Correctly Modeling and Calculating Combustion Efficiencies In Fired Equipment
|
|
|
- Dustin Wade
- 5 years ago
- Views:
Transcription
1 Correctly Modeling and Calculating Combustion Efficiencies In Fired Equipment David Schmitt, President Increase Performance, Inc. Tulsa, Oklahoma Fired equipment includes furnaces, fired heaters, fired boilers, supplementary fired boilers, and many other types of equipment. But for the purposes of reviewing how the calculations are accomplished and other factors that may affect the results of the modeling, we will use a fired reformer furnace as our example. All of the methods and issues discussed herein can be applied to any fired equipment. We will start with the combustion calculation which is necessary to calculate the properties of the flue gas, or the products of combustion as well as heat available from the combustion process. The chemical reaction formula for combustion is well known, but varies with the composition of the fuel being used, and can be very complicated if the fuel has many components. As an example, we look at a simple combustion of methane, CH 4 in Oxygen, O 2. CH 4 + 2O > CO 2 + 2H 2 O The oxidant in most cases is normally air, but may be other gases such as Gas Turbine Exhaust, or other products of combustion. If it is air, the wet composition may be similar to the following, in mole %.
2 Nitrogen, N Oxygen, O Carbon Dioxide,CO Water, O Argon, Ar The actual composition of the oxidant will vary depending on the elevation, humidity and temperature at the site you are modeling. Even though Sulphur Dioxide and Carbon Monoxide are not normally considered to be in atmospheric air, your calculations should allow for these since the equipment may be using products of combustion from another piece of equipment. Dry air should not be used in combustion calculations because this rarely exists. For a combustion calculation, you need to know the composition of the fuel and the oxidant. To perform the combustion calculation you could use a computer software program such as WinBurn, or one of many calculators available on the internet. However, to make combustion calculations or test equipment for purposes of determining the efficiency of the combustion process, it is better to setup a simple excel work sheet to perform the calculations. For Liquid Fuels, the Excel sheet may be setup: Fuel # 1: Fuel Oil Resulting Composition; Component Name Wt% Fuel MW N2 O2 CO2 H2O Ar SO2 CO Sulphur Hydrogen Carbon Nitrogen Oxygen Water Total Lower Heating Value, Btu/lb 18,390 Fuel Specific heat, Btu/lb- F Atomizing Medium MECH MECH (Mechanical), STM (Steam), or AIR
3 Air/Steam Pressure, psig Injection Rate, lb/lb Fuel Fuel # 1 Units Flow 1, lb/hr Temperature F Heat Avail. From Fuel(Datum: 60 F), Btu/hr 0 Air/Fuel Ratio, 0 % Ex. Air Excess Air, % Air Flow, lbs/hr 20,233 Fluegas Flow, lbs/hr 21,626 Heat Avail. From Combustion of Fuel, Btu/hr 25,617,270 Notice that with Liquid Fuels, the Lower Heating Value is normally determined by laboratory testing and so it need not be calculated on this sheet, and is an input by user. For a Gas Fuel, the Excel sheet may be setup:

4 In the Excel tables above, we have columns for the resulting composition factor. In these columns, if the molecule is not changed by the reaction, the factor is simply a 1.0 in the appropriate column. But for the Methane molecule, since the chemical reaction formula indicates it takes two molecules of O 2 for the reaction, then the factor is two molecules of Oxygen/one molecule of CH 4 or 2*32/ and it is negative because it eliminates the O 2 molecule. Likewise factor in the CO2 column for CH4 would be one molecule of CO 2 /one molecule of CH 4 or 44.01/ All of the remaining rows and columns are populated in a similar manner. The table may have as many or as few as the composition for the particular fuel.
5 The total of each column in the table would be equal to the sum of the weight fraction of the component times the factor. For the heat available from the combustion, we are using the LHV values, which are typical for Fired Heater efficiency calculations, where for boilers the HHV values are typically used. The Air/Fuel Ratio, 0% Excess air is the absolute value of the ratio of the O2 Factor/Weight fraction of O2 in the oxidant. So if we use the Wet Air composition from above, we can create a table for the oxidant or combustion air similar to below: Combustion Air: Component Mole % Wt Frac Air MW Air Temp, F N Air Enth, Btu/lb O Air Heat, Btu/hr 21,283,821 CO H2O Ar SO CO Air Flow, ACFM 119,753 Total The weight fractions may be calculated by dividing the product of the component moles times the molecular weight/sum of all the moles multiplied by the molecular weights. The excess air % is an expression used to describe the additional air above that is required for stoichiometric combustion on a weight basis. Another way to describe this excess air is by wet or dry volume of O 2 % in the products of combustion (fluegas). Most handheld measuring devices measure the dry volume %, where many mounted devices measure the wet volume %. To see what a resulting value of O 2 is present in the fluegas, we need to create another table similar to below: Fluegas: Component Lbs Wt Frac Mole % N O Dry O2 % Wet O2 % CO H2O Ar
6 SO CO Total Flow, lb/hr 369,964 Temp, F 1650 Enthalpy, Btu/lb For N2 component burning the gas fuel in above table, Lbs Factor = * *( /100) = , and similar for other components. And then using these factors, the weight fraction and mole % can be calculated. Of course, you could calculate based on a measured O 2 such as when testing a furnace, or if you have your tables set up as above, simply change the excess air until the Measured O 2 and calculated O 2 are equal. If you have multiple fuels, just add fuel tables for each fuel; then add resulting composition factors to get the mixed fuel results. Now that we have reviewed how to do the combustion calculations, we know if we get the fuel compositions and the fuel flow, we can calculate how much heat is released along with the flue gas flow and composition, once we determine the excess air or Oxygen in the fluegas. Traditionally, this is done by taking a sample in the furnace stack. While this indeed will give you an overall assessment of the furnace operation, it will not help you determine if there are combustion problems, nor will it necessarily tell you what the correct efficiency is for the unit. Rather than use an example of a simple fired heater, let s take as our example a reformer system that is typical of many in the hydrogen and ammonia plants. This example will help us see all the pitfalls in performing combustion and efficiency calculations. A schematic of our example is as shown below.
7 It is important that all burners be on during a field test for combustion and efficiency. If burners are turned off, they should be repaired as necessary and re lit prior to testing. In this example, we have a reformer fired with two fuels, and preheated air in the arch burners. The tunnel burners are fired with one fuel and ambient air. The superheater burners are fired with one fuel but with preheated air, and the auxiliary boiler is also fired with one fuel and preheated air. On the day of our test, the ambient temperature was 60 F with a relative humidity of 40% and the plant is at a 1200 foot elevation. Using this data with standard air, we calculate the wet air composition to be as follows. Air: Component Mole % Wt Frac Air MW N O CO H2O Ar SO CO Total Our physical examination and walk through of the unit, revealed that the unit has 260 tubes, and the tube seals at the arch consist of a plate with a hole 1/8 larger than the tube OD, so we must take into account the possible leakage air in this area. In a plant such as this the FD fan

8 operation would normally be controlled based on the O 2 reading at Point 1, at the tunnel exits. However, it is clear from examination of this design, that the arch burners could be short on air, yet the tunnel exit O 2 reading may indicate a sufficient excess air because if there are two independent sets of burners, the sample point must be made at a location between them. So even though the control room indication was that the reformer was operating with a 2.1 % O 2 at exit temperature of 1900, sampling at Point 1 in the wall of the radiant section, the results were zero % oxygen and combustibles were present. The ID fan is being operated to maintain a 0.2 W.C. at the reformer arch. This reformer has two fuels, natural gas plus purge or off gas. And the air is preheated to 532 F. Therefore we set our Excel worksheet up with a table for two fuels and the resulting combustion calculation would be similar to below. It is important to note that the actual excess air would be negative, since the sampling result indicated no O 2 present, and it cannot make a determination on how much additional O 2 is required. The second thing to note is that the calculated seal leakage air, where it may be present in the radiant section, it is not entering the fire zone from the correct location, i.e., through the burner tile, so it does not promote good

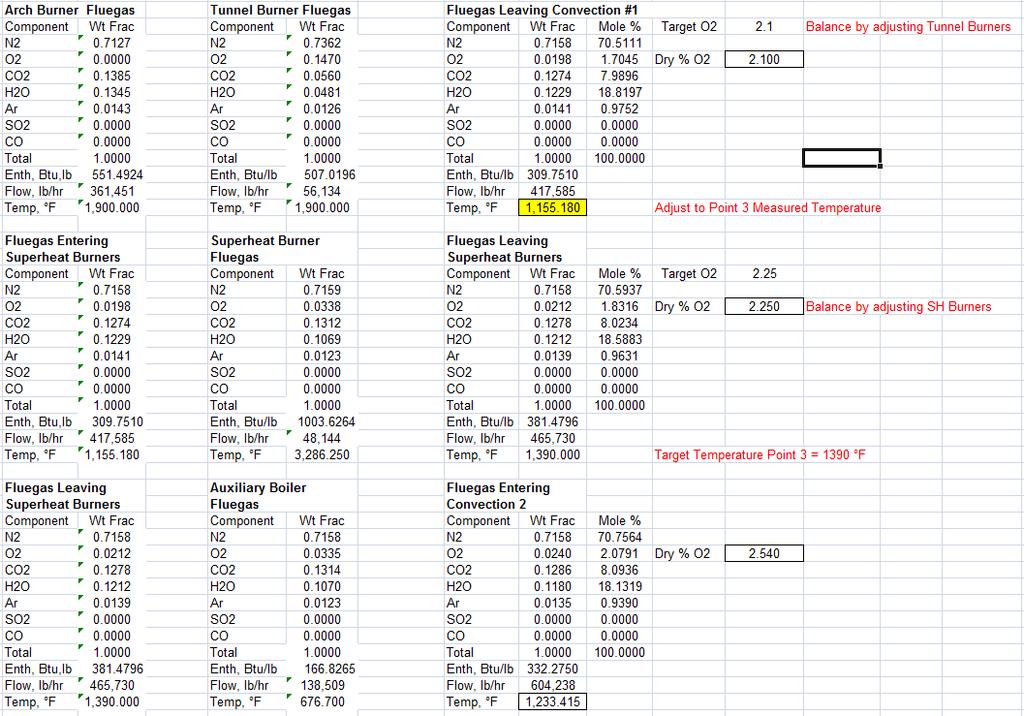
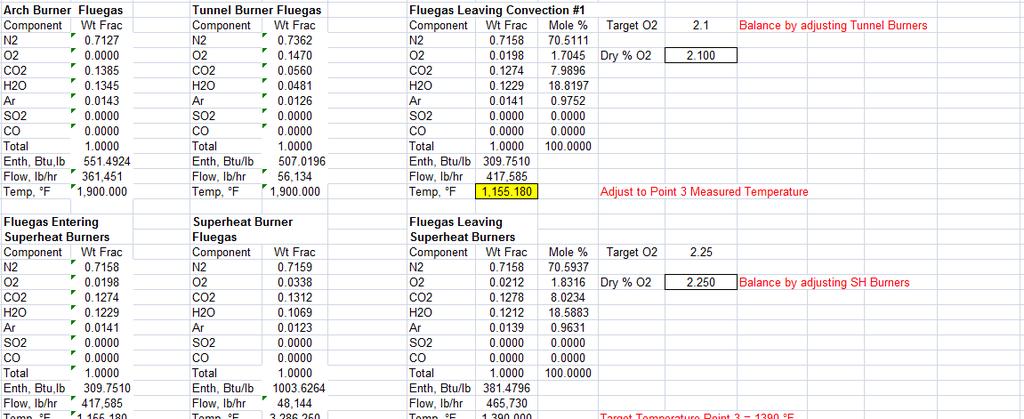
9 combustion. Even though our calculator will handle a negative excess air, or incomplete combustion, we set the Excess Air to zero for the arch burners. With the fuel flow reading to the tunnel burners known and the O 2 reading at the exit, we can now perform the tunnel burner combustion calculation with the following result. But since we know that the Arch Burners are operating with no excess air, which is not the same as the Tunnel Burners, we have to introduce an overall heat & mass balance sheet to determine the excess air in the Tunnel Burners. This new sheet might look like the following: So now we can adjust the excess air in the Tunnel Burners until the total leaving the tunnels is equal to the measured O 2.

10 If the only data looked at was the reformer outlet, Point 2, Dry Volume O2 of 2.1 %, then the conclusion would be Everything is fine, but we now know that the complete combustion is not occurring in the designed flame zone for the Arch Burners, as well as all the combustion air is not entering at the flame zone as it should. This poor combustion will result in poor radiant flux distribution and may shorten the life of tubes and catalyst. Also, operating the Tunnel Burners with % Excess Air causes these burners to be operating very inefficiently.

11 Our next sample point is just downstream of the Superheater Burners, where we have an O2 reading of 2.25 % and a temperature of 1390 F. Once again, we cannot directly determine this temperature or the excess air in the combustion without adding to our heat & mass balance sheet. We adjust the firing conditions on the Superheater Burners until we meet our targets on the Heat balance Sheet. And the resulting combustion calculation for the Superheater Burners is as follows:

12 Efficient operation of these burners would be with 10% excess air, but they are operating with 18.2 % excess air. Point 10 of our field measurements is the fluegas returning from the Auxiliary boiler, which has a Dry Volume % O 2 of 3.5 and a temperature of F. This is a straight forward combustion calculation as shown below.

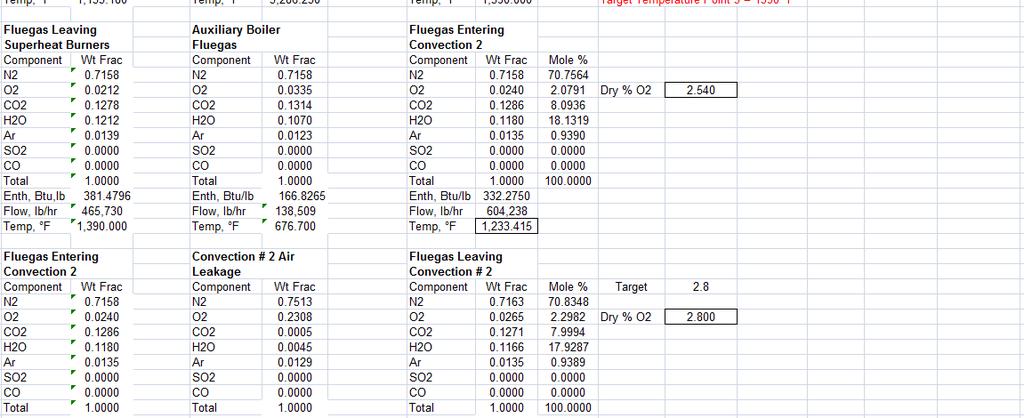
13 The efficiency of the Auxiliary Boiler is / *100 = 83.0 % and could be improved by adjusting burners to a lower excess air. Now we add to our heat and mass balance to determine the fluegas after the mixture.
14
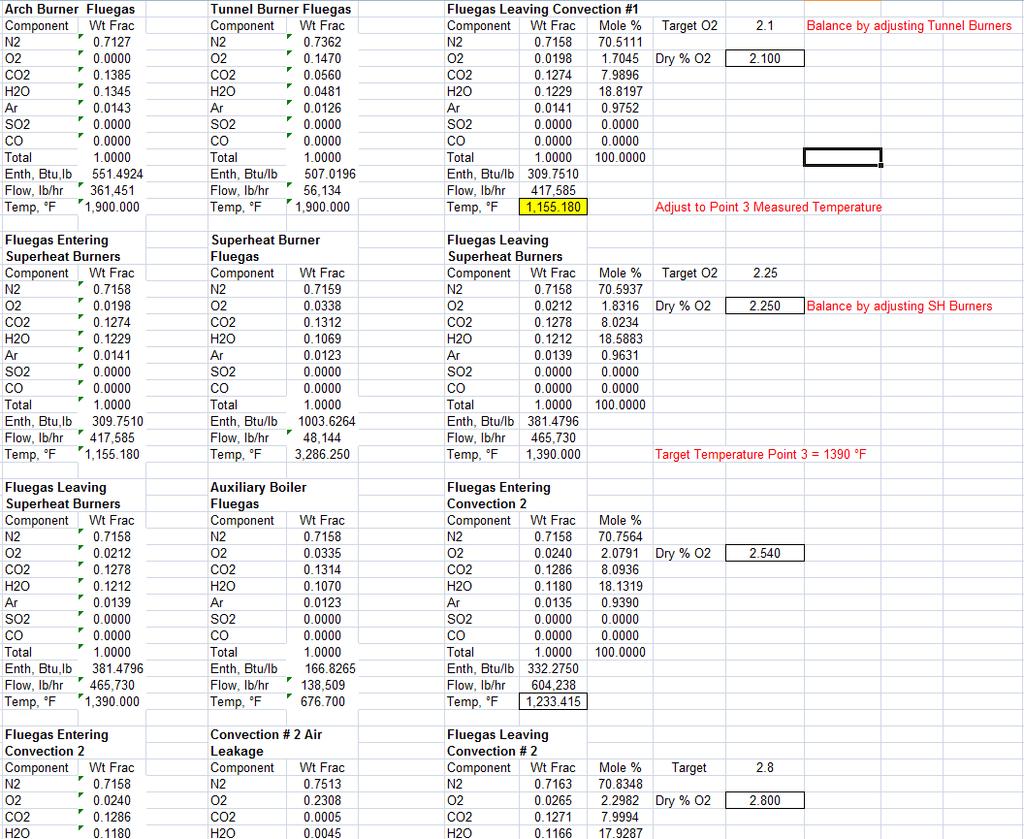
15 Our next sample point is Point 4 entering the Air Preheater, which has an O2 reading of 2.8 % and a temperature of 643 F. Examination of our heat and mass balance indicates that this O 2 reading should have been %, which tells us that there has been ingress of tramp air between Point 3 and Point 4. Physical examination of the unit reveals that there are no port seals on the interconnecting pipes, and a tissue test shows that air is entering the convection at these locations. We can expand our heat and mass balance to determine the amount of the air leakage.
16
17 This is not a great amount of leakage, but does have an associated cost in loss of energy, and the repair will have a relatively short payout. The Air Preheater on this sample analysis is a regenerative, rotary type, which when in new condition with new seals has an inherent air bypass (leakage) from the high pressure, Forced Draft (FD), side to the low pressure, Induced Draft (ID), side, therefore we expect to see a leakage bypass of over 10 % by volume. The actual bypass leakage is easy to calculate using our heat and mass balance sheet, with the O 2 reading known to be 2.8 % at the inlet and 5.76 % at outlet. We also measure a fluegas exit stack temperature of 252 F.
18
19 We can see from the heat and mass balance that the bypass air leakage is %, or twice what it should be. We can also see that our air preheater balance is a little off, by 2.31 % which is not unusual since heat loss to the atmosphere has not been taken into account. To recap the findings from this sample furnace test to demonstrate combustion, efficiency calculations, and heat and mass balance techniques, the following is a brief list of problems uncovered: 1) The lack of reformer tube seals is allowing tramp air to enter radiant section 2) The primary arch burners are not receiving sufficient air for complete combustion 3) The tunnel burners are being operated with excessive excess air 4) The superheater burners are being operated with excessive excess air 5) The auxiliary boiler burners are being operated with excessive excess air 6) The second convection section has no port seals and this allows ingress of tramp air 7) There is excessive air bypass in the air preheater 8) The ID fan is being overloaded due to excessive excess air in the Tunnel, SH, and Aux. Boiler, tramp air ingress, and air bypass in air preheater 9) The FD fan is being overloaded due to excessive bypass air in the air preheater With all the combustion and mass and heat balance calculations complete, we can now look at our results. We can use the methods described in API 560 to calculate the efficiencies. Fuel Efficiency = Heat Absorbed/Total Heat From Fuel * 100 Net Thermal Efficiency = ((Heat From Fuel + Air Heat + Fuel Heat) (Set. Loss + Stack Loss)) / (Heat From Fuel + Air Heat + Fuel Heat)

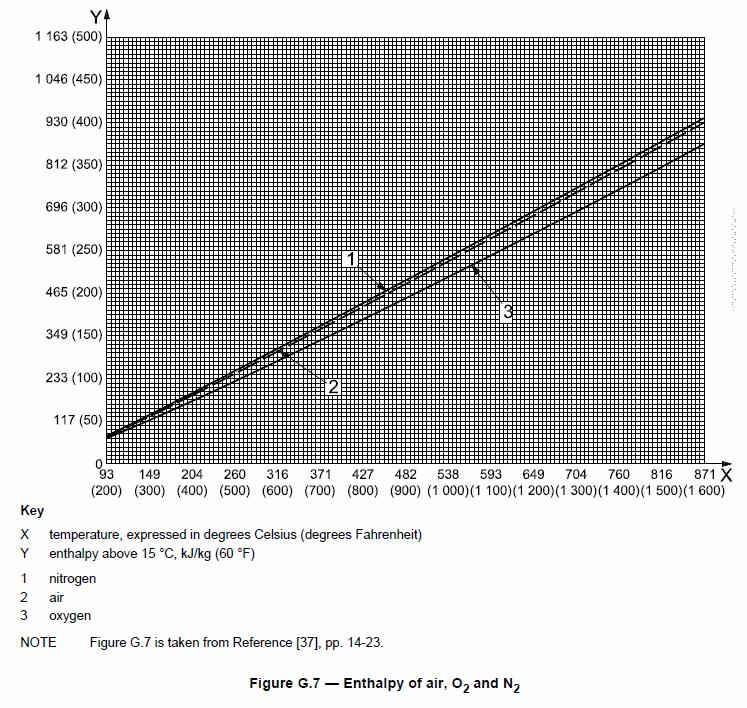
20 We should note here that these efficiency calculations do not take utilities or fan power into account. The amount of energy used to drive the fans is estimated roughly above. This overall efficiency doesn t tell us about the poor combustion in the primary reformer and doesn t account for the loss of tube or catalyst life. The enthalpy calculations used herein are based on our internal calculators, but if you don t have any of the equations, you can use curve fits of the curves in API 560, Figure G6 and G7, reproduced below.
21
22
23 If possible, it is also desirable to calculate the heat absorbed in the fired equipment to compare against the combustion calculations to assure an accurate heat balance has been achieved.
Boiler and. steadily increases while the supply decreases energy
 FEATURE ARTICLE by William G. Acker ENERGY SURVEYS FOR Stewart Cohen/Stone The efficient use of energy is fast becoming a top concern for industry. As business managers become more conscientious about
FEATURE ARTICLE by William G. Acker ENERGY SURVEYS FOR Stewart Cohen/Stone The efficient use of energy is fast becoming a top concern for industry. As business managers become more conscientious about
Understand boiler performance characteristics. Use these suggestions when buying, designing or optimizing steam generators
 Understand boiler performance characteristics Use these suggestions when buying, designing or optimizing steam generators V Ganapathy, ABCO Industries, Abilene, An understanding of the major differences
Understand boiler performance characteristics Use these suggestions when buying, designing or optimizing steam generators V Ganapathy, ABCO Industries, Abilene, An understanding of the major differences
In The Name OF God Hampa E ner ner Ener y gy Engineering EEngineering & & Design Company Design Compan
 In The Name OF God Hampa Energy Engineering & Design Company 1 Introduction Ammonia plants Methanol plants Hydrogen Plants Other plants 2 A Brief historical Review Greater capacity 3300 mtpd 20 rows with
In The Name OF God Hampa Energy Engineering & Design Company 1 Introduction Ammonia plants Methanol plants Hydrogen Plants Other plants 2 A Brief historical Review Greater capacity 3300 mtpd 20 rows with
IMPROVEMENTS IN P.F. COAL BOILER FOR BEST HEAT RATE PERFORMANCE VOLUME 1, ISSUE 1 AUTHOR :- A. R. KULKARNI, DIRECTOR PUBLISHED DATE :- 19/09/2009
 VOLUME 1, ISSUE 1 AUTHOR :- A. R. KULKARNI, DIRECTOR PUBLISHED DATE :- 19/09/2009 Now with regulatory regime in India and also with many players entering the Power Generation field, it has become utmost
VOLUME 1, ISSUE 1 AUTHOR :- A. R. KULKARNI, DIRECTOR PUBLISHED DATE :- 19/09/2009 Now with regulatory regime in India and also with many players entering the Power Generation field, it has become utmost
Ultra-Supercritical Oxyfuel Power Generation for CO2 Capture
 Ultra-Supercritical Oxyfuel Power Generation for CO2 Capture Andrew Seltzer Zhen Fan Horst Hack Foster Wheeler North America Corp. Perryville Corporate Park, Clinton, NJ 088097039 Presented at 36 th International
Ultra-Supercritical Oxyfuel Power Generation for CO2 Capture Andrew Seltzer Zhen Fan Horst Hack Foster Wheeler North America Corp. Perryville Corporate Park, Clinton, NJ 088097039 Presented at 36 th International
Biomass Reburning Modeling/Engineering Studies
 Biomass Reburning Modeling/Engineering Studies Quarterly Report No. 11 for Period April 1 June 30, 2000 Prepared by: Mark Sheldon, Antonio Marquez, and Vladimir Zamansky July 27, 2000 DOE Contract No.
Biomass Reburning Modeling/Engineering Studies Quarterly Report No. 11 for Period April 1 June 30, 2000 Prepared by: Mark Sheldon, Antonio Marquez, and Vladimir Zamansky July 27, 2000 DOE Contract No.
metals temperature limits.
 9:41 Page 39 Richard F. Storm, Stephen K. Storm and Sammy Tuzenew, Storm Technologies, Inc., US, consider how to conduct a comprehensive diagnostic test on a pulverised coal-fuelled boiler. T Tuning of
9:41 Page 39 Richard F. Storm, Stephen K. Storm and Sammy Tuzenew, Storm Technologies, Inc., US, consider how to conduct a comprehensive diagnostic test on a pulverised coal-fuelled boiler. T Tuning of
Simulation and Prediction of Pollutants in a Flexi-Burn Oxyfuel Pulverized Coal Power Plant
 Simulation and Prediction of Pollutants in a Flexi-Burn Oxyfuel Pulverized Coal Power Plant Andrew Seltzer Zhen Fan Horst Hack Foster Wheeler North America Corp. 12 Peach Tree Hill Rd. Livingston, NJ 07039
Simulation and Prediction of Pollutants in a Flexi-Burn Oxyfuel Pulverized Coal Power Plant Andrew Seltzer Zhen Fan Horst Hack Foster Wheeler North America Corp. 12 Peach Tree Hill Rd. Livingston, NJ 07039
 Gas Combustion Figure 31-13 (A) Primary air is induced into the air shutter by the velocity of the gas stream from the orifice. (B) Ignition of the gas is on top of the burner. (C) Incomplete combustion
Gas Combustion Figure 31-13 (A) Primary air is induced into the air shutter by the velocity of the gas stream from the orifice. (B) Ignition of the gas is on top of the burner. (C) Incomplete combustion
STORM ONE MORE TIME: FIRST APPLY THE FUNDAMENTALS! S T O R M T E C H N O L O G I E S, I NC.
 STORM S T O R M T E C H N O L O G I E S, I NC. ONE MORE TIME: FIRST APPLY THE FUNDAMENTALS! The right way to improve plant performance for best capacity, efficiency, reliability, turn down and minimal
STORM S T O R M T E C H N O L O G I E S, I NC. ONE MORE TIME: FIRST APPLY THE FUNDAMENTALS! The right way to improve plant performance for best capacity, efficiency, reliability, turn down and minimal
CHAPTER 3 BENEFITS OF BETTER BURNING
 Combustion Fundamentals CHAPTER 3 BENEFITS OF BETTER BURNING As every stationary engineer knows, conventional fuels are made up of two elements: carbon and hydrogen, which combine with oxygen, in a process
Combustion Fundamentals CHAPTER 3 BENEFITS OF BETTER BURNING As every stationary engineer knows, conventional fuels are made up of two elements: carbon and hydrogen, which combine with oxygen, in a process
Coal-Fired Boiler Optimization
 Hot Topic Coal-Fired Boiler Optimization Improving Boiler Efficiency September 27, 2012 By Richard F. (Dick) Storm, PE, CEO and Danny Storm, President Optimum Coal Fueled Steam Plant Performance Begins
Hot Topic Coal-Fired Boiler Optimization Improving Boiler Efficiency September 27, 2012 By Richard F. (Dick) Storm, PE, CEO and Danny Storm, President Optimum Coal Fueled Steam Plant Performance Begins
Experimental Analysis of an Regenerative Air Preheater In Boiler TPS- 1 Expansion
 International journal of scientific and technical research in engineering (IJSTRE) www.ijstre.com Volume 1 Issue 3 ǁ June 2016. Experimental Analysis of an Regenerative Air Preheater In Boiler TPS- 1 Expansion
International journal of scientific and technical research in engineering (IJSTRE) www.ijstre.com Volume 1 Issue 3 ǁ June 2016. Experimental Analysis of an Regenerative Air Preheater In Boiler TPS- 1 Expansion
CHAPTER 2 STUDY OF 210 MW BOILER SYSTEM 2.1 DESCRIPTION OF 210 MW BOILER
 8 CHAPTER 2 STUDY OF 210 MW BOILER SYSTEM 2.1 DESCRIPTION OF 210 MW BOILER Detailed study has been carried out on a 210 MW boiler system with regard to model development, control and optimization. Figure
8 CHAPTER 2 STUDY OF 210 MW BOILER SYSTEM 2.1 DESCRIPTION OF 210 MW BOILER Detailed study has been carried out on a 210 MW boiler system with regard to model development, control and optimization. Figure
Safer, More Efficient Combustion Control for Fired Heaters
 Safer, More Efficient Combustion Control for Fired Heaters By Julie Valentine, Emerson Electric, Inc. Introduction Fired Heaters are devices used for high-temperature heating. A fired heater is used in
Safer, More Efficient Combustion Control for Fired Heaters By Julie Valentine, Emerson Electric, Inc. Introduction Fired Heaters are devices used for high-temperature heating. A fired heater is used in
A Closer Look At Condensing Boiler Efficiency PART-II
 A Closer Look At Condensing Boiler Efficiency PART-II Mat Ansari PE Touchstone Engineering Corporation As we discussed in the previous post, when discussing boiler efficiency we must be very specific about
A Closer Look At Condensing Boiler Efficiency PART-II Mat Ansari PE Touchstone Engineering Corporation As we discussed in the previous post, when discussing boiler efficiency we must be very specific about
FLARE GAS MEASUREMENT AND RECOVERY OF FUEL FEED GAS WITH RESIDUAL OXYGEN CALORIMETRY
 FLARE GAS MEASUREMENT AND RECOVERY OF FUEL FEED GAS WITH RESIDUAL OXYGEN CALORIMETRY David Hailey Ph.D. Product Manager Cosa Instrument 7125 North Loop East Houston, TX 77028 KEYWORDS Combustion Air Requirement
FLARE GAS MEASUREMENT AND RECOVERY OF FUEL FEED GAS WITH RESIDUAL OXYGEN CALORIMETRY David Hailey Ph.D. Product Manager Cosa Instrument 7125 North Loop East Houston, TX 77028 KEYWORDS Combustion Air Requirement
Insert flexibility into your hydrogen network Part 2
 Insert flexibility into your hydrogen network Part 2 Fine-tuning utilities operation can conserve energy management and reduce operating costs N. PATEL, K. LUDWIG and P. MORRIS, Air Products and Chemicals,
Insert flexibility into your hydrogen network Part 2 Fine-tuning utilities operation can conserve energy management and reduce operating costs N. PATEL, K. LUDWIG and P. MORRIS, Air Products and Chemicals,
Item Hydrogen Gas Plant
 Item 6530. Hydrogen Gas Plant Hydro-Chem Hydrogen Generating Plant 90,000 scfh @ 200 psig. Purity 99.99% Hydrogen generating plant engineered by Hydro-Chem built in 1980. Design capacity is 90,000 scfh
Item 6530. Hydrogen Gas Plant Hydro-Chem Hydrogen Generating Plant 90,000 scfh @ 200 psig. Purity 99.99% Hydrogen generating plant engineered by Hydro-Chem built in 1980. Design capacity is 90,000 scfh
There are many similarities
 Understanding thermal oxidisers Dealing with common misconceptions on the design of vapour and liquid waste thermal oxidiser systems PETER PICKARD and KEVIN MCQUIGG Zeeco There are many similarities between
Understanding thermal oxidisers Dealing with common misconceptions on the design of vapour and liquid waste thermal oxidiser systems PETER PICKARD and KEVIN MCQUIGG Zeeco There are many similarities between
OPERATING PARAMETERS Reliable Means to Continuously Monitor Facility Performance
 OPERATING PARAMETERS Reliable Means to Continuously Monitor Facility Performance RICHARD SCHERRER Ogden Martin Systems, Inc. Fairfield, New Jersey ABSTRACT Energy sales are a major source of revenues for
OPERATING PARAMETERS Reliable Means to Continuously Monitor Facility Performance RICHARD SCHERRER Ogden Martin Systems, Inc. Fairfield, New Jersey ABSTRACT Energy sales are a major source of revenues for
State of the Art (SOTA) Manual for Stationary Gas Turbines
 Manual for Stationary Gas Turbines") State of the Art (SOTA) Manual for Stationary Gas Turbines Original Date: July 1997 Revision Date: November 1999 State of New Jersey Department of Environmental Protection Air Quality Permitting Program
State of the Art (SOTA) Manual for Stationary Gas Turbines Original Date: July 1997 Revision Date: November 1999 State of New Jersey Department of Environmental Protection Air Quality Permitting Program
THE UNIVERSITY OF JORDAN
 THE UNIVERSITY OF JORDAN The University of Jordan Faculty of Engineering & Technology Chemical Engineering Department Fuel and Energy Material Balance Part 3: Combustion Reactions Dr.-Ing. Zayed Al-Hamamre
THE UNIVERSITY OF JORDAN The University of Jordan Faculty of Engineering & Technology Chemical Engineering Department Fuel and Energy Material Balance Part 3: Combustion Reactions Dr.-Ing. Zayed Al-Hamamre
ENERGY EFFICIENCY AND EMISSION REDUCTION OF TPM, PM 2.5, AND SO 2 FROM NATURAL GAS AND FUEL OIL FIRED BOILER EXHAUSTS
 ENERGY EFFICIENCY AND EMISSION REDUCTION OF TPM, PM 2.5, AND SO 2 FROM NATURAL GAS AND FUEL OIL FIRED BOILER EXHAUSTS Robert W. Triebe, M.A.Sc., P.Eng. CTO, Thermal Energy International Inc. Robert A.
ENERGY EFFICIENCY AND EMISSION REDUCTION OF TPM, PM 2.5, AND SO 2 FROM NATURAL GAS AND FUEL OIL FIRED BOILER EXHAUSTS Robert W. Triebe, M.A.Sc., P.Eng. CTO, Thermal Energy International Inc. Robert A.
Oxy-Flameless Combustion for Refinery Process Heaters
 Oxy- Combustion for Refinery Process s Paper # 32899 William C. Gibson, P.E.; Marianne Zimola, P.E. Great Southern, LLC, 2700 N. Hemlock Ct., Suite 100, Broken Arrow, OK 74012 ABSTRACT The next generation
Oxy- Combustion for Refinery Process s Paper # 32899 William C. Gibson, P.E.; Marianne Zimola, P.E. Great Southern, LLC, 2700 N. Hemlock Ct., Suite 100, Broken Arrow, OK 74012 ABSTRACT The next generation
A BASIC IMMERSION FIRETUBE FLOWNEX MODEL
 A BASIC IMMERSION FIRETUBE FLOWNEX MODEL This case study demonstrates the implementation of a basic immersion firetube model in Flownex and presents natural draft and forced draft examples. OIL AND GAS
A BASIC IMMERSION FIRETUBE FLOWNEX MODEL This case study demonstrates the implementation of a basic immersion firetube model in Flownex and presents natural draft and forced draft examples. OIL AND GAS
CHAPTER 6 BOILER EFFICIENCY
 CHAPTER 6 BOILER EFFICIENCY 6.1 Introduction Boiler operation is very complex and plays very important role in sugar mill. Sugar mill requires steam for the process and electric power for auxiliary consumption.
CHAPTER 6 BOILER EFFICIENCY 6.1 Introduction Boiler operation is very complex and plays very important role in sugar mill. Sugar mill requires steam for the process and electric power for auxiliary consumption.
EVALUATION OF AN INTEGRATED BIOMASS GASIFICATION/FUEL CELL POWER PLANT
 EVALUATION OF AN INTEGRATED BIOMASS GASIFICATION/FUEL CELL POWER PLANT JEROD SMEENK 1, GEORGE STEINFELD 2, ROBERT C. BROWN 1, ERIC SIMPKINS 2, AND M. ROBERT DAWSON 1 1 Center for Coal and the Environment
EVALUATION OF AN INTEGRATED BIOMASS GASIFICATION/FUEL CELL POWER PLANT JEROD SMEENK 1, GEORGE STEINFELD 2, ROBERT C. BROWN 1, ERIC SIMPKINS 2, AND M. ROBERT DAWSON 1 1 Center for Coal and the Environment
Energy Conservation Opportunities in an Industrial Boiler System
 CASE STUDIES Energy Conservation Opportunities in an Industrial Boiler System Durmus Kaya 1 and Muharrem Eyidogan 2 Downloaded from ascelibrary.org by Technische Universiteit Delft on 09/13/17. Copyright
CASE STUDIES Energy Conservation Opportunities in an Industrial Boiler System Durmus Kaya 1 and Muharrem Eyidogan 2 Downloaded from ascelibrary.org by Technische Universiteit Delft on 09/13/17. Copyright
Atmospheric Emissions from Stationary Combustion Turbines
 GUIDELINE A-5 Atmospheric Emissions from Stationary Combustion Turbines Legislative Authority: Environmental Protection Act, Sections 6, 9, and 14 Ontario Regulation 346 Responsible Director: Director,
GUIDELINE A-5 Atmospheric Emissions from Stationary Combustion Turbines Legislative Authority: Environmental Protection Act, Sections 6, 9, and 14 Ontario Regulation 346 Responsible Director: Director,
THERMAL EFFICIENCY IMPROVEMENT THROUGH FUEL GAS RATE AND EXCESS OXYGEN CONTROL
 THERMAL EFFICIENCY IMPROVEMENT THROUGH FUEL GAS RATE AND EXCESS OXYGEN CONTROL Indra Dwi Noviyanto, School of Business and Managment, Institute of Technology Bandung (ITB), J1. Ganesha 10 Bandung 40132,
THERMAL EFFICIENCY IMPROVEMENT THROUGH FUEL GAS RATE AND EXCESS OXYGEN CONTROL Indra Dwi Noviyanto, School of Business and Managment, Institute of Technology Bandung (ITB), J1. Ganesha 10 Bandung 40132,
DISCLAIMER. Portions of this document may be illegible electronic image products. Images are produced from the best available original document.
 3 rn -I 0 ZLS TL-s DISCLAIMER Portions of this document may be illegible electronic image products. Images are produced from the best available original document. INDIRECT-FIRED GAS TURBINE DUAL FUEL CELL
3 rn -I 0 ZLS TL-s DISCLAIMER Portions of this document may be illegible electronic image products. Images are produced from the best available original document. INDIRECT-FIRED GAS TURBINE DUAL FUEL CELL
Heat Recovery. Integrated CHP Systems Corp.
 Heat Recovery In order to achieve CHP efficiencies of 80% the recovery of waste heat for useful purposes is more significant than the electric efficiency This isn t necessarily in sync with the economics
Heat Recovery In order to achieve CHP efficiencies of 80% the recovery of waste heat for useful purposes is more significant than the electric efficiency This isn t necessarily in sync with the economics
Energy Efficiency Strategies Waste Heat Recovery & Emission Reductions
 Energy Efficiency Strategies Waste Heat Recovery & Emission Reductions TUR Continuing Education Conference Sturbridge Host Hotel April 14, 2010 With fuel prices increasing and environmental pressure to
Energy Efficiency Strategies Waste Heat Recovery & Emission Reductions TUR Continuing Education Conference Sturbridge Host Hotel April 14, 2010 With fuel prices increasing and environmental pressure to
Zeeco Burner Division
 Zeeco Burner Division Combustion Test Facility 22151 East 91 st Street Broken Arrow, OK 74014 USA Phone: 918-258-8551 Fax: 918-251-5519 sales@zeeco.com www.zeeco.com Zeeco Burner Division Page 2 Combustion
Zeeco Burner Division Combustion Test Facility 22151 East 91 st Street Broken Arrow, OK 74014 USA Phone: 918-258-8551 Fax: 918-251-5519 sales@zeeco.com www.zeeco.com Zeeco Burner Division Page 2 Combustion
Regenerative Burners- Are They Worth It? by Dave Schalles Bloom Engineering Company AFRC/JFRC MAUI FALL 2004
 Regenerative Burners- Are They Worth It? by Dave Schalles Bloom Engineering Company AFRC/JFRC MAUI FALL 2004 1 Topics to be Covered: High Efficiency/LowNO x Regenerative Burners Performance Comparison
Regenerative Burners- Are They Worth It? by Dave Schalles Bloom Engineering Company AFRC/JFRC MAUI FALL 2004 1 Topics to be Covered: High Efficiency/LowNO x Regenerative Burners Performance Comparison
Small Heating Systems. What it takes to burn well
 Small Heating Systems What it takes to burn well 1) The most common problem is getting more fuel started than you have air and heat to finish. 2) Even if you have enough air (no smoke) you are probably
Small Heating Systems What it takes to burn well 1) The most common problem is getting more fuel started than you have air and heat to finish. 2) Even if you have enough air (no smoke) you are probably
MSW Processing- Gasifier Section
 MSW Processing- Gasifier Section Chosen Flowsheet MSW Gasifier SynGas H2S/Solids Water wash Clean Syngas CO Conversion Shifted SynGas CO2 Separation CO 2 Urea H 2 O 2 Urea Plant Air Air Separation N 2
MSW Processing- Gasifier Section Chosen Flowsheet MSW Gasifier SynGas H2S/Solids Water wash Clean Syngas CO Conversion Shifted SynGas CO2 Separation CO 2 Urea H 2 O 2 Urea Plant Air Air Separation N 2
HYDROGEN GENERATION FOR MODERN REFINERIES
 HYDROGEN GENERATION FOR MODERN REFINERIES Luigi Bressan, Guido Collodi, Fabio Ruggeri Foster Wheeler Italiana SpA Via Caboto, 1 20094 Corsico Milan - Italy Abstract With increasing demand for diesel, more
HYDROGEN GENERATION FOR MODERN REFINERIES Luigi Bressan, Guido Collodi, Fabio Ruggeri Foster Wheeler Italiana SpA Via Caboto, 1 20094 Corsico Milan - Italy Abstract With increasing demand for diesel, more
Technical Guidance Note (Monitoring) Monitoring of stack gas emissions from medium combustion plants and specified generators
 Monitoring of stack gas emissions from medium combustion plants and specified generators") Technical Guidance Note (Monitoring) M5 Monitoring of stack gas emissions from medium combustion plants and specified generators Environment Agency September 2018 Draft Version Foreword This technical
Technical Guidance Note (Monitoring) M5 Monitoring of stack gas emissions from medium combustion plants and specified generators Environment Agency September 2018 Draft Version Foreword This technical
Power-Cost Alternative De-NOx Solutions for Coal-Fired Power Plants
 Power-Cost Alternative De-NOx Solutions for Coal-Fired Power Plants 12/21/2015 Power Engineering By Bin Xu, David Wilson, and Rob Broglio Traditionally, large coal-fired generating units have complied
Power-Cost Alternative De-NOx Solutions for Coal-Fired Power Plants 12/21/2015 Power Engineering By Bin Xu, David Wilson, and Rob Broglio Traditionally, large coal-fired generating units have complied
DOE/ID/ Work Performed Under Contract No. DE-FC36-95ID13331
 DOE/ID/13331-2 Dilute Oxygen Combustion Phase 2 Final Report Yong Wang Hisashi Kobayashi September 2005 Work Performed Under Contract No. DE-FC36-95ID13331 For U.S. Department of Energy Assistant Secretary
DOE/ID/13331-2 Dilute Oxygen Combustion Phase 2 Final Report Yong Wang Hisashi Kobayashi September 2005 Work Performed Under Contract No. DE-FC36-95ID13331 For U.S. Department of Energy Assistant Secretary
CEE 452/652. Week 14, Lecture 1 NOx control. Dr. Dave DuBois Division of Atmospheric Sciences, Desert Research Institute
 CEE 45/65 Week 14, Lecture 1 NOx control Dr. Dave DuBois Division of Atmospheric Sciences, Desert Research Institute Today s topics Today s topic: NOx control Read chapter 16 Presentations on Nov 9 and
CEE 45/65 Week 14, Lecture 1 NOx control Dr. Dave DuBois Division of Atmospheric Sciences, Desert Research Institute Today s topics Today s topic: NOx control Read chapter 16 Presentations on Nov 9 and
Commercial Viability of Near-Zero Emissions Oxy-Combustion Technology for Pulverized Coal Power Plants
 Commercial Viability of Near-Zero Emissions Oxy-Combustion Technology for Pulverized Coal Power Plants Andrew Seltzer Zhen Fan Horst Hack Foster Wheeler North America Corp., USA Minish Shah Kenneth Burgers
Commercial Viability of Near-Zero Emissions Oxy-Combustion Technology for Pulverized Coal Power Plants Andrew Seltzer Zhen Fan Horst Hack Foster Wheeler North America Corp., USA Minish Shah Kenneth Burgers
New Power Plant Concept for Moist Fuels, IVOSDIG
 ES THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS 91-GT-293 345 E. 47 St., New York, N.Y. 10017 The Society shall not be responsible for statements or opinions advanced in papers or in discussion at meetings
ES THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS 91-GT-293 345 E. 47 St., New York, N.Y. 10017 The Society shall not be responsible for statements or opinions advanced in papers or in discussion at meetings
Sulfur Tail Gas Thermal Oxidizer Systems By Peter Pickard
 Sulfur Tail Gas Thermal Oxidizer Systems By Peter Pickard Introduction SRU s (Sulfur Recovery Units) are critical pieces of equipment in refineries and gas plants. SRUs remove sulfur compounds from certain
Sulfur Tail Gas Thermal Oxidizer Systems By Peter Pickard Introduction SRU s (Sulfur Recovery Units) are critical pieces of equipment in refineries and gas plants. SRUs remove sulfur compounds from certain
Boiler Energy Efficiency & Overview of Economizers
 Boiler Energy Efficiency & Overview of Economizers May 2008 Presented by: Sunil Kumar, P.Eng. GENIVAR Ph: 905-475-7270 Sunil.kumar@genivar.com Outline of Presentation 1. Steam System Overview 2. Energy
Boiler Energy Efficiency & Overview of Economizers May 2008 Presented by: Sunil Kumar, P.Eng. GENIVAR Ph: 905-475-7270 Sunil.kumar@genivar.com Outline of Presentation 1. Steam System Overview 2. Energy
Coal Fired Boiler Optimization and the Impact on Emission Control Devices
 Coal Fired Boiler Optimization and the Impact on Emission Control Devices Shawn Cochran Danny Storm Typical Emissions Controlled via Backend Equipment Particulate matter Electric Static Precipitator (ESP),
Coal Fired Boiler Optimization and the Impact on Emission Control Devices Shawn Cochran Danny Storm Typical Emissions Controlled via Backend Equipment Particulate matter Electric Static Precipitator (ESP),
Case No. 601: Reducing NOx Emissions from Nitric Acid Manufacturing Plants with NOx Abatement or NSCR
 STATIONARY EMISSIONS CONTROL 900 FORGE AVENUE Suite 100 AUDUBON, PA 19403-2305 USA T +1484-320-2136 F +1 484-320-2152 WWW. JMSEC.COM : Reducing NOx Emissions from Nitric Acid Manufacturing Plants with
STATIONARY EMISSIONS CONTROL 900 FORGE AVENUE Suite 100 AUDUBON, PA 19403-2305 USA T +1484-320-2136 F +1 484-320-2152 WWW. JMSEC.COM : Reducing NOx Emissions from Nitric Acid Manufacturing Plants with
Elemental Analysis (EA)
") Elemental Analysis Elemental Analysis (EA) - Weight percentages of C, H, N, S done by combustion in O 2 - Gas chromatographic analysis of CO 2, H 2 O and N 2, SO 2 - Oxygen as CO - Other elements such
Elemental Analysis Elemental Analysis (EA) - Weight percentages of C, H, N, S done by combustion in O 2 - Gas chromatographic analysis of CO 2, H 2 O and N 2, SO 2 - Oxygen as CO - Other elements such
Challenges in Designing Fuel-Fired sco2 Heaters for Closed sco2 Brayton Cycle Power Plants
 5th International Supercritical CO 2 Power Cycles Symposium March 29-31, 2016, San Antonio, Texas Challenges in Designing Fuel-Fired sco2 Heaters for Closed sco2 Brayton Cycle Power Plants David Thimsen
5th International Supercritical CO 2 Power Cycles Symposium March 29-31, 2016, San Antonio, Texas Challenges in Designing Fuel-Fired sco2 Heaters for Closed sco2 Brayton Cycle Power Plants David Thimsen
Study Results in Demonstration Operation of Oxyfuel Combustion Boiler for CO 2 Capture
 Vol. 43 No. 2 21 Study Results in Demonstration Operation of Oxyfuel Combustion Boiler for CO 2 Capture YAMADA Toshihiko : Manager, Research & Development Department, Power Plant Division, Energy Systems
Vol. 43 No. 2 21 Study Results in Demonstration Operation of Oxyfuel Combustion Boiler for CO 2 Capture YAMADA Toshihiko : Manager, Research & Development Department, Power Plant Division, Energy Systems
A SAGE METERING White Paper SAGE METERING 8 Harris Court, Building D1, Monterey, CA Telephone: (831)
") A SAGE METERING White Paper SAGE METERING 8 Harris Court, Building D1, Monterey, CA 93940 Telephone: (831) 242-2030 www.sagemetering.com By Bob Steinberg, President, CEO November 13, 2012 Table of Contents
A SAGE METERING White Paper SAGE METERING 8 Harris Court, Building D1, Monterey, CA 93940 Telephone: (831) 242-2030 www.sagemetering.com By Bob Steinberg, President, CEO November 13, 2012 Table of Contents
Particulate emissions determined using the dilution tunnel method should be entered in cell C13 of the "Data" sheet as total grams of emissions.
 This Excel spreadsheet calculates solid fuel appliance efficiency and heat output in accordance with the procedure specified in CSA B415.1-09. In general the column headings correspond to the variables
This Excel spreadsheet calculates solid fuel appliance efficiency and heat output in accordance with the procedure specified in CSA B415.1-09. In general the column headings correspond to the variables
Boiler Efficiency Testing. To understand the operation of a fire tube boiler To determine the operating efficiency of the boiler
 Boiler Efficiency Testing Objectives: To understand the operation of a fire tube boiler To determine the operating efficiency of the boiler Theory Most industrial processes require heating. This is usually
Boiler Efficiency Testing Objectives: To understand the operation of a fire tube boiler To determine the operating efficiency of the boiler Theory Most industrial processes require heating. This is usually
A COMPARISON OF GAS ANALYSIS TECHNOLOGIES AVAILABLE FOR EFFICIENT AND SAFE COMBUSTION IN CONTROL FIRED HEATERS
 EXPERTS IN COMBUSTION CONTROL EXPERT PAPER A COMPARISON OF GAS ANALYSIS TECHNOLOGIES AVAILABLE FOR EFFICIENT AND SAFE COMBUSTION IN CONTROL FIRED HEATERS By Rhys Jenkins, Product Business Manager, Servomex
EXPERTS IN COMBUSTION CONTROL EXPERT PAPER A COMPARISON OF GAS ANALYSIS TECHNOLOGIES AVAILABLE FOR EFFICIENT AND SAFE COMBUSTION IN CONTROL FIRED HEATERS By Rhys Jenkins, Product Business Manager, Servomex
2008 Fuel Flexibility Conference
 2008 Fuel Flexibility Conference Strategies & Tactics for Coal Consumers Presented by, Stephen Storm Storm Technologies, Inc Sheraton Inner Harbor Hotel Baltimore, Maryland July 29 th, 2008 Overall Plant
2008 Fuel Flexibility Conference Strategies & Tactics for Coal Consumers Presented by, Stephen Storm Storm Technologies, Inc Sheraton Inner Harbor Hotel Baltimore, Maryland July 29 th, 2008 Overall Plant
This presentation covers process steam energy reduction projects supported by the Ameren Illinois ActOnEnergy program.
 This presentation covers process steam energy reduction projects supported by the Ameren Illinois ActOnEnergy program. 1 2 Before we get started, here are four questions to find out what you already know
This presentation covers process steam energy reduction projects supported by the Ameren Illinois ActOnEnergy program. 1 2 Before we get started, here are four questions to find out what you already know
NOx Reduction: Flue Gas Recirculation vs Selective Catalytic Reduction. Presented by Jason Jacobi October 28, 2015
 NOx Reduction: Flue Gas Recirculation vs Selective Catalytic Reduction Presented by Jason Jacobi October 28, 2015 Agenda NOx Regulations What is NOx? NOx types How to control NOx? What is FGR? What is
NOx Reduction: Flue Gas Recirculation vs Selective Catalytic Reduction Presented by Jason Jacobi October 28, 2015 Agenda NOx Regulations What is NOx? NOx types How to control NOx? What is FGR? What is
Study on the thermodynamics performance of industrial boiler
 Study on the thermodynamics performance of industrial boiler M. Faizal a,b, M. H. Hamzah b, A. Navaretsnasinggam b a ADP, Taylor's University Lakeside Campus, 47500 Selangor, Malaysia b Department of Mechanical
Study on the thermodynamics performance of industrial boiler M. Faizal a,b, M. H. Hamzah b, A. Navaretsnasinggam b a ADP, Taylor's University Lakeside Campus, 47500 Selangor, Malaysia b Department of Mechanical
NATIONAL CERTIFICATION EXAMINATION 2004 FOR ENERGY MANAGERS
 NATIONAL CERTIFICATION EXAMINATION 2004 FOR ENERGY MANAGERS PAPER EM2: Energy Efficiency in Thermal Utilities Date: 22.05.2004 Timings: 1400-1700 HRS Duration: 3 HRS Max. Marks: 150 General instructions:
NATIONAL CERTIFICATION EXAMINATION 2004 FOR ENERGY MANAGERS PAPER EM2: Energy Efficiency in Thermal Utilities Date: 22.05.2004 Timings: 1400-1700 HRS Duration: 3 HRS Max. Marks: 150 General instructions:
Chemical Engineering Principles-I Dr.Ali H.Abbar Answers: 2.6 Material Balance Problems Involving Multiple Units process flowsheet (flowchart)
") 5. Methane burns with O 2 to produce a gaseous product that contains CH 4, O 2, CO 2, CO, H 2 O, and H 2. How many independent element balances can you write for this system? 6. Solve the problems (1,
5. Methane burns with O 2 to produce a gaseous product that contains CH 4, O 2, CO 2, CO, H 2 O, and H 2. How many independent element balances can you write for this system? 6. Solve the problems (1,
Oxy-Fired Process Heaters: A Scouting Study
 Oxy-Fired Process Heaters: A Scouting Study 2 nd International Oxyfuel Combustion Conference Capricorn Resort, Yeppoon, Australia September 12 th 16 th, 2011 A.S. (Jamal) Jamaluddin, Walter F. Farmayan
Oxy-Fired Process Heaters: A Scouting Study 2 nd International Oxyfuel Combustion Conference Capricorn Resort, Yeppoon, Australia September 12 th 16 th, 2011 A.S. (Jamal) Jamaluddin, Walter F. Farmayan
Energy Efficiency: Best Practices Thermal Power Stations
 Energy Efficiency: Best Practices Thermal Power Stations By Ravindra Datar Senergy Consultants (P) Ltd Cell: +91 9821271630 ravi@senergy.co.in www.senergy.india.com Key Parameters Inlet (as well as Re-heater)
Energy Efficiency: Best Practices Thermal Power Stations By Ravindra Datar Senergy Consultants (P) Ltd Cell: +91 9821271630 ravi@senergy.co.in www.senergy.india.com Key Parameters Inlet (as well as Re-heater)
PLANT and PROCESS PRINCIPLES COMBUSTION PROCESSES
 PLANT and PROCESS PRINCIPLES COMBUSTION PROCESSES This work covers Outcome 4 of the syllabus for the Edexcel HNC/D module Plant Process Principles 21725P and part of the Engineering Council Certificate
PLANT and PROCESS PRINCIPLES COMBUSTION PROCESSES This work covers Outcome 4 of the syllabus for the Edexcel HNC/D module Plant Process Principles 21725P and part of the Engineering Council Certificate
Lecture 4. Ammonia: Production and Storage - Part 1
 Lecture 4 Ammonia: Production and Storage - Part 1 Ammonia or azane is a compound of nitrogen and hydrogen with the formula NH 3. It is a colourless gas with a characteristic pungent smell. Ammonia contributes
Lecture 4 Ammonia: Production and Storage - Part 1 Ammonia or azane is a compound of nitrogen and hydrogen with the formula NH 3. It is a colourless gas with a characteristic pungent smell. Ammonia contributes
Efficient Conversion of Solid Biomass into Gaseous Fuel
 Efficient Conversion of Solid Biomass into Gaseous Fuel Dr. Aysha Irshad Dept. of Chemical Engineering, University of Engineering & Technology, Lahore, Pakistan Prof. Gordon E. Andrews, Dr. Herodotos N.
Efficient Conversion of Solid Biomass into Gaseous Fuel Dr. Aysha Irshad Dept. of Chemical Engineering, University of Engineering & Technology, Lahore, Pakistan Prof. Gordon E. Andrews, Dr. Herodotos N.
KEPCO KEPRI Kim eui hwan
 2015 KEPIC PERFORMANCE TEST SEMINAR New Start! Open Soft Speed AGAIN KEPCO! 2015. 9. 22 KEPCO KEPRI Kim eui hwan 1 2 3 test Steam turbine test 2/42 3/42 Thermal analysis of Power Plant Cycle Grasp of the
2015 KEPIC PERFORMANCE TEST SEMINAR New Start! Open Soft Speed AGAIN KEPCO! 2015. 9. 22 KEPCO KEPRI Kim eui hwan 1 2 3 test Steam turbine test 2/42 3/42 Thermal analysis of Power Plant Cycle Grasp of the
Energy Efficient Process Heating: Managing Air Flow
 Energy Efficient Process Heating: Managing Air Flow Kevin Carpenter and Kelly Kissock Department of Mechanical and Aerospace Engineering University of Dayton 300 College Park Dayton, OH 45469-0210 Phone:
Energy Efficient Process Heating: Managing Air Flow Kevin Carpenter and Kelly Kissock Department of Mechanical and Aerospace Engineering University of Dayton 300 College Park Dayton, OH 45469-0210 Phone:
STORM TECHNOLOGIES, INC. 411 North Depot Street PO Box 429 Albemarle, NC Phone: (704) Fax: (704)
 Fax: (704)") October 004 Volume No. 8 STORM TECHNOLOGIES, INC. 411 North Depot Street PO Box 49 Albemarle, NC 800 Phone: (704) 983-040 Fax: (704) 98-9657 www.stormeng.com By: Richard F. Storm and Staff of Storm Technologies,
October 004 Volume No. 8 STORM TECHNOLOGIES, INC. 411 North Depot Street PO Box 49 Albemarle, NC 800 Phone: (704) 983-040 Fax: (704) 98-9657 www.stormeng.com By: Richard F. Storm and Staff of Storm Technologies,
EDEXCEL NATIONAL CERTIFICATE/DIPLOMA. PRINCIPLES AND APPLICATIONS of THERMODYNAMICS NQF LEVEL 3 OUTCOME 3 -COMBUSTION
 EDEXCEL NATIONAL CERTIFICATE/DIPLOMA PRINCIPLES AND APPLICATIONS of THERMODYNAMICS NQF LEVEL 3 OUTCOME 3 -COMBUSTION CONTENT Know about combustion processes and the calorific value of fuels Combustion
EDEXCEL NATIONAL CERTIFICATE/DIPLOMA PRINCIPLES AND APPLICATIONS of THERMODYNAMICS NQF LEVEL 3 OUTCOME 3 -COMBUSTION CONTENT Know about combustion processes and the calorific value of fuels Combustion
Boiler Tune-up Guide
 Boiler Tune-up Guide National Emission Standards for Hazardous Air Pollutants for Area Sources: Industrial, Commercial, and Institutional Boilers What is a boiler tune-up? 40 CFR Part 63 Subpart JJJJJJ
Boiler Tune-up Guide National Emission Standards for Hazardous Air Pollutants for Area Sources: Industrial, Commercial, and Institutional Boilers What is a boiler tune-up? 40 CFR Part 63 Subpart JJJJJJ
SHRI RAMSWAROOP MEMORIAL COLLEGE OF ENGG. & MANAGEMENT B.Tech. [SEM IV (ME-41, 42,43 & 44)] QUIZ TEST-1 (Session: )
![SHRI RAMSWAROOP MEMORIAL COLLEGE OF ENGG. & MANAGEMENT B.Tech. [SEM IV (ME-41, 42,43 & 44)] QUIZ TEST-1 (Session: )](/thumbs/72/67555697.jpg "SHRI RAMSWAROOP MEMORIAL COLLEGE OF ENGG. & MANAGEMENT B.Tech. [SEM IV (ME-41, 42,43 & 44)] QUIZ TEST-1 (Session: )") QUIZ TEST-1 Q.1. In a stage of an impulse turbine provided with a single row wheel, the mean diameter of the blade ring is 80cm and the speed of the rotation is 3000rpm. The steam issues from the nozzle
QUIZ TEST-1 Q.1. In a stage of an impulse turbine provided with a single row wheel, the mean diameter of the blade ring is 80cm and the speed of the rotation is 3000rpm. The steam issues from the nozzle
Nitrogen oxide chemistry in combustion processes. Based on material originally by Prof. Mikko Hupa
 Nitrogen oxide chemistry in combustion processes Based on material originally by Prof. Mikko Hupa Background - NOx Nitrogen oxides, NO X = NO + NO 2 In combustion flue gases >95% NO and
Nitrogen oxide chemistry in combustion processes Based on material originally by Prof. Mikko Hupa Background - NOx Nitrogen oxides, NO X = NO + NO 2 In combustion flue gases >95% NO and
PINCH ANALYSIS : For the Efficient Use of Energy, Water & Hydrogen. NITROGEN-BASED FERTILIZER INDUSTRY Energy Recovery at an Ammonia Plant
 PINCH ANALYSIS : For the Efficient Use of Energy, Water & Hydrogen NITROGEN-BASED FERTILIZER INDUSTRY Energy Recovery at an Ammonia Plant PINCH ANALYSIS: For the Efficient Use of Energy, Water & Hydrogen
PINCH ANALYSIS : For the Efficient Use of Energy, Water & Hydrogen NITROGEN-BASED FERTILIZER INDUSTRY Energy Recovery at an Ammonia Plant PINCH ANALYSIS: For the Efficient Use of Energy, Water & Hydrogen
TECHNICAL PUBLICATION
 TECHNICAL PUBLICATION REFURBISHMENT OF AN EXISTING 1000 TPD MSW FACILITY USING MODERN STATE-OF-THE-ART EQUIPMENT by Craig Gillum, Staff Engineer Babcock Borsig Power, Inc. and Arthur Cole, Vice President
TECHNICAL PUBLICATION REFURBISHMENT OF AN EXISTING 1000 TPD MSW FACILITY USING MODERN STATE-OF-THE-ART EQUIPMENT by Craig Gillum, Staff Engineer Babcock Borsig Power, Inc. and Arthur Cole, Vice President
Robust flue gas probes for industrial emissions measurements.
 Robust flue gas probes for industrial emissions measurements. For reliable measurements using testo 340 and testo 350, even in the harshest of conditions. Robust flue gas probes for industrial emissions
Robust flue gas probes for industrial emissions measurements. For reliable measurements using testo 340 and testo 350, even in the harshest of conditions. Robust flue gas probes for industrial emissions
PCS Nitrogen Ltd. (a wholly owned subsidiary of Potash Corp.),
,") SPECIALREPORT Maximize ammonia production cost-effectively Operating company chooses to revamp the primary reformer to increase capacity of existing unit E. WEST-TOOLSEE, PCS Nitrogen Ltd., Trinidad, West
SPECIALREPORT Maximize ammonia production cost-effectively Operating company chooses to revamp the primary reformer to increase capacity of existing unit E. WEST-TOOLSEE, PCS Nitrogen Ltd., Trinidad, West
Furnace Atmosphere Considerations for Fasteners
 132 Furnace Atmosphere Considerations for Fasteners by Richard D. Sisson, Jr. & Daniel H. Herring A critical consideration in the heat treatment of fasteners is the type, consistency, and control of the
132 Furnace Atmosphere Considerations for Fasteners by Richard D. Sisson, Jr. & Daniel H. Herring A critical consideration in the heat treatment of fasteners is the type, consistency, and control of the
San Joaquin Valley Unified Air Pollution Control District. Best Performance Standard (BPS) x.x.xx. Process Heaters. Thermal Fluid Heat Transfer System
 x.x.xx. Process Heaters. Thermal Fluid Heat Transfer System") San Joaquin Valley Unified Air Pollution Control District Best Performance Standard (BPS) x.x.xx Class Category Process Heaters Thermal Fluid Heat Transfer System BPS Specification Thermal heat transfer
San Joaquin Valley Unified Air Pollution Control District Best Performance Standard (BPS) x.x.xx Class Category Process Heaters Thermal Fluid Heat Transfer System BPS Specification Thermal heat transfer
ONE MORE TIME: FIRST APPLY THE FUNDAMENTALS! By Richard F. (Dick) Storm, P.E.
 Storm, P.E.") RMEL Plant Management Conference June 14-15, 2012 ONE MORE TIME: FIRST APPLY THE FUNDAMENTALS! By Richard F. (Dick) Storm, P.E. Introduction Since the Clean Air Act Amendment was passed in 1990, there
RMEL Plant Management Conference June 14-15, 2012 ONE MORE TIME: FIRST APPLY THE FUNDAMENTALS! By Richard F. (Dick) Storm, P.E. Introduction Since the Clean Air Act Amendment was passed in 1990, there
EFFICIENCY GAINS or FUEL USAGE REDUCTION OR BOTH??? HOW ARE THEY RELATED?
 EFFICIENCY GAINS or FUEL USAGE REDUCTION OR BOTH??? HOW ARE THEY RELATED? COMMONLY USED EFFICIENCY TERMS AS THEY RELATE TO THE BOILER/BURNER THERMAL EFFICIENCY: THERMAL EFFICIENCY IS SIMPLY THE MEASURED
EFFICIENCY GAINS or FUEL USAGE REDUCTION OR BOTH??? HOW ARE THEY RELATED? COMMONLY USED EFFICIENCY TERMS AS THEY RELATE TO THE BOILER/BURNER THERMAL EFFICIENCY: THERMAL EFFICIENCY IS SIMPLY THE MEASURED
Improving energy efficiency in an ammonia plant
 Improving energy efficiency in an ammonia plant D. Velázquez, F. Rossi and J. Rodríguez of DVA Global Energy Services and F.Galindo of Fertiberia present the results of an energy study carried out in an
Improving energy efficiency in an ammonia plant D. Velázquez, F. Rossi and J. Rodríguez of DVA Global Energy Services and F.Galindo of Fertiberia present the results of an energy study carried out in an
Guidance for Portable Electrochemical Analyzer Testing Used for Compliance Monitoring
 Guidance for Portable Electrochemical Analyzer Testing Used for Compliance Monitoring Section I. Introduction DEQ s Air Quality Division administers the provisions of 40 CFR Part 70 as well as the minor
Guidance for Portable Electrochemical Analyzer Testing Used for Compliance Monitoring Section I. Introduction DEQ s Air Quality Division administers the provisions of 40 CFR Part 70 as well as the minor
R13 SET - 1 '' ''' '' ' '''' Code No: RT31035
 R13 SET - 1 III B. Tech I Semester Regular/Supplementary Examinations, October/November - 2016 THERMAL ENGINEERING II (Mechanical Engineering) Time: 3 hours Max. Marks: 70 Note: 1. Question Paper consists
R13 SET - 1 III B. Tech I Semester Regular/Supplementary Examinations, October/November - 2016 THERMAL ENGINEERING II (Mechanical Engineering) Time: 3 hours Max. Marks: 70 Note: 1. Question Paper consists
Dry Low-NOx Combustion Technology for Novel Clean Coal Power Generation Aiming at the Realization of a Low Carbon Society
 Dry Low-NOx Combustion Technology for Novel Clean Coal Power Generation Aiming at the Realization of a Low Carbon Society 24 SATOSCHI DODO *1 MITSUHIRO KARISHUKU *2 NOBUO YAGI *2 TOMOHIRO ASAI *3 YASUHIRO
Dry Low-NOx Combustion Technology for Novel Clean Coal Power Generation Aiming at the Realization of a Low Carbon Society 24 SATOSCHI DODO *1 MITSUHIRO KARISHUKU *2 NOBUO YAGI *2 TOMOHIRO ASAI *3 YASUHIRO
Efficiency and heat losses of indirect water bath heater installed in natural gas pressure reduction station; evaluating a case study in Iran
 Efficiency and heat losses of indirect water bath heater installed in natural gas pressure reduction station; evaluating a case study in Iran 1.Ebrahim Khalili,. Seyyed Mostafa Hoseinalipour, 3.Esmaeil
Efficiency and heat losses of indirect water bath heater installed in natural gas pressure reduction station; evaluating a case study in Iran 1.Ebrahim Khalili,. Seyyed Mostafa Hoseinalipour, 3.Esmaeil
Chapter 10 Material Balances for Processes Involving Reaction 10.1 Species Material Balances Processes Involving a Single Reaction
 Chapter 10 Material Balances for Processes Involving Reaction 10.1 Species Material Balances 10.1.1 Processes Involving a Single Reaction The material balance for a species must be augmented to include
Chapter 10 Material Balances for Processes Involving Reaction 10.1 Species Material Balances 10.1.1 Processes Involving a Single Reaction The material balance for a species must be augmented to include
WSA-DC NEXT GENERATION TOPSØE WSA TECHNOLOGY FOR STRONGER SO 2 GASES AND VERY HIGH CONVERSION. Helge Rosenberg Haldor Topsoe
 WSA-DC NEXT GENERATION TOPSØE WSA TECHNOLOGY FOR STRONGER SO 2 GASES AND VERY HIGH CONVERSION Helge Rosenberg Haldor Topsoe Up to now, Topsøe WSA (Wet gas Sulphuric Acid) plants have been in operation
WSA-DC NEXT GENERATION TOPSØE WSA TECHNOLOGY FOR STRONGER SO 2 GASES AND VERY HIGH CONVERSION Helge Rosenberg Haldor Topsoe Up to now, Topsøe WSA (Wet gas Sulphuric Acid) plants have been in operation
The seven possibilities described herein below reveal
 Technical and operational measures to increase energy efficiency of industrial furnaces by Dominik Schröder The measures, which are traditionally taken for energy saving, aim at the selection of the most
Technical and operational measures to increase energy efficiency of industrial furnaces by Dominik Schröder The measures, which are traditionally taken for energy saving, aim at the selection of the most
Products CONSTRUCTION REVAMPS STUDIES MANGAGEMENT. Steam Methane Reformers. Ethylene Crackers. Fired Heaters. SCR Systems. Waste Heat Recovery Units
 ENGINEERING PROCUREMENT CONSTRUCTION REVAMPS STUDIES CONSTRUCTION MANGAGEMENT Products Steam Methane Reformers Ethylene Crackers Fired Heaters SCR Systems Waste Heat Recovery Units Once Through Steam Generators
ENGINEERING PROCUREMENT CONSTRUCTION REVAMPS STUDIES CONSTRUCTION MANGAGEMENT Products Steam Methane Reformers Ethylene Crackers Fired Heaters SCR Systems Waste Heat Recovery Units Once Through Steam Generators
CHAPTER 1 FUNDAMENTAL OF COMBUSTION
 CHAPTER 1 FUNDAMENTAL OF COMBUSTION Definition Rapid oxidation of a fuel accompanied by the release of heat and/or light together with the formation of combustion products Fuel + oxygen Heat/light + combustion
CHAPTER 1 FUNDAMENTAL OF COMBUSTION Definition Rapid oxidation of a fuel accompanied by the release of heat and/or light together with the formation of combustion products Fuel + oxygen Heat/light + combustion
3ii. io.e/pc/ COMMERCIAL DEMONSTRATION OF THE NOXSO SOJNO, REMOVAL FLUE GAS CLEANUP SYSTEM 7 U Quarterly Technical Progress Report No.
 COMMERCAL DEMONSTRATON OF THE NOXSO SOJNO, REMOVAL FLUE GAS CLEANUP SYSTEM ioe/pc/ 7 U 5-4 9- - Contract No DE-FC22-91PC9549 Quarterly Technical Progress Report No 5 Submitted to US Department of Energy
COMMERCAL DEMONSTRATON OF THE NOXSO SOJNO, REMOVAL FLUE GAS CLEANUP SYSTEM ioe/pc/ 7 U 5-4 9- - Contract No DE-FC22-91PC9549 Quarterly Technical Progress Report No 5 Submitted to US Department of Energy
BOILER EFFICIENCY EVALUATIONS
 BOILER EFFICIENCY EVALUATIONS Presenter: John F. La Fond, P.E. President Author: Marcel D. Berz, P.E. Manager, Process Technologies 1 OUTLINE 1. Purpose of Evaluating Efficiency 2. Definitions 3. Typical
BOILER EFFICIENCY EVALUATIONS Presenter: John F. La Fond, P.E. President Author: Marcel D. Berz, P.E. Manager, Process Technologies 1 OUTLINE 1. Purpose of Evaluating Efficiency 2. Definitions 3. Typical
Most plant staff members periodically
 Managing air to improve combustion efficiency The average pulverized coal fired coal plant is more than 30 years old and has a heat rate in the neighborhood of 10,300 Btu/kWh operating with an off-design
Managing air to improve combustion efficiency The average pulverized coal fired coal plant is more than 30 years old and has a heat rate in the neighborhood of 10,300 Btu/kWh operating with an off-design
Exergy in Processes. Flows and Destruction of Exergy
 Exergy in Processes Flows and Destruction of Exergy Exergy of Different Forms of Energy Chemical Energy Heat Energy Pressurised Gas Electricity Kinetic Energy Oxidation of Methane ΔH = -890.1 kj/mol ΔS
Exergy in Processes Flows and Destruction of Exergy Exergy of Different Forms of Energy Chemical Energy Heat Energy Pressurised Gas Electricity Kinetic Energy Oxidation of Methane ΔH = -890.1 kj/mol ΔS
Coal Fired Power POWER GENERATION. Rev. 2
 POWER GENERATION Coal Fired Power Coal Fired Power plants will continue to play a key role in the generation portfolio of most power companies, even while facing political pressure and competition from
POWER GENERATION Coal Fired Power Coal Fired Power plants will continue to play a key role in the generation portfolio of most power companies, even while facing political pressure and competition from
International Journal of Advance Engineering and Research Development
 Scientific Journal of Impact Factor (SJIF): 4.72 International Journal of Advance Engineering and Research Development Volume 4, Issue 9, September -2017 Review of Thermal Characteristics of Diesel Fired
Scientific Journal of Impact Factor (SJIF): 4.72 International Journal of Advance Engineering and Research Development Volume 4, Issue 9, September -2017 Review of Thermal Characteristics of Diesel Fired
CECEBE Technologies Inc.
 98.2.8 Improving Furnace-Boiler System in Sulfuric Acid Plants Dr. Gordon M. Cameron and Dr. Dahya Bhaga CECEBE Technologies Inc. 4 Wellesbourne Crescent Toronto, Ontario Canada, M2H 1Y7 Tel: (416) 490-9840
98.2.8 Improving Furnace-Boiler System in Sulfuric Acid Plants Dr. Gordon M. Cameron and Dr. Dahya Bhaga CECEBE Technologies Inc. 4 Wellesbourne Crescent Toronto, Ontario Canada, M2H 1Y7 Tel: (416) 490-9840