A Walk-Through Taguchi Design of Experiment (DOE) Application
|
|
|
- Bartholomew Willis Hodges
- 6 years ago
- Views:
Transcription

1 A Walk-Through Taguchi Design of Experiment (DOE) Application [Example: Plastic Injection Molding Process Study] NUTEK, INC. August 1, 2008 Authored by: Ranjit K Roy
![A Walk-Through Taguchi Design of Experiment (DOE) Application [Example: Plastic Injection Molding Process Study] Introduction This brief report is prepared to show you the steps involved in the](/docs-images/75/72165103/images/2-0.jpg "application of Design of Experiment (DOE) technique as standardized by Dr. Genichi Taguchi.")
2 A Walk-Through Taguchi Design of Experiment (DOE) Application [Example: Plastic Injection Molding Process Study] Introduction This brief report is prepared to show you the steps involved in the application of Design of Experiment (DOE) technique as standardized by Dr. Genichi Taguchi. Even though, the DOE techniques are presented in several different forms, the basic steps in application are quite common. To demonstrate the DOE application steps, we will make use of an example case study involving Plastic Injection process Study. Case Study: A Plastic Injection Molding Process is use to produce an automobile engine cooling fan. Among the process defects, Short-Shots* were identified as critical to quality and cost. The purpose of the study was to reduce rejects due to Short-Shots. To study process parameters factors affecting occurrence of Short-Shots, a Taguchi L-8 orthogonal array was used to layout six (Injection Pressure, Backpressure, Screw Speed, Spear Temperature, Manifold Temperature,.. ) among a large number of factors identified. Using weight of the molded component as an evaluation criterion (result) the test results were analyzed to identify the factors with significant influence and the optimum condition for the process. * Short-shots are caused when there is not enough material entering the mold cavity during the fill process which generally results in dimensional shortages. Common corrective actions require that enough melt flow, pressure and hold time that allow proper filling of the cavity. 1
3 DOE Application Steps Ia: Select Project and Form Team Tasks you & your project to do: Examples: - Select a project based on higher return on investment, or one that has most interest of your management - Identify a leader for the project (In reality, a project responsible individual would initiate the project and seek management approval to pursue it. He/she naturally becomes the project leader) - Form team by selecting people with interest in the project. It is a good idea to include people whose ideas would be valuable or those who would have to be involved in the implementation of improvement derived from the experimental study you undertake. - Appoint a facilitator. Often, by default, the leader will be the facilitator for experiment planning discussions. A facilitator for experiment planning must be knowledgeable in DOE application process. If possible secure help from such individual who will remain impartial during discussion process. If you are the leader and you would conduct the planning discussions, you need to be extra careful to maintain objectivity while soliciting opinions and ideas from others. Project: Injection Molding Process Leader: John Doe Team Members: 9 members - project manager, process engineer, shift supervisor, equipment operator, and others. Facilitator: the leader was knowledgeable in DOE and was willing to facilitate the discussions. 2

4 Ib: Conduct Experiment Planning Discussion Experiment planning discussion is essential for successful study. It should be done with all team members during a meeting dedicated for the purpose. The findings from the meeting should be documented and, preferably, all decisions regarding the study are made by group consensus. You should prefer to complete planning in sessions during one single day (For detail discussions of experiment planning process, visit ) Tasks you & your project to do: - Define objective in terms of a solution of the problem you are currently experiencing or which is the reason for launching the study. - Agree on a project title - Identify quality characteristic that measures how well your objective is satisfied (select evaluation criterion, define its units of measurement and direction of desirability of the result) - Select key factors and their levels for the study (Factors for study should be selected from a long (Paretoized) list of factors identified by the team. Use of Ishikawa/Cause & effect type diagrams is strongly suggested.). - Determine interactions of concern and select a few for study. (With a larger number of factors, possible interactions are also larger. Prior to experiments, only subject opinion of team members are available to select which ones to study.) - Identify noise factors and evaluate possibility of incorporating their influence for robust designs. - Define scopes of experiment by determining sample size for the study. It is a good idea for the team leader/facilitator to share with the group the total number of test and duration for the same. 3
5 Example: Objective: Reduce rejects due to Short-Shots. Title: An Experimental Study to Reduce Short-Shots in Cooling Fan Molding Process Quality Characteristic: Weight of the part in ounce. Desirable performance - Bigger is Better. From past experience, the team strongly felt that weight of production part bears a direct relationship with occurrence SHORT-SHOTS. Recent production parts measurement revealed that average weights of qualified parts fell on the higher side of the distribution while those with SHORT-SHOTS were on the lower end. Factors & levels: The top 6 from the list of 18 qualified and Paretoized factors were selected for the study. To keep the size of the experiment small and study as many factors as possible, all factors were studied at two extreme ranges of values (2 levels). These factors and their levels are shown next. (For complete process of discussions and determination of factors and their levels, follow steps outlined in ) (A long list of qualified factors, in descending order of importance to the project team) 1. Injection Pressure 2. Mold Closing Speed 3. Mold Pressure 4. Backpressure 5. Screw Speed 6. Spear Temperature 7. Manifold Temperature, 8. Mold Opening Speed 9. Mold Opening Time 10. Forward Screw Speed 11. Nozzle Heater On Time 12. Screw Retract Speed 13. Cooling Time 14. Holding Pressure Time 15. Ejection Speed 16. Coolant type (Water/Oil) 17. Room Temperature (Cold/Worm) 18. Operator skill level (New/Experienced) 4
6 Selected Factors and their Levels Notation Factor Description Level 1 Level 2 A Injection Pressure 1,800 psi 2,250 psi B Mold Closing Speed Low (Not revealed) Moderate C Mold Pressure 600 psi ( psi MPA) D Backpressure 950 psi 1,075 psi E Screw Speed 50 Sec. 65 Sec. F Spear Temperature 325 Deg. C 380 Deg. C Interaction: Interaction between factors A & B (AxB) was selected for the study. Noise factors: Among the factors identified, the last three factors in the above list were considered uncontrollable, noise factors [Coolant type (Water/Oil), Room Temperature (Cold/Worm), and Operator skill level (New/Experienced)]. For the study undertake, noise factors were not incorporated in the experiment (no outer array used) Scope of Experiment: Based on the number of factors (6 2-level factors and 1 interaction), the experiment was expected to run 8 separate trial conditions (Using an L-8 array for the design). It was agreed that each trial condition would be run 4 separate times. Average of weights from each batch will be considered as the representative result for each batch. Thus, there would be 8x4 = 32 results for analysis. This information helped the project team procure and schedule the test equipment. 5


7 IIa: Design Experiment (Layout/Test Plan) Designing experiment is a relatively simple task in the hands of the personal knowledgeable in the Taguchi experimental design technique. Once the planning session is completed, you will have all information necessary to complete the experiment design. Tasks you & your project to do: - Select orthogonal array and assign factors (For your starting experiments, use of L-8, L-12 or L-9 is recommended) - Produce test plan (Print out trial conditions) - Establish order of running tests (Which trial condition should be run when? It is never a good idea to run experiments in their natural sequence, unless you are forced to do because of the availability of man/machine) Example: Orthogonal array: Because there are only 6 2-level factors and one interaction is selected (from 6x5/2 = 15 possible two-factor interactions among 6 2-level factors), an L-8 array is used to design the experiment as shown below. [Qualitek-4 software for automatic design and analysis of Taguchi experiments is used for this example study. For more information about Qualitek-4, visit: ) Orthogonal Array (L-8) Used for Experiment 6

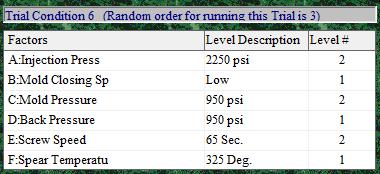
8 Factor and Interaction Placement in L-8 Array Test Plan: The experimental trial conditions are generated by Qualitek-4 software as shown below. Description of 8 Trial Conditions 7
9 8
10 Order/Sequence of Tests: The eight trial conditions are tested by selecting the trial conditions in random order (Prescribed by software) as shown with each trial condition above. 9
11 IIb: Carry Out Planned Experiments and Collect Results For experiment to produce beneficial output, they must be conducted in manner that matches the production environment. The best way to run the experiment is to do the same things done for production process. Should you need to carry out experiments under laboratory environment, assure that the tests are field/production relevant. While the above considerations hold true for any kind of tests, there are a few special considerations that are required for DOE studies. Tasks you & your project to do: Example: - Review and define order of running tests (which test to run first and how it is determined) - Create data collection sheet (Prepare table reflecting experiment design and proper placement of results) - Provide instruction for data collection and handling (Describe instruments, units of measure and any processing of data required before submitting for analysis) Test Order: The sequence of carrying out the trial conditions were maintained as prescribed by the software (Shown earlier) Data Collection Sheet: Based on L-8 array design and one evaluation criteria (result) for 4 samples in each trial condition, the following data collection sheet was prepared and used for the experiments. 10
12 Data Collection Sheet Trial Condition Results (Weight in Ounce) # Sample 1 Sample 2 Sample 3 Sample Data Collection Instruction: The team was asked to maintain the order of running the tests and document data in the table above. The results were to be obtained by weighing each cleaned sample using a scale that shows digital display of weight in ounces. 11
 suffice.")
13 IIIa: Analyze Results Minimum analyses of DOE results involve calculation for three items: main Effect, ANOVA, and Optimum. As a matter of fact, for simplest form of analysis, ANOVA can be excluded, in which case only the arithmetic type calculations (+, -, x and div.) suffice. Since routine analysis is repetitive and non-value added, it is nicely handled by software with the Taguchi experiment design and analysis. Tasks you & your project to do: Example: - Calculate factor average effects and express main effects (Graphical presentations always preferred) which show the trend of influence of factor to the result. - Perform analysis of variance (ANOVA) which reflects the relative influence of factors to the variation of result. - Determine optimum condition based o the main effects and factors found to have significant influence. Standard Analysis (using Average of Results) The planned experiments for the example case were completed by the team and the results were recorded (8x 4 results as shown below) for analysis. [Some parameters and results are altered for this report.] 12

14 When there are multiple samples (multiple columns of results) tested in each trial condition, the results can be analyzed THREE different ways: Standard analysis (Average of results, most common), Analysis using Standard deviation, and Analysis using S/N ratios. To keep this report brief, only analysis using AVERAGE will be presented in details first. Then, to show variation reduction and cost savings, S/N analysis will be briefly shown. Average Effects: Calculation of factor average effects, including the column reserved for interaction (AxB in column 3) are shown in screen shot below. Note that the magnitude of the values in the last column (L2 L1) indicates the influence of the factors. The plots of the main effects (average factor effects) are shown next. 13


15 Calculated Factor Average Effects Plot of Trend of Factor Influence (main effects or Column Effects) By reserving column 3 of the array, interaction between factors A & B was captured. 14
, the plot shows that the desirable factor level combination is A2B1.")
16 Plot of Interaction between Factors A and B The interaction plot (not the effects of column 3) between these two factors, as shown below, is used to make correction for the levels of these two factors due to presence of interaction. Based on the Quality Characteristic (Bigger is better), the plot shows that the desirable factor level combination is A2B1. ANOVA: ANOVA offers information about relative influence of the factors and interaction to the variation of results based on their significance. It also allows identification of insignificant factors from the significant ones. Pooled (insignificant factors ignored) ANOVA for the example case study is shown below. 15

 for highest expected weight are as shown in the screen shot below")

17 The relative influences of significant factor & interaction are also shown as Bar Graph and Pie Diagram below. Optimum Condition: From factor average effects and interaction considerations, the most desirable factor combination (Optimum condition) for highest expected weight are as shown in the screen shot below (Optimum: A2 B1 D2, Expected Performance = oz). Note that, as customary, the insignificant factors are not included in the optimum condition or the expected performance. This means that the levels of the factors found insignificant can be set to any level or determined from considerations other than this DOE results. 16

 at a confidence level (say 90%) serves as boundaries within which the performance is expected to")

18 The Stacked Diagram below shows how the average performance is increased from contributions of individual significant factor. For confirmation of predicted performance at the optimum condition, confidence interval (C.I.) at a confidence level (say 90%) serves as boundaries within which the performance is expected to fall. The calculated C.I. at 90% confidence level is shown below. Range of Expected performance: Analysis Using S/N Ratios In support of Standard analysis, the results were also analyzed using Signal-to-Noise ratios. The S/N ratios of the results used for analysis are shown below. 17



19 The S/N analysis also identified the same significant factor. As expected, the relative influences are also of the same order of importance (not expected to be same as from Standard analysis). ANOVA and the plots of the relative influences are shown below (Bar Graph & Pie Diagram) ANOVA Bar and Pie Graphs 18
 shown below, the new design (optimum condition) is expected to improve Cpk from 1.00 to 1.")
20 One of the major benefits of S/N analysis is that it readily leads to plot of performance distributions and calculations of cost savings using the Taguchi Loss function. Based on the variation plot (Generated by Qualitek-4 based on certain assumptions) shown below, the new design (optimum condition) is expected to improve Cpk from 1.00 to and result in 22.3% cost savings. 19
21 IIIb: Observation Summary Tasks you & your project to do: - Identify significant factors in order of their influence on variability - Predict expected performance from optimum condition - Determine boundaries of expected performance for confirmation purposes (90% confidence interval desired) - Estimate cost saving (Loss function) and improved capabilities (Cp & Cpk) expected from the new design (process parameter setting) Example: These items have already been identified in the previous step and are displayed in the software screen shots. They are again itemized below for the example case study. Significant Factors: Three most significant factors are A:Injection Pressure, B:Mold Closing Speed and D:Back Pressure. Expected Performance: oz (weight) at optimum condition (A2 B1 D2) Boundaries of Expected Performance: From calculation of confidence interval, the range of performance at the optimum condition is expected to be between and (oz, weight) Cost Saving: Saving comes from reduced loss (waste) Based on Loss Function; the savings is estimated to be about 22 cents on every dollar lost before improved design is implemented. 20
. - Confirm prediction by comparing the average performance with the predicted range. - Present findings with all and prepare reports.")
22 IIIc: Validate Improvement Tasks you & your project to do: - Test multiple samples (as many as number of samples per trial or more) at the optimum condition (set process parameter to improved condition indentified). - Confirm prediction by comparing the average performance with the predicted range. - Present findings with all and prepare reports. Confirmation of findings from analysis of results is a necessary step for completion of any DOE study. Before accepting predicted optimum condition, it is essential that the predicted performance at the optimum be confirmed by running a number of samples in that condition. To confirm predicted performance, mean (average) of the actual test results is compared with the confidence interval calculated for the expected performance. Example: Test Results at Optimum Condition: Results of samples tested at optimum condition were: 10.45, 10.29, 9.95, 10.31, and 10.30, Average = oz (weight) Confirm Prediction: The average of performance (10.26) fell within the predicted performance range (10.23 and 10.44). Predicted improvement CONFIRMED. Report Findings: (This report) 21
23 References: 1. Injection Pressure: 2. A PLASTIC INJECTION MOLDING PROCESS CHARACTERISATION USING : 3. Study to learn the technique: 4. Training Topics on Taguchi DOE: Nutek, Inc Quarton Road Bloomfield Hills, MI , USA. Support@nutek-us.com Tel:
Desirability Function Example
 Desirability Function Example Desirability Functions Trade-off problems between various responses can be solved by using desirability functions. Desirability functions are a mathematical means of conducting
Desirability Function Example Desirability Functions Trade-off problems between various responses can be solved by using desirability functions. Desirability functions are a mathematical means of conducting
CHAPTER 5 OPTIMIZATION OF GREEN SAND CASTING PROCESS PARAMETERS USING TAGUCHI S METHOD
 66 CHAPTER 5 OPTIMIZATION OF GREEN SAND CASTING PROCESS PARAMETERS USING TAGUCHI S METHOD 5.1 PROCESS PARAMETERS OF GREEN SAND CASTINGS In this work, the robustness of the green sand casting process optimization
66 CHAPTER 5 OPTIMIZATION OF GREEN SAND CASTING PROCESS PARAMETERS USING TAGUCHI S METHOD 5.1 PROCESS PARAMETERS OF GREEN SAND CASTINGS In this work, the robustness of the green sand casting process optimization
CHAPTER 4 EXPERIMENTATION
 CHAPTER 4 EXPERIMENTATION The performance of the considered alternative refrigerant mixtures is experimentally studied in comparison with R134a and HC mixture (50%R290/50%R600a) in the visi cooler of conventional
CHAPTER 4 EXPERIMENTATION The performance of the considered alternative refrigerant mixtures is experimentally studied in comparison with R134a and HC mixture (50%R290/50%R600a) in the visi cooler of conventional
Mr. Ravi B Chikmeti 1, Prof. Sunil Mangshetty 2
 IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) ISSN: 78-1684 Volume 4, Issue 1 (Nov-Dec. 01), PP 38-4 A Literature Review on Reducing the Warpage of Plastic Component by using Taguchi Optimization
IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) ISSN: 78-1684 Volume 4, Issue 1 (Nov-Dec. 01), PP 38-4 A Literature Review on Reducing the Warpage of Plastic Component by using Taguchi Optimization
Effect of Differences Core and Cavity Temperature on Injection Molded Part and Reducing the Warpage by Taguchi Method
 International Journal of Engineering & Technology IJET-IJENS Vol: 10 No: 06 133 Effect of Differences Core and Cavity Temperature on Injection Molded Part and Reducing the Warpage by Taguchi Method Z.
International Journal of Engineering & Technology IJET-IJENS Vol: 10 No: 06 133 Effect of Differences Core and Cavity Temperature on Injection Molded Part and Reducing the Warpage by Taguchi Method Z.
Effect of Injection Moulding Process Parameter on Tensile Strength Using Taguchi Method
 Effect of Injection Moulding Process Parameter on Tensile Strength Using Taguchi Method Gurjeet Singh, M. K. Pradhan, Ajay Verma Abstract The plastic industry plays very important role in the economy of
Effect of Injection Moulding Process Parameter on Tensile Strength Using Taguchi Method Gurjeet Singh, M. K. Pradhan, Ajay Verma Abstract The plastic industry plays very important role in the economy of
Effect of Injection Moulding Process Parameter on Tensile Strength Using Taguchi Method
 Effect of Injection Moulding Process Parameter on Tensile Strength Using Taguchi Method Gurjeet Singh, M. K. Pradhan, Ajay Verma International Science Index, Industrial and Manufacturing Engineering waset.org/publication/10002946
Effect of Injection Moulding Process Parameter on Tensile Strength Using Taguchi Method Gurjeet Singh, M. K. Pradhan, Ajay Verma International Science Index, Industrial and Manufacturing Engineering waset.org/publication/10002946
INJECTION MOLDING PROCESS SIMULATION OF TENSILE STRENGTH AND IMPACT SPECIMEN TEST
 INJECTION MOLDING PROCESS SIMULATION OF TENSILE STRENGTH AND IMPACT SPECIMEN TEST Dinny Harnany, Arif Wahjudi, I Made Londen Batan and Irma Mappease Institut Teknologi Sepuluh Nopember, Surabaya, Indonesia
INJECTION MOLDING PROCESS SIMULATION OF TENSILE STRENGTH AND IMPACT SPECIMEN TEST Dinny Harnany, Arif Wahjudi, I Made Londen Batan and Irma Mappease Institut Teknologi Sepuluh Nopember, Surabaya, Indonesia
Practical application of Taguchi method for optimization of process parameters in Injection Molding Machine for PP material
 Practical application of Taguchi method for optimization of process parameters in Injection Molding Machine for PP material ANAND KR DWIWEDI, SUNIL KUMAR 1 M.TECH. Scholar, Mechanical Engineering, Samalkha
Practical application of Taguchi method for optimization of process parameters in Injection Molding Machine for PP material ANAND KR DWIWEDI, SUNIL KUMAR 1 M.TECH. Scholar, Mechanical Engineering, Samalkha
MINIMIZATION OF CRACKS IN ALUMINUM ALLOY CASTING Shashidhar Channappa Honnihalli* 1, Dr. Vinayak N. Gaitonde 2
 ISSN 2277-2685 IJESR/October 2014/ Vol-4/Issue-10/598-602 Shashidhar Channappa Honnihalli et al./ International Journal of Engineering & Science Research MINIMIZATION OF CRACKS IN ALUMINUM ALLOY CASTING
ISSN 2277-2685 IJESR/October 2014/ Vol-4/Issue-10/598-602 Shashidhar Channappa Honnihalli et al./ International Journal of Engineering & Science Research MINIMIZATION OF CRACKS IN ALUMINUM ALLOY CASTING
OPTIMIZATION OF PLATEN FOR INJECTION MOULDING MACHINE BY GREY RELATIONAL ANALYSIS VIPUL VASAVA
 International Journal of Mechanical and Production Engineering Research and Development (IJMPERD) ISSN (P): 2249-6890; ISSN (E): 2249-8001 Vol. 7, Issue 3, Jun 2017, 121-132 TJPRC Pvt. Ltd. OPTIMIZATION
International Journal of Mechanical and Production Engineering Research and Development (IJMPERD) ISSN (P): 2249-6890; ISSN (E): 2249-8001 Vol. 7, Issue 3, Jun 2017, 121-132 TJPRC Pvt. Ltd. OPTIMIZATION
Delivering Engineered Solutions
 Quality Terms Term Description Accept / Reject Criteria This refers to the measurement and decision of whether or not the quality and performance of a product or service is acceptable. These criteria can
Quality Terms Term Description Accept / Reject Criteria This refers to the measurement and decision of whether or not the quality and performance of a product or service is acceptable. These criteria can
Teaching the Taguchi Method of Experimental Design: Design and Testing of Concrete Mixes
 Session 3266 Teaching the Taguchi Method of Experimental Design: Design and Testing of Concrete Mixes Deborah J. Hochstein, Azmi Bin Ahmad, Robert E. Magowan The University of Memphis Abstract The primary
Session 3266 Teaching the Taguchi Method of Experimental Design: Design and Testing of Concrete Mixes Deborah J. Hochstein, Azmi Bin Ahmad, Robert E. Magowan The University of Memphis Abstract The primary
TAGUCHI APPROACH TO DESIGN OPTIMIZATION FOR QUALITY AND COST: AN OVERVIEW. Resit Unal. Edwin B. Dean
 TAGUCHI APPROACH TO DESIGN OPTIMIZATION FOR QUALITY AND COST: AN OVERVIEW Resit Unal Edwin B. Dean INTRODUCTION Calibrations to existing cost of doing business in space indicate that to establish human
TAGUCHI APPROACH TO DESIGN OPTIMIZATION FOR QUALITY AND COST: AN OVERVIEW Resit Unal Edwin B. Dean INTRODUCTION Calibrations to existing cost of doing business in space indicate that to establish human
Design of Experiments (DOE) Instructor: Thomas Oesterle
 Instructor: Thomas Oesterle") 1 Design of Experiments (DOE) Instructor: Thomas Oesterle 2 Instructor Thomas Oesterle thomas.oest@gmail.com 3 Agenda Introduction Planning the Experiment Selecting a Design Matrix Analyzing the Data Modeling
1 Design of Experiments (DOE) Instructor: Thomas Oesterle 2 Instructor Thomas Oesterle thomas.oest@gmail.com 3 Agenda Introduction Planning the Experiment Selecting a Design Matrix Analyzing the Data Modeling
Taguchi for. Plain English. Marketers. Explanation of the Taguchi & Design Of Experiments
 Plain English Taguchi for Marketers How an Innovative Mathematical Formula Produces Explosive Results for Direct Marketing Campaigns Explanation of the Taguchi & Design Of Experiments Ranjit K. Roy, Ph.D.,
Plain English Taguchi for Marketers How an Innovative Mathematical Formula Produces Explosive Results for Direct Marketing Campaigns Explanation of the Taguchi & Design Of Experiments Ranjit K. Roy, Ph.D.,
OPTIMIZATION OF INJECTION MOULDING MOULD FLOW ANALYSIS USING TAGUCHI APPROACH
 Volume 118 No. 11 2018, 241-250 ISSN: 1311-8080 (printed version); ISSN: 1314-3395 (on-line version) url: http://www.ijpam.eu doi: 10.12732/ijpam.v118i11.30 ijpam.eu OPTIMIZATION OF INJECTION MOULDING
Volume 118 No. 11 2018, 241-250 ISSN: 1311-8080 (printed version); ISSN: 1314-3395 (on-line version) url: http://www.ijpam.eu doi: 10.12732/ijpam.v118i11.30 ijpam.eu OPTIMIZATION OF INJECTION MOULDING
IJSRD - International Journal for Scientific Research & Development Vol. 4, Issue 05, 2016 ISSN (online):
:") IJSRD - International Journal for Scientific Research & Development Vol. 4, Issue 05, 2016 ISSN (online): 2321-0613 Optimization of Process Parameters using Taguchi Design Approach in Automobile Component
IJSRD - International Journal for Scientific Research & Development Vol. 4, Issue 05, 2016 ISSN (online): 2321-0613 Optimization of Process Parameters using Taguchi Design Approach in Automobile Component
An ordered array is an arrangement of data in either ascending or descending order.
 2.1 Ordered Array An ordered array is an arrangement of data in either ascending or descending order. Example 1 People across Hong Kong participate in various walks to raise funds for charity. Recently,
2.1 Ordered Array An ordered array is an arrangement of data in either ascending or descending order. Example 1 People across Hong Kong participate in various walks to raise funds for charity. Recently,
Effect of Process Parameter Setting on Porosity Levels of Aluminium Pressure Die Casting Process using Taguchi Methodology
 Research Article International Journal of Current Engineering and Technology ISSN 2277-4106 2013 INPRESSCO. All Rights Reserved. Available at http://inpressco.com/category/ijcet Effect of Process Parameter
Research Article International Journal of Current Engineering and Technology ISSN 2277-4106 2013 INPRESSCO. All Rights Reserved. Available at http://inpressco.com/category/ijcet Effect of Process Parameter
Analysis of Tensile Strength of Bamboo Reinforced Polyester Composite
 ANALELE UNIVERSITĂŢII EFTIMIE MURGU REŞIŢA ANUL XXIII, NR. 1, 2016, ISSN 1453-7397 Analysis of Tensile Strength of Bamboo Reinforced Polyester Composite Omholua Anthony Omokhudu, Ujam A.J., Uviesherhe
ANALELE UNIVERSITĂŢII EFTIMIE MURGU REŞIŢA ANUL XXIII, NR. 1, 2016, ISSN 1453-7397 Analysis of Tensile Strength of Bamboo Reinforced Polyester Composite Omholua Anthony Omokhudu, Ujam A.J., Uviesherhe
CHAPTER 3 THEORY RELATED TO TAGUCHI S METHOD
 CHAPTER 3 THEORY RELATED TO TAGUCHI S METHOD 3.1 TAGUCHI S BRIEF BIOGRAPHY When Japan began its reconstruction efforts after World War II, Japan faced an acute shortage of good quality raw material, high
CHAPTER 3 THEORY RELATED TO TAGUCHI S METHOD 3.1 TAGUCHI S BRIEF BIOGRAPHY When Japan began its reconstruction efforts after World War II, Japan faced an acute shortage of good quality raw material, high
Optimization of Process Parameters of Pressure Die Casting using Taguchi Methodology
 Optimization of Process Parameters of Pressure Die using Taguchi Methodology Satish Kumar, Arun Kumar Gupta, Pankaj Chandna Abstract The present work analyses different parameters of pressure die casting
Optimization of Process Parameters of Pressure Die using Taguchi Methodology Satish Kumar, Arun Kumar Gupta, Pankaj Chandna Abstract The present work analyses different parameters of pressure die casting
Product and Process Improvement Through The Use of Taguchi Method (TM)
") Product and Process Improvement Through The Use of Taguchi Method (TM) Presented By Jafri Mohd. Rohani Department of Manufacturing and Industrial Engineering, Faculty of Mechanical Engineering Universiti
Product and Process Improvement Through The Use of Taguchi Method (TM) Presented By Jafri Mohd. Rohani Department of Manufacturing and Industrial Engineering, Faculty of Mechanical Engineering Universiti
INVESTIGATION ON WARPAGE AND SINK MARK FOR INJECTION MOULDED PARTS USING TAGUCHI METHOD
 INVESTIGATION ON WARPAGE AND SINK MARK FOR INJECTION MOULDED PARTS USING TAGUCHI METHOD Omar Ahmed Mohamed, Swinburne University of Technology, Melbourne, Australia Syed Hasan Masood, Swinburne University
INVESTIGATION ON WARPAGE AND SINK MARK FOR INJECTION MOULDED PARTS USING TAGUCHI METHOD Omar Ahmed Mohamed, Swinburne University of Technology, Melbourne, Australia Syed Hasan Masood, Swinburne University
TITLE: INVESTIGATING OF PLASTIC INJECTING MOLDING PROCESS OPTIMIZATION IN COMPLEX SHAPE PRODUCT PRESENTED BY: MR. AHMAD AIZUDDIN ABD AZIZ PhD STUDENT.
 TITLE: INVESTIGATING OF PLASTIC INJECTING MOLDING PROCESS OPTIMIZATION IN COMPLEX SHAPE PRODUCT PRESENTED BY: MR. AHMAD AIZUDDIN ABD AZIZ PhD STUDENT. Overview Introduction Methodologies Result and discussions
TITLE: INVESTIGATING OF PLASTIC INJECTING MOLDING PROCESS OPTIMIZATION IN COMPLEX SHAPE PRODUCT PRESENTED BY: MR. AHMAD AIZUDDIN ABD AZIZ PhD STUDENT. Overview Introduction Methodologies Result and discussions
OPTIMISATION OF PROCESSING CONDITION USING TAGUCHI METHOD ON WARPAGE FOR HDPE- CLAY COMPOSITE
 Applied Mechanics and Materials Vol. 660 (2014) pp 28-32 Submitted: 23.07.2014 (2014) Trans Tech Publications, Switzerland Revised: 11.08.2014 doi:10.4028/www.scientific.net/amm.660.28 Accepted: 13.08.2014
Applied Mechanics and Materials Vol. 660 (2014) pp 28-32 Submitted: 23.07.2014 (2014) Trans Tech Publications, Switzerland Revised: 11.08.2014 doi:10.4028/www.scientific.net/amm.660.28 Accepted: 13.08.2014
Business Quantitative Analysis [QU1] Examination Blueprint
![Business Quantitative Analysis [QU1] Examination Blueprint](/thumbs/94/121308410.jpg "Business Quantitative Analysis [QU1] Examination Blueprint") Business Quantitative Analysis [QU1] Examination Blueprint 2014-2015 Purpose The Business Quantitative Analysis [QU1] examination has been constructed using an examination blueprint. The blueprint, also
Business Quantitative Analysis [QU1] Examination Blueprint 2014-2015 Purpose The Business Quantitative Analysis [QU1] examination has been constructed using an examination blueprint. The blueprint, also
9 IManE&E Transilvania University of Brasov, Manufacturing Engineering Department, Mihai Viteazu No.5, , Brasov, Romania
 Use of microscopy techniques in failure analysis of the plastic injection molded parts to prevent the risks of serial defects in the assembly processes Ion Cristian Braga *, Razvan Udroiu, and Anisor Nedelcu
Use of microscopy techniques in failure analysis of the plastic injection molded parts to prevent the risks of serial defects in the assembly processes Ion Cristian Braga *, Razvan Udroiu, and Anisor Nedelcu
Quantitative Methods. Presenting Data in Tables and Charts. Basic Business Statistics, 10e 2006 Prentice-Hall, Inc. Chap 2-1
 Quantitative Methods Presenting Data in Tables and Charts Basic Business Statistics, 10e 2006 Prentice-Hall, Inc. Chap 2-1 Learning Objectives In this chapter you learn: To develop tables and charts for
Quantitative Methods Presenting Data in Tables and Charts Basic Business Statistics, 10e 2006 Prentice-Hall, Inc. Chap 2-1 Learning Objectives In this chapter you learn: To develop tables and charts for
Sectional Shape Analysis of Aluminum Alloy Seat Tube of Bicycle
 Proceedings of the 12th International Conference on Aluminium Alloys, September 5-9, 2010, Yokohama, Japan 2010 The Japan Institute of Light Metals pp. 1990-1995 1990 Sectional Shape Analysis of Aluminum
Proceedings of the 12th International Conference on Aluminium Alloys, September 5-9, 2010, Yokohama, Japan 2010 The Japan Institute of Light Metals pp. 1990-1995 1990 Sectional Shape Analysis of Aluminum
CHAPTER 8 T Tests. A number of t tests are available, including: The One-Sample T Test The Paired-Samples Test The Independent-Samples T Test
 CHAPTER 8 T Tests A number of t tests are available, including: The One-Sample T Test The Paired-Samples Test The Independent-Samples T Test 8.1. One-Sample T Test The One-Sample T Test procedure: Tests
CHAPTER 8 T Tests A number of t tests are available, including: The One-Sample T Test The Paired-Samples Test The Independent-Samples T Test 8.1. One-Sample T Test The One-Sample T Test procedure: Tests
Finite Element Analysis and Design Optimization of Platen for Injection Molding Machine
 IJIRST International Journal for Innovative Research in Science & Technology Volume 1 Issue 12 May 2015 ISSN (online): 2349-6010 Finite Element Analysis and Design Optimization of Platen for Injection
IJIRST International Journal for Innovative Research in Science & Technology Volume 1 Issue 12 May 2015 ISSN (online): 2349-6010 Finite Element Analysis and Design Optimization of Platen for Injection
APC plus Stability, precision and cost-efficiency in production
 APC plus Stability, precision and cost-efficiency in production Engineering Passion 2 APC plus (Adaptive Process Control plus) External factors impair part quality APC plus cancels out environmental influences
APC plus Stability, precision and cost-efficiency in production Engineering Passion 2 APC plus (Adaptive Process Control plus) External factors impair part quality APC plus cancels out environmental influences
QUALITY ENGINEERING IMPLEMENTATION IN AN ORGANIZATION: A BRIEF FINDING ON QE METHODOLOGY
 Volume3 Number4 December2012 pp.26 34 DOI: 10.2478/v10270-012-0031-z QUALITY ENGINEERING IMPLEMENTATION IN AN ORGANIZATION: A BRIEF FINDING ON QE METHODOLOGY RozzetaDolah 1,2,ZenichiMiyagi 1,KazuoTatebayashi
Volume3 Number4 December2012 pp.26 34 DOI: 10.2478/v10270-012-0031-z QUALITY ENGINEERING IMPLEMENTATION IN AN ORGANIZATION: A BRIEF FINDING ON QE METHODOLOGY RozzetaDolah 1,2,ZenichiMiyagi 1,KazuoTatebayashi
ISSN: [Rathi * et al., 7(8): August, 2018] Impact Factor: 5.164
![ISSN: [Rathi * et al., 7(8): August, 2018] Impact Factor: 5.164](/thumbs/89/100162964.jpg "ISSN: [Rathi * et al., 7(8): August, 2018] Impact Factor: 5.164") IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY OPTIMIZATION OF INJECTION MOULDING PROCESS PARAMETERS TO CONTROL SHRINKAGE OF HDPE AND NYLON COMPONENTS M.G.Rathi* 1 & T.M.Vedhachalam
IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY OPTIMIZATION OF INJECTION MOULDING PROCESS PARAMETERS TO CONTROL SHRINKAGE OF HDPE AND NYLON COMPONENTS M.G.Rathi* 1 & T.M.Vedhachalam
Address for Correspondence
 Research Paper OPTIMIZATION OF CRITICAL PROCESSING PARAMETERS FOR PLASTIC INJECTION MOLDING FOR ENHANCE PRODUCTIVITY AND REDUCED TIME FOR DEVELOPMENT 1 Sanjay N.Lahoti, 2 Prof.M.D.Nadar, 3 Swapnil S. Kulkarni
Research Paper OPTIMIZATION OF CRITICAL PROCESSING PARAMETERS FOR PLASTIC INJECTION MOLDING FOR ENHANCE PRODUCTIVITY AND REDUCED TIME FOR DEVELOPMENT 1 Sanjay N.Lahoti, 2 Prof.M.D.Nadar, 3 Swapnil S. Kulkarni
ENHANCING THE QUALITY CHARACTERISTICS OF GREEN SAND CASTING BY OPTIMIZING PROCESS PARAMETERS USING TAGUCHI METHOD
 ENHANCING THE QUALITY CHARACTERISTICS OF GREEN SAND CASTING BY OPTIMIZING PROCESS PARAMETERS USING TAGUCHI METHOD S.S.Jamkar, M.J.Deshmukh, N.R. Vidhate Department of Mechanical Engineering, Govt. College
ENHANCING THE QUALITY CHARACTERISTICS OF GREEN SAND CASTING BY OPTIMIZING PROCESS PARAMETERS USING TAGUCHI METHOD S.S.Jamkar, M.J.Deshmukh, N.R. Vidhate Department of Mechanical Engineering, Govt. College
OPTIMIZATION OF PARAMETERS & MINIMIZATION OF DEFECT BY APPLYING TAGUCHI & MOLDFLOW METHOD FOR INJECTION MOLDING COMPONENT
 OPTIMIZATION OF PARAMETERS & MINIMIZATION OF DEFECT BY APPLYING TAGUCHI & MOLDFLOW METHOD FOR INJECTION MOLDING COMPONENT Mr.G.V.Pujari 1, Prof. Dr.V.R.Naik 2 1 PG Student, Dept. of Mechanical Engineering,
OPTIMIZATION OF PARAMETERS & MINIMIZATION OF DEFECT BY APPLYING TAGUCHI & MOLDFLOW METHOD FOR INJECTION MOLDING COMPONENT Mr.G.V.Pujari 1, Prof. Dr.V.R.Naik 2 1 PG Student, Dept. of Mechanical Engineering,
Improvement in Hardness of LM-6 Aluminum Alloy Green Sand Castings by Taguchi Method
 Improvement in Hardness of LM-6 Aluminum Alloy Green Sand Castings by Taguchi Method Ravneet Kumar 1* and Chandandeep Grewal 2 1 Research Scholar, University Institute of Engineering and Technology, Panjab
Improvement in Hardness of LM-6 Aluminum Alloy Green Sand Castings by Taguchi Method Ravneet Kumar 1* and Chandandeep Grewal 2 1 Research Scholar, University Institute of Engineering and Technology, Panjab
Work place Core Skills Unit
 Work place Core Skills Unit NUMERACY SCQF level 3 Assessment Support Pack What are Core Skills? Core Skills are skills and abilities which everyone needs in their work. This is true for every job in every
Work place Core Skills Unit NUMERACY SCQF level 3 Assessment Support Pack What are Core Skills? Core Skills are skills and abilities which everyone needs in their work. This is true for every job in every
Experimentation and Optimization of Shrinkage in Plastic Injection Molded GPPS Part
 Experimentation and Optimization of Shrinkage in Plastic Injection Molded GPPS Part T. Bhirud 1* and R. Metkar 2 1 PG Student, Government College of Engineering, Amravati, India 2 Government College of
Experimentation and Optimization of Shrinkage in Plastic Injection Molded GPPS Part T. Bhirud 1* and R. Metkar 2 1 PG Student, Government College of Engineering, Amravati, India 2 Government College of
PROCESS PERFORMANCE MONITORING IN PEWTER MANUFACTURING. Abstract
 Jumal Mekanikal, Jilid I, 998 PROCESS PERFORMANCE MONITORING IN PEWTER MANUFACTURING Hamidon Musa Thean Chan Tan Faculty of Mechanical Engineering Universiti Teknologi Malaysia Abstract This paper reports
Jumal Mekanikal, Jilid I, 998 PROCESS PERFORMANCE MONITORING IN PEWTER MANUFACTURING Hamidon Musa Thean Chan Tan Faculty of Mechanical Engineering Universiti Teknologi Malaysia Abstract This paper reports
Design for Manufacture. Machine and Process Capability
 Design for Manufacture Machine and Process Capability Design for manufacture (DfM) is anything that informs the designer about any aspect of the manufacture of the product that allows 'wise' decisions
Design for Manufacture Machine and Process Capability Design for manufacture (DfM) is anything that informs the designer about any aspect of the manufacture of the product that allows 'wise' decisions
Department of Industrial Engieering
 Department of Industrial Engieering Operations Analysis Assistant Prof. Abed Schokry Analysis techniques Between operations Multi Activity charts Project scheduling Flow diagrams and process charts Location
Department of Industrial Engieering Operations Analysis Assistant Prof. Abed Schokry Analysis techniques Between operations Multi Activity charts Project scheduling Flow diagrams and process charts Location
Study on optimization of process parameters for hydromechanical deep drawing of trapezoid cup
 Journal of Engineering Technology and Education, Vol. 8, No.1 March 2011, pp. 53-71 Study on optimization of process parameters for hydromechanical deep drawing of trapezoid cup Thanh-Phong Dao, Shyh-Chour
Journal of Engineering Technology and Education, Vol. 8, No.1 March 2011, pp. 53-71 Study on optimization of process parameters for hydromechanical deep drawing of trapezoid cup Thanh-Phong Dao, Shyh-Chour
Parametric Optimization of MIG Welding Using Taguchi Method
 Parametric Optimization of MIG Welding Using Taguchi Method Mohammad Azharuddin M.Tech, Dept of Mechanical Engineering, AVN Institute of Engineering & Technology, Hyderabad, T.S, India. ABSTRACT: Welding
Parametric Optimization of MIG Welding Using Taguchi Method Mohammad Azharuddin M.Tech, Dept of Mechanical Engineering, AVN Institute of Engineering & Technology, Hyderabad, T.S, India. ABSTRACT: Welding
Application of Taguchi Method for Optimizing Material Removal Rate in Turning of En-47 Spring Steel
 5 th International & 26 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12 th 14 th, 2014, IIT Guwahati, Assam, India Application of Taguchi Method for Optimizing
5 th International & 26 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12 th 14 th, 2014, IIT Guwahati, Assam, India Application of Taguchi Method for Optimizing
EFFECT OF MOULD TEMPERATURE ON THE FILLING BEHAVIOR OF MOLTEN RESIN IN PLASTIC INJECTION MOULDING OF HIGH DENSITY POLYETHYLENE (HDPE)
") EFFECT OF MOULD TEMPERATURE ON THE FILLING BEHAVIOR OF MOLTEN RESIN IN PLASTIC INJECTION MOULDING OF HIGH DENSITY POLYETHYLENE (HDPE) A.M. Gwebu 1*, L. Nyanga², S.T. Nyadongo³, A.F. Van der Merwe 4, S
EFFECT OF MOULD TEMPERATURE ON THE FILLING BEHAVIOR OF MOLTEN RESIN IN PLASTIC INJECTION MOULDING OF HIGH DENSITY POLYETHYLENE (HDPE) A.M. Gwebu 1*, L. Nyanga², S.T. Nyadongo³, A.F. Van der Merwe 4, S
Optimization of process parameters of PIM process using DOE technique Taguchi
 Optimization of process parameters of PIM process using DOE technique Taguchi 1 Sanjay Kumar Sharma, 2 Vikas Sharma, 3 Manish Dadhich, 4 Sheetal Kumar Jain1, 5 Dhirendra Agarwal 1,2,3,4 Design Engineer,
Optimization of process parameters of PIM process using DOE technique Taguchi 1 Sanjay Kumar Sharma, 2 Vikas Sharma, 3 Manish Dadhich, 4 Sheetal Kumar Jain1, 5 Dhirendra Agarwal 1,2,3,4 Design Engineer,
OPTIMIZATION PROCESS PARAMETER OF INJECTION MOLDING. Mohd Aswadi Bin Muhamad. Politeknik Tuanku Sultanah Bahiyah,
 e- Proceeding National Innovation and Invention Competition Through Exhibition 2017 OPTIMIZATION PROCESS PARAMETER OF INJECTION MOLDING Mohd Aswadi Bin Muhamad Department of Mechanical Engineering, Politeknik
e- Proceeding National Innovation and Invention Competition Through Exhibition 2017 OPTIMIZATION PROCESS PARAMETER OF INJECTION MOLDING Mohd Aswadi Bin Muhamad Department of Mechanical Engineering, Politeknik
Dynamic Design and Risk Assessment of Logistics Distribution Networks
 Dynamic Design and Risk Assessment of Logistics Distribution Networks ABSTRACT S. M. Disney, C. S. Lalwani*, & M. M. Naim * Corresponding Author: Logistics Systems Dynamics Group, Cardiff Business School,
Dynamic Design and Risk Assessment of Logistics Distribution Networks ABSTRACT S. M. Disney, C. S. Lalwani*, & M. M. Naim * Corresponding Author: Logistics Systems Dynamics Group, Cardiff Business School,
Optimization of Heat Gain by Air Exchange through the Window of Cold Storage Using S/N Ratio and ANOVA Analysis
 RESEARCH ARTICLE OPEN ACCESS Optimization of Heat Gain by Air Exchange through the of Cold Storage Using S/N Ratio and ANOVA Analysis Dr. Nimai Mukhopadhyay *, Aniket Deb Roy ** ( * Assistant professor,
RESEARCH ARTICLE OPEN ACCESS Optimization of Heat Gain by Air Exchange through the of Cold Storage Using S/N Ratio and ANOVA Analysis Dr. Nimai Mukhopadhyay *, Aniket Deb Roy ** ( * Assistant professor,
Optimization of process parameters of High Pressure Die Casting process for ADC12 Aluminium alloy using Taguchi method
 Volume 120 No. 6 2018, 959-969 ISSN: 1314-3395 (on-line version) url: http://www.acadpubl.eu/hub/ http://www.acadpubl.eu/hub/ Optimization of process parameters of High Pressure Die Casting process for
Volume 120 No. 6 2018, 959-969 ISSN: 1314-3395 (on-line version) url: http://www.acadpubl.eu/hub/ http://www.acadpubl.eu/hub/ Optimization of process parameters of High Pressure Die Casting process for
FUNDAMENTALS OF QUALITY CONTROL AND IMPROVEMENT
 FUNDAMENTALS OF QUALITY CONTROL AND IMPROVEMENT Third Edition AMITAVA MITRA Auburn University College of Business Auburn, Alabama WILEY A JOHN WILEY & SONS, INC., PUBLICATION PREFACE xix PARTI PHILOSOPHY
FUNDAMENTALS OF QUALITY CONTROL AND IMPROVEMENT Third Edition AMITAVA MITRA Auburn University College of Business Auburn, Alabama WILEY A JOHN WILEY & SONS, INC., PUBLICATION PREFACE xix PARTI PHILOSOPHY
Applying Quality Engineering Technique to Improve Wastewater Treatment
 Volume 15, Number 1 - November 1998 to January 1999 Applying Quality Engineering Technique to Improve Wastewater Treatment By Dr. Chau-Chen Torng, Dr. Chao-Yu Chou & Dr. Hui-Rong Liu KEYWORD SEARCH Quality
Volume 15, Number 1 - November 1998 to January 1999 Applying Quality Engineering Technique to Improve Wastewater Treatment By Dr. Chau-Chen Torng, Dr. Chao-Yu Chou & Dr. Hui-Rong Liu KEYWORD SEARCH Quality
PROCESS PARAMETERS OPTIMIZATION FOR DEVELOPMENT OF DEFECT FREE INJECTION MOLDED COMPONENT
 PROCESS PARAMETERS OPTIMIZATION FOR DEVELOPMENT OF DEFECT FREE INJECTION MOLDED COMPONENT Mr.G.V.Pujari 1, Prof. Dr.V.R.Naik 2 1 PG Student, Dept. of Mechanical Engineering, D.K.T.E. s Ichalkaranji, Maharashtra,(India)
PROCESS PARAMETERS OPTIMIZATION FOR DEVELOPMENT OF DEFECT FREE INJECTION MOLDED COMPONENT Mr.G.V.Pujari 1, Prof. Dr.V.R.Naik 2 1 PG Student, Dept. of Mechanical Engineering, D.K.T.E. s Ichalkaranji, Maharashtra,(India)
Chapter 9A. Process Capability & SPC
 1 Chapter 9A Process Capability & SPC 2 OBJECTIVES Process Variation Process Capability Process Control Procedures Variable data Attribute data Acceptance Sampling Operating Characteristic Curve 3 Basic
1 Chapter 9A Process Capability & SPC 2 OBJECTIVES Process Variation Process Capability Process Control Procedures Variable data Attribute data Acceptance Sampling Operating Characteristic Curve 3 Basic
Investigating Cavitation Peening Parameters for Fatigue Performance Using Designed Experiment
 Western New England University From the SelectedWorks of Mohammadsadegh Mobin Summer May 2, 2015 Investigating Cavitation Peening Parameters for Fatigue Performance Using Designed Experiment Mohammadsadegh
Western New England University From the SelectedWorks of Mohammadsadegh Mobin Summer May 2, 2015 Investigating Cavitation Peening Parameters for Fatigue Performance Using Designed Experiment Mohammadsadegh
ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS
 Proceedings in Manufacturing Systems, Volume 11, Issue 2, 2016, 95 100 ISSN 2067-9238 ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS Karel RAZ 1,*, Martin ZAHALKA 2 1) PhD, Lecturer, Eng.,
Proceedings in Manufacturing Systems, Volume 11, Issue 2, 2016, 95 100 ISSN 2067-9238 ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS Karel RAZ 1,*, Martin ZAHALKA 2 1) PhD, Lecturer, Eng.,
The Selection of Machining Parameters to Minimize Deformation caused by Heat
 The Selection of Machining Parameters to Minimize Deformation caused by Heat Hengbo Cui Jong-Yun Jung Dug-Hee Moon Abstract Machining processes generate severe heat, which deforms thin metallic parts while
The Selection of Machining Parameters to Minimize Deformation caused by Heat Hengbo Cui Jong-Yun Jung Dug-Hee Moon Abstract Machining processes generate severe heat, which deforms thin metallic parts while
Overall Equipment Efficiency (OEE)
") Research on Overall Equipment Efficiency Overall Equipment Efficiency (OEE) Prepared by: ASECO Integrated Systems Office Locations including; Oakville, ON, Canada 905/339-0059 Philadelphia, PA, USA 215/830-1420
Research on Overall Equipment Efficiency Overall Equipment Efficiency (OEE) Prepared by: ASECO Integrated Systems Office Locations including; Oakville, ON, Canada 905/339-0059 Philadelphia, PA, USA 215/830-1420
INDUSTRIAL ENGINEERING
 1 P a g e AND OPERATION RESEARCH 1 BREAK EVEN ANALYSIS Introduction 5 Costs involved in production 5 Assumptions 5 Break- Even Point 6 Plotting Break even chart 7 Margin of safety 9 Effect of parameters
1 P a g e AND OPERATION RESEARCH 1 BREAK EVEN ANALYSIS Introduction 5 Costs involved in production 5 Assumptions 5 Break- Even Point 6 Plotting Break even chart 7 Margin of safety 9 Effect of parameters
Reduction Of Cost Of Quality By Using Robust Design: A Research Methodology
 Reduction Of Cost Of Quality By Using Robust Design: A Research Methodology 1 Jalal Khan, 2 S.N. Teli, 3 B.P. Hada Assistant Professor, SCOE, Kharghar, India Abstract: CoQ and Taguchi Design are to be
Reduction Of Cost Of Quality By Using Robust Design: A Research Methodology 1 Jalal Khan, 2 S.N. Teli, 3 B.P. Hada Assistant Professor, SCOE, Kharghar, India Abstract: CoQ and Taguchi Design are to be
CHAPTER 4 OPTIMIZATION OF PROCESS PARAMETER OF FSW ON AA 5083 USING TAGUCHI METHOD (SINGLE OBJECTIVE)
") 52 CHAPTER 4 OPTIMIZATION OF PROCESS PARAMETER OF FSW ON AA 5083 USING TAGUCHI METHOD (SINGLE OBJECTIVE) 4.1 INTRODUCTION Welding is one of the vital and widely used manufacturing processes in any manufacturing
52 CHAPTER 4 OPTIMIZATION OF PROCESS PARAMETER OF FSW ON AA 5083 USING TAGUCHI METHOD (SINGLE OBJECTIVE) 4.1 INTRODUCTION Welding is one of the vital and widely used manufacturing processes in any manufacturing
Casting Defect Analysis using Design of Experiments (DoE) and Computer Aided Casting Simulation Technique
 and Computer Aided Casting Simulation Technique") Available online at www.sciencedirect.com Procedia CIRP 7 (2013 ) 616 621 Forty Sixth CIRP Conference on Manufacturing Systems 2013 Casting Defect Analysis using Design of Experiments (DoE) and Computer
Available online at www.sciencedirect.com Procedia CIRP 7 (2013 ) 616 621 Forty Sixth CIRP Conference on Manufacturing Systems 2013 Casting Defect Analysis using Design of Experiments (DoE) and Computer
Performance Evaluation of Natural Ventilation Devices to Improve Thermal Comfort of a Computer Lab of University Building Using CFD as a Tool
 From the SelectedWorks of Innovative Research Publications IRP India Spring March 1, 2015 Performance Evaluation of Natural Ventilation Devices to Improve Thermal Comfort of a Computer Lab of University
From the SelectedWorks of Innovative Research Publications IRP India Spring March 1, 2015 Performance Evaluation of Natural Ventilation Devices to Improve Thermal Comfort of a Computer Lab of University
OPTIMIZATION OF PROCESS PARAMETERS OF CO 2 MOULDING PROCESS FOR BETTER KNOCKOUT PROPERTY
 OPTIMIZATION OF PROCESS PARAMETERS OF CO 2 MOULDING PROCESS FOR BETTER KNOCKOUT PROPERTY M Venkata Ramana 1 Principal & Professor, Mechanical Engineering, Vignan Institute of Technology and Science, Telangana,
OPTIMIZATION OF PROCESS PARAMETERS OF CO 2 MOULDING PROCESS FOR BETTER KNOCKOUT PROPERTY M Venkata Ramana 1 Principal & Professor, Mechanical Engineering, Vignan Institute of Technology and Science, Telangana,
CHAPTER 2: ORGANIZING AND VISUALIZING VARIABLES
 2-1 Organizing and Visualizing Variables Organizing and Visualizing Variables 2-1 Statistics for Managers Using Microsoft Excel 8th Edition Levine SOLUTIONS MANUAL Full download at: https://testbankreal.com/download/statistics-for-managers-using-microsoftexcel-8th-edition-levine-solutions-manual/
2-1 Organizing and Visualizing Variables Organizing and Visualizing Variables 2-1 Statistics for Managers Using Microsoft Excel 8th Edition Levine SOLUTIONS MANUAL Full download at: https://testbankreal.com/download/statistics-for-managers-using-microsoftexcel-8th-edition-levine-solutions-manual/
QUALITY IMPROVEMENT OF PLASTIC INJECTION MOLDED PRODUCT USING DOE AND TAGUCHI TECHNIQUES
 QUALITY IMPROVEMENT OF PLASTIC INJECTION MOLDED PRODUCT USING DOE AND TAGUCHI TECHNIQUES Varun Sharma 1,Ashish Goyal 1,Sanjay Kumar Sharma 2, Vikas Sharma 2 1 Manufacturing Engineering Department, Manipal
QUALITY IMPROVEMENT OF PLASTIC INJECTION MOLDED PRODUCT USING DOE AND TAGUCHI TECHNIQUES Varun Sharma 1,Ashish Goyal 1,Sanjay Kumar Sharma 2, Vikas Sharma 2 1 Manufacturing Engineering Department, Manipal
A Comparative Study of Mould Base Tool Materials in Plastic Injection Moulding to Improve Cycle Time and Warpage Using Statistical Method
 Journal of Mechanical Engineering Vol SI 4 (1), 1-17, 017 A Comparative Study of Mould Base Tool Materials in Plastic Injection Moulding to Improve Cycle Time and Warpage Using Statistical Method A.A.
Journal of Mechanical Engineering Vol SI 4 (1), 1-17, 017 A Comparative Study of Mould Base Tool Materials in Plastic Injection Moulding to Improve Cycle Time and Warpage Using Statistical Method A.A.
1. What is a key difference between an Affinity Diagram and other tools?
 1) AFFINITY DIAGRAM 1. What is a key difference between an Affinity Diagram and other tools? Affinity Diagram builds the hierarchy 'bottom-up', starting from the basic elements and working up, as opposed
1) AFFINITY DIAGRAM 1. What is a key difference between an Affinity Diagram and other tools? Affinity Diagram builds the hierarchy 'bottom-up', starting from the basic elements and working up, as opposed
OPTIMIZATION OF PROCESS PARAMETERS TO MINIMIZE THE CASTING DEFECTS
 International Journal of Advances in Engineering Science and Technology 105 www.sestindia.org/volume-ijaest/ and www.ijaestonline.com ISSN: 2319-1120 OPTIMIZATION OF PROCESS PARAMETERS TO MINIMIZE THE
International Journal of Advances in Engineering Science and Technology 105 www.sestindia.org/volume-ijaest/ and www.ijaestonline.com ISSN: 2319-1120 OPTIMIZATION OF PROCESS PARAMETERS TO MINIMIZE THE
CHAPTER 2: ORGANIZING AND VISUALIZING VARIABLES
 Organizing and Visualizing Variables 2-1 CHAPTER 2: ORGANIZING AND VISUALIZING VARIABLES SCENARIO 2-1 An insurance company evaluates many numerical variables about a person before deciding on an appropriate
Organizing and Visualizing Variables 2-1 CHAPTER 2: ORGANIZING AND VISUALIZING VARIABLES SCENARIO 2-1 An insurance company evaluates many numerical variables about a person before deciding on an appropriate
White Paper. Transforming Contact Centres using Simulation-based Scenario Modelling
 White Paper Transforming Contact Centres using Simulation-based Scenario Modelling Meet Your KPI s, Deliver Consistently High Service and Reduce Customer Churn to Increase Your Bottom Line Results PM@SIMUL8.com
White Paper Transforming Contact Centres using Simulation-based Scenario Modelling Meet Your KPI s, Deliver Consistently High Service and Reduce Customer Churn to Increase Your Bottom Line Results PM@SIMUL8.com
CHAPTER 2: ORGANIZING AND VISUALIZING VARIABLES
 Statistics for Managers Using Microsoft Excel 8th Edition Levine Solutions Manual Full Download: http://testbanklive.com/download/statistics-for-managers-using-microsoft-excel-8th-edition-levine-solutions-manu
Statistics for Managers Using Microsoft Excel 8th Edition Levine Solutions Manual Full Download: http://testbanklive.com/download/statistics-for-managers-using-microsoft-excel-8th-edition-levine-solutions-manu
Parametric Investigation for PP Homopolymer (1110MAS) in Plastic Injection Molding Process using Taguchi Method
 in Plastic Injection Molding Process using Taguchi Method") Parametric Investigation for PP Homopolymer (1110MAS) in Plastic Injection Molding Process using Taguchi Method Amruta Wavare 1a, Shahadev Ubale 2b, 1 Research Scholar, Department of Mechanical Engineering,
Parametric Investigation for PP Homopolymer (1110MAS) in Plastic Injection Molding Process using Taguchi Method Amruta Wavare 1a, Shahadev Ubale 2b, 1 Research Scholar, Department of Mechanical Engineering,
FUNDAMENTALS OF QUALITY CONTROL AND IMPROVEMENT. Fourth Edition. AMITAVA MITRA Auburn University College of Business Auburn, Alabama.
 FUNDAMENTALS OF QUALITY CONTROL AND IMPROVEMENT Fourth Edition AMITAVA MITRA Auburn University College of Business Auburn, Alabama WlLEY CONTENTS PREFACE ABOUT THE COMPANION WEBSITE PART I PHILOSOPHY AND
FUNDAMENTALS OF QUALITY CONTROL AND IMPROVEMENT Fourth Edition AMITAVA MITRA Auburn University College of Business Auburn, Alabama WlLEY CONTENTS PREFACE ABOUT THE COMPANION WEBSITE PART I PHILOSOPHY AND
Visual tolerance analysis for engineering optimization
 Int. J. Metrol. Qual. Eng. 4, 53 6 (03) c EDP Sciences 04 DOI: 0.05/ijmqe/03056 Visual tolerance analysis for engineering optimization W. Zhou Wei,M.Moore, and F. Kussener 3, SAS Institute Co., Ltd. No.
Int. J. Metrol. Qual. Eng. 4, 53 6 (03) c EDP Sciences 04 DOI: 0.05/ijmqe/03056 Visual tolerance analysis for engineering optimization W. Zhou Wei,M.Moore, and F. Kussener 3, SAS Institute Co., Ltd. No.
Assignment 10 (Solution) Six Sigma in Supply Chain, Taguchi Method and Robust Design
 Six Sigma in Supply Chain, Taguchi Method and Robust Design") Assignment 10 (Solution) Six Sigma in Supply Chain, Taguchi Method and Robust Design Dr. Jitesh J. Thakkar Department of Industrial and Systems Engineering Indian Institute of Technology Kharagpur Instruction
Assignment 10 (Solution) Six Sigma in Supply Chain, Taguchi Method and Robust Design Dr. Jitesh J. Thakkar Department of Industrial and Systems Engineering Indian Institute of Technology Kharagpur Instruction
Effect of Sintering Process Parameters in Metal Injection Molding (MIM) Process on Impact Toughness of Sintered Parts
 Process on Impact Toughness of Sintered Parts") Cloud Publications International Journal of Advanced Materials and Metallurgical Engineering 2016, Volume 2, Issue 1, pp. 23-33, Article ID Tech-583 Research Article Open Access Effect of Sintering Process
Cloud Publications International Journal of Advanced Materials and Metallurgical Engineering 2016, Volume 2, Issue 1, pp. 23-33, Article ID Tech-583 Research Article Open Access Effect of Sintering Process
INTERNATIONAL JOURNAL OF PRODUCTION TECHNOLOGY AND MANAGEMENT (IJPTM)
") INTERNATIONAL JOURNAL OF PRODUCTION TECHNOLOGY AND MANAGEMENT (IJPTM) International Journal of Production Technology and Management (IJPTM), ISSN 0976 68 (Print), ISSN 0976 69 (Online) Volume, Issue, January
INTERNATIONAL JOURNAL OF PRODUCTION TECHNOLOGY AND MANAGEMENT (IJPTM) International Journal of Production Technology and Management (IJPTM), ISSN 0976 68 (Print), ISSN 0976 69 (Online) Volume, Issue, January
Optimisation of Reflow Profile of Surface Mount Assembly Using Taguchi Design of Experiments
 Science Research 2015; 3(4): 150-169 Published online July 1, 2015 (http://www.sciencepublishinggroup.com/j/sr) doi: 10.11648/j.sr.20150304.13 ISSN: 2329-0935 (Print); ISSN: 2329-0927 (Online) Optimisation
Science Research 2015; 3(4): 150-169 Published online July 1, 2015 (http://www.sciencepublishinggroup.com/j/sr) doi: 10.11648/j.sr.20150304.13 ISSN: 2329-0935 (Print); ISSN: 2329-0927 (Online) Optimisation
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 INTERNATIONAL JOURNAL OF MECHANICAL ENGINEERING
, ISSN 0976 INTERNATIONAL JOURNAL OF MECHANICAL ENGINEERING") INTERNATIONAL JOURNAL OF MECHANICAL ENGINEERING AND TECHNOLOGY (IJMET) ISSN 0976 6340 (Print) ISSN 0976 6359 (Online) Volume 4, Issue 5, September - October (2013), pp. 250-256 IAEME: www.iaeme.com/ijmet.asp
INTERNATIONAL JOURNAL OF MECHANICAL ENGINEERING AND TECHNOLOGY (IJMET) ISSN 0976 6340 (Print) ISSN 0976 6359 (Online) Volume 4, Issue 5, September - October (2013), pp. 250-256 IAEME: www.iaeme.com/ijmet.asp
The Importance of Understanding Type I and Type II Error in Statistical Process Control Charts. Part 1: Focus on Type 1 Error
 The Importance of Understanding Type I and Type II Error in Statistical Process Control Charts Part 1: Focus on Type 1 Error Phillip R. Rosenkrantz, Ed.D., P.E. California State Polytechnic University
The Importance of Understanding Type I and Type II Error in Statistical Process Control Charts Part 1: Focus on Type 1 Error Phillip R. Rosenkrantz, Ed.D., P.E. California State Polytechnic University
Quality Management (PQM01) Chapter 04 - Quality Control
 Chapter 04 - Quality Control") Quality Management (PQM01) Chapter 04 - Quality Control Slide 1 Slide 2 Involves monitoring specific project results to determine if they comply with relevant quality standards, and identifying ways to
Quality Management (PQM01) Chapter 04 - Quality Control Slide 1 Slide 2 Involves monitoring specific project results to determine if they comply with relevant quality standards, and identifying ways to
DEFECTS ANALYSIS AND OPTIMIZATION OF PROCESS PARAMETERS USING TAGUCHI DoE TECHNIQUE FOR SAND CASTING
 International Research Journal of Engineering and Technology (IRJET) e-issn: 395-0056 Volume: 04 Issue: 08 Aug -07 www.irjet.net p-issn: 395-007 DEFECTS ANALYSIS AND OPTIMIZATION OF PROCESS PARAMETERS
International Research Journal of Engineering and Technology (IRJET) e-issn: 395-0056 Volume: 04 Issue: 08 Aug -07 www.irjet.net p-issn: 395-007 DEFECTS ANALYSIS AND OPTIMIZATION OF PROCESS PARAMETERS
The Optimization of Carbonitriding Process for 1022 Self-drilling Tapping Screw with Taguchi Technique
 International Journal of Scientific and Technical Research in Engineering (IJSTRE) www.ijstre.com Volume 2 Issue 9 ǁ September 2017. The Optimization of Carbonitriding Process for 1022 Self-drilling Tapping
International Journal of Scientific and Technical Research in Engineering (IJSTRE) www.ijstre.com Volume 2 Issue 9 ǁ September 2017. The Optimization of Carbonitriding Process for 1022 Self-drilling Tapping
APPENDIX A: Polyalkylene Glycol (PAG) Quenching
 Quenching") PPENDIX : Polyalkylene Glycol (PG) Quenching There are several commercial polymers quenchants that are readily accepted and used today such as Polyvinyl lcohol, Polyvinylpyrrolidone, Polyacrylates, and
PPENDIX : Polyalkylene Glycol (PG) Quenching There are several commercial polymers quenchants that are readily accepted and used today such as Polyvinyl lcohol, Polyvinylpyrrolidone, Polyacrylates, and
Process Performance and Quality Chapter 6
 Process Performance and Quality Chapter 6 How Process Performance and Quality fits the Operations Management Philosophy Operations As a Competitive Weapon Operations Strategy Project Management Process
Process Performance and Quality Chapter 6 How Process Performance and Quality fits the Operations Management Philosophy Operations As a Competitive Weapon Operations Strategy Project Management Process
A Comparison of Statistical Process Control (SPC) and On-Line Multivariate Analyses (MVA) for. Plastics Injection Molding
 and On-Line Multivariate Analyses (MVA) for. Plastics Injection Molding") A Comparison of Statistical Process Control (SPC) and On-Line Multivariate Analyses (MVA) for Plastics Injection Molding David O. Kazmer, Sarah Westerdale Univ. Mass. Lowell Daniel Hazen MKS Instruments
A Comparison of Statistical Process Control (SPC) and On-Line Multivariate Analyses (MVA) for Plastics Injection Molding David O. Kazmer, Sarah Westerdale Univ. Mass. Lowell Daniel Hazen MKS Instruments
Process Performance and Quality
 Process Performance and Quality How Process Performance and Quality fits the Operations Management Philosophy Chapter 6 Operations As a Competitive Weapon Operations Strategy Project Management Process
Process Performance and Quality How Process Performance and Quality fits the Operations Management Philosophy Chapter 6 Operations As a Competitive Weapon Operations Strategy Project Management Process
Optimization of Process Parameters Using Taguchi Technique in Severe Surface Mechanical Treatment of AA6061
 Optimization of Process Parameters Using Taguchi Technique in Severe Surface Mechanical Treatment of AA6061 K. Thirumavalavan #1, L. Karunamoorthy #2, K. A. Padmanabhan *3 # Department of Mechanical Engineering,
Optimization of Process Parameters Using Taguchi Technique in Severe Surface Mechanical Treatment of AA6061 K. Thirumavalavan #1, L. Karunamoorthy #2, K. A. Padmanabhan *3 # Department of Mechanical Engineering,
2. List 5 processes of the Executing Process Group. (15)
") CSC 310 Program Management California State University Dominguez Hills Spring 2017 Instructor: Howard Rosenthal Assignment 3b Chapter 3 What Are The Project Management Process Groups The answers to these
CSC 310 Program Management California State University Dominguez Hills Spring 2017 Instructor: Howard Rosenthal Assignment 3b Chapter 3 What Are The Project Management Process Groups The answers to these
Capability on Aggregate Processes
 Capability on Aggregate Processes CVJ Systems AWD Systems Trans Axle Solutions edrive Systems The Problem Fixture 1 Fixture 2 Horizontal Mach With one machine and a couple of fixtures, it s a pretty easy
Capability on Aggregate Processes CVJ Systems AWD Systems Trans Axle Solutions edrive Systems The Problem Fixture 1 Fixture 2 Horizontal Mach With one machine and a couple of fixtures, it s a pretty easy
Optimization of Process Parameters to Maximize the Efficiency of a Vacuum Pump Using Taguchi Method and ANOVA
 Optimization of Process Parameters to Maximize the Efficiency of a Vacuum Pump Using Taguchi Method and ANOVA YathiAjay.A.V, Ramkumar.B, Vishnu Unni, John Paul Department of Mechanical Engineering, IES
Optimization of Process Parameters to Maximize the Efficiency of a Vacuum Pump Using Taguchi Method and ANOVA YathiAjay.A.V, Ramkumar.B, Vishnu Unni, John Paul Department of Mechanical Engineering, IES
Quality. Monitoring & Controlling Processes. Planning. Processes. Executing Processes. Process. Knowledge Area. Monitoring &
 PMBOK 5 Ed. DEI- Monitoring & Controlling Processes Planning Processes Enter phase/ Start project Initiating Processes Closing Processes Exit phase/ End project Executing Processes Knowledge Area Process
PMBOK 5 Ed. DEI- Monitoring & Controlling Processes Planning Processes Enter phase/ Start project Initiating Processes Closing Processes Exit phase/ End project Executing Processes Knowledge Area Process
Investigation of the Mechanical Properties of Bagasse Fiber-Reinforced Epoxy Composite using Taguchi and Response Surface Methodology
 Investigation of the Mechanical Properties of Bagasse Fiber-Reinforced Epoxy Composite using Taguchi and Response Surface Methodology Kanthavel Karuppusamy, a, * Palanisamy Ramanaicker, b and Vivek Somasundaram
Investigation of the Mechanical Properties of Bagasse Fiber-Reinforced Epoxy Composite using Taguchi and Response Surface Methodology Kanthavel Karuppusamy, a, * Palanisamy Ramanaicker, b and Vivek Somasundaram
D-M-E Hot Runner Services. Total support for your hot runner systems
 D-M-E Hot Runner Services Total support for your hot runner systems 46 Hot Runner Services Moldflow Services Optimize Part and Mold Design Comprehensive Analysis and Modeling With today s shrinking time-to-market
D-M-E Hot Runner Services Total support for your hot runner systems 46 Hot Runner Services Moldflow Services Optimize Part and Mold Design Comprehensive Analysis and Modeling With today s shrinking time-to-market
CHAPTER 5 INVESTIGATION ON DRILLING CHARACTERISTICS OF HYBRID COMPOSITES
 CHAPTER 5 INVESTIGATION ON DRILLING CHARACTERISTICS OF HYBRID COMPOSITES 5.1 Introduction This chapter presents the experimental work carried out with different cutting parameters in drilling to evaluate
CHAPTER 5 INVESTIGATION ON DRILLING CHARACTERISTICS OF HYBRID COMPOSITES 5.1 Introduction This chapter presents the experimental work carried out with different cutting parameters in drilling to evaluate