation sheet, route to be followed, particular person to be observed at the observation time, etc.
79 WORK MEASUREMENT TECHNIQUES Work sampling Procedure Step 3. Contact the persons concerned and take them in confidence regarding conduct of the study. Step 4. Make the observations at the pre-decided random times about the working/not working state of the operator. When operator is in working state, determine his performance rating. Record both on the observation sheet. Step 5. Obtain and record other information. This includes operator's starting time and quitting time of the day and total number of parts of acceptable quality produced during the day. 79 Step 6. Calculate the standard time per piece.
80 WORK MEASUREMENT TECHNIQUES Predetermined Motion Time Study (PMTS) A procedure that analyzes any manual activity in terms of basic or fundamental motions required to perform it. Each of these motions is assigned a previously established standard time value and then the timings for the individual motions are synthesized to obtain the total time needed for performing the activity. 80
81 WORK MEASUREMENT TECHNIQUES Predetermined Motion Time Study (PMTS) The main use of PMTS lies in the estimation of time for the performance of a task before it is performed. The procedure is particularly useful to those organizations which do not want troublesome performance rating to be used with each study. 81
82 WORK MEASUREMENT TECHNIQUES Applications of PMTS are for Determination of job time standards. Comparing the times for alternative proposed methods so as to find the economics of the proposals prior to production run. Estimation of manpower, equipment and space requirements prior to setting up the facilities and start of production. Developing tentative work layouts for assembly lines prior to their working in order to minimize the amount of subsequent re-arrangement and rebalancing. 82
83 WORK MEASUREMENT TECHNIQUES Some commonly used PMT systems are: Method Time Analysis Work Factor Basic Motion Time Method Time Measurement 83

84 84

85 MOST 85
86 MOST WORK MEASUREMENT TECHNIQUE 86
Compiled by RKS. Industrial Engineering
 UNIT 1. Basic Concepts of Industrial Engineering: Definition, Objectives, Method study, Principle of motion economy, Techniques of method study - Various charts, THERBLIGS, Work measurement - various methods,
UNIT 1. Basic Concepts of Industrial Engineering: Definition, Objectives, Method study, Principle of motion economy, Techniques of method study - Various charts, THERBLIGS, Work measurement - various methods,
A term used to embrace the techniques of method study and work measurement, which are employed to ensure the best possible use of human and material
 A term used to embrace the techniques of method study and work measurement, which are employed to ensure the best possible use of human and material resources in carrying out specified activity. A generic
A term used to embrace the techniques of method study and work measurement, which are employed to ensure the best possible use of human and material resources in carrying out specified activity. A generic
Chapter 5 Productivity Improvement Techniques
 Chapter 5 Productivity Improvement Techniques L E A R N I N G O U T C O M E S After reading this chapter, you will be able to: LO 5.1 Understand the industrial engineering techniques and economic analysis
Chapter 5 Productivity Improvement Techniques L E A R N I N G O U T C O M E S After reading this chapter, you will be able to: LO 5.1 Understand the industrial engineering techniques and economic analysis
Some Definitions. Introduction to Work Measurement
 Introduction to Work Measurement Some Definitions Chapter 12 Sections: 1. Time Standards and How They Are Determined 2. Prerequisites for Valid Time Standards 3. Allowances in Time Standards Work measurement
Introduction to Work Measurement Some Definitions Chapter 12 Sections: 1. Time Standards and How They Are Determined 2. Prerequisites for Valid Time Standards 3. Allowances in Time Standards Work measurement
TOPIC 2 : WORK METHODS 2.1 Elemental breakdowns 2.2 Performance rating 2.3 Personal, fatigue, unavoidable delay allowances 2.4 Workload and line balan
 TOPIC 2 WORK METHODS TOPIC 2 : WORK METHODS 2.1 Elemental breakdowns 2.2 Performance rating 2.3 Personal, fatigue, unavoidable delay allowances 2.4 Workload and line balancing 2.5 Machine and process studies
TOPIC 2 WORK METHODS TOPIC 2 : WORK METHODS 2.1 Elemental breakdowns 2.2 Performance rating 2.3 Personal, fatigue, unavoidable delay allowances 2.4 Workload and line balancing 2.5 Machine and process studies
Chapter 07 Design of Work Systems
 Chapter 07 Design of Work Systems True / False Questions 1. Ergonomics is the use of computers and robots in the workplace. TLO: 2 2. Specialization is one of the sources of disagreement between the efficiency
Chapter 07 Design of Work Systems True / False Questions 1. Ergonomics is the use of computers and robots in the workplace. TLO: 2 2. Specialization is one of the sources of disagreement between the efficiency
CHAPTER 1 INTRODUCTION
 1 CHAPTER 1 INTRODUCTION 1.1 MANUFACTURING SYSTEM Manufacturing, a branch of industry, is the application of tools and processes for the transformation of raw materials into finished products. The manufacturing
1 CHAPTER 1 INTRODUCTION 1.1 MANUFACTURING SYSTEM Manufacturing, a branch of industry, is the application of tools and processes for the transformation of raw materials into finished products. The manufacturing
Finished goods available to meet Takt time when variations in customer demand exist.
 Delaware Valley Industrial Resource Center 2905 Southampton Road Philadelphia, PA 19154 Tel: (215) 464-8550 Fax: (215) 464-8570 www.dvirc.org Term Batch-and-Queue Processing Buffer Stock Catchball Cell
Delaware Valley Industrial Resource Center 2905 Southampton Road Philadelphia, PA 19154 Tel: (215) 464-8550 Fax: (215) 464-8570 www.dvirc.org Term Batch-and-Queue Processing Buffer Stock Catchball Cell
PLUS VALUE STREAM MAPPING
 LEAN PRINCIPLES PLUS VALUE STREAM MAPPING Lean Principles for the Job Shop (v. Aug 06) 1 Lean Principles for the Job Shop (v. Aug 06) 2 Lean Principles for the Job Shop (v. Aug 06) 3 Lean Principles for
LEAN PRINCIPLES PLUS VALUE STREAM MAPPING Lean Principles for the Job Shop (v. Aug 06) 1 Lean Principles for the Job Shop (v. Aug 06) 2 Lean Principles for the Job Shop (v. Aug 06) 3 Lean Principles for
Operations Management
 7-1 Design of Work Systems 7-2 Design of Work Systems Operations Management William J. Stevenson CHAPTER 7 Design of Work Systems 8 th edition McGraw-Hill/Irwin Operations Management, Eighth Edition, by
7-1 Design of Work Systems 7-2 Design of Work Systems Operations Management William J. Stevenson CHAPTER 7 Design of Work Systems 8 th edition McGraw-Hill/Irwin Operations Management, Eighth Edition, by
DEWI HARDININGTYAS, ST, MT, MBA #10_STANDARD DATA SYSTEM ANALISA DAN PENGUKURAN KERJA
 DEWI HARDININGTYAS, ST, MT, MBA #10_STANDARD DATA SYSTEM ANALISA DAN PENGUKURAN KERJA METODE PENGUKURAN [WAKTU] KERJA PENGUKURAN [WAKTU] KERJA DIRECT INDIRECT STOP-WATCH STANDARD DATA WORK SAMPLING PMTS
DEWI HARDININGTYAS, ST, MT, MBA #10_STANDARD DATA SYSTEM ANALISA DAN PENGUKURAN KERJA METODE PENGUKURAN [WAKTU] KERJA PENGUKURAN [WAKTU] KERJA DIRECT INDIRECT STOP-WATCH STANDARD DATA WORK SAMPLING PMTS
Overview of standardized work Introduction to standardized work Objective of standardized work Elements of standardized work Takt time Cycle time
 Overview of standardized work Introduction to standardized work Objective of standardized work Elements of standardized work Takt time Cycle time Standard time Time Study on Continuous Observation Standardized
Overview of standardized work Introduction to standardized work Objective of standardized work Elements of standardized work Takt time Cycle time Standard time Time Study on Continuous Observation Standardized
CHAPTER 4 STOP WATCH TIME STUDY AND MOST: WORK MEASUREMENT TECHNIQUES
 Sr.No CHAPTER 4 STOP WATCH TIME STUDY AND MOST: WORK MEASUREMENT TECHNIQUES Title Page No. 4.1 Introduction 98 4.2 Stop Watch Time Study Method 98 4.2.1 Meaning of Time Study 98 4.2.2 Time Study Techniques/Types
Sr.No CHAPTER 4 STOP WATCH TIME STUDY AND MOST: WORK MEASUREMENT TECHNIQUES Title Page No. 4.1 Introduction 98 4.2 Stop Watch Time Study Method 98 4.2.1 Meaning of Time Study 98 4.2.2 Time Study Techniques/Types
ASEMEP National Technical Symposium
 1st APPLICATION of WORK SAMPLING and ECRS (Eliminate, Combine, Re-lay out and Simplify) PRINCIPLES of IMPROVEMENT at TO1 ASSEMBLY Fritzie Ann A. Miranda Manufacturing Department /Cleanroom, Section 1 SANYO
1st APPLICATION of WORK SAMPLING and ECRS (Eliminate, Combine, Re-lay out and Simplify) PRINCIPLES of IMPROVEMENT at TO1 ASSEMBLY Fritzie Ann A. Miranda Manufacturing Department /Cleanroom, Section 1 SANYO
Productivity Improvement Techniques in Apparel Manufacturing Industry
 Productivity Improvement Techniques in Apparel Manufacturing Industry Introduction In this article, a study was conducted in the sewing section under a garment manufacturing company. We have mentioned
Productivity Improvement Techniques in Apparel Manufacturing Industry Introduction In this article, a study was conducted in the sewing section under a garment manufacturing company. We have mentioned
Cost Analysis and Estimating for Engineering and Management
 Cost Analysis and Estimating for Engineering and Management Chapter 2 Labor Analysis Ch 2-1 Overview Labor and Labor Costs Determining Costs Labor Hour Time Study Work Sampling Wages and Fringe Benefits
Cost Analysis and Estimating for Engineering and Management Chapter 2 Labor Analysis Ch 2-1 Overview Labor and Labor Costs Determining Costs Labor Hour Time Study Work Sampling Wages and Fringe Benefits
Plant Layout and Material Handling
 Plant Layout and Material Handling IV year-ii semester COURSE CODE A80365 Prepared by G S Vivek, Assistant Professor A.Venu Prasad, Assistant Professor MECHANICAL ENGINEERING INSTITUTE OF AERONAUTICAL
Plant Layout and Material Handling IV year-ii semester COURSE CODE A80365 Prepared by G S Vivek, Assistant Professor A.Venu Prasad, Assistant Professor MECHANICAL ENGINEERING INSTITUTE OF AERONAUTICAL
Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa. JIT --Intro 02/11/03 page 1 of 28
 Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa JIT --Intro 02/11/03 page 1 of 28 Pull/Push Systems Pull system: System for moving work where a workstation pulls output
Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa JIT --Intro 02/11/03 page 1 of 28 Pull/Push Systems Pull system: System for moving work where a workstation pulls output
WORK SAMPLING A. PRACTICUM PURPOSE
 Modul Work Sampling Praktikum Genap 2011/2012 1 WORK SAMPLING A. PRACTICUM PURPOSE 1. To introduce the student about work sampling method as a tool to determine allowance time and standard time. 2. To
Modul Work Sampling Praktikum Genap 2011/2012 1 WORK SAMPLING A. PRACTICUM PURPOSE 1. To introduce the student about work sampling method as a tool to determine allowance time and standard time. 2. To
RESTORATION TECHNICIAN. Job Description
 RESTORATION TECHNICIAN Job Description FLSA STATUS: Non-Exempt CLASS: Full-Time; Benefit Eligible/Class 2 WAGE RANGE: 60 ($12.50 Min; $15.00 Mid; $18.00 Max) DEPARTMENT: Restoration DEPARTMENT #: 601 REPORTS
RESTORATION TECHNICIAN Job Description FLSA STATUS: Non-Exempt CLASS: Full-Time; Benefit Eligible/Class 2 WAGE RANGE: 60 ($12.50 Min; $15.00 Mid; $18.00 Max) DEPARTMENT: Restoration DEPARTMENT #: 601 REPORTS
ENM 102 Introduction to Industrial Engineering. Chapter 4 Facilities Location and Layout
 ENM 102 Introduction to Industrial Engineering Chapter 4 Facilities Location and Layout 1 Introduction A facility is something built or established to serve a purpose. Facilities management is a location
ENM 102 Introduction to Industrial Engineering Chapter 4 Facilities Location and Layout 1 Introduction A facility is something built or established to serve a purpose. Facilities management is a location
CONCEPTUAL DESIGN OF AN AUTOMATED REAL-TIME DATA COLLECTION SYSTEM FOR LABOR-INTENSIVE CONSTRUCTION ACTIVITIES
 CONCEPTUAL DESIGN OF AN AUTOMATED REAL-TIME DATA COLLECTION SYSTEM FOR LABOR-INTENSIVE CONSTRUCTION ACTIVITIES H. Randolph Thomas The Pennsylvania State University Research Building B University Park,
CONCEPTUAL DESIGN OF AN AUTOMATED REAL-TIME DATA COLLECTION SYSTEM FOR LABOR-INTENSIVE CONSTRUCTION ACTIVITIES H. Randolph Thomas The Pennsylvania State University Research Building B University Park,
Copyright 2000 Society of Manufacturing Engineers MANUFACTURING INSIGHTS. An Introduction to Lean Manufacturing
 MANUFACTURING INSIGHTS An Introduction to Lean Manufacturing WARNING federal law provides severe civil and criminal penalties for the unauthorized reproduction, distribution or exhibition of copyrighted
MANUFACTURING INSIGHTS An Introduction to Lean Manufacturing WARNING federal law provides severe civil and criminal penalties for the unauthorized reproduction, distribution or exhibition of copyrighted
Employers obligations and Employee entitlements when using Display Screen Equipment in Ireland
 Corporate Eyecare www.visionexpress.ie/information/corporate-eyecare Employers obligations and Employee entitlements when using Display Screen Equipment in Ireland 2009 Health & Safety Authority Source:
Corporate Eyecare www.visionexpress.ie/information/corporate-eyecare Employers obligations and Employee entitlements when using Display Screen Equipment in Ireland 2009 Health & Safety Authority Source:
Allowance and Time Study
 Department of Industrial Engineering Allowance and Time Study Time Study and Work Measurement Normal Performance Apace of working that can be maintained by aproperly trained average worker throughout an
Department of Industrial Engineering Allowance and Time Study Time Study and Work Measurement Normal Performance Apace of working that can be maintained by aproperly trained average worker throughout an
ISSN: [Biju* et al., 6(5): May, 2017] Impact Factor: 4.116
![ISSN: [Biju* et al., 6(5): May, 2017] Impact Factor: 4.116](/thumbs/77/74857548.jpg "ISSN: [Biju* et al., 6(5): May, 2017] Impact Factor: 4.116") IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY ENHANCE LABOUR PRODUCTIVITY THROUGH APPLICATIONS OF WORK STUDY PRINCIPLES Mayuri Sanjay Doiphode*, Prof. Uday J. Phatak Civil
IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY ENHANCE LABOUR PRODUCTIVITY THROUGH APPLICATIONS OF WORK STUDY PRINCIPLES Mayuri Sanjay Doiphode*, Prof. Uday J. Phatak Civil
Revisions to the display screen equipment policy and guidance. The following revisions have been made to the policy and guidance document;
 Revisions to the display screen equipment policy and guidance May 2014 The following revisions have been made to the policy and guidance document; Update number Section Page number Brief summary of update
Revisions to the display screen equipment policy and guidance May 2014 The following revisions have been made to the policy and guidance document; Update number Section Page number Brief summary of update
Manual Handling Procedure
 Manual Handling Procedure Policy Ref: C8-12 Author: Director of Organisational Development and Communication Consultation Process: Last Review: Board, SMT, Staff February 2014 Distribution: Next Review:
Manual Handling Procedure Policy Ref: C8-12 Author: Director of Organisational Development and Communication Consultation Process: Last Review: Board, SMT, Staff February 2014 Distribution: Next Review:
Line of balance programming
 Line of balance programming 1. INTRODUCTION Most contractors are familiar with programming a single project where a critical path analysis or, more likely, a bar chart is drawn up indicating what activities
Line of balance programming 1. INTRODUCTION Most contractors are familiar with programming a single project where a critical path analysis or, more likely, a bar chart is drawn up indicating what activities
Greentree. Financial Management
 Greentree Financial Management Contents Introducing MYOB Greentree Financial Management 3 General Ledger 5 Managing financial entities 7 Financial Reporting Microsoft Excel F.R.E.E. 9 Cash management 11
Greentree Financial Management Contents Introducing MYOB Greentree Financial Management 3 General Ledger 5 Managing financial entities 7 Financial Reporting Microsoft Excel F.R.E.E. 9 Cash management 11
ISO 9000 Streamlined: TS Basis For Quality Systems
 Industrial Technologists Toolkit* Tool #19 Content "Kaizen Documentation Foundations For Data Driven Process Variation, Waste Reduction, Lean Six Sigma" 1. ISO 9000 streamlined: TS 16949 2002 basis for
Industrial Technologists Toolkit* Tool #19 Content "Kaizen Documentation Foundations For Data Driven Process Variation, Waste Reduction, Lean Six Sigma" 1. ISO 9000 streamlined: TS 16949 2002 basis for
Justifying Simulation. Why use simulation? Accurate Depiction of Reality. Insightful system evaluations
 Why use simulation? Accurate Depiction of Reality Anyone can perform a simple analysis manually. However, as the complexity of the analysis increases, so does the need to employ computer-based tools. While
Why use simulation? Accurate Depiction of Reality Anyone can perform a simple analysis manually. However, as the complexity of the analysis increases, so does the need to employ computer-based tools. While
Ergonomics Guidebook for Manual Production Systems 3.0
 Ergonomics Guidebook for Manual Production Systems 3.0 2 The eight rules of ergonomics for work systems Body height 04 Work area 06 Reach zone 08 Parts presentation 09 Range of vision 10 Lighting 11 Equipment
Ergonomics Guidebook for Manual Production Systems 3.0 2 The eight rules of ergonomics for work systems Body height 04 Work area 06 Reach zone 08 Parts presentation 09 Range of vision 10 Lighting 11 Equipment
The 5S Philosophy. A better Work Environment for Everyone
 The 5S Philosophy A better Work Environment for Everyone TOPICS 5S PHILOSOPHY WHY 5S 5S OBJECTIVES PURPOSE OF 5S ELEMENTS OF 5S SORTING SYSTEMATIC ARRANGEMENT SPIC AND SPAN STANDARDISATION SELF DISCIPLINE
The 5S Philosophy A better Work Environment for Everyone TOPICS 5S PHILOSOPHY WHY 5S 5S OBJECTIVES PURPOSE OF 5S ELEMENTS OF 5S SORTING SYSTEMATIC ARRANGEMENT SPIC AND SPAN STANDARDISATION SELF DISCIPLINE
SIMULATION AND VISUALIZATION OF AUTOMATED GUIDED VEHICLE SYSTEMS IN A REAL PRODUCTION ENVIRONMENT
 SIMULATION AND VISUALIZATION OF AUTOMATED GUIDED VEHICLE SYSTEMS IN A REAL PRODUCTION ENVIRONMENT Axel Hoff, Holger Vogelsang, Uwe Brinkschulte, Oliver Hammerschmidt Institute for Microcomputers and Automation,
SIMULATION AND VISUALIZATION OF AUTOMATED GUIDED VEHICLE SYSTEMS IN A REAL PRODUCTION ENVIRONMENT Axel Hoff, Holger Vogelsang, Uwe Brinkschulte, Oliver Hammerschmidt Institute for Microcomputers and Automation,
Alignment Problems and Techniques for Saw Grinders
 Alignment Problems and Techniques for Saw Grinders Bruce Lehmann TKT Engineering Inc. Surrey, B.C., Canada This paper presents some simple tools and methods for accurate setup and alignment of top, face
Alignment Problems and Techniques for Saw Grinders Bruce Lehmann TKT Engineering Inc. Surrey, B.C., Canada This paper presents some simple tools and methods for accurate setup and alignment of top, face
Subject: Apparel Production Management. Unit 3: Manufacturing Systems. Quadrant 1 e-text. Describe the various types of production systems.
 Subject: Apparel Production Management Unit 3: Manufacturing Systems Quadrant 1 e-text Learning Objectives The learning objectives of this unit are: Describe the various types of production systems. Identify
Subject: Apparel Production Management Unit 3: Manufacturing Systems Quadrant 1 e-text Learning Objectives The learning objectives of this unit are: Describe the various types of production systems. Identify
Harold s Hot Dog Stand Part I: Deterministic Process Flows
 The University of Chicago Booth School of Business Harold s Hot Dog Stand Part I: Deterministic Process Flows December 28, 2011 Harold runs a hot dog stand in downtown Chicago. After years of consulting
The University of Chicago Booth School of Business Harold s Hot Dog Stand Part I: Deterministic Process Flows December 28, 2011 Harold runs a hot dog stand in downtown Chicago. After years of consulting
Lean Methods for High-Variety, Low-Volume Industries
 Setpoint Systems, Inc. Authored By: Malorie Rasmussen & Nate Morris Lean Methods for High-Variety, Low-Volume Industries www.setpointusa.com info@setpointusa.com 801-621-4117 Page 1 Setpoint provides lean
Setpoint Systems, Inc. Authored By: Malorie Rasmussen & Nate Morris Lean Methods for High-Variety, Low-Volume Industries www.setpointusa.com info@setpointusa.com 801-621-4117 Page 1 Setpoint provides lean
JUST IN TIME (JIT), LEAN, AND TOYOTA PRODUCTION SYSTEM (TPS)
, LEAN, AND TOYOTA PRODUCTION SYSTEM (TPS)") JUST IN TIME (JIT), LEAN, AND TOYOTA PRODUCTION SYSTEM (TPS) Dr. Mahmoud Abbas Mahmoud Al-Naimi Assistant Professor Industrial Engineering Branch Department of Production Engineering and Metallurgy University
JUST IN TIME (JIT), LEAN, AND TOYOTA PRODUCTION SYSTEM (TPS) Dr. Mahmoud Abbas Mahmoud Al-Naimi Assistant Professor Industrial Engineering Branch Department of Production Engineering and Metallurgy University
December 25, 2017 CHAPTER 4 SUPPORTING PLANNING AND CONTROL: A CASE EXAMPLE
 December 25, 17 CHAPTER 4 SUPPORTING PLANNING AND CONTROL: A CASE EXAMPLE Chapter Outline 4.1 Background What was the cause of the desperation that lead to the development of the Program Evaluation and
December 25, 17 CHAPTER 4 SUPPORTING PLANNING AND CONTROL: A CASE EXAMPLE Chapter Outline 4.1 Background What was the cause of the desperation that lead to the development of the Program Evaluation and
INDUSTRIAL ENGINEERING
 1 P a g e AND OPERATION RESEARCH 1 BREAK EVEN ANALYSIS Introduction 5 Costs involved in production 5 Assumptions 5 Break- Even Point 6 Plotting Break even chart 7 Margin of safety 9 Effect of parameters
1 P a g e AND OPERATION RESEARCH 1 BREAK EVEN ANALYSIS Introduction 5 Costs involved in production 5 Assumptions 5 Break- Even Point 6 Plotting Break even chart 7 Margin of safety 9 Effect of parameters
2% & (+ 2% PSI.
 Warning: If your vehicle has an engine that has spark plugs, be sure they are resistor type spark plugs or you may damage the memory chip of this unit. If the scale unit fails when the engine is running,
Warning: If your vehicle has an engine that has spark plugs, be sure they are resistor type spark plugs or you may damage the memory chip of this unit. If the scale unit fails when the engine is running,
Lean Workstations: Organized for Productivity By Austin Weber / Senior Editor
 Issue Date: 02/01/2005 Lean Workstations: Organized for Productivity By Austin Weber / Senior Editor Pull production is a basic tenet of lean manufacturing. In a pull environment, downstream activities,
Issue Date: 02/01/2005 Lean Workstations: Organized for Productivity By Austin Weber / Senior Editor Pull production is a basic tenet of lean manufacturing. In a pull environment, downstream activities,
Unit 6P.3: The effects of forces
 Unit 6P.3: Physical Processes What forces can do Water and air resistance Science skills: Investigation Classifying By the end of this unit you should : Know that forces are push or pull, and forces can
Unit 6P.3: Physical Processes What forces can do Water and air resistance Science skills: Investigation Classifying By the end of this unit you should : Know that forces are push or pull, and forces can
Practical Media Using Real Products in Bandung State Polytechnic for Manufacturing
 Gamawan Ananto, Practical Media Using Real Products in Bandung State Polytechnic for Manufacturing Practical Media Using Real Products in Bandung State Polytechnic for Manufacturing Gamawan Ananto Bandung
Gamawan Ananto, Practical Media Using Real Products in Bandung State Polytechnic for Manufacturing Practical Media Using Real Products in Bandung State Polytechnic for Manufacturing Gamawan Ananto Bandung
Manual Assembly Lines
 Manual Assembly Lines Sections: 1. Fundamentals of Manual Assembly Lines 2. Analysis of Single Model Assembly Lines 3. Line Balancing Algorithms 4. Other Considerations in Assembly Line Design 5. Alternative
Manual Assembly Lines Sections: 1. Fundamentals of Manual Assembly Lines 2. Analysis of Single Model Assembly Lines 3. Line Balancing Algorithms 4. Other Considerations in Assembly Line Design 5. Alternative
ELECTRONETICS. Scope: Prep Area
 ELECTRONETICS 5S TRAINING Scope: Prep Area February 19, 2010 Sponsor Michael Quinn, VP Manufacturing Production & Assembly, Northwest Center Scott Patterson, Plant Manager, Electronetics What is 5S? It
ELECTRONETICS 5S TRAINING Scope: Prep Area February 19, 2010 Sponsor Michael Quinn, VP Manufacturing Production & Assembly, Northwest Center Scott Patterson, Plant Manager, Electronetics What is 5S? It
WOMBAT-CS. Candidate's Manual Electronic Edition. Version 6. Aero Innovation inc.
 WOMBAT-CS Version 6 Candidate's Manual Electronic Edition Aero Innovation inc. www.aero.ca Familiarization with WOMBAT-CS Candidate's Manual This manual should be read attentively by the candidate before
WOMBAT-CS Version 6 Candidate's Manual Electronic Edition Aero Innovation inc. www.aero.ca Familiarization with WOMBAT-CS Candidate's Manual This manual should be read attentively by the candidate before
BITO LEO LOCATIVE READY, STEADY, GO! This driverless transport system is immediately.
 solutions BITO LEO LOCATIVE This driverless transport system is immediately READY, STEADY, GO! www.leo-locative.com » BITO LEO LOCATIVE There is no easier way to move your bins from one workstation to
solutions BITO LEO LOCATIVE This driverless transport system is immediately READY, STEADY, GO! www.leo-locative.com » BITO LEO LOCATIVE There is no easier way to move your bins from one workstation to
IV. IMPROVEMENT OF CROSS-BORDER TRANSPORT BY RAIL TRANSPORT
 48 IV. IMPROVEMENT OF CROSS-BORDER TRANSPORT BY RAIL TRANSPORT The region is characterized by long distances within and across countries. This is particularly challenging for landlocked countries which
48 IV. IMPROVEMENT OF CROSS-BORDER TRANSPORT BY RAIL TRANSPORT The region is characterized by long distances within and across countries. This is particularly challenging for landlocked countries which
Hydro Electric Power (Hydel Power)
") Operating Principle Hydro Electric Power (Hydel Power) Hydro-electric power is generated by the flow of water through turbine, turning the blades of the turbine. A generator shaft connected to this turbine
Operating Principle Hydro Electric Power (Hydel Power) Hydro-electric power is generated by the flow of water through turbine, turning the blades of the turbine. A generator shaft connected to this turbine
Chapter 2 Scarcity and the World of Trade-Offs
 Chapter 2 Scarcity and the World of Trade-Offs Learning Objectives After you have studied this chapter, you should be able to 1. define production, scarcity, resources, land, labor, human and physical
Chapter 2 Scarcity and the World of Trade-Offs Learning Objectives After you have studied this chapter, you should be able to 1. define production, scarcity, resources, land, labor, human and physical
M3 Group System. General. In This Section
 General In This Section M3 Specifications M3 Group System General The M3 Group System includes a group dispatcher and up to twelve IMC, VVMC, VFMC traction or HS hydraulic controllers (HS uses HMC Group
General In This Section M3 Specifications M3 Group System General The M3 Group System includes a group dispatcher and up to twelve IMC, VVMC, VFMC traction or HS hydraulic controllers (HS uses HMC Group
Defect Detection System For PET Preformer
 Defect Detection System For PET Preformer Artificial Vision System - PET Preformer 1 INTRODUTION TO PREFORM TECHNOLOGY PREFORMER system has been designed with the aim to control the quality of the PET
Defect Detection System For PET Preformer Artificial Vision System - PET Preformer 1 INTRODUTION TO PREFORM TECHNOLOGY PREFORMER system has been designed with the aim to control the quality of the PET
Banks, Carson, Nelson & Nicol
 Banks, Carson, Nelson & Nicol Discrete-Event System Simulation Purpose To present several examples of simulations that can be performed by devising a simulation table either manually or with a spreadsheet.
Banks, Carson, Nelson & Nicol Discrete-Event System Simulation Purpose To present several examples of simulations that can be performed by devising a simulation table either manually or with a spreadsheet.
Three Reasons HR Transformations Fail
 Three Reasons HR Transformations Fail (and what to do about it) Three Reasons HR Transformations Fail (and what to do about it) by Marc Effron, The Talent Strategy Group If you re not in one or finishing
Three Reasons HR Transformations Fail (and what to do about it) Three Reasons HR Transformations Fail (and what to do about it) by Marc Effron, The Talent Strategy Group If you re not in one or finishing
Multiple Choice Part II, A Part II, B Part III Total
 SIMON FRASER UNIVERSITY ECON 103 (2007-2) MIDTERM EXAM NAME Student # Tutorial # Multiple Choice Part II, A Part II, B Part III Total PART I. MULTIPLE CHOICE (56%, 1.75 points each). Answer on the bubble
SIMON FRASER UNIVERSITY ECON 103 (2007-2) MIDTERM EXAM NAME Student # Tutorial # Multiple Choice Part II, A Part II, B Part III Total PART I. MULTIPLE CHOICE (56%, 1.75 points each). Answer on the bubble
Practical Application of Training tasks Based on Flexible Manufacturing System Hongmei Fan
 3rd International Conference on Science and Social Research (ICSSR 2014) Practical Application of Training tasks Based on Flexible Manufacturing System Hongmei Fan School of Automation, Nanjing Institute
3rd International Conference on Science and Social Research (ICSSR 2014) Practical Application of Training tasks Based on Flexible Manufacturing System Hongmei Fan School of Automation, Nanjing Institute
DR. ALFRED MÜLLER METEOROLOGISCHE INSTRUMENTE KG R. FUESS
 113,0 E BAROGRAPHS The aneroid barographs named in the present leaflet are precision instruments for continuos recording of atmospheric pressure. In comparison with the values of atmospheric pressure read
113,0 E BAROGRAPHS The aneroid barographs named in the present leaflet are precision instruments for continuos recording of atmospheric pressure. In comparison with the values of atmospheric pressure read
Comparative time study of different sewing operation of a T-shirt
 ABSTRACT Comparative time study of different sewing operation of a T-shirt Mohammad Abdul Baset Lecturer, Department of Textile Engineering Daffodil International University Bangladesh Traditionally operated
ABSTRACT Comparative time study of different sewing operation of a T-shirt Mohammad Abdul Baset Lecturer, Department of Textile Engineering Daffodil International University Bangladesh Traditionally operated
Job Title: Human Resources Director Class: Exempt. Department: Human Resources Range: 18 DOE
 Rural Alaska Community Action Program, Inc. Position Opening In and Out of House 03/01/2018 open until filled Location of Job: Anchorage, AK Resume Required with Application (Relocation costs will not
Rural Alaska Community Action Program, Inc. Position Opening In and Out of House 03/01/2018 open until filled Location of Job: Anchorage, AK Resume Required with Application (Relocation costs will not
Development of Material Handling System in a Manufacturing Company
 Development of Material Handling System in a Manufacturing Company P. Sunderam 1, E.Viswanathan 2 Assistant Professor, Karpagam College of Engineering, Coimbatore, India 1,2 ABSTRACT: In the last several
Development of Material Handling System in a Manufacturing Company P. Sunderam 1, E.Viswanathan 2 Assistant Professor, Karpagam College of Engineering, Coimbatore, India 1,2 ABSTRACT: In the last several
COLUMBUS McKINNON CORPORATION MIDLAND FORGE DIVISION. 6S Training Overview
 6S Training Overview Why Implement 6S? Customers needs constantly change. Companies compete to meet these needs. To survive, we must stay competitive. This means improving products and services and lowering
6S Training Overview Why Implement 6S? Customers needs constantly change. Companies compete to meet these needs. To survive, we must stay competitive. This means improving products and services and lowering
GLEIM ONLINE GROUND SCHOOL SUBUNIT 6.11: HOLDING DETAILED OUTLINE INFORMATION
 1 GLEIM ONLINE GROUND SCHOOL SUBUNIT 6.11: HOLDING DETAILED OUTLINE INFORMATION ( Please use your browser s [BACK] button to return to the summary outline ) 1. General Information a. The objective of this
1 GLEIM ONLINE GROUND SCHOOL SUBUNIT 6.11: HOLDING DETAILED OUTLINE INFORMATION ( Please use your browser s [BACK] button to return to the summary outline ) 1. General Information a. The objective of this
JOB INSTRUCTION. Instructors Guide Session 3
 JOB INSTRUCTION Instructors Guide Session 3 SESSION 3 - INSTRUCTIONS It is important to read this manual and have a clear understanding of the contents, prior to the start of training. Before the session
JOB INSTRUCTION Instructors Guide Session 3 SESSION 3 - INSTRUCTIONS It is important to read this manual and have a clear understanding of the contents, prior to the start of training. Before the session
Laboratory 3 Factorial Experiment: Paper Helicopter Design
 MTE 201: Experimental Measurement and Statistical Analysis Laboratory 3 Factorial Experiment: Paper Helicopter Design Introduction Factorial experiment design is an important technique for engineers to
MTE 201: Experimental Measurement and Statistical Analysis Laboratory 3 Factorial Experiment: Paper Helicopter Design Introduction Factorial experiment design is an important technique for engineers to
8 Distribution Technologies to Watch. Fortna 1
 8 Distribution Technologies to Watch www.fortna.com Fortna 1 Innovation is driving new opportunities to make distribution a competitive advantage. Advances in technology are making it possible to solve
8 Distribution Technologies to Watch www.fortna.com Fortna 1 Innovation is driving new opportunities to make distribution a competitive advantage. Advances in technology are making it possible to solve
SPECIAL CONTROL CHARTS
 INDUSTIAL ENGINEEING APPLICATIONS AND PACTICES: USES ENCYCLOPEDIA SPECIAL CONTOL CHATS A. Sermet Anagun, PhD STATEMENT OF THE POBLEM Statistical Process Control (SPC) is a powerful collection of problem-solving
INDUSTIAL ENGINEEING APPLICATIONS AND PACTICES: USES ENCYCLOPEDIA SPECIAL CONTOL CHATS A. Sermet Anagun, PhD STATEMENT OF THE POBLEM Statistical Process Control (SPC) is a powerful collection of problem-solving
Management. tenth edition. Copyright 2010 Pearson Education, Inc. Publishing as Prentice Hall 2 1
 Management tenth edition Stephen P. Robbins Mary Coulter Chapter 2 Management History 2 1 Learning Outcomes 2.1 Historical Background Of Management. Explain why studying management history is important.
Management tenth edition Stephen P. Robbins Mary Coulter Chapter 2 Management History 2 1 Learning Outcomes 2.1 Historical Background Of Management. Explain why studying management history is important.
The Job Improvement Process
 Simple, Straightforward and Systematic Ergonomic Risk Reduction The Job Improvement Process Josh Kerst, CPE, CIE Vice President and Ergonomics Engineer Objectives Describe a simple process to evaluate
Simple, Straightforward and Systematic Ergonomic Risk Reduction The Job Improvement Process Josh Kerst, CPE, CIE Vice President and Ergonomics Engineer Objectives Describe a simple process to evaluate
LEAN MANUFACTURING & TPM.
 LEAN MANUFACTURING & TPM www.fourprinciples.com BACKGROUND The core area of any manufacturing facility is the shop floor. Manufacturing is most often also the largest function within an organisation. In
LEAN MANUFACTURING & TPM www.fourprinciples.com BACKGROUND The core area of any manufacturing facility is the shop floor. Manufacturing is most often also the largest function within an organisation. In
Lean Project Delivery Operating System
 Lean Project Delivery Operating System David MacNeel & Dan Passick, On Point Lean OCTOBER 16, 2017 LCI Education & Training Lean Construction Institute Provider Number H561 LCI Learning Module: Introduction
Lean Project Delivery Operating System David MacNeel & Dan Passick, On Point Lean OCTOBER 16, 2017 LCI Education & Training Lean Construction Institute Provider Number H561 LCI Learning Module: Introduction
Lean Gold Certification Blueprint
 The Lean Certification Blueprint provides additional useful information beyond the Body of Knowledge. The Body of Knowledge specifies the competencies, topics, and subtopics required by different types
The Lean Certification Blueprint provides additional useful information beyond the Body of Knowledge. The Body of Knowledge specifies the competencies, topics, and subtopics required by different types
Lean Flow Enterprise Elements
 "Lean Flow" describes the performance of organizations that are effective enough to win consistently in the competitive global marketplace. To understand how to get there, it s useful to focus on Lean
"Lean Flow" describes the performance of organizations that are effective enough to win consistently in the competitive global marketplace. To understand how to get there, it s useful to focus on Lean
Visual Planner. Production Planning and Scheduling Solution for Exact Macola Progression and ES
 Visual Planner Production Planning and Scheduling Solution for Exact Macola Progression and ES Today s Business Challenges Keeping direct material costs down Difficulty accurately assessing capacity and
Visual Planner Production Planning and Scheduling Solution for Exact Macola Progression and ES Today s Business Challenges Keeping direct material costs down Difficulty accurately assessing capacity and
Effectiveness of planning internal audits of the quality system
 Scientific Journals Maritime University of Szczecin Zeszyty Naukowe Akademia Morska w Szczecinie 2012, 32(104) z. 1 pp. 48 54 2012, 32(104) z. 1 s. 48 54 Effectiveness of planning internal audits of the
Scientific Journals Maritime University of Szczecin Zeszyty Naukowe Akademia Morska w Szczecinie 2012, 32(104) z. 1 pp. 48 54 2012, 32(104) z. 1 s. 48 54 Effectiveness of planning internal audits of the
CHAPTER 3 PRODUCTIVITY IMPROVEMENT TECHNIQUES AND IT S RELATIONSHIP WITH WORK STUDY. Page No. 3.1 Introduction 69
 CHAPTER 3 PRODUCTIVITY IMPROVEMENT TECHNIQUES AND IT S RELATIONSHIP WITH WORK STUDY Sr.No Title Page No. 3.1 Introduction 69 3.2 Productivity and Productivity Improvement: Concept 69 3.3 Importance of
CHAPTER 3 PRODUCTIVITY IMPROVEMENT TECHNIQUES AND IT S RELATIONSHIP WITH WORK STUDY Sr.No Title Page No. 3.1 Introduction 69 3.2 Productivity and Productivity Improvement: Concept 69 3.3 Importance of
Taking the LED Pick and Place Challenge
 Taking the LED Pick and Place Challenge Joshua J. Markle Cree, Inc. Joshua_markle@cree.com Abstract For the past few years there has been a shift in the Lighting Industry that has carried over to the surface
Taking the LED Pick and Place Challenge Joshua J. Markle Cree, Inc. Joshua_markle@cree.com Abstract For the past few years there has been a shift in the Lighting Industry that has carried over to the surface
Line Balancing through Cycle Time Reduction
 International Journal of Advance Industrial Engineering E-ISSN 2320 5539 2016 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijaie/ Research Article Kanagaraj A #, Vivek C #,
International Journal of Advance Industrial Engineering E-ISSN 2320 5539 2016 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijaie/ Research Article Kanagaraj A #, Vivek C #,
CONSTRUCTION MANAGEMENT TOOLS USING 3D-CAD, VIRTUAL REALITY, RFID, AND PHOTOGRAPHY TECHNOLOGIES
 CONSTRUCTION MANAGEMENT TOOLS USING 3D-CAD, VIRTUAL REALITY, RFID, AND PHOTOGRAPHY TECHNOLOGIES Naruo Kano, Dr.Eng Professor, Department of Architecture Waseda University 3-4-1 Okubo,Shinjuku, Tokyo, JAPAN
CONSTRUCTION MANAGEMENT TOOLS USING 3D-CAD, VIRTUAL REALITY, RFID, AND PHOTOGRAPHY TECHNOLOGIES Naruo Kano, Dr.Eng Professor, Department of Architecture Waseda University 3-4-1 Okubo,Shinjuku, Tokyo, JAPAN
WHITE PAPER SERIES. Guide to Mobile CMMS
 WHITE PAPER SERIES Guide to Mobile CMMS There is no question that the mobile computing revolution has arrived and will continue to grow. From new and improved smart phones and tablets to the applications
WHITE PAPER SERIES Guide to Mobile CMMS There is no question that the mobile computing revolution has arrived and will continue to grow. From new and improved smart phones and tablets to the applications
Position Description Questionnaire (PDQ) Guide
 Guide") Position Description Questionnaire (PDQ) Guide Position Description Questionnaire (PDQ) Overview Purpose The PDQ is a tool for collecting meaningful job content information that can be used to evaluate
Position Description Questionnaire (PDQ) Guide Position Description Questionnaire (PDQ) Overview Purpose The PDQ is a tool for collecting meaningful job content information that can be used to evaluate
Case Study. ArcGIS Online Launch for. Utilities
 Case Study ArcGIS Online Launch for Utilities We ve published a lot of blog posts on the vision, value proposition and best practices around ArcGIS Online. To showcase the value of embracing these ideas,
Case Study ArcGIS Online Launch for Utilities We ve published a lot of blog posts on the vision, value proposition and best practices around ArcGIS Online. To showcase the value of embracing these ideas,
Chapter 2 Simulation Examples. Banks, Carson, Nelson & Nicol Discrete-Event System Simulation
 Chapter 2 Simulation Examples Banks, Carson, Nelson & Nicol Discrete-Event System Simulation Purpose To present several examples of simulations that can be performed by devising a simulation table either
Chapter 2 Simulation Examples Banks, Carson, Nelson & Nicol Discrete-Event System Simulation Purpose To present several examples of simulations that can be performed by devising a simulation table either
Ergonomics Study for Injection Moulding Section using RULA and REBA Techniques Sahebagowda 1, Vinayak Kulkarni 2 and Chetan Kapali 3 1
 Ergonomics Study for Injection Moulding Section using RULA and REBA Techniques Sahebagowda 1, Vinayak Kulkarni 2 and Chetan Kapali 3 1 Student, M Tech in Production management at BVBCET HUBLI KARNATAKA
Ergonomics Study for Injection Moulding Section using RULA and REBA Techniques Sahebagowda 1, Vinayak Kulkarni 2 and Chetan Kapali 3 1 Student, M Tech in Production management at BVBCET HUBLI KARNATAKA
KOS Ergonomic Solutions. Managing Risk Through Ergonomics. What is ergonomics? Evolution??? IBEC and SFA Report
 KOS Ergonomic Solutions Managing Risk Through Ergonomics Ergonomics reduces absenteeism and improves employee welfare Specialists in equipment, furniture and other solutions to: Create an ergonomic, productive
KOS Ergonomic Solutions Managing Risk Through Ergonomics Ergonomics reduces absenteeism and improves employee welfare Specialists in equipment, furniture and other solutions to: Create an ergonomic, productive
CONTINUOUS DELIVERY EBOOK SERIES: Chapter 1. Four Critical Software Delivery Challenges in the Application Economy
 CONTINUOUS DELIVERY EBOOK SERIES: Chapter 1 Four Critical Software Delivery Challenges in the Application Economy New Challenges Impacting Digital Transformation Goals In today s application economy, everyone
CONTINUOUS DELIVERY EBOOK SERIES: Chapter 1 Four Critical Software Delivery Challenges in the Application Economy New Challenges Impacting Digital Transformation Goals In today s application economy, everyone
Central Oregon Community College Manufacturing and Applied Technology Center MFG 280 COOPERATIVE WORK EXPERIENCE GUIDE FOR STUDENTS
 Central Oregon Community College Manufacturing and Applied Technology Center MFG 280 COOPERATIVE WORK EXPERIENCE GUIDE FOR STUDENTS Manufacturing and Applied Technology Center 2030 College Loop Redmond
Central Oregon Community College Manufacturing and Applied Technology Center MFG 280 COOPERATIVE WORK EXPERIENCE GUIDE FOR STUDENTS Manufacturing and Applied Technology Center 2030 College Loop Redmond
Developing a Flexible Lead Time Model for the Order-to-Delivery Process
 Jaakko Pökkä Developing a Flexible Lead Time Model for the Order-to-Delivery Process Helsinki Metropolia University of Applied Sciences Master of Engineering Industrial Management Master s Thesis 07.05.2014
Jaakko Pökkä Developing a Flexible Lead Time Model for the Order-to-Delivery Process Helsinki Metropolia University of Applied Sciences Master of Engineering Industrial Management Master s Thesis 07.05.2014
Accelerating Ergonomics with Continuous Improvement Teams. Mike Wynn, CPE Vice President
 Accelerating Ergonomics with Continuous Improvement Teams Mike Wynn, CPE Vice President Today s Agenda Humantech s approach to continuous improvement events for ergonomics Typical results of CI events
Accelerating Ergonomics with Continuous Improvement Teams Mike Wynn, CPE Vice President Today s Agenda Humantech s approach to continuous improvement events for ergonomics Typical results of CI events
Continuous Improvement Toolkit. Value Analysis
 Continuous Improvement Toolkit Value Analysis VA NVA The Continuous Improvement Map Managing Risk FMEA Understanding Performance** Check Sheets Data Collection PDPC RAID Log* Risk Analysis* Benchmarking***
Continuous Improvement Toolkit Value Analysis VA NVA The Continuous Improvement Map Managing Risk FMEA Understanding Performance** Check Sheets Data Collection PDPC RAID Log* Risk Analysis* Benchmarking***
Scheduling. Why Schedule? Scheduling will: Delivering On Your Promises
 Scheduling Delivering On Your Promises Why Schedule? Don t need to, I ve done this before. I have the schedule in my head. Nobody will pay attention to it. Why bother, it just changes. I m on the line
Scheduling Delivering On Your Promises Why Schedule? Don t need to, I ve done this before. I have the schedule in my head. Nobody will pay attention to it. Why bother, it just changes. I m on the line
Contents QUALIFICATIONS PACK - OCCUPATIONAL STANDARDS FOR ELECTRONICS INDUSTRY. What are Occupational Standards(OS)? Introduction
? Introduction") QUALIFICATIONS PACK - OCCUPATIONAL STANDARDS FOR ELECTRONICS INDUSTRY What are Occupational Standards(OS)? OS describe what individuals need to do, know and understand in order to carry out a particular
QUALIFICATIONS PACK - OCCUPATIONAL STANDARDS FOR ELECTRONICS INDUSTRY What are Occupational Standards(OS)? OS describe what individuals need to do, know and understand in order to carry out a particular
CHAPTER 2 DEVELOPMENT OF MANAGEMENT THOUGHTS
 DEVELOPMENT OF MANAGEMENT THOUGHT Management has developed since the time when the world came into existence. Whenever group efforts are necessary to achieve anything, there is a need for management. Kautilya
DEVELOPMENT OF MANAGEMENT THOUGHT Management has developed since the time when the world came into existence. Whenever group efforts are necessary to achieve anything, there is a need for management. Kautilya
1) Introduction to Information Systems
 Introduction to Information Systems") 1) Introduction to Information Systems a) System: A set of related components, which can process input to produce a certain output. b) Information System (IS): A combination of hardware, software and telecommunication
1) Introduction to Information Systems a) System: A set of related components, which can process input to produce a certain output. b) Information System (IS): A combination of hardware, software and telecommunication
4 BUILDING YOUR FIRST MODEL. L4.1 Building Your First Simulation Model. Knowing is not enough; we must apply. Willing is not enough; we must do.
 Pro, Second Edition L A B 4 BUILDING YOUR FIRST MODEL Knowing is not enough; we must apply. Willing is not enough; we must do. Johann von Goethe In this lab we build our first simulation model using Pro.
Pro, Second Edition L A B 4 BUILDING YOUR FIRST MODEL Knowing is not enough; we must apply. Willing is not enough; we must do. Johann von Goethe In this lab we build our first simulation model using Pro.
SECTION 1 - INTRODUCTION 2 PURPOSE 2 SCOPE 2 DEFINITIONS 2 LEGISLATIVE CONTEXT 4 RESPONSIBILITIES 4
 OH&S Procedure Name: Manual Handling Procedure Approved by: Director Human Resources Last reviewed: December 2013 SECTION 1 - INTRODUCTION 2 PURPOSE 2 SCOPE 2 DEFINITIONS 2 LEGISLATIVE CONTEXT 4 RESPONSIBILITIES
OH&S Procedure Name: Manual Handling Procedure Approved by: Director Human Resources Last reviewed: December 2013 SECTION 1 - INTRODUCTION 2 PURPOSE 2 SCOPE 2 DEFINITIONS 2 LEGISLATIVE CONTEXT 4 RESPONSIBILITIES
CLB 029 Wrap Rate Projections
 CLB 029 Wrap Rate Projections Lesson Defense Acquisition University Table of Contents Wrap Rate Projections... 3 Introduction... 3 Wrap Rate Projection Methods... 4 Wrap Rate Projections Applied... 6 Summary...
CLB 029 Wrap Rate Projections Lesson Defense Acquisition University Table of Contents Wrap Rate Projections... 3 Introduction... 3 Wrap Rate Projection Methods... 4 Wrap Rate Projections Applied... 6 Summary...