UBM (Under Bump Metallization) Study for Pb-Free Electroplating Bumping : Interface Reaction and Electromigration
|
|
|
- Maurice Matthews
- 6 years ago
- Views:
Transcription
1 UBM (Under Bump Metallization) Study for Pb-Free Electroplating Bumping : Interface Reaction and Electromigration Se-Young Jang+, Juergen Wolf*, Woon-Seong Kwon, Kyung-Wook Paik Dept. Materials Science and Engineering KAIST (Korea Advanced Institute of Science and Technology) 373-1, Yusong-gu, Taejon, South Korea + shary@bomun.kaist.ac.kr * Fraunhofer IZM, Gustav-Meyer-Allee , Berlin, Germany Abstract The effects of reflow time, high temperature aging, and current-stress on interface reactions between Under Bump Metallization (UBM) systems and electroplated bumps have been studied. Each of TiW/Cu/electroplated Cu, Cr/CrCu/Cu, NiV/Cu, and TiW/NiV UBMs was coupled with Pb/63Sn or Sn/3.5Ag flip-chip solder bump. The Sn/3.5Ag and Pb/63Sn flip-chip solder bumps were fabricated on the UBMs using alloy plating. Plated Sn/Ag solder becomes Sn/Ag/Cu by reflowing on the Cu containing UBMs. Intermetallic Compounds (IMC) such as Cu-Sn and Ni-Sn spall-off from UBM/solder interface as Cu or Ni, the solder wettable layer, is consumed during liquid-state reflow process. In thermoelectromigration test, metal atoms move in the same direction as the electron current flows and the subsequent void accumulation at cathode UBM induces failures. I. Introduction The demand for Pb-free and high density flip-chip interconnection technology is growing rapidly. Electroplating bumping method is a good approach to meet fine pitch requirements. This plating method is accepted by companies for high volume production and the market is growing, as well. However, more than binary composition control of solder plating is very difficult up to now. Recent studies show that Cu is easily diffused into solder though it makes Cu-Sn IMC at the interface [1,2]. It means solder composition is changed depending on UBM metallurgy and reflow condition. This composition change is of special interest to electroplated Sn/Ag bump. In the flip-chip interconnection, especially for highly reactive Sn-rich solder and small size bump, a selection of a proper UBM is very important because failures are mostly reported at the UBM/solder interface. In this study, Sn/3.5Ag and Pb/63Sn solder interface IMC growth behavior, solder composition change, diffusion barrier characteristics, and electromigration behaviors have been investigated depending on UBM and solder material. II. Experimental II-1. Bumping process Commonly used UBM systems for Pb/63Sn system were selected and are shown in Table I. The UBM metallurgy was deposited sequentially using the Batch Sputter System LLS /02/$ IEEE (Unaxis) without breaking vacuum. Four 6-inch test pattern wafers were prepared for each UBM, and half of them were electroplated with Sn/3.5Ag and the others with Pb/63Sn. For Sn/3.5Ag plating, the newly developed Sn/3.5Ag alloy electroplating condition was used [3]. Table I. Selected UBM Systems UBM Thickness (µm) TiW / Cu / electroplated Cu 0.2/ 0.3/ 5 Cr / Cr-Cu / Cu 0.15/ 0.3/ 0.8 NiV / Cu 0.2 / 0.8 TiW / NiV 0.2 / 0.8 II-2. Sample preparation for interface analysis Before starting interface reaction study, Energy Dispersive X-ray Analysis (EDX) and Differential Scanning Calorimetry (DSC) analysis was carried out for each wafer to confirm their composition. The compositions were in the range of (3.5 +/-1) wt.% Ag for Sn/3.5Ag and (63 +/-6) wt.% Sn content for Pb/63Sn. The samples were reflowed in an organic medium at (210 +/- 5) oc for Pb/63Sn and at (250 +/5) oc for Sn/3.5Ag for 1, 5, 10, and 20 min. A convection oven was used for solid-state aging treatment. II-3. Assembly and thermo-electromigration test Test pattern chips were assembled on 0.25 mm thick BT resin substrate. The substrate line metallurgy is electroplated Cu 27 µm/ electroless Ni 3 µm/ immersion Au 800 Å. Typical solder reflow condition was applied with peak temperature of 260 oc for SnAg and 220 oc for PbSn. Hysol FP4549 was used for underfilling. 1 cm 1 cm size chips having 184 pheripheral bumps of 100 µm diameter, 80 µm pad opening, and 200 µm pitch were used. The test chip and substrate have Daisy chain and four point Kelvin measurent test structure [4]. Thermo-electromigration induced resistance change was in-situ monitored using control unit and power supply [5]. The initial current was controlled to be 1.8 A that caused the current density of A/cm2 for 80 µm diameter pad opening. Then, the constant voltage was applied to keep the same current density regardless of electromigration induced solder contact area change. The test samples were placed on 120 oc hot plate in atomospheric ambient and the top side chip temperature was monitored using a thermocouple.
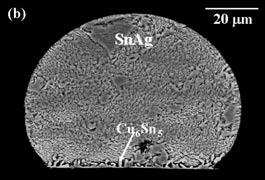
2 III. Results III-1. Interface Intermetallic Growth Behavior A. TiW/Cu/ep. Cu UBM The TiW/Cu/electroplated Cu UBM is one of the most commonly used metallurgical structures for the electroplated bumping process. The TiW (10 Ti - 90 wt.% W) layer is known to be a better diffusion barrier than Ti or Cr. Normally more than 5 µm thick Cu is needed to avoid total Cu consumption, which may cause solder bump detachment by IMC growth during the process or usage. Fig.1 shows the cross-sectional images of Pb/63Sn and Sn/3.5Ag in different heat treatment condition. The Sn/3.5Ag solders show a thicker IMC layer than Pb/63Sn. The remaining Cu thickness after 20 min reflow for Sn/3.5Ag solder bump was about 1.27 µm. In the IMC morphology, the Cu-Sn IMC grows as scallop-like shape in liquid-state reflow but becomes layered structure in solidstate aging. The Cu-Sn IMC cracks were observed when the IMC thickness is greater than 2 µm after 20 min reflow, shown in Fig1.(c) and (d). The Cu-Sn IMC is known as very hard material (Vickers hardness: 378 +/- 55, Young s Modulus: /- 1.65) [6]. Therefore, excessive stress formation during IMC growth can be expected and presumably causes the IMC cracks. Very fine Ag 3 Sn IMC were observed after 1000 hours aging. One interesting point is that the Sn/3.5Ag solder bumps contain enough Cu after 1 min reflow at 250 o C as indicated in Table II (in section IV). Although the EDX area analysis cannot tell the exact quantity, the ternary eutectic Sn/Ag/Cu solder contains only 0.7 wt.% Cu. B. Cr/CrCu/Cu UBM The Cr-Cu layer in this study was sputter deposited using a Cr 50 wt % - Cu 50 wt. % compound target. In our recent study, three different modified Cr-Cu layers were compared using various sputtering techniques, and the compound layer was chosen for this Pb-free UBM study [7]. In Fig.2 (a) and (c), the Cu-Sn IMC was formed at the solder/ubm interface after 1 min reflow, and the large and few in number Cu-Sn IMC grains spalled from the interface after 20 min reflow at 210 o C with Pb/63Sn solder. In the case of Sn/3.5Ag solder, the Cu-Sn IMC spalling appeared after 1 min reflow at 250 o C and moved into solder inside after 20 min reflow, as shown in Fig.2 (b) and (d). The Cu- Sn IMC is heavier than solder; the density of Cu 6 Sn 5 IMC was reported as about 8.28 g/cm 3 ; and the calculated density of Sn/3.5Ag solder is 7.08 g/cm 3 at 250 o C reflow temperature [8-10]. Therefore, the driving force to lift the spalled Cu-Sn IMC is not the density difference. It is presumably due to the liquid solder fluidity. In the previous study, the remaining UBM layer after IMC spalling was found to have very little Cu content through the AES depth analysis. This means the Cu in the Cr-Cu compound layer was also consumed by IMC growth [7]. After 1000 hours solid-state aging at 125 o C with Pb/63Sn solder, shown in Fig. 2 (e), the Cu-Sn IMC spalling was not observed. The Cu-Sn IMC morphology after 1 min reflow in Fig.2 (a) does not develop to the scalloped shape with channels, as the channels are disappearing and growing as a layered structure with increasing aging time. The spalled IMC morphology of aged Sn/3.5Ag bump is still similar to that of 1 min reflow and stayed near the interface as shown in Fig.2 (f). This means the Cu-Sn IMC grain interface cannot have enough freedom to change its surface morphology in a solid-state solder surrounding. It can be corelated to the layer shaped IMC growth rather than channel development in solid-state aging. C. NiV/Cu UBM The Al/NiV/Cu UBM system was introduced by Delco Electronics and is used for stencil printed solder bumps [11]. The basic idea of the Ni containing metallurgy in UBM structure is that Ni forms IMC with Sn, but the IMC growth rate is slower than that of Cu. There was no Cu-Sn IMC spalling even after 20 min reflow with high Sn content Sn/3.5Ag solder as shown in Fig.3 (d). However, if the reflow time increased to over 20 min, many Sn/3.5Ag solder bumps were lost and the remaining layer was detected as Al. Liu et al. reported a small reaction of NiV with Sn on Al/NiV/Cu UBM with Pb/63Sn solder after 10 min reflow at 200 o C [12]. Therefore, further reaction of NiV, underneath the Cu, with Sn is reasonable when higher Sn-content solder and higher reflow temperatures are used. However, the Cu- Sn or Cu-Ni-Sn IMC spalling phenomena were not detected among the 1, 10, 20, 30, 40, and 60 min reflowed samples. Over 20 min reflowed samples have few remained bumps and the total consumption of Cu and Ni causes to the dewetting of solder. This is quite different from the IMC spalling behavior of Cr/Cr-Cu/Cu UBM. In the Cr/CrCu/Cu UBM, the bumps are still remained on the pad site even after the total IMC spalling in 20 and 40 min reflowed samples. It means there is no strong adhesion between the UBM and solder after total NiV/Cu consumption by IMC growth. D. TiW/NiV UBM Fig.4 shows the cross-sectional images of NiV/TiW UBM. With Pb/63Sn solder bump, the Ni-Sn IMC does not show any IMC spalling or detachment from the interface after 20 min reflow and 1000 hours aging. But, with Sn/3.5Ag solder, the Ni-Sn IMC spalling was observed after 20 min reflow. The Ni-Sn IMC morphology is normally not the smooth scallop-like shape but rather faceted. Our previous study revealed that the Ni-Sn IMC grains do not have smooth surface morphology like Cu-Sn IMC because their atoms have a relatively lower thermal movement energy compared to their high formation energy in normal reflow temperature.[13] When the Ni-Sn IMC consumed all Ni from the UBM, the IMC meets the TiW layer which can not form strong chemical bonds with Sn and Ni in a normal reflow condition. In the liquid-state reflowing process, it is believed that the molten solder fluids can detach the Ni-Sn IMC that does not have strong chemical bonding with the TiW layer.

















3 Pb/63Sn Sn/3.5Ag Pb/63Sn Sn/3.5Ag 1 min reflowed 1 min reflow 20 min reflowed 20 min reflow 1000 hours aging 1000 hours aging Fig.3 Cross-sectional SEM images of eutectic PbSn and SnAg solder bumps on NiV/Cu UBM. Fig.1 Cross-sectional SEM images of eutectic PbSn and SnAg solder bumps on TiW/Cu/ep.Cu UBM. Pb/63Sn Sn/3.5Ag Pb/63Sn Sn/3.5Ag 1 min reflowed 1 min reflow 20 min reflowed 20 min reflow 1000 hours aging Fig.2 Cross-sectional SEM images of eutectic PbSn and SnAg solder bumps on Cr/CrCu/Cu UBM hours aging Fig.4 Cross-sectional SEM images of eutectic PbSn and SnAg solder bumps on TiW/NiV UBM.



4 III-2. Diffusion Barrier Characteristics The Cr, NiV, and TiW layers were used as direct contact layer to the Al pad in the studied UBMs. One of the main role of the UBM is to serve as an effective diffusion barrier between solder and chip pad. We investigated this diffusion barrier behavior with Sn/3.5Ag after 1000 hours aged samples at 150 o C. In a normal process, the reflow time should be controlled very strictly because the interface reaction develops dynamically in liquid-state solder as discussed before. But the interconnection can be exposed to high temperature below the solder melting point during process and usage. Therefore, high temperature aged sample of highly reactive Sn/3.5Ag solder was chosen for diffusion barrier investigation. Fig.5 represents the Auger depth analysis profile of three UBM systems. The analysis time scale is different on each condition because the goal was to evaluate the barrier layer diffusions. The Cr/Cr-Cu/Cu UBM profile in Fig.5(a) shows the Sn diffusion into Cu depleted Cr-Cu layer and only intermixed Cr-Sn layer is remained after Cu-Sn IMC spalling. The NiV/Cu UBM profile in Fig.5(b) indicates that the NiV layer remains between IMC and Al layer without severe change. The Ni is also detected in IMC region. There have been some reports of ternary (Cu, Ni) 6 Sn 5 IMC presence in the system containing these three components, and it is believed that the mixture of Cu-Sn and Ni-Sn bonds lowers the Gibbs free energy [14,15]. In the profile of TiW/NiV UBM, in Fig.5(c), Ni-Sn IMC and V-Sn mixed layers are separated. This shows that the Ni is consumed from NiV layer by IMC growth, but V remained its original position though Sn atoms reach the V rich interface. In summary, there was no extensive Sn or Cu diffusion into Al side through the all three barrier layers after 1000 hours aging at 150 o C. (a) Cr/CrCu/Cu UBM with Sn/3.5Ag (b) NiV/Cu UBM with Sn/3.5Ag Al (c) TiW/NiV UBM with Sn/3.5Ag Fig.5 AES Depth Profiles of SnAg bumps after 1 min reflow followed by 1000 hours aging at 150 o C

5 III-3. Thermo-Electromigration Behavior After flip-chip bonding and underfilling, the initial bump resistacne of interconnect measured by 4-point Kelvin method was about 1 ~ 3 mω. The TiW/NiV UBM shows higher resistance than other three UBMs repeatedly and the reason is not cleared at this point. Therefore, the thermoelectromigration test results of other three UBMs are shown in this paper. The accerlerated DC current stressing was performed on 120 o C hot plate. The topside chip temperature was increased rapidly upto 145 o C within 60 sec after test starting and maintained between 135 o C and 145 o C. A. Pb/63Sn solder bumps The monitored resistance changes of Pb/63Sn solder bumps on three UBMs are shown in Fig.6. The TiW/Cu/ep.Cu UBM has the longest lifetime, and NiV/Cu and Cr/Cr-Cu/Cu UBMs are following. From the crosssectional images after failure, shown in Fig.7, only the NiV/Cu UBM shows UBM/solder interface failure. So, the other two UBMs failure times are not related to UBM but to Pb/63Sn solder. In these two UBMs, solder loss and the crack-like void accumulation at cathode and are the main failure cause. In most cases, the metallic ion motion is in the same direction with the elctron current flow [16,17]. Pb has been reported as a main electromigration species [18,19]. Obviously, Pb is accumulated at anode and Sn is at cathode in return. In the case of upward electron flow, substrate to chip, the large darker regions are observed inside solder as shown in Fig. (e) and (h). It was detected as Ni-Sn phase that contains 6 ~16 at. % Ni in Sn. This result delineates that Ni is diffused from electroless Ni in substrate metallurgy. Resistance (Ω) Pb/63Sn Solder Cr/CrCu/Cu NiV/Cu TiW/Cu/ep.Cu Time (hours) Fig.6 The resistance change vs time for Pb/63Sn solder bumps on three different UBMs. (J = A/cm 2, T 140 o C) Neighboring bump Upward e - flow Downward e - flow TiW/Cu/ep.Cu Cr/CrCu/Cu NiV/Cu Fig.7 Cross-sectional images of Pb/63Sn bumps after thermo-electromigration failure. The neighboring bumps experienced the same heat profile of tested bumps but with no current stressing. ( 200 ~ 400µm distance from tested bumps)

![Sn/Ag(/Cu) solder bumps Lee et al. reported Sn/3.8Ag/0.7Cu Sn-rich solder is less influenced by electromigration than PbSn solder [18].](/docs-images/77/75335211/images/6-1.jpg "In this study, Sn/Ag(/Cu) Sn-rich Pb-free solder shows longer life time than Pb/63Sn solder except the Cr/CrCu/Cu UBM. From the cross-sectional images of failed bumps in Fig.")


6 The IMC layer is thicker at anode and thinner at cathod. Chen et al [19] also reported the same issue and the enhanced atomic movement due to electron flow can explain this IMC thickness dissimilarity at both electrodes. B. Sn/Ag(/Cu) solder bumps Lee et al. reported Sn/3.8Ag/0.7Cu Sn-rich solder is less influenced by electromigration than PbSn solder [18]. In this study, Sn/Ag(/Cu) Sn-rich Pb-free solder shows longer life time than Pb/63Sn solder except the Cr/CrCu/Cu UBM. From the cross-sectional images of failed bumps in Fig. 9, it is found that the failure is always originated from cathode UBM area. The failure is induced by solder depletion and void accumulation at cathode side. When electrons flow from substrate to chip, the Ni from electroless Ni layer is dissolved into solder and forms very large Ni-Cu-Sn phase, 5~11 at.% Cu and 30~36 at.% Ni, in the middle of solder bumps. The Ni-Sn phase that contains 9~16 at.% Ni was also observed inside the bumps. It is very interesting that Ni has been detected in the middle and even at the top side of the Sn/3.5Ag solder bump, because the substrate side electroless Ni is the only source to supply Ni atoms to solder in the Cr/CrCu/Cu and the TiW/Cu/ep.Cu UBMs. Resistance (Ω) Sn/3.5Ag Solder Cr/CrCu/Cu NiV/Cu TiW/Cu/ep.Cu Time (hours) Fig.8 The resistance change vs time for Sn/3.5Ag solder bumps on three different UBMs. ( J = A/cm 2, T 140 o C) Neighboring bump Upward flow Downward flow TiW/Cu/ep.Cu Cr/CrCu/Cu NiV/Cu Fig.9 Cross-sectional images of Sn/3.5Ag bumps after thermo-electromigration failure IV. Discussion IV-1. Cu dissolution into Sn/Ag solder bump Cu addition to Sn-rich Pb-free solder has been reported to improve resistance to creep and fatigue, and increase interfacial stability [21,22]. Sn/Ag/Cu ternary alloy is, therefore, well accepted as a Pb-free bumping material. On the same ground, there have been several attempts to realize similar ternary composition in bumping process applying electroplating method. But, some problems have yet to be solved, for example, alloy composition control of both 1 wt% Cu and 3.5 wt % Ag, strict bath control, and long term bath stability.

7 We have found that Sn/Ag alloy electroplating on the Cu containing UBM is an effective way to achieve Sn/Ag/Cu alloy composition for fine pitch application. During assembly process, small sized solder bumps absorb Cu from UBM and compose Sn/Ag/Cu alloys. As shown in Table II, Cu composition in top side of Sn/Ag bumps was about 2 ~ 3 wt. % after reflow on the Cu containing UBMs. It is remarkable that composition of bumps can be determined only after the whole assembly process bumping reflow, flip-chip bonding reflow, underfill process, and following assemblies - has been finished. That s because the elements, used in chip side UBM or board finish material such as Au, Cu, Ni or Ag, easily diffuse into the solder and then change the composition during the assembly process. In order to secure good solder property, we need to adjust a reflow condition properly so that we can control the amount of Cu consumption from UBM and then Cu content in the solder. It should be noticed that extreme Cu depletion causes interface weakness and reliability troubles. Table. II EDX analysis result of Cu or Ni contents in topside Sn/Ag bumps ( unit: wt. %, 25 X 25 µm area analysis, 5 analyses per each condition) 1 min reflow 20 min reflow 1 min reflow hours aging TiW/Cu/ep.Cu Cu 2.19 Cu 2.60 Cu 1.45 Cr/Cr-Cu/Cu Cu 2.10 Cu 2.96 Cu 1.72 NiV/Cu Cu 1.74 Cu 2.29 Cu 1.51 TiW/NiV Ni 1.26 Ni 3.71 Ni 0.87 IV-2. No large Ag 3 Sn IMC Jang et al.[21,23] reported large rod shaped Ag 3 Sn IMC is precipitated in Sn/Ag and Sn/Ag/Cu solder bumps on electroplated Cu and electroless Ni UBMs. However, in this study nothing but fine Ag 3 Sn IMC particles were observed in aged samples. Similarly, other intensive interfacial studies on Sn/Ag solder and Cu couples did not report the growth of large rod shape Ag 3 Sn IMC [2,24,25]. We propose that this controversy should be related to the composition of the solders and the cooling rate. The equilibrium Sn-Ag binary diagram represents that Ag 3 Sn IMC phase would be stable with liquid-state solder only in case of off-composition toward Ag. Large Ag 3 Sn IMCs might be formed only in liquid-state solder environment because it is very difficult for such a big rod shape phase to grow in solid-state. In ternary case, according to Zeng s thermodynamic assessment mehtod [26], Sn/3.5Ag liquid solder is stable only with Cu 6 Sn 5 IMC and not with Ag 3 Sn on Cu or Ni UBM at the reflow temperature, 250 o C as delineated in Fig10(a) and(c). Fig.10 (b) and (d) represents that solid Sn/3.5Ag solder is stable with both Cu 6 Sn 5 and Ag 3 Sn at 150 o C, where means only fine Ag 3 Sn IMCs may form because they would grow very slowly in the solid-state solders. The experimental result from Suganuma et al., which compared the microstructures of Sn/Ag solders with 1.0, 2.0, 3.5, and 4.0 wt.%ag composition [27], also shows that large Ag 3 Sn phase formed only in the 4.0 wt. % Ag composition that is off-eutectic composition toward Ag. Even for the solders with excess Ag, Ag 3 Sn IMCs might not grow into the large under fast cooling condition [28]. Because under fast cooling condition, solders go through 2- phase region of Ag 3 Sn and liquid solder shortly. Therefore, in order to utilize Sn/Ag or Sn/Ag/Cu system, it is very critical to keep Ag content in the solder low and the cooling rate high enough. Fig.10 Calculated isothermal sections (a) Sn-Ag-Cu equilibrium ternary diagram at 250 o C, (b) Sn-Ag-Cu at 150 o C, (c) Sn-Ag-Ni at 250 o C, (d) Sn-Ag-Ni at 150 o C IV-3. Thermo-electromigration Behavior The electromigration, current-induced atomic diffusion, in solder is more complicate and hazardous than in Al or Cu line in VLSI application that have been long studied, because solders are mainly composed of multi-phase regions and have higher atomic diffusivity due to their relativelty low melting points. In this study, the failures were always observed in solder or at solder/ubm interface even though the current density of substrate Cu/Ni line and chip side Al is 1 and 2 order higher than that of solder, respectively. We have found the atoms, exactly metallic ions, move in the same direction as the electron current flow. It means the momentum transfer, so-called wind force, is more important than the direct force, the result of a net charge of the ion. This atomic movement in one direction causes solder depletion and void formation at cathode. The atomic movement of Pb/63Sn due to electromigration is found to be faster than that of Sn/Ag(/Cu) as reported elsewhere [18]. In eutectic Pb/63Sn solder, it is still in a debate, Pb is considered to be a dominant diffusing species under current stressing, because Pb is accumulated at cathode and the calculated effective charge number of eutectic Pb/Sn solder is similar to that of pure Pb rather than Sn [19]. Pb- Free Sn/Ag(/Cu) solder showed longer lifetime than Pb/63Sn solder except the Cr/CrCu/Cu UBM. The accumulation of
8 voids at the interface between UBM and solder is the origin of the failure and it appeared earlier in thinner UBMs. One plausible explanation is that the atomic flux from cathode UBM is limited, which may accelerate the void accumulation at cathode. In the IMC growth study of Cr/Cr-Cu/Cu UBM, we have ovserved that the Cu-Sn IMC is spalled from the interface just after 1 min reflow with Sn/3.5Ag and only thin Cr-Sn mixed layer is remained. So, the remained Cr-Sn layer can be diffused into solder without IMC layer presence and this may cause early stage failure. From the electromigration resistance viewpoint, Sn-rich Pb-free solder is favorable than Pb/63Sn, but it consumes more UBM layer during processing. A further study on the effect of different metal layers on solder electromigration is needed. One noticeable thing is that the electroless Ni layer showed very high diffusivity. V. Summary and Conclusion Pb-free Sn/3.5Ag alloy electroplating was successfully adapted to flip-chip bumping process using 4 different UBM systems on 6-inch wafer. The plated Sn/Ag binary alloy becomes Sn/Ag/Cu after reflow process on Cu containing UBM. In UBM structures, if the final solder wettable Cu or Ni layer is thin (about 8000 Å), and its underneath layer is non solder wettable layer such as Cr or TiW, the Cu-Sn or Ni-Sn IMCs spalls-off from the interface after long reflow times. This IMC spalling occurs in an earlier stage of reflow in Sn/3.5Ag than it does in Pb/63Sn solder bump. Large rod-shaped Ag 3 Sn IMC phases were not observed in the Sn/3.5Ag bumps. Large Ag 3 Sn IMC formation is observed only in solder that has excessive Ag and slow cooling rate. The Ag composition control is very important for Ag containing Pb-free solder interconnects. TiW, Cr and NiV layer in 4 UBMs successfully serve as diffusion barriers even after 1000 hours aging at 150 o C with Sn/3.5Ag. In thermo-electromigration test, metal atoms move in the same direction as the electron current flows and the subsequent void accumulation at cathode UBM induces failures. Electromigration is faster in eutectic Pb/63Sn than in Sn/Ag(/Cu). Acknowledgments The authors would like to express sincere appreciations to Herbert Reichl (Fraunhofer IZM) for the support of KAIST- Fraunhofer IZM co-work program. Special thanks to Hans Auer and Heinz Gloor (Unaxis Balzers) for the UBM depostion and to J.H.Lee (Daeduck Electronics) for providing test substrates. They also thank to J.H.Kim and H. Ezawa (Toshiba) for helpful technical advising. This work was supported by Center for Electronic Packaging Materials of Korea Science and Engineering Foundation. References [1] M.Abtew, G.Selvaduray, Materials Science and Engineering- R, 27, 95, [2] W. K. Choi, H. M. Lee, J. Electronic Materials, 29, 10, 1207, 2000 [3] S.-Y. Jang, J.Wolf, O.Ehrmann, H.Gloor, H.Reichl, K.-W. Paik, Proc. Electronic Components and Technology Conference, Orlando, 2001 [4] K.-F.Becker, J.S.Semmes, F.Ansorge, R.Aschenbrenner, H.Reichl, Acoustic Micro Imagin Symposium, Anaheim, 1998 [5] W.-S.Kwon, K-W.Paik, Proc. Electronic Components and Technology Conference, San Diego, 2002 [6] R.J.Fields, S.R.Low III and G.K.Lucey, The Metal Science of Joining, 165 (1992) [7] S.-Y. Jang, J. Wolf, O. Ehrmann, H. Gloor, H. Reichl, K.- W.Paik, IEEE Transactions on Components and Packaging Technologies, not published [8] D. R. Lide, Handbook of Chemistry and Physics, 72nd ed., (CRC Press, 1992), pp [9] R.J.Fields, S.R.Low III and G.K.Lucey, The Metal Science of Joining, 165 (1992) [10] R.J.K.Wassink, Soldering in Electronics, 2nd ed. (Electrochemical Publication Ltd. Ayr, Scotland,1989) pp.103 [11] P.Elenius, J.Leal, J.Ney, D.Stepniak, S.Yeh, Proc. Electronic Components and Technology Conference, 1999 [12] C. Y. Liu, K. N. Tu et al., J. Appl. Phys., 87, 2, 750, 2000 [13] W. K. Choi, S-Y. Jang, J. H. Kim, K.-W. Paik, H. M. Lee, J.Materials Research, not published [14] G. Ghosh, Acta mater., 49, 2609 (2001) [15] K.Zeng, V.Vuorinen, J.K.Kivilahti, Proc. Electronic Components and Technology Conference, Orlando, 2001 [16] A. Christou, Electromigraion & Electronic Device Degradation, John Wiley & Sons, Inc., (New York, 1994), pp.324. [17] J.P.Dekker, P.Gumbsch, E.Arzt, A.Lodder, Physical Review B, 59, 11, 1999 [18] T.Y.Lee, K.N.Tu, D.R.Frear, J. Appl. Phys., 90, 9, 4502, 2001 [19] Q.T.Huynh et. al, J. Appl. Phys. 89, 8, 4332, [20] C.-M.Chen, C.-W.Chne, J. Appl. Phys. 90, 3, [21] J.W.Jang, D.R.Frear, T.Y.Lee, K.N.Tu, J. Appl. Phys. 88, 11, 6359, [22] I. Shonhji, F. Mori, K. Kobarashi, Materials Transactions - JIM, 42, 5, 790, [23] D.R. Frear, J.W.Jang, J.K.Lin, C.Zhang, JOM, June 28, [24] S.K.Kang, R.S.Rai, S.Purushothaman, J. Electronic Materials, 25, 7, 1113, [25] S.-W.Chen, Y.-W.Yen, J. Electronic Materials, 28, 11, [26] K.Zeng, J.K.Kivilahti, J. Electronic Materials, 30, 1, [27] K. Suganuma, H.-H. Huh, et. al., Materials Transactions- JIM, 42, 2, 286, [28] W.Yang, R.W.Messler, et al. J.Electronic Materials, 23, 8, 1994.
Lead-Free Solder Bump Technologies for Flip-Chip Packaging Applications
 Lead-Free Solder Bump Technologies for Flip-Chip Packaging Applications Zaheed S. Karim 1 and Jim Martin 2 1 Advanced Interconnect Technology Ltd. 1901 Sunley Centre, 9 Wing Yin Street, Tsuen Wan, Hong
Lead-Free Solder Bump Technologies for Flip-Chip Packaging Applications Zaheed S. Karim 1 and Jim Martin 2 1 Advanced Interconnect Technology Ltd. 1901 Sunley Centre, 9 Wing Yin Street, Tsuen Wan, Hong
Electromigration failure mechanisms for SnAg3.5 solder bumps on Ti/Cr-Cu/Cu and Ni P /Au metallization pads
 JOURNAL OF APPLIED PHYSICS VOLUME 96, NUMBER 8 15 OCTOBER 2004 Electromigration failure mechanisms for SnAg3.5 solder bumps on Ti/Cr-Cu/Cu and Ni P /Au metallization pads T. L. Shao, Y. H. Chen, S. H.
JOURNAL OF APPLIED PHYSICS VOLUME 96, NUMBER 8 15 OCTOBER 2004 Electromigration failure mechanisms for SnAg3.5 solder bumps on Ti/Cr-Cu/Cu and Ni P /Au metallization pads T. L. Shao, Y. H. Chen, S. H.
Dissolution of electroless Ni metallization by lead-free solder alloys
 Journal of Alloys and Compounds 388 (2005) 75 82 Dissolution of electroless Ni metallization by lead-free solder alloys Ahmed Sharif, Y.C. Chan, M.N. Islam, M.J. Rizvi Department of Electronic Engineering,
Journal of Alloys and Compounds 388 (2005) 75 82 Dissolution of electroless Ni metallization by lead-free solder alloys Ahmed Sharif, Y.C. Chan, M.N. Islam, M.J. Rizvi Department of Electronic Engineering,
Flip chip bumping technology Status and update
 Nuclear Instruments and Methods in Physics Research A 565 (2006) 290 295 www.elsevier.com/locate/nima Flip chip bumping technology Status and update M. Juergen Wolf, Gunter Engelmann, Lothar Dietrich,
Nuclear Instruments and Methods in Physics Research A 565 (2006) 290 295 www.elsevier.com/locate/nima Flip chip bumping technology Status and update M. Juergen Wolf, Gunter Engelmann, Lothar Dietrich,
The Effect of Cu and Ni on the Structure and Properties of the IMC Formed by the Reaction of Liquid Sn-Cu Based Solders with Cu Substrate
 WDS'08 Proceedings of Contributed Papers, Part III, 220 224, 2008. ISBN 978-80-7378-067-8 MATFYZPRESS The Effect of Cu and Ni on the Structure and Properties of the IMC Formed by the Reaction of Liquid
WDS'08 Proceedings of Contributed Papers, Part III, 220 224, 2008. ISBN 978-80-7378-067-8 MATFYZPRESS The Effect of Cu and Ni on the Structure and Properties of the IMC Formed by the Reaction of Liquid
Controlling the Microstructures from the Gold-Tin Reaction
 Controlling the Microstructures from the Gold-Tin Reaction J. Y. Tsai, C. W. Chang, Y. C. Shieh, Y. C. Hu, and C. R. Kao* Department of Chemical & Materials Engineering National Central University Chungli
Controlling the Microstructures from the Gold-Tin Reaction J. Y. Tsai, C. W. Chang, Y. C. Shieh, Y. C. Hu, and C. R. Kao* Department of Chemical & Materials Engineering National Central University Chungli
Kyoung-Soon Bok, Woo-Suk Choi, and Chul-Lae Cho Samsung Techwin co., LTD. 14 Nongseo-Ri, Kiheung-Eub, Youngin-Si, Kyoungki-Do, , Korea
 Studies on Ni-Sn Intermetallic Compound and P-rich Ni Layer at the ckel UBM - Solder Interface and Their Effects on Flip Chip Solder Joint Reliability Young-Doo Jeon and Kyung-Wook Paik Micro-Electronic
Studies on Ni-Sn Intermetallic Compound and P-rich Ni Layer at the ckel UBM - Solder Interface and Their Effects on Flip Chip Solder Joint Reliability Young-Doo Jeon and Kyung-Wook Paik Micro-Electronic
Influence of Thermal Cycling on the Microstructure and Shear Strength of Sn3.5Ag0.75Cu and Sn63Pb37 Solder Joints on Au/Ni Metallization
 68 J. Mater. Sci. Technol., Vol.23 No.1, 2007 Influence of Thermal Cycling on the Microstructure and Shear Strength of Sn3.5Ag0.75Cu and Sn63Pb37 Solder Joints on Au/Ni Metallization Hongtao CHEN 1,2),
68 J. Mater. Sci. Technol., Vol.23 No.1, 2007 Influence of Thermal Cycling on the Microstructure and Shear Strength of Sn3.5Ag0.75Cu and Sn63Pb37 Solder Joints on Au/Ni Metallization Hongtao CHEN 1,2),
Study of the Interface Microstructure of Sn-Ag-Cu Lead-Free Solders and the Effect of Solder Volume on Intermetallic Layer Formation.
 Study of the Interface Microstructure of Sn-Ag-Cu Lead-Free Solders and the Effect of Solder Volume on Intermetallic Layer Formation. B. Salam +, N. N. Ekere, D. Rajkumar Electronics Manufacturing Engineering
Study of the Interface Microstructure of Sn-Ag-Cu Lead-Free Solders and the Effect of Solder Volume on Intermetallic Layer Formation. B. Salam +, N. N. Ekere, D. Rajkumar Electronics Manufacturing Engineering
Electromigration Behavior of through-si-via (TSV) Interconnect for 3-D Flip Chip Packaging
 Interconnect for 3-D Flip Chip Packaging") Materials Transactions, Vol. 51, No. 5 (2010) pp. 1020 to 1027 #2010 The Japan Institute of Metals EXPRESS REGULAR ARTICLE Electromigration Behavior of through-si-via (TSV) Interconnect for 3-D Flip Chip
Materials Transactions, Vol. 51, No. 5 (2010) pp. 1020 to 1027 #2010 The Japan Institute of Metals EXPRESS REGULAR ARTICLE Electromigration Behavior of through-si-via (TSV) Interconnect for 3-D Flip Chip
Aging Treatment Characteristics of Shear Strength in Micro Solder Bump
 Materials Transactions, Vol. 43, No. 2 (22) pp. 3234 to 3238 c 22 The Japan Institute of Metals Aging Treatment Characteristics of Shear Strength in Micro Solder Bump Chong-Hee Yu, Kyung-Seob Kim 2, Yong-Bin
Materials Transactions, Vol. 43, No. 2 (22) pp. 3234 to 3238 c 22 The Japan Institute of Metals Aging Treatment Characteristics of Shear Strength in Micro Solder Bump Chong-Hee Yu, Kyung-Seob Kim 2, Yong-Bin
WF6317. A superactive low-volatile/high heat-resistant water-soluble flux for ball soldering
 WF637 A superactive low-volatile/high heat-resistant water-soluble flux for ball soldering Low viscosity and high tacking power stabilize ball holding force and ensures excellent solder wettability Easy
WF637 A superactive low-volatile/high heat-resistant water-soluble flux for ball soldering Low viscosity and high tacking power stabilize ball holding force and ensures excellent solder wettability Easy
Atmosphere Effect on Soldering of Flip Chip Assemblies. C. C. Dong Air Products and Chemicals, Inc. U.S.A.
 Atmosphere Effect on Soldering of Flip Chip Assemblies C. C. Dong Air Products and Chemicals, Inc. U.S.A. Atmosphere Effect on Soldering of Flip Chip Assemblies Abstract An experimental study was conducted
Atmosphere Effect on Soldering of Flip Chip Assemblies C. C. Dong Air Products and Chemicals, Inc. U.S.A. Atmosphere Effect on Soldering of Flip Chip Assemblies Abstract An experimental study was conducted
Anisotropic Conductive Adhesives with Enhanced Thermal Conductivity for Flip Chip Applications
 Anisotropic Conductive Adhesives with Enhanced Thermal Conductivity for Flip Chip Applications Myung-Jin Yim, Jin-Sang Hwang and Jin-Gu Kim ACA/F Dept., Telephus, Inc. 25-11, Jang-dong, Yusong-gu, Taejon
Anisotropic Conductive Adhesives with Enhanced Thermal Conductivity for Flip Chip Applications Myung-Jin Yim, Jin-Sang Hwang and Jin-Gu Kim ACA/F Dept., Telephus, Inc. 25-11, Jang-dong, Yusong-gu, Taejon
Advanced Analytical Techniques for Semiconductor Assembly Materials and Processes. Jason Chou and Sze Pei Lim Indium Corporation
 Advanced Analytical Techniques for Semiconductor Assembly Materials and Processes Jason Chou and Sze Pei Lim Indium Corporation Agenda Company introduction Semiconductor assembly roadmap challenges Fine
Advanced Analytical Techniques for Semiconductor Assembly Materials and Processes Jason Chou and Sze Pei Lim Indium Corporation Agenda Company introduction Semiconductor assembly roadmap challenges Fine
The Morphology Evolution and Voiding of Solder Joints on QFN Central Pads with a Ni/Au Finish
 The Morphology Evolution and Voiding of Solder Joints on QFN Central Pads with a Ni/Au Finish Julie Silk 1, Jianbiao Pan 2, Mike Powers 1 1 Agilent Technologies, 1400 Fountaingrove Parkway, Santa Rosa,
The Morphology Evolution and Voiding of Solder Joints on QFN Central Pads with a Ni/Au Finish Julie Silk 1, Jianbiao Pan 2, Mike Powers 1 1 Agilent Technologies, 1400 Fountaingrove Parkway, Santa Rosa,
Ultra Fine Pitch Bumping Using e-ni/au and Sn Lift-Off Processes
 Ultra Fine Pitch Bumping Using e-ni/au and Sn Lift-Off Processes Andrew Strandjord, Thorsten Teutsch, and Jing Li Pac Tech USA Packaging Technologies, Inc. Santa Clara, CA USA 95050 Thomas Oppert, and
Ultra Fine Pitch Bumping Using e-ni/au and Sn Lift-Off Processes Andrew Strandjord, Thorsten Teutsch, and Jing Li Pac Tech USA Packaging Technologies, Inc. Santa Clara, CA USA 95050 Thomas Oppert, and
IBM Research Report. Yoon-Chul Sohn, Jin Yu KAIST 373-1, Guseong-Dong, Yuseong-Gu Daejeon Korea
 RC23513 (W0502-039) February 4, 2005 Materials Science IBM Research Report Effect of Intermetallics Spalling on the Mechanical Behavior of Electroless Ni(P)/Pb-free Solder Interconnection Yoon-Chul Sohn,
RC23513 (W0502-039) February 4, 2005 Materials Science IBM Research Report Effect of Intermetallics Spalling on the Mechanical Behavior of Electroless Ni(P)/Pb-free Solder Interconnection Yoon-Chul Sohn,
Reflow Profiling: Time a bove Liquidus
 Reflow Profiling: Time a bove Liquidus AIM/David Suraski Despite much research and discussion on the subject of reflow profiling, many questions and a good deal of confusion still exist. What is clear
Reflow Profiling: Time a bove Liquidus AIM/David Suraski Despite much research and discussion on the subject of reflow profiling, many questions and a good deal of confusion still exist. What is clear
Effects of Pd Addition on Au Stud Bumps/Al Pads Interfacial Reactions and Bond Reliability
 Journal of ELECTRONIC MATERIALS, Vol. 33, No. 10, 2004 Special Issue Paper Effects of Pd Addition on Au Stud Bumps/Al Pads Interfacial Reactions and Bond Reliability HYOUNG-JOON KIM, 1,3 JONG-SOO CHO,
Journal of ELECTRONIC MATERIALS, Vol. 33, No. 10, 2004 Special Issue Paper Effects of Pd Addition on Au Stud Bumps/Al Pads Interfacial Reactions and Bond Reliability HYOUNG-JOON KIM, 1,3 JONG-SOO CHO,
Ag Plating and Its Impact on Void-Free Ag/Sn Bumping
 Ag Plating and Its Impact on Void-Free Ag/Sn Bumping Hirokazu Ezawa, Kazuhito Higuchi, Msaharu Seto, Takashi Togasaki, Sachiko Takeda* and Rei Kiumi* Toshiba Corporation Semiconductor Company Advanced
Ag Plating and Its Impact on Void-Free Ag/Sn Bumping Hirokazu Ezawa, Kazuhito Higuchi, Msaharu Seto, Takashi Togasaki, Sachiko Takeda* and Rei Kiumi* Toshiba Corporation Semiconductor Company Advanced
Reliability Evaluation of CIF (chip-in-flex) and COF (chip-on-flex) packages
 and COF (chip-on-flex) packages") Reliability Evaluation of CIF (chip-in-flex) and COF (chip-on-flex) packages Jae-Won Jang* a, Kyoung-Lim Suk b, Kyung-Wook Paik b, and Soon-Bok Lee a a Dept. of Mechanical Engineering, KAIST, 335 Gwahangno
Reliability Evaluation of CIF (chip-in-flex) and COF (chip-on-flex) packages Jae-Won Jang* a, Kyoung-Lim Suk b, Kyung-Wook Paik b, and Soon-Bok Lee a a Dept. of Mechanical Engineering, KAIST, 335 Gwahangno
Copyright 2008 Year IEEE. Reprinted from IEEE ECTC May 2008, Florida USA.. This material is posted here with permission of the IEEE.
 Copyright 2008 Year IEEE. Reprinted from IEEE ECTC 2008. 27-30 May 2008, Florida USA.. This material is posted here with permission of the IEEE. Such permission of the IEEE does not in any way imply IEEE
Copyright 2008 Year IEEE. Reprinted from IEEE ECTC 2008. 27-30 May 2008, Florida USA.. This material is posted here with permission of the IEEE. Such permission of the IEEE does not in any way imply IEEE
Comparative Study of NiNiP Leadframes from Different Processes
 Comparative Study of NiNiP Leadframes from Different Processes Wu-Hu Li *1, Jeffrey Khai Huat Low 1, Harry Sax 2, Raymond Solis Cabral 1, Esperidion De Castro Salazar 1, Pauline Min Wee Low 1 1 Infineon
Comparative Study of NiNiP Leadframes from Different Processes Wu-Hu Li *1, Jeffrey Khai Huat Low 1, Harry Sax 2, Raymond Solis Cabral 1, Esperidion De Castro Salazar 1, Pauline Min Wee Low 1 1 Infineon
Manufacturing and Reliability Modelling
 Manufacturing and Reliability Modelling Silicon Chip C Bailey University of Greenwich London, England Printed Circuit Board Airflow Temperature Stress at end of Reflow Stress Product Performance in-service
Manufacturing and Reliability Modelling Silicon Chip C Bailey University of Greenwich London, England Printed Circuit Board Airflow Temperature Stress at end of Reflow Stress Product Performance in-service
Composition/wt% Bal SA2 (SABI) Bal SA3 (SABI + Cu) Bal
 Bal SA3 (SABI + Cu) Bal") Improving Thermal Cycle and Mechanical Drop Impact Resistance of a Lead-free Tin-Silver-Bismuth-Indium Solder Alloy with Minor Doping of Copper Additive Takehiro Wada 1, Seiji Tsuchiya 1, Shantanu Joshi
Improving Thermal Cycle and Mechanical Drop Impact Resistance of a Lead-free Tin-Silver-Bismuth-Indium Solder Alloy with Minor Doping of Copper Additive Takehiro Wada 1, Seiji Tsuchiya 1, Shantanu Joshi
Thermo-Mechanical FEM Analysis of Lead Free and Lead Containing Solder for Flip Chip Applications
 Thermo-Mechanical FEM Analysis of Lead Free and Lead Containing Solder for Flip Chip Applications M. Gonzalez 1, B. Vandevelde 1, Jan Vanfleteren 2 and D. Manessis 3 1 IMEC, Kapeldreef 75, 3001, Leuven,
Thermo-Mechanical FEM Analysis of Lead Free and Lead Containing Solder for Flip Chip Applications M. Gonzalez 1, B. Vandevelde 1, Jan Vanfleteren 2 and D. Manessis 3 1 IMEC, Kapeldreef 75, 3001, Leuven,
Copyright 2009 Year IEEE. Reprinted from 2009 Electronic Components and Technology Conference. Such permission of the IEEE does not in any way imply
 Copyright 2009 Year IEEE. Reprinted from 2009 Electronic Components and Technology Conference. Such permission of the IEEE does not in any way imply IEEE endorsement of any of Institute of Microelectronics
Copyright 2009 Year IEEE. Reprinted from 2009 Electronic Components and Technology Conference. Such permission of the IEEE does not in any way imply IEEE endorsement of any of Institute of Microelectronics
Interface Reaction Between Electroless Ni Sn P Metallization and Lead-Free Sn 3.5Ag Solder with Suppressed Ni 3 P Formation
 Journal of ELECTRONIC MATERIALS, Vol. 43, No. 11, 2014 DOI: 10.1007/s11664-014-3306-z Ó 2014 The Minerals, Metals & Materials Society Interface Reaction Between Electroless Ni Sn P Metallization and Lead-Free
Journal of ELECTRONIC MATERIALS, Vol. 43, No. 11, 2014 DOI: 10.1007/s11664-014-3306-z Ó 2014 The Minerals, Metals & Materials Society Interface Reaction Between Electroless Ni Sn P Metallization and Lead-Free
Development of an Low Cost Wafer Level Flip Chip Assembly Process for High Brightness LEDs Using the AuSn Metallurgy
 Development of an Low Cost Wafer Level Flip Chip Assembly Process for High Brightness LEDs Using the AuSn Metallurgy Gordon Elger, Rafael Jordan, Maria v. Suchodoletz and Hermann Oppermann Fraunhofer Institute
Development of an Low Cost Wafer Level Flip Chip Assembly Process for High Brightness LEDs Using the AuSn Metallurgy Gordon Elger, Rafael Jordan, Maria v. Suchodoletz and Hermann Oppermann Fraunhofer Institute
INTERFLUX ELECTRONICS NV
 Reflow soldering temperature profiling Min : 30sec Max : 120sec Max : +4 C/sec Max : 250 C Min : 230 C Min: +0,5 C/sec Min : +1 C/sec Max : +3 C/sec Max : +1 C/sec Max : -6 C/sec Min : -2 C/sec Min : +1
Reflow soldering temperature profiling Min : 30sec Max : 120sec Max : +4 C/sec Max : 250 C Min : 230 C Min: +0,5 C/sec Min : +1 C/sec Max : +3 C/sec Max : +1 C/sec Max : -6 C/sec Min : -2 C/sec Min : +1
Balver Zinn Josef Jost GmbH & Co. KG SN100C : Micro alloyed lead free solder The Nickel effects
 Paolo Corviseri / Balver Zinn Techn. Department Certified IPC-A-610 Trainer (CIT) Paolo.corviseri@balverzinn.com Phone: +49 2375 1 915150 Mobil: +49 170 6379549 Balver Zinn Josef Jost GmbH & Co. KG SN100C
Paolo Corviseri / Balver Zinn Techn. Department Certified IPC-A-610 Trainer (CIT) Paolo.corviseri@balverzinn.com Phone: +49 2375 1 915150 Mobil: +49 170 6379549 Balver Zinn Josef Jost GmbH & Co. KG SN100C
Failure Modes of Flip Chip Solder Joints Under High Electric Current Density
 C. Basaran e-mail: cjb@buffalo.edu H. Ye D. C. Hopkins Electronic Packaging Laboratory, University at Buffalo, SUNY, Buffalo, New York D. Frear J. K. Lin Freescale semiconductor Inc., Tempe, Arizona Failure
C. Basaran e-mail: cjb@buffalo.edu H. Ye D. C. Hopkins Electronic Packaging Laboratory, University at Buffalo, SUNY, Buffalo, New York D. Frear J. K. Lin Freescale semiconductor Inc., Tempe, Arizona Failure
Jeong et al.: Effect of the Formation of the Intermetallic Compounds (1/7)
") Jeong et al.: Effect of the Formation of the Intermetallic Compounds (1/7) Effect of the Formation of the Intermetallic Compounds between a Tin Bump and an Electroplated Copper Thin Film on both the Mechanical
Jeong et al.: Effect of the Formation of the Intermetallic Compounds (1/7) Effect of the Formation of the Intermetallic Compounds between a Tin Bump and an Electroplated Copper Thin Film on both the Mechanical
SN100C Technical Guide
 SN100C Technical Guide INTRODUCTION SN100C is a lead-free tin/copper//germanium alloy. It has been in use since about the year 2000. Since then SN100C has become a world leading alloy in wave and selective
SN100C Technical Guide INTRODUCTION SN100C is a lead-free tin/copper//germanium alloy. It has been in use since about the year 2000. Since then SN100C has become a world leading alloy in wave and selective
HBLED packaging is becoming one of the new, high
 Ag plating in HBLED packaging improves reflectivity and lowers costs JONATHAN HARRIS, President, CMC Laboratories, Inc., Tempe, AZ Various types of Ag plating technology along with the advantages and limitations
Ag plating in HBLED packaging improves reflectivity and lowers costs JONATHAN HARRIS, President, CMC Laboratories, Inc., Tempe, AZ Various types of Ag plating technology along with the advantages and limitations
Interfacial Reactions between Ni-Zn Alloy Films and Lead-free Solders
 Interfacial Reactions between -Zn Alloy Films and Lead-free Solders Pay Ying Chia 1, A.S.M.A. Haseeb 2 University of Malaya Department of Mechanical Engineering, University of Malaya, 50603, Kuala Lumpur,
Interfacial Reactions between -Zn Alloy Films and Lead-free Solders Pay Ying Chia 1, A.S.M.A. Haseeb 2 University of Malaya Department of Mechanical Engineering, University of Malaya, 50603, Kuala Lumpur,
Correlations between IMC thickness and three factors in Sn-3Ag-0.5Cu alloy system
 Correlations between IMC thickness and three factors in Sn-3Ag-0.5Cu alloy system MENG Gong-ge( 孟工戈 ) 1, T. Takemoto 2, H. Nishikawa 2 1. College of Materials Science and Engineering, Harbin University
Correlations between IMC thickness and three factors in Sn-3Ag-0.5Cu alloy system MENG Gong-ge( 孟工戈 ) 1, T. Takemoto 2, H. Nishikawa 2 1. College of Materials Science and Engineering, Harbin University
Bi Layer Formation at the Anode Interface in Cu/Sn 58Bi/Cu Solder Joints with High Current Density
 J. Mater. Sci. Technol., 2012, 28(1), 46 52. Bi Layer Formation at the Anode Interface in Cu/Sn 58Bi/Cu Solder Joints with High Current Density Hongwen He 1), Haiyan Zhao 1), Fu Guo 2) and Guangchen Xu
J. Mater. Sci. Technol., 2012, 28(1), 46 52. Bi Layer Formation at the Anode Interface in Cu/Sn 58Bi/Cu Solder Joints with High Current Density Hongwen He 1), Haiyan Zhao 1), Fu Guo 2) and Guangchen Xu
IEEE TRANSACTIONS ON COMPONENTS, PACKAGING, AND MANUFACTURING TECHNOLOGY PART B, VOL. 20, NO. 1, FEBRUARY
 IEEE TRANSACTIONS ON COMPONENTS, PACKAGING, AND MANUFACTURING TECHNOLOGY PART B, VOL. 20, NO. 1, FEBRUARY 1997 87 Effect of Intermetallic Compounds on the Thermal Fatigue of Surface Mount Solder Joints
IEEE TRANSACTIONS ON COMPONENTS, PACKAGING, AND MANUFACTURING TECHNOLOGY PART B, VOL. 20, NO. 1, FEBRUARY 1997 87 Effect of Intermetallic Compounds on the Thermal Fatigue of Surface Mount Solder Joints
Faculty of Mechanical and Manufacturing Engineering, Universiti Tun Hussein Onn Malaysia, Johor, Malaysia
 ', Advanced Materials Research Vol. 845 (2014) pp 76-80 Online available since 2013/Dec/04 at www.scient$c net O (2014) Trans Tech Publications, Switzerland doi: l0.4028/www.scient~~$c. net/amr. 845.76
', Advanced Materials Research Vol. 845 (2014) pp 76-80 Online available since 2013/Dec/04 at www.scient$c net O (2014) Trans Tech Publications, Switzerland doi: l0.4028/www.scient~~$c. net/amr. 845.76
Arch. Metall. Mater. 62 (2017), 2B,
, 2B,") Arch. Metall. Mater. 62 (2017), 2B, 1143-1148 DOI: 10.1515/amm-2017-0167 JUN HO HWANG*, JONG-HYUN LEE* # TRANSIENT LIQUID PHASE BEHAVIOR OF Sn-COATED Cu PARTICLES AND CHIP BONDING USING PASTE CONTAINING
Arch. Metall. Mater. 62 (2017), 2B, 1143-1148 DOI: 10.1515/amm-2017-0167 JUN HO HWANG*, JONG-HYUN LEE* # TRANSIENT LIQUID PHASE BEHAVIOR OF Sn-COATED Cu PARTICLES AND CHIP BONDING USING PASTE CONTAINING
2015 IEEE. REPRINTED, WITH PERMISSION, FROM Next Generation Metallization Technique for IC Package Application
 2015 IEEE. REPRINTED, WITH PERMISSION, FROM Next Generation Metallization Technique for IC Package pplication Yoshiyuki Hakiri, Katsuhiro Yoshida, Shenghua Li, Makoto Kondoh, Shinjiro Hayashi The Dow Chemical
2015 IEEE. REPRINTED, WITH PERMISSION, FROM Next Generation Metallization Technique for IC Package pplication Yoshiyuki Hakiri, Katsuhiro Yoshida, Shenghua Li, Makoto Kondoh, Shinjiro Hayashi The Dow Chemical
Intermetallic Phase Growth and Reliability of Sn-Ag-Soldered Solar Cell Joints
 Vailable online at www.sciencedirect.com Energy Procedia 27 (2012 ) 664 669 SiliconPV 2012, 03-05 April 2012, Leuven, Belgium Intermetallic Phase Growth and Reliability of Sn-Ag-Soldered Solar Cell Joints
Vailable online at www.sciencedirect.com Energy Procedia 27 (2012 ) 664 669 SiliconPV 2012, 03-05 April 2012, Leuven, Belgium Intermetallic Phase Growth and Reliability of Sn-Ag-Soldered Solar Cell Joints
Effects of Lead on Tin Whisker Elimination
 Effects of Lead on Tin Whisker Elimination Wan Zhang and Felix Schwager Rohm and Haas Electronic Materials Lucerne, Switzerland inemi Tin Whisker Workshop at ECTC 0 May 30, 2006, in San Diego, CA Efforts
Effects of Lead on Tin Whisker Elimination Wan Zhang and Felix Schwager Rohm and Haas Electronic Materials Lucerne, Switzerland inemi Tin Whisker Workshop at ECTC 0 May 30, 2006, in San Diego, CA Efforts
Influence of Thermomigration on Lead-Free Solder Joint Mechanical Properties
 Mohd F. Abdulhamid Cemal Basaran 1 e-mail: cjb@buffalo.edu Electronic Packaging Laboratory, University at Buffalo, SUNY, Buffalo, NY 14260 Influence of Thermomigration on Lead-Free Solder Joint Mechanical
Mohd F. Abdulhamid Cemal Basaran 1 e-mail: cjb@buffalo.edu Electronic Packaging Laboratory, University at Buffalo, SUNY, Buffalo, NY 14260 Influence of Thermomigration on Lead-Free Solder Joint Mechanical
SCV Chapter, CPMT Society, IEEE September 14, Voids at Cu / Solder Interface and Their Effects on Solder Joint Reliability
 Voids at / Solder Interface and Their Effects on Solder Joint Reliability Zequn Mei, Mudasir Ahmad, Mason Hu, Gnyaneshwar Ramakrishna Manufacturing Technology Group Cisco Systems, Inc. Acknowledgement:
Voids at / Solder Interface and Their Effects on Solder Joint Reliability Zequn Mei, Mudasir Ahmad, Mason Hu, Gnyaneshwar Ramakrishna Manufacturing Technology Group Cisco Systems, Inc. Acknowledgement:
DEVELOPMENT OF LEAD-FREE ALLOYS WITH ULTRA-HIGH THERMO- MECHANICAL RELIABILITY
 As originally published in the SMTA Proceedings. DEVELOPMENT OF LEAD-FREE ALLOYS WITH ULTRA-HIGH THERMO- MECHANICAL RELIABILITY Pritha Choudhury, Ph.D., Morgana Ribas, Ph.D., Ranjit Pandher, Ph.D., Anil
As originally published in the SMTA Proceedings. DEVELOPMENT OF LEAD-FREE ALLOYS WITH ULTRA-HIGH THERMO- MECHANICAL RELIABILITY Pritha Choudhury, Ph.D., Morgana Ribas, Ph.D., Ranjit Pandher, Ph.D., Anil
THERMAL CYCLING RELIABILITY OF CHIP RESISTOR LEAD FREE SOLDER JOINTS
 THERMAL CYCLING RELIAILITY OF CHIP RESISTOR LEAD FREE SOLDER JOINTS Jeffrey C. Suhling, H. S. Gale, R. Wayne Johnson, M. Nokibul Islam, Tushar Shete, Pradeep Lall, Michael J. ozack, John L. Evans Center
THERMAL CYCLING RELIAILITY OF CHIP RESISTOR LEAD FREE SOLDER JOINTS Jeffrey C. Suhling, H. S. Gale, R. Wayne Johnson, M. Nokibul Islam, Tushar Shete, Pradeep Lall, Michael J. ozack, John L. Evans Center
Analysis of plating grain size effect on whisker
 Journal of Mechanical Science and Technology 23 (2009) 2885~2890 Journal of Mechanical Science and Technology www.springerlink.com/content/1738-494x DOI 10.1007/s12206-009-0720-x Analysis of plating grain
Journal of Mechanical Science and Technology 23 (2009) 2885~2890 Journal of Mechanical Science and Technology www.springerlink.com/content/1738-494x DOI 10.1007/s12206-009-0720-x Analysis of plating grain
Soldering Immersion Tin
 Soldering Immersion Tin Rick Nichols and Sandra Heinemann Atotech Deutschland GmbH Berlin, Germany Abstract The stimulating impact of the automotive industry has sharpened focus on immersion tin (i-sn)
Soldering Immersion Tin Rick Nichols and Sandra Heinemann Atotech Deutschland GmbH Berlin, Germany Abstract The stimulating impact of the automotive industry has sharpened focus on immersion tin (i-sn)
Arch. Metall. Mater. 62 (2017), 2B,
, 2B,") Arch. Metall. Mater. 62 (2017), 2B, 1225-1229 DOI: 10.1515/amm-2017-0182 S.S. KIM*, I. SON* #, K.T. KIM** EFFECT OF ELECTROLESS Ni P PLATING ON THE BONDING STRENGTH OF Bi Te-BASED THERMOELECTRIC MODULES
Arch. Metall. Mater. 62 (2017), 2B, 1225-1229 DOI: 10.1515/amm-2017-0182 S.S. KIM*, I. SON* #, K.T. KIM** EFFECT OF ELECTROLESS Ni P PLATING ON THE BONDING STRENGTH OF Bi Te-BASED THERMOELECTRIC MODULES
THIN IMMERSION TIN USING ORGANIC METALS
 THIN IMMERSION TIN USING ORGANIC METALS Jim Kenny, Nils Arendt, Bernhard Wessling, and Karl Wengenroth Enthone Inc., A Business of Cookson Electronics West Haven, CT, USA ABSTRACT With the international
THIN IMMERSION TIN USING ORGANIC METALS Jim Kenny, Nils Arendt, Bernhard Wessling, and Karl Wengenroth Enthone Inc., A Business of Cookson Electronics West Haven, CT, USA ABSTRACT With the international
The role of minor modifying additives on soldering properties of Sn-Ag-Cu green solders
 Southern Cross University epublications@scu 23rd Australasian Conference on the Mechanics of Structures and Materials 2014 The role of minor modifying additives on soldering properties of Sn-Ag-Cu green
Southern Cross University epublications@scu 23rd Australasian Conference on the Mechanics of Structures and Materials 2014 The role of minor modifying additives on soldering properties of Sn-Ag-Cu green
Copper Wire Bonding Technology and Challenges
 Copper Wire Bonding Technology and Challenges By Dr Roger Joseph Stierman Date: 21 & 22 October 2013 Venue: SHRDC, Shah Alam, Selangor *2 days training package RM 3,000 per pax [*] * includes hotel accommodation
Copper Wire Bonding Technology and Challenges By Dr Roger Joseph Stierman Date: 21 & 22 October 2013 Venue: SHRDC, Shah Alam, Selangor *2 days training package RM 3,000 per pax [*] * includes hotel accommodation
Self-Organized Interconnection Process Using Solderable ACA (Anisotropic Conductive Adhesive)
") Materials Transactions, Vol. 50, No. 7 (2009) pp. 1684 to 1689 Special Issue on New Functions and Properties of Engineering Materials Created by Designing and Processing #2009 The Japan Institute of Metals
Materials Transactions, Vol. 50, No. 7 (2009) pp. 1684 to 1689 Special Issue on New Functions and Properties of Engineering Materials Created by Designing and Processing #2009 The Japan Institute of Metals
Effects of Bi Content on Mechanical Properties and Bump Interconnection Reliability of Sn-Ag Solder Alloys
 Effects of Bi Content on Mechanical Properties and Bump Interconnection Reliability of Sn-Ag Solder Kazuki Tateyama, Hiroshi Ubukata*, Yoji Yamaoka*, Kuniaki Takahashi*, Hiroshi Yamada** and Masayuki Saito
Effects of Bi Content on Mechanical Properties and Bump Interconnection Reliability of Sn-Ag Solder Kazuki Tateyama, Hiroshi Ubukata*, Yoji Yamaoka*, Kuniaki Takahashi*, Hiroshi Yamada** and Masayuki Saito
Effects of Current Stressing on Shear Properties of Sn-3.8Ag-0.7Cu Solder Joints
 J. Mater. Sci. Technol., 2010, 26(8), 737-742. Effects of Current Stressing on Shear Properties of Sn-3.8Ag-0.7Cu Solder Joints X.J. Wang 1), Q.L. Zeng 1), Q.S. Zhu 1), Z.G. Wang 1) and J.K. Shang 1,2)
J. Mater. Sci. Technol., 2010, 26(8), 737-742. Effects of Current Stressing on Shear Properties of Sn-3.8Ag-0.7Cu Solder Joints X.J. Wang 1), Q.L. Zeng 1), Q.S. Zhu 1), Z.G. Wang 1) and J.K. Shang 1,2)
An Innovative High Throughput Thermal Compression Bonding Process
 An Innovative High Throughput Thermal Compression Bonding Process Li Ming 2 September 2015 Outline Introduction Throughput improved TCB Process Liquid Phase Contact (LPC) bonding Flux-LPC-TCB under inert
An Innovative High Throughput Thermal Compression Bonding Process Li Ming 2 September 2015 Outline Introduction Throughput improved TCB Process Liquid Phase Contact (LPC) bonding Flux-LPC-TCB under inert
Metals I. Anne Mertens
 "MECA0139-1: Techniques "MECA0462-2 additives : et Materials 3D printing", Selection", ULg, 19/09/2017 25/10/2016 Metals I Anne Mertens Introduction Outline Metallic materials Materials Selection: case
"MECA0139-1: Techniques "MECA0462-2 additives : et Materials 3D printing", Selection", ULg, 19/09/2017 25/10/2016 Metals I Anne Mertens Introduction Outline Metallic materials Materials Selection: case
Highly Reliable Flip-Chip-on-Flex Package Using Multilayered Anisotropic Conductive Film
 Journal of ELECTRONIC MATERIALS, Vol. 33, No. 1, 2004 Regular Issue Paper Highly Reliable Flip-Chip-on-Flex Package Using Multilayered Anisotropic Conductive Film MYUNG JIN YIM, 1,3 JIN-SANG HWANG, 1 JIN
Journal of ELECTRONIC MATERIALS, Vol. 33, No. 1, 2004 Regular Issue Paper Highly Reliable Flip-Chip-on-Flex Package Using Multilayered Anisotropic Conductive Film MYUNG JIN YIM, 1,3 JIN-SANG HWANG, 1 JIN
but T m (Sn0.62Pb0.38) = 183 C, so this is a common soldering alloy.
 = 183 C, so this is a common soldering alloy.") T m (Sn) = 232 C, T m (Pb) = 327 C but T m (Sn0.62Pb0.38) = 183 C, so this is a common soldering alloy. T m (Au) = 1064 C, T m (Si) = 2550 C but T m (Au0.97Si0.03) = 363 C, so thin layer of gold is used
T m (Sn) = 232 C, T m (Pb) = 327 C but T m (Sn0.62Pb0.38) = 183 C, so this is a common soldering alloy. T m (Au) = 1064 C, T m (Si) = 2550 C but T m (Au0.97Si0.03) = 363 C, so thin layer of gold is used
EFFECTS OF CURRENT DENSITY ON SIZE AND SURFACE MORPHOLOGY OF HIGH SPEED DIRECT NANO-CRYSTALLINE NICKEL PLATING ON TITANIUM SURFACE
 EFFECTS OF CURRENT DENSITY ON SIZE AND SURFACE MORPHOLOGY OF HIGH SPEED DIRECT NANO-CRYSTALLINE NICKEL PLATING ON TITANIUM SURFACE Noor Zaimah 1, Azieyanti Nurain 1 and Sakhawat Hussain 2 1 Department
EFFECTS OF CURRENT DENSITY ON SIZE AND SURFACE MORPHOLOGY OF HIGH SPEED DIRECT NANO-CRYSTALLINE NICKEL PLATING ON TITANIUM SURFACE Noor Zaimah 1, Azieyanti Nurain 1 and Sakhawat Hussain 2 1 Department
Suppression of Cu 3 Sn and Kirkendall voids at Cu/Sn-3.5Ag solder joints by adding a small amount of Ge
 J Mater Sci: Mater Electron (2012) 23:56 60 DOI 10.1007/s10854-011-0412-z Suppression of Cu 3 Sn and Kirkendall voids at Cu/Sn-3.5Ag solder joints by adding a small amount of Ge Chun Yu Yang Yang Peilin
J Mater Sci: Mater Electron (2012) 23:56 60 DOI 10.1007/s10854-011-0412-z Suppression of Cu 3 Sn and Kirkendall voids at Cu/Sn-3.5Ag solder joints by adding a small amount of Ge Chun Yu Yang Yang Peilin
Microelectronics Reliability
 Microelectronics Reliability 51 (2011) 975 984 Contents lists available at ScienceDirect Microelectronics Reliability journal homepage: www.elsevier.com/locate/microrel Microstructure, thermal analysis
Microelectronics Reliability 51 (2011) 975 984 Contents lists available at ScienceDirect Microelectronics Reliability journal homepage: www.elsevier.com/locate/microrel Microstructure, thermal analysis
Phase Diagrams. Phases
 Phase Diagrams Reading: Callister Ch. 10 What is a phase? What is the equilibrium i state t when different elements are mixed? What phase diagrams tell us. How phases evolve with temperature and composition
Phase Diagrams Reading: Callister Ch. 10 What is a phase? What is the equilibrium i state t when different elements are mixed? What phase diagrams tell us. How phases evolve with temperature and composition
Micro-Structural Observation of the Bonding Interface between Au Wire and a Platinum Electrode
 Micro-Structural Observation of the Bonding Interface between Au Wire and a Platinum Electrode WATANABE Hirohiko *, ISHIKAWA Sumihisa **, ITO Mototaka **, SAKO Hideki **, KIMURA Kosuke **, NAKAGAWA Yoshitsugu
Micro-Structural Observation of the Bonding Interface between Au Wire and a Platinum Electrode WATANABE Hirohiko *, ISHIKAWA Sumihisa **, ITO Mototaka **, SAKO Hideki **, KIMURA Kosuke **, NAKAGAWA Yoshitsugu
UTILIZATION OF ATMOSPHERIC PLASMA SURFACE PREPARATION TO IMPROVE COPPER PLATING PROCESSES.
 SESSION 14 MATERIALS AND PROCESSES FOR ADVANCED PACKAGING UTILIZATION OF ATMOSPHERIC PLASMA SURFACE PREPARATION TO IMPROVE COPPER PLATING PROCESSES. Eric Schulte 1, Gilbert Lecarpentier 2 SETNA Corporation
SESSION 14 MATERIALS AND PROCESSES FOR ADVANCED PACKAGING UTILIZATION OF ATMOSPHERIC PLASMA SURFACE PREPARATION TO IMPROVE COPPER PLATING PROCESSES. Eric Schulte 1, Gilbert Lecarpentier 2 SETNA Corporation
ALTERNATIVES TO SOLDER IN INTERCONNECT, PACKAGING, AND ASSEMBLY
 ALTERNATIVES TO SOLDER IN INTERCONNECT, PACKAGING, AND ASSEMBLY Herbert J. Neuhaus, Ph.D., and Charles E. Bauer, Ph.D. TechLead Corporation Portland, OR, USA herb.neuhaus@techleadcorp.com ABSTRACT Solder
ALTERNATIVES TO SOLDER IN INTERCONNECT, PACKAGING, AND ASSEMBLY Herbert J. Neuhaus, Ph.D., and Charles E. Bauer, Ph.D. TechLead Corporation Portland, OR, USA herb.neuhaus@techleadcorp.com ABSTRACT Solder
Optimization of Material and Process for Fine Pitch LVSoP Technology
 Optimization of Material and Process for Fine Pitch LVSoP Technology Yong-Sung Eom, Ji-Hye Son, Hyun-Cheol Bae, Kwang-Seong Choi, and Heung-Soap Choi For the formation of solder bumps with a fine pitch
Optimization of Material and Process for Fine Pitch LVSoP Technology Yong-Sung Eom, Ji-Hye Son, Hyun-Cheol Bae, Kwang-Seong Choi, and Heung-Soap Choi For the formation of solder bumps with a fine pitch
Production-scale Flux-free Bump Reflow Using Electron Attachment
 Production-scale Flux-free Bump Reflow Using Electron Attachment C. Christine Dong, Richard E. Patrick, Gregory K. Arslanian, Tim Bao Kail Wathne, and Phillip Skeen Air Products and Chemicals, Inc., Allentown,
Production-scale Flux-free Bump Reflow Using Electron Attachment C. Christine Dong, Richard E. Patrick, Gregory K. Arslanian, Tim Bao Kail Wathne, and Phillip Skeen Air Products and Chemicals, Inc., Allentown,
An Investigation of Reliability of High Density Electronic Package-to-Board Interconnections from the Perspective of Solder Joint Metallurgy
 Aalto University School of Science and Technology Faculty of Electronics, Communications and Automation Department of Electronics, Electronics Integration and Reliability Espoo, Finland, 2010 HUT-EPT-14
Aalto University School of Science and Technology Faculty of Electronics, Communications and Automation Department of Electronics, Electronics Integration and Reliability Espoo, Finland, 2010 HUT-EPT-14
Characterization of Coatings on Grey Cast Iron Fabricated by Hot-dipping in Pure Al, AlSi11 and AlTi5 Alloys
 A R C H I V E S o f F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 14 Issue 1/2014 85 90 20/1 Characterization
A R C H I V E S o f F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 14 Issue 1/2014 85 90 20/1 Characterization
Microstructure and Microhardness of an Al-Zr-Ti-Fe Alloy
 Proceedings of the 12th International Conference on Aluminium Alloys, September 5-9, 2010, Yokohama, Japan 2010 2010 The Japan Institute of Light Metals pp. 1004-1008 1004 Microstructure and Microhardness
Proceedings of the 12th International Conference on Aluminium Alloys, September 5-9, 2010, Yokohama, Japan 2010 2010 The Japan Institute of Light Metals pp. 1004-1008 1004 Microstructure and Microhardness
Ultralow Residue Semiconductor Grade Fluxes for Copper Pillar Flip-Chip
 Ultralow Residue Semiconductor Grade Fluxes for Copper Pillar Flip-Chip SzePei Lim (Presenter), Jason Chou, Maria Durham, and Dr. Andy Mackie Indium Corporation 1 Outline of Presentation Roadmaps and challenges
Ultralow Residue Semiconductor Grade Fluxes for Copper Pillar Flip-Chip SzePei Lim (Presenter), Jason Chou, Maria Durham, and Dr. Andy Mackie Indium Corporation 1 Outline of Presentation Roadmaps and challenges
Metallization. Typical current density ~10 5 A/cm 2 Wires introduce parasitic resistance and capacitance
 Metallization Interconnects Typical current density ~10 5 A/cm 2 Wires introduce parasitic resistance and capacitance RC time delay Inter-Metal Dielectric -Prefer low dielectric constant to reduce capacitance
Metallization Interconnects Typical current density ~10 5 A/cm 2 Wires introduce parasitic resistance and capacitance RC time delay Inter-Metal Dielectric -Prefer low dielectric constant to reduce capacitance
Microelectronic Engineering
 Microelectronic Engineering 86 (2009) 2347 2353 Contents lists available at ScienceDirect Microelectronic Engineering journal homepage: www.elsevier.com/locate/mee Effect of small Sn 3.5Ag 0.5Cu additions
Microelectronic Engineering 86 (2009) 2347 2353 Contents lists available at ScienceDirect Microelectronic Engineering journal homepage: www.elsevier.com/locate/mee Effect of small Sn 3.5Ag 0.5Cu additions
Phase Diagrams of Pure Substances Predicts the stable phase as a function of P total and T. Example: water can exist in solid, liquid and vapor
 PHASE DIAGRAMS Phase a chemically and structurally homogenous region of a material. Region of uniform physical and chemical characteristics. Phase boundaries separate two distinct phases. A single phase
PHASE DIAGRAMS Phase a chemically and structurally homogenous region of a material. Region of uniform physical and chemical characteristics. Phase boundaries separate two distinct phases. A single phase
Effects of Design, Structure and Material on Thermal-Mechanical Reliability of Large Array Wafer Level Packages
 Effects of Design, Structure and Material on Thermal-Mechanical Reliability of Large Array Wafer Level Packages Bhavesh Varia 1, Xuejun Fan 1, 2, Qiang Han 2 1 Department of Mechanical Engineering Lamar
Effects of Design, Structure and Material on Thermal-Mechanical Reliability of Large Array Wafer Level Packages Bhavesh Varia 1, Xuejun Fan 1, 2, Qiang Han 2 1 Department of Mechanical Engineering Lamar
Low Cost Flip Chip Bumping
 Low Cost Flip Bumping Thomas Oppert, Thorsten Teutsch, Elke Zakel Pac Tech Packaging Technologies GmbH Am Schlangenhorst 15 17 D-14641 Nauen, Germany Phone: +49 (0)3321/4495 0 Fax: +49 (0)3321/4495 23
Low Cost Flip Bumping Thomas Oppert, Thorsten Teutsch, Elke Zakel Pac Tech Packaging Technologies GmbH Am Schlangenhorst 15 17 D-14641 Nauen, Germany Phone: +49 (0)3321/4495 0 Fax: +49 (0)3321/4495 23
Microstructure and Mechanical Properties of Sn-8.55Zn-1Ag-XAl Solder Alloys
 Materials Transactions, Vol. 46, No. 1 (2005) pp. 42 to 47 #2005 The Japan Institute of Metals Microstructure and Mechanical Properties of Sn-8.55Zn-1Ag-XAl Solder Alloys Shou-Chang Cheng 1; * and Kwang-Lung
Materials Transactions, Vol. 46, No. 1 (2005) pp. 42 to 47 #2005 The Japan Institute of Metals Microstructure and Mechanical Properties of Sn-8.55Zn-1Ag-XAl Solder Alloys Shou-Chang Cheng 1; * and Kwang-Lung
Arch. Metall. Mater. 62 (2017), 2B,
, 2B,") Arch. Metall. Mater. 62 (2017), 2B, 1027-1031 DOI: 10.1515/amm-2017-0147 D. KONCZ-HORVÁTH*#, G. GERGELY*, Z. GÁCSI* WHISKER-LIKE FORMATIONS IN Sn-3.0Ag-Pb ALLOYS In this study, different types of whisker-like
Arch. Metall. Mater. 62 (2017), 2B, 1027-1031 DOI: 10.1515/amm-2017-0147 D. KONCZ-HORVÁTH*#, G. GERGELY*, Z. GÁCSI* WHISKER-LIKE FORMATIONS IN Sn-3.0Ag-Pb ALLOYS In this study, different types of whisker-like
Plasma for Underfill Process in Flip Chip Packaging
 Plasma for Underfill Process in Flip Chip Packaging Jack Zhao and James D. Getty Nordson MARCH 2470-A Bates Avenue Concord, California 94520-1294 USA Published by Nordson MARCH www.nordsonmarch.com 2015
Plasma for Underfill Process in Flip Chip Packaging Jack Zhao and James D. Getty Nordson MARCH 2470-A Bates Avenue Concord, California 94520-1294 USA Published by Nordson MARCH www.nordsonmarch.com 2015
Metallization deposition and etching. Material mainly taken from Campbell, UCCS
 Metallization deposition and etching Material mainly taken from Campbell, UCCS Application Metallization is back-end processing Metals used are aluminum and copper Mainly involves deposition and etching,
Metallization deposition and etching Material mainly taken from Campbell, UCCS Application Metallization is back-end processing Metals used are aluminum and copper Mainly involves deposition and etching,
Fraunhofer IZM Berlin
 Fraunhofer IZM Berlin Advanced Packaging for High Power LEDs Dr. Rafael Jordan SIIT Agenda Gluing Soldering Sintering Transient Liquid Phase Bonding/Soldering Thermo Compression Junction Temperature Measurements
Fraunhofer IZM Berlin Advanced Packaging for High Power LEDs Dr. Rafael Jordan SIIT Agenda Gluing Soldering Sintering Transient Liquid Phase Bonding/Soldering Thermo Compression Junction Temperature Measurements
IMPACT OF LEAD-FREE COMPONENTS AND TECHNOLOGY SCALING FOR HIGH RELIABILITY APPLICATIONS
 IMPACT OF LEAD-FREE COMPONENTS AND TECHNOLOGY SCALING FOR HIGH RELIABILITY APPLICATIONS Chris Bailey, Ph.D. University of Greenwich London, United Kingdom c.bailey@gre.ac.uk ABSTRACT Semiconductor technology
IMPACT OF LEAD-FREE COMPONENTS AND TECHNOLOGY SCALING FOR HIGH RELIABILITY APPLICATIONS Chris Bailey, Ph.D. University of Greenwich London, United Kingdom c.bailey@gre.ac.uk ABSTRACT Semiconductor technology
PARASITIC EFFECTS REDUCTION FOR WAFER-LEVEL PACKAGING OF RF-MEMS
 Stresa, Italy, 26-28 April 2006 J. Iannacci 1,2, J. Tian 1, S.M. Sinaga 1, R. Gaddi 2, A. Gnudi 2, and M. Bartek 1 1) HiTeC-DIMES, Delft University of Technology, Mekelweg 4, 2628 CD Delft, the Netherlands
Stresa, Italy, 26-28 April 2006 J. Iannacci 1,2, J. Tian 1, S.M. Sinaga 1, R. Gaddi 2, A. Gnudi 2, and M. Bartek 1 1) HiTeC-DIMES, Delft University of Technology, Mekelweg 4, 2628 CD Delft, the Netherlands
Nanocrystalline structure and Mechanical Properties of Vapor Quenched Al-Zr-Fe Alloy Sheets Prepared by Electron-Beam Deposition
 Materials Transactions, Vol. 44, No. 10 (2003) pp. 1948 to 1954 Special Issue on Nano-Hetero Structures in Advanced Metallic Materials #2003 The Japan Institute of Metals Nanocrystalline structure and
Materials Transactions, Vol. 44, No. 10 (2003) pp. 1948 to 1954 Special Issue on Nano-Hetero Structures in Advanced Metallic Materials #2003 The Japan Institute of Metals Nanocrystalline structure and
Observations of Intermetallic Compound Formation of Hot Dip Aluminized Steel
 Materials Science Forum Vols. 519-521 (2006) pp. 1871-1875 online at http://www.scientific.net (2006) Trans Tech Publications, Switzerland Observations of Intermetallic Compound Formation of Hot Dip Aluminized
Materials Science Forum Vols. 519-521 (2006) pp. 1871-1875 online at http://www.scientific.net (2006) Trans Tech Publications, Switzerland Observations of Intermetallic Compound Formation of Hot Dip Aluminized
Effect of Magnesium Addition on Microstructure and Mechanical Properties of Lead-Free Zinc-Silver Solder Alloys
 Effect of Magnesium Addition on Microstructure and Mechanical Properties of Lead-Free Zinc-Silver Solder Alloys Md. Anisul Islam * and Ahmed Sharif Department of Materials and Metallurgical Engineering,
Effect of Magnesium Addition on Microstructure and Mechanical Properties of Lead-Free Zinc-Silver Solder Alloys Md. Anisul Islam * and Ahmed Sharif Department of Materials and Metallurgical Engineering,
Evaluation of Cu Pillar Chemistries
 Presented at 2016 IMAPS Device Packaging Evaluation of Cu Pillar Chemistries imaps Device Packaging Conference Spring 2016 Matthew Thorseth, Mark Scalisi, Inho Lee, Sang-Min Park, Yil-Hak Lee, Jonathan
Presented at 2016 IMAPS Device Packaging Evaluation of Cu Pillar Chemistries imaps Device Packaging Conference Spring 2016 Matthew Thorseth, Mark Scalisi, Inho Lee, Sang-Min Park, Yil-Hak Lee, Jonathan
AFM and AUGER investigations ofas-deposited and heat treated copper coatings on glassy carbon surfaces with titanium intermediate layers
 Vacuum 71 (2003) 293 298 AFM and AUGER investigations ofas-deposited and heat treated copper coatings on glassy carbon surfaces with titanium intermediate layers E. Neubauer a,b, *, C. Eisenmenger-Sittner
Vacuum 71 (2003) 293 298 AFM and AUGER investigations ofas-deposited and heat treated copper coatings on glassy carbon surfaces with titanium intermediate layers E. Neubauer a,b, *, C. Eisenmenger-Sittner
Table of Contents. Preface...
 Preface... xi Chapter 1. Metallurgical Thermochemistry... 1 1.1. Introduction... 1 1.2. Quantities characterizing the state of a system and its evolution... 3 1.2.1. The types of operations... 3 1.2.2.
Preface... xi Chapter 1. Metallurgical Thermochemistry... 1 1.1. Introduction... 1 1.2. Quantities characterizing the state of a system and its evolution... 3 1.2.1. The types of operations... 3 1.2.2.
3D-WLCSP Package Technology: Processing and Reliability Characterization
 3D-WLCSP Package Technology: Processing and Reliability Characterization, Paul N. Houston, Brian Lewis, Fei Xie, Ph.D., Zhaozhi Li, Ph.D.* ENGENT Inc. * Auburn University ENGENT, Inc. 2012 1 Outline Packaging
3D-WLCSP Package Technology: Processing and Reliability Characterization, Paul N. Houston, Brian Lewis, Fei Xie, Ph.D., Zhaozhi Li, Ph.D.* ENGENT Inc. * Auburn University ENGENT, Inc. 2012 1 Outline Packaging
LEAD FREE ALLOY DEVELOPMENT
 LEAD FREE ALLOY DEVELOPMENT Karl F. Seelig, VP of Technology AIM Cranston, RI. USA. kseelig@aimsolder.com Abstract. When lead-free solders were first introduced to the electronics industry in the early
LEAD FREE ALLOY DEVELOPMENT Karl F. Seelig, VP of Technology AIM Cranston, RI. USA. kseelig@aimsolder.com Abstract. When lead-free solders were first introduced to the electronics industry in the early
Analysis of the Intermetallic Compound Formed in Hot Dip Aluminized Steel
 Advanced Materials Research Vols. 15-17 (2007) pp. 159-163 online at http://www.scientific.net (2007) Trans Tech Publications, Switzerland Analysis of the Intermetallic Compound Formed in Hot Dip Aluminized
Advanced Materials Research Vols. 15-17 (2007) pp. 159-163 online at http://www.scientific.net (2007) Trans Tech Publications, Switzerland Analysis of the Intermetallic Compound Formed in Hot Dip Aluminized
Lead Free No Clean Solder Paste 4900P Technical Data Sheet 4900P
 Description MG Chemicals has developed a unique flux system designed specifically for high temperature lead free alloys. It provides the fluxing activity levels that promote thermal stability and prevents
Description MG Chemicals has developed a unique flux system designed specifically for high temperature lead free alloys. It provides the fluxing activity levels that promote thermal stability and prevents
Crack Prevention in NiCr-Alloys when Processed by AM (L-PB) William Jarosinski March 8, 2017
 William Jarosinski March 8, 2017") Crack Prevention in NiCr-Alloys when Processed by AM (L-PB) William Jarosinski March 8, 2017 Evolution into Metal Powders for AM Coating Service Since 1950s Metal Powders for AM A derivative of thermal
Crack Prevention in NiCr-Alloys when Processed by AM (L-PB) William Jarosinski March 8, 2017 Evolution into Metal Powders for AM Coating Service Since 1950s Metal Powders for AM A derivative of thermal
A STUDY OF THE ENEPIG IMC FOR EUTECTIC AND LF SOLDERS
 A STUDY OF THE ENEPIG IMC FOR EUTECTIC AND LF SOLDERS G.Milad, D.Gudeczauskas, G.Obrien, A.Gruenwald Uyemura International Corporation Southington, CT ABSTRACT: The solder joint formed on an ENEPIG surface
A STUDY OF THE ENEPIG IMC FOR EUTECTIC AND LF SOLDERS G.Milad, D.Gudeczauskas, G.Obrien, A.Gruenwald Uyemura International Corporation Southington, CT ABSTRACT: The solder joint formed on an ENEPIG surface
Properties of Lead Free Solder Alloys as a Function of Composition Variation
 Properties of Lead Free Solder Alloys as a Function of Composition Variation Qing Wang (1), William F.Gale (2), R. Wayne Johnson (1), David Lindahl (2) and Hongtao Ma (1) Laboratory for Electronics Assembly
Properties of Lead Free Solder Alloys as a Function of Composition Variation Qing Wang (1), William F.Gale (2), R. Wayne Johnson (1), David Lindahl (2) and Hongtao Ma (1) Laboratory for Electronics Assembly