2008 Fuel Flexibility Conference
|
|
|
- Bathsheba Baker
- 5 years ago
- Views:
Transcription




1 2008 Fuel Flexibility Conference Strategies & Tactics for Coal Consumers Presented by, Stephen Storm Storm Technologies, Inc Sheraton Inner Harbor Hotel Baltimore, Maryland July 29 th, 2008

2 Overall Plant Performance Opportunities High furnace exit gas temperatures contribute to overheated metals, slagging, excessive soot blower operation, production of popcorn ash, fouling of SCR s and APH s High furnace exit gas temperatures contribute to high de-superheating spray water flows that are significant steam turbine cycle heat-rate penalties. Fly ash Carbon losses Coal pulverizer spillage from pulverizer throats that are too large Bottom ash carbon content Lower Liability & High primary airflows contribute to unnecessarily high dry gas losses. Also poor fuel distribution, poor coal fineness, load Control & Excessive OX




3 Low O X Firing Evolution Challenges 70 s High Intensity Burner Forgiving First Generation Low O X Burner Sensitive 2 nd & 3 rd Generation Low O X Burners w/ OFA / Staged Combustion Unforgiving All are MMBTU Challenging!

4



5 1250. Excessive de-superheating spray flows & heat rate Too much heat absorption in the upper furnace will contribute to high desuperheating water spray flows 1685.

6 Active Secondary Combustion (video)



7 Furnace Exit Gas Profiles Minimization of Reducing atmospheres at the furnace exit is the Key to optimizing flue gas temperatures and reducing slag bridging, heavy levels of secondary combustion and hot tube circuits.


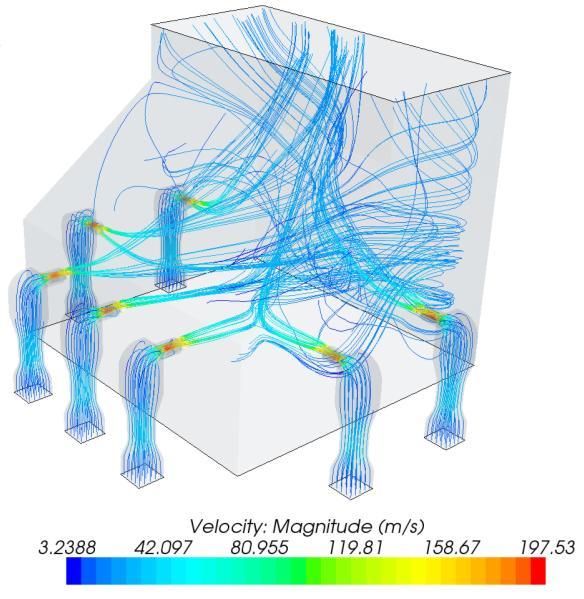
8 Typical Flue Gas Stratifications & Flue Gas Temperatures - Velocities


9 Post Combustion Techniques To Reduce O X SCR (Selective non-catalytic reduction) injects a reducing agent into O X laden flue gas within a specific temperature zone or window. The chemical agent and the flue gas need to properly mix for optimum O X reduction. The mixture must have adequate residence time for the reduction process to take place. For urea the temperature window is approximately 1,800ºF-2,100ºF. For Ammonia the temperature window is 1,600ºF-1,800ºF.

 Ash")

10 Issues with Pop Corn Ash Popcorn Ash SCR (Typical Layout) Ash build-up plugging half of a catalyst due to popcorn ash

11 SCR Performance Optimization

12 Coal Variations Ash Oxygen Ultimate Analysis Proximate Analysis Ash Moisture Fixed Carbon Carbon HHV Moisture Hydrogen itrogen (Total) Sulfur Sulfur Volatile Matter Ash Oxygen % by wt % by wt. High Slagging Coal Low Slagging Coal by wt % by wt by wt % by wt. 11,376 12,970 Btu / lb % by wt by wt % by wt by wt % by wt by wt % by wt % by wt. Ash Fusion Temperatures Proximate Analysis Reducing Ash Initial Deformation Fixed Carbon Softening HHV Hemispherical Moisture (Total) Fluid Sulfur Volatile Matter Oxidizing Initial Deformation Softening Hemispherical Ash Fusion Temperatures Fluid Reducing Initial Deformation Mineral Ash Analysis Softening Silicon Dioxide Hemispherical Aluminum Oxide Fluid Titanium Oxide Iron Oxide Oxidizing Calcium Oxide Initial Deformation Magnesium Oxide Potassium Softening Oxide Hemispherical Sodium Oxide Sulfur Fluid Trioxide Phosphorous Pentoxide Mineral Ash Analysis % by wt. 1, F % by wt. 2, F 11,376 12,970 Btu / lb 2, F % by wt. 2, F % by wt % by wt. 2, F 2, F 2, F 2, F 1, F 2, F % by wt. 2, F % by wt. 2, F % by wt % by wt % by wt. 2, F % by wt. 2, % F by wt. 2, % F by wt. 2, % F by wt % by wt.


13 Relationship of Poor Fineness w/ Water Wall Wastage Microscopic Investigation of Deposits Source: Rod Hatt, CCI Poor Fineness will not only result in poor distribution, but also heavier Iron Concentration in the Ash; High Iron + Reducing Atmosphere = Trouble
14 Furnace Residence Time Flame Quench Zone Point at which the combustion should be completed From FD Fan To Stack Residence time of 1-2 seconds

15 Performance Driven Maintenance Techniques Furnace Exit Flue Gas Temperature, Oxygen, CO & O Profiles Over fire Air Compartments Flue Gas Oxygen & CO Measurements Secondary Airflow Calibrations Main Secondary Air Ducts Fuel Line Performance Tests Flue Gas Oxygen & CO Measurements Primary Air Venturi Calibrations


16 Static Pressure The Clean Air Test FLOW Total Pressure Static Pressure 10 Incline Manometer Fuel lines should be balanced to each burner by Clean Air test 2% or better to establish equal system resistance between each of the burners


17 Clean Airflow Balance (% Deviation) Clean Airflow Balance (% Deviation) As Found Balance the fuel line system resistances by clean air testing. Using the STORM Two Team, Dual Traverse Method, to achieve resistance within 2% for all pipes Pre - Phase I (example) -20 The most expeditious way to achieve 2% balance is to install orifice housings as shown in Figure. "A" Mill Average Balance "C" Mill Average Balance After Left "B" Mill Average Balance "D" Mill Average Balance Example Drawings of STI orifice housing assemblies "A" Mill Average Balance "C" Mill Average Balance "B" Mill Average Balance "D" Mill Average Balance







18 Balancing the fuel lines by Clean air Balance the fuel line system resistances by clean air testing. Using the STORM Two Team, Dual Traverse Method, to achieve resistance within 2% for all pipes.





19 Key Parameters for Characterizing Mill Performance & Capacity Coal HGI & Moisture Coal Fineness Primary air flow Accuracy Air & Fuel Control Across the load range Input Power requirements Mill Outlet Temperature Pyrite/Coal Rejects

20 Coal Quality Variables that Impact Mill Performance


21 Dirty Airflow Testing & Isokinetic Coal Sampling Ascertain relative pipe to pipe fuel balance. Quantify individual fuel line air to fuel ratios Quantify pulverizer air to fuel ratio Quantify individual fuel line velocity and airflow Ascertain pipe to pipe airflow balance Quantify fuel line temperature and static pressure Obtain representative fuel samples for coal fineness analysis


22 Coal Fineness Analyses Fuel line fineness shall be 75% or more passing a 200 mesh screen. 50 mesh particles shall be less than 0.1%.
23 Passing 200 Mesh (%) Particle Diameter (microns) Average Collected Particle Size (from Isokinetic Coal Sampling) 60% thru 200 mesh vs. 80% thru 200 mesh, yields a 85.7% difference in the particle surface area (mm 2 ) Particle Surface Area (mm 2 ) Preferred Fineness: Microns Particle Diameter Particle Surface Area


24 Pulverizer Optimization is ot Optional First Affect of Fuel Fineness on O X Fuel ozzle Good Fineness Poor Fineness Fuel ozzle
25 Fuel Balance (%) Mean Particle Size (Microns_) ote: Coal is 1,000 times more dense than air. The finer the product distribution (as finer coal acts more like a fluid or gas). the better the Improved Coal Fineness Reduces: Slagging propensity Upper furnace slagging & fouling Fuel Imbalances Water wall Wastage O X Fuel Balance (%) vs. Mean Particle Size(%) Bef ore Af ter Fuel Balance (%) ddd Mean Particle Size Linear (Fuel Balance (%)) Linear (Mean Particle Size)




26 Effects of poor coal fineness vs. Good coal fineness Mechanical Synchronization With Velocity Vectors Poor Coal Fineness often yields poor distribution Good Fineness Creates a homogenous & balanced mixture & will produce a more homogenous mixture if mechanical synchronization is optimum
 Air-Fuel Ratios 300,000 280,000 260,000 240,000 220,000 200,000 180,000 160,000 140,000 120,000 100,000 40,000 55,000 70,000")
 Recommend primary air-fuel ramp Typical As Found Performance High Tempering Airflow Bypasses the Air Heater and contributes to a less desirable X")
27 Primary Airflow (Lbs./Hr.) Primary air/fuel ratio shall be accurately measured & controlled when above minimum Measured vs. Optimum (Blue Line) Air-Fuel Ratios 300, , , , , , , , , , ,000 40,000 55,000 70,000 85, , , ,000 Coal Flow (Lbs./Hr.) Recommend primary air-fuel ramp Typical As Found Performance High Tempering Airflow Bypasses the Air Heater and contributes to a less desirable X Ratio. Therefore, the mills must be optimized to insure that optimum performance is compatible with a desirable air-fuel ramp




28 Flue Gas Analyzer Gas Conditioner Support Hanger Radiation Shield Digital Thermometer Thermocouple Water Out Water In Air In Thermocouple Connection Shield

29 Typical HVT Testing Locations Typical HVT Traverse Planes


30 The Furnace Exit Gas Temperature (FEGT)



31 Tube Metal Thermocouples Installation of PSH Tube Metal Thermocouples The flue gas Bulk temperatures typically coincide with Hot tube circuits Primary Super-Heat (PSH) Element Tube Metal Thermocouple Installation Progress


32 Online FEGT Monitors FEGT Monitor HVT Probe Test Port



33 Over-Fire Air (15-20%) Secondary Air (55%-65%) Primary Airflow (15%-20%)
34 lb/hr Theoretical vs. Measured Airflow at 15% Excess Air 4,500,000 4,000,000 3,500,000 3,000,000 2,500,000 2,000,000 1,500,000 1,000, ,000 0 Total Secondary OFA Primary Air Theoretical Measured Example of Theoretical vs. Measured Test Results

 Total Secondary and Over-Fire Air orth/south =")
35 Secondary Air per compartment = 329,256 lb/hr Total Flue Gas flow at Economizer exit with 10% Leakage = 4,159,875 lb/hr Total Primary Air per Mill = 161,702 lb/hr (at venturi) Total Secondary and Over-Fire Air orth/south = 1,653,016 lb/hr

36 500 MW Operation (100% MCR) 10,000Btu/KwHr Heat Rate, 11,500Btu/Lb. Coal, 15% Excess Air & with 0% air in-leakage from the furnace to the Excess O 2 probes Total Airflow: 4,144,710lbs/Hr. Combustion Airflow vs. Excess Oxygen with and without Leakage Before the O 2 Probes 4,600,000 Secondary Air: 2,533,160lbs/Hr. OFA: 828,942lbs/Hr. 4,400,000 4,200,000 4,000,000 3,800,000 3,600,000 3,400,000 3,200, % 0.5% 1.0% 1.5% 2.0% 2.5% 3.0% 3.5% 4.0% Excess O 2 0% Leakage When assuming zero leakage, the Stoichiometry is 1.15 or 15.0% Excess Air at this point. When assuming zero leakage, the burner belt stoichiometry is.92 (average) or -8% Excess Air.
37 500 MW Operation (100% MCR) 10,000Btu/KwHr Heat Rate, 11,500Btu/Lb. Coal, 15% Excess Air & with 7% air in-leakage from the furnace to the Excess O 2 probes Total Airflow: 4,144,710lbs/Hr. Actual Airflow: 3,851,497lbs/Hr. Secondary Air: 2,533,160lbs/Hr. Actual Secondary Air: 2,298,589lbs/Hr. OFA: 828,942lbs/Hr. Actual OFA: 770,299lbs/Hr. 4,600,000 4,400,000 4,200,000 4,000,000 3,800,000 3,600,000 3,400,000 Combustion Airflow vs. Excess Oxygen with and without Leakage Before the O 2 Probes 3,200, % 0.5% 1.0% 1.5% 2.0% 2.5% 3.0% 3.5% 4.0% Excess O 2 0% Leakage 7% Leakage When assuming zero leakage, the Stoichiometry is 1.15 or 15.0% Excess Air at this point. With 7% leakage stoichiometry drops to 1.07 or 6.86% Excess Air. Actual Excess O2% Drops to 1.29% When assuming zero leakage, the burner belt stoichiometry is.92 (average) or -8% Excess Air. With leakage burner stoichiometry drops to (average) or -14.5% Excess Air.
38






39 STORM Fly ash Samplers (Traditional) Stainless Steel Flyash Canister Sampling Tip Stainless Steel Perforated Cylinder for Filter Paper to Collect Flyash Sample Extension Pipe Gas Flow Stainless Steel Flyash Filter Canister



40 STORM Multi-Point Flue Gas & Ash Sampler (Permanent Installation)




41 Fly ash Analysis Place Sample of Ash on the Stacked 200Mesh Sieve/Pan and Shake for 20 minutes. Determine LOI of residue on 200M Screen and for what s on the pan. 200 Mesh Fly ash is typically High in LOI (often 30% 60% LOI) The (-) 200 Mesh ash should be very low in LOI. (typically <1-2 % w/ eastern coals) -200 Mesh Ash 80 % of total Ash +200 Mesh Ash 20% of total ash
. Leak check and repair sensing lines to airflow measuring devices. Refurbish burners.")
42 Typical Outage Activities Inspect tubes for corrosion or wear, check for any problems with alignment bars and tube shields. Thoroughly inspect and repair all ductwork and expansion joints. Air-in leakage inspections and repairs. Verify damper strokes (all dampers to be verified from inside ducts). Leak check and repair sensing lines to airflow measuring devices. Refurbish burners. Optimize air heater seals, basket cleanliness, check and repair sector plates and all moving parts. Rebuild pulverizer grinding elements. PA, FD, ID Fan clearances and damper/inlet vane checks.





43 MULTI-POIT G Boiler Testing & Tuning GAS AALYSES


44 The Inputs Measurements & Adjustments should be used to guide burner tuning efforts (ot Just an Economizer Outlet Flue Gas Measurement Grid)
45 Description Variable Load 500MW(Gross) Operation 7,446Hrs. Fuel HHV 11,500 Btu s/lb. Coal Cost $50.00/Ton Coal Cost $100.00/Ton Ash Content 10%
46 10,000 10,100 10,200 10,300 10,400 10,500 10,600 10,700 10,800 10,900 11,000 Btu/kw hr $/yr $/yr Fuel Cost vs. Heat Rate ,934, ,869, ,744, ,488, ,553, ,106, ,362, ,725, ,172, ,344, ,981, ,963, ,790, ,581, ,600, ,200, ,409, ,819,130 $200,000,000 $180,000,000 $160,000,000 $140,000,000 $120,000,000 $100,000,000 $80,000,000 $60,000, ,218, ,437, ,028, ,056,522 Heat Rate (Btu/KWhr) $50 per ton $100 per ton
47 % Under Design Eff. $50/ton Coal Cost $100/ton Coal Cost Increased Fuel Costs for Reduced Boiler Efficiency 1% 976,799 1,953,598 2% 988,157 1,976,314 $2,100,000 $2,050,000 $2,000,000 $1,950,000 $1,900,000 $1,850,000 $1,800,000 $50 per ton $100 per ton 3% 999,783 1,999,565 4% 1,011,685 2,023,370 $1,100,000 $1,050,000 $1,000,000 5% 1,023,874 2,047,748 $950,000 $900,000 0% 1% 2% 3% 4% 5% 6% Percent Below Design Efficiency*
48 Yearly Fuel Cost Fly ash Fuel cost Fuel cost UBC $50/ton $100/ton 5% 424, ,815 10% 849,815 1,699,630 15% 1,274,723 2,549,446 20% 1,699,630 3,399,261 25% 2,124,538 4,249,076 30% 2,549,446 5,098,891 Additional Fuel Cost for LOI $5,500,000 $5,000,000 $4,500,000 $4,000,000 $3,500,000 $3,000,000 $2,500,000 $2,000,000 $1,500,000 $1,000,000 $500,000 $0 0% 5% 10%15%20%25%30%35% Percent Unburned Carbon (LOI) $50 per ton $100 per ton
49 Cost per Year Cost of Air In-Leakage per Year $7,000,000 $6,000,000 $5,000,000 $4,000,000 $3,000,000 $2,000,000 $1,000,000 $0 0% 5% 10% 15% 20% 25% Percent Air In-Leakage $50 per ton $100 per ton
50 0% 1% 2% 3% 4% 5% 6% 7% 8% 9% 10% 11% 12% 13% 14% 15% 16% $700,000 $600,000 $500,000 $400,000 $300,000 $200,000 $100,000 $0 SH Spray Costs per Year Assuming 2% RH Spray Costs per Year $4,000,000 $3,500,000 $3,000,000 $2,500,000 $2,000,000 $1,500,000 $1,000,000 $500,000 $0 0% 1% 2% 3% 4% 5% 6% 7% 8% 9%10%
51 Yearly Cost Yearly Cost 1,000, , , ,000 Fuel Cost of to Maintain et MW due to Increased Differential $1,200,000 $1,000,000 Lost Profit due to Increased Auxiliary Power at $55/MWh 600, , , , ,000 $800,000 $600,000 $400, , Increased APH Differential ("w.c.) $200,000 $ $50 per ton $100 per ton Increased APH Differential ("w.c.)

52 Replacement Power Cost (RPC) 500MW Unit - Case Study More uniform FEGT and improved combustion yields fewer tube failures & improve reliability & reduce replacement coal power costs. For example, let s say we have 4 forced outages due to tube failures, slagging outages 72 Hr outages for a 500Mw Unit. Lost Generation due to forced outage =(72hours)(4)(500Mw)=144,000Mw s Assumed Cost of generation w/ $20/Mw, Assumed Cost of generation w/ $60/Mw; = $40/Mw Therefore, the estimated lost of only 288 Hours of downtime to replace with high cost gas turbine power Lost Generation Capability Cost for Replacement Generation = (144,000Mw s)($40/mw extra) = $5,760,000

53 Mechanical Fuel Injection (Historic Solution) Air/Fuel Mixtures Mechanically Controlled by Carburetors Mechanical Fuel Pumps Governed by Flexible Internal Diaphrams Static Parameters Less Efficient Operations Leads to Greater Emissions

54 Automotive Industry (Present) Electronic Fuel Injection (Modern Standard) Air/Fuel Mixtures Electronically Controlled by an onboard computer relying on Feedback from Oxygen and other Sensors Electric Fuel Pumps React to Changing Fuel eeds as Required Dynamic Parameters Precise air/fuel Distribution Between Cylinders Results in Greater Efficiency and Reduced Emissions










55 Precise Combustion Air Staging Controlled Burner Belt & Furnace Stoichiometry Airflow Control Stations should be designed such that all airflow paths are measured, controllable & most importantly ACCURATE. These flow rates should be periodically be measured for verification of accuracy. 100% OFA 100% OFA 10% OFA 100% OFA 100% OFA 100% OFA 10% OFA 100% OFA 100% OFA 100% OFA 100% OFA 10% OFA 100% OFA 100% OFA 10% OFA 100% OFA






56

57 Thirteen Essentials of Optimum Combustion A Few Words on the 13 Essentials These have expanded from the 10 pre-requisites for optimum combustion, first promoted in the 1980 s. The point is, they are simple, have been around a long time, and they make a great punch list for resolving slagging, LOI, and Ox issues in large P.C.-fired utility boilers.
STORM ONE MORE TIME: FIRST APPLY THE FUNDAMENTALS! S T O R M T E C H N O L O G I E S, I NC.
 STORM S T O R M T E C H N O L O G I E S, I NC. ONE MORE TIME: FIRST APPLY THE FUNDAMENTALS! The right way to improve plant performance for best capacity, efficiency, reliability, turn down and minimal
STORM S T O R M T E C H N O L O G I E S, I NC. ONE MORE TIME: FIRST APPLY THE FUNDAMENTALS! The right way to improve plant performance for best capacity, efficiency, reliability, turn down and minimal
Coal-Fired Boiler Optimization
 Hot Topic Coal-Fired Boiler Optimization Improving Boiler Efficiency September 27, 2012 By Richard F. (Dick) Storm, PE, CEO and Danny Storm, President Optimum Coal Fueled Steam Plant Performance Begins
Hot Topic Coal-Fired Boiler Optimization Improving Boiler Efficiency September 27, 2012 By Richard F. (Dick) Storm, PE, CEO and Danny Storm, President Optimum Coal Fueled Steam Plant Performance Begins
metals temperature limits.
 9:41 Page 39 Richard F. Storm, Stephen K. Storm and Sammy Tuzenew, Storm Technologies, Inc., US, consider how to conduct a comprehensive diagnostic test on a pulverised coal-fuelled boiler. T Tuning of
9:41 Page 39 Richard F. Storm, Stephen K. Storm and Sammy Tuzenew, Storm Technologies, Inc., US, consider how to conduct a comprehensive diagnostic test on a pulverised coal-fuelled boiler. T Tuning of
Coal Fired Boiler Optimization and the Impact on Emission Control Devices
 Coal Fired Boiler Optimization and the Impact on Emission Control Devices Shawn Cochran Danny Storm Typical Emissions Controlled via Backend Equipment Particulate matter Electric Static Precipitator (ESP),
Coal Fired Boiler Optimization and the Impact on Emission Control Devices Shawn Cochran Danny Storm Typical Emissions Controlled via Backend Equipment Particulate matter Electric Static Precipitator (ESP),
The STORM Solid Fuel Injection System Approach To Furnace Combustion Efficacy. Figure No. 2
 August 2005 Volume No. 8 STORM TECHNOLOGIES, INC. 411 North Depot Street PO Box 429 www.stormeng.com Albemarle, NC 28002 Phone: (704) 983-2040, Fax: (704) 982-9657 The successes of applying the fundamentals
August 2005 Volume No. 8 STORM TECHNOLOGIES, INC. 411 North Depot Street PO Box 429 www.stormeng.com Albemarle, NC 28002 Phone: (704) 983-2040, Fax: (704) 982-9657 The successes of applying the fundamentals
OPTIMIZING PERFORMANCE BY APPLYING THE FUNDAMENTALS
 OPTIMIZING PERFORMANCE BY APPLYING THE FUNDAMENTALS By: Richard Storm and Staff of Storm Technologies, Inc. STORM TECHNOLOGIES, INC. Typical Operation & Maintenance Expenses for Fossil Plants Including
OPTIMIZING PERFORMANCE BY APPLYING THE FUNDAMENTALS By: Richard Storm and Staff of Storm Technologies, Inc. STORM TECHNOLOGIES, INC. Typical Operation & Maintenance Expenses for Fossil Plants Including
PWR A CASE STUDY OF HOW VERTICAL SPINDLE PULVERIZER PERFORMANCE IS RELATED TO OVERALL PLANT PERFORMANCE ABSTRACT
 ASME International Electric Power Conference 2006 May 2-4, 2006, Atlanta, Georgia PWR2006-88156 A CASE STUDY OF HOW VERTICAL SPINDLE PULVERIZER PERFORMANCE IS RELATED TO OVERALL PLANT PERFORMANCE Co-Authors
ASME International Electric Power Conference 2006 May 2-4, 2006, Atlanta, Georgia PWR2006-88156 A CASE STUDY OF HOW VERTICAL SPINDLE PULVERIZER PERFORMANCE IS RELATED TO OVERALL PLANT PERFORMANCE Co-Authors
ONE MORE TIME: FIRST APPLY THE FUNDAMENTALS! By Richard F. (Dick) Storm, P.E.
 Storm, P.E.") RMEL Plant Management Conference June 14-15, 2012 ONE MORE TIME: FIRST APPLY THE FUNDAMENTALS! By Richard F. (Dick) Storm, P.E. Introduction Since the Clean Air Act Amendment was passed in 1990, there
RMEL Plant Management Conference June 14-15, 2012 ONE MORE TIME: FIRST APPLY THE FUNDAMENTALS! By Richard F. (Dick) Storm, P.E. Introduction Since the Clean Air Act Amendment was passed in 1990, there
STORM TECHNOLOGIES, INC. 411 North Depot Street PO Box 429 Albemarle, NC Phone: (704) Fax: (704)
 Fax: (704)") October 004 Volume No. 8 STORM TECHNOLOGIES, INC. 411 North Depot Street PO Box 49 Albemarle, NC 800 Phone: (704) 983-040 Fax: (704) 98-9657 www.stormeng.com By: Richard F. Storm and Staff of Storm Technologies,
October 004 Volume No. 8 STORM TECHNOLOGIES, INC. 411 North Depot Street PO Box 49 Albemarle, NC 800 Phone: (704) 983-040 Fax: (704) 98-9657 www.stormeng.com By: Richard F. Storm and Staff of Storm Technologies,
IMPROVEMENTS IN P.F. COAL BOILER FOR BEST HEAT RATE PERFORMANCE VOLUME 1, ISSUE 1 AUTHOR :- A. R. KULKARNI, DIRECTOR PUBLISHED DATE :- 19/09/2009
 VOLUME 1, ISSUE 1 AUTHOR :- A. R. KULKARNI, DIRECTOR PUBLISHED DATE :- 19/09/2009 Now with regulatory regime in India and also with many players entering the Power Generation field, it has become utmost
VOLUME 1, ISSUE 1 AUTHOR :- A. R. KULKARNI, DIRECTOR PUBLISHED DATE :- 19/09/2009 Now with regulatory regime in India and also with many players entering the Power Generation field, it has become utmost
Combustion Management to Achieve Lower NOx
 Combustion Management to Achieve Lower NOx Innovative Combustion Technologies, Inc. 2367 Lakeside Drive, Suite A-1 Birmingham, AL 35244 205.453.0236 www.innovativecombustion.com Combustion Management to
Combustion Management to Achieve Lower NOx Innovative Combustion Technologies, Inc. 2367 Lakeside Drive, Suite A-1 Birmingham, AL 35244 205.453.0236 www.innovativecombustion.com Combustion Management to
Most plant staff members periodically
 Managing air to improve combustion efficiency The average pulverized coal fired coal plant is more than 30 years old and has a heat rate in the neighborhood of 10,300 Btu/kWh operating with an off-design
Managing air to improve combustion efficiency The average pulverized coal fired coal plant is more than 30 years old and has a heat rate in the neighborhood of 10,300 Btu/kWh operating with an off-design
PWR THE EXTREME IMPORTANCE OF TOTAL AIR & FUEL FLOW MEASUREMENT ON A 450MW B&W WALL FIRED UNIT FIRING HIGH SULFUR FUELS
 ASME International Electric Power Conference 2008 May 7th, 2008, Baltimore, MD PWR2008-68024 THE EXTREME IMPORTANCE OF TOTAL AIR & FUEL FLOW MEASUREMENT ON A 450MW B&W WALL FIRED UNIT FIRING HIGH SULFUR
ASME International Electric Power Conference 2008 May 7th, 2008, Baltimore, MD PWR2008-68024 THE EXTREME IMPORTANCE OF TOTAL AIR & FUEL FLOW MEASUREMENT ON A 450MW B&W WALL FIRED UNIT FIRING HIGH SULFUR
Combustion, Reliability, and Heat Rate Improvements through Mill Performance and Applying the Essentials
 PowerEnergy2017-3087 Combustion, Reliability, and Heat Rate Improvements through Mill Performance and Applying the Essentials By: Oscie Brown, PE, SCANA (SCE&G) Adam McClellan, PE. Storm Technologies,
PowerEnergy2017-3087 Combustion, Reliability, and Heat Rate Improvements through Mill Performance and Applying the Essentials By: Oscie Brown, PE, SCANA (SCE&G) Adam McClellan, PE. Storm Technologies,
PRACTICAL DIAGNOSTIC TESTS TO IDENTIFY OPPORTUNITIES TO IMPROVE HEAT RATE, RELIABILITY, AND CAPACITY VARIABLES ON LARGE P.C.
 PRACTICAL DIAGNOSTIC TESTS TO IDENTIFY OPPORTUNITIES TO IMPROVE HEAT RATE, RELIABILITY, AND CAPACITY VARIABLES ON LARGE P.C. FIRED BOILERS Richard F. Storm, PE Danny S. Storm Storm Technologies, Inc. 411
PRACTICAL DIAGNOSTIC TESTS TO IDENTIFY OPPORTUNITIES TO IMPROVE HEAT RATE, RELIABILITY, AND CAPACITY VARIABLES ON LARGE P.C. FIRED BOILERS Richard F. Storm, PE Danny S. Storm Storm Technologies, Inc. 411
Diagnosing Pulverizer Performance
 STORM TECHNOLOGIES, INC. October 2015 Diagnosing Pulverizer Performance We have been promoting the application of fundamentals first in combustion optimization for a long time. We thought it is a good
STORM TECHNOLOGIES, INC. October 2015 Diagnosing Pulverizer Performance We have been promoting the application of fundamentals first in combustion optimization for a long time. We thought it is a good
A SUMMARY OF EXPERIENCES RELATED TO COMBUSTION OPTIMIZATION STEAG WORKSHOP=COMBUSTION OPTIMIZATION
 A SUMMARY OF EXPERIENCES RELATED TO COMBUSTION OPTIMIZATION STEAG WORKSHOP=COMBUSTION OPTIMIZATION 19.09.2013-20.09.2013 Optimizing combustion in pulverized Coal fired Boilers Optimizing combustion in
A SUMMARY OF EXPERIENCES RELATED TO COMBUSTION OPTIMIZATION STEAG WORKSHOP=COMBUSTION OPTIMIZATION 19.09.2013-20.09.2013 Optimizing combustion in pulverized Coal fired Boilers Optimizing combustion in
POWER-GEN Asia Impact Exhibition & Convention Centre 7-9 October 2009 Bangkok, Thailand
 POWER-GEN Asia Impact Exhibition & Convention Centre 7-9 October 2009 Bangkok, Thailand An Update on Performance Optimization and Efficiency Improvement Programs completed at State Electricity Board Operated
POWER-GEN Asia Impact Exhibition & Convention Centre 7-9 October 2009 Bangkok, Thailand An Update on Performance Optimization and Efficiency Improvement Programs completed at State Electricity Board Operated
The Storm Approach to Pulverizer Performance Optimization:
 www.stormeng.com September 8, 2009 The Storm Approach to Pulverizer Performance Optimization: In today s market place, spot market coal is more and more common for the electric utilities for the most competitive
www.stormeng.com September 8, 2009 The Storm Approach to Pulverizer Performance Optimization: In today s market place, spot market coal is more and more common for the electric utilities for the most competitive
An Innovative Approach to Improved Pulverized Coal Delivery and Combustion Optimization
 SAS GLOBAL POWER TM!"#!$%&'&$()*+$*%,!-*./,%&))+$0*1*%,'23)(+,$ An Innovative Approach to Improved Pulverized Coal Delivery and Xcel Energy -Tolk Station Presented by: Michael Pelzer SAS Global Corporation
SAS GLOBAL POWER TM!"#!$%&'&$()*+$*%,!-*./,%&))+$0*1*%,'23)(+,$ An Innovative Approach to Improved Pulverized Coal Delivery and Xcel Energy -Tolk Station Presented by: Michael Pelzer SAS Global Corporation
Zonal* Combustion Optimization for Coal-Fired Boilers
 Zonal* Combustion Optimization for Coal-Fired Boilers McIlvaine Hot Topic Hour Neil Widmer and Antonio Marquez Boiler Optimization Services September 27, 2012 * Trademark of General Electric Company Outline
Zonal* Combustion Optimization for Coal-Fired Boilers McIlvaine Hot Topic Hour Neil Widmer and Antonio Marquez Boiler Optimization Services September 27, 2012 * Trademark of General Electric Company Outline
Brian M. King P.E., Power & Industrial Services Corp. 821 NW Commerce Dr, Lee s Summit, MO ,
 NO x REDUCTIONS VIA OVERFIRE AIR MODIFICATIONS Brian M. King P.E., Power & Industrial Services Corp. 821 NW Commerce Dr, Lee s Summit, MO 64086 816-554-3216, bking@piburners.com Joseph G. Eutizi P.E.,
NO x REDUCTIONS VIA OVERFIRE AIR MODIFICATIONS Brian M. King P.E., Power & Industrial Services Corp. 821 NW Commerce Dr, Lee s Summit, MO 64086 816-554-3216, bking@piburners.com Joseph G. Eutizi P.E.,
Ammonia Injection and Mixing Systems 101
 Ammonia Injection and Mixing Systems 101 Kanthan Rajendran, P.E. Airflow Sciences Corporation 2018 NOx-Combustion-CCR Round Table February 19, 2018 St Louis, MO Agenda Intro Coal Fired SCR Gas Turbine
Ammonia Injection and Mixing Systems 101 Kanthan Rajendran, P.E. Airflow Sciences Corporation 2018 NOx-Combustion-CCR Round Table February 19, 2018 St Louis, MO Agenda Intro Coal Fired SCR Gas Turbine
Performance Engineering for Coal-Fired Power Plants (Advanced Coal Quality & Combustion) by Rod Hatt. Class Outline
 by Rod Hatt. Class Outline") Performance Engineering for Coal-Fired Power Plants (Advanced Coal Quality & Combustion) by Rod Hatt Class Outline Introduction of Attendees and Instructors Review of Basic Coal Quality It is important
Performance Engineering for Coal-Fired Power Plants (Advanced Coal Quality & Combustion) by Rod Hatt Class Outline Introduction of Attendees and Instructors Review of Basic Coal Quality It is important
Correctly Modeling and Calculating Combustion Efficiencies In Fired Equipment
 Correctly Modeling and Calculating Combustion Efficiencies In Fired Equipment David Schmitt, President Increase Performance, Inc. Tulsa, Oklahoma Fired equipment includes furnaces, fired heaters, fired
Correctly Modeling and Calculating Combustion Efficiencies In Fired Equipment David Schmitt, President Increase Performance, Inc. Tulsa, Oklahoma Fired equipment includes furnaces, fired heaters, fired
Monitoring and Optimizing Fuel Feed, Metering and Combustion in Boilers June 13, 2013
 Monitoring and Optimizing Fuel Feed, Metering and Combustion in Boilers June 13, 2013 Coal Feed to the Unit is Critical to Efficiency, LOI, Emissions, Reliability OFA Burner line Coalflow CO and O2 Balance
Monitoring and Optimizing Fuel Feed, Metering and Combustion in Boilers June 13, 2013 Coal Feed to the Unit is Critical to Efficiency, LOI, Emissions, Reliability OFA Burner line Coalflow CO and O2 Balance
Combustion optimizationtechnology developments & Experiences
 Combustion optimizationtechnology developments & Experiences 1 Optimizing combustion in pulverized Coal fired Boilers Optimizing combustion in pulverized Coal (PC)-fired boilers today is more importan
Combustion optimizationtechnology developments & Experiences 1 Optimizing combustion in pulverized Coal fired Boilers Optimizing combustion in pulverized Coal (PC)-fired boilers today is more importan
COMBUSTION OPTIMIZATION OF A 150 MW (NET) BOILER UTILIZING AIR AND FUEL FLOW MEASUREMENT AND CONTROL
 BOILER UTILIZING AIR AND FUEL FLOW MEASUREMENT AND CONTROL") COMBUSTION OPTIMIZATION OF A 150 MW (NET) BOILER UTILIZING AIR AND FUEL FLOW MEASUREMENT AND CONTROL By Dave Earley AMC Power and J.J. Letcavits AEP Pro Serv, Inc. November 2000 COMBUSTION OPTIMIZATION
COMBUSTION OPTIMIZATION OF A 150 MW (NET) BOILER UTILIZING AIR AND FUEL FLOW MEASUREMENT AND CONTROL By Dave Earley AMC Power and J.J. Letcavits AEP Pro Serv, Inc. November 2000 COMBUSTION OPTIMIZATION
Worldwide Pollution Control Association
 Worldwide Pollution Control Association IL Regional Technical Seminar September 13-15,2011 Visit our website at www.wpca.info Optimizing Gas and Particulate Flows to Minimize NO x, Hg, and SO 3 WPCA Illinois
Worldwide Pollution Control Association IL Regional Technical Seminar September 13-15,2011 Visit our website at www.wpca.info Optimizing Gas and Particulate Flows to Minimize NO x, Hg, and SO 3 WPCA Illinois
MARAMA Webinar August 7, Angelos Kokkinos Chief Technology Officer Babcock Power, Inc.
 MARAMA Webinar August 7, 2014 Angelos Kokkinos Chief Technology Officer Babcock Power, Inc. Rankine cycle is a thermodynamic cycle which converts heat into work. The heat is supplied externally to a closed
MARAMA Webinar August 7, 2014 Angelos Kokkinos Chief Technology Officer Babcock Power, Inc. Rankine cycle is a thermodynamic cycle which converts heat into work. The heat is supplied externally to a closed
Coal Pipe Coal Flow Distribution Control for Coal Pulverizer Systems
 Technical Publication Coal Pipe Coal Flow Distribution Control for Coal Pulverizer Systems by John Rath Engineer Pulverizer Engineering RILEY POWER INC. Jilin Zhang Engineer Fuel Equipment Design RILEY
Technical Publication Coal Pipe Coal Flow Distribution Control for Coal Pulverizer Systems by John Rath Engineer Pulverizer Engineering RILEY POWER INC. Jilin Zhang Engineer Fuel Equipment Design RILEY
Electric Power Georgia World Congress Center Atlanta, GA May 3, 2006
 An Application of Dynamic Classifiers in Pulverized Coal-Fired Boilers to Enhance Combustion Performance and reduce NO x, CO, and Unburned Carbon Emissions Electric Power Georgia World Congress Center
An Application of Dynamic Classifiers in Pulverized Coal-Fired Boilers to Enhance Combustion Performance and reduce NO x, CO, and Unburned Carbon Emissions Electric Power Georgia World Congress Center
Pulverizer Plant O&M Aspects
 Pulverizer Plant O&M Aspects Dr. T K Ray NTPC Limited E-mail: rayt3@asme.org Contents Coal characteristics, fineness, combustion interrelationship Mill operational issues Constructional features and maintenance
Pulverizer Plant O&M Aspects Dr. T K Ray NTPC Limited E-mail: rayt3@asme.org Contents Coal characteristics, fineness, combustion interrelationship Mill operational issues Constructional features and maintenance
Performance Tests of Water Cannon Furnace Cleaning Systems
 Performance Tests of Water Cannon Furnace Cleaning Systems Electric Power 2003, Houston, Texas Charlie Breeding, P.E. Clyde Bergemann, Inc. Atlanta, GA Table of Contents INTRODUCTION 3 FURNACE SLAGGING
Performance Tests of Water Cannon Furnace Cleaning Systems Electric Power 2003, Houston, Texas Charlie Breeding, P.E. Clyde Bergemann, Inc. Atlanta, GA Table of Contents INTRODUCTION 3 FURNACE SLAGGING
Power-Cost Alternative De-NOx Solutions for Coal-Fired Power Plants
 Power-Cost Alternative De-NOx Solutions for Coal-Fired Power Plants 12/21/2015 Power Engineering By Bin Xu, David Wilson, and Rob Broglio Traditionally, large coal-fired generating units have complied
Power-Cost Alternative De-NOx Solutions for Coal-Fired Power Plants 12/21/2015 Power Engineering By Bin Xu, David Wilson, and Rob Broglio Traditionally, large coal-fired generating units have complied
Boiler MACT Compliance
 June, 2011 Boiler MACT Compliance Authors: Steve Ostanek, President, Neundorfer, Inc.; Jeremy Timmons, Chemical Engineer, Neundorfer, Inc.; Richard Storm, CEO, Storm Technologies; John Cavote, Chairman
June, 2011 Boiler MACT Compliance Authors: Steve Ostanek, President, Neundorfer, Inc.; Jeremy Timmons, Chemical Engineer, Neundorfer, Inc.; Richard Storm, CEO, Storm Technologies; John Cavote, Chairman
AUXILIARY POWER MEASUREMENT, OPTIMIZATION & ANALYSIS. Steag Energy Training Center EEC WORKSHOP to
 AUXILIARY POWER MEASUREMENT, OPTIMIZATION & ANALYSIS Steag Energy Training Center EEC WORKSHOP-25.09.2013 to 27.09.2013 Heat Input into a Large Coal Fueled Power Plant- Sub Critical design. 3% Stack Clean-up
AUXILIARY POWER MEASUREMENT, OPTIMIZATION & ANALYSIS Steag Energy Training Center EEC WORKSHOP-25.09.2013 to 27.09.2013 Heat Input into a Large Coal Fueled Power Plant- Sub Critical design. 3% Stack Clean-up
MATS. Compliance. Group A Service of Power & Industrial Services Corporation. Achieve MATS. Compliance. & Optimize Performance
 MATS Compliance Group A Service of Power & Industrial Services Corporation Achieve MATS Compliance & Optimize Performance MATS Compliance Group A Service of Power & Industrial Services Corporation MATS
MATS Compliance Group A Service of Power & Industrial Services Corporation Achieve MATS Compliance & Optimize Performance MATS Compliance Group A Service of Power & Industrial Services Corporation MATS
EPRI Heat Rate Conference February The Unintended Consequences of New Source Review (NSR) Imagine What the Utility Industry Could do without NSR
 Imagine What the Utility Industry Could do without NSR") EPRI Heat Rate Conference February 2009 The Unintended Consequences of New Source Review (NSR) Imagine What the Utility Industry Could do without NSR Dick Storm, Senior Consultant Storm Technologies, Inc.
EPRI Heat Rate Conference February 2009 The Unintended Consequences of New Source Review (NSR) Imagine What the Utility Industry Could do without NSR Dick Storm, Senior Consultant Storm Technologies, Inc.
Managing the Catalysts of a Combustion Turbine Fleet
 Managing the Catalysts of a Combustion Turbine Fleet 05/01/2012 Terry McTernan, PE, Cormetech Inc. Natural gas fired fleets comprising diverse turbine unit types are operating their units more these days
Managing the Catalysts of a Combustion Turbine Fleet 05/01/2012 Terry McTernan, PE, Cormetech Inc. Natural gas fired fleets comprising diverse turbine unit types are operating their units more these days
About EES. Connecticut Office. 5 Turnberry Lane Sandy Hook, CT T (203) Visit us online
 Visit us online") About EES Connecticut Office EES is a privately held clean coal technology company that provides innovative chemistry for energy efficiency. Formed in 1992, EES serves customers through a specially trained
About EES Connecticut Office EES is a privately held clean coal technology company that provides innovative chemistry for energy efficiency. Formed in 1992, EES serves customers through a specially trained
Gas Flow How to Improve It to Enhance ESP, Boiler, FGD, SCR, SNCR Performance
 Gas Flow How to Improve It to Enhance ESP, Boiler, FGD, SCR, SNCR Performance WPCA Seminar Duke Energy September 3, 2008 Robert Mudry, P.E. Vice President Engineering rmudry@airflowsciences.com Outline
Gas Flow How to Improve It to Enhance ESP, Boiler, FGD, SCR, SNCR Performance WPCA Seminar Duke Energy September 3, 2008 Robert Mudry, P.E. Vice President Engineering rmudry@airflowsciences.com Outline
Controlling combustion often has been
 clean COAL COMBUSTION Apply the fundamentals to improve emissions performance The O&M staff of AES Westover Station wisely took a holistic approach to optimizing combustion within Unit 8 s boiler in order
clean COAL COMBUSTION Apply the fundamentals to improve emissions performance The O&M staff of AES Westover Station wisely took a holistic approach to optimizing combustion within Unit 8 s boiler in order
Effects of Mill Performance on Unburnt Carbon in Coal-Fired Boilers
 Journal of Mechanical Engineering and Automation 2015, 5(3A): 1-5 DOI: 10.5923/c.jmea.201501.01 Effects of Mill Performance on Unburnt Carbon in Coal-Fired Boilers N. A. W. Mohd Noor *, M. T. Lim, H. Hassan,
Journal of Mechanical Engineering and Automation 2015, 5(3A): 1-5 DOI: 10.5923/c.jmea.201501.01 Effects of Mill Performance on Unburnt Carbon in Coal-Fired Boilers N. A. W. Mohd Noor *, M. T. Lim, H. Hassan,
Biomass Reburning Modeling/Engineering Studies
 Biomass Reburning Modeling/Engineering Studies Quarterly Report No. 11 for Period April 1 June 30, 2000 Prepared by: Mark Sheldon, Antonio Marquez, and Vladimir Zamansky July 27, 2000 DOE Contract No.
Biomass Reburning Modeling/Engineering Studies Quarterly Report No. 11 for Period April 1 June 30, 2000 Prepared by: Mark Sheldon, Antonio Marquez, and Vladimir Zamansky July 27, 2000 DOE Contract No.
Biofuels GS 2 Measuring Course Part II, DTU, Feb 2 6, 2009 Experiments in the entrained flow reactor
 Biofuels GS 2 Measuring Course Part II, DTU, Feb 2 6, 2009 Experiments in the entrained flow reactor Frida Claesson (ÅA) Johanna Olsson (CTU) Kavitha Pathmanathan (NTNU) Samira Telschow (DTU) Liang Wang
Biofuels GS 2 Measuring Course Part II, DTU, Feb 2 6, 2009 Experiments in the entrained flow reactor Frida Claesson (ÅA) Johanna Olsson (CTU) Kavitha Pathmanathan (NTNU) Samira Telschow (DTU) Liang Wang
Gas Flow How to Improve It to Enhance ESP, Boiler, FGD, SCR, SNCR Performance
 Gas Flow How to Improve It to Enhance ESP, Boiler, FGD, SCR, SNCR Performance WPCA Seminar Duke Energy September 3, 2008 Robert Mudry, P.E. Vice President Engineering rmudry@airflowsciences.com Outline
Gas Flow How to Improve It to Enhance ESP, Boiler, FGD, SCR, SNCR Performance WPCA Seminar Duke Energy September 3, 2008 Robert Mudry, P.E. Vice President Engineering rmudry@airflowsciences.com Outline
THE CLEAN COMBUSTION SYSTEM Burns Coal as Clean as Natural Gas
 THE CLEAN COMBUSTION SYSTEM Burns Coal as Clean as Natural Gas Hybrid Coal-Gasification Retrofit of Power Boilers for SO 2 & NO x Control and Improved Efficiency Presentation Dated August 19, 2010 by Castle
THE CLEAN COMBUSTION SYSTEM Burns Coal as Clean as Natural Gas Hybrid Coal-Gasification Retrofit of Power Boilers for SO 2 & NO x Control and Improved Efficiency Presentation Dated August 19, 2010 by Castle
TECHNICAL PUBLICATION
 TECHNICAL PUBLICATION Co-Milling and Suspension Co-Firing of Wood Pellets with Bituminous Coal by John Rath Pulverizer Engineer Riley Power Inc. Samson Kay Fule Equipment Engineer Riley Power Inc. David
TECHNICAL PUBLICATION Co-Milling and Suspension Co-Firing of Wood Pellets with Bituminous Coal by John Rath Pulverizer Engineer Riley Power Inc. Samson Kay Fule Equipment Engineer Riley Power Inc. David
Up gradation of Boilers to Implement New Pollution Norms
 Up gradation of Boilers to Implement New Pollution Norms 1 Key Regulatory Drivers: Power Plants Pollutant Unit* TPPs installed before December 31, 2003 (Refer Note 1) TPPs installed after 2003 to December
Up gradation of Boilers to Implement New Pollution Norms 1 Key Regulatory Drivers: Power Plants Pollutant Unit* TPPs installed before December 31, 2003 (Refer Note 1) TPPs installed after 2003 to December
CHAPTER 2 STUDY OF 210 MW BOILER SYSTEM 2.1 DESCRIPTION OF 210 MW BOILER
 8 CHAPTER 2 STUDY OF 210 MW BOILER SYSTEM 2.1 DESCRIPTION OF 210 MW BOILER Detailed study has been carried out on a 210 MW boiler system with regard to model development, control and optimization. Figure
8 CHAPTER 2 STUDY OF 210 MW BOILER SYSTEM 2.1 DESCRIPTION OF 210 MW BOILER Detailed study has been carried out on a 210 MW boiler system with regard to model development, control and optimization. Figure
Mill Inerting and Pulverizer/Mill Explosion Mitigation
 Mill Inerting and Pulverizer/Mill Explosion Mitigation Richard P. Storm richardstorm@innovativecombustion.com (205) 453-0236 Coal Mills are the Heart of a Coal Fired Plant Maximum capacity, reliability
Mill Inerting and Pulverizer/Mill Explosion Mitigation Richard P. Storm richardstorm@innovativecombustion.com (205) 453-0236 Coal Mills are the Heart of a Coal Fired Plant Maximum capacity, reliability
Duke Energy Seminar September 3 5, 2008 Concord, NC
 Duke Energy Seminar September 3 5, 2008 Concord, NC Babcock Power Inc. Overview One Source Many Solutions One Purpose For: WPCA/Duke Seminar Craig Penterson & Tony Licata Babcock Power Inc. September 4,
Duke Energy Seminar September 3 5, 2008 Concord, NC Babcock Power Inc. Overview One Source Many Solutions One Purpose For: WPCA/Duke Seminar Craig Penterson & Tony Licata Babcock Power Inc. September 4,
TruePeak TDLS200. NH 3 Slip Measurement. <Document Number> Copyright Yokogawa Electric Corporation <date/time>
 TruePeak TDLS200 NH 3 Slip Measurement One Background One Two Three Four Gas-Fired Installations The SCR control system must be able to perform in a range of conditions Flue gases from
TruePeak TDLS200 NH 3 Slip Measurement One Background One Two Three Four Gas-Fired Installations The SCR control system must be able to perform in a range of conditions Flue gases from
Energy Production Systems Engineering
 Welcome to Energy Production Systems Engineering USF Polytechnic Engineering tom@thomasblairpe.com Session 10: Environmental Controls Spring 2012 Plant Environmental Control Systems Power plant Environmental
Welcome to Energy Production Systems Engineering USF Polytechnic Engineering tom@thomasblairpe.com Session 10: Environmental Controls Spring 2012 Plant Environmental Control Systems Power plant Environmental
Advanced Instrumentation for Improved Plant Operation
 Boiler Combustion Optimization Advanced Instrumentation for Improved Plant Operation Presented to: McIlvaine Webinar August 8, 2013 Pulverized fuel Secondary air Primary air New Instrumentation for Boiler
Boiler Combustion Optimization Advanced Instrumentation for Improved Plant Operation Presented to: McIlvaine Webinar August 8, 2013 Pulverized fuel Secondary air Primary air New Instrumentation for Boiler
Coal Quality & Combustion
 Coal Quality & Combustion Member: American Society of Mechanical Engineers American Chemical Society Society for Mining, Metallurgy, and Exploration North Carolina Coal Institute sponsor Contacts: Rod
Coal Quality & Combustion Member: American Society of Mechanical Engineers American Chemical Society Society for Mining, Metallurgy, and Exploration North Carolina Coal Institute sponsor Contacts: Rod
COAL WATER SLURRY FUEL Alternate Fuel for Thailand
 COAL WATER SLURRY FUEL Alternate Fuel for Thailand Power-Gen Asia 2014 Royal Daniel Managing Director RDaniel@roe.com Contents Introduction of POWER Burns and Roe Coal Water Slurry (WS) Fuel in General
COAL WATER SLURRY FUEL Alternate Fuel for Thailand Power-Gen Asia 2014 Royal Daniel Managing Director RDaniel@roe.com Contents Introduction of POWER Burns and Roe Coal Water Slurry (WS) Fuel in General
Richard F. Dick Storm. Sammy Tuzenew Field Services Manager
 Richard F. Dick Storm CEO, Storm Technologies, Inc. Sammy Tuzenew Field Services Manager Did You Ever Think about What Energy Does for Americans? How Energy and Economic Prosperity are Related? Office
Richard F. Dick Storm CEO, Storm Technologies, Inc. Sammy Tuzenew Field Services Manager Did You Ever Think about What Energy Does for Americans? How Energy and Economic Prosperity are Related? Office
PRB COAL USERS GROUP at the ELECTRIC POWER 2008 Conference
 A Technical Paper: The Domino Effect from Conversion to PRB Fuel Prepared for the: PRB COAL USERS GROUP at the ELECTRIC POWER 2008 Conference May 6-8, 2008 Baltimore, Maryland at the Baltimore Convention
A Technical Paper: The Domino Effect from Conversion to PRB Fuel Prepared for the: PRB COAL USERS GROUP at the ELECTRIC POWER 2008 Conference May 6-8, 2008 Baltimore, Maryland at the Baltimore Convention
Lünen State-of-the-Art 813MW Coal-Fired USC Boiler with High Efficiency and Flexibility
 Lünen State-of-the-Art 813MW Coal-Fired USC Boiler with High Efficiency and Flexibility Yuta Sato IHI Corporation Energy & Plant Operations Power-Gen Europe 2014, Cologne, Germany, 3-5 June, 2014 Track
Lünen State-of-the-Art 813MW Coal-Fired USC Boiler with High Efficiency and Flexibility Yuta Sato IHI Corporation Energy & Plant Operations Power-Gen Europe 2014, Cologne, Germany, 3-5 June, 2014 Track
Performance Monitoring and Combustion Optimization Technologies to Reduce Emissions and Enhance Boiler Efficiency
 Performance Monitoring and Combustion Optimization Technologies to Reduce Emissions and Enhance Boiler Efficiency Francisco Rodriguez 1, Enrique Tova 1, Miguel Morales 1, Enrique Bosch 2, J. Barton Hoffman
Performance Monitoring and Combustion Optimization Technologies to Reduce Emissions and Enhance Boiler Efficiency Francisco Rodriguez 1, Enrique Tova 1, Miguel Morales 1, Enrique Bosch 2, J. Barton Hoffman
Retrofit of Rodenhuize 4 power station: The Max Green and Cold Back-up-projects
 Retrofit of Rodenhuize 4 power station: The Max Green and Cold Back-up-projects Dr. Stefan Hamel, Babcock Borsig Steinmüller GmbH Dr. Christian Storm, Babcock Borsig Steinmüller GmBH Peter Goorden, Project
Retrofit of Rodenhuize 4 power station: The Max Green and Cold Back-up-projects Dr. Stefan Hamel, Babcock Borsig Steinmüller GmbH Dr. Christian Storm, Babcock Borsig Steinmüller GmBH Peter Goorden, Project
FIRST APPLICATION OF BABCOCK-HITACHI K.K. LOW SO 2 TO SO 3 OXIDATION CATALYST AT THE IPL PETERSBURG GENERATION STATION
 FIRST APPLICATION OF BABCOCK-HITACHI K.K. LOW SO 2 TO SO 3 OXIDATION CATALYST AT THE IPL PETERSBURG GENERATION STATION John Cooper Indianapolis Power & Light Company William J. Gretta, P.E. Foster Wheeler
FIRST APPLICATION OF BABCOCK-HITACHI K.K. LOW SO 2 TO SO 3 OXIDATION CATALYST AT THE IPL PETERSBURG GENERATION STATION John Cooper Indianapolis Power & Light Company William J. Gretta, P.E. Foster Wheeler
Combustion Performance and NOx Control - Program 71
 Combustion Performance and NOx Control - Program 71 Program Description Program Overview As the most cost-effective means of reducing emissions from coal-fired power plants, combustion considerations should
Combustion Performance and NOx Control - Program 71 Program Description Program Overview As the most cost-effective means of reducing emissions from coal-fired power plants, combustion considerations should
ICAC Forum On-Line LOI Analyzers for NO x and Mercury Control
 ICAC Forum 2003 On-Line LOI Analyzers for NO x and Mercury Control Authors: Stephen A. Johnson, Quinapoxet Solutions John Comer and Cal Lockert, Stock Equipment Travis Starns, ADA-ES Abstract: Concerns
ICAC Forum 2003 On-Line LOI Analyzers for NO x and Mercury Control Authors: Stephen A. Johnson, Quinapoxet Solutions John Comer and Cal Lockert, Stock Equipment Travis Starns, ADA-ES Abstract: Concerns
Advanced NOx control by combining in-furnace fuel additive combustion technology and SNCR
 Advanced NOx control by combining in-furnace fuel additive combustion technology and SNCR Marc Ottolini CEO 6 September 2016 William Nimmo & Syed Sheraz Daood, Energy Engineering Group, University of Sheffield,
Advanced NOx control by combining in-furnace fuel additive combustion technology and SNCR Marc Ottolini CEO 6 September 2016 William Nimmo & Syed Sheraz Daood, Energy Engineering Group, University of Sheffield,
Verification of Microfine Lime Theoretical Model for SO 2 Removal in Precalciner Cement Plants
 Verification of Microfine Lime Theoretical Model for SO 2 Removal in Precalciner Cement Plants Paper # 34 Ronald L. Hawks, V.P. Design Engineering Environmental Quality Management, Inc. 3325 Durham-Chapel
Verification of Microfine Lime Theoretical Model for SO 2 Removal in Precalciner Cement Plants Paper # 34 Ronald L. Hawks, V.P. Design Engineering Environmental Quality Management, Inc. 3325 Durham-Chapel
Duke Energy Seminar September 3 5, 2008 Concord, NC
 Duke Energy Seminar September 3 5, 2008 Concord, NC Flue Gas Conditioning WPCA September 3, 2008 William Hankins VP Sales Outline What is SO3 FGC Electrostatic Precipitation Fundamentals Ash Resistivity
Duke Energy Seminar September 3 5, 2008 Concord, NC Flue Gas Conditioning WPCA September 3, 2008 William Hankins VP Sales Outline What is SO3 FGC Electrostatic Precipitation Fundamentals Ash Resistivity
POWER LEVERAGING NATURAL GAS: TECHNICAL CONSIDERATIONS FOR THE CONVERSION OF EXISTING COAL-FIRED BOILERS
 Proceedings of the ASME 2014 Power Conference POWER2014 July 28-31, 2014, Baltimore, Maryland, USA POWER2014-32272 LEVERAGING NATURAL GAS: TECHNICAL CONSIDERATIONS FOR THE CONVERSION OF EXISTING COAL-FIRED
Proceedings of the ASME 2014 Power Conference POWER2014 July 28-31, 2014, Baltimore, Maryland, USA POWER2014-32272 LEVERAGING NATURAL GAS: TECHNICAL CONSIDERATIONS FOR THE CONVERSION OF EXISTING COAL-FIRED
Achieving Uniform Combustion Using Burner Line Orifices To Balance Coal Flow Distribution
 Achieving Uniform Combustion Using Burner Line Orifices To Balance Coal Flow Distribution Frederick P. Haumesser and Richard E. Thompson Fossil Energy Research Corp. Laguna Hills, California 92653 and
Achieving Uniform Combustion Using Burner Line Orifices To Balance Coal Flow Distribution Frederick P. Haumesser and Richard E. Thompson Fossil Energy Research Corp. Laguna Hills, California 92653 and
SCR RETROFIT FOR NO X REDUCTION EXPERIENCES IN CHINA & POLAND TWO COUNTRIES WITH COAL AS DOMINATING FUEL SOURCE
 SCR RETROFIT FOR NO X REDUCTION EXPERIENCES IN CHINA & POLAND TWO COUNTRIES WITH COAL AS DOMINATING FUEL SOURCE Abstract: The key focus of this paper are the following topics: solutions to retrofit an
SCR RETROFIT FOR NO X REDUCTION EXPERIENCES IN CHINA & POLAND TWO COUNTRIES WITH COAL AS DOMINATING FUEL SOURCE Abstract: The key focus of this paper are the following topics: solutions to retrofit an
Coal Quality As the Boiler Sees It. Rod Hatt Chief Technical Officer Coal Combustion, Inc.
 Coal Quality As the Boiler Sees It Rod Hatt Chief Technical Officer Coal Combustion, Inc. www.coalcombustion.com Short Prox Moisture total moisture in sample Ash inorganic rock like material remaining
Coal Quality As the Boiler Sees It Rod Hatt Chief Technical Officer Coal Combustion, Inc. www.coalcombustion.com Short Prox Moisture total moisture in sample Ash inorganic rock like material remaining
Boiler and. steadily increases while the supply decreases energy
 FEATURE ARTICLE by William G. Acker ENERGY SURVEYS FOR Stewart Cohen/Stone The efficient use of energy is fast becoming a top concern for industry. As business managers become more conscientious about
FEATURE ARTICLE by William G. Acker ENERGY SURVEYS FOR Stewart Cohen/Stone The efficient use of energy is fast becoming a top concern for industry. As business managers become more conscientious about
Study Results in Demonstration Operation of Oxyfuel Combustion Boiler for CO 2 Capture
 Vol. 43 No. 2 21 Study Results in Demonstration Operation of Oxyfuel Combustion Boiler for CO 2 Capture YAMADA Toshihiko : Manager, Research & Development Department, Power Plant Division, Energy Systems
Vol. 43 No. 2 21 Study Results in Demonstration Operation of Oxyfuel Combustion Boiler for CO 2 Capture YAMADA Toshihiko : Manager, Research & Development Department, Power Plant Division, Energy Systems
Robust flue gas probes for industrial emissions measurements.
 Robust flue gas probes for industrial emissions measurements. For reliable measurements using testo 340 and testo 350, even in the harshest of conditions. Robust flue gas probes for industrial emissions
Robust flue gas probes for industrial emissions measurements. For reliable measurements using testo 340 and testo 350, even in the harshest of conditions. Robust flue gas probes for industrial emissions
Reducing Operating Costs and Risks of Hg Control with Novel Fuel Additives
 Reducing Operating Costs and Risks of Hg Control with Novel Fuel Additives Greg Filippelli, Tony Smith & Constance Senior ADA-ES Emission Control Products Background Once in MATS compliance, utilities
Reducing Operating Costs and Risks of Hg Control with Novel Fuel Additives Greg Filippelli, Tony Smith & Constance Senior ADA-ES Emission Control Products Background Once in MATS compliance, utilities
Reduction Systems and Equipment at Moss Landing Power Plant
 B&W s NO x Reduction Systems and Equipment at Moss Landing Power Plant Presented to: ICAC NO x Forum March 23-24, 2000 Washington D.C., U.S.A. Bill Becker Don Tonn Babcock & Wilcox Barberton, Ohio, U.S.A.
B&W s NO x Reduction Systems and Equipment at Moss Landing Power Plant Presented to: ICAC NO x Forum March 23-24, 2000 Washington D.C., U.S.A. Bill Becker Don Tonn Babcock & Wilcox Barberton, Ohio, U.S.A.
View from the Penthouse
 View from the Penthouse The DNFM Technical News Letter David N. French Metallurgists Ph: 502-955-9847 Fax: 502-957-5441 Web: www.davidnfrench.com In an effort to improve air quality and reduce acidic emissions,
View from the Penthouse The DNFM Technical News Letter David N. French Metallurgists Ph: 502-955-9847 Fax: 502-957-5441 Web: www.davidnfrench.com In an effort to improve air quality and reduce acidic emissions,
Research Activities on Oxyfuel Combustion at IVD, Universität Stuttgart
 1 st Young Researchers Forum Developments in Oxy-Combustion Technology for Power Plants with CCS Hamburg, Germany 8 th December 26 Hosted by: Institute of Energy Systems Technical University of Hamburg-Harburg
1 st Young Researchers Forum Developments in Oxy-Combustion Technology for Power Plants with CCS Hamburg, Germany 8 th December 26 Hosted by: Institute of Energy Systems Technical University of Hamburg-Harburg
Optimization of Coal Blend proportions for sustained improvements in generation & efficiency
 Optimization of Coal Blend proportions for sustained improvements in generation & efficiency A.K. Arora & D.Banerjee CenPEEP NTPC LTD Coal Blending in Power Sector Coal Blending is a compulsion for some
Optimization of Coal Blend proportions for sustained improvements in generation & efficiency A.K. Arora & D.Banerjee CenPEEP NTPC LTD Coal Blending in Power Sector Coal Blending is a compulsion for some
Sorbents Evaluation Testing Facilities. 95% removal efficiency or an emission standard of lbs/gw h by 2012, while
 Sorbents Evaluation Testing Facilities Several states have enacted Hg emission regulations that are more stringent than the CAMR milestones. For example, Massachusetts will require power plants to achieve
Sorbents Evaluation Testing Facilities Several states have enacted Hg emission regulations that are more stringent than the CAMR milestones. For example, Massachusetts will require power plants to achieve
Enhancing Capacity Empowering Nation. Technological Parameters in selecting systems to control emissions in Thermal Power Plants
 Technological Parameters in selecting systems to control emissions in Thermal Power Plants Environmental Gazette Notification 2015 Part A-NOX 1. NOx Fundamentals 2. Major NOx Reduction Techniques 3. SCR
Technological Parameters in selecting systems to control emissions in Thermal Power Plants Environmental Gazette Notification 2015 Part A-NOX 1. NOx Fundamentals 2. Major NOx Reduction Techniques 3. SCR
IMPROVE YOUR PULVERIZER PERFORMANCE
 IMPROVE YOUR PULVERIZER PERFORMANCE Today s demands on PC-fired unit flexibility are tremendous. Even very large units are now expected to park overnight at low loads before rapidly ramping up in the morning
IMPROVE YOUR PULVERIZER PERFORMANCE Today s demands on PC-fired unit flexibility are tremendous. Even very large units are now expected to park overnight at low loads before rapidly ramping up in the morning
ACHIEVING UNIFORM COMBUSTION USING REAL TIME COAL FLOW AND GASEOUS EMISSIONS MEASUREMENT EQUIPMENT
 ACHIEVING UNIFORM COMBUSTION USING REAL TIME COAL FLOW AND GASEOUS EMISSIONS MEASUREMENT EQUIPMENT Frederick P. Haumesser, P.E. Richard E. Thompson, P.E. Fossil Energy Research Corp Douglas L. Eakle Allegheny
ACHIEVING UNIFORM COMBUSTION USING REAL TIME COAL FLOW AND GASEOUS EMISSIONS MEASUREMENT EQUIPMENT Frederick P. Haumesser, P.E. Richard E. Thompson, P.E. Fossil Energy Research Corp Douglas L. Eakle Allegheny
CECEBE Technologies Inc.
 98.2.8 Improving Furnace-Boiler System in Sulfuric Acid Plants Dr. Gordon M. Cameron and Dr. Dahya Bhaga CECEBE Technologies Inc. 4 Wellesbourne Crescent Toronto, Ontario Canada, M2H 1Y7 Tel: (416) 490-9840
98.2.8 Improving Furnace-Boiler System in Sulfuric Acid Plants Dr. Gordon M. Cameron and Dr. Dahya Bhaga CECEBE Technologies Inc. 4 Wellesbourne Crescent Toronto, Ontario Canada, M2H 1Y7 Tel: (416) 490-9840
Internal Recirculation Circulating Fluidized-Bed Boilers
 Internal Recirculation Circulating Fluidized-Bed Boilers High Availability Low Maintenance Proven Flexible Reliable Economical ENERGY ENVIRONMENTAL B&W IR-CFB Boiler Steam Drum Feedwater Reheater Downcomer
Internal Recirculation Circulating Fluidized-Bed Boilers High Availability Low Maintenance Proven Flexible Reliable Economical ENERGY ENVIRONMENTAL B&W IR-CFB Boiler Steam Drum Feedwater Reheater Downcomer
A SAGE METERING White Paper SAGE METERING 8 Harris Court, Building D1, Monterey, CA Telephone: (831)
") A SAGE METERING White Paper SAGE METERING 8 Harris Court, Building D1, Monterey, CA 93940 Telephone: (831) 242-2030 www.sagemetering.com By Bob Steinberg, President, CEO November 13, 2012 Table of Contents
A SAGE METERING White Paper SAGE METERING 8 Harris Court, Building D1, Monterey, CA 93940 Telephone: (831) 242-2030 www.sagemetering.com By Bob Steinberg, President, CEO November 13, 2012 Table of Contents
Chariton Valley Biomass Project
 Chariton Valley Biomass Project Research / Reports Equipment Development Processing Facility Outreach Crop Studies & Cost Baler Development June 2005 Public Outreach Soil Stability/Erosion/Carbon Bale
Chariton Valley Biomass Project Research / Reports Equipment Development Processing Facility Outreach Crop Studies & Cost Baler Development June 2005 Public Outreach Soil Stability/Erosion/Carbon Bale
Ultra-Supercritical Oxyfuel Power Generation for CO2 Capture
 Ultra-Supercritical Oxyfuel Power Generation for CO2 Capture Andrew Seltzer Zhen Fan Horst Hack Foster Wheeler North America Corp. Perryville Corporate Park, Clinton, NJ 088097039 Presented at 36 th International
Ultra-Supercritical Oxyfuel Power Generation for CO2 Capture Andrew Seltzer Zhen Fan Horst Hack Foster Wheeler North America Corp. Perryville Corporate Park, Clinton, NJ 088097039 Presented at 36 th International
we focus on your process Systems Page 1
 Systems Page 1 Presentation Our Target: Boiler Combustion Optimization with Get a better view into the combustion of your boiler! Page 2 Presentation Boiler Combustion Optimization UBC On-line measurement
Systems Page 1 Presentation Our Target: Boiler Combustion Optimization with Get a better view into the combustion of your boiler! Page 2 Presentation Boiler Combustion Optimization UBC On-line measurement
Worldwide Pollution Control Association
 Worldwide Pollution Control Association ESKOM Scrubber Seminar April 12 th 13 th, 2007 Visit our website at www.wpca.info Duke Carolinas Scrubbers Scott Williams Background North Carolina Clean Air Plan
Worldwide Pollution Control Association ESKOM Scrubber Seminar April 12 th 13 th, 2007 Visit our website at www.wpca.info Duke Carolinas Scrubbers Scott Williams Background North Carolina Clean Air Plan
- Identify inspection finding that "rise to the top", or are most common to units across the fleet
 AEP BRO Conference 2009 AEP Core Boiler Inspection Group (ACBIG) In 2007 the (ACBIG) was conceived and implemented by AEP in an effort to improve boiler availability and consistency across the AEP fleet.
AEP BRO Conference 2009 AEP Core Boiler Inspection Group (ACBIG) In 2007 the (ACBIG) was conceived and implemented by AEP in an effort to improve boiler availability and consistency across the AEP fleet.
Finding Lost Megawatts at the Harrison Power Station
 Finding Lost Megawatts at the Harrison Power Station y William C. Kettenacker Scientech LLC Douglas L. Eakle Allegheny Energy Supply Introduction In today s climate of rising fuel costs, deregulation,
Finding Lost Megawatts at the Harrison Power Station y William C. Kettenacker Scientech LLC Douglas L. Eakle Allegheny Energy Supply Introduction In today s climate of rising fuel costs, deregulation,
Di ti agnos cs & O ti p i m t za ittion of of Pollution Control Systems y Dan Bemi MEGTEC Systems I nc Inc.
 Diagnostics & Optimization i of Pollution Control Systems Dan Bemi MEGTEC Systems Inc. Oxidizer Functionality Concerns Process safety Directly effects fuel usage, both at the oxidizer and process Compliance
Diagnostics & Optimization i of Pollution Control Systems Dan Bemi MEGTEC Systems Inc. Oxidizer Functionality Concerns Process safety Directly effects fuel usage, both at the oxidizer and process Compliance
USE OF CFD MODELING IN DESIGNING ADVANCED NO X CONTROL TECHNOLOGY FOR UTILITY BOILERS. Guisu Liu 1, Baiyun Gong 1, Brian Higgins 1, Muhammad Sami 2
 The 37 th International Technical Conference on Clean Coal & Fuel Systems, Clearwater, Florida, USA June 3-7, 2012 USE OF CFD MODELING IN DESIGNING ADVANCED NO X CONTROL TECHNOLOGY FOR UTILITY BOILERS
The 37 th International Technical Conference on Clean Coal & Fuel Systems, Clearwater, Florida, USA June 3-7, 2012 USE OF CFD MODELING IN DESIGNING ADVANCED NO X CONTROL TECHNOLOGY FOR UTILITY BOILERS
Coal Blending. Pankaj Ekbote NTPC Ltd
 Coal Blending Pankaj Ekbote NTPC Ltd Why Blending Adequate coal supply from Indian sources not available Reduce the Power generation cost The low-grade coals can be mixed with better grade coal improve
Coal Blending Pankaj Ekbote NTPC Ltd Why Blending Adequate coal supply from Indian sources not available Reduce the Power generation cost The low-grade coals can be mixed with better grade coal improve
Can Coal-fired Power Plants Compete with NG-fired GTCCs?
 Authors: Keith Moore - President, CastleLight Energy Corp. Melbourne F. Giberson, Ph.D., P.E.,- President, Turbo Research, Inc., d.b.a TRI Transmission & Bearing Corp. 1.0 Introduction: In just the past
Authors: Keith Moore - President, CastleLight Energy Corp. Melbourne F. Giberson, Ph.D., P.E.,- President, Turbo Research, Inc., d.b.a TRI Transmission & Bearing Corp. 1.0 Introduction: In just the past
 Gas Combustion Figure 31-13 (A) Primary air is induced into the air shutter by the velocity of the gas stream from the orifice. (B) Ignition of the gas is on top of the burner. (C) Incomplete combustion
Gas Combustion Figure 31-13 (A) Primary air is induced into the air shutter by the velocity of the gas stream from the orifice. (B) Ignition of the gas is on top of the burner. (C) Incomplete combustion
Study of flue-gas temperature difference in supercritical once-through boiler
 IOP Conference Series: Earth and Environmental Science PAPER OPEN ACCESS Study of flue-gas temperature difference in supercritical once-through boiler To cite this article: Yanchang Kang et al 8 IOP Conf.
IOP Conference Series: Earth and Environmental Science PAPER OPEN ACCESS Study of flue-gas temperature difference in supercritical once-through boiler To cite this article: Yanchang Kang et al 8 IOP Conf.