Lean Management Principles
|
|
|
- Noel Lamb
- 6 years ago
- Views:
Transcription
1 1 Lean Management Principles By Prof. Rene T. Domingo The Toyota Motor Corporation (TMC) of Japan pioneered the development and implementation of the Lean Manufacturing System. Its purpose was to come out with a highly effective and efficient manufacturing process of producing cars and vehicles with high quality, low cost, and fast delivery through the elimination of all forms of wastes. Lean ensures that there are positive synergies among the quality improvement, cost reduction, and time reduction programs of the company, and that no trade-offs and sacrifices are encountered. Based on non-traditional concepts, this system enabled TMC to complete globally in the highly competitive car market while maximizing the use of scarce and expensive resources Japan is known for, like raw materials, labor, fuel, and land. The Lean System and Lean Thinking were extended throughout Toyota s supply chain to achieve the highest operational results. Toyota involved all its affiliates, major suppliers, contractors, distributors, and dealers in TPS training and implementation. TMC also implements the Lean System in its overseas plants and supply chain. The Lean System is also known as follows, each label highlighting a particular principle of Lean Thinking: Just-in-time Production System Kanban System One-piece Flow System Pull Manufacturing System Officially, TMC calls it the Toyota Production System (TPS). As TPS is adapted in other manufacturing industries and lately in service industries, this manufacturing philosophy is now commonly and more appropriately called Lean System.

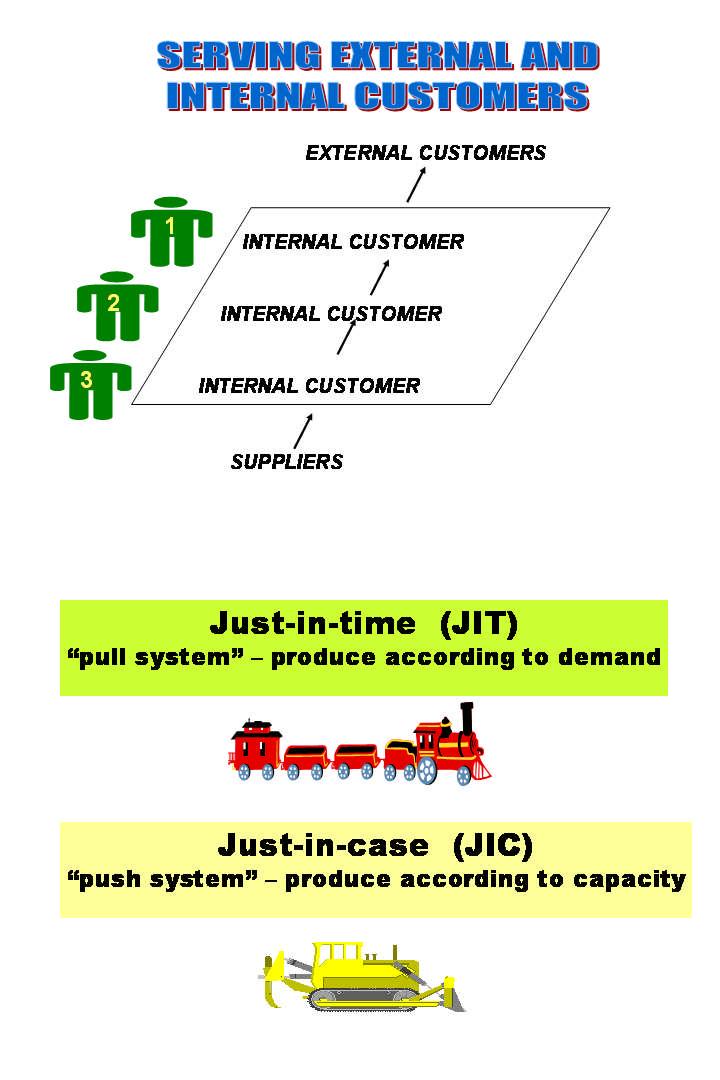
2 2 What are the Basic Lean Principles of TPS? The original and primary principle of the TPS is: "Produce only what is needed, when it is needed, with the quantity needed." Excess inventory due to overproduction was considered the biggest waste in a manufacturing process that should be reduced continuously by imposing strict discipline and rules in production flow and scheduling. Anything in excess of what was needed to satisfy the customer was considered wasteful be it raw material, work-in-process, and finished goods. Later on, this principle would be extended to unnecessary processing, man-hours, manpower, supplies, storage, utilities, and equipment due to the production of excess inventories. TPS was patterned after the US supermarket system wherein goods are continuously replenished or restocked on the shelves with exactly the same amount taken by customers. The shelves are always full, but not overstocked. Supermarkets, having limited space, lots of product variety with fast turnover, and products with short shelf lives, have to apply these strict lean principles of just-in-time in order to survive and avoid huge losses due to overstocking (spoiled goods) and under stocking (lost sales). TPS adopts this just-in-time principle wherein a work station (factory, process, or equipment) produces only what is needed by the next process which could either be the external customer or buyer itself or another work station
3 3 known as an internal customer. The quantity produced and delivered ideally is the exact amount, no more no less, not early nor late at the place needed by the next station. This principle is in contrast to the conventional manufacturing concept of Just-in-case which allows early delivery, production and delivery in excess of demand, and the carrying of safety stocks at all stations and storage areas to cope with contingencies and variability. The three basic production rules of TPS are 1) Never send defects to the next process. 2) The next process gets only what it needs from the prior process. 3) Produce only the quantity taken by the next process. The first rule dictates that each station delivers only quality goods to the next station, since the latter does not have spares nor the time to replace or rework defects. The second rule means that the producer cannot push its output to the next station; it should wait for the next station or customer to pull its required quantity. Thus TPS is sometimes called the Pull system in contrast with conventional system or Push system. The Pull system is similar to a train in which the front engine, representing the customer, pulls everything behind it and sets the pace and speed. The Push system is like a tractor that pushes everything in front of it. Pull is customer driven, based on demand, while Push is supplier driven, based on capacity. In a way, TPS is like a make to order system while the traditional system is make to stock. The third rule means that the producer can only replace what was taken by and delivered to the next process. It cannot produce more than this amount, in contrast to conventional systems in which production volume is based on capacity utilization, economic order quantity, and batch size rules unrelated to actual demand. By applying the three rules mentioned, the entire manufacturing chain or supply chain in the full application of TPS, is expected to be inventory free or lean, with inventory being considered fat that weighs down and slows down the process.
4 4
5 5 Why is Excess Inventory considered Waste? Inventory in whatever form for whatever reason is always associated with three costs: carrying costs, management costs, obsolescence costs. Dramatic reduction of inventory would therefore result in significant cost reduction and savings for the company. Carrying costs include cost of money or working capital to build up the stocks, insurance costs, and storage costs. Management costs include supervision costs to manage inventory and its holding facilities, information costs to track and record stock movements, quality costs to inspect and audit the condition of the stocks, security costs to safeguard the inventory from pilferage, fires, damage, and other contingencies. Obsolescence cost, which can perhaps be the biggest of the three in these modern times, is essentially the depreciation, diminution, total loss of the value of the inventory because of lack of demand due to tough competition, unforeseen change in consumer preference, rapid change in technology, or shortening of product life. The most vulnerable to obsolescence risk is finished goods, followed by workin-process, and lastly by raw materials. Should demand change, the last two types of inventory, to some extent, may still be saved from obsolescence and be converted to the required finished goods. In this regard, TPS gives priority to the just-in-time production of finished goods. Any excess would be the most wasteful inventory because of their high value and inflexibility. Losses would usually come from heavy discounting or eventually scrapping or write-offs of slowing or non-moving finished goods stocks. What is One piece flow? TPS is also sometimes called One piece flow production system. Lot and batch sizes are continuously minimized and reduced as close as possible to one piece. Conventional manufacturing systems which practice big batch production to attain efficiency and justify long set-ups, will tend to overproduce and push unneeded stocks to the next station. To make smaller batches and lots economical, TPS practices set-up time reduction. As a result, a TPS line can operate as a mixed-model line, meaning it can produce or assembly different models at the same time or same run without practically no lost time between set-ups. A mixed-model line can operate with a much smaller lot size for each product model, and can therefore synchronized more easily with the actual demand patterns than a batch based system. It can mass customize rather than just mass produce. The work stations in a line operating with one piece flow or minimum work-in-process between them are said to be coupled or synchronized with a high degree of dependency. To operate, such a line must have very reliable work stations and strong teamwork. In conventional manufacturing lines, on the other hand, there are high levels of WIP between and inside work stations. The stations are de-coupled, unsynchronized, and virtually act independent of each other. Less teamwork
6 6 and communication, poor feedback and slow corrective response action are observed. One-piece flow lines are highly productive and in general produce better quality because every station or worker takes good care of every piece it produces before sending it the next station or worker one at a time. The receiving station, receiving only one piece at a time, also become very sensitive to quality and would not want to accept a defect.
7 7 What is SMED (Single Minute Exchange of Die)? To produce high variety of products at low cost in one line or to produce with smaller lots economically as dictated by lean principles, it is necessary to cut set-up time and consequently set-up costs. This set-up time reduction program is called SMED or Single-Minute-Exchange-Of-Die. The press die or mold usually takes hours to change or replace and this long set-up encourages the production or pressing of big batches and long production runs that go against the principle of lean and one-piece-flow. In order to achieve economical small lot production, the set-up time is ideally reduced to minutes or one minute from hours. The set-up process is shortened using the principles of kaizen and process simplification. SMED is now a generic lean concept that is applied not only to press operations, but to any equipment or process that have long set-ups. A typical tire change may take 30 minutes or more, but the Formula One pitstop maintenance crew can replace 4 tires in 6 seconds while doing other tasks like refueling using principles very similar to SMED.

8 8 What is Heijunka? For a lean one-piece flow system to work, the production must be smooth. Heijunka means production or workload leveling to create a stable process. Without heijunka, a lean line will be erratic and costly to operate because of peaks and valleys in demand pattern. The TPS applies heijunka to production volume and product mix. To level volume, customer orders are usually pooled together and production schedules are leveled. To level product mix, TPS uses mixed-model lines with short set-ups to produce smaller lots of every model. What is Kanban? To ensure the pull production flow, TPS employs a control mechanism across the manufacturing process called kanban which means signboard in Japanese. The kanban system serves as an effective and visual production control mechanism of the TPS at the shop floor level and ensures timely and synchronized production and delivery of the right quantity across the entire manufacturing chain and supply chain. In practice, kanban serves as an internal purchase order or PO between work stations. When a customer orders, he issues a PO to the supplier which then processes that order. In a way, the PO triggers the production or withdrawal
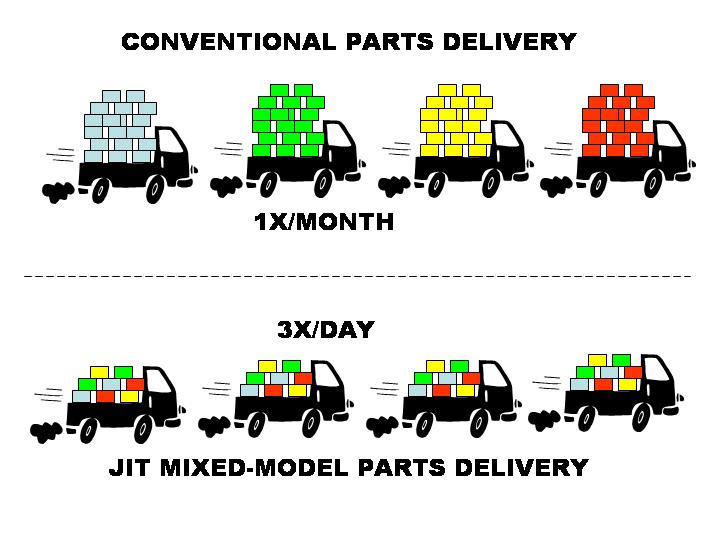
9 9 from warehouse, and delivery of the exact amount ordered. Without the PO, the supplier cannot deliver anything; and with the PO, the supplier cannot deliver more than the quantity specified in the PO. Needless to day, the supplier cannot deliver later than the specified date in the PO or risk being penalized. This basic supplier-customer relationship is implemented in the manufacturing process between work stations using the kanban as the trigger rather than a PO. In order to comply with the TPS rule no. 2 The next process gets only what it needs from the prior process, each station will issue a kanban to the prior station which then produces and delivers the exact item, with the right amount, at the right time and place specified in the kanban. Without a kanban from its internal customer(s), no station can produce nor deliver to anyone - thus behaving like a typical supplier. A kanban, is similar to a PO in that contains the names or part number needed, quantity required, date and time required, and place or delivery. What it does not have is price, since work stations do not pay each other. Also unlike the PO, the kanban does not allow earlier delivery. The kanban is typically made of cardboard or plastic and attached to the part or its container or bin. A work station receives the kanban, typically attached to empty bins from the next process, refills them with the required parts and quantity, and sends the filled up bins back to the next process for its usage. Once the bins are used and emptied, these are sent back to the prior process with the kanbans for replenishment, and the cycle repeats itself. The delivered parts may be delivered and unloaded at the factory temporary storage site or more typically directly at the point of use, e.g. assembly point where the parts are used immediately. In some cases, the containers or bins, serve as the kanban itself. Under TPS, the factory, instead of issuing and sending PO s to its suppliers, sends supplier kanbans which are similar to the internal kanbans. The supplier must then comply strictly as to the exact part number, quantity, timing, and delivery points indicated in the kanbans it receives. Suppliers under the kanban system, must delivery more frequently then traditional suppliers, sometimes as often as thrice daily instead of once a month. They are not allowed to deliver early nor late. They have to deliver mixed parts and smaller lots if the kanbans demand so. Just-in-time suppliers are carefully selected and trained thoroughly by Toyota on lean principles and practices so that they can cope with the strict system flawlessly. Toyota forms strong and reliable supply chain partnerships with these key suppliers rather than just buy or purchase parts from them.

10 10 E-kanbans or electronic kanban is an improvement over the physical kanban which can be lost, damaged, error-prone because of the need for manual data entry. Instead of written or printed kanbans, kanban data are sent electronically by a station to the prior station to trigger production and delivery. The control of e-kanbans can be integrated into the factory s information system or manufacturing resource planning (MRP) systems.
11 11

12 12 What is Waste? The elimination of waste is the primary goal of any lean system. In effect, lean declares war on waste any waste. Waste or muda is anything that does not have value or does not add value. Waste is something the customer will not pay for. When the great Italian sculptor Michelangelo was asked what he was sculpting, he responded he was not sculpting but releasing the figure (value) inside by removing the unnecessary rocks (wastes). Like Michelangelo, we should eliminate all forms of wastes in any process or product until only what is valuable remains. The key is to spot waste and then stop waste.

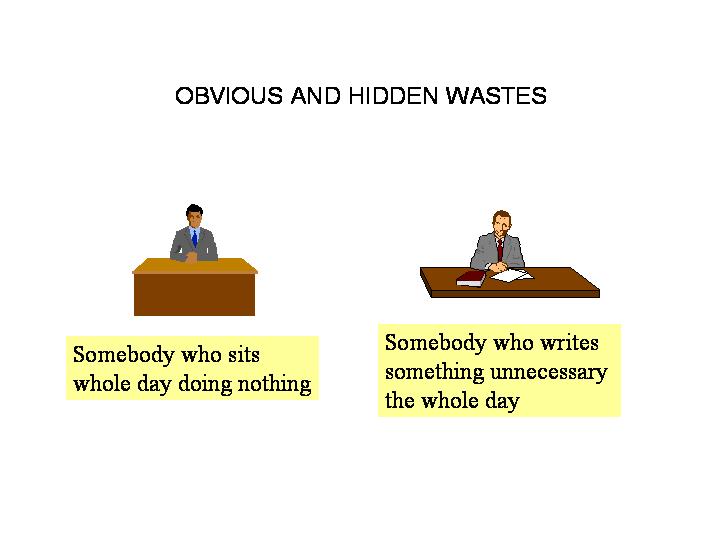
13 13 There are two types of wastes: obvious wastes and hidden wastes. It is important to uncover and eliminate the latter since they are usually bigger. Wastes take the shape of an iceberg, the tip consists of the obvious wastes while the unseen bulk under the water contain the hidden wastes. Wastes are not necessarily ugly, and most are outside the waste can! Waste can be in the form of unnecessary output, input, or processing. It can be in the form of materials, stocks, equipment, facilities, manhours, utilities, documents, expenses, motion, and other activities that do not add value.

14 14 The steps to effective waste elimination are: 1. Make waste visible. 2. Be conscious of the waste. 3. Be accountable for the waste. 4. Measure the waste. 5. Eliminate or reduce the waste In other words, before one can stop waste, he should able to see it, recognize it as waste, identify who is responsible, and finally appreciate its size and magnitude. Waste that is not seen cannot be eliminated. When something is denied as waste, it also cannot be stopped. When one refuses to accept responsibility for the waste, then he will not eliminate it. Finally, when the waste is not measured, people may think it is small or trivial and therefore will not be motivated to stop it. As the saying goes What is not measured, is not improved.

15 15 Muda, Mura, Muri Aside from muda or wastes, the lean system also attacks and avoids mura or overload or overburden and muri or unevenness. Mura refers more specifically to overloading an equipment, facility, or human resource beyond its capacity. This undue stress may cause downtime, defects, delays, and even disasters. Muri refers to unevenness in production volume. The wild fluctuations due to extreme highs (peaks) and lows (valleys) in production scheduling cause periods of overload and long idle time. One way to reduce muri is to implement heijunka or production leveling. In a way, mura and muri also cause wastes but in a particular way. Muda, mura, and muri cause inefficiencies and high costs in any operation. What are the seven types of wastes or muda? A lean system declares war on wastes or muda. These wastes are classified into 7 types: Over-production waste Definition

16 16 producing more than what is needed producing faster than what is needed Causes volume incentives (sales, pay, purchasing) high capacity equipment line imbalance; poor scheduling/shifting poor production planning cost accounting practices that encourage build up of inventory Over-production waste occurs when more goods are produced than can be sold, resulting in idle finished goods inventory. Over-produced goods are often hidden wastes since many think they are assets with value, when in fact most of them may be obsolete or costing the company unnecessary expenses just to keep them until they can be sold if ever. The just-in-time, pull system, and kanban rules prevent over-production wastes. Also, lean systems favor smaller equipment over large ones to avoid overproduction due to high but unnecessary capacity utilization. Processing waste Definition non-value added man processing

17 17 non-value added machine processing Causes unclear customer specifications frequent engineering changes excessive quality (refinements) inadequate value analysis/value engineering unclear work instructions Processing waste comes from unnecessary processing that does not add value to the item being produced or worked on. Examples are additional steps that do not enhance quality or steps that simply adds excess quality which customers do not require. Unnecessary documentation is also a form of processing waste. Identify value-adding and non-value adding activities in the process using techniques such as value stream analysis and the waterfall diagram.
18 18
19 19 Transport waste Definition unnecessary material movement unnecessary tools or equipment movement Causes poor route planning distant suppliers complex material flows poor layout disorganized workplace line imbalance When anything people, equipment, supplies, tools, documents, or materials is moved or transported unnecessarily from one location to another, transport waste is generated. Examples are transporting the wrong parts, sending materials to the wrong location or at the wrong time, transporting defects, and sending documents that should not be sent at all. One way to cut transport waste is co-location, wherein customers are served by nearby suppliers, usually less than one-hour driving distance away. Departments working with each other or serving each other are also put near each other to cut transport waste. For example, materials and tools departments may be moved, relocated, or prepositioned beside or nearer the user departments or their internal customers.
20 20
21 21 Waiting time waste Definition man idle or waiting time machine idle or waiting time Causes unsynchronized processes; line imbalance inflexible work force over-staffing unscheduled machine downtime long set-up material shortage or delay manpower shortage or delay When resources like people and equipment are forced to wait unnecessarily because of delays in the arrival or availability of other resources including information, there is waiting time waste. Waiting for late attendees in a meeting, waiting for tools to start work, waiting for a signature for a process to continue, waiting for a late vehicle to transport workers to a project site are examples of this waste.
 large minimum order quantities high rework rate JIT-incapable suppliers lack of material requisition and issuance standards Inventory wastes come from the purchasing,")
22 22 Inventory Waste Definition excessive process (WIP) inventories excessive raw material inventories and supplies Causes over-production imbalanced line big batch sizes long lead times local optimization (turf mentality) large minimum order quantities high rework rate JIT-incapable suppliers lack of material requisition and issuance standards Inventory wastes come from the purchasing, issuance, storage of excess or excessive supplies, materials, and other resources. This waste can also be caused by overproduction as excess materials and work-in-process are accumulated. Inventory waste is often due to lack of planning and failure to match purchases with the actual consumption or usage rate of a particular

23 23 resource. Another example is the storing of slow-moving and obsolete stocks like tools and materials. Motion Waste Definition unnecessary movement and motions of worker Causes poor lay-out disorganized work place and storage locations unclear, non-standardized work instructions unclear process and materials flow Motion waste happens when unnecessary body movements are made when performing a task. Examples are searching, reaching, walking, bending, lifting, and other unnecessary bodily movements. Workers commit this form of waste by searching for tools or documents when their workplace is cluttered or disorganized. Defects Definition
24 24 processing due to the production of defects processing due to rework or repair of defects materials used due to defect and rework Causes unclear customer specifications incapable processes lack of process control unskilled personnel departmental rather than total quality incapable suppliers Quality is doing the right thing right the first time. It is about prevention and planning, not correction and inspection. Bad quality or defects do not only result in customer dissatisfaction and damage to company image, but also in wastes due to additional costs and time to recall, rework, repair, and replace the defective items. Continuous quality improvement and preventive measures are the most effective means to cut defect wastes. How does one distinguish obvious from hidden wastes? It is important in lean thinking that one can distinguish hidden from obvious wastes, otherwise only the trivial obvious wastes will be reduced. Imagine a
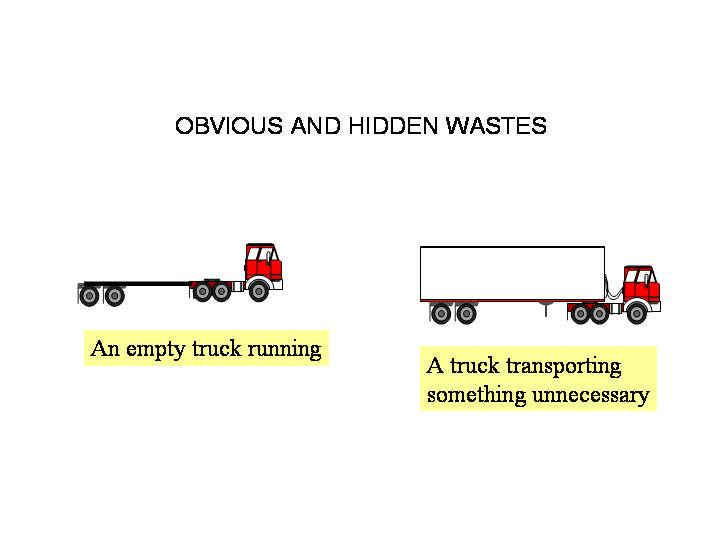
25 25 factory producing 10,000 pieces of bottle caps a day. If one cap accidentally falls on the shop floor from the production line, the worker may not pay attention to it nor pick it up, being too busy in meeting his daily goal. If we replace the cap with a 25 cent coin, he would most like pick it up however. The difference is he does not see the value (or conversely the waste) of the cap on the floor while he sees the coin s value or its waste if he does not pick it up and pocket it. Most hidden wastes are not actually hiding or unseen. They are visible but not recognized as waste because we do not normally attach value or cost to these. We may see waste in defects or scrapped items, but not in good products called inventory neatly arranged in shelves which in reality may be more wasteful in terms of carrying costs. Somebody walking or loitering aimlessly in the office or factory may be considered wasting time, but once he carries something, like an empty envelope, his loitering will be unnoticed. In the same vein, a loaded vehicle moving may be more wasteful than an empty one, if the former is carrying the wrong item or going to the wrong place. Somebody pushing a wheelchair with a patient on it may be more wasteful than one pushing an empty wheelchair if the patient can walk! A clerk who sits in front of his desk doing nothing the whole day may be less wasteful than one writing a report the whole day if nobody reads the report in the first place. The first clerk is just wasting time, the second is wasting time and paper. Consider a worker standing in the middle of the factory the whole day an obvious waste easily recognizable and stoppable. But suppose he stands in front an equipment (press, printer, or fax machine) the whole day just watching it operate, surely most would think he is working when in fact he is just as wasteful as the first worker. Often waste can be made visible if the measurements are clear and easily understood. A taxi meter is a good example. When riding a taxi, we always can see how much the trips costs at anytime. On the other hand, the household electric utility meter is hard to understand and will not help us cut wasteful electric consumption until it is too late, i.e., when the monthly bill arrives.

26 26 What is takt time? Suppose a line has to produce 960 units a day to meet market demand. If it operates 8 hours daily, then it must produce one unit every 30 seconds. This target cycle time is called takt time which serves like a metronome that the process must achieve in order to meet the demand without overproduction. Takt time is the basis of the lean principles of one-piece-flow, just-in-time, and pull production. It assures the continuous and perfect match of capacity with demand and avoids overproduction and inventory wastes. A process cycle greater or less than the takt time results in two kinds of wastes overproduction or waiting time for the next process or customer. In process, we should identify, remove, or improve the bottleneck operations, the slowest in the process, that may cause this mismatch or imbalance. A lean line is a balanced line running and producing with the takt time as its rhythm. What is visual control? When a problem like defects, downtime, or wastes occurs, it must be known and corrected immediately. In order to improve and reduce response time to problems, lean systems adopt visual control the principle of using conspicuous and recognizable signals and signs in the shop floor that will immediately alert those concerned about the location, source, and nature of the

27 27 problem. Visual signals can take the form of sounds, lights, dials, labels and other indicators which can be electronic or non-electronic. The other use of visual controls is to clearly indicate the status of any process or equipment, whether it is normally or abnormally operating or being used. When a line encounters a problem, a worker pulls an andon cord which triggers a sound alarm or stops the line to alert his supervisor or seek help. An electronic andon board may also light up in the factory, indicating the location or number of the problem line. The kanban card, another visual control example, indicates the number of pieces to be produced or delivered to the next station. If the kanban is a bin, the bin serves as the visual control for overproduction once it is overfilled. Colors lights attached to equipment called andon lights, similar to traffic lights, indicate its operating status green for normal operations, red for breakdown, yellow for set-up, and white for waiting for parts. Tool boards which painted outline of tools, like hammers or pliers, immediately show which tools are missing and where to place or hung returned tools. Document markers similarly indicate which documents were borrowed and where to return them. What is jidoka? The jidoka principle means that a lean process, even running at high speed, will automatically stop or be stopped by an empowered operator when a problem like defects or wastes is detected, thus preventing the problem from going
28 28 downstream. Operators need not guard or watch over jidoka-enabled equipment. Jidoka is like smart automation or autonomation compared to dumb automation which characterizes many equipment and processes. For instance, many copiers and printers will continue to produce unclear output for lack of ink until the operator turns them off. In the factory, many automated usually high speed machines without jidoka can produce mountains of defects when left unattended. By incorporating smart sensors in equipment and processes, we can prevent and reduce wastes through jidoka. The jidoka principle is exemplified by the andon cord that a line operator can pull to shut down a line when he experiences a problem, like delays or defects. Jidoka is an application of the lean principle of built-in quality or quality at the source. What is poka-yoke? Another built-in quality principle, similar to jidoka, is poka-yoke or mistakeproofing the process. While jidoka will stop the production of more defects or wastes, poka-yoke, a step higher, will prevent their production. In other words, poka-yoke can enable a process to achieve zero defect. Pokayoke are inexpensive devices or modifications of process and equipment that stop it when it senses that a defect is to be made or wrong task is about to be executed. The work stoppage may trigger also an andon alarm to alert the operator. Examples are sensors that check if the right part or raw materials are fed to the equipment before it is worked on. The pokayoke will automatically stop the equipment and operator from working on the wrong or incomplete part. It will also prevent processing a part wrongly loaded or set-up. A pokayoke may also check if the prior process has been done on a part before the next process is initiated, thus preventing the further processing of a defect. A sensor pokayoke can also stop work if a tool such as a drill bit is broken or worn out. A pokayoke can turn off a machine that does not have the correct air pressure or is operating outside standards parameters.

29 29 What is root-cause analysis? Before a problem, like waste or defect, can be solved and eliminated, its root or real cause must be discovered and stopped. Root cause analysis is a systematic analysis of the problem and goes beyond finding the obvious and superficial causes or symptoms and then treating them. It results in a long term if not permanent solution of the problem. One powerful technique of root cause analysis is the 5 Why s questioning method. When a problem is defined, a 1st Why is asked to determine the immediate cause. Then a 2nd Why is asked to determine the cause of this immediate cause. After a series of Why s usually not exceeding 5, the root cause is usually arrived at and a countermeasure can be developed. For example a worker produces a defect. Why? He was using a defective tool. Why? The tool room did not check the tools it issued. Why? It does not have a proper tool maintenance program. Solution: Develop and implement and effective tool maintenance to program to reduce tool-related defects. Rene T. Domingo rtd@aim.edu

30 30 Another common root cause analysis technique is the fishbone analysis also called Ishikawa chart, named after its Japanese developer. The problem becomes the head of the fish. A spine is drawn from it and major bones are then drawn from this spine. Each bone represent possible causes of the problem arrived at usually by group brainstorming. The major bones are usually the 4 M s man, machine, method, and materials. Minor bones are drawn from each of these major bones, indicating specific causes under each category. From the possible causes, the project team selects and determines the probable causes, and from these the actual cause or causes of the problem. It then develops the solution from this analysis. Rene T. Domingo rtd@aim.edu

31 31 What is Kaizen? Kaizen means non-stop or continuous process improvement that anyone in the company can do. Kaizen is a Japanese term consisting of two characters- "kai" meaning "change" and "zen" meaning "good", thus together meaning "improvement." Since kaizen in continuous, it does not stop or need a reason to sustain it. The motto of kaizen is There is always a better way of doing anything. Improvement process starts by correcting the wrong way to make it right or meet standards. Then the right way is improved continuously through kaizen, i.e., higher and higher standards are set and achieved. There is no best way consequently the process does not stop. Continuous improvement must done whether the process is delayed or on time, whether the company is profitable or not, or whether the customers are complaining or not. Kaizen can enable a company to achieve higher and higher standards of productivity, quality, and service. Kaizen follows the Plan-Do-Check-Act (PDCA) cycle of improvement. Plan means select the process to improve. The Do or implement the improvement plan. Check means verify the results. If the results are favorable, then Act or make the new process the new standard. Then Plan again the next PDCA cycle of improvement to raise the process standard anew. Lean processes must be constantly improved with kaizen to reduce waste and inefficiencies. Kaizen does not require big expensive improvements. It favors Rene T. Domingo rtd@aim.edu
32 32 incremental, inexpensive, and common sense solutions to process problems like defects and delays. It can be learned and implemented by rank-and-file employees, office staff, as well as managers in fact any one who does a process or procedure repeatedly at work. Kaizen can be a company-wide program that welcomes both individual as well as small group ideas and suggestions. Rene T. Domingo rtd@aim.edu

33 33 One important kaizen principle, expounded by Taiichi Ono of Toyota, one of the pioneers of TPS, is Use your head, not your money. Kaizen is not about throwing money and resources at problems. By working smarter, one can do effective kaizen improvements without investments. To simplify a process using kaizen, one can eliminate unnecessary steps, combine related steps (do them in parallel), or change sequence of steps. Using these three simple principles, kaizen can speed up a process, cut its costs without added resources like equipment and manpower. Rene T. Domingo rtd@aim.edu
34 34 Rene T. Domingo
35 35 Rene T. Domingo

36 36 Kaizen also applies the process thinking approach. In this approach, one looks at the output and the input, and finds the efficient processes to transform input to output, e.g., converting a customer order to order fulfillment or delivery. On the contrary, the traditional approach is the silo system in which the focus is the efficiency of the departments or silos. What is 5S? 5S is the company housekeeping program that is implemented in all areas factory, offices, warehouse, comfort rooms, stairs, canteens, hallways, parking area, etc. Like kaizen, it enjoins all employees to keep their workplace always clean, clutter-free, and well organized. 5S is the acronym of the Japanese terms seiri (sorting) seiton (organizing) seiso (cleaning) seiketsu (standardizing) shitsuke (training and discipline) Rene T. Domingo rtd@aim.edu
37 37 Seiri means to classify items into necessary and unnecessary, and remove the unnecessary called clutter from the workplace, particularly from hidden areas. Removal can mean relocate to a more distant location where it will not obstruct work or outright disposal. Seiton means organizing the necessary items for easy and efficient access and retrieval. This includes proper labeling and storage. Seiso or sweep means cleaning the workplace of dust or dirt, including repainting. Seiketsu means setting standards for procedures to implement the first 3 S s. Examples are standards on when and how to clean, who will clean, how to store and label items, how to distinguish and collect clutter, who is in charge of particular 5S zones which may consist of several workplaces, and how to do 5S audits. Finally shitsuke means implementing and sustaining the program through proper training and instilling discipline in all employees. The goals of 5S are improve quality, safety, and efficiency in the workplace through proper organization, cleaning, standards, and discipline. 5S creates a visual workplace, visitor-ready all the time like a showroom which one can be proud of. Most 5S activities are done by the workers and employees themselves rather than a dedicated housekeeping staff. A 5S rule is the 30 second rule, meaning that if a workplace is properly organized and maintained through 5S, one should be able to get any tool, item, or document required or requested within 30 seconds. Thus 5S can reduce wastes due to unnecessary walking, searching and waiting. What is control of variation? Wastes occur when customers specifications or process targets are not met, or completely met. It is important therefore to control variation in the process so that its outputs may lie within or close to these targets. Variation control means ensuring process stability through process design and process control. In process design, it is important to have the appropriate process capability that will match the variation or tolerance given by the customer external or internal. Process control means ensuring that a capable process is always operating within the given upper and lower control limits, using process monitoring techniques such as Statistical Process Control (SPC) and Control Charts. Variation control means good centering and good clustering. Imagine a dart target. The goal is to have all three darts land inside the bulls eye this is perfect control of variation. A process out of control can mean 1) all three darts are way outside the bulls eye, but clustered together 2) the darts, though far apart from each other or dispersed, surround the bulls eye but lie near yet outside of it and 3) the darts are dispersed and away from the bulls eye. In case 1, we have good clustering, but poor centering. In case 2) there is poor clustering, but good centering. In case 3), both clustering and centering are poor. In this last scenario, if this were a process, wastes, in the form of defects, rejected and reworked items, will be maximum. The measurement of the Rene T. Domingo rtd@aim.edu
38 38 centering of an output is its average or mean, while that of its variation or dispersion is the standard deviation or variance. Rene T. Domingo
 by reducing variation and improving process capability.")
39 39 What is Six-sigma? Six-sigma is a quality improvement method pioneered by Motorola and GE. Projects are implemented following the DMAIC principle (Define, Measure, Analyze, Improve, Control). Six-sigma aims to achieve about 3 defects per million (dpm) by reducing variation and improving process capability. A sixsigma process has a process capability of 2, meaning its output has quality twice that required by the customer. Six-sigma practitioners are classified into Green, Black, and Master Black belters, depending on the skills and project implementation success they have achieved. Lean Six-Sigma is a methodology of cutting wastes using the six-sigma quality improvement principles. Rene T. Domingo rtd@aim.edu
40 40 What is Total Productive Maintenance (TPM)? Total Productive Maintenance is an integrated maintenance system of improving employee productivity and safety, and equipment and process efficiencies. Lean companies usually have TPM instead of just the traditional preventive or corrective maintenance programs that focus mainly on equipment condition. TPM has three major components: preventive maintenance, autonomous maintenance, and overall equipment efficiency (OEE). Preventive maintenance is the planned maintenance of equipment to prevent unscheduled breakdowns which cause downtime losses. Autonomous maintenance empowers machine operators and other process owners to do routine maintenance to minimize downtime. This requires training and high sense of commitment. OEE is a composite measurement in % of equipment or process efficiency that considers availability, performance rate, and quality of the process. The OEE formula is availability x performance x quality. OEE aims to cut 6 major losses classified into three types of waste: availability loss due to breakdown and long set-ups, performance loss due to idling and slow speeds, and quality loss due to defects and poor yields. OEE also aims to improve the ratio of useful operating time to planned operating time. Rene T. Domingo rtd@aim.edu

41 41 What is gemba? Gemba in Japanese means actual place. In practice, it means shop floor management sometimes known as management by walking around to get facts instead of staying in the office reading reports. Another term for gemba is management by facts, meaning doing thorough analysis and making sound decisions based on actual facts coming from actual operations. Related to gemba is the concept of genchi-genbutsu which means going to the actual scene (genchi) to see or verify the actual thing (genbutsu). Both gemba and genchi-genbutsu are powerful and necessary concepts in promoting kaizen and finding hidden wastes or muda. Attention to details is very important in process analysis in kaizen. Rene T. Domingo

42 42 What is hoshin kanri? Hoshin kanri which means policy deployment is the planning system of lean companies. It consists of goal setting based on mission/vision, strategy formulation both long and short term, performance measures, deployment and communication of strategies and goals down to the lowest level of the organization, milestones for monitoring implementation and progress, and a review process to gauge performance and achievements. The key in hoshin kanri is everyone s understanding of his or her role in helping achieve the company s goals and strategies, and his or her involvement and participation in the planning process. Rene T. Domingo rtd@aim.edu

43 43 What is target cost? Traditionally, a product is priced and sold after determining its manufacturing cost and the desired profit margin is added by management. This common method is known as the cost-plus approach. The formula here is Price = Cost + Profit. The sequence in decision making is Cost, Profit, and lastly Price. The problem here is that the selling price may not be affordable to customers when the base costs are high. Most lean companies like Toyota use a different approach known as target costing. First the price the market wants or saleable price is determined, usually by market research. The management sets its profit goal which is them subtracted from the price to get the cost, or target cost, which the company must achieve to be able to sell the product profitably. The formula then becomes Cost = Price Profit. Or more accurately, Target Cost = Price Profit. The sequence is decision making in this case is Price, Profit, and lastly Cost. Target costing is definitely more effective than the traditional approach since it is market-driven, rather than cost driven. It starts with price or the customer in mind, rather than the internal cost of the company. Moreover, target costing encourages kaizen and lean initiatives to cut costs and wastes. If the actual cost is higher than the target cost, the company and all its departments are bound to continuously reduce the difference in order to meet the company s sales and profit goals. Rene T. Domingo rtd@aim.edu
44 44 What is benchmarking? Benchmarking is finding, and then copying or adapting, the world s best practices in performing particular processes that a company wants to improve usually through kaizen. The model may be a company, organization, institution within the industry or outside the industry. The former is called competitive benchmarking and the latter is non-competitive or functional benchmarking. What is a lean culture? The success and sustainability of a lean system depends on the strength of its foundation which lean culture. The elements of lean culture are lean leadership, lean mindsets, employee empowerment, and process ownership. A company has a lean culture when everybody, from the lowest rank-and-file to top management, are working together to cut all forms of wastes continuously as shown by their practices, actions, behavior, and attitudes. In particular, management provides leadership by formulating strategies, policies that support and encourage lean initiatives, and by creating an open working environment conducive to spotting, reporting, and stopping wastes. Everyone under a lean culture has a strong sense of company pride and process Rene T. Domingo rtd@aim.edu
45 45 ownership. All are engaged and empowered to do continuous process improvement. Strong teamwork in a lean culture is not just evident within departments and divisions, but also across all units of the company. All, whether in production, support, and administration departments, have the same shared goals which are derived from the company s strategies. For example, a tool keeper should not think that his job is just to keep and issue tools. He should think that his real responsibility to give the right tools at the right time to the production people so that they make the right products at the right time so that the marketing people can sell and deliver them on time to the company s customers. In other words, the tool keeper s job is to support sales, just like the marketing and production people. Employees show lean attitudes and mindsets when they look beyond their jobs and departments, and think of the rest of the company and its future. For example, imagine 3 aircraft mechanics doing the same work with the same tools on the same aircraft at the same pay. One may be bored, the second indifferent, and the third happy with what they are doing. When asked what they are doing, the bored mechanic may reply: I m tightening a bolt. The second may say I m installing the engine. The third may reply: I m making sure the company will always release an airworthy aircraft to the customer. While all three are tightening bolts, and installing engines, the happy mechanic thinks beyond his actual job assignment, and sees the bigger picture, and his more important role in his company s success. He has more pride with his work, more passion, and clearer sense of purpose. He can do the same work everyday happily with the utmost care and excitement, without ever getting bored or maybe even without feeling tired. His work, compared to those of the other two mechanics, will most likely have much better quality due to the amount of attention he gives. In fact, he will be most motivated to find a better way of doing his work through kaizen or continuous improvement. Lean success happens through people and processes. Process improvement is not enough. In addition to achieving the hard process targets such as delays, defects, backlogs, wastes, inventory, rework, and turnaround time, we also have to achieve the soft people goals of empowerment, engagement, ownership, commitment, responsibility, and teamwork. Only by achieving these two hard and soft goals, of right process run by the right people (with the right attitudes) can business results be realized higher sales, market share, profitability, and competitiveness. Rene T. Domingo rtd@aim.edu

46 46 Rene T. Domingo
LEAN MANUFACTUING-CONCEPT, LIMITATION, APPLICATIONS: AN OVERVIEW
 LEAN MANUFACTUING-CONCEPT, LIMITATION, APPLICATIONS: AN OVERVIEW Submitted By Ms. PUNAM NIVRUTTI PATIL DPGD/OC13/1243 SPECIALIZATION: OPERATIONS WELINGKAR INSTITUTE OF MANAGEMENT DEVELOPMENT & RESEACH
LEAN MANUFACTUING-CONCEPT, LIMITATION, APPLICATIONS: AN OVERVIEW Submitted By Ms. PUNAM NIVRUTTI PATIL DPGD/OC13/1243 SPECIALIZATION: OPERATIONS WELINGKAR INSTITUTE OF MANAGEMENT DEVELOPMENT & RESEACH
Finished goods available to meet Takt time when variations in customer demand exist.
 Delaware Valley Industrial Resource Center 2905 Southampton Road Philadelphia, PA 19154 Tel: (215) 464-8550 Fax: (215) 464-8570 www.dvirc.org Term Batch-and-Queue Processing Buffer Stock Catchball Cell
Delaware Valley Industrial Resource Center 2905 Southampton Road Philadelphia, PA 19154 Tel: (215) 464-8550 Fax: (215) 464-8570 www.dvirc.org Term Batch-and-Queue Processing Buffer Stock Catchball Cell
Ch 26 Just-In-Time and Lean Production. What is Lean Production? Structure of Lean Production System. Activities in Manufacturing.
 Ch 26 Just-In-Time and Lean Production Sections: 1. Lean Production and Waste in Manufacturing 2. Just-in-time Production Systems 3. Autonomation 4. Worker Involvement What is Lean Production? Lean production
Ch 26 Just-In-Time and Lean Production Sections: 1. Lean Production and Waste in Manufacturing 2. Just-in-time Production Systems 3. Autonomation 4. Worker Involvement What is Lean Production? Lean production
These tend to be sequential, and offer increasing levels of efficiency to an organisation.
 3 Forms of Waste There are 3 forms of waste in any organisation; muda (tasks with no value add), mura (where things are done inconsistently) and muri (where excessive effort is used). Benefit of thinking
3 Forms of Waste There are 3 forms of waste in any organisation; muda (tasks with no value add), mura (where things are done inconsistently) and muri (where excessive effort is used). Benefit of thinking
OM (Fall 2016) Outline
 Outline") Lean Operations Outline Global Company Profile: Toyota Motor Corporation Lean Operations Lean and Just-in-Time Lean and the Toyota Production System Lean Organizations Lean in Services 2 Toyota Motor Corporation
Lean Operations Outline Global Company Profile: Toyota Motor Corporation Lean Operations Lean and Just-in-Time Lean and the Toyota Production System Lean Organizations Lean in Services 2 Toyota Motor Corporation
PLUS VALUE STREAM MAPPING
 LEAN PRINCIPLES PLUS VALUE STREAM MAPPING Lean Principles for the Job Shop (v. Aug 06) 1 Lean Principles for the Job Shop (v. Aug 06) 2 Lean Principles for the Job Shop (v. Aug 06) 3 Lean Principles for
LEAN PRINCIPLES PLUS VALUE STREAM MAPPING Lean Principles for the Job Shop (v. Aug 06) 1 Lean Principles for the Job Shop (v. Aug 06) 2 Lean Principles for the Job Shop (v. Aug 06) 3 Lean Principles for
IT 470a Six Sigma Chapter X
 Chapter X Lean Enterprise IT 470a Six Sigma Chapter X Definitions Raw Materials component items purchased and received from suppliers WIP work in process, items that are in production on the factory floor
Chapter X Lean Enterprise IT 470a Six Sigma Chapter X Definitions Raw Materials component items purchased and received from suppliers WIP work in process, items that are in production on the factory floor
Glossary of Lean Terminology
 Glossary of Terminology Term Definition Use 5S: Used for Improving organization of the workplace: Sort > Set in order > Shine > Stardize > Sustain Create an organized work area A3 Thinking: Affinity Diagram:
Glossary of Terminology Term Definition Use 5S: Used for Improving organization of the workplace: Sort > Set in order > Shine > Stardize > Sustain Create an organized work area A3 Thinking: Affinity Diagram:
Lean Operations. PowerPoint slides by Jeff Heyl. Copyright 2017 Pearson Education, Inc.
 Lean Operations 16 PowerPoint presentation to accompany Heizer, Render, Munson Operations Management, Twelfth Edition Principles of Operations Management, Tenth Edition PowerPoint slides by Jeff Heyl 16-1
Lean Operations 16 PowerPoint presentation to accompany Heizer, Render, Munson Operations Management, Twelfth Edition Principles of Operations Management, Tenth Edition PowerPoint slides by Jeff Heyl 16-1
Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar. L9: Lean synchronization
 Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar L9: Lean synchronization 1 Lean operations Operations strategy Design Improvement Lean operations Planning and control The market requires
Lecture 9 MBF2213 Operations Management Prepared by Dr Khairul Anuar L9: Lean synchronization 1 Lean operations Operations strategy Design Improvement Lean operations Planning and control The market requires
Historical Phases of Production
 Lean 101 Overview Lean Background Taiichi Ohno and Shigeo Shingo developed Lean Manufacturing at Toyota over a period of 20-30 years. Their intention was not to develop some sort of unified field theory
Lean 101 Overview Lean Background Taiichi Ohno and Shigeo Shingo developed Lean Manufacturing at Toyota over a period of 20-30 years. Their intention was not to develop some sort of unified field theory
Flow and Pull Systems
 Online Student Guide Flow and Pull Systems OpusWorks 2016, All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 BENEFITS OF FLOW AND PULL... 5 CLEARING ROADBLOCKS... 5 APPROACH
Online Student Guide Flow and Pull Systems OpusWorks 2016, All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 BENEFITS OF FLOW AND PULL... 5 CLEARING ROADBLOCKS... 5 APPROACH
Learning Objectives. 1. Explain how lean systems improve internal and supply chain operations
 CHAPTER EIGHT Lean Systems McGraw-Hill/Irwin Copyright 2011 by the McGraw-Hill Companies, Inc. All rights reserved. Learning Objectives 1. Explain how lean systems improve internal and supply chain operations
CHAPTER EIGHT Lean Systems McGraw-Hill/Irwin Copyright 2011 by the McGraw-Hill Companies, Inc. All rights reserved. Learning Objectives 1. Explain how lean systems improve internal and supply chain operations
From KAIZEN to LEAN to GREEN. Kaizen Institute Masaaki Imai
 From KAIZEN to LEAN to GREEN 2016 Kaizen Institute Masaaki Imai Kaleidoscope of Terms Toyota Production System Baldrige Six Sigma Gemba 5S Kanban Supermarket EFQM Efficiency KAIZEN (Original Definition)
From KAIZEN to LEAN to GREEN 2016 Kaizen Institute Masaaki Imai Kaleidoscope of Terms Toyota Production System Baldrige Six Sigma Gemba 5S Kanban Supermarket EFQM Efficiency KAIZEN (Original Definition)
JUST IN TIME. Manuel Rincón, M.Sc. October 22nd, 2004
 JUST IN TIME Manuel Rincón, M.Sc. October 22nd, 2004 Lecture Outline 1. Just-in-Time Philosophy 2. Suppliers Goals of JIT Partnerships Concerns of Suppliers 3. JIT Layout Distance Reduction Increased Flexibility
JUST IN TIME Manuel Rincón, M.Sc. October 22nd, 2004 Lecture Outline 1. Just-in-Time Philosophy 2. Suppliers Goals of JIT Partnerships Concerns of Suppliers 3. JIT Layout Distance Reduction Increased Flexibility
Outline. Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations
 JIT and Lean Operations Outline Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations Eliminate Waste Remove Variability Improve
JIT and Lean Operations Outline Push-Pull Systems Global Company Profile: Toyota Motor Corporation Just-in-Time, the Toyota Production System, and Lean Operations Eliminate Waste Remove Variability Improve
Just-In-Time (JIT) Manufacturing. Overview
 Manufacturing. Overview") Just-In-Time (JIT) Manufacturing Overview The Just-in-Time (JIT) Manufacturing Philosophy Prerequisites for JIT Manufacturing Elements of JIT Manufacturing Benefits of JIT Manufacturing Success and JIT
Just-In-Time (JIT) Manufacturing Overview The Just-in-Time (JIT) Manufacturing Philosophy Prerequisites for JIT Manufacturing Elements of JIT Manufacturing Benefits of JIT Manufacturing Success and JIT
Supply Chain & Procurement Roundtable. Lean Supply Chain. Workshop
 Supply Chain & Procurement Roundtable Lean Supply Chain Workshop Time Activity 08:45 Arrive, Coffee 09:00 Welcome 09:10 Overview of PBR Australia 09:30 Plant Tour 10:30 Break 10:45 Lean & Agile Supply
Supply Chain & Procurement Roundtable Lean Supply Chain Workshop Time Activity 08:45 Arrive, Coffee 09:00 Welcome 09:10 Overview of PBR Australia 09:30 Plant Tour 10:30 Break 10:45 Lean & Agile Supply
Lean Gold Certification Blueprint
 The Lean Certification Blueprint provides additional useful information beyond the Body of Knowledge. The Body of Knowledge specifies the competencies, topics, and subtopics required by different types
The Lean Certification Blueprint provides additional useful information beyond the Body of Knowledge. The Body of Knowledge specifies the competencies, topics, and subtopics required by different types
Operations Management
 Operations Management Chapter 16 JIT and Lean Operations PowerPoint presentation to accompany Heizer/Render Operations Management, 11ed Some additions and deletions have been made by Ömer Yağız to this
Operations Management Chapter 16 JIT and Lean Operations PowerPoint presentation to accompany Heizer/Render Operations Management, 11ed Some additions and deletions have been made by Ömer Yağız to this
INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processe
 INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processes, the Value-Added and Non-Value Added. 2. The later
INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processes, the Value-Added and Non-Value Added. 2. The later
INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processe
 INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processes, the Value-Added and Non-Value Added. 2. The later
INTRODUCTION 1. When manufacturing processes of products being examine through customer s perspective, we will be able to identify 2 types of processes, the Value-Added and Non-Value Added. 2. The later
LEAN PRODUCTION SYSTEM
 LEAN PRODUCTION SYSTEM Introduction Lean Overview Process Control Tools 1. Flow Chart / Diagram 2. Check Sheet 3. Histogram 4. Pareto Chart / Diagram 5. Cause-and-Effect Diagram 6. Why-Why Diagram 7. Scatter
LEAN PRODUCTION SYSTEM Introduction Lean Overview Process Control Tools 1. Flow Chart / Diagram 2. Check Sheet 3. Histogram 4. Pareto Chart / Diagram 5. Cause-and-Effect Diagram 6. Why-Why Diagram 7. Scatter
The Quality Group. All Rights Reserved
 Online Student Guide The Quality Group. All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 LEAN VALUE STREAM... 4 CALCULATING TAKT TIME... 5 TAKT TIME OVERVIEW... 5 TAKT
Online Student Guide The Quality Group. All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 4 INTRODUCTION... 4 LEAN VALUE STREAM... 4 CALCULATING TAKT TIME... 5 TAKT TIME OVERVIEW... 5 TAKT
Operations Management - 5 th Edition
 Chapter 15 Lean Production Operations Management - 5 th Edition Roberta Russell & Bernard W. Taylor, III Copyright 2006 John Wiley & Sons, Inc. Beni Asllani University of Tennessee at Chattanooga Lecture
Chapter 15 Lean Production Operations Management - 5 th Edition Roberta Russell & Bernard W. Taylor, III Copyright 2006 John Wiley & Sons, Inc. Beni Asllani University of Tennessee at Chattanooga Lecture
Outline. Pull Manufacturing. Push Vs. Pull Scheduling. Inventory Hides Problems. Lowering Inventory Reveals Problems
 Outline Pull Manufacturing Why Pull Manufacturing? The Problem of Inventory Just In Time Kanban One Piece Flow Demand / Pull Standard Work & Takt Time Production Smoothing 1 2 Why Pull Manufacturing? Push
Outline Pull Manufacturing Why Pull Manufacturing? The Problem of Inventory Just In Time Kanban One Piece Flow Demand / Pull Standard Work & Takt Time Production Smoothing 1 2 Why Pull Manufacturing? Push
SCM 302 OPERATIONS MANAGEMENT JIT
 SCM 302 OPERATIONS MANAGEMENT JIT 2 Agenda for this Module 1. Define just-in-time, TPS, and lean operations 2. Define the seven wastes and the 5Ss 3. Explain JIT partnerships 4. Determine optimal setup
SCM 302 OPERATIONS MANAGEMENT JIT 2 Agenda for this Module 1. Define just-in-time, TPS, and lean operations 2. Define the seven wastes and the 5Ss 3. Explain JIT partnerships 4. Determine optimal setup
A PM on Lean Production Randel Ltd.
 A PM on Lean Production Randel Ltd. RANDEL LTD. INDUSTRY STREET 8 38267 WOMANCHESTER ENGLAND Written by: Tobias Reith, BSc Course: Lean Production (2016) Linköping University, Sweden A PM ON LEAN PRODUCTION
A PM on Lean Production Randel Ltd. RANDEL LTD. INDUSTRY STREET 8 38267 WOMANCHESTER ENGLAND Written by: Tobias Reith, BSc Course: Lean Production (2016) Linköping University, Sweden A PM ON LEAN PRODUCTION
LEAN CERTIFICATION BODY OF KNOWLEDGE RUBRIC VERSION 3.0
 MODULE 1 LEAN CERTIFICATION BODY OF KNOWLEDGE RUBRIC VERSION 3.0 1. Cultural Enablers 15% 20% 25% 1.1. Principles of Cultural Enablers 3% 4% 5% 1.1.1. Respect for the individual 1.1.2. Humility 1.2. Processes
MODULE 1 LEAN CERTIFICATION BODY OF KNOWLEDGE RUBRIC VERSION 3.0 1. Cultural Enablers 15% 20% 25% 1.1. Principles of Cultural Enablers 3% 4% 5% 1.1.1. Respect for the individual 1.1.2. Humility 1.2. Processes
Lean and Agile Systems. Rajiv Gupta FORE School of Management October 2013 Session 6
 Lean and Agile Systems Rajiv Gupta FORE School of Management October 2013 Session 6 Module 1 Recap of Session 5 Module 2 Pull Production Rules of Kanban Module 3 Small Batch Production Level Production
Lean and Agile Systems Rajiv Gupta FORE School of Management October 2013 Session 6 Module 1 Recap of Session 5 Module 2 Pull Production Rules of Kanban Module 3 Small Batch Production Level Production
Ashvath Sharma (Correspondence) +
 +") Lean manufacturing is a manufacturing system which was started by Toyota and is now used by many manufacturers throughout the world. Lean Manufacturing is a way to notice and remove waste i.e. non-profit
Lean manufacturing is a manufacturing system which was started by Toyota and is now used by many manufacturers throughout the world. Lean Manufacturing is a way to notice and remove waste i.e. non-profit
Improving Scrum with. Lean Thinking Nuno Rafael SGMUN 2016
 Improving Scrum with Lean Thinking Nuno Rafael Gomes @ SGMUN 2016 https://twitter.com/nrgomes https://www.linkedin.com/in/nrgomes A Product Owner in contact with Industry since 2003 1 Once upon a time
Improving Scrum with Lean Thinking Nuno Rafael Gomes @ SGMUN 2016 https://twitter.com/nrgomes https://www.linkedin.com/in/nrgomes A Product Owner in contact with Industry since 2003 1 Once upon a time
Chapter 11. In-Time and Lean Production
 Chapter 11 Just-In In-Time and Lean Production What is JIT? Producing only what is needed, when it is needed A philosophy An integrated management system JIT s mandate: Eliminate all waste Basic Elements
Chapter 11 Just-In In-Time and Lean Production What is JIT? Producing only what is needed, when it is needed A philosophy An integrated management system JIT s mandate: Eliminate all waste Basic Elements
10 Steps to become a Lean Enterprise. Level 2 Lean Practitioner In Manufacturing Training Course. Step 1 - Part 2
 10 Steps to become a Lean Enterprise Level 2 Lean Practitioner In Manufacturing Training Course Step 1 - Part 2 Table of Contents Welcome to Lean Certification Online... 3 Course Objectives... 4 Elements
10 Steps to become a Lean Enterprise Level 2 Lean Practitioner In Manufacturing Training Course Step 1 - Part 2 Table of Contents Welcome to Lean Certification Online... 3 Course Objectives... 4 Elements
MAS BEST PRACTICE SKILLS EVENT LEAN AWARENESS WORKSHOP
 MAS BEST PRACTICE SKILLS EVENT LEAN AWARENESS WORKSHOP RICK SHOULER Rick.shouler@mymas.org COURSE CONTENT Introduction The Need for Change Introduction to Lean and Continuous Improvement Waste Visual Management
MAS BEST PRACTICE SKILLS EVENT LEAN AWARENESS WORKSHOP RICK SHOULER Rick.shouler@mymas.org COURSE CONTENT Introduction The Need for Change Introduction to Lean and Continuous Improvement Waste Visual Management
The basic concept of waste
 The basic concept of waste Waste Value-adding Customer demand Value stream = all processes and work steps between withdrawal of raw material and delivery of finished good Customer satisfaction The customer
The basic concept of waste Waste Value-adding Customer demand Value stream = all processes and work steps between withdrawal of raw material and delivery of finished good Customer satisfaction The customer
What is 5S principle? 5S Training of Trainers for Training Institutions Training material No. 13
 What is 5S principle? 5S Training of Trainers for Training Institutions Training material No. 13 Aren t you frustrated in your workplace? Oh, this position makes me tired! I cannot remember what/how to
What is 5S principle? 5S Training of Trainers for Training Institutions Training material No. 13 Aren t you frustrated in your workplace? Oh, this position makes me tired! I cannot remember what/how to
The 5S Philosophy. A better Work Environment for Everyone
 The 5S Philosophy A better Work Environment for Everyone TOPICS 5S PHILOSOPHY WHY 5S 5S OBJECTIVES PURPOSE OF 5S ELEMENTS OF 5S SORTING SYSTEMATIC ARRANGEMENT SPIC AND SPAN STANDARDISATION SELF DISCIPLINE
The 5S Philosophy A better Work Environment for Everyone TOPICS 5S PHILOSOPHY WHY 5S 5S OBJECTIVES PURPOSE OF 5S ELEMENTS OF 5S SORTING SYSTEMATIC ARRANGEMENT SPIC AND SPAN STANDARDISATION SELF DISCIPLINE
Managing for Daily Improvement
 Managing for Daily Improvement Standard Work and Tools For Management to Drive Continuous Improvement Front Line Leadership Development System Module Part 1 of 12 MDI Workshop Agenda 2 Day Monday Tuesday
Managing for Daily Improvement Standard Work and Tools For Management to Drive Continuous Improvement Front Line Leadership Development System Module Part 1 of 12 MDI Workshop Agenda 2 Day Monday Tuesday
JUST IN TIME (JIT), LEAN, AND TOYOTA PRODUCTION SYSTEM (TPS)
, LEAN, AND TOYOTA PRODUCTION SYSTEM (TPS)") JUST IN TIME (JIT), LEAN, AND TOYOTA PRODUCTION SYSTEM (TPS) Dr. Mahmoud Abbas Mahmoud Al-Naimi Assistant Professor Industrial Engineering Branch Department of Production Engineering and Metallurgy University
JUST IN TIME (JIT), LEAN, AND TOYOTA PRODUCTION SYSTEM (TPS) Dr. Mahmoud Abbas Mahmoud Al-Naimi Assistant Professor Industrial Engineering Branch Department of Production Engineering and Metallurgy University
Toyota s 14 Steps to Becoming Lean
 Setpoint Systems, Inc. Authored By: Nate Morris Toyota s 14 Steps to Becoming Lean www.setpointusa.com info@setpointusa.com 801-621-4117 Toyota s 14 Steps to Becoming Lean Page 1 Setpoint provides industrial
Setpoint Systems, Inc. Authored By: Nate Morris Toyota s 14 Steps to Becoming Lean www.setpointusa.com info@setpointusa.com 801-621-4117 Toyota s 14 Steps to Becoming Lean Page 1 Setpoint provides industrial
Generic Case Study. Initial Condition. 1. Stability
 Generic Case Study This example is based on an actual project. Names of people and details about processes have been hidden. To achieve the current state it took 25 months, 1 fulltime kaizen leader, dedicated
Generic Case Study This example is based on an actual project. Names of people and details about processes have been hidden. To achieve the current state it took 25 months, 1 fulltime kaizen leader, dedicated
lean value assessment Creating Higher Profi ts by Reducing Waste
 lean value assessment Creating Higher Profi ts by Reducing Waste Lean Value Stream Assessment Tool A diagnostic tool developed from industry standards to compare ISI clients against World Class metrics
lean value assessment Creating Higher Profi ts by Reducing Waste Lean Value Stream Assessment Tool A diagnostic tool developed from industry standards to compare ISI clients against World Class metrics
Manufacturing Systems Management Prof. G. Srinivasan Department of Management Studies Indian Institute of Technology, Madras
 Manufacturing Systems Management Prof. G. Srinivasan Department of Management Studies Indian Institute of Technology, Madras Lecture - 28 Basic elements of JIT, Kanban systems In this lecture we see some
Manufacturing Systems Management Prof. G. Srinivasan Department of Management Studies Indian Institute of Technology, Madras Lecture - 28 Basic elements of JIT, Kanban systems In this lecture we see some
FMDS Training to Suppliers Supplier Advancement Engineer Karen Stapleton Yuri Garcia B
 FMDS Training to Suppliers Supplier Advancement Engineer Karen Stapleton Yuri Garcia B August 2018 Agenda AGENDA Welcome Statement Alex Thomas 8:30 8:45 Introduction to FMDS Concepts/JTEKT Expectations
FMDS Training to Suppliers Supplier Advancement Engineer Karen Stapleton Yuri Garcia B August 2018 Agenda AGENDA Welcome Statement Alex Thomas 8:30 8:45 Introduction to FMDS Concepts/JTEKT Expectations
CHAPTER 4 INTEGRATING LEAN TOOLS AND TECHNIQUES IN PLANT MAINTENANCE FUNCTION
 CHAPTER 4 INTEGRATING LEAN TOOLS AND TECHNIQUES IN PLANT MAINTENANCE FUNCTION Chapter Summary The Integrating Lean tools and techniques in Plant Maintenance function explains the identification of lean
CHAPTER 4 INTEGRATING LEAN TOOLS AND TECHNIQUES IN PLANT MAINTENANCE FUNCTION Chapter Summary The Integrating Lean tools and techniques in Plant Maintenance function explains the identification of lean
Key of Toyota management success By Yi Jiang
 Key of Toyota management success By Yi Jiang What is Kaizen? Kaizen 改善 Change Better Make it better (to improve) What s the difference between Kaizen and improve? Continuity Why do we need kaizen? Need
Key of Toyota management success By Yi Jiang What is Kaizen? Kaizen 改善 Change Better Make it better (to improve) What s the difference between Kaizen and improve? Continuity Why do we need kaizen? Need
Profit = Price - Cost. TAKT Time Map Capacity Tables. Total Productive Maintenance. Visual Control. Poka-yoke (mistake proofing) Kanban.
 Kanban.") GPS Mod 15 Jidoka MUDA MUDA Cost Reduction By Eliminating Waste Just-in-Time Profit = Price - Cost GPS Depth Study NVA/VA- Functions/Mgrs Quality Cost Delivery Safety Measures Morale TAKT Time Map Capacity
GPS Mod 15 Jidoka MUDA MUDA Cost Reduction By Eliminating Waste Just-in-Time Profit = Price - Cost GPS Depth Study NVA/VA- Functions/Mgrs Quality Cost Delivery Safety Measures Morale TAKT Time Map Capacity
SALES PROSPECTING KIT
 Distributed by: SALES PROSPECTING KIT LEAN MANUFACTURING LAST UPDATED 4/2009 What is Lean Manufacturing? Lean manufacturing is an improvement methodology designed to eliminate waste and improve operational
Distributed by: SALES PROSPECTING KIT LEAN MANUFACTURING LAST UPDATED 4/2009 What is Lean Manufacturing? Lean manufacturing is an improvement methodology designed to eliminate waste and improve operational
TPS Basics. What defines worth? Value: The key focus. Delivery. Worth Value= Cost. Functionality: what the product will do Performance Features
 TPS Basics Value: The key focus. Worth Value= Cost Eyes of customer Incurred during production Toyota s strategy is achieve total quality and maximum cost reduction through variation and waste elimination
TPS Basics Value: The key focus. Worth Value= Cost Eyes of customer Incurred during production Toyota s strategy is achieve total quality and maximum cost reduction through variation and waste elimination
"Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007
 "Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007 LAKRE 2007 1 Lean Manufacturing What is Lean Manufacturing? A philosophy
"Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007 LAKRE 2007 1 Lean Manufacturing What is Lean Manufacturing? A philosophy
Leadership and the Toyota Production System
 AME 2002 Conference Leadership and the Toyota Production System Hajime Ohba Cindy Kuhlman-Voss, Inc , Inc Toyota Supplier Support Center () Formed 1992 in response to increasing interest in the Toyota
AME 2002 Conference Leadership and the Toyota Production System Hajime Ohba Cindy Kuhlman-Voss, Inc , Inc Toyota Supplier Support Center () Formed 1992 in response to increasing interest in the Toyota
Profit = Price - Cost. TAKT Time Map Capacity Tables. Total Productive Maintenance. Visual Control. Poka-yoke (mistake proofing) Kanban.
 Kanban.") GPS Mod 1 Introduction MUDA MUDA Cost Reduction By Eliminating Waste Just-in-Time Profit = Price - Cost GPS Depth Study NVA/VA- Functions/Mgrs Quality Cost Delivery Safety Measures Morale TAKT Time Map
GPS Mod 1 Introduction MUDA MUDA Cost Reduction By Eliminating Waste Just-in-Time Profit = Price - Cost GPS Depth Study NVA/VA- Functions/Mgrs Quality Cost Delivery Safety Measures Morale TAKT Time Map
Engaging All Employees to Eliminate the Eight Wastes
 Engaging All Employees to Eliminate the Eight Wastes Abstract Charles Aubrey Vice President, Anderson Pharmaceutical Packaging, USA Kaizen means continuous improvement in Japanese. It has become closely
Engaging All Employees to Eliminate the Eight Wastes Abstract Charles Aubrey Vice President, Anderson Pharmaceutical Packaging, USA Kaizen means continuous improvement in Japanese. It has become closely
Copyright 2000 Society of Manufacturing Engineers MANUFACTURING INSIGHTS. An Introduction to Lean Manufacturing
 MANUFACTURING INSIGHTS An Introduction to Lean Manufacturing WARNING federal law provides severe civil and criminal penalties for the unauthorized reproduction, distribution or exhibition of copyrighted
MANUFACTURING INSIGHTS An Introduction to Lean Manufacturing WARNING federal law provides severe civil and criminal penalties for the unauthorized reproduction, distribution or exhibition of copyrighted
Pull Systems: Overview, Challenges and Success Factors
 Pull Systems: Overview, Challenges and Success Factors Mike Osterling 619-572-3632 mike@mosterling.com 1 Session Objectives Cover the most common types of pull systems See some examples of application
Pull Systems: Overview, Challenges and Success Factors Mike Osterling 619-572-3632 mike@mosterling.com 1 Session Objectives Cover the most common types of pull systems See some examples of application
CHAPTER 1 INTRODUCTION
 1 CHAPTER 1 INTRODUCTION Nowadays, manufacturing firms are in the position to redefine and redesign their manufacturing systems in order to meet the competitive demands raised by market challenges. The
1 CHAPTER 1 INTRODUCTION Nowadays, manufacturing firms are in the position to redefine and redesign their manufacturing systems in order to meet the competitive demands raised by market challenges. The
Just-in-Time System. Dr S G Deshmukh
 Just-in-Time System Dr S G Deshmukh Difficulty in Production! Demand is uncertain and variable. Same equipment and people are used to make a variety of products. Switching products takes time.(imagaine
Just-in-Time System Dr S G Deshmukh Difficulty in Production! Demand is uncertain and variable. Same equipment and people are used to make a variety of products. Switching products takes time.(imagaine
Level & Stable Operations
 Getting Started with Lean Manufacturing Principles in Flexible Substrate Coating and Converting Dave Schoellerman Tollcoating.com by Carestream Health, Incorporated info@tollcoating.com Abstract Lean manufacturing
Getting Started with Lean Manufacturing Principles in Flexible Substrate Coating and Converting Dave Schoellerman Tollcoating.com by Carestream Health, Incorporated info@tollcoating.com Abstract Lean manufacturing
Lab Quality Confab LEAN Principles. 4 Fundamental LEAN Tools to Transform your Laboratory. Rita D Angelo, Bonnie Messinger, Bill Krzisnik
 Lab Quality Confab 2018 LEAN Principles 4 Fundamental LEAN Tools to Transform your Laboratory Rita D Angelo, Bonnie Messinger, Bill Krzisnik Learning Objectives The Learner will be able to: 1. Understand
Lab Quality Confab 2018 LEAN Principles 4 Fundamental LEAN Tools to Transform your Laboratory Rita D Angelo, Bonnie Messinger, Bill Krzisnik Learning Objectives The Learner will be able to: 1. Understand
LEAN MANUFACTURING & TPM.
 LEAN MANUFACTURING & TPM www.fourprinciples.com BACKGROUND The core area of any manufacturing facility is the shop floor. Manufacturing is most often also the largest function within an organisation. In
LEAN MANUFACTURING & TPM www.fourprinciples.com BACKGROUND The core area of any manufacturing facility is the shop floor. Manufacturing is most often also the largest function within an organisation. In
Proficiency and Certification in Fundamental Lean Tools
 Proficiency and Certification in Fundamental Lean Tools Inventory Management by Kanban, Daily Management, Visual Management, Selecting and Using KPI s in the Laboratory Dr. Katja Lehmann Topics Introduction
Proficiency and Certification in Fundamental Lean Tools Inventory Management by Kanban, Daily Management, Visual Management, Selecting and Using KPI s in the Laboratory Dr. Katja Lehmann Topics Introduction
Lean Principles. Jerry D. Kilpatrick. This article was originally written for and published by MEP Utah in 2003 (
 Lean Principles By Jerry D. Kilpatrick This article was originally written for and published by MEP Utah in 2003 (www.mep.org) Page 1 of 6 Introduction Lean operating principles began in manufacturing
Lean Principles By Jerry D. Kilpatrick This article was originally written for and published by MEP Utah in 2003 (www.mep.org) Page 1 of 6 Introduction Lean operating principles began in manufacturing
CHAPTER 6 PROCESS IMPROVEMENT
 CHAPTER 6 PROCESS IMPROVEMENT Expected Outcomes Able to identify several different approaches towards continuous process improvement Understand method applied to continuous improvement in quality aspect
CHAPTER 6 PROCESS IMPROVEMENT Expected Outcomes Able to identify several different approaches towards continuous process improvement Understand method applied to continuous improvement in quality aspect
Lean 101: An Introduction
 Lean 101: An Introduction What is Lean? A systematic way of designing or improving a process or value stream that: Eliminates waste Improves quality Reduces costs Delights customers Improves employee satisfaction
Lean 101: An Introduction What is Lean? A systematic way of designing or improving a process or value stream that: Eliminates waste Improves quality Reduces costs Delights customers Improves employee satisfaction
Just In Time (JIT) Quality and Reliability Engg. (171906) H I T. Hit suyo na mono O Iru toki iru dake Tasukuran
 Quality and Reliability Engg. (171906) H I T. Hit suyo na mono O Iru toki iru dake Tasukuran") Just In Time (JIT) H I T Hit suyo na mono O Iru toki iru dake Tasukuran (What is needed) (When it is needed and in what quantity) (Make) The crux is, if you cannot use it now do not make it now. Quality
Just In Time (JIT) H I T Hit suyo na mono O Iru toki iru dake Tasukuran (What is needed) (When it is needed and in what quantity) (Make) The crux is, if you cannot use it now do not make it now. Quality
Application of Continuous Improvement Process in Manufacturing Industry
 Application of Continuous Improvement Process in Manufacturing Industry Edwin Joy Pulikkottil 1, Sibinraj R 2 1,2PG Scholar, Dept. of Mechanical Engineering, ECET Coimbatore, India ---------------------------------------------------------------------***---------------------------------------------------------------------
Application of Continuous Improvement Process in Manufacturing Industry Edwin Joy Pulikkottil 1, Sibinraj R 2 1,2PG Scholar, Dept. of Mechanical Engineering, ECET Coimbatore, India ---------------------------------------------------------------------***---------------------------------------------------------------------
Toyota Production System: Beyond Large-Scale Production by Taiichi Ohno 1978
 Toyota Production System: Beyond Large-Scale Production by Taiichi Ohno 1978 Taiichi Ohno is credited with creating the just-in-time production system. He still feels today that the goal of Toyota is to
Toyota Production System: Beyond Large-Scale Production by Taiichi Ohno 1978 Taiichi Ohno is credited with creating the just-in-time production system. He still feels today that the goal of Toyota is to
The Toyota Way. Using Operational Excellence as a Strategic Weapon. Chapter 1 9/11/ Ps. September 11, 2014
 The Toyota Way September 11, 2014 1 Using Operational Excellence as a Strategic Weapon Chapter 1 2 Philosophy Long-term thinking Process Eliminate waste People and Partners Respect Challenge Grow them
The Toyota Way September 11, 2014 1 Using Operational Excellence as a Strategic Weapon Chapter 1 2 Philosophy Long-term thinking Process Eliminate waste People and Partners Respect Challenge Grow them
Integrating Big Island Layout with Pull System for Production Optimization
 Integrating Big Island Layout with Pull System for Production Optimization M. H. M. Rusli, A. Jaffar, M. T. Ali, and S. Muhamud @ Kayat Abstract Lean manufacturing is a production philosophy made popular
Integrating Big Island Layout with Pull System for Production Optimization M. H. M. Rusli, A. Jaffar, M. T. Ali, and S. Muhamud @ Kayat Abstract Lean manufacturing is a production philosophy made popular
Lean Basics Overview. EMC 2011 Training. NCDENR April Copyright 2010 EMC Corporation. All rights reserved.
 Lean Basics Overview EMC 2011 Training NCDENR April 2011 1 Topics Lean Six Sigma defined Why Lean Six Sigma? What s a process? Interrogating the process by identifying Value & Waste Brief overview of some
Lean Basics Overview EMC 2011 Training NCDENR April 2011 1 Topics Lean Six Sigma defined Why Lean Six Sigma? What s a process? Interrogating the process by identifying Value & Waste Brief overview of some
Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa. JIT --Intro 02/11/03 page 1 of 28
 Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa JIT --Intro 02/11/03 page 1 of 28 Pull/Push Systems Pull system: System for moving work where a workstation pulls output
Dennis Bricker Dept of Mechanical & Industrial Engineering The University of Iowa JIT --Intro 02/11/03 page 1 of 28 Pull/Push Systems Pull system: System for moving work where a workstation pulls output
Michigan Manufacturing Technology Center Presents: Improving Government Using Lean Principles. Bryan Beach, Program Manager, MMTC
 Michigan Manufacturing Technology Center Presents: Improving Government Using Lean Principles Bryan Beach, Program Manager, MMTC Michigan Manufacturing Technology Center Created for the sole purpose of
Michigan Manufacturing Technology Center Presents: Improving Government Using Lean Principles Bryan Beach, Program Manager, MMTC Michigan Manufacturing Technology Center Created for the sole purpose of
The Seven Deadly Wastes
 The Seven Deadly Wastes Workbook The Learn what the waste of defect is, what causes it, and what lean tools are best suited to battle it. A workbook intended to accompany the Facilitator s Guides for this
The Seven Deadly Wastes Workbook The Learn what the waste of defect is, what causes it, and what lean tools are best suited to battle it. A workbook intended to accompany the Facilitator s Guides for this
Optimizing Inplant Supply Chain in Steel Plants by Integrating Lean Manufacturing and Theory of Constrains through Dynamic Simulation
 Optimizing Inplant Supply Chain in Steel Plants by Integrating Lean Manufacturing and Theory of Constrains through Dynamic Simulation Atanu Mukherjee, President, Dastur Business and Technology Consulting,
Optimizing Inplant Supply Chain in Steel Plants by Integrating Lean Manufacturing and Theory of Constrains through Dynamic Simulation Atanu Mukherjee, President, Dastur Business and Technology Consulting,
Lean Flow Enterprise Elements
 "Lean Flow" describes the performance of organizations that are effective enough to win consistently in the competitive global marketplace. To understand how to get there, it s useful to focus on Lean
"Lean Flow" describes the performance of organizations that are effective enough to win consistently in the competitive global marketplace. To understand how to get there, it s useful to focus on Lean
Lean Six Sigma Black Belt Week 3
 Lean Six Sigma Black Belt Week 3 Chapter 3-1: Lean Re-Entry and Process Institute of Industrial Engineers 3577 Parkway Place Suite 200 Norcross, GA 30092 Lean Six Sigma Black Belt Week 3 Agenda Day 1 Day
Lean Six Sigma Black Belt Week 3 Chapter 3-1: Lean Re-Entry and Process Institute of Industrial Engineers 3577 Parkway Place Suite 200 Norcross, GA 30092 Lean Six Sigma Black Belt Week 3 Agenda Day 1 Day
Online Student Guide Total Productive Maintenance
 Online Student Guide Total Productive Maintenance OpusWorks 2016, All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 2 INTRODUCTION... 2 MEETING CUSTOMER DEMAND... 2 UNPLANNED DOWNTIME... 3
Online Student Guide Total Productive Maintenance OpusWorks 2016, All Rights Reserved 1 Table of Contents LEARNING OBJECTIVES... 2 INTRODUCTION... 2 MEETING CUSTOMER DEMAND... 2 UNPLANNED DOWNTIME... 3
JIT and Lean Operations. JIT/Lean Operations
 5/7/2011 16 JIT and Lean Operations By : Sa Ed M. Salhieh, Salhieh, Ph.D. 16-1 JIT/Lean Operations Good production systems require that managers address three issues that are pervasive and fundamental
5/7/2011 16 JIT and Lean Operations By : Sa Ed M. Salhieh, Salhieh, Ph.D. 16-1 JIT/Lean Operations Good production systems require that managers address three issues that are pervasive and fundamental
Supply Chain Management. Dr Mariusz Maciejczak
 Supply Chain Management Just-in in-time and other SCM systemss Dr Mariusz Maciejczak Topics to be Covered Review of JIT & Waste Objectives of JIT JIT Principles JIT and Variance JIT Tools and Procedures
Supply Chain Management Just-in in-time and other SCM systemss Dr Mariusz Maciejczak Topics to be Covered Review of JIT & Waste Objectives of JIT JIT Principles JIT and Variance JIT Tools and Procedures
Value Stream Analysis and other
 Value Stream Analysis and other methods within Lean Production The term lean comes from using less of everything compared to mass production. This means using less human effort in the factory with less
Value Stream Analysis and other methods within Lean Production The term lean comes from using less of everything compared to mass production. This means using less human effort in the factory with less
A Study of the Toyota Production System From an Industrial Engineering Viewpoint by Shigeo Shingo 1989
 A Study of the Toyota Production System From an Industrial Engineering Viewpoint by Shigeo Shingo 1989 Dr. Shigeo Shingo and Mr. Taiichi Ohno created the backbone of the industrial revolution known as
A Study of the Toyota Production System From an Industrial Engineering Viewpoint by Shigeo Shingo 1989 Dr. Shigeo Shingo and Mr. Taiichi Ohno created the backbone of the industrial revolution known as
MIT SCALE RESEARCH REPORT
 MIT SCALE RESEARCH REPORT The MIT Global Supply Chain and Logistics Excellence (SCALE) Network is an international alliance of leading-edge research and education centers, dedicated to the development
MIT SCALE RESEARCH REPORT The MIT Global Supply Chain and Logistics Excellence (SCALE) Network is an international alliance of leading-edge research and education centers, dedicated to the development
Small & Medium Companies. Director JMA C Europe Milano SpA
 Successful Lean Implementation for Small & Medium Companies Nobuyuki TAMARU Director JMA C Europe Milano SpA Agenda Introduction of JMAC Lean & TOYOTA Keys for Successful Lean Implementation for Small
Successful Lean Implementation for Small & Medium Companies Nobuyuki TAMARU Director JMA C Europe Milano SpA Agenda Introduction of JMAC Lean & TOYOTA Keys for Successful Lean Implementation for Small
The Seven Deadly Wastes
 The Seven Deadly Wastes Facilitator s Guide Seven Deadly Wastes Overview Learn what the seven wastes are and why they are so deadly to your organization. A step by step guide to presenting Gemba Academy
The Seven Deadly Wastes Facilitator s Guide Seven Deadly Wastes Overview Learn what the seven wastes are and why they are so deadly to your organization. A step by step guide to presenting Gemba Academy
COLUMBUS McKINNON CORPORATION MIDLAND FORGE DIVISION. 6S Training Overview
 6S Training Overview Why Implement 6S? Customers needs constantly change. Companies compete to meet these needs. To survive, we must stay competitive. This means improving products and services and lowering
6S Training Overview Why Implement 6S? Customers needs constantly change. Companies compete to meet these needs. To survive, we must stay competitive. This means improving products and services and lowering
International Lean Manufacturing Lessons National Localization Indaba Balázs Németh, Phd. Kvalikon Consulting
 International Lean Manufacturing Lessons National Localization Indaba Balázs Németh, Phd. Kvalikon Consulting DAC Annual Grand Meeting 5 June 2014 Competition 2 Competing for Resources (Capital, Raw Material,
International Lean Manufacturing Lessons National Localization Indaba Balázs Németh, Phd. Kvalikon Consulting DAC Annual Grand Meeting 5 June 2014 Competition 2 Competing for Resources (Capital, Raw Material,
Proficiency and Certification in Fundamental Lean Tools
 Proficiency and Certification in Fundamental Lean Tools Inventory Management by Kanban, Daily Management, Visual Management, Selecting and Using KPI s in the Laboratory Dr. Katja Lehmann Topics Introduction
Proficiency and Certification in Fundamental Lean Tools Inventory Management by Kanban, Daily Management, Visual Management, Selecting and Using KPI s in the Laboratory Dr. Katja Lehmann Topics Introduction
WASTE MEASUREMENT TECHNIQUES FOR LEAN COMPANIES
 WASTE MEASUREMENT TECHNIQUES FOR LEAN COMPANIES Maciej Pieńkowski PhD student Wrocław University of Economics Komandorska 118/120, Wrocław, Poland mac.pienkowski@gmail.com A B S T R A C T The paper is
WASTE MEASUREMENT TECHNIQUES FOR LEAN COMPANIES Maciej Pieńkowski PhD student Wrocław University of Economics Komandorska 118/120, Wrocław, Poland mac.pienkowski@gmail.com A B S T R A C T The paper is
Terms and Definitions
 3P 5S The Production Preparation Process (3P) can be defined as the process of designing products and their associated production process methods in the shortest time possible that support Lean principles
3P 5S The Production Preparation Process (3P) can be defined as the process of designing products and their associated production process methods in the shortest time possible that support Lean principles
International Journal on Textile Engineering and Processes, ISSN: , Vol 1, Issue 1, Jan2015
 Total Quality Management in Terry Fabric Manufacturing Pranjali Chandurkar, CTF Abstract The challenge that companies face as the 21st Century gets underway, is to succeed in global economy where competition
Total Quality Management in Terry Fabric Manufacturing Pranjali Chandurkar, CTF Abstract The challenge that companies face as the 21st Century gets underway, is to succeed in global economy where competition
Real Lean vs Pretend Lean
 Real Lean vs Pretend Lean What s the Difference? Roger Olson January 10, 2006 SYSTEMS Quality Consulting 1 Agenda History of Real Lean What is Real Lean Where does pretend lean come from? (Case Studies)
Real Lean vs Pretend Lean What s the Difference? Roger Olson January 10, 2006 SYSTEMS Quality Consulting 1 Agenda History of Real Lean What is Real Lean Where does pretend lean come from? (Case Studies)
Lean Manufacturing Implementation in Small and Medium Industry
 Advances in Smart Systems Research ISSN 2050-8662 Vol. 5. No. 1 : pp.17-29 : isrp16-004 Lean Manufacturing Implementation in Small and Medium Industry N.H.Zakaria 1, N.M.Z.N.Mohamed 1,2 *, A.N.M.Rose 1,
Advances in Smart Systems Research ISSN 2050-8662 Vol. 5. No. 1 : pp.17-29 : isrp16-004 Lean Manufacturing Implementation in Small and Medium Industry N.H.Zakaria 1, N.M.Z.N.Mohamed 1,2 *, A.N.M.Rose 1,
INVENTORY MODELS. Defining Inventory. Different Types of Inventory
 INVENTORY MODELS Defining Inventory Inventory is an idle stock of physical goods that contain economic value, and are held in various forms by an organization in its custody awaiting packing, processing,
INVENTORY MODELS Defining Inventory Inventory is an idle stock of physical goods that contain economic value, and are held in various forms by an organization in its custody awaiting packing, processing,
Eliminate Waste and. Increase Value
 Eliminate Waste and Increase Value By Six Sigma Qualtec You don t need a dance partner to Poka-yoke, but it does help to have a supportive management team. No, Poka-yoke isn t a new dance; it s Japanese
Eliminate Waste and Increase Value By Six Sigma Qualtec You don t need a dance partner to Poka-yoke, but it does help to have a supportive management team. No, Poka-yoke isn t a new dance; it s Japanese
Lean Culture. Creating a Culture for continuous improvement to better serve our Customers
 Lean Culture Creating a Culture for continuous improvement to better serve our Customers Purpose: To understand the need for improvement and outcomes we can achieve through a new way of thinking,, leadingl
Lean Culture Creating a Culture for continuous improvement to better serve our Customers Purpose: To understand the need for improvement and outcomes we can achieve through a new way of thinking,, leadingl
The Goal is Lean. MTA English
 MTA English The Goal is Lean Eliyahu Goldratt s novel, The Goal, was a landmark book in the field of manufacturing management and is considered by many to be the book that sparked the Lean Manufacturing
MTA English The Goal is Lean Eliyahu Goldratt s novel, The Goal, was a landmark book in the field of manufacturing management and is considered by many to be the book that sparked the Lean Manufacturing
Managing the Lean Transformation
 Managing the Lean Transformation 22-23 February & 18-19 April 2016 Description: This four-day course will introduce operations managers to the system of philosophies and methods that are necessary for
Managing the Lean Transformation 22-23 February & 18-19 April 2016 Description: This four-day course will introduce operations managers to the system of philosophies and methods that are necessary for
PRINCIPLES OF LEAN MANUFACTURING. Purdue Manufacturing Extension Partnership (800)
") PRINCIPLES OF LEAN MANUFACTURING Purdue Manufacturing Extension Partnership (800) 877-5182 www.mep.purdue.edu What Is Lean? 2 Defining Lean Manufacturing Lean manufacturing is a systematic approach to
PRINCIPLES OF LEAN MANUFACTURING Purdue Manufacturing Extension Partnership (800) 877-5182 www.mep.purdue.edu What Is Lean? 2 Defining Lean Manufacturing Lean manufacturing is a systematic approach to
5S METHOD IN LEAN MANUFACTURING
 5S METHOD IN LEAN MANUFACTURING Professor Virgil POPA Ph D Master degree student Alina BIDIREANU Master degree student Mihai TOADER Valahia University of Targoviste virgilp51@yahoo.com Abstract LEAN MANUFACTURING
5S METHOD IN LEAN MANUFACTURING Professor Virgil POPA Ph D Master degree student Alina BIDIREANU Master degree student Mihai TOADER Valahia University of Targoviste virgilp51@yahoo.com Abstract LEAN MANUFACTURING