Antti Salonen PPU411
|
|
|
- Chrystal Flynn
- 5 years ago
- Views:
Transcription

1 PPU411 1

2 What is layout? Layout refers to the configuration of departments, work centers and equipment with particular emphasis on movement of work (customers or materials) through the system. The need for layout planning arises in the process of designing new facilities and redesigning existing facilities. Layout decisions: Require substantial investments (money and effort) Involve long-term commitments Impact the cost and efficiency of short-term operations 2
3 Layout types Layout requirements are determined by the type of operation. Less complexity, less divergence, and more line flows Process Characteristics (1) Customized process, with flexible and unique sequence of tasks (2) Disconnected line flows, moderately complex work (3) Connected line, highly repetitive work (4) Continuous flows (1) (2) (3) (4) Low-volume Multiple products with low Few major High volume, high products, made to moderate volume products, standardization, to customer higher commodity order volume products Job process Less customization and higher volume Small batch process Batch processes Large batch process Line process Continuous process 3
 Low volumes, high variety, least efficient, e.g. customized products.")

4 Layout strategy Fixed position (Project) Extremely low volumes (one of a kind), e.g. bridge, airplane. Process oriented (Job shop) Low volumes, high variety, least efficient, e.g. customized products. Product oriented (Line flow/batch production) High volumes, most efficient, e.g. books, furniture. Continuous flow Extremely high volumes, standard products, e.g. paper, milk. Hybrid layouts Warehouses Service layout 4



5 Production and Inventory Strategies Make-to-Stock Strategy Used by manufacturers that hold items in stock for immediate delivery, thereby minimizing customer delivery times. Assemble-to-Order Strategy Used by manufacturers that produce a wide variety of products from relatively few subassemblies and components after the customer orders are received. Make-to-Order Strategy Used by manufacturers that make products to customer specifications in low volumes. MTS: ATO: MTO: Supply Prognosis Driven (PD) PD DD PD PD DD OP OP OP DD Demand Driven (DD) Demand Consum e Consum e Consum e 5
6 Layout strategy Job shop process A process with the flexibility to produce a wide variety of products in significant quantities, with considerable complexity and divergence in the steps performed => Resources allocated around the process Line Process A process with high volumes and standardized products => Resources organized around the product Hybrid layout Create flow lines in parts of the workshop to increase efficiency, e.g. One worker multiple machines, Cell/Group technology. 6
7 Process vs product focus 7

8 Reasons for redesign Inefficient operations (e.g. bottlenecks) Accidents or safety hazards Changes in the design of products/services Introduction of new products/services Changes in volume (output or mix) Changes in methods or equipment Changes in environmental or other legal requirements Morale problems (e.g. lack of face-to face contact) 8
9 Designing Process Layouts Layout planning involves decisions about the physical arrangement of economic activity centers within a facility. An economic activity center could be anything that consumes space (e.g. a machine or a cafeteria) The goal is to allow workers and equipment to operate most efficiently. 9

10 Designing Process Layouts 1. What centers to include? 2. How much space does each center need? 3. How should each center be configurated? 4. Where should each center be located? 10
 2. Develop proposed block plan Closeness Factors Department 1 2 3 4 5 6 1.")
11 Designing Process Layouts Gather information Space requirements of each center Available space in the facility Closeness factor indicates which centers need to be located next to each other 1. Develop current block plan (allocates space and indicates placement of each department by trial and error) 2. Develop proposed block plan Closeness Factors Department Administration Social services Institutions Accounting 2 5. Education 1 6. Internal audit 3. Compare the two (e.g. using load-distance method) and make choice! 11
12 EXAMPLE 1 Designing process layouts (Block plan) 12
13 Salonen machining is a machine shop that produces a variety of small metal products on general-purpose equipment. A full shift of 26 workers and a second shift of 6 workers operate its 32 machines. Three types of information are needed to begin designing a revised layout for Salonen machining: Space requirements for each center, available space and closeness factors. Departments 3 and 4 can not be moved because of constraints in the building design. Space requirements for each center: Salonen machining has grouped its processes into six different departments: burr and grind, NC equipment, shipping and receiving, lathes and drills, tool crib, and inspection. The exact space requirements of each department, in square meters, are listed below. Department Area needed m 2 1. Burr and grind NC equipment Shipping and receiving Lathes and drills Tool crib Inspection 70 TOTAL: 540 The layout designer must tie space requirements to capacity plans, calculate the specific equipment and space needs for each center, and allow circulation space such as aisles and the like. 13
14 Available space: A block plan allocates space and indicates placement of each department. When describing a new facility layout, the plan need only provide the facility s dimensions and space allocations. When an existing facility layout is being modified, the current block plan also is needed. Salonen machining s available space is 36 meters by 15 meters, or 540 square meters. The designer could begin the design by dividing the total amount of space into six equal blocks (90 square meters each), even though inspection needs only 70 square meters. The equal space approximation shown in the figure below is good enough until the detailed layout stage, when larger departments (such as lathes and drills) are assigned more block space than smaller departments. Current Block Plan m 36m 14
15 Closeness factors: The layout designer must also know which centers need to be located close to one another. Location is based on the number of trips between centers and qualitative factors. Below is Salonen machining s trip matrix, which gives the number of trips (or some other measure of materials movement) between each pair of departments per day. Trips between departments Department 1. Burr and grind 2. NC equipment 3 Shipping and receiving 4 Lathes and drills 5 Tool crib 6 Inspection
16 Develop an acceptable block plan for Salonen machining, using trial and error. The goal is to minimize materials handling costs. Solution: A good place to start is with the largest closeness ratings in the trip matrix (say, 70 and above). Beginning with the largest number of trips and working down the list, you might plan to locate the departments as follows: Departments 3 and 6 close together Departments 1 and 6 close together Departments 2 and 5 close together Departments 4 and 5 close together Departments 3 and 4 should remain at their current locations because of the other considerations. If after several attempts you cannot meet all five requirements, drop one or more and try again. If you can meet all five easily, add more (such as for interactions below 70). The block plan in the figure shows a trial-and-error solutoion that satisfies all five requirements. We started by keeping departments 3 and 4 at their current locaitons. As the first requirement is to locate departments 3 and 6 close to each other, we put 6 in the southeast corner of the layout. The second requirement is to have departments 1 and 6 close together, so we place 1 in the space just to the left of 6, and so on. Proposed Block Plan m 15m 16

17 Improvement analysis: The table below includes all department pairs that have some load in between them. The Distance figures are based on recti-linear movements. Department pair Load Distance Current plan Load- Distance Distance Proposed plan Load-Distance Tot: Proposed Block Plan m Current Block Plan m 15m 36m 17
18 Technical considerations Requirements of different tasks If these are quite different, it may not be feasible to place the tasks in the same workstation. If these are incompatible, it may not even be feasible to put the work stations near each other. Human factors When humans are involved, tasks may take different amount of time to complete. Equipment limitations Space limitations 18
 for the product to move from one station to the next until its completion at the end of the line. The slowest station sets the output rate, e.g. 500/week.")
19 Designing Product Layouts Line balancing is the assignment of work elements to stations in a line. The goal is to achieve the desired output rate with the smallest number of workstations. Arranging stations in a sequence (line) for the product to move from one station to the next until its completion at the end of the line. The slowest station sets the output rate, e.g. 500/week. 19
20 Designing Product Layouts The goal is to match the output rate to the production plan. 1. The work is separated into work elements (the smallest units of work that can be performed independently) 2. A precedence diagram is constructed, which shows which work elements that must be performed before the next can begin. 3. Determine the desired output rate. 4. Calculate the cycle time (the maximum time allowed for work on a unit at each station) = 1/output rate 5. Assign work elements to stations. Balancing the line gives the minimum amount of stations for a determined output rate, still satisfying all precedence requirements Work Element Description Time (sec) Immediate Predecessor(s) A Bolt leg frame to hopper 40 None B Insert impeller shaft 30 A C Attach axle 50 A D Attach agitator 40 B E Attach drive wheel 6 B F Attach free wheel 25 C G Mount lower post 15 C H Attach controls 20 D, E I Mount nameplate 18 F, G A 40 C 50 B 30 F 25 D 40 G 15 Total 244 E 6 H 20 I 18 20
21 EXAMPLE 2 Designing product layouts (Line balancing) 21
22 EXAMPLE X.4 Green Grass, Inc., a manufacturer of lawn and garden equipment, is designing an assembly line to produce a new fertilizer spreader, the Big Broadcaster. Using the following information on the production process, construct a precedence diagram for the Big Broadcaster. Work Element Description Time (sec) Immediate Predecessor(s) A Bolt leg frame to hopper 40 None B Insert impeller shaft 30 A C Attach axle 50 A D Attach agitator 40 B E Attach drive wheel 6 B F Attach free wheel 25 C G Mount lower post 15 C H Attach controls 20 D, E I Mount nameplate 18 F, G Total
23 SOLUTION The figure shows the complete diagram. We begin with work element A, which has no immediate predecessors. Next, we add elements B and C, for which element A is the only immediate predecessor. After entering time standards and arrows showing precedence, we add elements D and E, and so on. The diagram simplifies interpretation. Work element F, for example, can be done D anywhere on the line after element C is completed. H However, element I must await completion of B 40 elements F and G. E A 40 C F I G
24 Designing Product Layouts Theoretical minimum no. of stations: TM = t/c [pc] t = total time required to assemble each unit c = cycle time Idle time (total unproductive time for all stations) IT= nc - t [min] n = no. of stations Efficiency (ratio of productive time to total time) E =( t/nc)*100 [%] Balance delay (amount by ) BD = 100 E [%] 24
25 EXAMPLE 3 Designing product layouts (Line balancing) 25
26 EXAMPLE X.5 Green Grass s plant manager just received marketing s latest forecasts of Big Broadcaster sales for the next year. She wants its production line to be designed to make 2,400 spreaders per week for at least the next 3 months. The plant will operate 40 hours per week. a. What should be the line s cycle time? b. What is the smallest number of workstations that she could hope for in designing the line for this cycle time? c. Suppose that she finds a solution that requires only five stations. What would be the line s efficiency? 26
27 SOLUTION a. First convert the desired output rate (2,400 units per week) to an hourly rate by dividing the weekly output rate by 40 hours per week to get units per hour. Then the cycle time is c = 1/r = 1/60 (hr/unit) = 1 minute/unit = 60 seconds/unit b. Now calculate the theoretical minimum for the number of stations by dividing the total time, St, by the cycle time, c = 60 seconds. Assuming perfect balance, we have TM = St 244 seconds = = or 5 stations c 60 seconds c. Now calculate the efficiency of a five-station solution, assuming for now that one can be found: St 244 Efficiency = (100) = = 81.3% nc 5(60) 27
28 Designing Product Layouts How to assign work elements to stations then Ranked Positional Weight Technique (RPWT) The rationale for the RPWT is that the positional weight is a measure of the task s importance. Tasks with a high positional weight imply much subsequent work and tasks depending on them. Also Longest work element first Shortest work element first Etc 28
29 Designing Product Layouts Ranked Positional Weight Technique (RPWT) 1. Construct a diagram of precedence relationships among the tasks (arrows indicate which tasks must proceed others) 2. For each task, add up the task times for that task and ALL tasks that must follow it directly and indirectly. This value is called positional weight for the task. 3. Select the task with the largest positional weight and assign it to the first work station. 4. Select the task with the next largest positional weight and assign it to the earliest possible work station that exists, as long as: The maximum cycle time is not exceeded All the task s predecessors must be assign to the same or earlier work stations 29
30 Largest work-element time rule Same procedure as RPWT, but instead of choosing the work-element with the highest RPW, choose the work-element with the largest time (as long as the precedence requirements are fulfilled). 30
31 EXAMPLE 4 Designing product layouts (Line balancing) 31
32 Find a line balancing solution for Green Grass Inc. using the RPWT technique Work Element Description Time (sec) Immediate Predecessor(s) A Bolt leg frame to hopper 40 None B Insert impeller shaft 30 A C Attach axle 50 A B 30 D 40 E H 20 D Attach agitator 40 B E Attach drive wheel 6 B F Attach free wheel 25 C G Mount lower post 15 C H Attach controls 20 D, E I Mount nameplate 18 F, G Total 244 A 40 C 50 F 25 G 6 I 18 Theoretical minimum no of stations = 5 Cycle time = 60 sec 15 32
33 Find a line balancing solution for Green Grass Inc. using the RPWT technique Work Element Description Time (sec) Immediate Predecessor(s) A Bolt leg frame to hopper 40 None B Insert impeller shaft 30 A C Attach axle 50 A D Attach agitator 40 B E Attach drive wheel 6 B F Attach free wheel 25 C G Mount lower post 15 C H Attach controls 20 D, E I Mount nameplate 18 F, G Total 244 A 40 C 50 B 30 F 25 D 40 E 6 H 20 I Theoretical minimum no of stations = 5 Cycle time = 60 sec G
34 34
35 Solution: Station Candidates Choice Cumulative time Idle time S1 A A S2 B,C C S3 B, F, G B E, F, G F 55 5 S4 D, E, G D E, G G 55 5 S5 E, I I E E H H When implementing this solution, we must observe precedence requirements within each station. For example, the worker at station S5 can do element I at any time but cannot start element H until element E is finnished. 35
36 B 30 D 40 E H 20 A 40 C 50 F 25 6 I G
37 37
38 The manager of a computer assembly line plans to produce 100 assembled computers per 10-hour workday. Work element data for the assembly is shown in the table below. Work element Time (minutes) Immediate predecessors A 2 None B 3 A C 1 B D 5 B E 5 C, D F 4 E G 1 D, E H 2 F I 6 G J 4 H K 2 I, J L 6 K a) Draw a precedence diagram. b) What cycle time (in minutes) results in the desired output rate? c) What is the theoretical minimum number of work stations? d) Using trial and error, balance the line as best as you can. e) What is the efficiency of your solution? 38


39 C A B E F H J K L D G I 39
40 C A B E F H J K L D G I Work element Time (minutes) RPW A 2 41 B 3 39 C 1 31 D 5 35 E 5 30 F 4 18 G 1 15 H 2 14 I 6 14 J 4 12 K 2 8 L 6 6 WS Candidates CT 1 A, B, C 6 2 D 5 3 E, G 6 4 F, H 6 5 I 6 6 J, K 6 7 L 6 40



41 WS1 C WS4 WS6 WS7 A B E F H J K L D WS2 G WS3 I WS5 41
42 Improving line efficiency 42
43 Parallel workstations Bottlenecks may be the result of difficult or very long tasks and may disrupt the flow of products down the line. In these situations, parallel workstations increase the work flow and provide flexibility. 43

44 Mixed model lines Still another approach is to design the line to handle multiple products, often referred to as mixed model lines. This implies that the products have to be similar with similar work elements. This approach offers great flexibility in varying the amount of output of the products. One example is found in the automotive industry where cars are often made on the same platform. 44

45 Workers Another approach to achieving a balanced line is to cross train workers to be able to perform multiple tasks. This implies that a worker with temporarily increased idle time can assist other workers to maintain the flow of the line, so called dynamic line balancing. 45
46 Improving job shop efficiency A job shop has the least efficiency Þ Creating a line flow in parts of the job shop will increase efficiency! One worker multiple machines Cell/Group technology These are called hybrid layouts! 46
 The machine set-up can be changed to produce different products or")
47 One worker multiple machines One worker operates several machines simultaneously to achieve line flow (moves from one machine to the next) The machine set-up can be changed to produce different products or parts 47

48 Cell/Group technology This manufacturing technique groups parts or products with similar characteristics into families and sets aside groups of machines for their production => A line within the job shop. Based on shape, size, manufacturing requirements etc. Goal: efficient production with minimal change-over and set-up times 48
49 EXAMPLE 5 Cell/Group technology 49
50 50
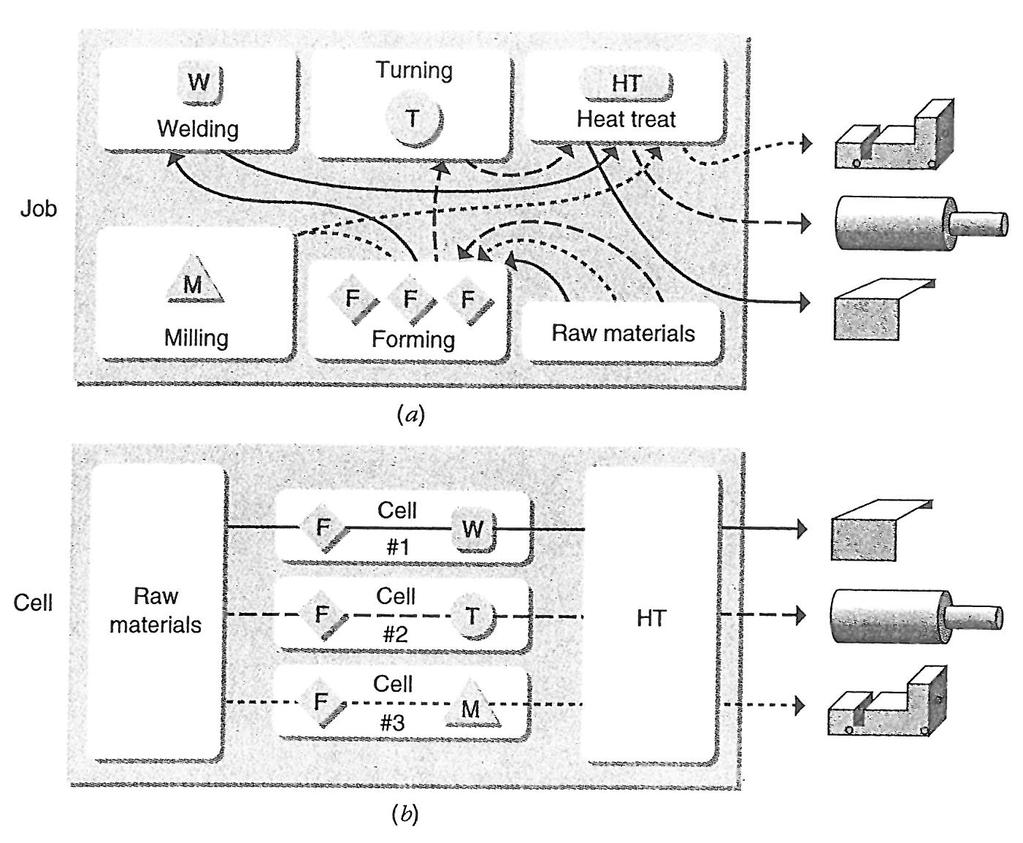
51 Lathing Milling Drilling L L M M D D L L M M D D Grinding L L M M G G L L A Assembly A G G Receiving and shipping A A G G (a) Jumbled flows in a job shop without GT cells 51
52 L L M D Cell 1 Cell 2 G A Assembly area A Receiving L M G G Cell 3 L M D Shipping (b) Line flows in a job shop with three GT cells 52


53 Volvo CE, CS-09 Before: After: 53
54 Storage layouts The design of storage facilities present a different set of factors than the design of factory layouts. Frequency of order is an important consideration: Items that are ordered frequently should be placed near the entrance of the facility Items that are ordered infrequently should be placed in the rear of the facility. The goal is to minimize picking time and transportation (distance of movement and travel time)! 54

55 Storage layouts If items are ordered/sold together it is beneficial to store them close to each other. Other considerations: Width and length of aisles Height of storage racks Need to periodically make a physical count of stored items Modes of internal transport Level of automation 55
56 EXAMPLE 6 Storage Layout 56
57 57
58 58

59 Office layouts Office layouts are undergoing transformations as the flow of paperwork is replaced by electronic communications. This implies that there is less need to place office workers in a layout that optimizes a physical flow. However, providing efficient use of space and possibilities for cooperation between colleagues are of course important issues. 59
60 Relevant book chapters Chapter: Developing a process strategy Layout Chapter: Managing process constraints Chapter: Designing lean systems Designing lean systems layouts 60


61 Questions? Next lecture on Tuesday Aggregate planning 61
İŞL 343 Üretim İşlemler Yönetimi Bahar Dönemi. Chapter 6. Melike Meterelliyoz Kuyzu
 İŞL 343 Üretim İşlemler Yönetimi 2010-2011 Bahar Dönemi Chapter 6 Melike Meterelliyoz Kuyzu Learning Objectives Explain the strategic importance of process selection. Explain the influence that process
İŞL 343 Üretim İşlemler Yönetimi 2010-2011 Bahar Dönemi Chapter 6 Melike Meterelliyoz Kuyzu Learning Objectives Explain the strategic importance of process selection. Explain the influence that process
Student: 2. As a general rule, continuous processing systems produce products for inventory rather than for customer order.
 ch6ch6 Student: 1. Continuous processing is the best way to produce customized output. True False 2. As a general rule, continuous processing systems produce products for inventory rather than for customer
ch6ch6 Student: 1. Continuous processing is the best way to produce customized output. True False 2. As a general rule, continuous processing systems produce products for inventory rather than for customer
Learning Objectives. Facility Layout. Layout. Strategic Importance of Layout. Layout Strategy Concerns. Importance of Layout Decisions
 Learning Objectives Facility Layout Dr. Richard Jerz List some reasons for redesign of layouts. Describe the basic layout types. List the main advantages and disadvantages of product layouts and process
Learning Objectives Facility Layout Dr. Richard Jerz List some reasons for redesign of layouts. Describe the basic layout types. List the main advantages and disadvantages of product layouts and process
Process Selection and Facility Layout. Chapter 6
 Process Selection and Facility Layout Chapter 6 Introduction Process selection and capacity planning influence system design Capital intensity Process flexibility 2 Technology Refers to applications of
Process Selection and Facility Layout Chapter 6 Introduction Process selection and capacity planning influence system design Capital intensity Process flexibility 2 Technology Refers to applications of
Manufacturing and Service Process Structures
 CHAPTER FIVE Manufacturing and Service Process Structures McGraw-Hill/Irwin Copyright 2011 by the McGraw-Hill Companies, Inc. All rights reserved. Where We Are Now Relationships Sustainability Globalization
CHAPTER FIVE Manufacturing and Service Process Structures McGraw-Hill/Irwin Copyright 2011 by the McGraw-Hill Companies, Inc. All rights reserved. Where We Are Now Relationships Sustainability Globalization
Charting and Diagramming Techniques for Operations Analysis. How to Analyze the Chart or Diagram. Checklist of Questions - Example
 Chapter 9 Charting and Diagramming Techniques for Operations Analysis Sections: 1. Overview of Charting and Diagramming Techniques 2. Network Diagrams 3. Traditional Engineering Charting and Diagramming
Chapter 9 Charting and Diagramming Techniques for Operations Analysis Sections: 1. Overview of Charting and Diagramming Techniques 2. Network Diagrams 3. Traditional Engineering Charting and Diagramming
Process Strategy Chapter 4
 Process Strategy Chapter 4 How Process Strategy fits the Operations Management Philosophy Operations As a Competitive Weapon Operations Strategy Project Management Process Strategy Process Analysis Process
Process Strategy Chapter 4 How Process Strategy fits the Operations Management Philosophy Operations As a Competitive Weapon Operations Strategy Project Management Process Strategy Process Analysis Process
Methods of Solving Assembly Line Balancing Problem
 Methods of Solving Assembly Line Balancing Problem Dr. Raju N. Panchal 1, Anant D.Awasare 2,Sarafaraj.J.Mulani 3 1 Professor, Mechanical Engineering Dept, AGTI s DACOE Karad, (India) 2,3 Assistant Professor,
Methods of Solving Assembly Line Balancing Problem Dr. Raju N. Panchal 1, Anant D.Awasare 2,Sarafaraj.J.Mulani 3 1 Professor, Mechanical Engineering Dept, AGTI s DACOE Karad, (India) 2,3 Assistant Professor,
Methods Engineering. Methods Engineering
 Methods Engineering 1 Methods Engineering Part II Chapters: 8. Introduction to Methods Engineering and Operations Analysis 9. Charting Techniques 10.Motion Study and Work Design 2 1 Chapter 8 Introduction
Methods Engineering 1 Methods Engineering Part II Chapters: 8. Introduction to Methods Engineering and Operations Analysis 9. Charting Techniques 10.Motion Study and Work Design 2 1 Chapter 8 Introduction
Manufacturing Resource Planning
 Outline Manufacturing Resource Planning MRP The Strategic Importance of Short- Term Scheduling Scheduling Issues Forward and Backward Scheduling Scheduling Criteria Outline Continued Scheduling Process-Focused
Outline Manufacturing Resource Planning MRP The Strategic Importance of Short- Term Scheduling Scheduling Issues Forward and Backward Scheduling Scheduling Criteria Outline Continued Scheduling Process-Focused
CHAPTER 1 INTRODUCTION
 1 CHAPTER 1 INTRODUCTION 1.1 FACILITY LAYOUT DESIGN Layout design is nothing but the systematic arrangement of physical facilities such as production machines, equipments, tools, furniture etc. A plant
1 CHAPTER 1 INTRODUCTION 1.1 FACILITY LAYOUT DESIGN Layout design is nothing but the systematic arrangement of physical facilities such as production machines, equipments, tools, furniture etc. A plant
HS-OWL UniTS Operations management Process design
 Process design Introduction Products, services and the processes which produce them all have to be designed. Design is an activity (mainly conceptual) which must produce a solution that will achieve a
Process design Introduction Products, services and the processes which produce them all have to be designed. Design is an activity (mainly conceptual) which must produce a solution that will achieve a
Transportation Theory and Applications
 Fall 2017 - MTAT.08.043 Transportation Theory and Applications Lecture I: Introduction A. Hadachi Course Syllabus Lecturer: Amnir Hadachi Course website: https://courses.cs.ut.ee/2017/transport/fall Office
Fall 2017 - MTAT.08.043 Transportation Theory and Applications Lecture I: Introduction A. Hadachi Course Syllabus Lecturer: Amnir Hadachi Course website: https://courses.cs.ut.ee/2017/transport/fall Office
Process Strategy. Copyright 2010 Pearson Education, Inc. Publishing as Prentice Hall.
 2 Process Strategy Copyright 2010 Pearson Education, Inc. Publishing as Prentice Hall. 2 1 Operations As a Competitive Weapon Operations Strategy Project Management Process Strategy Process Analysis Process
2 Process Strategy Copyright 2010 Pearson Education, Inc. Publishing as Prentice Hall. 2 1 Operations As a Competitive Weapon Operations Strategy Project Management Process Strategy Process Analysis Process
Manual Assembly Lines
 Manual Assembly Lines Sections: 1. Fundamentals of Manual Assembly Lines 2. Analysis of Single Model Assembly Lines 3. Line Balancing Algorithms 4. Other Considerations in Assembly Line Design 5. Alternative
Manual Assembly Lines Sections: 1. Fundamentals of Manual Assembly Lines 2. Analysis of Single Model Assembly Lines 3. Line Balancing Algorithms 4. Other Considerations in Assembly Line Design 5. Alternative
Manufacturing Systems & Single Station Manufacturing. Lecture 2
 Manufacturing Systems & Single Station Manufacturing Lecture 2 Manufacturing Systems in Production Sstem System Manufacturing System Defined A collection o of integrated equipment e and human resources,
Manufacturing Systems & Single Station Manufacturing Lecture 2 Manufacturing Systems in Production Sstem System Manufacturing System Defined A collection o of integrated equipment e and human resources,
CHAPTER 3 FLOW, SPACE, AND ACTIVITY RELATIONSHIPS. In determining the requirement of a facility, three important consideration are: Flow
 1 CHAPTER 3 FLOW, SPACE, AND ACTIVITY RELATIONSHIPS Asst.Prof.Dr.BusabaPhruksaphanrat IE333 Industrial Plant Design Introduction 2 In determining the requirement of a facility, three important consideration
1 CHAPTER 3 FLOW, SPACE, AND ACTIVITY RELATIONSHIPS Asst.Prof.Dr.BusabaPhruksaphanrat IE333 Industrial Plant Design Introduction 2 In determining the requirement of a facility, three important consideration
CAD/CAM CHAPTER ONE INTRODUCTION. Dr. Ibrahim Naimi
 CAD/CAM CHAPTER ONE INTRODUCTION Dr. Ibrahim Naimi Production System Facilities The facilities in the production system are the factory, production machines and tooling, material handling equipment,
CAD/CAM CHAPTER ONE INTRODUCTION Dr. Ibrahim Naimi Production System Facilities The facilities in the production system are the factory, production machines and tooling, material handling equipment,
Chapter 2. 2 Literature review
 2 Literature review Chapter 2 This chapter discuss about findings from the literature review. The literature review is focused on layout planning methods, efficiency improvement in layout planning special
2 Literature review Chapter 2 This chapter discuss about findings from the literature review. The literature review is focused on layout planning methods, efficiency improvement in layout planning special
7/8/2017 CAD/CAM. Dr. Ibrahim Al-Naimi. Chapter one. Introduction
 CAD/CAM Dr. Ibrahim Al-Naimi Chapter one Introduction 1 2 3 Production System Facilities The facilities in the production system are the factory, production machines and tooling, material handling equipment,
CAD/CAM Dr. Ibrahim Al-Naimi Chapter one Introduction 1 2 3 Production System Facilities The facilities in the production system are the factory, production machines and tooling, material handling equipment,
Lecture 6. Capacity and Facilities. Lecture Outline. Capacity. Maximum capability to produce Capacity planning
 MGS4700 Operations Management Capacity and Facilities ecture 6 ecture Outline Capacity Planning Facility ayout Basic ayouts Designing Process ayouts Designing Service ayouts Designing Product ayouts Hybrid
MGS4700 Operations Management Capacity and Facilities ecture 6 ecture Outline Capacity Planning Facility ayout Basic ayouts Designing Process ayouts Designing Service ayouts Designing Product ayouts Hybrid
Ch 15 Manual Assembly Lines
 Ch 15 Manual Assembly Lines Sections: 1. Fundamentals of Manual Assembly Lines 2. Analysis of Single Model Assembly Lines 3. Line Balancing Algorithms 4. Mixed Model Assembly Lines 5. Workstation Considerations
Ch 15 Manual Assembly Lines Sections: 1. Fundamentals of Manual Assembly Lines 2. Analysis of Single Model Assembly Lines 3. Line Balancing Algorithms 4. Mixed Model Assembly Lines 5. Workstation Considerations
Chapter 5 Location and Layout Strategies
 Chapter 5 Location and Layout Strategies Outline The Strategic Importance Of Location Factors That Affect Location Decisions Methods Of Evaluating Location Alternatives The Strategic Importance Of Layout
Chapter 5 Location and Layout Strategies Outline The Strategic Importance Of Location Factors That Affect Location Decisions Methods Of Evaluating Location Alternatives The Strategic Importance Of Layout
Chapter 17. Synchronizing and Balancing Processes. Level the master production schedule. Production. Time
 Chapter 17 Synchronizing and Balancing Processes 1 Goal Achieve uniform flow Level the master production schedule Production Time Avg. Reduce the size of batches produced for final assembly Production
Chapter 17 Synchronizing and Balancing Processes 1 Goal Achieve uniform flow Level the master production schedule Production Time Avg. Reduce the size of batches produced for final assembly Production
Factors that influence layout
 Facility Layout Design : Arrangement of machines, storage areas, and/or work areas usually within the confines of a physical structure, such as a retail store, an office, a warehouse, or a manufacturing
Facility Layout Design : Arrangement of machines, storage areas, and/or work areas usually within the confines of a physical structure, such as a retail store, an office, a warehouse, or a manufacturing
CHAPTER 1 INTRODUCTION
 1 CHAPTER 1 INTRODUCTION 1.1 MANUFACTURING SYSTEM Manufacturing, a branch of industry, is the application of tools and processes for the transformation of raw materials into finished products. The manufacturing
1 CHAPTER 1 INTRODUCTION 1.1 MANUFACTURING SYSTEM Manufacturing, a branch of industry, is the application of tools and processes for the transformation of raw materials into finished products. The manufacturing
Tech 45: Unit 2. Manufacturing Facilities Design Procedures and Analysis Tools
 Tech 45: Unit 2 Manufacturing Facilities Design Procedures and Analysis Tools Introduction Like all industrial activities, manufacturing facilities design requires proper planning and coordination of critical
Tech 45: Unit 2 Manufacturing Facilities Design Procedures and Analysis Tools Introduction Like all industrial activities, manufacturing facilities design requires proper planning and coordination of critical
INTRODUCTION. LEVEL 1: Global site location. LEVEL 2: Supra-space plan
 INTRODUCTION RI-1504 Lecture Notes #1 Stefanus Eko Wiratno Departement of Industrial Engineering Sepuluh Nopember Institute of Technology (ITS) eko.w@ie.its-sby.edu 2004 RI-1504/PF/SEW/2004/#1 1 Frame
INTRODUCTION RI-1504 Lecture Notes #1 Stefanus Eko Wiratno Departement of Industrial Engineering Sepuluh Nopember Institute of Technology (ITS) eko.w@ie.its-sby.edu 2004 RI-1504/PF/SEW/2004/#1 1 Frame
Logistics Strategy Leagile Thinking
 Logistics Strategy Leagile Thinking Kate Hughes & John Whiteley 1 Managing the Lead Time Frontier Time is a simple measure By following the flow through a process we can see where is lost. data can be
Logistics Strategy Leagile Thinking Kate Hughes & John Whiteley 1 Managing the Lead Time Frontier Time is a simple measure By following the flow through a process we can see where is lost. data can be
TOPIC 2 : WORK METHODS 2.1 Elemental breakdowns 2.2 Performance rating 2.3 Personal, fatigue, unavoidable delay allowances 2.4 Workload and line balan
 TOPIC 2 WORK METHODS TOPIC 2 : WORK METHODS 2.1 Elemental breakdowns 2.2 Performance rating 2.3 Personal, fatigue, unavoidable delay allowances 2.4 Workload and line balancing 2.5 Machine and process studies
TOPIC 2 WORK METHODS TOPIC 2 : WORK METHODS 2.1 Elemental breakdowns 2.2 Performance rating 2.3 Personal, fatigue, unavoidable delay allowances 2.4 Workload and line balancing 2.5 Machine and process studies
International Journal of Technical Research (IJTR) Vol. 5, Issue 1, Mar-Apr 2016
 Vol. 5, Issue 1, Mar-Apr 2016") Experimental Study For Assembly Line Balancing Using Largest Candidate Rule Algorithm In Automoblie Lighting Industries A Case Study Ankur Malik 1, Umed Khod 2 1 M.Tech, Scholar, 2 Assistant Prof. Department
Experimental Study For Assembly Line Balancing Using Largest Candidate Rule Algorithm In Automoblie Lighting Industries A Case Study Ankur Malik 1, Umed Khod 2 1 M.Tech, Scholar, 2 Assistant Prof. Department
BIZ Production & Operations Management. Sung Joo Bae, Assistant Professor. Yonsei University School of Business
 BIZ2121-04 Production & Operations Management Process Design Sung Joo Bae, Assistant Professor Yonsei University School of Business Disclaimer: Many slides in this presentation file are from the copyrighted
BIZ2121-04 Production & Operations Management Process Design Sung Joo Bae, Assistant Professor Yonsei University School of Business Disclaimer: Many slides in this presentation file are from the copyrighted
CLASSIFICATION OF LAYOUT ( )
") CLASSIFICATION OF LAYOUT (2016-2017) Layouts can be classified into the following five categories: 1. Process layout 2. Product layout 3. Combination layout 4. Fixed position layout 5. Group layout 1-
CLASSIFICATION OF LAYOUT (2016-2017) Layouts can be classified into the following five categories: 1. Process layout 2. Product layout 3. Combination layout 4. Fixed position layout 5. Group layout 1-
Planning manufacturing systems
 Planning manufacturing systems When planning manufacturing systems, the degree of automation that can economically be justified must be considered. Experience has shown that the most successful ones are
Planning manufacturing systems When planning manufacturing systems, the degree of automation that can economically be justified must be considered. Experience has shown that the most successful ones are
Project and Production Management Prof. Arun Kanda Department of Mechanical Engineering Indian Institute of Technology, Delhi
 Project and Production Management Prof. Arun Kanda Department of Mechanical Engineering Indian Institute of Technology, Delhi Lecture - 31 Layout Planning In the last lecture we were talking about some
Project and Production Management Prof. Arun Kanda Department of Mechanical Engineering Indian Institute of Technology, Delhi Lecture - 31 Layout Planning In the last lecture we were talking about some
Prof. John W. Sutherland. April 10, Lecture #34. Service Processes & Systems Dept. of Mechanical Engineering - Engineering Mechanics
 Lecture #34 Prof. John W. Sutherland April 10, 2006 Lessons from Manufacturing Layouts Processes Project Batch Job shop Line Flow Continuous Equipment General purpose Specialized From Van Bennekom (2005)
Lecture #34 Prof. John W. Sutherland April 10, 2006 Lessons from Manufacturing Layouts Processes Project Batch Job shop Line Flow Continuous Equipment General purpose Specialized From Van Bennekom (2005)
PRODUCTION SCHEDULING PART-A
 PRODUCTION SCHEDULING PART-A 1. List out any five priority sequencing rules. (Nov-2017) First come, first served (FCFS) Last come, first served (LCFS) Earliest due date (EDD) Shortest processing time (SPT)
PRODUCTION SCHEDULING PART-A 1. List out any five priority sequencing rules. (Nov-2017) First come, first served (FCFS) Last come, first served (LCFS) Earliest due date (EDD) Shortest processing time (SPT)
PLUS VALUE STREAM MAPPING
 LEAN PRINCIPLES PLUS VALUE STREAM MAPPING Lean Principles for the Job Shop (v. Aug 06) 1 Lean Principles for the Job Shop (v. Aug 06) 2 Lean Principles for the Job Shop (v. Aug 06) 3 Lean Principles for
LEAN PRINCIPLES PLUS VALUE STREAM MAPPING Lean Principles for the Job Shop (v. Aug 06) 1 Lean Principles for the Job Shop (v. Aug 06) 2 Lean Principles for the Job Shop (v. Aug 06) 3 Lean Principles for
EDMM Cycle Time Definitions and Line Balancing (Yamazumi) Charting
 Charting") EDMM 487 Cycle Time Definitions and Line Balancing (Yamazumi) Charting 1 EDMM 487 2 EDMM 487 Ideal Cycle Time: The maximum time (generally in seconds) to perform a process; in terms of Standardized Work,
EDMM 487 Cycle Time Definitions and Line Balancing (Yamazumi) Charting 1 EDMM 487 2 EDMM 487 Ideal Cycle Time: The maximum time (generally in seconds) to perform a process; in terms of Standardized Work,
Process Strategy Chapter 3
 Process Strategy Chapter 3 03-01 What is Process Strategy? Process Strategy The pattern of decisions made in managing processes, so that the processes will achieve their competitive priorities. 03-02 Supply
Process Strategy Chapter 3 03-01 What is Process Strategy? Process Strategy The pattern of decisions made in managing processes, so that the processes will achieve their competitive priorities. 03-02 Supply
Lean manufacturing concept: the main factor in improving manufacturing performance a case study
 Int. J. Manufacturing Technology and Management, Vol. 17, No. 4, 2009 353 Lean manufacturing concept: the main factor in improving manufacturing performance a case study N. Zakuan* Lecturer, UTHM, Parit
Int. J. Manufacturing Technology and Management, Vol. 17, No. 4, 2009 353 Lean manufacturing concept: the main factor in improving manufacturing performance a case study N. Zakuan* Lecturer, UTHM, Parit
Supply Chain Management Department Sprott School of Business, Carleton University. BUSI 2301 Operations Management. Winter 2013.
 Name: Student I: Section: / B / C Supply Chain Management epartment Sprott School of Business, Carleton University BUSI 2301 Operations Management Winter 2013 Midterm Exam March 2nd, 2013 Instructor: lan
Name: Student I: Section: / B / C Supply Chain Management epartment Sprott School of Business, Carleton University BUSI 2301 Operations Management Winter 2013 Midterm Exam March 2nd, 2013 Instructor: lan
IV/IV B.Tech (Mech. Engg.) 7th sem, Regular Exam, Nov Sub: OPERATIONS MANAGEMENT [14ME705/A] Scheme of valuation cum Solution set
![IV/IV B.Tech (Mech. Engg.) 7th sem, Regular Exam, Nov Sub: OPERATIONS MANAGEMENT [14ME705/A] Scheme of valuation cum Solution set](/thumbs/88/114995879.jpg "IV/IV B.Tech (Mech. Engg.) 7th sem, Regular Exam, Nov Sub: OPERATIONS MANAGEMENT [14ME705/A] Scheme of valuation cum Solution set") IV/IV B.Tech (Mech. Engg.) 7th sem, Regular Exam, Nov 2017 Sub: OPERATIONS MANAGEMENT [14ME705/A] Scheme of valuation cum Solution set 1 1 x 12 = 12 M a) Forecasts are estimates of occurrence, timing or
IV/IV B.Tech (Mech. Engg.) 7th sem, Regular Exam, Nov 2017 Sub: OPERATIONS MANAGEMENT [14ME705/A] Scheme of valuation cum Solution set 1 1 x 12 = 12 M a) Forecasts are estimates of occurrence, timing or
ENM 102 Introduction to Industrial Engineering. Chapter 4 Facilities Location and Layout
 ENM 102 Introduction to Industrial Engineering Chapter 4 Facilities Location and Layout 1 Introduction A facility is something built or established to serve a purpose. Facilities management is a location
ENM 102 Introduction to Industrial Engineering Chapter 4 Facilities Location and Layout 1 Introduction A facility is something built or established to serve a purpose. Facilities management is a location
Flexible Manufacturing systems. Lec 4. Dr. Mirza Jahanzaib
 Flexible Manufacturing systems AB A. Bottleneck kmdl Model Lec 4 Dr. Mirza Jahanzaib Where to Apply FMS Technology The plant presently either: Produces parts in batches or Uses manned GT cells and management
Flexible Manufacturing systems AB A. Bottleneck kmdl Model Lec 4 Dr. Mirza Jahanzaib Where to Apply FMS Technology The plant presently either: Produces parts in batches or Uses manned GT cells and management
"Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007
 "Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007 LAKRE 2007 1 Lean Manufacturing What is Lean Manufacturing? A philosophy
"Value Stream Mapping How does Reliability play a role in making Lean Manufacturing a Success " Presented by Larry Akre May 17, 2007 LAKRE 2007 1 Lean Manufacturing What is Lean Manufacturing? A philosophy
PLANT LAYOUT & AUTOMATED MATERIAL HANDLING
 CS/B.TECH (PE)/SEM-8/PE-801/2013 2013 PLANT LAYOUT & AUTOMATED MATERIAL HANDLING Time Allotted : 3 Hours Full Marks : 70 The figures in the margin indicate full marks. Candidates are required to give their
CS/B.TECH (PE)/SEM-8/PE-801/2013 2013 PLANT LAYOUT & AUTOMATED MATERIAL HANDLING Time Allotted : 3 Hours Full Marks : 70 The figures in the margin indicate full marks. Candidates are required to give their
Value Stream Mapping Train the Trainer
 Value Stream Mapping Train the Trainer Information For A Process Data Box (to be collected on the shop floor) Cycle time Changeover time Process reliability (uptime) Scrap/Rework/Defect rate Number of
Value Stream Mapping Train the Trainer Information For A Process Data Box (to be collected on the shop floor) Cycle time Changeover time Process reliability (uptime) Scrap/Rework/Defect rate Number of
2
 1 2 3 4 5 6 7 8 9 10 A process layout groups machinery and equipment according to their functions. The work in process moves around the plant to reach different workstations. A process layout often facilitates
1 2 3 4 5 6 7 8 9 10 A process layout groups machinery and equipment according to their functions. The work in process moves around the plant to reach different workstations. A process layout often facilitates
Subbu Ramakrishnan. Manufacturing Finance with SAP. ERP Financials. Bonn Boston
 Subbu Ramakrishnan Manufacturing Finance with SAP ERP Financials Bonn Boston Contents at a Glance 1 Overview of Manufacturing Scenarios Supported by SAP... 25 2 Overview of Finance Activities in a Make-to-Stock
Subbu Ramakrishnan Manufacturing Finance with SAP ERP Financials Bonn Boston Contents at a Glance 1 Overview of Manufacturing Scenarios Supported by SAP... 25 2 Overview of Finance Activities in a Make-to-Stock
ISE480 Sequencing and Scheduling
 ISE480 Sequencing and Scheduling INTRODUCTION ISE480 Sequencing and Scheduling 2012 2013 Spring term What is Scheduling About? Planning (deciding what to do) and scheduling (setting an order and time for
ISE480 Sequencing and Scheduling INTRODUCTION ISE480 Sequencing and Scheduling 2012 2013 Spring term What is Scheduling About? Planning (deciding what to do) and scheduling (setting an order and time for
Ch 19 Flexible Manufacturing Systems
 Ch 19 Flexible Manufacturing Systems Sections: 1. What is a Flexible Manufacturing System? 2. FMS Components 3. FMS Applications and Benefits 4. FMS Planning and Implementation Issues 5. Quantitative Analysis
Ch 19 Flexible Manufacturing Systems Sections: 1. What is a Flexible Manufacturing System? 2. FMS Components 3. FMS Applications and Benefits 4. FMS Planning and Implementation Issues 5. Quantitative Analysis
2 Production Planning
 1 2 Production Planning "The wise man must be wise before, not after, the event." (Epicharmus, approx. 550 BC 460 BC) In this chapter I will present the basic planning approaches used in the SAP system.
1 2 Production Planning "The wise man must be wise before, not after, the event." (Epicharmus, approx. 550 BC 460 BC) In this chapter I will present the basic planning approaches used in the SAP system.
Mahendra Singh 1, Prof. (Dr.) Archana Nema 2 1 M. Tech (IEM) Student, BIST, RGPV, Bhopal (M.P) IJRASET: All Rights are Reserved
 Archana Nema 2 1 M. Tech (IEM) Student, BIST, RGPV, Bhopal (M.P) IJRASET: All Rights are Reserved") Enhancing Assembly Line Efficiency Using RPW Method and Kw Method in Eicher Tractor Limited Mahendra Singh 1, Prof. (Dr.) Archana Nema 2 1 M. Tech (IEM) Student, BIST, RGPV, Bhopal (M.P) 2 GUIDE M. Tech,
Enhancing Assembly Line Efficiency Using RPW Method and Kw Method in Eicher Tractor Limited Mahendra Singh 1, Prof. (Dr.) Archana Nema 2 1 M. Tech (IEM) Student, BIST, RGPV, Bhopal (M.P) 2 GUIDE M. Tech,
Code No: RR Set No. 1
 Code No: RR410310 Set No. 1 IV B.Tech I Semester Supplimentary Examinations, February 2008 AUTOMATION IN MANUFACTURE ( Common to Mechanical Engineering and Production Engineering) Time: 3 hours Max Marks:
Code No: RR410310 Set No. 1 IV B.Tech I Semester Supplimentary Examinations, February 2008 AUTOMATION IN MANUFACTURE ( Common to Mechanical Engineering and Production Engineering) Time: 3 hours Max Marks:
Intermediate Systems Acquisitions Course. The Manufacturing Process
 The Manufacturing Process Historically, for hardware-intensive programs, production and deployment costs account for about one third of the total life cycle cost of a system. These ratios will vary for
The Manufacturing Process Historically, for hardware-intensive programs, production and deployment costs account for about one third of the total life cycle cost of a system. These ratios will vary for
JIT AND Lean Operations 14-1
 Chapter 15 JIT AND Lean Operations 14-1 Product Structure Tree = Shop floor layouts A B(4) C(2) D(2) E(1) D(3) F(2) MRP vs. JIT 14-2 JIT/Lean Production Just-in-time: Repetitive production system in which
Chapter 15 JIT AND Lean Operations 14-1 Product Structure Tree = Shop floor layouts A B(4) C(2) D(2) E(1) D(3) F(2) MRP vs. JIT 14-2 JIT/Lean Production Just-in-time: Repetitive production system in which
JUST IN TIME. Manuel Rincón, M.Sc. October 22nd, 2004
 JUST IN TIME Manuel Rincón, M.Sc. October 22nd, 2004 Lecture Outline 1. Just-in-Time Philosophy 2. Suppliers Goals of JIT Partnerships Concerns of Suppliers 3. JIT Layout Distance Reduction Increased Flexibility
JUST IN TIME Manuel Rincón, M.Sc. October 22nd, 2004 Lecture Outline 1. Just-in-Time Philosophy 2. Suppliers Goals of JIT Partnerships Concerns of Suppliers 3. JIT Layout Distance Reduction Increased Flexibility
MASTER PRODUCTION SCHEDULE (MPS)
") MASTER PRODUCTION SCHEDULE (MPS) Anticipated build schedule for manufacturing end products (or product options) A statement of production, not a statement of market demand MPS takes into account capacity
MASTER PRODUCTION SCHEDULE (MPS) Anticipated build schedule for manufacturing end products (or product options) A statement of production, not a statement of market demand MPS takes into account capacity
Rural transport survey techniques Session: 5.5 Part 1
 RURAL TRANSPORT TRAINING MATERIALS Module 5: Social and Environmental Issues Rural transport survey techniques Session: 5.5 Part 1 Presentation: 5.5a The Training Modules Module 1. Policies and Strategies
RURAL TRANSPORT TRAINING MATERIALS Module 5: Social and Environmental Issues Rural transport survey techniques Session: 5.5 Part 1 Presentation: 5.5a The Training Modules Module 1. Policies and Strategies
Rural transport survey techniques. Part 1
 Rural Transport Training Materials Module 5: Social and Environmental Issues Rural transport survey techniques Session 5.5 Part 1 Presentation 5.5a The Training Modules Module 1. Policies and Strategies
Rural Transport Training Materials Module 5: Social and Environmental Issues Rural transport survey techniques Session 5.5 Part 1 Presentation 5.5a The Training Modules Module 1. Policies and Strategies
Lean Distribution. Mark Kushner, COO Lloyed Lobo, Director Business Development
 Lean Distribution Mark Kushner, COO Lloyed Lobo, Director Business Development Agenda Brief Company Overview What is Lean? Lean in the Extended Supply Chain Benefits of Lean Distribution Can Lean Help
Lean Distribution Mark Kushner, COO Lloyed Lobo, Director Business Development Agenda Brief Company Overview What is Lean? Lean in the Extended Supply Chain Benefits of Lean Distribution Can Lean Help
Kanban Applied to Reduce WIP in Chipper Assembly for Lawn Mower Industries
 Kanban Applied to Reduce WIP in Chipper Assembly for Lawn Mower Industries Author Rahman, A., Chattopadhyay, G., Wah, Simon Published 2006 Conference Title Condition Monitoring and Diagnostic Engineering
Kanban Applied to Reduce WIP in Chipper Assembly for Lawn Mower Industries Author Rahman, A., Chattopadhyay, G., Wah, Simon Published 2006 Conference Title Condition Monitoring and Diagnostic Engineering
Material Requirements Planning (MRP) and ERP 14. Outline
 and ERP 14. Outline") Material Requirements Planning (MRP) and ERP 14 1 Outline Global Company Profile: Wheeled Coach Dependent Demand Dependent Inventory Model Requirements MRP Structure MRP Management 2 1 Outline - Continued
Material Requirements Planning (MRP) and ERP 14 1 Outline Global Company Profile: Wheeled Coach Dependent Demand Dependent Inventory Model Requirements MRP Structure MRP Management 2 1 Outline - Continued
MODELING OF A SHAFT PRODUCTION SYSTEM
 , TECHNOLOGIES IN MACHINE BUILDING, ISSN 11-5, 15 MODELING OF A SHAFT PRODUCTION SYSTEM Florin BURUIANA 1, Mihaela BANU, Alice BURUIANA 1 1 Department of Manufacturing Engineering, Faculty of Engineering,
, TECHNOLOGIES IN MACHINE BUILDING, ISSN 11-5, 15 MODELING OF A SHAFT PRODUCTION SYSTEM Florin BURUIANA 1, Mihaela BANU, Alice BURUIANA 1 1 Department of Manufacturing Engineering, Faculty of Engineering,
Question turns per year. Question pallet positions. Question turns per year
 2.8 24 turns per year 2.9 1946 pallet positions 2.10 14 turns per year 5.7 Storing in carton flow rack would increase sku-density and therefore pick-density, which means that travel time would be reduced.
2.8 24 turns per year 2.9 1946 pallet positions 2.10 14 turns per year 5.7 Storing in carton flow rack would increase sku-density and therefore pick-density, which means that travel time would be reduced.
Eindhoven University of Technology MASTER. Measuring and improving productivity in a job shop environment the applicability of the ProMES methodology
 Eindhoven University of Technology MASTER Measuring and improving productivity in a job shop environment the applicability of the ProMES methodology de Boer, T. Award date: 2007 Link to publication Disclaimer
Eindhoven University of Technology MASTER Measuring and improving productivity in a job shop environment the applicability of the ProMES methodology de Boer, T. Award date: 2007 Link to publication Disclaimer
JOB SEQUENCING & WIP LEVEL DETERMINATION IN A CYCLIC CONWIP FLOWSHOP WITH BLOCKING
 International Journal of Mechanical Engineering and Technology (IJMET) Volume 8, Issue 9, September 2017, pp. 274 280, Article ID: IJMET_08_09_029 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=8&itype=9
International Journal of Mechanical Engineering and Technology (IJMET) Volume 8, Issue 9, September 2017, pp. 274 280, Article ID: IJMET_08_09_029 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=8&itype=9
JOB SEQUENCING & WIP LEVEL DETERMINATION IN A CYCLIC CONWIP FLOWSHOP WITH BLOCKING
 International Journal of Mechanical Engineering and Technology (IJMET) Volume 8, Issue 9, September 2017, pp. 274 280, Article ID: IJMET_08_09_029 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=8&itype=9
International Journal of Mechanical Engineering and Technology (IJMET) Volume 8, Issue 9, September 2017, pp. 274 280, Article ID: IJMET_08_09_029 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=8&itype=9
Chapter two. Product and Process design
 Chapter two Product and Process design 2-1- Product design Product design is the process of defining all the features and characteristics of the product to manufacture. Product design also includes the
Chapter two Product and Process design 2-1- Product design Product design is the process of defining all the features and characteristics of the product to manufacture. Product design also includes the
Production and logistics planning 2017
 Production and logistics planning 2017 Study guide Welcome to the course Production and logistics planning, PPU411, 2017. This study guide is intended to inform and guide you on what to expect and how
Production and logistics planning 2017 Study guide Welcome to the course Production and logistics planning, PPU411, 2017. This study guide is intended to inform and guide you on what to expect and how
Planning. Dr. Richard Jerz rjerz.com
 Planning Dr. Richard Jerz 1 Planning Horizon Aggregate planning: Intermediate range capacity planning, usually covering 2 to 12 months. Long range Short range Intermediate range Now 2 months 1 Year 2 Stages
Planning Dr. Richard Jerz 1 Planning Horizon Aggregate planning: Intermediate range capacity planning, usually covering 2 to 12 months. Long range Short range Intermediate range Now 2 months 1 Year 2 Stages
STEADIFLO PUSHBACK STORAGE Using your warehousing space to the maximum.
 STEADIFLO PUSHBACK STORAGE Using your warehousing space to the maximum. WHAT IS PUSHBACK RACKING? Pushback racking is a pallet storage method that allows pallets to be stored from 2 to 6 deep on either
STEADIFLO PUSHBACK STORAGE Using your warehousing space to the maximum. WHAT IS PUSHBACK RACKING? Pushback racking is a pallet storage method that allows pallets to be stored from 2 to 6 deep on either
Research Paper PLANT LAYOUTS ANALYSIS AND DESIGN Okpala, Charles Chikwendu and Chukwumuanya, Okechukwu
 Research Paper PLANT LAYOUTS ANALYSIS AND DESIGN Okpala, Charles Chikwendu and Chukwumuanya, Okechukwu Address for Correspondence Department of Industrial/Production Engineering, Nnamdi Azikiwe University,
Research Paper PLANT LAYOUTS ANALYSIS AND DESIGN Okpala, Charles Chikwendu and Chukwumuanya, Okechukwu Address for Correspondence Department of Industrial/Production Engineering, Nnamdi Azikiwe University,
Examination. Telephone: Please make your calculations on Graph paper. Max points: 100
 KPP227 TEN1 Production and Logistics Planning Examination Course: Production and Logistics Planning Date: 2014-01-14 Number of hours: 5 hours Group: Freestanding course Course code: KPP227 Examination
KPP227 TEN1 Production and Logistics Planning Examination Course: Production and Logistics Planning Date: 2014-01-14 Number of hours: 5 hours Group: Freestanding course Course code: KPP227 Examination
Optimized Manufacturing Processes in Multimodel PCB Assembly
 Proceedings of the 5th WSEAS Int. Conf. on Signal Processing, Robotics and Automation, Madrid, Spain, February 15-17, 2006 (pp201-206) Optimized Manufacturing Processes in Multimodel PCB Assembly Kari
Proceedings of the 5th WSEAS Int. Conf. on Signal Processing, Robotics and Automation, Madrid, Spain, February 15-17, 2006 (pp201-206) Optimized Manufacturing Processes in Multimodel PCB Assembly Kari
Planning. Planning Horizon. Stages of Planning. Dr. Richard Jerz
 Planning Dr. Richard Jerz 1 Planning Horizon Aggregate planning: Intermediate range capacity planning, usually covering 2 to 12 months. Long range Short range Intermediate range Now 2 months 1 Year 2 Stages
Planning Dr. Richard Jerz 1 Planning Horizon Aggregate planning: Intermediate range capacity planning, usually covering 2 to 12 months. Long range Short range Intermediate range Now 2 months 1 Year 2 Stages
COMPUTER INTAGRATED MANUFACTURING
 COMPUTER INTAGRATED MANUFACTURING 1 2 Production System A collection of people, equipment, and procedures organized to accomplish the manufacturing operations of a company Two categories: Facilities the
COMPUTER INTAGRATED MANUFACTURING 1 2 Production System A collection of people, equipment, and procedures organized to accomplish the manufacturing operations of a company Two categories: Facilities the
CONCEPTUAL DESIGN OF AN AUTOMATED REAL-TIME DATA COLLECTION SYSTEM FOR LABOR-INTENSIVE CONSTRUCTION ACTIVITIES
 CONCEPTUAL DESIGN OF AN AUTOMATED REAL-TIME DATA COLLECTION SYSTEM FOR LABOR-INTENSIVE CONSTRUCTION ACTIVITIES H. Randolph Thomas The Pennsylvania State University Research Building B University Park,
CONCEPTUAL DESIGN OF AN AUTOMATED REAL-TIME DATA COLLECTION SYSTEM FOR LABOR-INTENSIVE CONSTRUCTION ACTIVITIES H. Randolph Thomas The Pennsylvania State University Research Building B University Park,
Product Process & Schedule Design
 Product Process & Schedule Design Relationship between product, process, and schedule design and facilities planning Product designers Process planner Production Planner Facilities planner Before any facility
Product Process & Schedule Design Relationship between product, process, and schedule design and facilities planning Product designers Process planner Production Planner Facilities planner Before any facility
Planning. Planning Horizon. Stages of Planning. Dr. Richard Jerz
 Planning Dr. Richard Jerz 1 Planning Horizon Aggregate planning: Intermediate-range capacity planning, usually covering 2 to 12 months. Long range Short range Intermediate range Now 2 months 1 Year 2 Stages
Planning Dr. Richard Jerz 1 Planning Horizon Aggregate planning: Intermediate-range capacity planning, usually covering 2 to 12 months. Long range Short range Intermediate range Now 2 months 1 Year 2 Stages
Operations Management Session 3 Process Strategy and Analysis
 Operations Management Session 3 Process Strategy and Analysis 2/9/2018 Opening remarks. One of the fist decisions a manager makes in designing well functioning process is to choose a process type that
Operations Management Session 3 Process Strategy and Analysis 2/9/2018 Opening remarks. One of the fist decisions a manager makes in designing well functioning process is to choose a process type that
Learning Objectives. Scheduling. Learning Objectives
 Scheduling 16 Learning Objectives Explain what scheduling involves and the importance of good scheduling. Discuss scheduling needs in high-volume and intermediate-volume systems. Discuss scheduling needs
Scheduling 16 Learning Objectives Explain what scheduling involves and the importance of good scheduling. Discuss scheduling needs in high-volume and intermediate-volume systems. Discuss scheduling needs
Product, Service & Process Design
 Strategies for new product introduction market pull we make what we can sell example: food industry technology push we sell what we can make example: electronics inter-functional view example: personal
Strategies for new product introduction market pull we make what we can sell example: food industry technology push we sell what we can make example: electronics inter-functional view example: personal
THE IMPROVEMENT OF LINE EFFICIENCY ON DISASSEMBLY LINE BALANCING PROBLEM: AN HRRCD S HEURISTIC RULE
 THE IMPROVEMENT OF LINE EFFICIENCY ON DISASSEMBLY LINE BALANCING PROBLEM: AN HRRCD S HEURISTIC RULE Yeoh Kim Hao and Sulaiman Hasan Department of Manufacturing and Industrial Engineering, Universiti Tun
THE IMPROVEMENT OF LINE EFFICIENCY ON DISASSEMBLY LINE BALANCING PROBLEM: AN HRRCD S HEURISTIC RULE Yeoh Kim Hao and Sulaiman Hasan Department of Manufacturing and Industrial Engineering, Universiti Tun
Interesting New AGV Applications: Where to Start
 Interesting New AGV Applications: Where to Start Presented by: Sponsored by: Mark Longacre, Marketing Manager - JBT Corporation Brian Keiger- Grenzebach Corporation 2014 MHI Copyright claimed as to audiovisual
Interesting New AGV Applications: Where to Start Presented by: Sponsored by: Mark Longacre, Marketing Manager - JBT Corporation Brian Keiger- Grenzebach Corporation 2014 MHI Copyright claimed as to audiovisual
Connecting S&OP to the Shop Floor: Here s How!
 Connecting S&OP to the Shop Floor: Here s How! J. E. Boyer Company, Inc. John E. Boyer, President Copyright 2004 by J. E. Boyer Company, Inc. No portion of this article may be reproduced in whole or in
Connecting S&OP to the Shop Floor: Here s How! J. E. Boyer Company, Inc. John E. Boyer, President Copyright 2004 by J. E. Boyer Company, Inc. No portion of this article may be reproduced in whole or in
Vehicle Routing Problems in Supply Chain Management
 Lecture 12. Vehicle Routing Problems in Supply Chain Management With the emergence of international markets and the growth of globalization, the management of supply chains has gained increased attention.
Lecture 12. Vehicle Routing Problems in Supply Chain Management With the emergence of international markets and the growth of globalization, the management of supply chains has gained increased attention.
DIPLOMARBEIT. Capacitated Lot Sizing and Scheduling An alternative approach for the parallel machine case.
 DIPLOMARBEIT Capacitated Lot Sizing and Scheduling An alternative approach for the parallel machine case. Verfasserin Kathrin Gorgosilits 0002659 Angestrebter akademischer Grad Magistra der Sozial- und
DIPLOMARBEIT Capacitated Lot Sizing and Scheduling An alternative approach for the parallel machine case. Verfasserin Kathrin Gorgosilits 0002659 Angestrebter akademischer Grad Magistra der Sozial- und
Supply chain design and production systems Lesson 3: Logistics. Luigi Battezzati PhD
 1 Supply chain design and production systems Lesson 3: Logistics Luigi Battezzati PhD 2 Agenda Logistics Warehousing Layout Design Profiling 3 Logistics Logistics is the set of activities that manages
1 Supply chain design and production systems Lesson 3: Logistics Luigi Battezzati PhD 2 Agenda Logistics Warehousing Layout Design Profiling 3 Logistics Logistics is the set of activities that manages
MM 323 MANUFACTURING SYSTEMS PRODUCTION AND LAYOUT TYPES
 MM 323 MANUFACTURING SYSTEMS PRODUCTION AND LAYOUT TYPES THERE ARE TWO INDUSTRY TYPES THAT FACTORIES ARE LOCATED IN 1) Process industries, e.g., chemicals, petroleum, basic metals, foods and beverages,
MM 323 MANUFACTURING SYSTEMS PRODUCTION AND LAYOUT TYPES THERE ARE TWO INDUSTRY TYPES THAT FACTORIES ARE LOCATED IN 1) Process industries, e.g., chemicals, petroleum, basic metals, foods and beverages,
IT 470a Six Sigma Chapter X
 Chapter X Lean Enterprise IT 470a Six Sigma Chapter X Definitions Raw Materials component items purchased and received from suppliers WIP work in process, items that are in production on the factory floor
Chapter X Lean Enterprise IT 470a Six Sigma Chapter X Definitions Raw Materials component items purchased and received from suppliers WIP work in process, items that are in production on the factory floor
5.3 Supply Management within the MES
 Technical 6x9 / Manufacturing Execution Sytems (MES): Design, Planning, and Deployment / Meyer / 0-07-162383-3 / Chapter 5 Core Function Production Flow-Oriented Planning 85 Customer data (e.g., customer
Technical 6x9 / Manufacturing Execution Sytems (MES): Design, Planning, and Deployment / Meyer / 0-07-162383-3 / Chapter 5 Core Function Production Flow-Oriented Planning 85 Customer data (e.g., customer
Part III MATERIAL HANDLING AND IDENTIFICATION TECHNOLOGIES
 Part III MATERIAL HANDLING AND IDENTIFICATION TECHNOLOGIES Chapters: 10.Material Transport Systems 11.Storage Systems 12.Automatic Identification and Data Capture Material Handling Technologies in the
Part III MATERIAL HANDLING AND IDENTIFICATION TECHNOLOGIES Chapters: 10.Material Transport Systems 11.Storage Systems 12.Automatic Identification and Data Capture Material Handling Technologies in the
LEARNING OBJECTIVES FOR QUIZ 1
 LEARNING OBJECTIVES FOR QUIZ 1 CHAPTER 1 After completing chapter 1, students will be able to: Describe the significance of facilities planning. Describe how facilities planning is important to the field
LEARNING OBJECTIVES FOR QUIZ 1 CHAPTER 1 After completing chapter 1, students will be able to: Describe the significance of facilities planning. Describe how facilities planning is important to the field
 PRODUCTION PLANNING ANDCONTROL AND COMPUTER AIDED PRODUCTION PLANNING Production is a process whereby raw material is converted into semi-finished products and thereby adds to the value of utility of products,
PRODUCTION PLANNING ANDCONTROL AND COMPUTER AIDED PRODUCTION PLANNING Production is a process whereby raw material is converted into semi-finished products and thereby adds to the value of utility of products,
Computer-Integrated Manufacturing
 Supplement F Supplement F Computer-Integrated Manufacturing Computer-Integrated Manufacturing TRUE/FALSE 1. Computer-integrated manufacturing (CIM) is an umbrella term for the total integration of product
Supplement F Supplement F Computer-Integrated Manufacturing Computer-Integrated Manufacturing TRUE/FALSE 1. Computer-integrated manufacturing (CIM) is an umbrella term for the total integration of product
LEAN PRODUCTION FACILITY LAYOUT.
 LEAN PRODUCTION FACILITY LAYOUT www.fourprinciples.com BACKGROUND The production facility layout is as important as the technology it houses and has a significant impact on business performance. The layout
LEAN PRODUCTION FACILITY LAYOUT www.fourprinciples.com BACKGROUND The production facility layout is as important as the technology it houses and has a significant impact on business performance. The layout
The Realities of Modern Manufacturing
 Ch 1 Introduction Sections: 1. Production Systems 2. Automation in Production Systems 3. Manual Labor in Production Systems 4. Automation Principles and Strategies 5. Organization of the Book The Realities
Ch 1 Introduction Sections: 1. Production Systems 2. Automation in Production Systems 3. Manual Labor in Production Systems 4. Automation Principles and Strategies 5. Organization of the Book The Realities